
Submitted:
15 November 2023
Posted:
17 November 2023
You are already at the latest version
Abstract
Bacteriotherapy is emerging as a strategic and effective approach to treat infections by providing putatively harmless bacteria (i.e., probiotics) as antagonists to pathogens. A proper delivery of probiotics or their metabolites (i.e., post-biotics) can avail itself of biomaterial encapsulation by innovative manufacturing technologies. This review paper aims at providing the most recent biomaterial-assisted strategies proposed to treat infections or disbiosis using bacteriotherapy. We revised the encapsulation processes across multiscale biomaterial approaches, which could be ideal to target different tissues and suit diverse therapeutic opportunities. Hydrogels, and in particular polysaccharides, are the focus of this review, as they have been reported to better sustain vitality of the live cells incorporated. Specifically, the approaches for fabricating hydrogel-based devices with increasing dimensionality (D), namely, 0D (i.e., particles), 1D (i.e., fibers), 2D (i.e., fiber meshes), and 3D (i.e., scaffolds) endowed with probiotics, were detailed by describing their advantages and challenges, along with a future overlook in the field. Electrospinning, electrospray and 3D bioprinting were investigated as new biofabrication methods for probiotic encapsulation within multidimensional matrices. Finally, examples of biomaterial-based systems for cell and post-biotic release were reported.
Keywords:
3D printing
; electrospinning
; probiotics
; tissue engineering
; polysaccharides
; sodium alginate
1. Introduction
The identification and implementation of alternative antimicrobial strategies that can replace or complement the use of antibiotics represent a widely recognized priority in the era of antimicrobial resistance. Hence, the identification of alternative therapeutic strategies, which can replace or support the use of antibiotics, has widely emerged as a priority in research [1]. Among different approaches, bacteriotherapy has emerged as an intriguing option. Bacteriotherapy relies on the use of harmless bacteria (e.g., probiotics) to compete with pathogens to displace them, suppress the expression of their virulence factors, and contrast the microbial ability of inducing tissue injury and chronic inflammation [1,2]. The interest in bacteriotherapy to prevent or cure infectious diseases has recently raised due to the rapid progression in molecular technologies. In particular, metagenomics sequencing tools have revealed the existence of body site-specific beneficial microbiota, whose dysbiosis is often associated to several infectious and non-infectious human disorders [3]. Thus, reconstitution of site-specific microbiota via administration of beneficial microbes might have a curative effect. A schematization of the working principle of bacteriotherapy is depicted in Figure 1.
According to the World Health Organization/Food and Agricultural Organization (WHO/FAO), probiotics are defined as living microorganisms that confer a health benefit to the host when administered in an adequate amount [4]. Lactobacillus and Bifidobacterium have been the best clinically documented and most commonly commercialized probiotic genera [2]. However, the list of species with potential health benefits is rapidly expanding, and novel probiotics are still under evaluation for future uses. Although the employment of bacteriotherapy have mainly concerned the treatment of gastrointestinal (GI) disorders and the reconstitution of a health-associated flora following dysbiosis of the urogenital tract, other types of applications are currently under investigation including the use of such approach for curing difficult to treat chronic wounds [2,5].
For instance, the formation of diabetic foot ulcers (DFUs), a common type of chronic wounds, has been recently reported to be favored by a substantial dysbiosis of the natural skin microbiota, which not only induces the emergence of the infection, but also supports its evolution to chronicity. About 15%–20% of about 420 million diabetic patients worldwide develop skin wounds across their lifespan, and the majority evolves towards chronicity. This is a consequence of the diabetic-related impairment, which thwarts an adequate immune response against a high microbial burden (both foreign microbes and commensal skin microbiota) [3]. DFUs are very difficult to treat, and hospitalization is often required to implement direct therapeutic procedures and patient care. To date, the most frequently applied strategies to heal diabetic foot ulcers have included the debridement of compromised tissues, the use of specialized dressings, and the administration of wide-spectrum antibiotics. However, success rates are still far from being satisfactory, and hospitalization and amputation are often required [3]. Therefore, new treatment approaches for this life-threatening problem must be urgently identified, and bacteriotherapy has been considered as an attractive option. Among the bacterial strains selected from the normal skin microbiota, Staphylococcus epidermidis is a promising candidate to treat skin diseases, due to its capability to induce immune response, prevent microbe growth and promote tissue repair [6].
