
Submitted:
16 November 2023
Posted:
17 November 2023
You are already at the latest version
Abstract
As both governments and customers push for sustainable and recyclable textile products, textile companies will have to change their linear business model to a circular one. The aim of the present work is to help these companies take action by providing an update of the state-of-the-art of textile recycling technologies. Extensive desktop research was performed in order to prepare an overview of existing textile recycling technologies, their current state and prognosis, including also facilitating technologies for sorting and disintegration of textile products as well as virtual platforms that connect stakeholders and inform consumers.
Keywords:
textile recycling
; fibre-to-fibre recycling
; textile sorting
; textile disassembly
; digital textile platforms
1. Introduction
In the European Union (EU), about 5.8 million tons of textiles are discarded every year, approximately 11-12 kg per person [1]. The consumption of textiles, which continues to grow, accounts on average for the fourth highest negative impact on the environment and climate change, and third highest for water and land use from a global life cycle perspective [2]. The origins of these negative impacts can be traced back to a linear model that is prevalent in the textile industry and is marked by low rates of (re)use, repair and fibre-to-fibre recycling. Often, quality, durability and recyclability in the design and manufacturing of textile products are neglected as priorities.
To help overcome these shortcomings, reduce the environmental footprint of textiles along their life cycle, increase the sector’s resilience and competitiveness, and ensure the retention of the value of textiles in the economy for as long as possible, the European Commission approved the ‘EU Strategy for Sustainable and Circular Textiles’ in March 2022. The Commission’s 2030 Vision for Textiles is that (i) all textile products placed on the EU market are durable, repairable and recyclable, to a great extent made of recycled fibres, free of hazardous substances, produced in respect of social rights and the environment; (ii) ”fast fashion is out of fashion” and consumers benefit longer from high quality affordable textiles; (iii) profitable re-use and repair services are widely available; (iv) the textile sector is competitive, resilient and innovative with producers taking responsibility for their products along the value chain with sufficient capacities for innovative fibre-to-fibre recycling and minimal incineration and landfilling.
Textile companies will have to adapt their linear business model to a circular model, not only to fulfil the requirements set forth in the EU strategy, but also due to the growing demand of customers for sustainable and recyclable textile products. Today, less than 1% of textile waste is fibre-to-fibre recycled. Nevertheless, the past years fibre-to-fibre recycling technologies have been developed and scaled and, many of them are expected to reach industrial/commercial scale within 5 years/by 2030 [3]. This is also illustrated by the many initiatives listed in the current report. It has even been estimated that, once the new infrastructure is established, the different recycling technologies combined have the potential to recycle 70% of Europe’s textile waste in a closed loop way [4]. Despite these technical innovations, there are still significant challenges to overcome, especially for post-consumer textile recycling.
As the first step to change is knowledge on the state-of-the-art, Centexbel-VKC has prepared an overview of existing textile recycling technologies, their current state and prognosis. This white paper will not only provide textile companies with information on textile recycling processes, but also on facilitating technologies for sorting and disintegration of textile products as well as virtual platforms that connect stakeholders and inform consumers. The eventual goal of this work is to provide relevant information that helps textile companies take action and transform to a circular model.
2. Mapping of the textile recycling technologies
According to the Waste Framework Directive Art 3(17),‘recycling’ means any recovery operation by which waste materials are reprocessed into products, materials or substances whether for the original or other purposes. It includes the reprocessing of organic material but does not include energy recovery and the reprocessing into materials that are to be used as fuels or for backfilling operations.
The ISO standard draft “DIS 5157 Textiles – Environmental Aspects – Vocabulary” defines recycling as follows: Action of reprocessing a material or component which has previously been processed for inclusion in a product. The process may be chemical, mechanical, thermal/thermomechanical. [SOURCE: ISO 8887-1:2017, 3.1.6., modified - Note 1 to entry has been added.]
In addition to the main recycling technologies mentioned in the ISO standard draft, two additional recycling technologies were identified: biochemical recycling and thermo-chemical recycling. An overview of the categorization of textile recycling technologies, as defined in the “Study on the technical, regulatory, economic and environmental effectiveness of textile fibres” by Duhoux et al., is presented in Figure 1 [5].
An overview of the definitions of the textile recycling categories is provided in Table 1. For a detailed description of the recycling processes, including input/output, process steps and (dis)advantages, the reader is referred to the above-mentioned study [5]. An update of the status and prognosis is provided in the section “Current status and prognosis of recycling technology processes”.
3. Current status and prognosis of recycling technology processes
Although currently less than 1% of textile waste is fibre-to-fibre recycled, the forecast for the coming years is quite positive, according to the latest publications. As also confirmed by the current report, recycling technologies have evolved significantly and many of them are expected to reach industrial/commercial scale soon [3] [4]. Which, incidentally, is also promoted by the many partnerships forged between different companies within the value chain. Nevertheless, there are still significant challenges to overcome, especially for post-consumer textile recycling.
In the subsections below an update of the status and prognosis of each of the above-mentioned textile recycling technologies is provided. The main (technical) barriers are addressed as well, while some solutions and their current state of progress are discussed in the section “Facilitating technologies”. To date the most advanced recycling facilities are cotton pulping for man-made cellulosic fibre (MMCF) production.
3.1. Mechanical recycling
Mechanical recycling via unravelling/garneting/tearing or cutting/grinding is a process based on physical forces, the general process is illustrated in Figure 2 [5] It is already a well-established technology (Technology Readiness Level, TRL, 9) in the market with a wide range of production capacities, ranging from 5,000 to 36,000 tonnes per year. Basically, all kinds of textile waste, material type (natural, synthetic or blends), types of textile products (yarns, fabrics, used garments, carpets) and structures (knitted, woven or non-woven) can be processed via mechanical recycling. Some technology holders focus on a selection of fibre types, for example only wool, only cellulose-based fibres (cotton, jute, sisal, flax, kenaf, etc.) or only synthetics (polyester, polyamide, polypropylene, acryl…), while others process a broad range of materials. In addition, some companies prefer to work with knitwear, others only process production waste, and so on. Also, technical fibres such as aramid and polyimide fibres can be mechanically recycled. Different kinds of textile waste (in terms of material and product type) typically require adjusted machinery or set-up [5].
Mechanical recycling has many advantages including the limited investment and space requirements, the low resource consumption, the high variety of materials that can be processed, etc. However, reduction of the fibre length of recycled fibres up to 40% compared to virgin fibres is a well-known issue complicating closed-loop recycling. Higher quality fibres can be obtained by blending with virgin fibres (products already on the market) but also via technological innovations. The recently developed “soft” mechanical recycling technology presented by Purfi is “a process that uses a longer production line (upward ten times longer than a traditional shredding line)” combined with a chemical and/or enzymatic treatment which can better maintain the original fibre length, thereby minimizing losses from the subsequent carding and spinning processes [4] [6]. Purfi is already operating at full capacity for elastane-free waste and is currently incorporating an elastane removal technology as well [7]. Likewise, RecoverTM’s proprietary technology and cutting-edge machinery for mechanical recycling of cotton results in longer fibres. RecoverTM is currently producing recycled cotton fibres from post-industrial, pre-consumer as well as post-consumer textile waste at commercial scale. Moreover, they are investing to increase the global recycling capacities aiming at a capacity of 350,000 tonnes of recycled cotton fibre per year in 2026 [8]. At ITMA 2023, RecoverTM has announced their partnership with Rieter (supplier of staple fibre spinning systems) and Polopiqué (vertically integrated textile manufacturing company) for the production of textiles with increased mechanically recycled fibre content [9]. Another innovation for effectively lengthening and strengthening natural fibres is the Clarus® technology developed by Natural Fiber Welding which is based on increased intermolecular bonding in natural polymers, as illustrated in Figure 3. Although Natural Welding Fibres is currently still operating as a startup company, they recently acquired funding and are planning to open a larger manufacturing plant [10].
For most recycling processes, but for mechanical recycling in particular, the quality of the output is highly dependent on the quality of the input. This is especially challenging for post-consumer waste which is a mixture of compositions and colours. In order to obtain high-value output from this type of waste, sorting will be an important pre-treatment step. Nouvelles Fibres Textiles, in partnership with ANDRITZ Laroche and Pellenc ST, is currently installing an industrial pilot for automated sorting and unravelling of End-Of-Life (EOL) textiles. The line will be able to sort garments automatically by composition and colour and will also be able to remove hard parts and to (pre-)unravel garments with a throughput of 1 tonne per hour [12] [13]. The topic of textile sorting is discussed further in the section “Facilitating technologies”.
The processing of contaminated and coated or laminated textiles via mechanical recycling is another issue being tackled by research initiatives at the moment. A brief overview of developments of treatments for removal of finishings and coatings as well as separation of layers is also presented in the section “Facilitating technologies”.
A (non-exhaustive) list of companies involved in mechanical recycling, as recycler or technology developer/machine builder, is presented in Table 2 below.
3.2. Thermo-mechanical recycling
Thermo-mechanical recycling is a process based on remelting thermoplastic waste materials (see Figure 4) [5]. It is a cost-effective, efficient and well-known process that can be easily implemented. Although already established at commercial scale for plastics such as PET bottles, it is generally still at a demonstration scale for textiles consisting of thermoplastic materials such as PET, PP, PE, and PLA [5] [4]. Nevertheless, several textile companies recycle their production waste internally in a thermo-mechanical way and several yarn producers and plastic recycling companies are effectively recycling post-production and pre-consumer waste, including polyolefin carpets and artificial grass, polyester textiles, etc. using a thermo-mechanical process.
