
Submitted:
04 November 2023
Posted:
06 November 2023
Read the latest preprint version here
Abstract
The initiation of micro-cracks in concrete is primarily due to its brittleness, which causes severe impacts on the overall behaviour of the concrete. However, incorporating fibers in concrete can increase its strength and performance. The nylon fibers used in this study were of two types: Ny-lon Fiber Threads (NFT) and Nylon Fiber Strands (NFS). This research aims to examine the effect of nylon fiber on the mechanical properties of plain cement concrete (PCC). The potential strength of nylon-fiber reinforced concrete (NFRC) was determined versus that of PCC, at fiber content of 2.5 kg/m3. The compressive strength of concrete 30 MPa with a water-cement ratio of 0.4 was produced to investigate the workability and density tests of conventional and fiber-reinforced concrete (FRC). The concrete beams and cylinder samples were tested for compressive, splitting, and flexural strength using ASTM standards (ASTM C-39, C-496, and D-790). It was found that NFT-reinforced samples achieved higher hardened properties of concrete (13.05%) compared to that NFS-reinforced samples. Test results showed that the incorporation of fiber in the concrete decreased the compressive strength of the concrete of cylinder and cube by 0–10% and 5–15%, respectively, however, it increased the splitting tensile and flexural strengths by 0-15%, and 5-15% respectively. Furthermore, the incorporation of nylon fibers (NF) in PCC significantly enhanced the ductility and delayed the cracks initiation in concrete.
Keywords:
Nylon fibers
; workability
; density
; mechanical properties
; stress-strain response
; plain cement concrete
1. Introduction
The construction industry is one of the most rapidly growing industries across the globe. In this industry, concrete is commonly used as a construction material and is acceptable for many applications in construction industries [1,2]. Fresh concrete can be shaped and moulded as needed, which offers a suitable replacement for other construction materials such as brick and stone masonry. The strength can be suitably changed by changing the composition and mix design ratio of its components [3]. Concrete will continue to be widely used worldwide due to its good compressive strength, high plasticity and flowability when in a fresh condition, durability and fire resistance when hardened, and even relatively low cost [4,5]. Research on the hardened properties of newly developed concrete construction materials is necessary for characterizing their performance for field execution [6,7,8].
The performance of concrete is governed by its compressive, splitting tensile, and flexural strength. Its tensile strength is comparatively lower than the compressive strength due to the early crack propagation. The compressive strength, in turn, is influenced by progressive cracking phenomena that have an impact on the meso- and macro-scale behaviour of concrete [9], requiring particular attention in the identification procedure starting from experimental data [10].Use of aggregates with fibres attains high compressive strength of concrete and increases the impact strength of concrete by binding all the constituents of the concrete together. It has undesirable properties like brittleness, weak tension, low resistance cracking, and an instant breakdown under certain weights [11]. On the other hand, these drawbacks can be addressed by adding various fibers to the concrete mix. The incorporation of concrete with fibers is called fiber-reinforced concrete (FRC). FRC is a composite material of cement, sand, aggregates (fine and coarse), water, and fibers. The short discrete fibers are randomly arranged throughout the total mass of concrete in the composite material [12]. Using discontinuous concrete fibres to increase concrete's tensile strain capacity is one approach to prevent crack formation in concrete [13].
The fibers can prevent plastic shrinkage cracks while concrete is in its fresh condition. However, fibers become ineffective in preventing the transformation of micro cracks to macro cracks in the hardened state of concrete. Microfiber acts as a bridge to prevent the production of macro cracks, increasing the splitting strength of concrete. Microfibers may be removed after macro cracks appear because of their shorter length [14].Moreover, properties of FRC have increased in construction industry because the reinforced fibers in concrete may enhance concrete's toughness, tensile strength, flexural strength, impact strength, and failure mode [15]. Additionally, it is well recognized that incorporating fibers into concrete has little or no effect on the compressive strength and elastic modulus [16]. Adding fiber in concrete has better deformation capacity than plain cement concrete (PCC) [17]. It is necessary to understand the mechanical characteristics of FRC in the hardened condition to construct the structure based on its intended usage [18]. The stress-stain relationship of concrete is crucial for the axial arrangement of short columns and the flexural design of beams and slabs [19]. The complete stress-strain curve of concrete's mechanical properties is essential to analyse the mechanical performance of RC structures [20]. Therefore, nylon fibers (NF) are possible solutions to the above advantages of fibers. The nylon fiber is strong and has better elastic behaviour when used in concrete [21]. The flexural strength of cement mortar was improved by adding 2% nylon fiber, and the crack formation was reduced. As reported in literature, the nylon fibers have better elastic recovery, good tenacity, and toughness [22,23]. A foreign scholar investigated the hardened properties of NFRC by casting beams, cylinders, and cubes. The authors found a (5-15%) increase in compressive, splitting, and flexural strength compared with the control specimen of (0%) fiber, including nylon fibre in PCC. It is cheapest and easily available in construction industry [24]. The detailed literature review showed that nylon fibers (NF) were appropriate for increasing the ductility of PCC composites' hardened properties. The incorporation of NF also improves the flexibility of PCC composites. Hence, this research investigates the critical performance of NF-reinforced concrete. The authors believe that the test results of this research study would extend the potential use of widely available nylon fibers in PCC for durable concrete structural members. The test results were conscientiously analysed.
2. Research Significance
Nowadays, the demand for the safety of heavily loaded structures against severe loading conditions like earthquake loads and other accidental loads is increasing. Consequently, high-performance manufacturing materials with better flexural and shear properties are required to fulfill the intended function of novel and modified concrete. However, the existing research focused on the typical length and types of NF and didn’t explore their effect in terms of aspect ratio and overall stress-strain behaviour. Therefore, to achieve the selected properties, fibers with different aspect ratios were used. The new types of fibers were investigated as micro reinforcements, and the mechanical characteristics of fibers were demonstrated using stress-strain relationships. The current study investigated the axial compressive, splitting tensile, and flexural behaviour of normal strength of nylon fibers reinforced (NFR) cementitious composites. The nylon fibers used in this study were of two types: NFT and NFS. The primary factors studied include W/C ratio, admixture, fiber content, and combinations.
3. Experimental Program
3.1. Materials
An ordinary Portland cement (OPC) provided by type-1 (Pioneer cement Ltd) following the American Standard of Testing Materials (ASTM C-150) was used in mix proportioning and casting of nylon fibers reinforced concrete. Cement as a binder material in concrete. The density and specific gravity of cement are 1440 kg/m3 and 3.15. This type of cement provides better performance and high strength to concrete structures. The chemical compositions of OPC as shown in Table 1.
Uniformly graded coarse aggregate (size 12.5 mm [1/2 in.]) was used in this study. The density and specific gravity of the Sargodha crush are 1660 kg/m3 and 2.72. Fine aggregate (Lawrencepur sand standard size less than 2.36 mm) was used. The density and specific gravity of the Lawrencepur sand are 1550 kg/m3 and 2.69. It reduces the permeability of the concrete by binding all the constituents of the concrete together. The gradation of coarse and fine aggregate was performed as per (ASTM C-136). Table 2 shows the total quantities of cement, sand, aggregates, and water. The high-range water reducer admixture Rheobuild-800 used in this research was supplied by New Master Builders. Figure 1 shows the two types of fibres (NFT and NFS) used to investigate their effect on the mechanical properties of developed concrete. The individual NFT was 0.14 mm [0.005 in.] in diameter and 25 mm [1 in.] in length. The NFS was prepared in the laboratory using a single layer of epoxy on fifty threads of Nylon Fibers. The individual NFS was 2 mm [0.08 in.] in diameter and 25 mm [1 in.] in length. The Nylon Fiber was supplied by (Nylon Fabric). The properties of nylon fiber (NF) as shown in Table 3.
3.2. Mix Proportions
For this research, the compressive strength of concrete 30 MPa was produced to investigate the hardened properties of fiber-reinforced concrete (FRC) mixes. The design mix proportion ratio of 1:1.375:1.573 with a water-cement ratio (W/C) of 0.4 was used to prepare concrete specimens. There were three mixed proportions, including the conventional concrete for the cylinder, cubes, and beams. Table 4 shows the mix proportion ratio of the cylinder for compressive and tensile strength Table 5 shows the mix proportions of Plain, NFT, and NFS mixes of the cube for compression. Table 6 shows the mix proportions of Plain, NFT, and NFS mixes of the beam for flexural. In mix proportion, the mix with 0% fiber was considered as the reference mix. The mix proportions were designed by adding nylon fiber to the total mass of the coarse aggregates (2.5 kg/m3) and a low amount of Superplasticizer (10 mL per 1 kg cement). A total of 9 mixes were developed 3 for each (cube, cylinder, and beam) to assess concrete's mechanical properties and stress-stain behaviour.
3.3. Mixing Procedure
Mixing procedures of fiber-reinforced concrete (FRC) mixes included the following outline. Initially, the coarse aggregates were washed to remove the dust and placed in a dry clean area to achieve Surface-saturated dry (SSD) condition. Then they were placed in a concrete mixer with fine aggregates. The aggregate and sand were mixed for 2 minutes, and add cement mixed for 1 minute. A specified amount of nylon fibers was added to the mix for 1.5 minutes. Next, the water to the concrete mixer for 30 seconds was added, and then the Superplasticizer was mixed with the remaining water for 2 minutes. The mixer was stopped after 7 minutes. This mixing technique was effective for achieving the desired workability. The fresh mixes of PCC and FRC were poured into the cylinders and cubes molds for the compressive and splitting tensile strength specimens and the beam molds for the flexural specimens. The dimensions of cylinders, cubes and beams molds were 150 x 300 mm2, 150 x 150 x 150 mm3, and 500 x 100 x 100 mm3 as depicted in Figure 2.