Another interesting application of bacteriotherapy, which has been gaining increasing interest over the last few years, is the treatment of respiratory tract-related diseases. In this context, a powerful example is provided by the otitis media (OM), a pathology that has been associated with a long-term perturbation of the upper respiratory tract (URT)-specific microbiota. The OM is a URT infectious disease characterized by a perforated tympanic membrane with persistent drainage from the middle ear [7]. Accumulation of middle ear fluids gives the framework to create an ideal environment for bacterial translocation and growth, and, ultimately, to the advent of inflammation [8]. The OM is a multifactorial condition most often encountered in children, whose first OM episode is usually early experienced between 6−12 months. Among the different forms of OM, chronic otitis media (COM) is the most severe condition since it can last more than 3 months and develop recurrences across lifetimes. To date, OM is commonly treated with antibiotic prescriptions that, however, can cause harmful effects like diarrhea, vomiting, or skin rash [7]. Additionally, the impact of antibiotics on hearing is still unclear and, when most aggressive OM forms occur, there is no evidence that the administration of antibiotics can reduce the necessity of surgery, e.g., placement of ventilation tubes into the tympanic membrane [8]. Therefore, new therapeutic strategies are required to prevent OM and reduce the need for surgical interventions in case of COM. In view of this, the intake of harmless bacteria has been recently explored due to probiotics potential health benefits for URT diseases [7]. Lactic acid bacteria (LAB), already largely administered to treat GI issues, are among the most interesting probiotic candidates for the URT. Both oral and topical intake of LAB probiotics have been explored. The oral administration route aims at enhancing the immune responses systemically, mainly via GI immune cells, while the topical application of probiotics, e.g., nasal spray, allows to directly target the OM pathogens and exert a more effective antimicrobial activity. However, such administration route has only been explored for a limited number of probiotic strains so far, and the acquired data is still unclear [7]. Despite bacteriotherapy has been considered a valuable option to prevent or treat various diseases, conflicting data on its real therapeutic efficacy are also present in literature. Controversies concern not only the administered probiotic type and their dosage, but also the optimal vehicles for bacteria delivery to the target site [7].
This review paper aims at delivering a comprehensive description of the current multiscale approaches for bacteriotherapy, highlighting the advantages and disadvantages each methodology, as well as providing a future overlook in this strategic and timely field.
2. Biofabrication approaches
Biofabrication is emerging as a fascinating strategy to manufacture live bacteria-embedded constructs for therapeutic applications. Biofabrication enables the production of multi-dimensional structures inherently encapsulating living organisms, thus maintaining them alive and functional during the processing steps. Additionally, when compared to other encapsulation techniques (e.g., emulsification, freeze-drying, spray-drying), some methods have revealed to entail a superior approach due to low energy costs, high loading efficiency and possibility of scaling-up [4].
Among several established biofabrication methods, cell-electrospinning and 3D bio-printing have emerged as attractive options to produce multi-scale bio-constructs, ranging from 0D (i.e., particles) to 1D (i.e., fibers), 2D (i.e., fiber meshes), and 3D (i.e., scaffolds), which can be used as novel bacteriotherapy devices. Depending on the target site, such fabrication techniques allow scientists to work with several different materials. Furthermore, processing parameters can be tuned to obtain formulations suited for site-specific administration (e.g., proper pH and osmolarity for the respiratory tract or edible biomaterials with pH-responsive behavior for intestinal administration) [4]. Biofabrication of cell-loaded structures has largely been documented due to its wide use in various research fields, such as tissue engineering, regenerative medicine, drug screening and clinics [9]. However, few reports on electrospinning and/or 3D bio-printing of bacterial cells are available in literature, and only a few research groups employed probiotics as living organisms for bacteriotherapy.
In particular, biomaterials have been used to provide the essential framework for encapsulating and safeguarding living organisms, ensuring their viability throughout the processing and delivery phases. In the contest of GI disorders, for instance, bacterial cells, including probiotics, have demonstrated their potential as powerful therapeutic agents. However, their effectiveness is often impeded by challenges in surviving the harsh gastric conditions and colonizing the GI tract following oral administration [9].
Biomaterials play a pivotal role in overcoming these hurdles by encapsulating and shielding the bacteria, guarding them from the stomach’s harsh conditions ad facilitating their safe passage to the target site. By enhancing the retention and viability of these beneficial bacteria within the GI tract, biomaterials become essential partners for the success of bacteriotherapy, thereby improving its ability to modulate intestinal flora effectively [10].