Limitations affecting the technology include viscosity issues for PET (owing to polymer degradation, which is inherent to the thermal process) and stringent feedstock requirements (more than 99% single or compatible polymers required). Therefore, the technology is mainly considered for the recycling of production waste and some specific consumer waste that has been collected in specialized centres [5] [4]. Suppliers of thermo-mechanical recycling machinery do offer solutions to improve recyclate quality such as:
- High-level (vacuum) degassing for removal of volatile contaminants and moisture as well as viscosity stabilization for PET.
- High-performance filtration for removal of non-melting particles.
- Solid state or liquid state polymerization units (SSP or LSP) to increase PET intrinsic viscosity (IV).
Intrinsic viscosity of PET can also be enhanced via the addition of chain extenders. The chemical chain-extending method is widely used for the modification of the IV of PET because it has a low energy consumption and high efficiency compared to solid-state polycondensation and melt polycondensation [14]. Several chain extenders are commercially available from companies such as BASF, Sukano, Nexam Chemicals, etc.
To understand how the chain extending method works, and what the differences are between various chain extender types, some background on the degradation mechanism of rPET is required: during thermo-mechanical recycling, high processing temperatures and presence of moisture cause polymer chain scission reactions, resulting in vinyl ester and hydroxyl ester end groups, and these degradation pathways produce carboxyl acid end groups [15]. As a result, there is a decrease in molecular weight, which is associated with a decrease in intrinsic viscosity. The addition of chain extenders can mitigate the challenges posed by chain scission. Chain extenders are small molecules with at least two functional groups, which are able to react with the end groups of the (broken) polymeric chains. This bonding leads to chain extension and consequently an increase in molecular weight and IV [16] [15]. Different types of chain extenders exist, each having different functional groups. The classification of functional groups is presented below [15]. For each class, an example of a commercially available additive is given:
- Epoxy, e.g. Joncryl ADR grades (BASF)
- Isocyanate, e.g. regular PMDI (Bayer Material Science AG)
- Oxazoline, e.g. Nexamite M992000 (Nexam Chemicals) - contains 1,3-phenylene-bis-oxazoline
- Anhydride, e.g. Nexamite M021200 (Nexam Chemicals) – contains pyromellitic dianhydride
- Others, e.g. Allnico CBC (DSM) – contains carbonylbiscaprolactam
A number of different companies involved in thermo-mechanical recycling is listed in Table 3.
3.3. Chemical recycling
Chemical recycling technologies for textiles are rapidly emerging and many companies are currently constructing pilot and commercial recycling plants for cellulosic as well as synthetic textiles [4]. Chemical technologies are better suited for the treatment of textile material blends compared to (thermo-) mechanical technologies as the recycled material can be purified and separated to obtain a pure, colourless polymer or monomer of virgin-like quality. On the other hand, these technologies typically require higher energy and water inputs as well as larger scales to ensure economic viability. Generally, chemical recycling companies also request sorted and disassembled or separated input albeit mostly for economic rather than technical reasons.
A distinction is made between monomer recycling (materials are broken down into their constituent monomers) or polymer recycling (polymers are extracted and kept largely intact). Three categories of technologies were identified [5]:
- Polymer recycling of cellulosics via pulping
- Recycling of synthetic and blended textiles
- Monomer recycling of synthetic textiles
These will be discussed below.
3.3.1. Polymer recycling of cellulosic textiles via pulping
Cellulosic fibres such as cotton can be chemically recycled via a pulping process in which the cellulose is suspended in a liquid, as illustrated in Figure 5 [5]. Most of these technologies have already reached a high TRL, especially for pure cotton as feedstock. They are expected to achieve true commercial scale in the next two years. Several companies have established partnerships to accelerate the commercialization, such as the supply agreements from Lenzing and Birla Cellulose with Renewcell and the strategic partnerships between Lenzing and Södra and between Renewcell and Spinnova. There are also a number of start-ups developing new technologies that are expected to reach commercial stage in 5 to 10 years. Despite these efforts, the proclaimed output capacities will not be able to cover the demand for MMCF, which has been estimated to be over 4.5 million tonnes by 2030 [4] [17].
In principle, most of these technologies allow separation of polyester-cotton blends by selective dissolution of the cotton fraction. Although several technology holders have indicated that they are also exploring the recycling of polyester from polycotton blends, to the best of our knowledge, to date only the cotton fraction is being recovered. Moreover, despite these technologies being specifically developed or adapted to cotton textiles, MMCF such as viscose, Lyocell, etc. should be able to be processed as well, whether or not with adaptations to the process.
A (non-exhaustive) overview of companies involved in polymer recycling of cellulosic textiles via pulping is presented in Table 4.
3.3.2. Recycling of synthetic and blended textiles
Polymer recycling of synthetic and blended textiles features 3 different types of technologies:
- Solvent-based dissolution followed by filtration to separate materials and extract the desired polymers.
- Hydrothermal processes using a certain combination of water, pressure, temperature and green chemistry to (partially) degrade either cotton or polyester or both.
- Enzymatic process (i.e., biochemical recycling) for degradation of cotton to glucose and/or cellulose powder and recovering polyester.
None of these processes have reached the commercial stage yet, although some companies are now moving past the pilot stage with the construction or launch of an (pre-)industrial unit, as illustrated in Table 5.
3.3.3. Monomer recycling of synthetic textiles
Recycling of synthetics via depolymerization implies that the polymer chains are completely broken down into monomers, which are then separated and purified before entering the polymerization process again (see Figure 6) [5]. It has been the subject of many R&D initiatives, which have been mainly focused on PET waste (plastics, mostly bottles but also textiles). In principle, many polymers can be depolymerized, but efficient, practical processes are lacking, e.g., for PA6,6 a polymer with similar applications as PA6.
Monomer recycling of PA6 has been commercial for over a decade with Aquafil recovering the fibre from monofilament fishing lines and nets and textile waste, including apparel, fabric and carpet waste. As mentioned, most developments have been focused on PET waste, plastics (mainly bottles) but often also considering textiles as input. In general, three different reaction pathways can be identified: glycolysis, methanolysis and hydrolysis. The glycolysis pathway is the most developed as several technologies are reaching, or have reached, commercial demonstration, while hydrolysis is currently the least developed one [18]:
- Glycolysis: several demonstration plants constructed and even running
- Methanolysis: first plant in operation, more underway
- Hydrolysis: pilot stage, moving onto industrial/demo stage
Axens, Jeplan and IFP Energies have partnered up in 2020 to accelerate the development and demonstration of the Rewind® PET recycling process, an optimized glycolysis process including specific purification steps to remove any (in)organic contaminants. They are now in the final stage of starting up a 2 kt/y demonstration plant that can process all types of PET-based materials, including bottles, films, trays and textiles [19].
In addition to PA6 and PET, monomer recycling of PLA textiles is being performed by the Belgian start-up NOOSA (capacity unknown) [20]. Another initiative worth mentioning is Protein Evolution, a technology in which enzymes are engineered to break down specific waste fractions. The company has announced they will apply their technology onto PET and PA6 fabric from Stella McCartney’s collections. Current scale unknown [21]. Different companies involved in monomer recycling of PET, PA and PLA based textiles are listed in Table 6.
3.4. Thermo-chemical recycling (“Thermal depolymerization”)
Thermo-chemical recycling is a process using heat to break down materials into monomers or low molar mass components (see Figure 7) that can be used as feedstock for the chemical industry. This technology can process more complex, heterogeneous waste streams, including blends of fibres and fibres that can’t be recycled by any other technology (e.g., thermosets, composites, coated and laminated textiles…) and is more tolerant to contaminants. Different technologies can be identified including pyrolysis, hydrothermal liquefaction and gasification. For a more detailed description of these technologies, the reader is referred to specialized literature [22].
It should be noted that the core technology already exists at commercial scale, however optimized for energy recovery and fuel production from biomass or plastic waste. Adaptations and additional purification steps are required in order to be suitable for textiles as input and monomers or feedstock for the chemical industry as output [5] [4]. Even though installations producing monomers or other chemical feedstock exist on pilot or industrial scale, the process is generally still combined with fuel production to keep it economically viable. It has been estimated that over 100 pyrolysis processes for chemical recycling of plastic waste are on the market [18]. A list of thermo-chemical technologies is presented in Table 7. It should be noted that these mainly focus on plastics recycling. To the best of our knowledge, only Eastmans Carbon Renewal technology performs fibre-to-fibre textile recycling in the sense that it processes polyester textiles and carpets (among other materials) while converting the resulting syngas into acetic acid, which is then applied for the production of NaiaTM Renew cellulose acetate fibres [23].
4. Facilitating technologies
As illustrated above textile fibre-to-fibre recycling is truly on its tipping point. However, there are still some barriers to overcome. The quality of the output of recycling heavily depends on the quality of the input and virtually all technologies require textiles with a certain composition and sometimes also colour. Hence, textile sorting is a fundamental part of the pretreatment process. However, as textiles are rarely monomaterials, disassembly is another vital step. The latter includes the removal of hard parts such as buttons and zippers, prints and coatings, etc. [5] [24].
The current section provides an overview of facilitating technologies to tackle above mentioned obstacles.