3.4. Preparation of Specimens
Cylindrical steel molds of compressive strength (CS) of size (150 mm diameter and 300 mm length) as per (ASTM C39) were used to cast the specimens. The specimens for splitting strength were also cast in cylindrical steel molds of the same size (150 mm diameter and 300 mm length) as per (ASTM C496). All cylindrical molds were capped with high-strength plaster before testing. The specimens for the flexural strength test were cast in plywood prism molds of cross-section and length (100 x 100 x 500 mm). The prism molds were prepared at the laboratory as per the specifications of the beam for flexural strength using (ASTM D790). The vibrating table was employed to compact the casted specimens and was found effective to eliminate the air voids entrapped in the specimens during casting. The upper surface of the specimens was finished using a trowel. After that, specimens were left in the laboratory for one day under ambient curing conditions (temperature of 33 ± 2°C). The day after the casting the samples were demolded, and the specimens were submerged in the water tank till the testing day for the determination of the hardened properties of concrete according to ASTM standards.
3.5. Methods for Testing
Slump cone tests were conducted to find out and compare the workability of PCC with NFRC. The slump tests were performed to determine the workability of plain and fibrous concrete mixes under (ASTM C143). The density of PCC and NFRC specimens was determined under (ASTM C29) at 28 days. The compressive strength of standard specimens at 7 and 28 days as showed in Figure 3 was tested through compression testing machine (CTM) according to (ASTM C39) with a loading rate under of 0.250 MPa/s for a cylindrical specimen and 0.600 MPa/s for a cubical specimen with a total capacity of 1500 kN. To investigate the splitting tensile (ASTM C496) and flexural (ASTM D790) strengths at 28 days of the developed concrete, a loading rate of 0.02mm/s and 0.250 MPa/s for cylinders and prisms respectively, with a total machine capacity of 1,000 kN was applied as showed in Figure 3(c,d). The comparison between different mechanical properties of the tested concrete specimens were made through the stress-strain curve calculated from the test results.
4. Experimental Results and Discussion
4.1. Workability
The workability of fresh concrete was determined using the slump cone and compacting factor test. The workability of fresh concrete was decreased by adding fiber. However, superplasticizer was used to achieve the desired workability of fresh concrete. The slump cone test was organized for fresh concrete. Table 7 shows the slump test values in the 3rd column for PCC, NFT, and NFS. It was noticed that addition of fibers in concrete can diminish the workability of concrete using the W/C ratio of 0.4.
4.2. Density
Densities of concrete specimens of PCC and NFRC as per (ASTM C29) at 28 days. Table 7 shows the density test values in the 4th column for PCC, NFT, and NFS. Adding fibers (only NFT) in concrete increased the densities of NFRC when compared to PCC. The increased density of NFT was better mixing and compaction of NFRC specimens. The densities of PCC, NFT and NFS were 1146.4 kg/m3, 1176.4 kg/m3, and 1092.5 kg/m3 respectively. An increase of 30 kg/m3 was noted in the density of NFT. The density of NFT was increased by 2.5% compared to PCC. Figure 4 shows the slump and densities of NFRC. Equation (1), which was used to find out the density of concrete.
where “D” density of concrete (kg/m3), “Mc” mass of the container holding the concrete (kg), “Mm” mass of the container (kg), and “Vm” volume of the container (m3).
4.3. Compressive Strength (CS)
The compressive behaviour of PCC, NFT, and NFS specimens was observed during testing. Figure 5(a) shows the failure mode of conventional (CC1 and CC2), Threaded (TC1 and TC2), and strand (SC1 and SC2) for cylinders. Figure 5(b) shows the failure mode of conventional (CC1 and CC2), Threaded (TC1 and TC2), and strand (SC1 and SC2) for cubes. It was noted during testing edges of PCC specimens were broken, and spalling occurred, whereas the specimens of NFRC were noticed to be ductile. Nylon fibers effectively controlled deformation, the crack length, and width. Furthermore, the use of NF also prevents spalling of the concrete. Large cracks were observed in PCC specimens where weak particles were present, but in the case of NFRC specimens, this experience was not observed because the fibers controlled and dispersed cracks in the concrete specimens.
Figure 6(a) shows the experimental results of average CS for cubes. The CS of PCC, NFT, and NFS were 44.92 MPa, 40.98 MPa, and 40.08 MPa at 28 days for the cube, respectively. The CS of NFT and NFS decreased by 3.94 MPa and 4.84 MPa (8.8% and 10.8%), respectively, as compared to PCC. Figure 6(b) shows experimental results of the average CS of plain and fiber-reinforced concrete (Plain, NFT, and NFS) for cylinders, and The CS of PCC, NFT, and NFS were 34.32 MPa, 33.66 MPa, and 32.48 MPa at 28 days for cylinder respectively. The CS of NFT and NFS decreased by 0.66 MPa and 1.84 MPa (1.9% and 5.4%), respectively, compared to PCC. Noticing the CS of the cylinder of NFT and NFS, NFT was more compressive strength than NFS, meaning that NFT was more effective. The NF, which fills the gap between aggregates having low compressive strength, could be the reason for less compressive strength in the case of NFC. The second reason for low CS, NF being low-density material, imparts in the heterogeneousness of concrete mix design up to some extent. The third reason for the low compressive strength value was that the cement percentage in the mix design was relatively less due to the addition of nylon fibres.
Figure 7(a) shows the cylinder's CS stress-strain curves of Palin, NFT, and NFS. The CS is the peak value of the stress-strain curve. Figure 7(b) shows the CS stress-strain curves of NFS for the cube. Strain at the highest stress was 0.03, 0.014, and 0.016 for PCC, NFT, and NFS, respectively. However, a larger dose of nylon fiber harms the CS of FRC due to the concrete's lack of workability, which allows for more compaction to create more pores in hardened concrete, which lowers compressive strength. The strain's value of NFT was more as compared to NFS. This strain increment in NFT shows that NFT was better elongation ability than NFS. In case of a hazard or disaster, this increment of NFT can reduce concrete's spalling and keep concrete particles from falling. Equation (2) was used to find out concrete's compressive strength (CS).
where, “fc” compressive strength of concrete (N/mm2), “P” load at failure (N), and “A” area subjected to compression (mm2).
4.4. Splitting Tensile Strength (STS)
The STS of PCC, NFT, and NFS specimens was critically observed during testing. Figure 8(a) shows the failure mode of conventional (CT1 and CT2), Threaded (TT1 and TT2), and strand (ST1 and ST2) for cylinders. It was noticed that crack behaviour in NFS was more critical than in NFT. So, NFT was more effective compared to NFS. At the maximum load, the crack sizes were increased in the concrete specimens of NFT and NFS. In PCC samples, cracks were negligible because PCC samples tested in a compression testing machine (CTM) by loading control method was 0.250 MPa/s. Figure 9(a) shows experimental results of average STS of plain and fiber-reinforced concrete (Plain, NFT, and NFS). The STS of PCC, NFT, and NFS were 3.32 MPa, 3.73 MPa, and 3.35 MPa at 28 days for cylinder, respectively. The STS of NFT and NFS were enhanced by 0.41 MPa and 0.03 MPa (12.3% and 1%), respectively, as compared to PCC STS of NFT as compared to NFS was higher. Therefore, NFT has better resistance to crack formation in all the mechanical properties of concrete. The effect of NF on the STS of FRC was due to the pozzolanic reaction. Further, due to the fibber’s ability to avoid cracks, splitting tensile strength was increased more efficiently than compressive strength. Fiber prevents concrete from cracking, which improves the splitting tensile strength. Research demonstrates that even if fiber-reinforced concrete develops a fracture, the fiber may prevent the fissure's length and width from spreading. Additionally, the nylon fiber micro filler fills the spaces between the components of concrete, making it denser and increasing its splitting tensile strength. Equation (3) was used to find out the concrete's splitting tensile strength (STS).
where, “fst” splitting tensile strength of concrete (N/mm2), “P” test's peak load (N), “L” cylinder specimen's length (mm), and “D” cylinder specimen's diameter (mm).
4.5. Flexural Strength (FS)
Figure 8(b) Critical crack sizes were observed and found at 125mm, 75mm, and 90 mm, in the samples of PCC, NFT, and NFS. The behaviour and formation of the crack pattern of conventional (CF1 and CF2), Threaded (TF1 and TF2), and strand (SF1 and SF2) prisms were recorded through stress-strain response. Visual observation pointed out that NFRC prims samples were not broken into parts and remained intact due to nylon fiber, whereas the PCC beam samples were fully broken into two parts. When the load was further increased, the sizes of cracks were also enlarged in NFRC. This paragraph concludes that NF was well distributed and showed better results under the flexure test. The fiber pull-out mechanism can be minimized by surface treatment and using some admixture in FRC. Figure 9(b) shows experimental results of average FS of plain and fiber-reinforced concrete (Plain, NFT, and NFS). PCC, NFT, and NFS FS were 6.59 MPa, 7.50 MPa, and 6.95 MPa at 28 days for beam, respectively. The FS of NFT and NFS were enhanced by 0.91 MPa and 0.36 MPa (13.8% and 5.5%), respectively, compared to PCC. The results show that NFT has better flexural strength than NFS.

Figure 9.
Mechanical strengths of plain and fiber-reinforced concrete mixes; (a) Splitting tensile strength; and (b) Flexural strength.
Figure 9.
Mechanical strengths of plain and fiber-reinforced concrete mixes; (a) Splitting tensile strength; and (b) Flexural strength.
