
Submitted:
30 October 2023
Posted:
02 November 2023
You are already at the latest version
Abstract
Life Cycle Assessment (LCA) is a technique developed to measure possible environmental impacts during the manufacture and use of a given product or service. Additive Manufacturing (AM) has proven to be suitable in several industries, especially wire and arc additive manufacturing (WAAM), offering many advantages such as delivery time and reduction in terms of material waste, energy consumption and equivalent CO2 emissions (CO2e). This study aimed to develop a methodology to evaluate environmental indicators during the life cycle assessment, from gate-to-gate, in the production of two low-alloy carbon steel metal parts (flanges) using ER-90 wire and allowed identifying the main stages that most influence environmental indicators. The total energy consumption in the production of flanges 1 and 2 were, respectively, 10,239.0 MJ, 12,754.0 MJ and the total carbon footprint, respectively, 714.1 kgCO2e kg-1 and 749.3 kgCO2e kg-1.
Keywords:
environmental indicators
; wire and arc additive manufacturing
; life cycle assessment
; atmospheric emission
; carbon footprint
; energy demand
; sustainable development
1. Introduction
Life cycle assessment (LCA) is a management tool created to compute inputs and outputs of a production system, with the aim of evaluating the environmental performance of products during the various stages of their life cycle. LCA is used to identify which of these life cycle paths are most impactful on the environment and evaluates the cost of changes and the corresponding impact of changes in a computational simulation environment [1-5]. LCA is an internationally recognized methodology for modeling production systems. The main objectives of LCA are to improve the environmental performance of production processes and assist in the creation of sustainable products. In public policies, LCA contributes to the formation of sustainability criteria and requirements, in addition to providing a scientific basis for the implementation of environmental standards and regulations [6-8].
However, the life cycle inventory is dependent on a robust database of information about inputs and production waste, their mass and energy flows, and their environmental impacts. A life cycle assessment is generated in four steps. The first stage is qualitative and involves determining the objectives of the LCA, its scope with the limits of the system analyzed in the life cycle, its environmental analysis dimensions and its functional unit. The second stage is quantitative, and the life cycle inventory (LCI) is constructed. In the third stage, the life cycle impact assessment (LCIA) is carried out relating the LCI with the environmental impact considerations and in the fourth stage, the interpretative process relates the LCI and LCIA data and proposes recommendations for improving the process in the determined scope of analysis. At this stage, sustainability indicators can be proposed for critical points of environmental vulnerability [9].
In this sense, LCA has been applied in industry 4.0, where machines are connected to each other to make decisions without human involvement, making industries more productive and efficient, in addition to reducing waste [10-18]. Additive manufacturing (AM) has proven essential to support this productive change in industry 4.0. It consist of a manufacturing method capable of creating large-scale objects through a tree-dimensional digital model [19-20]. Its application has been proven to reduce the use of materials and optimize the final product, in addition to presenting a high deposition rate and lower equipment costs [21-25].
Among the various AM processes, the Wire Arc Additive Manufacturing (WAAM) stands out in the manufacture of metallic parts, aiming to save production time and cost by reducing raw material waste and generated energy, as well as making the production process more sustainable [26, 27]. WAAM is a well-structured and complex process, derived from electric arc welding processes, in which a torch is used with continuous wire feed for deposition of base material [28, 29]. Its effectiveness can be observed by carrying out a Life-Cycle Assessment (LCA), a method used for analyzing the environmental impact of a product, process, service or other economic activity, throughout its life cycle [30-36], being an important tool to help decision-making aligned with sustainable practices. It is, therefore, a comprehensive tool for quantifying and interpreting the environmental impacts of a product or service from cradle to grave, that is, from raw material extraction process to its final disposal [37, 38].
Many LCA works allow the comparison between product and process alternatives, evaluating factors such as changes in the use of raw materials and production processes, in order to minimize their effects. For this purpose, it becomes necessary to evaluate the stages of the life cycle and their effects Subsequently, it is possible to carry out comparative analyses of life cycles of competing systems with the same function, to identify which one has lower impact in the environment by generating less pollution and requiring less resources, among other relevant indicators for decision-making [39-40].
LCA involves the collection, organization and evaluation of all inputs and outputs of a production system, allowing the analysis of the potential environmental impact throughout its life cycle. This comprehensive approach involves assessing all attributes and aspects related to natural environment, human health and resources, enabling the understanding and management of environmental impacts more efficiently. It also stands out for focusing on the perspective of products life cycle, which grants it a broad scope. This characteristic is fundamental to avoid the undesirable transfer from one phase of the life cycle to another, from one region to another [41, 42]. Life-Cycle Assessment methodology can be useful to acquire a comprehensive knowledge of the environmental impacts generated by industrial products throughout their life cycle. The information needed for these evaluation methods can be measured or calculated, with consumption factors expressing the amount of materials and energy consumed by an activity per amount of final product, and emission factors expressing the amount of pollutant emitted by an activity per amount of final product generated or energy consumed [43- 52].
However, despite many LCA applications, the methodology has limitations that should be take into account in the studies as well as in the evaluation of their results. In Brazil, in particular, the greatest limitations in LCA studies are national database unavailability, method uncertainty in relation to results for decision making, difficulties collecting primary data, complexity in life cycle inventory (LCI) phase, difficulty comparing quantitative results of studies with the same object and high cost and time spent to execute an LCA.
In this environmental context, this work aims to develop a methodology to evaluate environmental impacts, focused on greenhouse gas (GHG) emissions and energy demands during the production of two flange pieces using the wire and arc additive manufacturing method (WAAM), considering only the manufacturing stages of the products, restricting itself to the stages of exclusive participation of the production industry.