4.1. Automated sorting
Manual textile sorting can be done based on clothing type and product labels or handheld material identification equipment. However, to develop the scale required to achieve a circular textile value chain, automation of the sorting step will be needed [5] [24]. Textile sorting consists of three main stages that can be automated to a certain degree: (i) Feeding of the textiles to the sorting line or equipment, (ii) Identification of materials and colour, and (iii) Separation of the textiles based on the identified class of materials and colours. Despite some remaining limitations, near-infrared (NIR) spectrometry is at present the most advanced material recognition technology. Until recently, (automated) textile sorting via NIR technology was still under development but today several automated lines are operational across Europe [24]. The sorting sector is seemingly on the verge of a breakthrough towards industrialization with also partnerships like the one between Andritz Laroche, Pellenc ST and Nouvelles Fibres Textiles as well as Wastex aiming to further speed up the process. Wastex is a joint venture between textile manufacturing company specialized in recycled fibres Coleo and sorting technology developer Picvisa. They provide the physical and digital infrastructure to enable proper and accurate garment sorting, traceability via blockchain-enabled technologies and additionally a collaborative platform [13] [25]. Table 8 provides a (non-exhaustive) list of companies involved in manual and automated textile sorting, including sorting companies and material identification or sorting equipment developing companies.
In the present report, a short summary is provided. The reader is referred to the Terra study “Technical monitoring of optical sorting, recognition and disassembly technologies for textiles at European scale” for a detailed description of sorting technology, including identification techniques, pros and cons, additional technologies (such as colour sorting, artificial intelligence, etc.), machine suppliers and sorting lines [24].
4.2. Facilitated disintegration of a textile product
Textiles typically consist of different components, including non-textile/hard parts (buttons, zippers…) and textile parts of different materials (labels, patches, linings...). They can also be coated (water, oil or dirt repelling…), laminated or printed on. Disassembly and removal of certain parts is thus another important part of the pretreatment of textiles for recycling. Again, this can be performed manually, by cutting up the textile products into uniform pieces of fabric without disruptors. However, as illustrated in Table 9, several technologies have been and are being developed to facilitate this process. These technologies are briefly discussed in the current section.
4.2.1. Automatic removal of trims
Automated removal of hard parts already exists for some time as a part of mechanical recycling (garneting/tearing) lines. Machinery manufacturers ANDRITZ Laroche and Dell’Orco & Villani for example offer tearing lines with integrated automated hard points separation modules [24]. Also, Valvan has developed an automatic trim removal machine TrimcleanTM with maximum capacity of 1 t/h. It consists of a cutting line where textiles are cut into small clippings followed by a detection system based on optical cameras and metal sensors to detect both textile and non-textile trims (buttons, zippers, but also labels, patches, etc.). Clippings with trims are then pneumatically separated from other clippings as illustrated in Figure 8 [26].
4.2.2. Yarns for facilitated disassembly
Stitching/sewing yarns that disintegrate upon applying a certain trigger and allow a stitched textile product or components stitched on a fabric to be separated. Currently, two types of disassembly yarns exist: thermal and microwave-based disassembly. Resortecs’ Smart StitchTM and Smart DisassemblyTM (see Figure 9) technologies are melting stitching threads combined with industrial thermal disassembling ovens. The yarns can be bio-based or synthetic with melting points of 150, 170 or 190°C and suitable for various applications from apparel to workwear. The thermal disassembly ovens have a capacity of 1 up to 13 t/day [27]. The Wear2® Ecostitching Technology offers sewing thread combined with microwave technology for disassembly of EOL textile products. A new Tunnel Disassembler is operational in a demo separation hub [28].
4.2.3. Coating removal and delamination
Different types of technologies have been and are being developed for the removal of coatings and laminated layers:
- Dissolution of the adhesive layer, coating or textile
- Triggerable smart polymer material systems
- Reversible crosslinking-decrosslinking systems
- Supramolecular polymer adhesives
The Creasolv® process, developed and patented by Fraunhofer IVV and a registered trademark of CreaCycle GmbH, allows the separation of different material components of films, plastics, textile, etc. The process is based on dissolution of components but uses higher boiling ‘greener’ solvents, tackling the ecological and safety problems related to previously developed technologies (e.g. Vinyloop). As illustrated in Figure 10, the process consists of three main steps: (i) dissolution of the target polymer using a specific solvent, (ii) separation of contaminants from the recovered polymer solution, and (iii) precipitation of the target plastic from the purified polymer solution [29].
In the H2020 project DECOAT1, the CreaSolv® process was successfully tested to delaminate or dissolve polyurethane, polyamide, PVC and acrylate coatings from PET and PA textile substrates.
Rescoll Technological Center has developed and patented a debonding process, INDAR Inside®, that applies triggerable smart polymer material systems (see Figure 11) [30] [31]. Specific additives, namely blowing agents, activated by heating at a certain temperature (100, 150 or 180°C) allow the disassembly of structural bonds on command. This technology drastically reduces the dismantling time and fulfils the main characteristics required by this application: no change in processing (implementation, curing conditions, etc.) and no or slight modification of the mechanical properties.
The use of the INDAR-primer as intermediate debondable coating layer has been successfully tested in the H2020-project DECOAT1. By applying a variation of the primer with a debonding triggering temperature of 180°C in between a PU coating and A4-sized PET fabric samples, it was possible to achieve spontaneous and complete removal of the coating after thermal triggering.
Finally, the PolySep process is a batchwise process to separate multilayered materials (see Figure 12). It was initially designed to remove PVC from PET. The input material is first shredded, and then soaked with solvent which swells the PVC fraction. In the next step, the soaked material comes into contact with the catalyst, which is hot water or steam. This induces a flash evaporation of the solvent, leading to a popcorning effect. At this step, the PVC coating is detached from the PET substrate. Subsequent conventional separation steps (like zig zag air separation) allow to obtain different individual streams (in this case PVC and PET). The solvent is recuperated via a distillation process, so is used in a closed loop. The process has been developed in Australia and has been patented (EP3504037A1), and a container-based demo line has been installed at the premises of Centexbel.
5. Virtual databases and platforms
Transformation to a circular textile economy will require collaboration across the value chain. Different players, going from brand and retailers to garment makers to yarn and fabric producers, and waste collectors to recyclers, will have to work together in order to align processes and implement and scale the circular technologies. Some examples of partnerships have already been mentioned in previous sections. Virtual platforms like Ellie Connect, Reverse Resources and Recycle Refashion can help companies find the right partners.
In addition, the end user is also of key importance in the shift to a circular economy. They require knowledge on proper use, maintenance and disposal of textile waste, and on environmental and social impacts of textile products. Moreover, finding sustainable clothing is not always easy and online platforms such as Cosh! can guide consumers in their search.
The platforms are briefly presented below.
| Ellie Connect by Ariadne Innovation | |
 |
https://ellieconnect.com/Digital platform to help you find new connections, knowledge and expertise, and use cases for sustainability transformation in and with the textiles & fashion industry. Platform features include:
|
| Reverse Resources | |
 |
https://reverseresources.net/A Software-as-a-Service (SaaS) platform to digitise, connect and scale global textile-to-textile recycling. Reverse Recources is a portal to match textile waste with the best possible recycling solutions, enable predictive transparency and build data-driven supply chains. Access point to 4 different types of “roles” on the platform: (i) waste suppliers, (ii) waste handlers, (iii) recyclers, and (iv) brands |
| Refashion Recycle | |
 |
https://recycle.refashion.fr/en/Platform connecting textiles and footwear recycling stakeholders in France and in Europe. It is a tool dedicated to identifying materials from textiles and footwear recycling, to promoting recycling solutions and to connecting stakeholders. In just 3 clicks, professionals are able to obtain in a region of their choice, non-reusable textiles and footwear feedstock potential, recycling solutions and detailed stakeholder profiles corresponding to their request.Free but access is subject to the validation by Refashion depending on the applicant’s motivations. |
| COSH! | |
 |
https://cosh.eco/en Platform providing location-based sustainable shopping advice with more sustainable alternatives to fashion, cosmetics and lifestyle products from local shops and brands. Currently available for Belgium, the Netherlands, Spain and Germany. |
Author Contributions
Conceptualization, B.S., S.VV. and S.H.; investigation, B.S.; resources, S.VV., S.H., R.T.; writing—original draft preparation, B.S.; writing—review and editing, M.V. and I. DS.; funding acquisition, M.V. and I.DS. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by VLAIO, TEX2CE-project with grant number HBC.2021.0942.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- EEA, „Textiles and the environment: the role of design in Europe’s circular economy,” 2022.
- EEA, „Textiles and the environment in a circular economy,” 2019.
- S. Trzepacz, D. B. Lingås, L. Asscherickx, K. Peeters, H. v. Duijn en M. Akerboom, „LCA-based assessment of the management of European used textiles,” Norion Consult, 2023.
- McKinsey, „Scaling textile recycling in Europe - turning waste into value,” McKinsey Apparel, Fashion & Luxury Group, 2022.
- T. Duhoux, E. Maes, M. Hirschnitz-Garbers, K. Peeters, L. Asscherickx, M. Christis, B. Stubbe, P. Colignon, M. Hinzmann en A. Sachdeva, „Study on the technical, regulatory, economic and environmental effectiveness of textile fibres recycling,” European Commission, Brussels, 2021.
- K. J. Nunn.Europe Patent EP 3 845 703 A1, 2021.
- PurFi Global en Concordia Textiles, „Purfi,” 18 July 2023. [Online]. Available: https://purfi.com/.
- Recover Textile Systems, „Recover,” 18 July 2023. [Online]. Available: https://recoverfiber.com/.
- Recover, „Rieter, Recover™ & Polopiqué partner to increase recycled content in the industry,” 8 June 2023. [Online]. Available: https://recoverfiber.com/newsroom/rieter-recover-polopique.
- Natural Fiber Welding, „Clarus®,” 18 July 2023. [Online]. Available: https://clarus.naturalfiberwelding.com/.
- Natural Fiber Welding, „What is CLARUS(r)?,” 11 January 2022. [Online]. Available: https://blog.naturalfiberwelding.com/clarus-natural-fibers-polyester.
- Nouvelles Fibres Textiles, „Textile sorting for circularity,” 2023. [Online]. Available: https://www.nouvellesfibrestextiles.com/.