Table 8 shows the summary of experimental results of compressive, splitting tensile and flexural strength of concrete specimens. In the stress-strain curve, NFT's maximum stress level strain was higher than 0.014 compared to NFS's 0.0063. So, NFT was more ductile compared to NFS. Now considering the improvement in flexural properties of NFRC, fibers can be effectively used in concrete to increment the load carrying capacity, reducing brittle behaviour and reducing shearing cracks. An optimal increase in flexural strength was achieved at a 2.5% volume fraction of nylon fiber. As per ACI standard, equation (4) was used to determine concrete's flexural strength (FS), because the major cracks under flexural loading were appeared near to the supports of specimens.
where, “” flexural strength (N/mm2), “P” test's peak load (N), “a” distance from the support to the nearest cracking point (mm), “b” and “d” cross-section of the beam (mm).
4.6. Stress-Strain ( ) behavior
The curves of plain and fiber-reinforced concrete mixes at 28 days (non-fibrous, NFT, and NFS). Complete curves of the concrete specimens were obtained from the compressive, splitting, and flexural tests of the concrete under a universal testing machine (UTM) having a capacity of 1000 KN with a controlled displacement rate of 0.02 mm/s. Figure 10 shows the curves of CS of cylinders (CC1, TC1, SC1) and cubes (SC1) at 28 days. In CS of cylinders, strain at the highest stress was 0.0070, 0.0079, and 0.014 for plain (PCC), NFT, and NFS, respectively. The strain value was increased by 12.85% and 100% in the case of NFT, and NFS, respectively, compared to plain (PCC). In the compressive test, NFS has a more significant stain compared to NFT. This mains NFS has better elongation ability in compression compared to NFS. This increment of strain in NFRC shows that nylon fiber (NF) had better elongation ability than PCC. In case of a hazard or disaster, this increment of NFRC can reduce concrete's spalling and keep concrete particles from falling.
Figure 11. shows the curves of FS of beams (TF1, SF1) at 28 days. In FS of the beam, strain at the highest stress was 0.0068 and 0.0032 for NFT and NFS, respectively. In the flexural test, NFT has a more significant stain compared to NFS. Therefore, it was concluded that NFT has better elongation ability compared to NFS under flexural loading. Further, the result indicated that all the concrete specimens had higher values of the ultimate load than plain (PCC). Including fiber quantity in concrete will improve the flexibility and strength of concrete.
Table 9 shows the mixes' experimental and theoretical modulus of elasticity (Plain, NFT, NFS). Use the equation (5) for the theoretical modulus of elasticity (Es). The table shows the Es value of compressive (CC1, TC1, SC1), splitting (TT1), and flexural (TF1, SF1) strength. The theoretical equation:
where “fc” compressive strength of concrete in MPa and “w” concrete density have a value of 2300 kg/m3.
4.7. Ductility
The ductility of concrete is an essential parameter for the analysis of concrete structures. Ductility is the material's degree of capability to assist significant plastic deformation before failure. Ductility is the ratio between the deflection at the yield point and the deflection at failure. Concrete is a brittle material that does not give a warning before failure for any construction materials. Table 10 shows the FS of fiber-reinforced concrete mixes (NFT, NFS). The ductility of NFT and NFS was 2.26 and 1.88, respectively. Figure 12(a) shows the graphical analysis of FS of fiber-reinforced concrete mixes (NFT, NFS). In fiber-reinforced concrete mixtures, diminish of ductility is 16.8%. Therefore, NFT had better resistance ability and elongation than NFS. Equation (6) and Figure 12(b,c) were used to find ductility.
where "Ɛ2" stress-strain data from the second peak and "Ɛ1" stress-strain data from the first peak.
5. Conclusion
The current study investigated the axial compressive, splitting tensile, and flexural behaviour of normal strength of nylon fibers reinforced (NFR) cementitious composites. The nylon fibers used in this study were of two types: NFT and NFS. The primary factors studied include W/C ratio, admixture, fiber content, and combinations. Based on the experimental results and evaluation, the leading conclusion were drawn as follows:
- The workability, density, compressive, splitting, and flexural strength tests of concrete were examined upon adding nylon fiber to the plain mix of PCC. The addition of nylon fiber in the plain mix of PCC enhanced the density of NFT by 0.03%.
- The cracking resistance of PCC was improved by adding nylon fibre up to 12.85% and ductility of NFT was enhanced by 16.8% compared to NFS.
- The incorporation of nylon fibers (2.5%) volume fraction of coarse aggregates in the concrete mix was 1-6% effect on CS of NFT and NFS. The reduction in CS of NFT and NFS was 1.9% and 5.4%, respectively.
- The specimens casted with (2.5%) nylon fiber replacement of coarse aggregates resulted better STS of 12.3% and 1% compared to conventional concrete.
- Including nylon fibers in the concrete mix significantly influences (5-14%) the FS of NFT and NFS. An improvement of 13.8% and 5.5% was observed in the FS of NFT and NFS.
- The experimental results show that nylon fiber threads (NFT) perform better (13.05%) than nylon fiber strands (NFS).
Recommendation
It is recommended that related research to be done to examine the impact performance and durability of fibrous concrete made using nylon fiber with different diameters. The hydration process must be ensured through appropriate curing techniques, acceptable quality control procedures, and structural maintenance. Nylon fibers could be studied in various lengths, proportions, and high-strength design mixtures for better results. It is essential to investigate nylon fiber in various mix combinations to explore their applicability in reducing the dry shrinkage and creep deformation.
Author Contributions
Suliman Khan: Conceptualization, Methodology, Data curation, Visualization, Writing – original draft, Writing – review & editing. Elena Ferretti: Investigation, Visualization, Data curation, Review analysis & editing. Shahzad Ashraf: Review analysis & editing, Visualization.
Data Availability Statement
All data used during the study appear in the submitted article.
Acknowledgments
The authors would like to acknowledge the support of technical staff of Civil engineering Laboratory, Tianjin University, China for providing financial support and testing facilities.
Conflicts of Interest
The authors declare that the research conducted in this study has no conglicts of interests.
References
- Srinivas Allena, Craig M. Newtson, Ultra-High Strength Concrete Mixtures Using Local Materials, J. Civ. Eng. Archit. 5 (2011). [CrossRef]
- K. Kishore, N. Gupta, Application of domestic & industrial waste materials in concrete: A review, Mater. Today Proc. 26 (2020) 2926–2931. [CrossRef]
- J. Ahmad, O. Zaid, C.L.-C. Pérez, R. Martínez-García, F. López-Gayarre, Experimental Research on Mechanical and Permeability Properties of Nylon Fiber Reinforced Recycled Aggregate Concrete with Mineral Admixture, Appl. Sci. 12 (2022) 554. [CrossRef]
- S. Khan, S. Ashraf, S. Ali, K. Khan, Experimental investigations on the mechanical properties and damage detection of carbon nanotubes modified crumb rubber concrete, J. Build. Eng. 75 (2023) 106937. [CrossRef]
- J. Xu, S. Ashraf, S. Khan, X. Chen, A. Akbar, F. Farooq, Micro-cracking pattern recognition of hybrid CNTs/GNPs cement pastes under three-point bending loading using acoustic emission technique, J. Build. Eng. 42 (2021) 102816. [CrossRef]
- Noushini, F. Aslani, A. Castel, R.I. Gilbert, B. Uy, S. Foster, Compressive stress-strain model for low-calcium fly ash-based geopolymer and heat-cured Portland cement concrete, Cem. Concr. Compos. 73 (2016) 136–146. [CrossRef]
- S. Singh, G.D. Ransinchung, P. Kumar, Effect of mineral admixtures on fresh, mechanical and durability properties of RAP inclusive concrete, Constr. Build. Mater. 156 (2017) 19–27. [CrossRef]
- S. Ashraf, S. Khan, V.K. Oad, Microcracking monitoring and damage detection of graphene nanoplatelets-cement composites based on acoustic emission technology, Case Stud. Constr. Mater. 18 (2023) e01844. [CrossRef]
- E. Ferretti, A discussion of strain-softening in concrete, Int. J. Fract. 126 (2004) L3–L10. [CrossRef]
- E. Ferretti, Shape-effect in the effective laws of plain and rubberized concrete, Comput. Mater. Contin. 30 (2012) 237–284.
- C.A.K.R.P.P.R.& L.S.K. P. Ganesh Prabhu, Study on Utilization of Waste Pet Bottle Fiber in Concrete, IMPACT Int. J. Res. Eng. Technol. (IMPACT IJRET). 2 (2014) 233–240.
- S. Hedjazi, D. Castillo, Relationships among compressive strength and UPV of concrete reinforced with different types of fibers, Heliyon. 6 (2020) e03646. [CrossRef]
- D.S. Ozsar, F. Ozalp, H. Dilsad Yilmaz, B. Akcay, Effects of nylon fibre and concrete strength on the shrinkage and fracture behaviour of fibre reinforced concrete, in: Strain-Hardening Cem. Compos. SHCC4 4, Springer, 2018: pp. 188–194.