2.1. The electrospinning process
The term “electrospinning” derives from “electrostatic spinning”, as this technique takes advantage of a Direct Current (DC) voltage in the range of several tens of kV to generate an electrostatic force to form fine fibers from a polymer solution or melt. A typical electrospinning apparatus consists of a high voltage supply, a spinneret (e.g., a syringe needle), and a grounded collector with variable shape, such as a metal plate or a rotating mandrel [11,12,13]. The polymeric melt or solution is introduced in a capillary tube, usually with vertical or horizontal setup, capable of pumping at a controlled rate. The high voltage source injects charge of a certain polarity into the polymer solution or melt, which is then accelerated towards the collector of opposite polarity when the repulsive electrical forces overcome the surface tension of the solution at the tip of the needle [12,14]. The polymer molecules must be long enough to avoid Rayleigh instability and breakage [11]. In proper electrical conditions, depending on the employed solution, the droplet becomes unstable, and a single fluid jet is drawn out form the so-called Taylor’s cone in an almost straight line. Due to the presence of many forces (i.e., Coulomb, electric, viscoelastic, surface tension, gravitational, and air drag forces) acting upon the jet, the onset of an unstable and rapid whipping of the jet can be observed, which occurs in the space between the tip and the collector. During the time of flight, the solvent evaporates, and a polymer fiber is formed and then collected upon a static or rotating collector [11,12].
Many parameters play a fundamental role during electrospinning, and all of them are relevant in determining the final properties of fibers, in terms of morphology and structure. Electrospinning parameters include solution parameters (e.g., viscosity, conductivity, molecular weight, solvent vapor pressure, surface tension), process parameters (e.g., applied electric field, tip to collector distance, feed rate, inner diameter of the needle, shape of the collector), and ambient parameters (i.e., temperature, relative humidity, atmospheric pressure) [11,12,13,15].
2.1.1. Polymers for bacterial cell electrospinning
A variety of polymers have been used to produce electrospun nanofibers, e.g., tissue engineering scaffolds, wound dressings, drug delivery systems, and filtration membranes [16]. Natural polymers usually show a higher biocompatibility, lower immunogenicity, and an increased similarity to natural tissues, overall promising better clinical functionality. However, natural polymers may undergo partial denaturation and their characteristics are less reproducible, often depending on the extraction source [12]. Furthermore, natural polymers can show poor mechanical properties, making them unsuitable for a multitude of applications [13,17]. Typical natural polymers include collagen, chitosan, gelatin, casein, cellulose acetate, silk fibroin, chitin, fibrinogen, etc. Synthetic polymers, on the other hand, can be tailored to achieve finely tuned properties, such as mechanical properties and degradability. Polyglycolide (PGA), polylactide (PLA), poly-ε-caprolactone (PCL), polyurethanes (PU), poly(vinyl alcohol) (PVA), poly(ethylene oxide) (PEO), polyhydroxyalkanoates (PHAs), and many copolymers are among the most widely used synthetic polymers for electrospinning procedures [12,16]. In principle, it is possible to electrospin all polymers into nanofibers, as long as that the molecular weight is sufficiently high and the solvent can be evaporated quickly enough [11]. However, the optimization process may prove challenging for many types of polymers. In fact, biopolymers are generally difficult to electrospin, likely due to material properties such as molecular weight, morphology, entanglement concentration, extensional viscosity, surface tension, vapor pressure, and a tendency to form gels. These parameters can affect the capacity of the solution to form an adequate Taylor’s cone at the tip of the needle, as well as achieving the adequate rheological characteristics that allow the formation of fibers during the flight of the jet towards the collector [18].
Hydrogels in general are materials that are particularly suitable to host cells due to their physico-chemical structure and mechanical properties. For instance, they are exploited as matrices for composites used as tissue replacements (e.g., bone, cartilage), being the perfect substrate for human mesenchymal cells (hMSCs) to grow and differentiate [19].