2. Materials and Methods
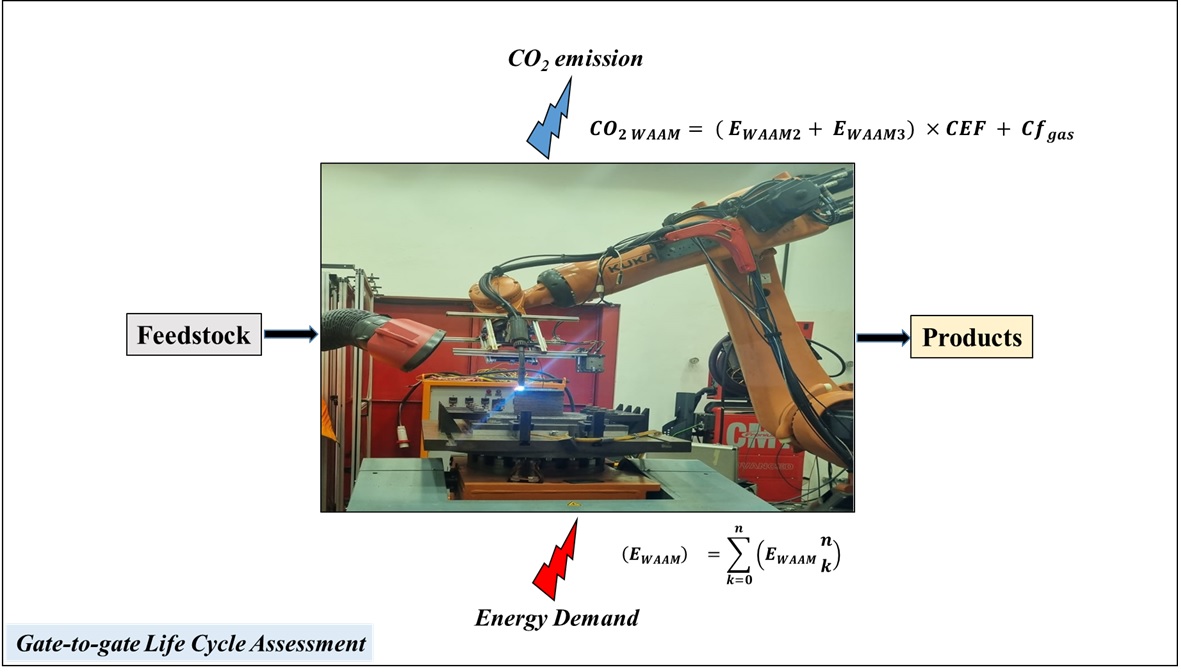
Life Cycle Assessment (LCA) was prepared in accordance with the ABNT NBR ISO 14040:2009 and ABNT NBR ISO 14044:2009 standards [53, 54], with three defined stages: objective and scope; inventory analysis; and impact assessment. This work adopted, as functional unit, the production of two pieces of flanges considering the limit of gate-to-gate systems, whose main function is to seal the connection between two pipes, preventing any fluid from escaping at these junctions, as shown in Figure 1. In addition, the phases assessed for the work analysis comprehend the material production until its manufacture in the factory. The study was restricted to the stage in which the company operates directly, within its production processes, having the transport stages removed from the analysis.
2.1. Data Quality
For the study to be successful, data quality and reliability are essential items. Thus, it used data from primary sources for information on WAAM system inputs and outputs measured by National Laboratory of Welding Technology (LNTSold) and the Air Pollution Control Laboratory of the Federal University of Rio de Janeiro, Brazil. Figure 2 shows the construction of the flange parts carried out in laboratory to obtain experimental data. Secondary and other data were obtained from bibliographic research and database, which will be described in the methodology.
2.1.1. Product and equipment edge system
WAAM edge system is shown in Figure 3, using low-alloy carbon steel (ER-90) for the parts production. Inputg flows work as electricity for running machines, while out-puts are the gases emitted in the process at each stage.
2.2. Life Cycle Inventory Analysis (LCI)
2.2.1. WAAM material production and pre-manufacturing
Data referring to the process shown in Figure 3 were found in literature per kg of the built part using the forging method [55] and, to obtain the results, they were multiplied by the mass used in the process to obtain a flange. Value of the raw material mass used in the calculation of results was based on the size of the flange produced by WAAM, obtaining a value of m = 340.5kg.
The first stage of Figure 3 took into account the material fabrication, its hot rolling into large plates and wiredrawing. At this manufacturing stage, it was possible, with the use of literature [56], to obtain data on energy spent in the respective processes and emis-sion of greenhouse gases (GHG) directly or indirectly into the atmosphere in CO2 equiva-lent (CO2e), and the results were 54.8 MJ kg-1 and 4.35 KgCO2e Kg-1, respectively.
Using information from Worldsteel Association (WSA) and Aço do Brasil institute, it was possible to obtain data on greenhouse gas (GHG) emissions in CO2e, waste genera-tion and embodied energy related to crude steel production. It was also possible to remove emission data using the OpenLca software, and agribalyse database that contains some Ecoinvent data. The methodologies used were IMPACT 2002+, ReCiPe 2016 Midpoint (H) and IPCC 2013 GWP 100a. The values are shown in Table 1.
The system has 120 layers, each with 1 bead, to make the central cylinder. And the waiting time for each layer to dry is 2 minutes. In the construction of the flanges thickness. Waiting for these cords, in this situation, lasts 2 minutes and the wait between layers lasts an average of 4.5 minutes. The calculation of stand-by times in the WAAM for flanges are shown in Table 2.
The time spent in deposition (Tmad) was calculated through the consumption of shielding gas. The consumption flow in the production of each flange and the amount of volume used for deposition are known.
2.3. Life Cycle Impact Assessment (LCIA)
2.3.1. Calculation of energy demand in WAAM process
In the second stage of the production process, shown in Figure 3, the electrical energy required during the process was evaluated. For this calculation, the energy consumed by the machine in 2 operating moments was considered: during stand-by and during material deposition. Energy demand is calculated according to Equation (1):
Where,
: electrical energy demand of the WAAM unit process in step 2 (MJ)
: WAAM system power demand in stand-by mode (kW)
: time of initialization, configuration and wait between layers and strands (h)
: WAAM system power demand in deposition mode (kW)
: deposition time (h)
: shielding gas embodied energy (MJ/L)
: shielding gas consumption rate (L/h).
The data for carrying out the calculations of the electrical energy demand of the MAAA unitary process in stage 2 are presented in Table 3.
In step 3 of Figure 3, for finishing machining, 2 machines are used, one to machine the internal diameter and the external part ad other to make the holes in the flange. For this stage, the operating and stand-by time of the machines was disregarded and the operating times were estimated according to manufacturing information. The required electrical energy was calculated according to Equation (2):
Where,
EWAAAM3: electrical energy demand of the WAAM unit process in step 3 (MJ)
Pmq1: machining machine power demand (inside diameter) (kW)
Tmq1: machine time (h)
Pmq2: power demand of the machining machine (parts hole) (MJ)
Tmq2: final finishing machine time in cutting (h)
During the machining of the part, the material is extracted and removed, the holes in the flange are made, obtaining the part in its final format, ready for use. Machining data are presented in Table 4.
2.3.2. Calculation of CO2e emissions in WAAM process
To transform this measured energy into CO2 emissions in the environment, it is necessary to calculate the Carbon Emission Factor (CEF), an estimate of CO2 amount associated with a given electrical energy generation. This study is carried out by the Brazilian Ministry of Science, Technology, Innovations and Communications, which prepares constant inventories on CO2 Emission Factor in electricity generation in Brazilian National Interconnected System and makes them available on its online portal [57]. Through the CEF it is possible to value the environmental impact using electricity in machinery, and the average in the last 5 years, from 2018 to 2022, was calculated as 0.0759 kgCO2 kWh-1.
To calculate CO2 emission in the WAAM production process it was necessary to use electrical energy demands in WAAM found and applied in Equation (3):
Where,
: CO2 emission in WAAM (kgCO2e)
: energy demand of WAAM unit process in step 2 (kWh)
: energy demand of WAAM unit process in step 3 (kWh)
: Carbon Emission Factor of local electricity grid (kgCO2e kWh-1)
: Carbon footprint related to shielding gas (kgCO2e)
In order to calculate the greenhouse gases (GHG) emission in CO2e in this work, it was necessary to convert the gas volume (Argon + 8% CO2) to kg. Using the European Life Cycle database and the Intergovernmental Panel on Climate Change [58, 59], we could obtain the GHG emission factors involved in the production of gases, in kgCO2e Kg-1, for argon and CO2, 0.88425 and 0.811, respectively. The total CO2e emission present in shielding gas is shown in Table 5.