- S. Ashraf, M. Rucka, Microcrack monitoring and fracture evolution of polyolefin and steel fibre concrete beams using integrated acoustic emission and digital image correlation techniques, Constr. Build. Mater. 395 (2023) 132306. [CrossRef]
- S. Yin, R. Tuladhar, F. Shi, M. Combe, T. Collister, N. Sivakugan, Use of macro plastic fibres in concrete: A review, Constr. Build. Mater. 93 (2015) 180–188. [CrossRef]
- Y. Choi, R.L. Yuan, Experimental relationship between splitting tensile strength and compressive strength of GFRC and PFRC, Cem. Concr. Res. 35 (2005) 1587–1591. [CrossRef]
- L. Sun, Q. Hao, J. Zhao, D. Wu, F. Yang, Stress strain behavior of hybrid steel-PVA fiber reinforced cementitious composites under uniaxial compression, Constr. Build. Mater. 188 (2018) 349–360. [CrossRef]
- L. Rizzuti, F. Bencardino, Effects of fibre volume fraction on the compressive and flexural experimental behaviour of SFRC, Contemp. Eng. Sci. 7 (2014) 379–390. [CrossRef]
- T. Ayub, S.U. Khan, A. Ayub, Analytical model for the compressive stress–strain behavior of PVA-FRC, Constr. Build. Mater. 214 (2019) 581–593. [CrossRef]
- T. K, S.S. R, V. P, S. V, Study on characteristics of textile fiber reinforced concrete, Int. J. Appl. Sci. 8 (2016) 41–57.
- H. Jahangir Qureshi, J. Ahmad, A. Aljabr, N. Garcia-Troncoso, Review on characteristics of concrete reinforced with nylon fiber, J. Eng. Fiber. Fabr. 18 (2023) 1–15. [CrossRef]
- A. Zia, M. Ali, Behavior of fiber reinforced concrete for controlling the rate of cracking in canal-lining, Constr. Build. Mater. 155 (2017) 726–739. [CrossRef]
- D. Ra B, K. Zhimo, P. Tigga, C. Bhutia, Y. Bhutia, D. Pradeep, V.P. Darshini, Experimental Study on Concrete Using Zygote Encastment Powder, Crushed Groundnut Shell and Nylon Fiber as a Partial Replacement for Materials, J. Crit. Rev. 7 (2020) 1326–1333.
- M. Ishtiaq, Experimental Evaluation of Nylon Fiber Reinforced Concrete (NFRC) for Shear Strength Enhancement of Deep Beams, (2019).
Figure 1.
Nylon fiber strands (NFT): (a) NFT yarn form; (b) NFS cutting form; and (c) NFS length size 25mm.
Figure 1.
Nylon fiber strands (NFT): (a) NFT yarn form; (b) NFS cutting form; and (c) NFS length size 25mm.
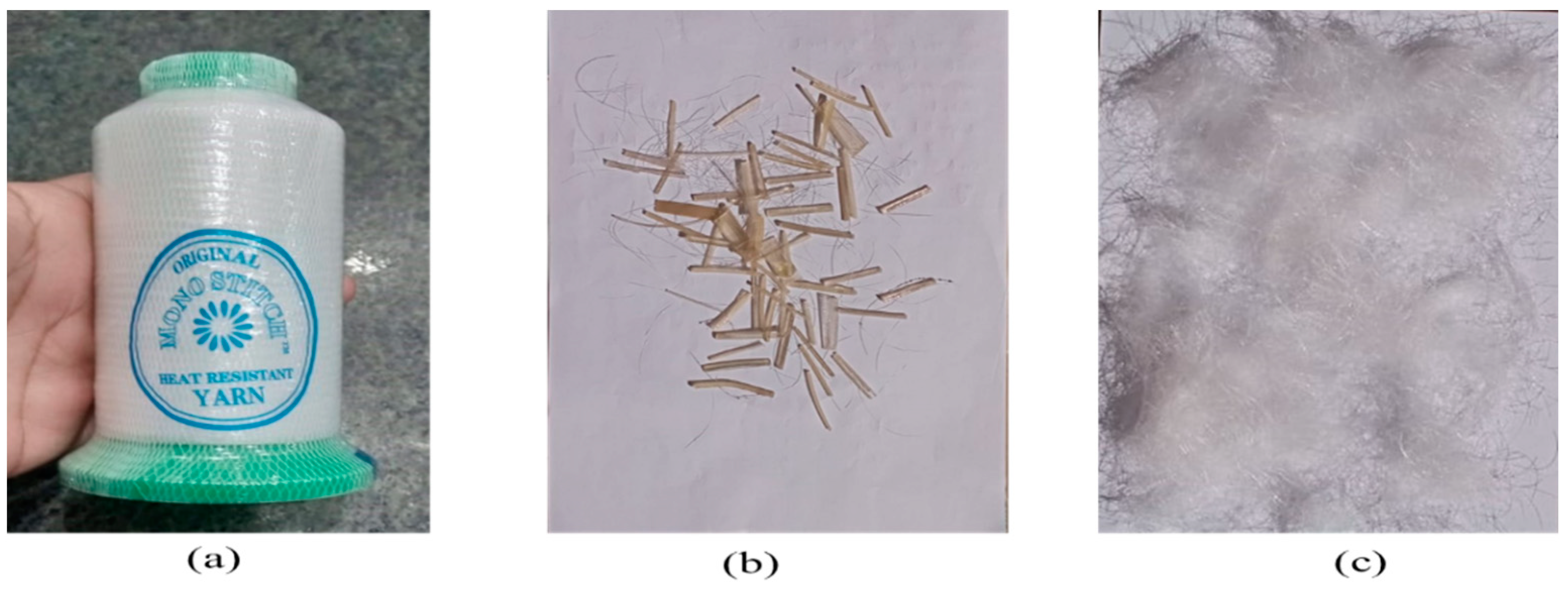
Figure 2.
Mixing procedure for casting of specimens.
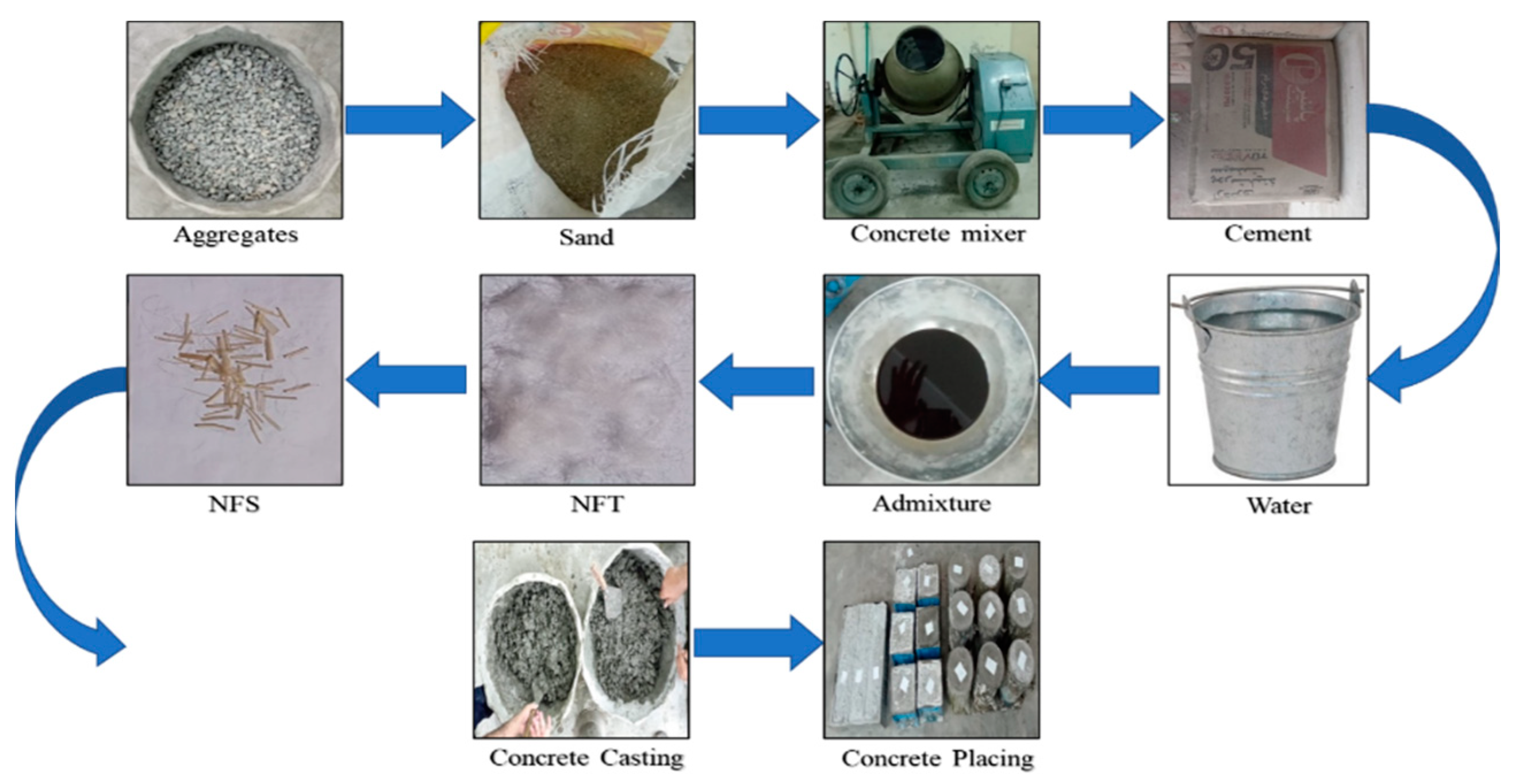
Figure 3.
Mechanical testing of the hardened specimens: (a) compression test setup for the cylinder; (b) compression test setup for cube; (c) splitting tensile test setup; and (d) flexural test setup.
Figure 3.
Mechanical testing of the hardened specimens: (a) compression test setup for the cylinder; (b) compression test setup for cube; (c) splitting tensile test setup; and (d) flexural test setup.