Polysaccharides, in particular, are extremely interesting materials for biomedical applications due to their biocompatibility, biodegradability, availability of chemical groups that can be functionalized, resemblance to the amorphous natural extracellular matrix (ECM) and ability to interact with cells. Chitosan, hyaluronic acid, sodium alginate (SA), cellulose, chitin, and dextran are among the most studied polysaccharides for biomedical applications [17]. Stijnman et al. investigated the possibility of electrospinning a wide variety of polysaccharides [18]. Necessary, but insufficient conditions to achieve a successful electrospinning are a high concentration in units of the overlap concentration, and a weak tendency of shear thinning at shear rates below 1000 s-1 (the relevant regime for electrospinning). As reported by other authors, the degree of entanglement is a pivotal factor to ensure fiber formation during electrospinning, and the entanglements must be present in the solution prior to solvent evaporation [20,21]. For polysaccharides, the entanglement-forming capacity strongly depends on the chain morphology; for instance, globular-like chains are less likely to form entanglements than random walk-like chains. Furthermore, if the polysaccharide solution shows a strong shear thinning behavior, this implies a lower number of entanglements and a decreased extensional viscosity at high shear rates. Basically, for polysaccharides to yield uniform fibers via electrospinning it is necessary to achieve the condition C/C* > 10a. Notably, earlier studies with poly(methyl methacrylate) (PMMA) [21] identified the onset of the semi-dilute entangled regime at C/C* ~ 3, and the formation of uniform fibers (regardless of the molecular weight) for C/C* > 6. This implies that polysaccharides generally require higher concentrations to achieve fiber formation. However, increasing the concentration of the polysaccharides that are not spinnable is not always possible due to different factors, such as lack of solubility, excessive viscosity or the tendency to form a gel. Moreover, many of the charged polysaccharide solutions maintain a structured, weakly gelled character and present a yield stress, a C/C* is the ratio between the concentration of the polymer in the solution (C) and the overlap concentration (C*), i.e., the concentration that marks the transition from the dilute regime to the semi-dilute unentangled regime and represents the onset of chain interactions. Due to the high surface tension and strong entanglement of hydrogel polysaccharides, the addition of hydrosoluble polymers, such as PVA and poly(ethylene oxide) (PEO) as carrier materials is one of the most studied methods to electrospun [22].
The fabrication process for electrospinning polymers with bacterial cells, also reported in Figure 2, has not been largely applied, and only a few works are available in the literature. Fareed et al., investigated the gut fate of probiotic-loaded nanofibers. Specifically, Lactobacillus acidophilus strains were loaded in a mixture of Arabic gum and PVA, and were electrospun into nanofibers [23]. The fibrous system displayed a good encapsulation capability, improving the tolerance to simulated gastric juice (SGJ) and successfully protecting the microorganisms against the harsh environment. A few studies have been published on the fabrication of probiotic-laden SA fibers via electrospinning, which demonstrated the feasibility of the process and the high survival rate of bacteria. Several Lactobacillus strains, such as Lactobacillus reuteri [24], Lactobacillus plantarum [25] and Lactobacillus paracasei [26] were encapsulated in SA-based nanofibers. For instance, Ceylan et al. successfully fabricated PVA/SA nanofibers with an average diameter of 583 nm [24]. The viability of probiotics was successfully maintained during the electrospinning procedure, as 83% of encapsulated bacteria were alive afterwards. Reportedly, Lactic Acid Bacteria (LAB) can produce an acidic environment by converting sugar to lactic acid, thus inhibiting the growth of harmful bacteria. In fact, the authors were able to extend the cold storage of fish fillets by enwrapping them in probiotic-loaded nanofibers, which effectively reduced the growth of psychrophilic bacteria, i.e., cold-loving bacteria [27].
Feng et al. produced core-shell nanofibers using a PVA-SA blend for the shell and a probiotic-loaded PVA core [25]. The nanofibers (270 ± 64 nm) showed a beaded core-shell structure and were able to protect probiotics both during the fabrication and after exposure to simulated gastric juice and simulated intestinal juice (SIJ).
A summary of the main results from works on electrospinning probiotics-loaded polymers is reported in Table 1.
2.2. Electrospray
Electrospray is an electrodynamic technique like electrospinning, which allows the fabrication of nano- and microparticles in the form of solid spheres or capsules [13,17]. The apparatus required to carry out an electrospray procedure is identical to that employed for electrospinning, consisting in a syringe filled with a precursor solution, (e.g., usually, polymeric), a metallic needle, a pump to control the feed rate, a high-voltage power supply, and a ground collector.