3. Results and Discussion
With primary and secondary data, measured, collected and modeled, presented in “Methodology”, it was possible to obtain information regarding energy demand and CO2e emissions generation in the life cycle of the products manufactured using by WAAM. The total energy demand in flanges 1 and 2 were, respectively, 10,239.0 MJ, 12,754.0 MJ and the WAAM process carried out on flange 2 was approximately 19.7% higher. The results obtained are shown on Figure 4.
For both flanges, we observed that the prefabrication stage of flange 1 was the one that consumed the greatest amount of energy, 68% of the total, followed by manufacturing by deposition and the machining stages, with 23% and 9% of energy consumption. The deposition manufacturing phase is dependent on the deposition rate of the welding material and in this work the Pulsed GMAW process was used, with 1.2 mm wire diameter and 1.9 kg h-1 melting/deposition rate. The machining stage showed lower energy consumption, 9%, as this phase is very efficient, especially when we spend less time. In flange 2, the prefabrication stage was also the one that consumed the greatest amount of energy, 53% of the total, but machining was the second largest consumer of energy, as it consumed more time, as presented in the methodology, 29% and manufacturing by deposition consumes 18% of the total.
The total carbon footprint on flanges 1 and 2 was, respectively, 714.1 kgCO2e kg-1, 749.3 kgCO2e kg-1 and the WAAM process carried out on flange 2 was approximately 4.7% higher. The results obtained are shown on Figure 5.
In WAAM, the highest CO2e emissions occurred in the prefabrication of flanges 1 and 2, respectively, 77.0% and 71.0%, followed by deposition manufacturing with 20.0% and 18.0%. The machining of flange 2 was 74.4% greater than the machining of flange 1, because more time was added to flange 2 machining, indicating an important factor in the production of the parts.
It is important to highlight that in the deposition stage the gas was used only during deposition and, when the machine was in stand-by mode, the shielding gas was not released from the cylinder. The greater the amount of material used in the manufacturing process, the greater the CO2e emission. Reductions in environmental impact are predominantly driven by reduced shielding gas and electricity for fume extraction per kilogram of printed material.
In 2019, Brazil produced about 30 million tons of crude steel (WSA) and the global CO2 emissions of the steel sector in the same year were approximately 3.6 Gt, representing more than 8% of total energy use and than each ton of crude steel, generating about two tons of CO2 emissions [60]. In this context, the importance of producing metal parts with low greenhouse gas emissions and lower energy consumption is the major challenge in production using additive manufacturing.
4. Conclusions
The model developed in this work presented similar results in the pre-manufacturing stages and in WAAM, indicating the reliability of the results in terms of greenhouse gas emissions and energy consumption. The model also presented important information during the production stages, when we increase machining time, as at this stage, based on the developed model, special attention should be paid during the preparation of the life cycle analysis.
The steel industry contributes to harmful effects on the environment through the waste of materials, consumption of resources and energy and CO2 emissions, as well as other greenhouse gases related to climate change. In this sense, developing methodologies that can assist in the calculations of environmental indicators is very important during life cycle assessment.
Author Contributions
Claudinei de Souza Guimarães performed the modeling, analyzed the results and wrote the manuscript; Brunna Mothé Mattos carried out the literature review, modeling and calculations; João Payão Filho obtained the experimental results and revised the manuscript.
Funding
This work was funded by Shell Brasil Petróleo Ltda. (Shell Brasil, grant DPW019-W01) and Empresa Brasileira de Pesquisa e Inovação Industrial (Embrapii, grant PCOP-1904.0016,) with support from Agência Nacional de Petróleo, Gás Natural e Biocombustíveis (ANP).
Acknowledgments
The authors thank Diego Russo Juliano (senior subsea research engineer, Shell Brasil Petróleo Ltda.) for his invaluable contributions to this work.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Khanna, N.; Wadhwa, J.; Pitroda, A.; Shah, P.; Schoop, J.; Sarıkaya, M. Life cycle assessment of environmentally friendly initiatives for sustainable machining: A short review of current knowledge and a case study. SM&T. 2022, 32, e00413. [Google Scholar]
- Ghani, L.A.; Ali, N.; Nazaran, I.S.; Hanafiahand, M.M.; Yatim, N.I. Carbon Footprint-Energy Detection for Desalination Small Plant Adaptation Response. Energies. 2021, 14, 7135. [Google Scholar] [CrossRef]
- Mohammed, R.K.; Farzaneh, H. Life Cycle Environmental Impacts Assessment of Post-Combustion Carbon Capture for Natural Gas Combined Cycle Power Plant in Iraq, Considering Grassroots and Retrofit Design. Energies 2022, 16(3), 1545. [Google Scholar] [CrossRef]
- Meshalkin, V.P.; Zharov, V.P.; Leontiev, L.I.; Nzioka, A.M.; Belozersky, A.Y. Sustainable Environmental Impact Assessment Using Indicators for Sustainable Energy-Intensive Industrial Production. Energies. 2023, 16, 3172. [Google Scholar] [CrossRef]
- Silva, M.P.; González, J.; Costa, B.B.F; Garrido, C.; Soares, C.A.P.; Haddad, A.N. ; Environmental Impacts of Rainwater Harvesting Systems in Urban Areas Applying Life Cycle Assessment—LCA. Eng. 2023, 4, 1127–1143. [Google Scholar] [CrossRef]
- Tasiopoulou, T.; Katsourinis, D.; Giannopoulos, D.; Founti, M. Production-Process Simulation and Life-Cycle Assessment of Metakaolin as Supplementary Cementitious Material. Eng. 2023, 4, 761–779. [Google Scholar] [CrossRef]
- Ferreira, H.; Leite, M. G. P. A Life Cycle Assessment study of iron ore mining. J. Clean. Prod. 2015, 108, 1081–1091. [Google Scholar] [CrossRef]
- Shah, I.H; Hadjipantelis, N.; Walter, L.; Myers, R.J.; Gardner, L. Environmental life cycle assessment of wire arc additively manufactured steel structural componentes. J. Clean. Prod. 2023, 389, 136071. [Google Scholar] [CrossRef]
- ISO-International Organization Standardization. Environmental labels and declarations: type III – Environmental declarations, principles and procedures. ISO 14025:2006-en. Geneve: ISO, 2006. Available online: http://goo.gl/Xw8FWo (accessed on 10 Oct. 2023).
- Nuttah, M.M.; Roma, P.; Nigro, G.L.; Perrone, G. Understanding blockchain applications in Industry 4.0: From information technology to manufacturing and operations management. J. Ind. Inf. 2023, 33, 100456. [Google Scholar] [CrossRef]
- Caldeira-Pires, A; Souza-Paula, M.C. De.; Villas Bôas, R.C. A Avaliação do ciclo de vida: a ISO 14040 na América Latina. Brasília: Abipti, 2005, pp.337.