- ITMA Organiser, „The crucial role of cooperation,” 9 June 2023. [Online]. Available: https://www.itma.com/blogs/Sustainability-and-Circularity/2023/Recyling/The-crucial-role-of-cooperation.
- Z. Zhoa, Y. Wu, K. Wang, Y. Xia, H. Gao, K. Luo en Z. Cao, „Effect of the Trifunctional Chain Extender on Intrinsic Viscosity, Crystallization Behavior, and Mechanical Properties of Poly(Ethylene Terephtalate),” ACS Omega, vol. 5, pp. 19247-19254, 2020.
- J. Jang, K. Sadeghi en J. Seo, „Chain-Extending Modification for Value-Added Recycled PET: A Review,” Polymer Reviews, vol. 62, nr. 4, pp. 860-889, 2022.
- B. Bimestre en C. Saron, „Chain Extension of Poly(Ethylene Terephtalate) by Reactive Extrusion with Secondary Stabilizer,” Materials Research, vol. 15, nr. 3, pp. 467-472, 2012.
- Infinited Fiber, „Making Infinna™ mainstream – Scaling up the production capacity,” 16 February 2023. [Online]. Available: https://infinitedfiber.com/blog/2023/02/16/making-infinna-mainstream-scaling-up-the-production-capacity/.
- S. Hann en T. Connock, „Chemical Recycling: State of Play,” Eunomia, Bristol, 2020.
- Axens, „Axens, IFPEN and JEPLAN join their forces,” 8 September 2020. [Online]. Available: https://www.axens.net/resources-events/news/pr-axens-ifpen-and-jeplan-join-their-forces.
- Noosa, „Noosa the circular fiber,” 18 July 2023. [Online]. Available: http://www.noosafiber.com/index.html.
- Protein Evolution, „Protein Evolution,” 18 July 2023. [Online]. Available: https://protein-evolution.com/.
- P. Biessey, J. Vogel, M. Seitz en P. Quicker, „Plastic Waste Utilization via Chemical Recycling: Approaches, Limitations, and the Challenges Ahead,” Chemie Ingenieur Technik, p. 17, 2023.
- Eastman Chemical Company, „Eastman makes the promise of sustainability a reality with Naia™ Renew,” Kingsport, 2020.
- Terra, „Technical monitoring of optical sorting, recognition and disassembly technologies for textiles at European scale,” Re-_fashion, 2023.
- Wastex, „Textile Sorting Technologies,” 2023. [Online]. Available: https://www.wastexrecycling.com.
- Valvan, „Trimclean™ Closing the gap between sorting and recycing,” 26 September 2023. [Online]. Available: https://www.valvan.com/uploads/general/VALVAN_trimclean_leaflet-A4_08_lowres.pdf?v=1685433923.
- Resortecs. [Online]. Available: https://resortecs.com/technology/.
- WEAR2GO, „The circular process,” [Online]. Available: https://wear2.com/en/various/the-circular-process/.
- F. IVV, „Recycling plastics - The CreaSolv® Process,” 26 September 2023. [Online]. Available: https://www.ivv.fraunhofer.de/en/forschung/verfahrensentwicklung-polymer-recycling/hochwertiges-kunststoffrecycling.html.
- Rescoll, „INDAR debonding process: structural debondable adhesive used for ground testing of GAIA segments,” 15 July 2011. [Online]. Available: https://rescoll.fr/indar-debonding-process-structural-debondable-adhesive-used-for-ground-testing-of-gaia-segments__trashed/. [Geopend 29 September 2023].
- M. OLIVE, T. BERGARA, J. DI-TOMASO en T. PLOURABOUE, „LATEST ACHIEVEMENTS IN THE FIELD OF ASSEMBLING METALS AND COMPOSITES,” 10 September 2015. [Online]. Available: https://rescoll.fr/wp-content/uploads/2015/12/MMP2015-28-paper.pdf.
- Rescoll.
| 1 | DECOAT was funded by the European Union’s Horizon 2020 research and innovation programme under Grant Agreement No. 814505 - https://decoat.eu/
|
Figure 1.
Categorization of textile recycling technologies [5].
Figure 1.
Categorization of textile recycling technologies [5].
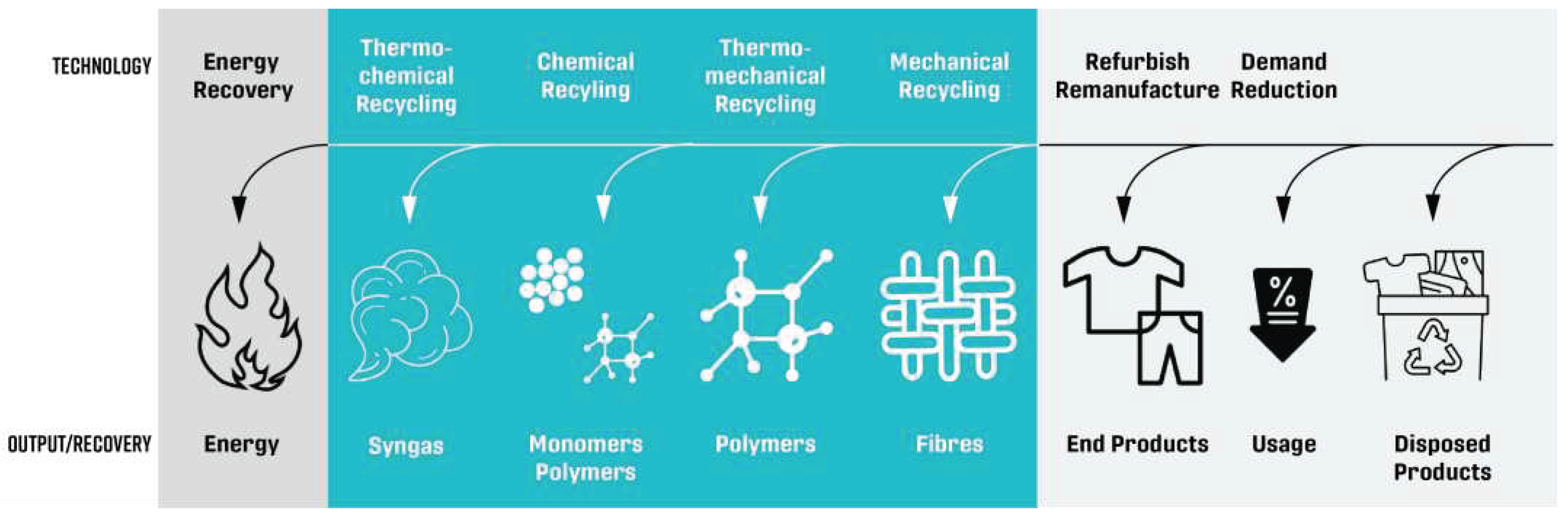
Figure 2.
General process scheme for the mechanical recycling of textiles.
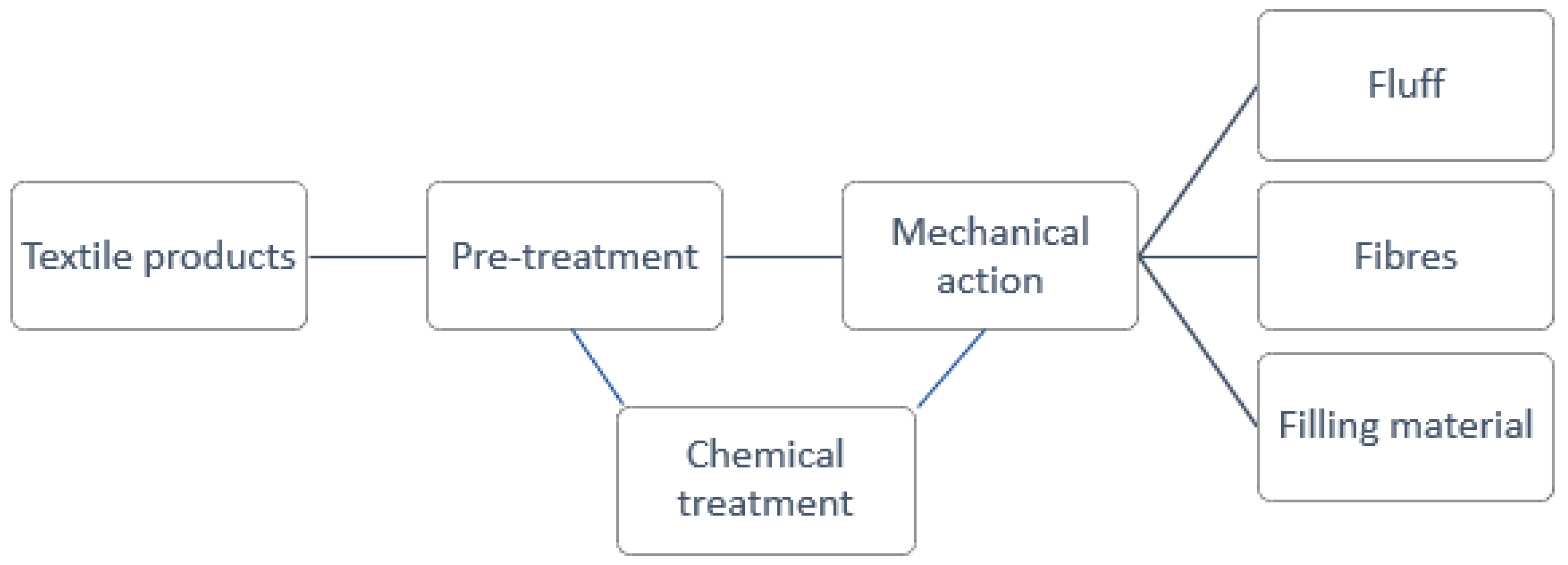
Figure 3.