During the electrospray process, a Taylor’s cone is formed at the tip of the needle, where several types of forces act, i.e., an electrostatic force, surface tension, and gravity. In the electrospray process, the surface tension is normally lower compared to that experienced in electrospinning conditions, and the electrostatic force causes the deformation of emitting droplets to spherically shaped jetting beads. As a consequence, a spray is formed instead of fibers, leading to the formation of particles upon solvent evaporation. For this reason, solutions with a lower viscosity are typically used; however, an ideal range of viscosity exist [13]. Conductivity also plays an important role, as the presence of the large Coulomb repulsion forces associated with a high solution conductivity provides disentanglement of the polymer chain and helps reduce the diameter of sprayed particles. The applied voltage is a key parameter to control the polydispersity of particles, and high voltages can affect their shape, causing the formation of elongated morphologies [28]. Electrospray is frequently used to produce particulate systems for drug delivery, as it shows high loading efficiency and narrow size distribution and, differently from other techniques for particle fabrication, is a one-step procedure that does not require difficult to remove surfactants [17]. For drug delivery purposes, the agent to be delivered (often a bioactive molecule, but cells can be encapsulated as well) can be dispersed in the electrospray solution. If the agent does not show the same solvent compatibility, as is often the case when coupling hydrosoluble biomolecules with traditional, hydrophobic polymers, it is possible to employ an emulsion or coaxial apparatus to produce core-shell nanoparticles [13]. Electrospray allows the production of nano- or micro-structures with a large surface to volume ratio, good porosity, high encapsulation efficiency and protection of the active compound from possible adverse factors, such as the pH, enzymes, water, light, and oxygen both during the fabrication and delivery. Furthermore, particles produced through electrospray are small and uniform, and allow to achieve a great control over the delivery of the encapsulated agent [28].
Electrospray has been widely employed for microencapsulation and delivery of probiotics, and the high survivability of probiotic cells against the high voltage and stress associated with electrohydrodynamic techniques such as electrospray and electrospinning has been well documented (Figure 3).
Polysaccharides are often used due to their low cost, chemistry, biocompatibility, biodegradability and biological activities [29]. SA is a popular biopolymer for electrospray and has been used to encapsulate different bacterial strains, such as Lactobacillus acidophilus [30,31], Lactobacillus plantarum [32,33,34] and Bifidobacterium lactis [34]. Several authors reported the successful fabrication of probiotic-laden microparticles or microcapsules with very high cell loads and diameters (e.g., typically in the range of hundreds of micron) suitable for delivery, e.g., via the GI route. Such particles are usually tested in simulated body fluids like SGJ and SIJ to assess the ability of these delivery systems to support bacterial viability in harsh conditions and guarantee survival and arrival at the target site. Because the GI tract is the most common target for probiotic delivery, many of these studies focused on the improvement of probiotic survival by means of coating the SA particles with a shell of a protective material, such as pectin [32], zein [30], and chitosan [33,34]. These studies demonstrated the ability of the coating materials to successfully protect probiotics during their residence in simulated gastric and/or intestinal environments. Furthermore, the presence of a second layer can influence the release rate of the encapsulated probiotics and any additional cargo, e.g., inulin, resistant starch [34].
A summary of the literature on probiotics-loaded polymers, which were successfully electrosprayed, is reported in Table 2.
2.3. The 3D (bio)printing process
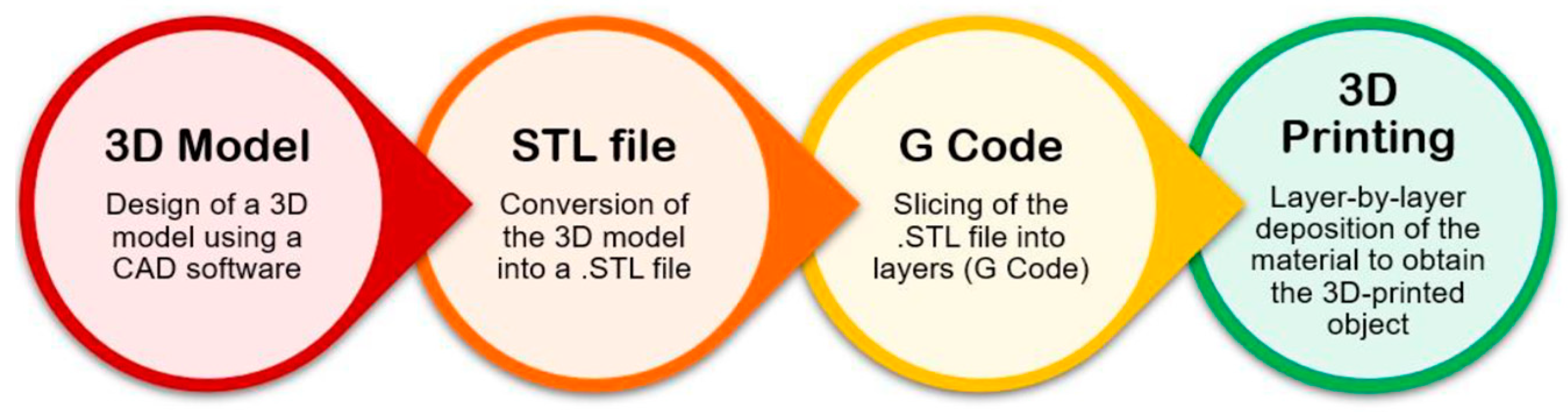