- Canbay, K.; Akman, G. Investigating changes of total quality management principles in the context of Industry 4.0: Viewpoint from an emerging economy. Technol. Forecast. Soc. Change. 2023, 189, 1222358. [Google Scholar] [CrossRef]
- Ubillos, J.B.; Beldarrain, V.C.; Clemente, G.I.; Balmaseda, E.V. Industry 4.0 and potential for reshoring: A typology of technology profiles of manufacturing firms. Comput. Ind. 2023, 148, 103904. [Google Scholar] [CrossRef]
- Cannavacciuoloa, L.; Ferraro, G.; Ponsiglione, C.; Primario, S.; Quinto, I. Technological innovation-enabling industry 4.0 paradigm: A systematic literature review. Technovation. 2023, 124, 102733. [Google Scholar] [CrossRef]
- Huanga, K.; Wanga, K.; Leec, P.K.C.; Yeung, A.C.L. The impact of industry 4.0 on supply chain capability and supply chain resilience: A dynamic resource-based view. Int. J. Prod. Econ. 2023, 262, 108913. [Google Scholar] [CrossRef]
- Karmakera, C.L.; Aziza, R.A.; Ahmed, T.; Misbauddinc, S.M.; Moktadird, A. Impact of industry 4.0 technologies on sustainable supply chain performance: The mediating role of green supply chain management practices and circular economy. J. Clean. Prod. 2023, 419, 138249. [Google Scholar] [CrossRef]
- Rahman, S.; Ghoshb, T.; Aurna, N.F.; M. Kaiser, S.; Anannya, M.; Hosend, A.S.M. Machine learning and internet of things in industry 4.0: A review. Meas.: Sens. 2023, 28, 100822. [Google Scholar]
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R. An integrated outlook of Cyber–Physical Systems for Industry 4.0: topical practices, architecture, and applications. Green Technol. and Sustain. 2023, 1, 1000001. [Google Scholar] [CrossRef]
- Hajoarya, P.K. Industry 4.0 Maturity and Readiness- A case of a Steel Manufacturing Organization. Procedia Comput. Sci. 2023, 217, 614–619. [Google Scholar] [CrossRef]
- Ogiemwonyia, O.; Alam, M.N.; Hago, I.E.; Azizan, N.A.; Hashim, F.; Hossain, S. Green innovation behaviour: Impact of industry 4.0 and open innovation. Heliyon. 2023, 9, e16524. [Google Scholar] [CrossRef]
- Chua, C.K.; Leong, K.F. 3D Printing and Additive Manufacturing: Principles and Applications: The 5th Edition of Rapid Prototyping: Principles and Applications. WSPC: Singapore, 2017; pp. 1–426.
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges. Compos. B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Gebler, M.; Schoot Uiterkamp, A.J.M.; Visser, C. A Global Sustainability Perspective on 3D Printing Technologies. Energy Policy 2014, 74, 158–167. [Google Scholar] [CrossRef]
- May, G.; Psarommatis, F. Maximizing Energy Efficiency in Additive manufacturing: A Review and Framework for Future Research. Energies 2023, 16(10), 4179. [Google Scholar] [CrossRef]
- Wu, B. , Pan, Z., Ding, D., Cuiuri, D., li, H., Xu, J. and Norrish, J. A review of the wire arc additive manufacturing of metals: properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Kokare, S.; Oliveira, J.P.; Godina, R. Life cycle assessment of additive manufacturing processes: A review. J. Manuf. Syst. 2023, 60, 536–559. [Google Scholar] [CrossRef]
- ASTM F42/ISO TC 261 Develops Additive Manufacturing Standards. ASTM International, 2021. Available online: https://www.astm.org/COMMIT/F42_AMStandardsStructureAndPrimer.pdf (accessed on 10 Oct. 2022).
- ASTM. F2792-12a Standard Terminology for Additive Manufacturing Technologies, ASTM International. West Conshohocken, Pennsylvania, 2012. Available online: https://www.astm.org/f2792-12a.html (accessed on 10 Oct 2022).
- ASTM International.: Committee F42 on additive manufacturing Technologies, 2021. Available online: https://www.astm.org/COMMITTEE/F42.htm (accessed on 10 Oct. 2022).
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed Additive Manufacturing of Metal Components: Technologies, Developments and Future Interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Priarone, P.C.; Campatelli, G.; Montevecchi, F.; Venturini, G.; Settineri, L. A modelling framework for comparing the environmental and economic performance of WAAM-based integrated manufacturing and machining. CIRP Ann. 2019, 68(Issue 1), 37–40. [Google Scholar] [CrossRef]
- Vimal, K.E.K.; Srinivas, M.N.; Rajak, S. Wire arc additive manufacturing of aluminium alloys: A review. Mater. Today: Proc. 2020, 41, 1139–1145. [Google Scholar] [CrossRef]
- Kokare, S.; Oliveira, J.P.; Godina, R. A LCA and LCC analysis of pure subtractive manufacturing, wire arc additive manufacturing, and selective laser melting approaches. J. Manuf. Process. 2023, 101, 67–85. [Google Scholar] [CrossRef]
- Priarone, P.C.; Campatelli, G.; Catalano, A.R.; Baffa, F. Life-cycle energy and carbon saving potential of Wire Arc Additive Manufacturing for the repair of mold inserts. CIRP J. Manuf. Sci. Technol. 2021, 35, 943–958. [Google Scholar] [CrossRef]
- Ingrao, C.; Bacenetti, J.; Adamczyk, J.; Ferrante, V.; Messineo, A.; Huising, D. Investigating energy and environmental issues of agro-biogas derived energy systems: A comprehensive review of Life Cycle Assessments. Renew. Energ. 2019, 136, 296–307. [Google Scholar] [CrossRef]
- Barbhuiya, S.; Das, B.B. . Life Cycle Assessment of construction materials: Methodologies, applications and future directions for sustainable decision-making. Case Stud. Constr. Mater. 2023, 19, e02326. [Google Scholar] [CrossRef]
- Sword, J.I.; Gallowa, A.; Toumpi, A. An environmental impact comparison between wire +arc additive manufacture and forging for the production of a titanium componente. SM&T. 2023, 36, e00600. 2005. [Google Scholar]
- Silva, G.A.; Kulay, L.A. Environmental performance comparison of wet and termal routes for phosphate fertilizer production using LCA – a Brazilian experience. J. Clean. Prod. 2005, 13, 1321–5. [Google Scholar] [CrossRef]
- Nilges, B.; Burghardt, C.; Rohb, K.; Reinert, C.; Aßen, N. Comparative life cycle assessment of industrial demand-side management via operational optimization. Comput. Chem. Eng. 2023, 177, 108323. [Google Scholar] [CrossRef]
- Farjana, S.H.; Tokede, O.; Tao, Z.; Ashraf, M. Life cycle assessment of end-of-life engineered wood. Sci. Total Environ. 2023, 887, 164018. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Zhao, L. Life cycle assessment and multi-objective optimization for industrial utility systems. Energy. 2023, 280, 128213. [Google Scholar] [CrossRef]
- Barkhausen, R.; Rostek, L.; Miao, Z.C.; Zeller, V. Combinations of material flow analysis and life cycle assessment and their applicability to assess circular economy requirements in EU product regulations. Syst. Rev. Journal of Cleaner Production. 2023, 407, 137017. [Google Scholar] [CrossRef]
- Arrigoni, A.; Arosio, V.; Peressut, A.B.; Latorrata, S.; Dotelli, G. Greenhouse Gas Implications of Extending the Service Life of PEM Fuel Cells for Automotive Applications: A Life Cycle Assessment. Clean Technol. 2022, 4, 132–148. [Google Scholar] [CrossRef]
- Ige, O.E; Olanrewaju, O.A. Comparative Life Cycle Assessment of Different Portland Cement Types in South Africa. Clean Technol. 2023, 5, 901–920. [Google Scholar] [CrossRef]
- Gadaleta, G.; Gisi, S.; Todaro, F.; Notarnicola, M. Environmental Comparison of Different Mechanical–Biological Treatment Plants by Combining Life Cycle Assessment and Material Flow Analysis. Clean Technol. 2022, 4, 380–394. [Google Scholar] [CrossRef]
- Curran, M. A. Life Cycle Assessment: a review of the methodology and its application to sustainability. Curr. Opin. Chem. Eng. 2013, 2, 273–277. [Google Scholar] [CrossRef]
- Finnveden, G.; Hauschild, M.Z.; Ekvall, T.; Guinée, J.; Heijungs, R.; Hellweg, S.; Koehler, A.; Pennington, D.; Suh, S. Recent developments in Life Cycle Assessment. J. Environ. Manage. 2009, 91, 1–21. [Google Scholar] [CrossRef] [PubMed]
- Brent, A.C.; Rohwer, M.B.; Friedrich, E.; Von Blottnitz, H. Status of life cycle assessment and engineering research in South Africa. Int. J. Life Cycle Assess. 2002, 7, 167–72. [Google Scholar] [CrossRef]
- Hischier, R.; Ugaya, C.; Silva, G.A.; Lamb, C.M.R.; Rodriguez, D. Capacity building for a national life cycle inventory database – lessons learned in real world. Case study of Swiss-Brazilian capacity building Project. 2nd International Conference on Life Cycle Assessment (CILCA), São Paulo, Brazil; 2007.