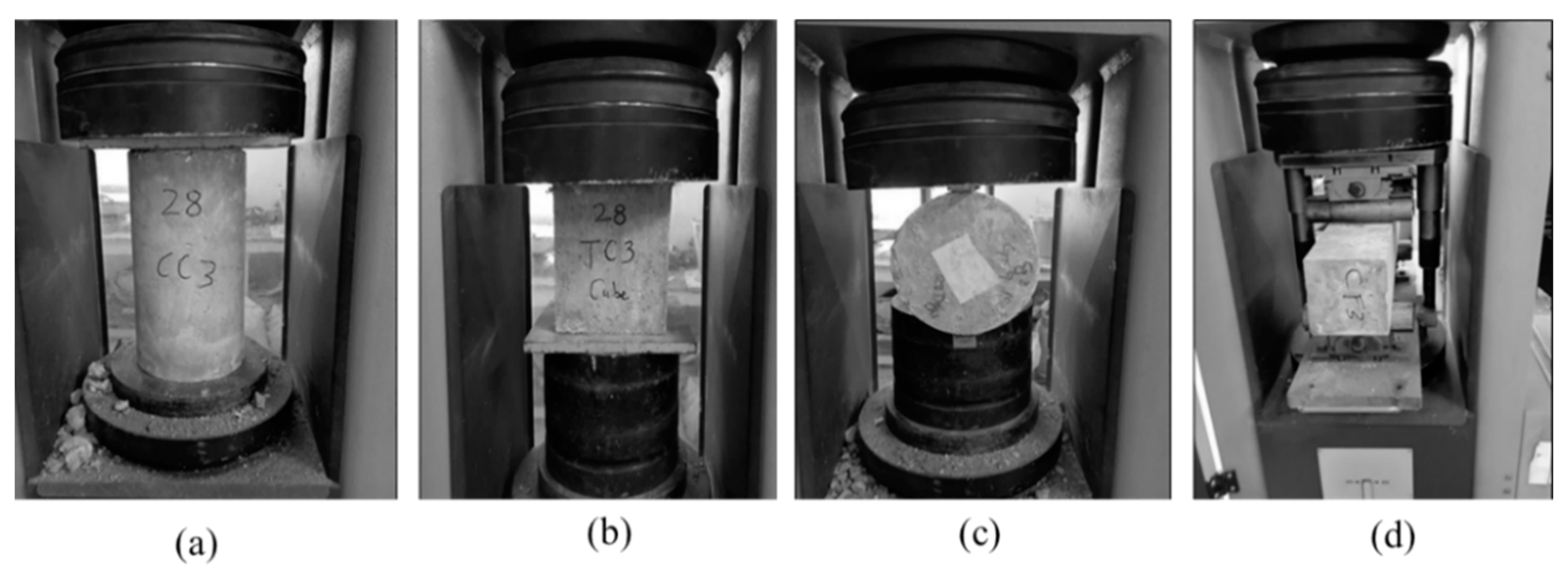
Figure 4.
Densities of NFRC.
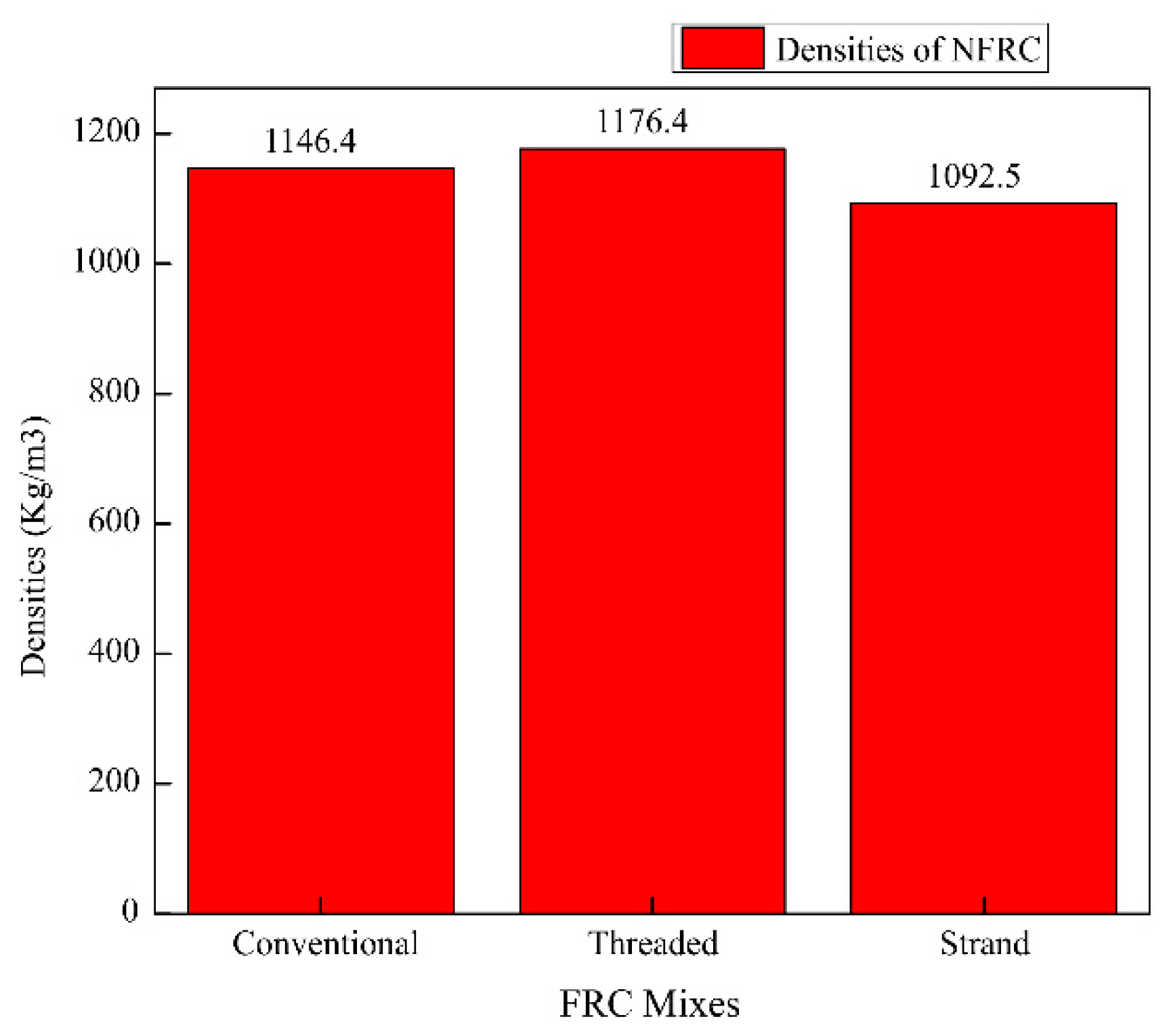
Figure 5.
The failure mode of compression test for cylinders and cubes: (CC) failure mode of conventional compressive; (TC) failure mode of threaded compressive; and (SC) failure mode of strand compressive.
Figure 5.
The failure mode of compression test for cylinders and cubes: (CC) failure mode of conventional compressive; (TC) failure mode of threaded compressive; and (SC) failure mode of strand compressive.
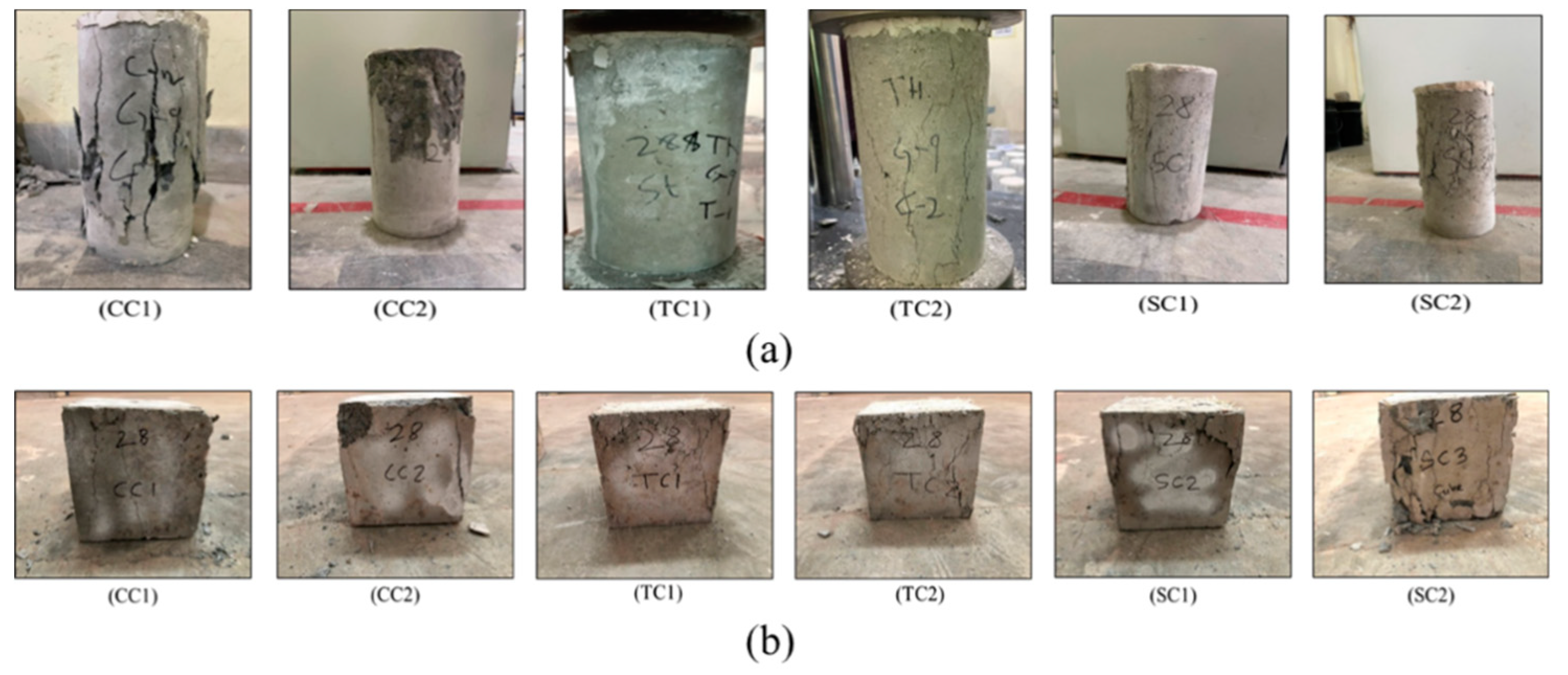
Figure 6.