Microscopic image of cotton yarn lengthwise before (left) and after (right) one type of (tunable) Clarus® fiber welding transformation by NFW [11] Imparting these new tuneable morphologies gives CLARUS® yarns and fabrics new performance properties of increased durability, enhanced moisture wicking, and even new fabric construction options.
Figure 3.
Microscopic image of cotton yarn lengthwise before (left) and after (right) one type of (tunable) Clarus® fiber welding transformation by NFW [11] Imparting these new tuneable morphologies gives CLARUS® yarns and fabrics new performance properties of increased durability, enhanced moisture wicking, and even new fabric construction options.
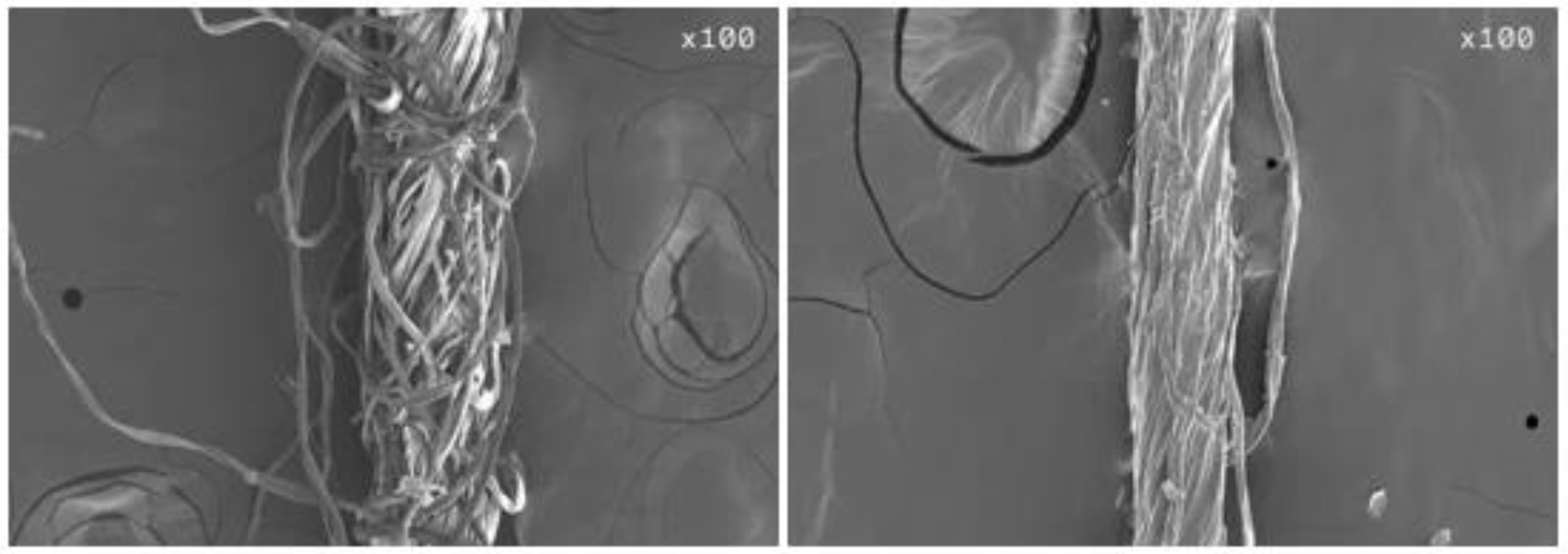
Figure 4.
General process scheme for the thermo-mechanical recycling of textiles.
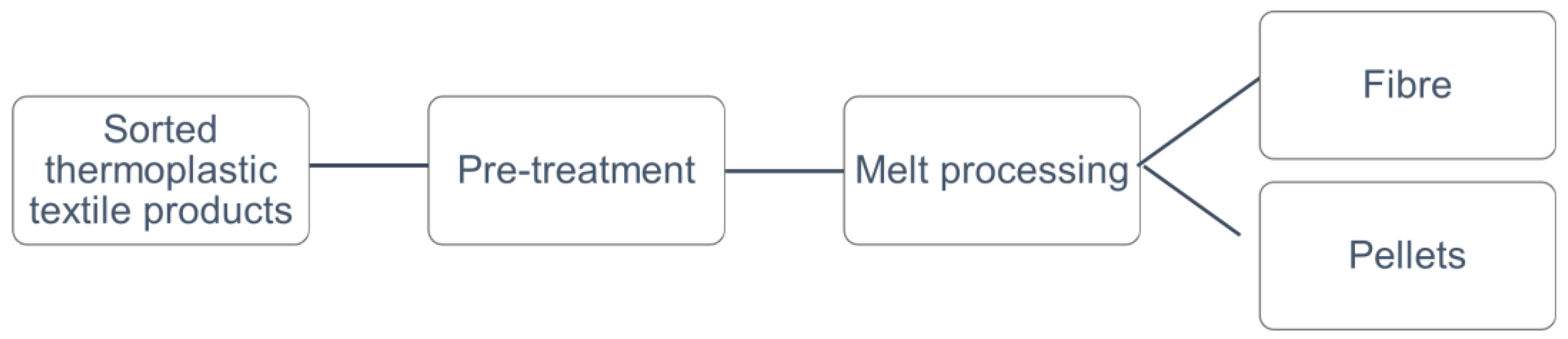
Figure 5.
General process scheme for the recycling of cotton textiles via a pulping process.
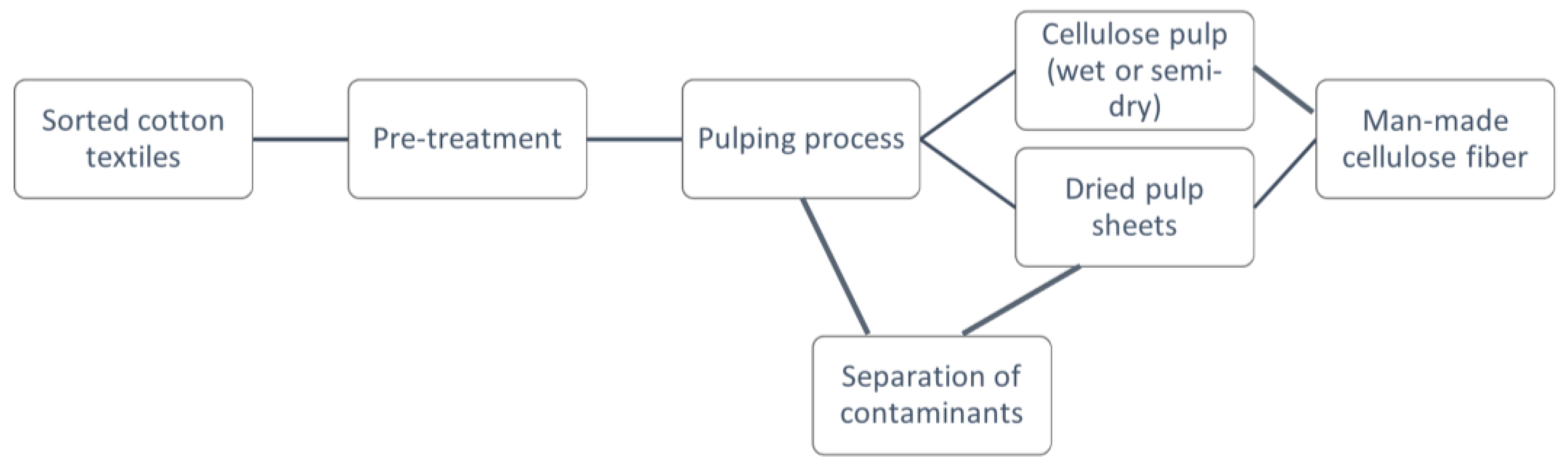
Figure 6.
General process scheme for the recycling of synthetic fibres like polyamide and polyester into the same synthetic fibres via monomer recycling.
Figure 6.
General process scheme for the recycling of synthetic fibres like polyamide and polyester into the same synthetic fibres via monomer recycling.

Figure 7.
General process scheme for thermo-chemical recycling via pyrolysis, liquefaction, or gasification.
Figure 7.
General process scheme for thermo-chemical recycling via pyrolysis, liquefaction, or gasification.

Figure 8.
Clippings with trims (right) separated from untrimmed clippings (left) by Valvan’s TrimcleanTM technology (https://www.valvan.com/en/solutions/textile-sorting-recycling).
Figure 8.
Clippings with trims (right) separated from untrimmed clippings (left) by Valvan’s TrimcleanTM technology (https://www.valvan.com/en/solutions/textile-sorting-recycling).

Figure 9.
Illustration of Resortecs’ Smart StitchTM and Smart DisassemblyTM technology for industrial-scale disassembly of textiles (https://resortecs.com/).
Figure 9.
Illustration of Resortecs’ Smart StitchTM and Smart DisassemblyTM technology for industrial-scale disassembly of textiles (https://resortecs.com/).