- Eiker, M.O.; Hischier, R.; Kulay, L.A.; Lehmann, M.; Zah, R.; Hurni, H. The applicability of non-local LCI data for LCA. Environ. Impact Assess. Rev. 2010, 30, 192–199. [Google Scholar]
- Eiker, M.O.; Hischier, R.; Hurni, H.; Zah, R. Using non-local databases for the environmental assessment of industrial activies: The case of Latin America. Environ. Impact Assess. Rev. 2010, 30, 145–157. [Google Scholar]
- Wang, X.; Chen, Y.; Sui, P.; Gao, W.; Qin, F.; Wu, X.; Xiong, J. Efficiency and sustainability analysis of biogas and electricity production from a large-scale biogas project in China: an emergy evaluation based on LCA. J. Clean. Prod. 2014, 65, 234–245. [Google Scholar] [CrossRef]
- Brazilian Association Of Technical Standards. ABNT NBR ISO 14040: Environmental Management - Life Cycle Assessment - Principles and structure. Brazil, 2009a.
- Brazilian Association Of Technical Standards. ABNT NBR ISO 14044: Environmental Management - Life Cycle Assessment - Requirements and Guidelines. Brazil, 2009b.
- Priarone, P.C.; Ingarao, G.; Lunetto, V.; Lorenzo, R.; Settineri, L. The role of re-design for additive manufacturing on the process environmental performance. Procedia Cirp. 2018, 69, 124–129. [Google Scholar] [CrossRef]
- Instituto Aço Brasil. Relatório 2020 de Sustentabilidade. 2021. Available online: https://acobrasil.org.br/relatoriodesustentabilidade/index.html (accessed on 17 Feb. 2023).
- Instituto Brasileiro de Informação em Ciência, Tecnologia, Inovações e Comunicações (IBICT). O que é Avaliação do Ciclo de Vida. Available online: http://acv.ibict.br/ (accessed on 19 Apr. 2023).
- ELCD Europian Reference Life Cycle Database. 2009. Version II. Available online: https://data.jrc.ec.europa.eu/collection/EPLCA (accessed on 05 Aug. 2023).
- IPCC- IPCC Guidelines for national greenhouse gas inventories. 2006. Available online: https://www.ipcc-nggip.iges.or.jp/public/2006gl/ (accessed on 10 Jun. 2023).
- IEA - Energy Technology Perspectives 2020, Energy Technology Perspectives; 2020.
Figure 1.
Stages that make up the life cycle of a given product with energy consumption and atmospheric emissions.
Figure 1.
Stages that make up the life cycle of a given product with energy consumption and atmospheric emissions.
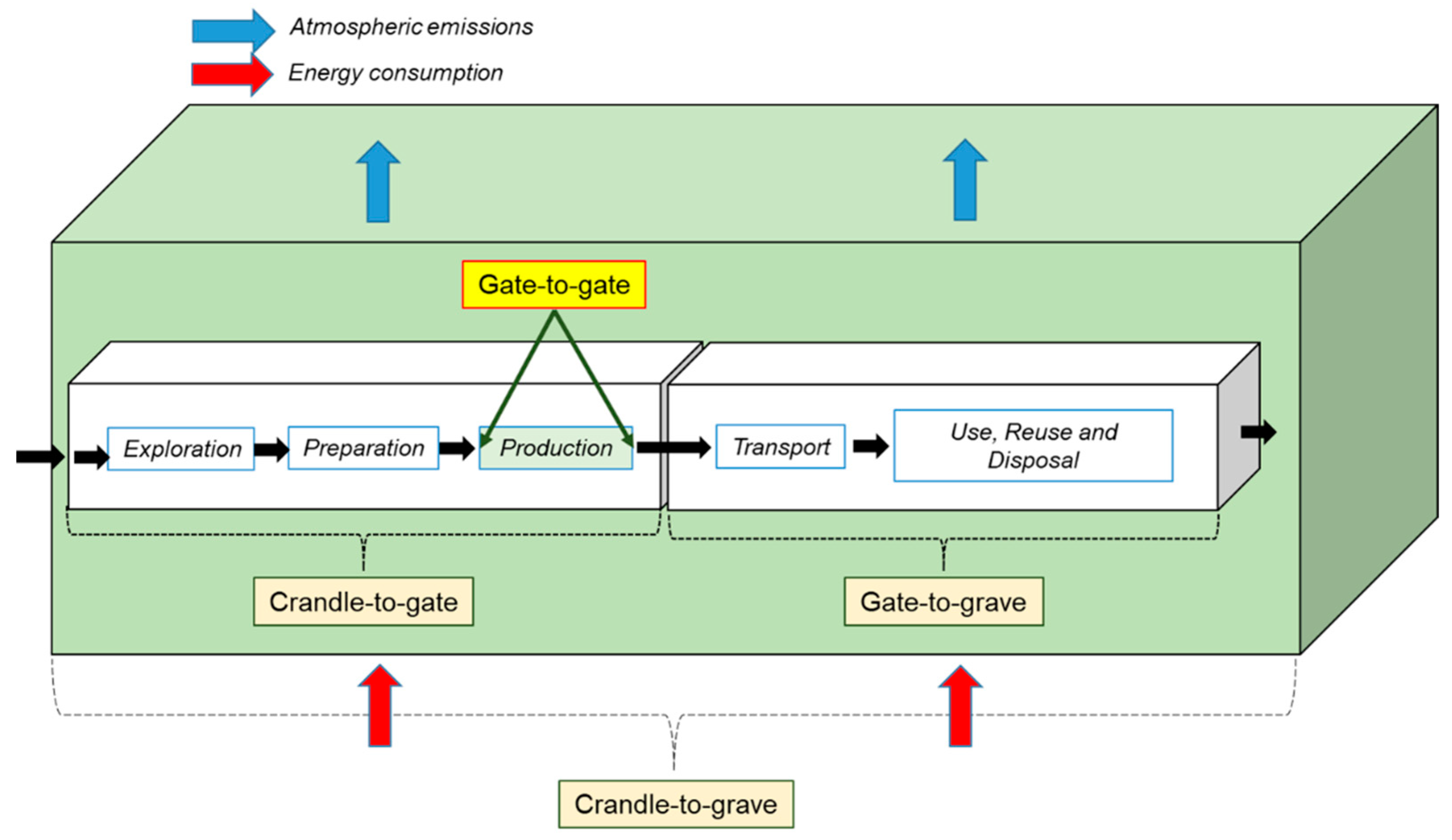
Figure 2.