Compressive strength of plain and fiber-reinforced concrete mixes; (a) Cubical strength; (b) Cylindrical strength.
Figure 6.
Compressive strength of plain and fiber-reinforced concrete mixes; (a) Cubical strength; (b) Cylindrical strength.
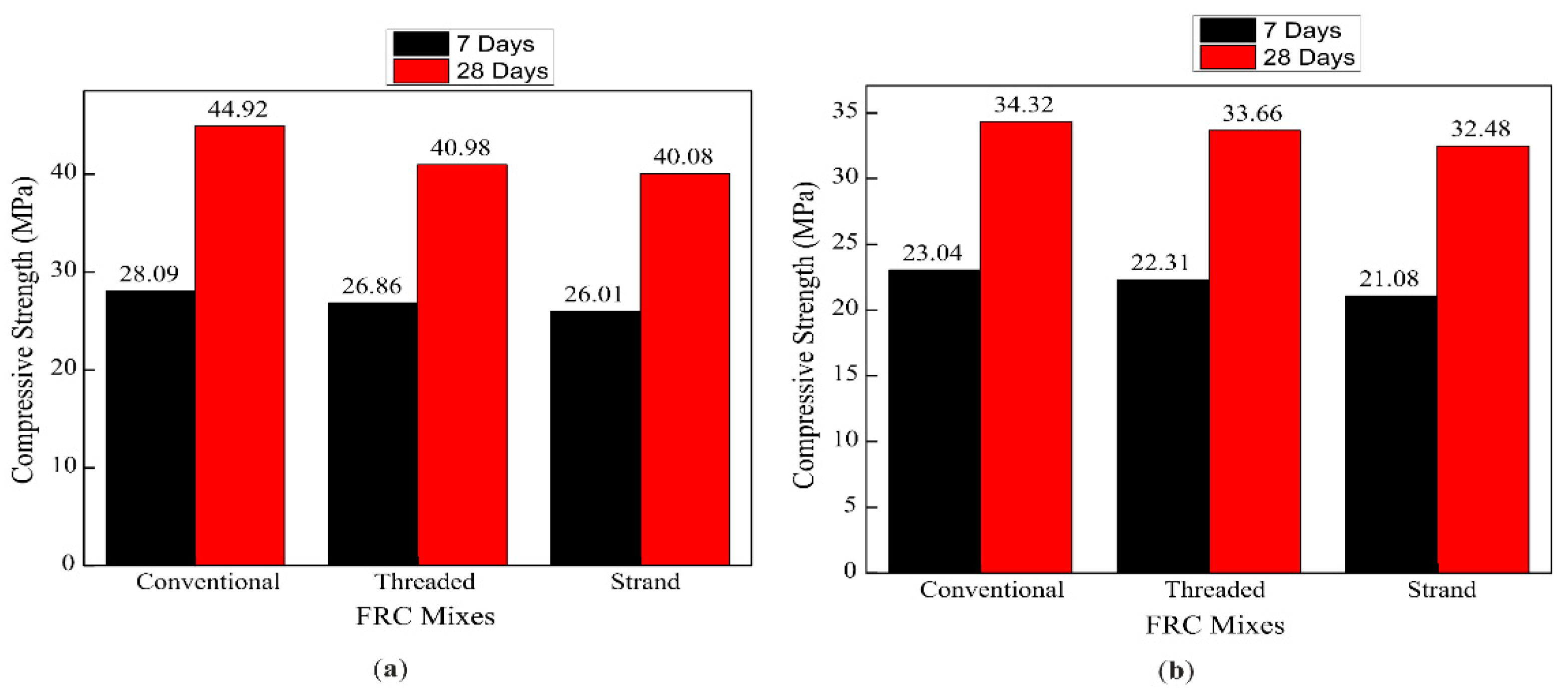
Figure 7.
Stress-strain curve for compression test: (a) CS stress-strain curves of Palin, NFT, and NFS for the cylinders; and (b) CS stress-strain curves of NFS for the cubes.
Figure 7.
Stress-strain curve for compression test: (a) CS stress-strain curves of Palin, NFT, and NFS for the cylinders; and (b) CS stress-strain curves of NFS for the cubes.
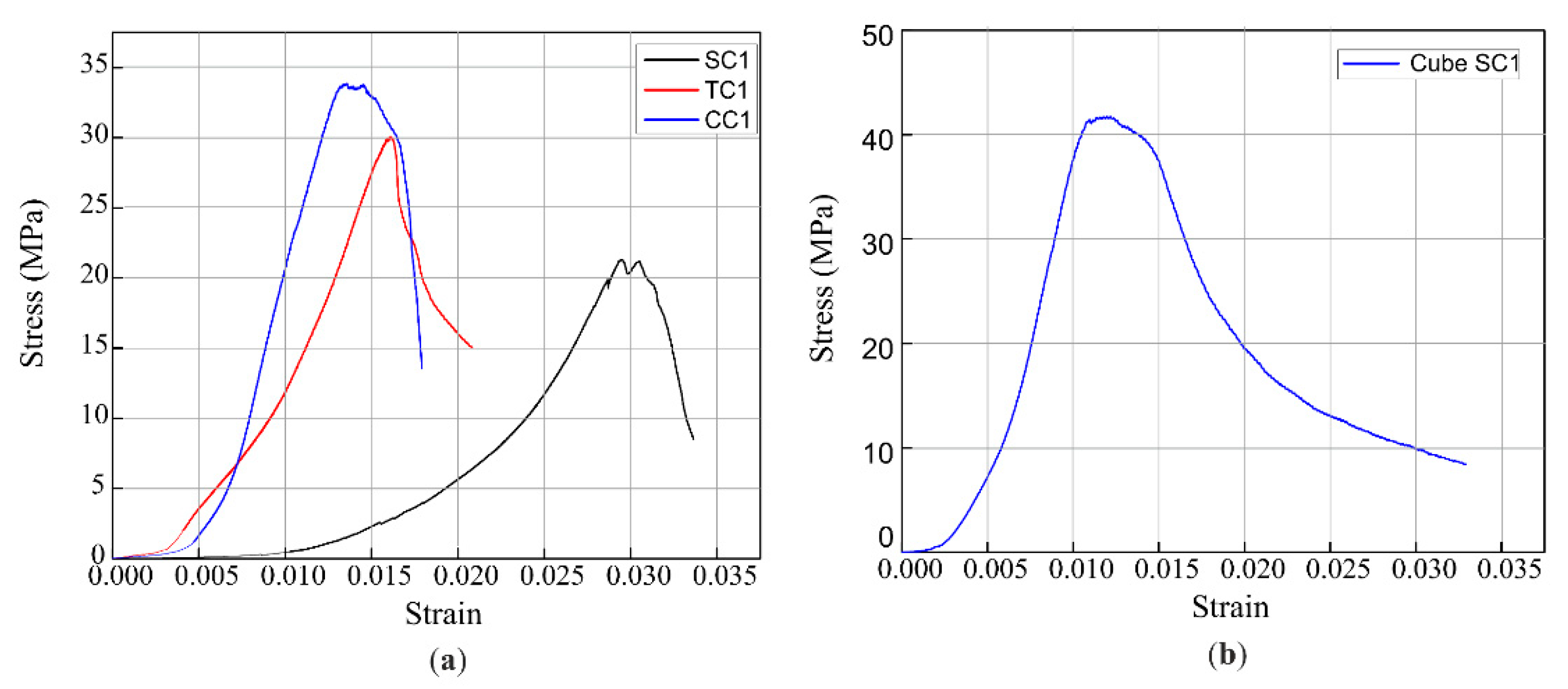
Figure 8.
The failure mode of splitting tensile and flexural test for cylinders and prisms: (a) (CT) failure mode of conventional tensile; (TT) failure mode of threaded tensile; and (ST) failure mode of strand tensile; (b) (CF) failure mode of conventional flexural; (TF) failure mode of threaded flexural; and (SF) failure mode of strand flexural.
Figure 8.
The failure mode of splitting tensile and flexural test for cylinders and prisms: (a) (CT) failure mode of conventional tensile; (TT) failure mode of threaded tensile; and (ST) failure mode of strand tensile; (b) (CF) failure mode of conventional flexural; (TF) failure mode of threaded flexural; and (SF) failure mode of strand flexural.