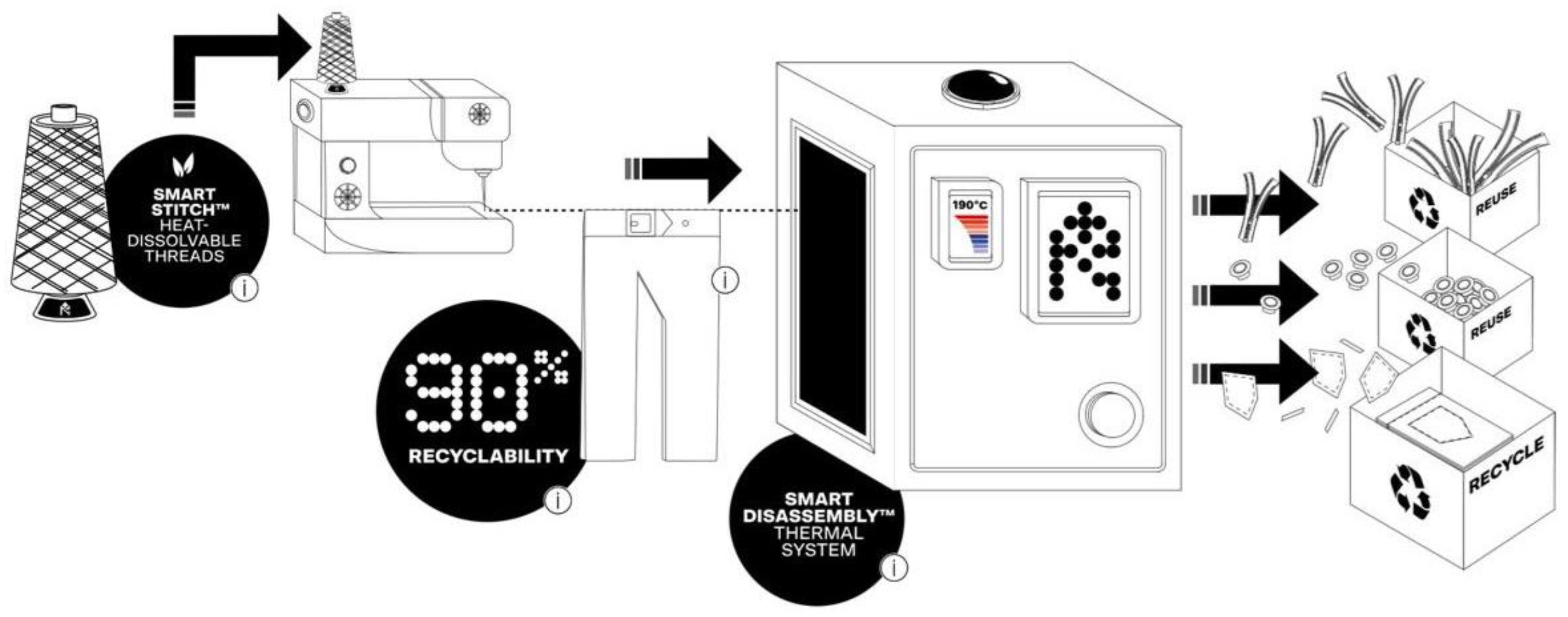
Figure 10.
Illustration of the CreaSolv® Process steps [29].
Figure 10.
Illustration of the CreaSolv® Process steps [29].
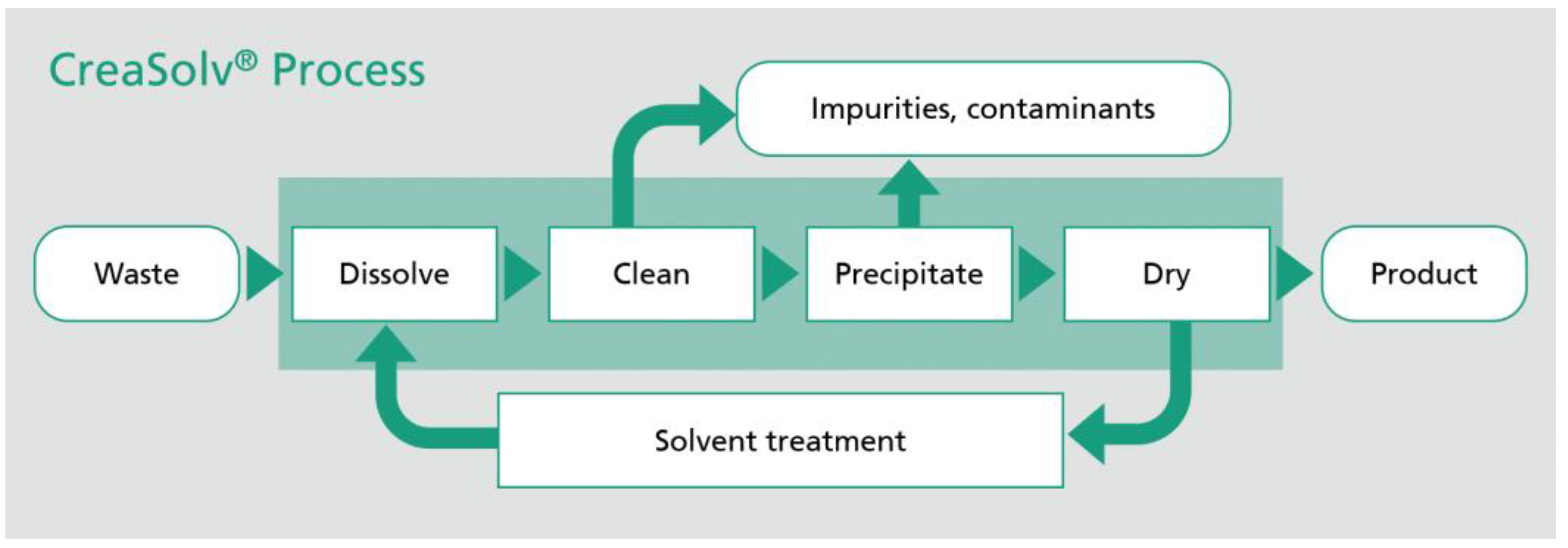
Figure 11.
Schematic representation of the INDAR® debonding technology, reused with permission [32].
Figure 11.
Schematic representation of the INDAR® debonding technology, reused with permission [32].
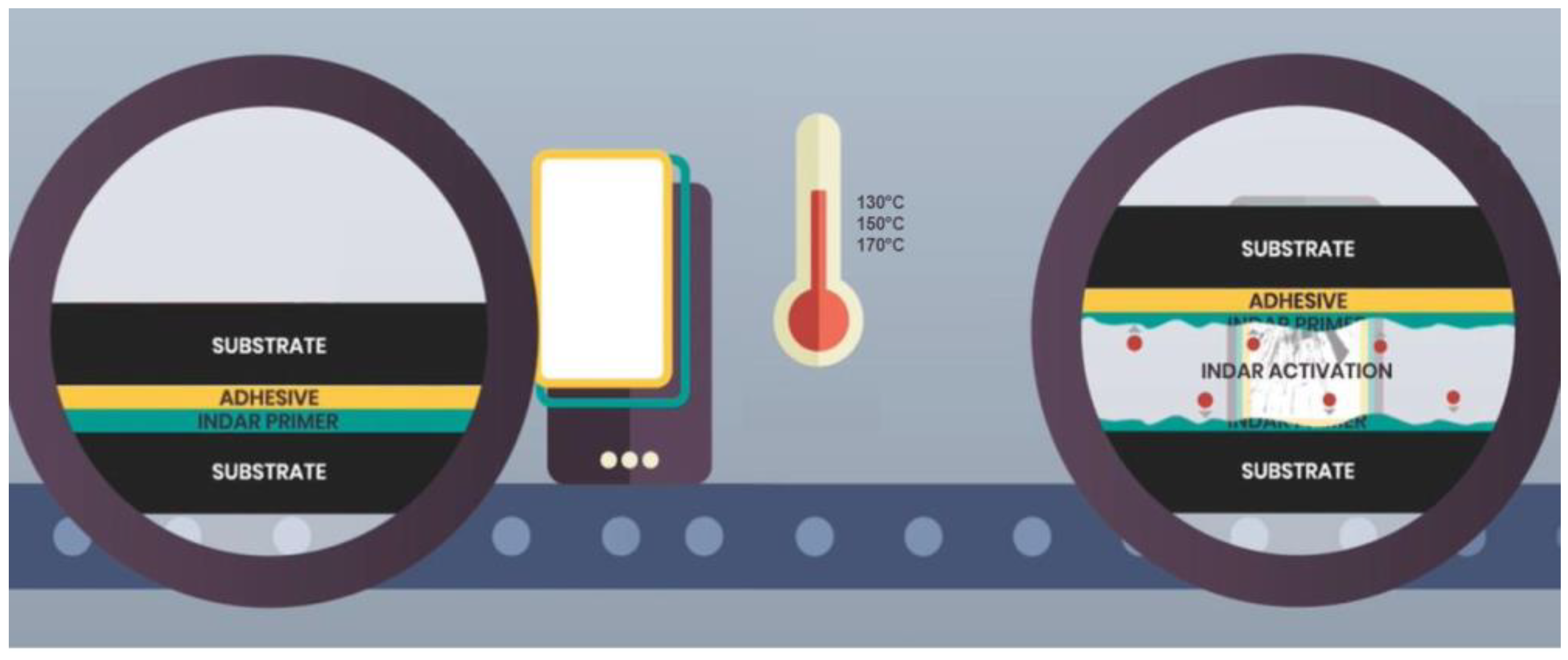
Figure 12.
Schematic representation of the PolySep process.


Table 1.
Overview of the definitions of the different textile recycling categories according to DRAFT DIS 5157 [5].
Table 1.