Production of flanges in the laboratory (LNTSold). (A) Flange ring deposition and (B) Flange after machining.
Figure 2.
Production of flanges in the laboratory (LNTSold). (A) Flange ring deposition and (B) Flange after machining.
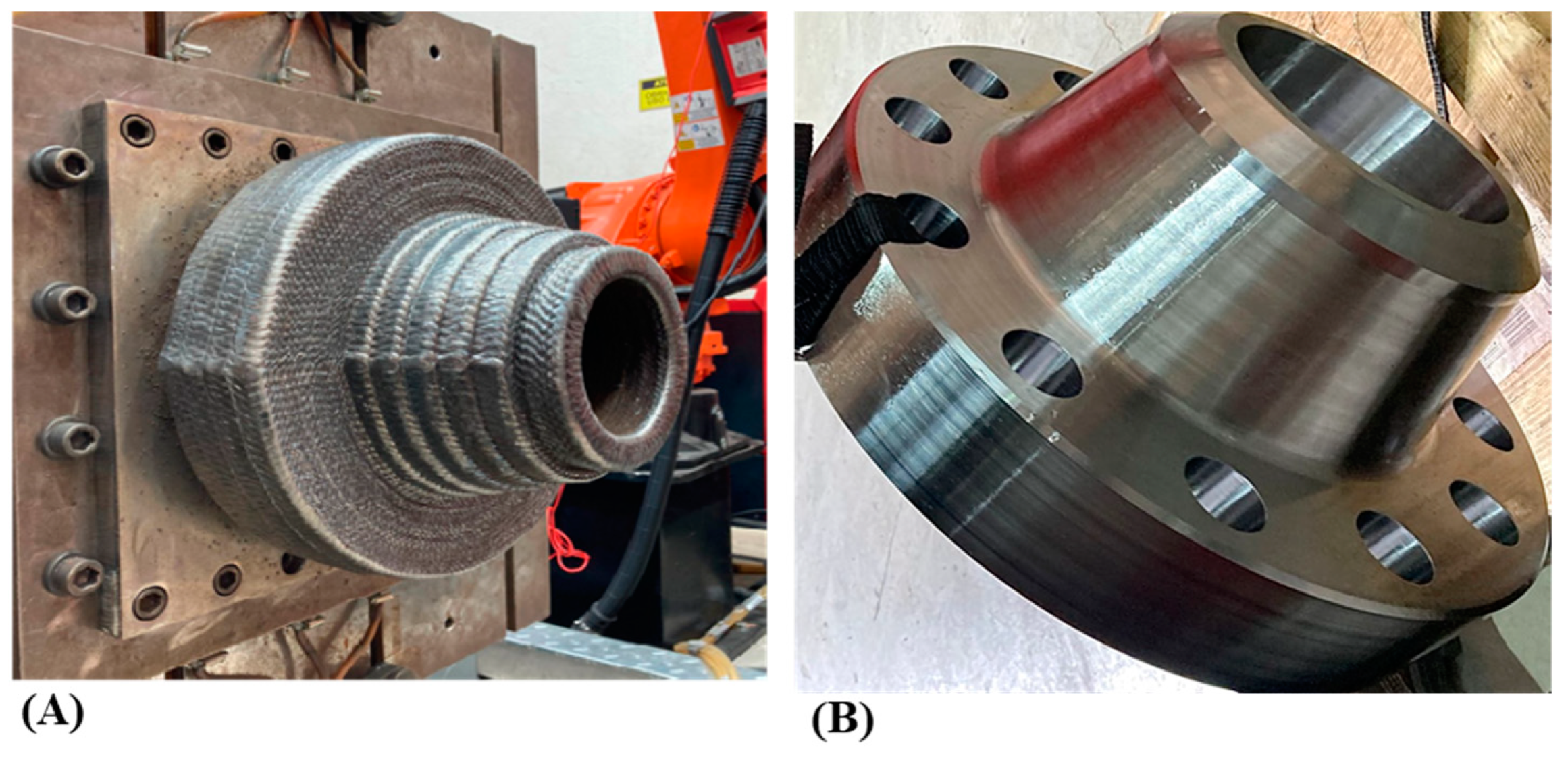
Figure 3.
Frontier of the Wire and Arc Additive Manufacturing (WAAM).
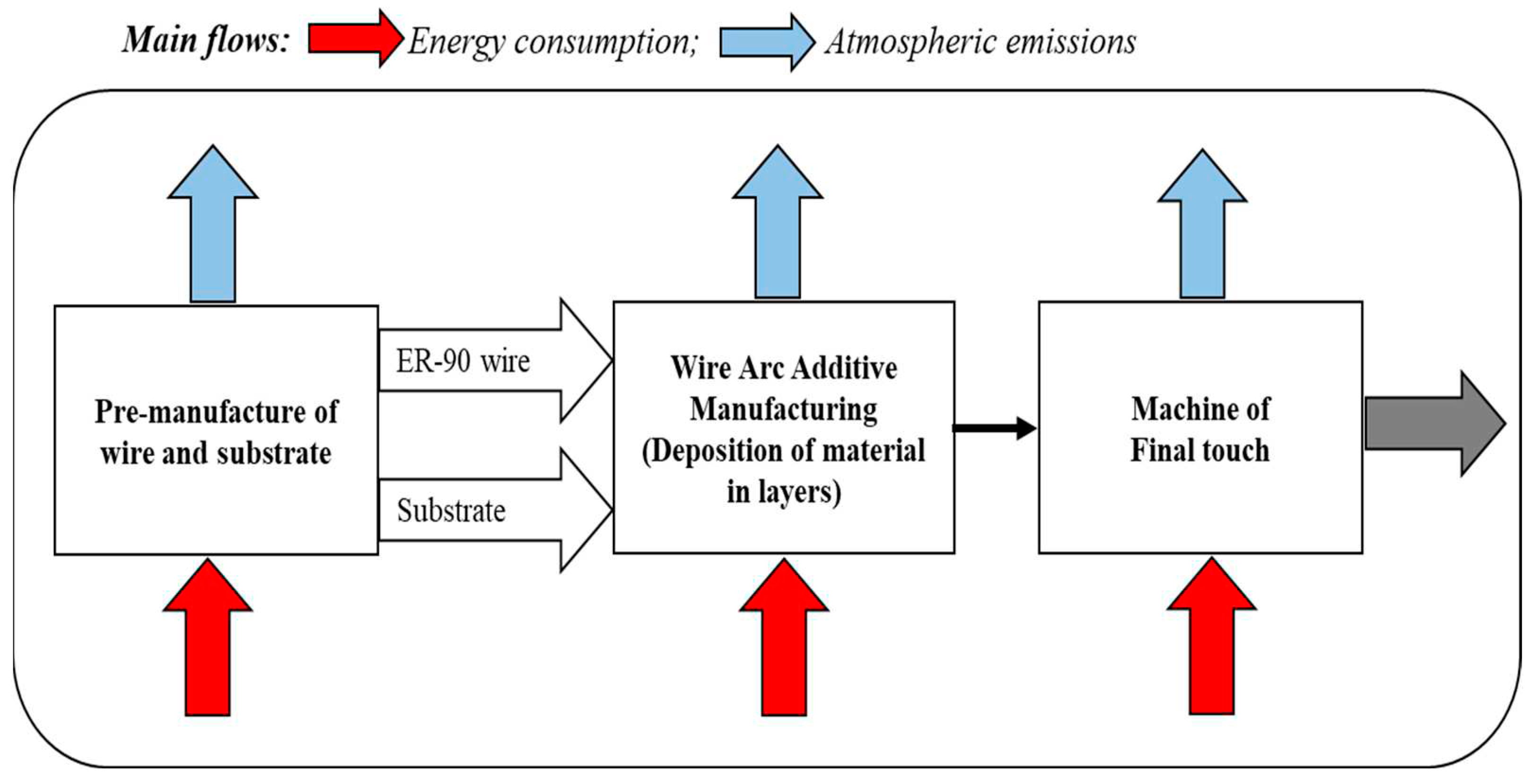
Figure 4.