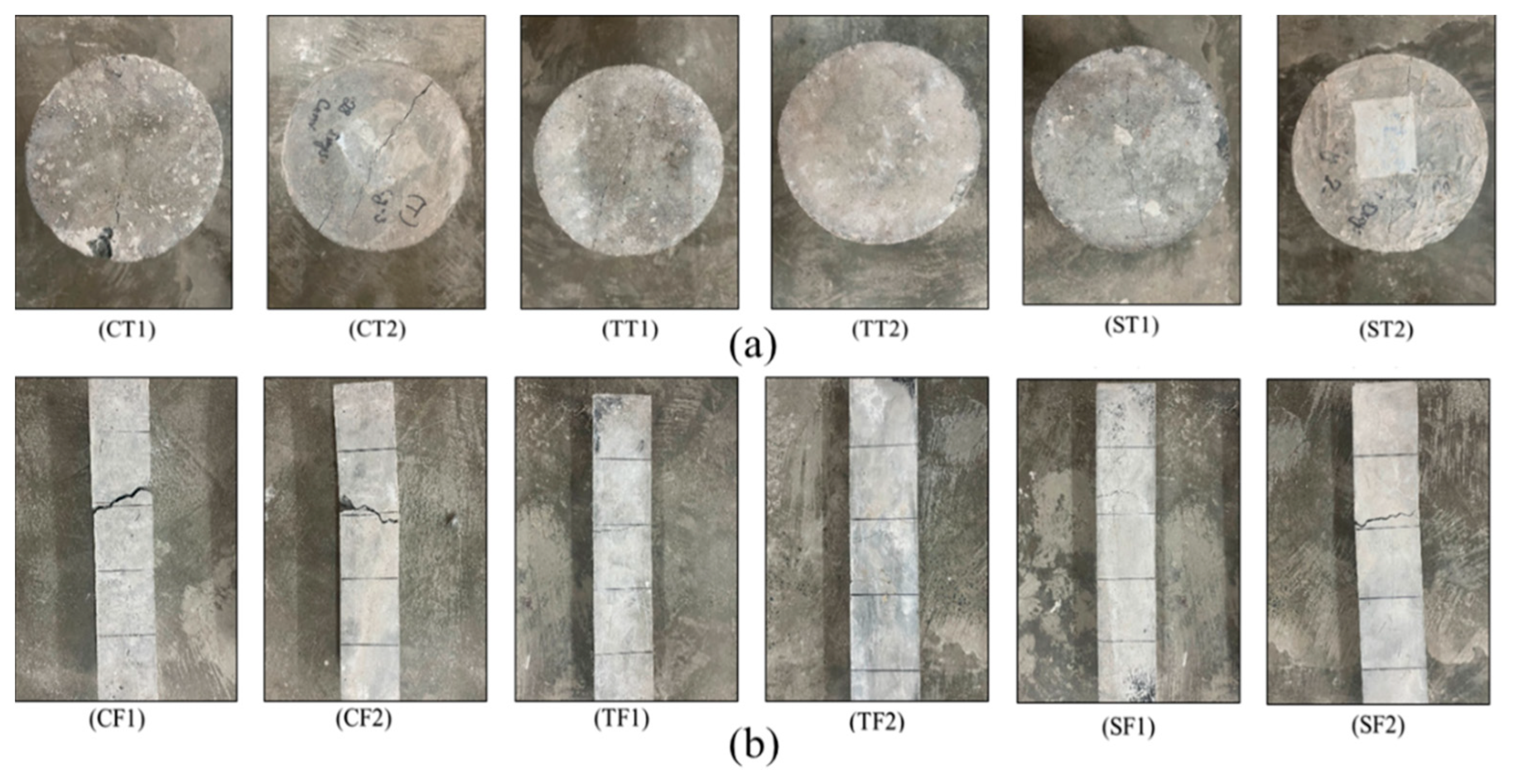
Figure 10.
Load displacement curve for compression test: (a) CS load-displacement curves of Plain, NFT, and NFS for the cylinder; and (b) CS load-displacement curves of NFS for the cubes.
Figure 10.
Load displacement curve for compression test: (a) CS load-displacement curves of Plain, NFT, and NFS for the cylinder; and (b) CS load-displacement curves of NFS for the cubes.
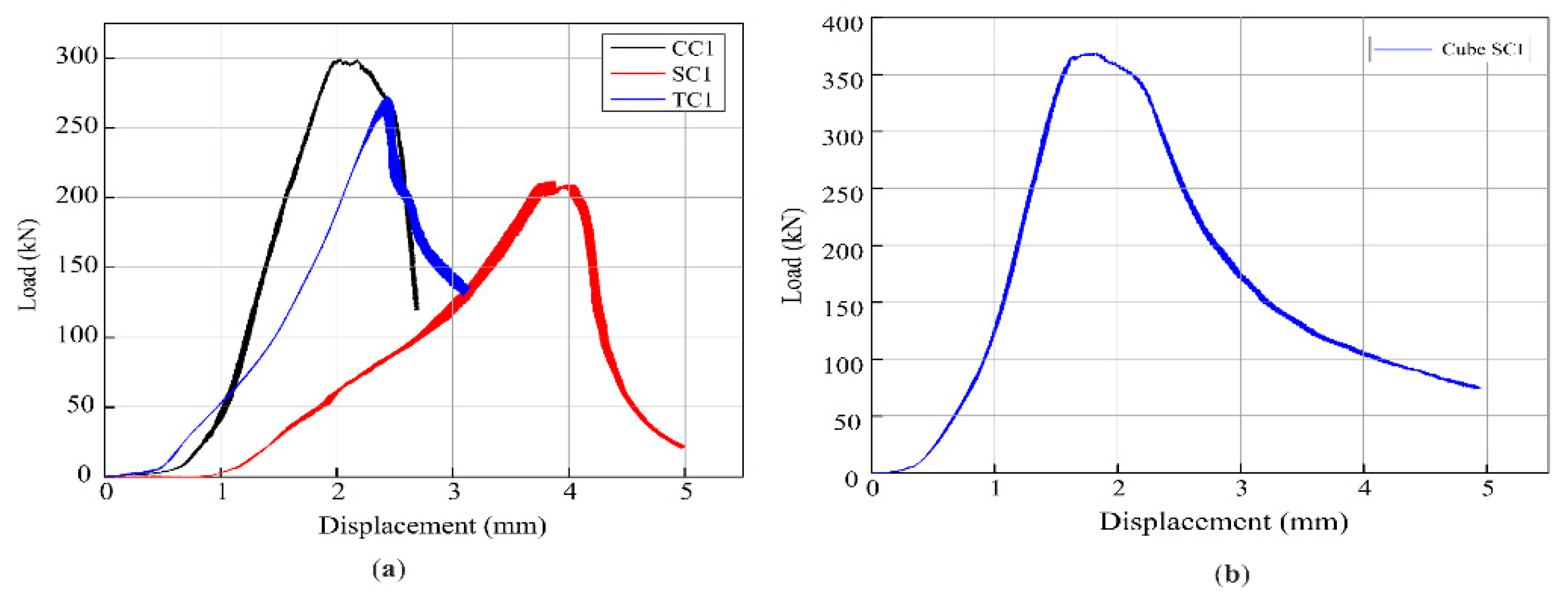
Figure 11.
Stress-strain curve for splitting tensile and flexural test: (a) STS stress-strain curves of NFT for the cylinder; and (b) FS stress-strain curves of NFT and NFS for the prisms.
Figure 11.
Stress-strain curve for splitting tensile and flexural test: (a) STS stress-strain curves of NFT for the cylinder; and (b) FS stress-strain curves of NFT and NFS for the prisms.
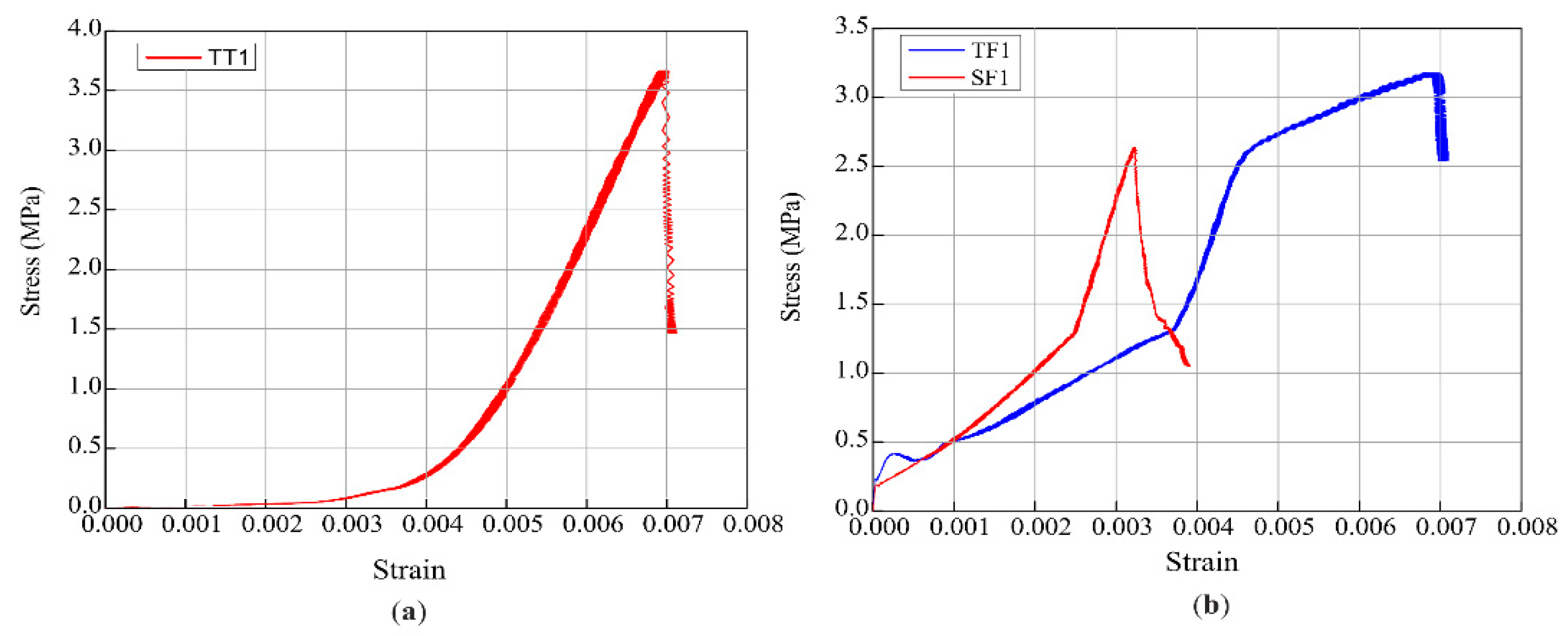
Figure 12.