Overview of the definitions of the different textile recycling categories according to DRAFT DIS 5157 [5].
| Mechanical recycling | A process, used in a recycling system, based on physical forces, which may be used in isolation for fabric or fibre recycling or as pre-processing for thermomechanical or chemical and biochemical recycling processes. |
| Thermal recycling | A recycling process based on heating with the aim to recover either polymers or low molecular weight building blocks. Not to be mistaken with thermal recovery, an altogether different process which is not considered a recycling technology by the waste regulation. |
| Thermo-mechanicalrecycling | Process used in a recycling system that melts a polymer, typically employed to permit polymer recycling |
| Thermo-chemicalrecycling | Recycling process using partial oxidation reaction of polymers to produce low molar mass components or heat to degrade polymers to monomers that can be used as feedstock for the chemical industry, with the exclusion of fuels used for energy production or other combustion or energy recovery processes. |
| Chemical recycling | A process using chemical dissolution or chemical reactions which is employed in polymer or monomer recycling. |
| Monomer recycling | System for breaking down polymeric textile materials into their constituent monomers and rebuilding polymeric fibres for new uses |
| Polymer recycling | System for disassembling used fibres, extracting polymers and re-spinning them for new uses |
Table 2.
Non-exhaustive list of different companies involved in mechanical recycling.
| COMPANY | TYPE | WEBSITE |
|---|---|---|
| Andritz Laroche | Technology development | https://www.andritz.com/products-en/nonwoven-textile/textile-recycling-overview-nonwoven-and-textile |
| Cormatex | Technology development | www.cormatex.it/en |
| Dell’Orco & Villani SRL | Technology development | www.dellorco-villani.it/en/ |
| ALTEX Textil-Recycling GmbH & Co. KG | Recycling (all kinds of natural, synthetic & technical fibres) | www.altex.de |
| Cyclo® | Recycling (cotton) and yarn spinning | https://www.cyclofibers.com/ |
| Derotex NV | Recycling (mainly natural fibres) | www.derotex.be |
| Natural Fiber Welding Clarus | Recycling/material production (natural fibres) | https://clarus.naturalfiberwelding.com/ |
| Nouvelles Fibres Textiles | post-consumer textile sorting and recycling (all kinds of natural and synthetic fibres) | https://www.nouvellesfibrestextiles.com/ |
| Nova Fides | Recycling (wool) | www.novafides.it |
| Procotex SA Corporation NV | Recycling (all kinds of natural, synthetic & technical fibres) | https://en.procotex.com/ |
| Purfi | Recycling (all kinds of natural, synthetic & technical fibres) | https://purfi.com/ |
| Recover | Recycling (cotton fibres) | https://recoverfiber.com/ |
| Säntis Textiles | Recycling (cotton), yarn spinning and weaving | https://www.saentis-textiles.com/ |
| TexloopTM RCotTM | Recycling (cotton) and yarn spinning | https://circularsystems.com/texloop#texloop-summary |
| Usha Yarns LimitedTM | Recycling (cotton, wool, viscose, polyester and blends) and yarn spinning | https://ushayarns.com/ |
| Vanotex NV | Recycling (all kinds of natural & synthetic fibres) | www.vanotex.be |
Table 3.
Non-exhaustive list of different companies involved in thermo-mechanical recycling.
| COMPANY | TYPE | WEBSITE |
|---|---|---|
| BB Engineering | Technology development | https://bbeng.de/en/recycling-2/ |
| Erema | Technology development | https://www.erema.com/en/pet-fibre-recycling/ |
| Gneuss | Technology development | https://www.gneuss.com/en/ |
| NGR | Technology development | https://www.ngr-world.com/ |
| Starlinger | Technology development | https://www.starlinger.com/en/recycling/ |
| Antex | Fibre production and recycling (polyester) | www.antex.net |
| DS Fibres | Fibre production and recycling (polyester, PLA) | www.dstg.com/ds-fibres |
| LoopLife polymers – Despriet Gebroeders | Recycling (PLA & polyolefin textile products) |
http://www.looplife-polymers.eu/drupal/ https://plasticrecyclingdespriet.be/ |
| Vanheede Environment Group (Vanheede Polymers & Compounds) | Waste management and recycling (polyolefin textile products) | https://www.vanheede.com/en/our-treatment/plastic-recycling/ |
Table 4.
Non-exhaustive list of different companies involved in polymer recycling of cellulosic textiles via pulping.
Table 4.
Non-exhaustive list of different companies involved in polymer recycling of cellulosic textiles via pulping.
| COMPANY + TECHNOLOGY | TYPE | STATUS | WEBSITE |
|---|---|---|---|
| Evrnu Nucycl | Technology development/Recycling/ Fibre production | First commercial production facility with capacity of 17 kt/y is due to be completed in 2024. | https://www.evrnu.com/ |
| Ioncell | Technology development | Pilot line (kg scale) operational. Ambition to commercialize the technology in 5-10 years. | https://ioncell.fi/ |
| Saxcell | Technology development and/or recycling | Pilot facility with output of 100 kg pulp/day, target 25 t/y. Cooperation contract with Birla for industrial production of Saxcell fibre | https://saxcell.com/ |
| Birla Cellulose Liva Reviva | Recycling and fibre production | Ambition to scale up the Liva Reviva production to 100 kt/y by 2024/2025. | https://www.birlacellulose.com/ |
| Infinited Fiber Company Infinna® | Recycling and fibre production | Two pilot plants operational since 2018, building a commercial plant of 30 kt/y which is expected to reach full capacity in 2025. | https://infinitedfiber.com/ |
| Lenzing Refibra® | Recycling and fibre production | Lenzing and Södra have set a target of processing 25 kt textile waste per year by 2025. | https://www.lenzing.com/ |
| Renewcell Circulose® | Recycling | Commercial plant of 60 kt/y is running since 2022, expanding to 120 kt/y by 2024. | https://www.renewcell.com/en/ |
| Södra OnceMore® | Recycling andfibre production | Lenzing and Södra have set a target of processing 25 kt textile waste per year by 2025. | https://www.sodra.com/ |
Table 5.
Non-exhaustive list of different companies involved in polymer recycling of synthetic and blended textiles via solvent-based dissolution, hydrothermal or enzymatic processes.
Table 5.
Non-exhaustive list of different companies involved in polymer recycling of synthetic and blended textiles via solvent-based dissolution, hydrothermal or enzymatic processes.
| COMPANY + TECHNOLOGY |
TYPE | STATUS | WEBSITE |
|---|---|---|---|
| Polycotton blends – solvent based dissolution | |||
| Worn Again Technologies | Technology development | Pilot line processing 80 kg batches, demonstration plant of 1 kt/y will be online from 2024, commercial plant (50 kt/y) expected by 2027 | https://wornagain.co.uk/ |
| Polycotton blends – hydrothermal processes | |||
| BlockTexx Separation of Fibre Technology |
Technology development/Recycling | Recently commissioned commercial facility operating at 4 kt/y, to be further scaled to 10 kt/y | https://www.blocktexx.com/ |
| Circ | Recycling | Operating a pilot plant with capacity of several tons per day, plans to open its first factory of 65 kt/y capacity in 2025. | https://circ.earth/ |
| HKRITA The Green Machine | Technology development | First industrial scale system operational with capacity of 1.5 t/day | https://www.hkrita.com/en/our-innovation-tech/projects/green-machine-phase-2 |
| Polycotton blends – Enzymatic processes | |||
| HKRITA Textile Waste Recycling by Biological Method (formerly called “the brewery”) | Technology development | Designing and building a pre-industrial scale system |
https://www.innovationhub.hk/article/textile-waste-recycling-by-biological-method https://www.hkrita.com/en/our-innovation-tech/projects/textile-waste-recycling-biological |
| Other materials | |||
| Obbotec-SPEX (solvent-based PP & PE plastics & textiles recycling) |
Technology development/Recycling | Pilot unit commissioned in November 2022, commercial demo plant (app. 10 kt/y) foreseen end 2024. | https://obbotec.com/en/spex-technologie/ |
| PureCycle Technologies (solvent-based PP textiles & plastics recycling) |
Recycling | First commercial plant has just produced the first run of Ultra-Pure Recycled (UPR) resin from post-industrial recycled material at commercial scale, estimated capacity +/- 50 kt/y. | https://www.purecycle.com/ |
| Teijin Aramid (solvent-based aramid recycling) |
Recycling and fibre production | Aim for circular Twaron to be commercially available in 2024, recently performed first industrial-scale production run. | https://www.teijinaramid.com/en/sustainability/recycling-and-circularity/index.html |
| Thai Acrylic Fibre Co. RegelTM (solvent-based acryl recycling) |
Recycling and fibre production | Commercial for larger deniers, now working on achieving finer deniers; | https://regel.world/ |
Table 6.
Non-exhaustive list of different companies involved in involved in monomer recycling of synthetic textiles.
Table 6.