Total energy demand in Wire and Arc Additive Manufacturing (WAAM).
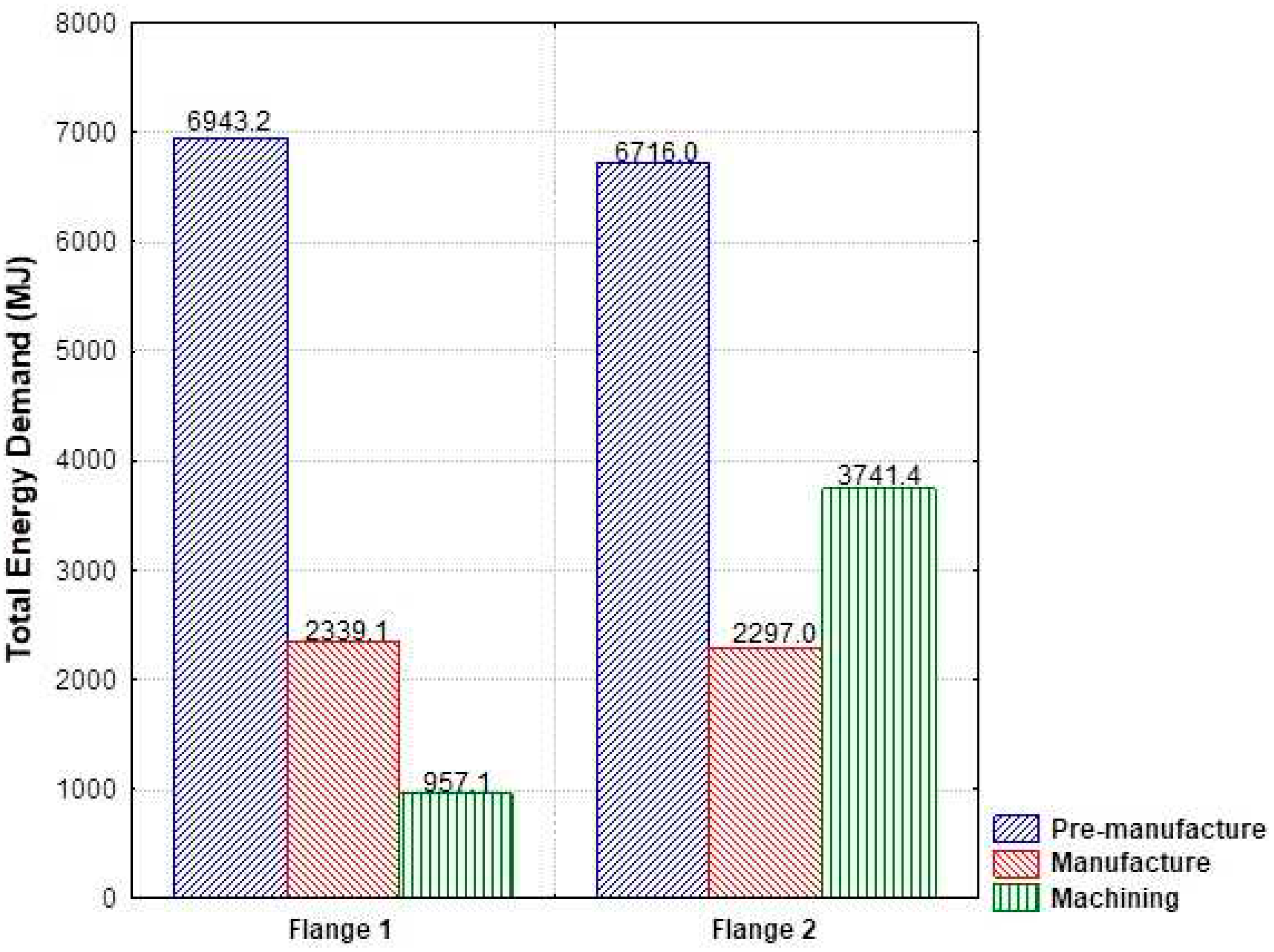
Figure 5.
Total carbon footprint in Wire and Arc Additive Manufacturing (WAAM).