Ductility of fiber-reinforced mixes of prisms: (a) Comparison between NFT and NFS; (b) Stress-strain curve of TF1; and (c) Stress-strain curve of SF1.
Figure 12.
Ductility of fiber-reinforced mixes of prisms: (a) Comparison between NFT and NFS; (b) Stress-strain curve of TF1; and (c) Stress-strain curve of SF1.
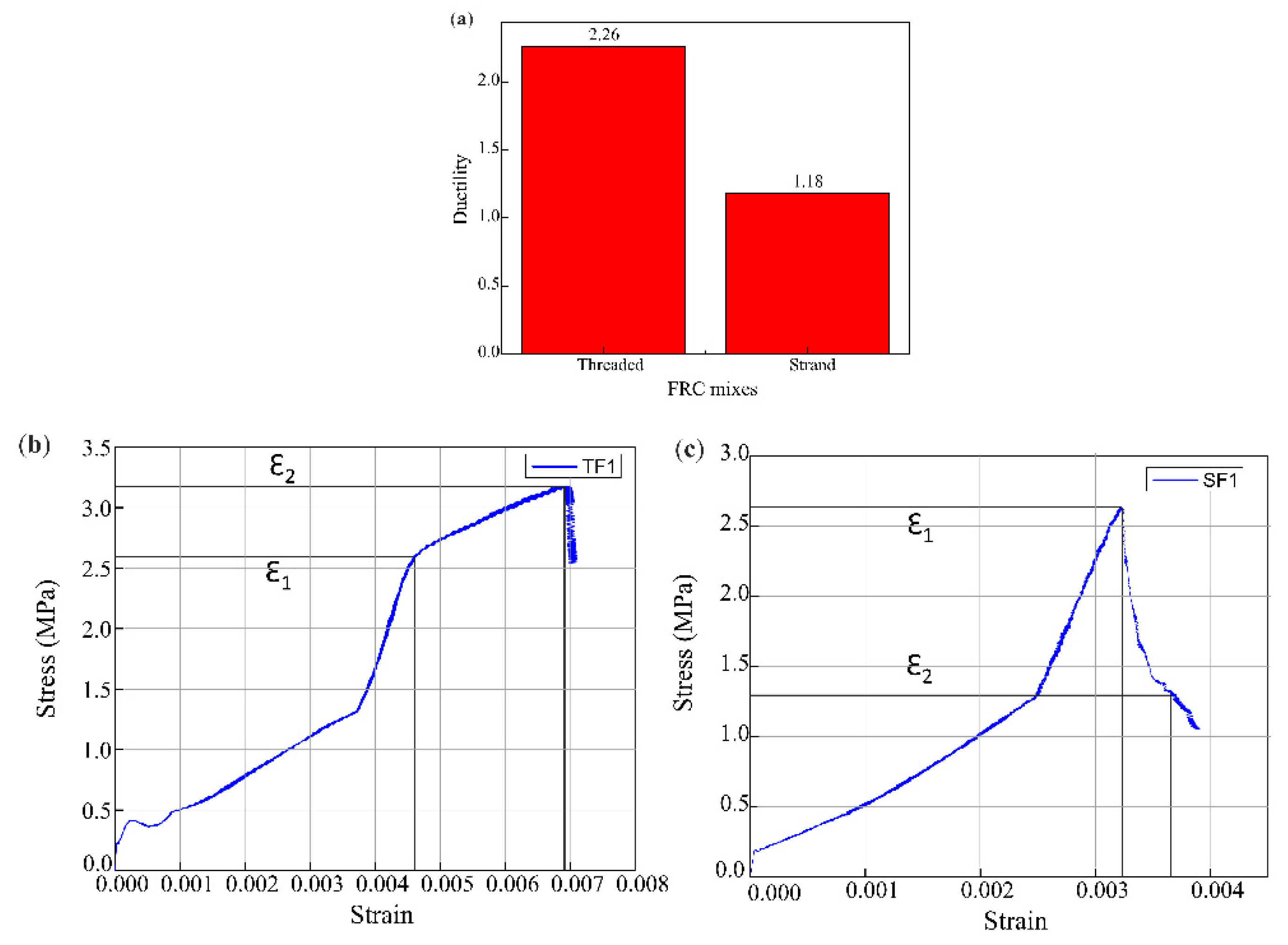

Table 1.
Chemical composition of ordinary Portland Cement (OPC) Type-1.
| Chemical composition | CaO | SiO2 | MgO | Al2O3 | Fe2O3 | SO3 |
| Percentages (%) | 68.4 | 19.5 | 1.3 | 4.6 | 1.2 | 3.1 |
Table 2.
Quantities of Materials.
| Materials | Quantity (Kg/m3) |
|---|---|
| Cement | 540 |
| Sand | 742.44 |
| Coarse aggregates | 849.3 |
| Water | 239.3 |
Table 3.
Properties of nylon fiber (NF).
| Fiber type | NFT diameter [mm] |
NFS diameter [mm] |
Fiber length [mm] |
Specific gravity |
Tensile strength [MPa] |
Elastic modulus [MPa] |
Water absorption [%] |
|---|---|---|---|---|---|---|---|
| Nylon | 0.14 | 2 | 25 | 1.14 | 827.4 | 5300 | 2.8-5.0 |
Table 4.
Mix proportions of Plain, NFT, and NFS mixes of the Cylinder for Compression and Splitting Tensile.
Table 4.
Mix proportions of Plain, NFT, and NFS mixes of the Cylinder for Compression and Splitting Tensile.
| Description | Abb** | Cement (kg/m3) |
Coarse Aggregates (kg/m3) |
Fine Aggregates (kg/m3) |
Nylon Fibers (g) |
SP*(ml) |
|---|---|---|---|---|---|---|
| Plain | CC/CT | 3.48 | 5.85 | 5.16 | 0 | 34.8 |
| NFT | TC/TT | 3.48 | 5.76 | 5.16 | 91 | 34.8 |
| NFS | SC/ST | 3.48 | 5.76 | 5.16 | 91 | 34.8 |
Note: SP* = Superplasticizer (10 mL per 1 kg cement) and Abb** = Abbreviation
Table 5.
Mix proportions of Plain, NFT, and NFS mixes of the Cube for Compression.
| Description | Abb** | Cement (kg/m3) |
Coarse Aggregates (kg/m3) |
Fine Aggregates (kg/m3) |
Nylon Fiber (g) |
SP* (ml) |
|---|---|---|---|---|---|---|
| Plain | CC | 2.53 | 4.23 | 3.75 | 0 | 25.3 |
| NFT | TC | 2.53 | 4.17 | 3.75 | 58 | 25.3 |
| NFS | SC | 2.53 | 4.17 | 3.75 | 58 | 25.3 |
Table 6.
Mix proportions of Plain, NFT, and NFS mixes of the Beam for Flexural.
| Description | Abb** | Cement (kg/m3) |
Coarse Aggregates (kg/m3) |
Fine Aggregates (kg/m3) |
Nylon Fiber (g) |
SP* (ml) |
|---|---|---|---|---|---|---|
| Units | - | (kg/m3) | (kg/m3) | (kg/m3) | (g) | (ml) |
| Plain | CF | 3.08 | 5.17 | 4.57 | 0 | 30.8 |
| NFT | TF | 3.08 | 5.09 | 4.57 | 80 | 30.8 |
| NFS | SF | 3.08 | 5.09 | 4.57 | 80 | 30.8 |
Table 7.
W/C ratio, slump, and density of PCC, NFT, and NFS.
| Concrete type | Water cement ratio | Slump (mm) | Density (kg/m3) |
|---|---|---|---|
| PC | 0.4 | collapsed | 1146.4 |
| NFT | 0.4 | zero | 1176.4 |
| NFS | 0.4 | collapsed | 1092.5 |
Table 8.
Experimental results of plain and fiber-reinforced concrete mixes.
| Characteristics Specimen | size | Day | NFRC Mix | |||
| Plain | NFT | NFS | ||||
| Compressive strength (MPa) |
150×150×150 (mm) |
28 | 44.92 | 40.98 | 40.08 | |
|
Compressive strength
(MPa) |
150×300 (mm) | 28 | 34.32 | 33.66 | 32.48 | |
| Splitting tensile strength (MPa) | 150×300 (mm) | 28 | 3.32 | 3.73 | 3.35 | |
| Flexural strength (MPa) | 100×100×500 (mm) | 28 | 6.59 | 7.50 | 6.95 | |
Table 9.
Comparison of elastic modulus (Es) theoretically and experimentally.
| Sr. No. | Concrete type | Stress | Strain | Theoretically (Es) |
Experimentally (Es) |
Units |
|---|---|---|---|---|---|---|
| 1 | CC1 | 33.86 | 0.0070 | 27349 | 4837 | (MPa) |
| 2 | TC1 | 30.08 | 0.0079 | 25777 | 3807 | (MPa) |
| 3 | SC1 | 21.31 | 0.014 | 21696 | 1522 | (MPa) |
Table 10.
Ductility of fiber-reinforced mixes NFT and NFS of beam.
| Sr. No. | Concrete Type | Ductility | Reduction |
|---|---|---|---|
| 1 | TF1 | 2.26 | - |
| 2 | SF1 | 1.88 | 16.8% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