Non-exhaustive list of different companies involved in involved in monomer recycling of synthetic textiles.
| COMPANY + TECHNOLOGY |
TYPE | STATUS | WEBSITE |
|---|---|---|---|
| PET – glycolysis | |||
| Axens Rewind PET | Technology development | Demonstration plant completed. New units coupled with Toray Films Europe’s polymerization plant with annual production of 30kt/y recycled PET expected by the end of 2025 | https://www.axens.net/markets/plastic-recycling |
| Garbo’s CHEMPET | Technology development | Agreement with Saipem S.p.A. to develop a 45 kt/y industrial plant | https://garbo.it/en/chempet/ |
| Ioniqa Technologies | Technology development | 10 kt/y demonstration plant, announced a partnership to further scale up and commercialize the technology | https://ioniqa.com/ |
| Poseidon Plastics | Technology development/ Recycling | 10 kt/y recycling facility to be built, expected to be available in 2024 | http://poseidonplastics.com/ |
| CuRe Technology | Recycling | Pilot plant with capacity of 20 kg/hr in a continuous process, demonstration plant of 25 kt/y expected by 2025. | https://curetechnology.com/ |
| Eastman Polyester renewal technology | Recycling | Glycolysis plant (capacity unknown) is operational. | https://www.eastman.com/Company/Circular-Economy/Solutions/Pages/Polyester-Renewal.aspx |
| Jeplan BRING Technology | Recycling | 2 kt/y demonstration plant (Kitakyushu Hibikinada Plant) aimed at textile to textile recycling since 2018. | https://www.jeplan.co.jp/en/technology/ |
| PERPETUAL Revalyu | Recycling | Commercial for PET bottle waste (40 t/day), textile recycling still in research phase. |
https://www.perpetual-global.com/ https://www.revalyu.com/ |
| PET – methanolysis | |||
| Loop Industries | Technology development | First commercial manufacturing facility with capacity of 70 kt/y is expected to be completed by the end of 2025. | https://www.loopindustries.com/en |
| RePEaT (joint venture of Itochu, Teijin and JGC) | Technologydevelopment | Unknown | https://repeat-inc.com/en/ |
| Eastman Polyester renewal technology | Recycling | First methanolysis plant is under construction and due to be completed early next year (capacity 110 kt/y). | https://www.eastman.com/Company/Circular-Economy/Solutions/Pages/Polyester-Renewal.aspx |
| Itochu’s RENU technology | Recycling | Commercial plant of 30 kt/y operational (Eunomia) | https://renu-project.com/en |
| Jiaren New materials | Recycling and fibre production | Commercial plant of 25 kt/y and 2nd phase project of 160 kt/y under construction | http://www.jiarenrecycle.com/en/ |
| PET – hydrolysis | |||
| Carbios (enzymatic hydrolysis) | Technology development | Partnership with Indorama Ventures to build 40kt/y PET biorecycling plant, targeted commissioning in 2025. | https://www.carbios.com/en/ |
| DePoly | Technologydevelopment/ Recycling | Pilot plant (50 t/y) operational, are about to build 500 t/y showcase plant (expected to be operational by the end of 2024). | https://www.depoly.co/ |
| Gr3n | Technology development | Working on industrial plant with capacity of 40 kt/y, expected to be operational in 2025 | https://gr3n-recycling.com/ |
| Rittec RevolPET®/RevolTEX® | Technology development | Mini-plant (1kt/y) is being engineered, operation is planned to start by end 2023, pre-industrial plant (up to 20 kt/y) will be engineered in parallel | https://www.rittec.eu/solutions/revolpet-r.html |
| Ambercycle Cycora® (enzymatic hydrolysis) |
Recycling | Scaled from 12 t/y in 2019 to 300 t/y in 2022, exploring the construction and operation of a commercial-scale manufacturing facility | https://www.ambercycle.com/ |
| FENC® TopGreen™ ChemCycle |
Recycling and Fibre production | Unknown | https://www.feg.com.tw/en/news/news_detail.aspx?id=10090 |
| Ineos Infinia | Recycling | Pilot plant, capacity unknown | https://www.ineos.com/businesses/ineos-aromatics/ineos-infinia/ |
| Other materials | |||
| Aquafil’s Econyl (PA6) | Recycling/Fibre production | TRL 9, commercial | https://www.aquafil.com/ |
| Noosa’s NOOCYCLE (PLA, hydrolysis) |
Recycling/ Fibre production | Unknown | http://www.noosafiber.com/ |
Table 7.
Non-exhaustive list of different companies involved in thermo-chemical recycling.
| COMPANY + TECHNOLOGY |
TYPE | STATUS | WEBSITE |
|---|---|---|---|
| Gasification | |||
| Eastman Carbon Renewal | Recycling | Commercial | https://www.eastman.com/Company/Circular-Economy/Solutions/Pages/Carbon-Renewal.aspx |
| Resonac | Recycling | 195 t/day installation | https://www.resonac.com/ |
| Pyrolysis | |||
| Arcus Greencycling | Technology development | 4 kt/y pilot installation | https://www.arcus-greencycling.com/ |
| Axens Rewind Mix (Purification of pyrolysis oils) | Technology development | Unit of 50 kt/y expected to be operational in 2025 (licensed to Borealis) | https://www.axens.net/markets/plastic-recycling |
| Fuenix | Technology development | Unknown | https://fuenix.com/ |
| Plastic Energy | Technology development/ Recycling | Commercial | https://plasticenergy.com/ |
| Recycling Technologies Plaxx® | Technology development/Recycling | Pilot | https://recyclingtechnologies.co.uk/ |
| CLS-Tex HTEX (hydropyrolysis) | Recycling | Construction of 8 t/day production line started | https://www.cls-tex.nl/cls-inside-workwear-htex |
| GreenMantra Technologies | Recycling | Commercial | https://greenmantra.com/ |
| Hydrothermal liquefaction | |||
| Mura Technology ReNew ELP HydroPRSTM | Technology development | Pilot scale, recycling facility of 20 kt/y under construction, due to launch in 2023. | https://muratechnology.com/renewelp/ |
| Carboliq | Recycling | Semi-industrial pilot plant (200 kg/h), Recycling facility of 10 kt/y expected to be operational by 2025 | https://www.carboliq.com/en/ |
| OMV ReOil 100® | Recycling | Semi-industrial pilot plant (100 kg/h), Start-up of demo-plant of 16 kt/y planned for 2023. | |
Table 8.
Non-exhaustive list of different companies involved in manual and automated textile sorting.
Table 8.
Non-exhaustive list of different companies involved in manual and automated textile sorting.
| COMPANY + TECHNOLOGY |
TYPE | STATUS | WEBSITE |
|---|---|---|---|
| Manual | |||
| BASF TrinamiX | Technology development | https://trinamixsensing.com/textiles | |
| Gut mIRoGun V4 | Technology development | http://www.gut-stuttgart.de/en/products/mirogun-40-mobile-nir-plastic-detection-from-gut-environmental-technologies.html | |
| Matoha Fabritell | Technology development | https://matoha.com/fabrics-identification | |
| Senorics SenoCorder Solid | Technology development | https://www.senorics.com/ | |
| Spectral Engines Nirone | Technology development | https://shop.spectralengines.com/products/nirone-device-d1-4-d1-7-d2-0-d2-2-d2-5?variant=36643865821349 | |
| Valvan Fibersort | Technology development |
https://www.fibersort.com https://smartfibersorting.com/ |
|
| Lounais-Suomen Jätehuolto Oy (Finland) |
Sorting | https://lsjh.fi/ | |
| TEXAID (Switzerland) | Sorting | https://www.texaid.ch/en/ | |
| Automatic | |||
| HKRITA | Technology development | https://www.hkrita.com/en/our-innovation-tech/projects/smart-garment-sorting-system-for-recycling | |
| Pellenc Mistral+ CONNECT | Technology development | https://www.pellencst.com | |
| PicvisaEcopick, Ecopack, Ecosort Textil | Technology development | https://picvisa.com/en/ | |
| Steinert | Technology development | https://steinertglobal.com | |
| Tomra Autosort | Technology development | https://www.tomra.com/en/solutions/waste-metal-recycling/applications/textiles | |
| Valvan Fibersort | Technology development | https://www.fibersort.com | |
| Wastex – Picvisa | Technology development | https://www.wastexrecycling.com/ | |
| Cetia - Fibersort (France) | Sorting | https://cetia.tech/home-en/ | |
| Coleo Recycling - Picvisa (La Coruña, Spain) | Sorting | 5,000 t/year | https://coleo.es/ |
| LSJH (Finland) | Sorting | Planned for 2025 | https://poistotekstiili.lsjh.fi/en/home/ |
| Salvation Army - Fibersort (Kettering, UK) | Sorting | 500 t/year | https://www.satcol.org/fibersort |
| Soex (Bitterfeld-Wolfen, Germany) | Sorting | https://www.soex.de/en/ | |
| Synergies TLC – Pellenc (France) | Sorting | 3,000 t/year, 25,000 t/year planned for 2025 | https://synergies-tlc.com/ |
| Sysav – Siptex/Tomra (Malmö, Sweden) | Sorting | 24,000 t/year target | https://www.sysav.se/en/siptex/ |
| TEXAID – ReHubs project (Switzerland) | Sorting | 50,000 t/year planned for 2024 | https://www.texaid.ch/en/ |
Table 9.
Non-exhaustive overview of companies that have developed facilitating technologies for textile recycling, including an estimation of the current TRL-level.
Table 9.
Non-exhaustive overview of companies that have developed facilitating technologies for textile recycling, including an estimation of the current TRL-level.
| COMPANY | TECHNOLOGY | TRL | WEBSITE |
|---|---|---|---|
| ANDRITZ Laroche | Garnetting/tearing lines with integrated automated trim removal | 9 | https://www.andritz.com/products-en/nonwoven-textile/recycling/textile-recycling |
| Dell’Orco & Villani | Garnetting/tearing lines with integrated automated trim removal | 9 | https://www.dellorco-villani.it/en/ |
| Valvan | TrimcleanTM Automatic cutting and trim removal machine | 7 | https://www.valvan.com/en/solutions/textile-sorting-recycling |
| Resortecs | Smart StitchTM melting threads and Smart DisassemblyTM thermal disassembling ovens | 8 | https://resortecs.com/ |
| Wear2 | Wear2® Ecostitching sewing thread combined with microwave technology for disassembly | 7 | https://wear2.com/en/ |
| Fraunhofer IVV | Creasolv®-adapted process for delamination or dissolution of coatings from PET and PA textile substrates. | 7 | https://www.ivv.fraunhofer.de/en/recycling-environment/recycling-plastics-creasolv.html |
| Rescoll | INDAR Inside® debonding technology | 6 | https://rescoll.fr/rescoll-presents-indar-debonding-primer-a-solution-for-circularity-of-multimaterial-assemblies/ |
| PVC separation | PolySep | 7-8 | https://www.pvcseparation.com/ |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