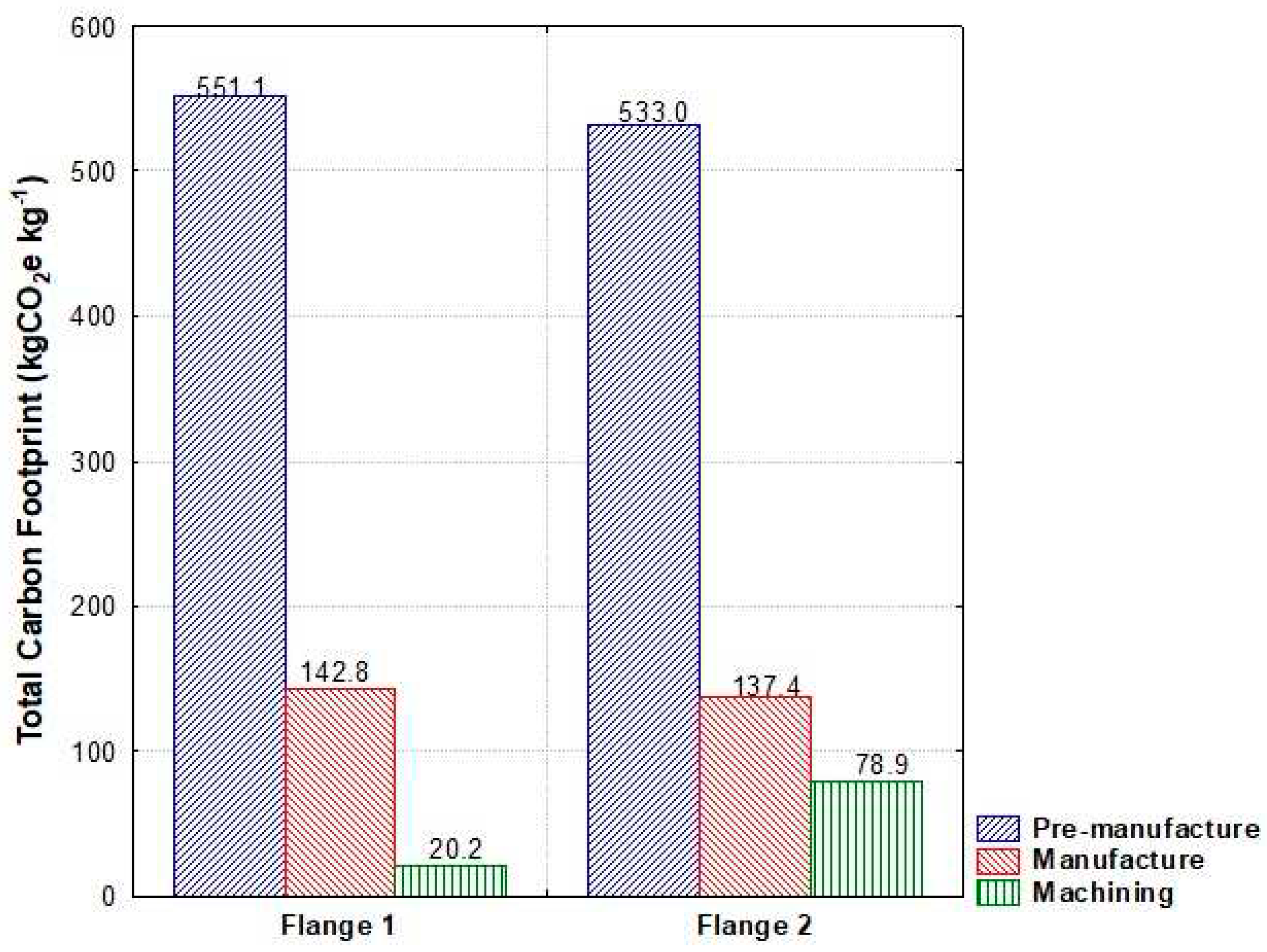

Table 1.
Environmental indicators of steel manufacturing.
| Sustainability Indicator | Reference | Process and Material | Average (2018 – 2020) |
|---|---|---|---|
| GHG emissions (kg CO2e kg-1 crude steel) |
Brazil Steel Institute: World Steel Association | Crude steel production | 1.8 |
| Brazil Steel Institute: IPCC methodology (2021) | Crude steel production | 1.7 | |
| OpenLca: IMPACT 2002+ | Hot rolling of steel | 1.846 | |
| Steel drawing | 0.455 | ||
| OpenLca: ReCiPe 2016Midpoint (H) | Hot rolling of steel | 1.959 | |
| Steel drawing | 0.495 | ||
| OpenLca: IPCC 2013 GWP 100a | Hot rolling of steel | 1.926 | |
| Steel drawing | 0.486 | ||
| Embodied energy (MJ kg-1 crude steel) |
WorldSteel Association | Crude steel production | 20.4 |
Table 2.
Calculation of waiting times in WAAM for flange 1 and flange 2.
| Layer gap in flange thickening (Flange 1)(Flange 2) |
Cords per layer | Waiting time per cord (min) | Total waiting time between cords (min) (Flange 1)(Flange 2) |
|---|---|---|---|
| 1-51-6 | 9 | 2 | 80 96 |
| 6-77-8 | 8 | 28 28 | |
| 8-99-10 | 7 | 24 22 | |
| 10-11 11-12 | 6 | 20 20 | |
| 12-13 13-14 | 5 | 16 16 | |
| 14-41 15-41 | 4 | 168 162 | |
| Total time spent waiting between cords (min): | 336 346 | ||
| Waiting time between layers (min): | 4.54.5 | ||
| Number of layers: | 41 41 | ||
| Total time spent waiting between layers (min): | 180 180 | ||
| Number of layers in the central cylinder deposition (each layer has 1 cord): |
120 120 | ||
| Waiting time between layers (min): | 2 2 | ||
| Total time spent waiting between layers in the central cylinder (min): | 238 238 | ||
| Total time spent during WAAM initialization and adjustment (min) | 30 30 | ||
| Total time spent with WAAM in stand-by (Tmasb) | 784 794 | ||
Table 3.
Data required to calculate energy demand in step 2.
| Parameter | Flange 1 | Flange 2 |
|---|---|---|
| Pmasb(kW) | 0.0426 | 0.0426 |
| Tmasb(h) | 13.07 | 13.23 |
| Pmad(kW) | 3.5 | 3.5 |
| Tmad(h) | 61.1 | 60.0 |
| Egas(L/min) | 0.0285 | 0.0285 |
| Cg(L/min) | 15.0 | 15.0 |
Table 4.
Data regarding the machining of the flange manufactured by MAAA.
| Parameter | Flange 1 Flange 2 |
|---|---|
| Electrical power demand: Machining machine 1 (inside diameter machining)(Pmq1) |
23.18 kW23.18 kW |
| Total time on Machine 1 (Tmq1) | 4 hours30 hours |
| Electrical power demand: Machining machine 2 (parts drilling machining) (Pmq2) |
17.31 kW17.31 kW |
| Total time on Machine 2(Tmq2) | 10 hours 20 hours |
Table 5.
Equivalent CO2 Emission (CO2e).
| Gases present in the shielding gas |
Total volume ( L) used in the process (Flange 1) (Flange 2) |
Total mass (kg) used in the process (Flange 1)(Flange 2) |
GHG emissions (kg CO 2 e) (Flange 1) (Flange 2) |
|---|---|---|---|
| Ar | 253.0248.4 | 79.077.1 | 69.5 68.2 |
| CO2(8%) | 22.0 21.6 | 7.5 7.4 | 13.6 13.4 |
| Total present in shielding gas (Cfgas) | 90.6 89.0 | ||
Table 6.
Parameters for calculating the masses of shielding gases.
| Parameter | Flange 1 | Flange 2 |
| Argon | ||
| Pressure (bar) | 190 | 190 |
| Volume (L) | 253 | 248.4 |
| Temperature (K) | 294 | 294 |
| MM (g/mol) | 39.948 | 39.948 |
| R (L bar/mol K) | 0.0831451 | 0.0831451 |
| n (mol) | 1966.5 | 1930.7 |
| Mass (Kg) | 79.0 | 77.1 |
| CO2 | ||
| Pressure (bar) | 190 | 190 |
| Volume (L) | 22 | 21.6 |
| Temperature (K) | 294 | 294 |
| MM (g/mol) | 44.009 | 44.009 |
| R (L bar/mol K) | 0.0831451 | 0.0831451 |
| n (mol) | 171.0 | 167.9 |
| Mass (Kg) | 7.5 | 7.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