3D printing is an additive manufacturing (AM) technology. It is a widely researched, highly efficient fabrication technique that finds application in many fields, such as regenerative medicine, drug delivery, materials science, aerospace, automotive, art, construction, toys, food industry, sport accessories [35,36]. 3D printing enables the construction of simple to complex structures by adding the material layer-by-layer starting from a 3D computer-aided design (CAD). The different layer arrangements derive from converting the CAD model into a computer-readable format (e.g., “.STL” file), which encodes for the information that allow the 3D printer to fabricate the desired object [37]. A schematization of the major steps of the 3D printing process can be observed in Figure 3. AM offers many advantages over traditional subtractive manufacturing techniques, including expediency, design independence and reduced material waste. The term AM was coined in 1986 by Chuck Hull, the inventor of stereolithography. Hull used ultraviolet (UV) light to induce layer-by-layer photo-polymerization of a liquid photosensitive polymer, ultimately generating a 3D object [36].
Nowadays, several different AM fabrication technologies exist and, depending on their working principles and the kind of material used, they can be classified into two major categories: (1) Ink-based 3D printing, and (2) Light-based 3D printing.
Figure 4.
Flow diagram representing the main steps of the 3D printing process.
Ink-based methods, including extrusion- and inkjet-based 3D printing techniques, use a robotically controlled printhead for printing and represent the gold standard for shear thinning polymers. Instead, light-based 3D printing technologies, typically applied to UV-sensitive resins, rely on a light-controlled printing path and include stereolithography (SLA) and digital light processing (DLP) printing methods [38]. Over the years, AM, as a powerful method to fabricate tissue and organ-like structures, has gained increasing popularity in the fields of tissue engineering and regenerative medicine. Among AM-derived technologies, extrusion-based 3D bio-printing is extensively used for the bio-fabrication of organized living constructs.
The building blocks are often hydrogel-based inks because of their biocompatibility and inherent characteristics similar to those of natural tissues. Inks for bio-fabrication can be classified as bio-inks or biomaterial inks. Bio-inks are cell-laden formulations, mainly based on aqueous and hydrogel precursor media, in which living organisms (e.g., human and animal cells, bacteria, fungi, bioactive molecules or a combination thereof) are dispersed. To provide an adequate niche for cells to thrive, such hydrogels are typically characterized by low elastic moduli and a biochemical composition suitable for cell-driven renewal. On the other side, biomaterial inks are not directly formulated with cells, but can be printed and subsequently seeded with cells, thus allowing working with a wider window of processing parameters (e.g., higher pressure and temperature and the use of organic solvents) during the printing phase without damaging the cells [39].
AM-derived technologies, extrusion-based 3D bio-printing is extensively used for the bio-fabrication of organized living constructs (Figure 5). The building blocks are often hydrogel-based inks because of their biocompatibility and inherent characteristics similar to those of natural tissues. In particular, inks for bio-fabrication can be classified as bio-inks or biomaterial inks. Bio-inks are cell-laden formulations, mainly based on aqueous and hydrogel precursor media, in which living organisms (e.g., human and animal cells, bacteria, fungi, bioactive molecules or a combination thereof) are dispersed. To provide an adequate niche for cells to thrive, such hydrogels are typically characterized by low elastic moduli and a biochemical composition suitable for cell-driven renewal. On the other side, biomaterial inks are not directly formulated with cells, but can be printed and subsequently seeded with cells, thus allowing working with a wider window of processing parameters (e.g., higher pressure and temperature and the use of organic solvents) during the printing phase without damaging the cells) [39].
2.3.1. Extrusion-based 3D bioprinting
Extrusion-based 3D bio-printing represents one of the most suitable and attractive AM techniques for scaffold fabrication and hydrogel processing. Extrusion bio-printing relies on the deposition of strands of a hydrogel-based ink, which is loaded into a cartridge. The feed material is extruded out of a nozzle under pressure, and then deposited onto a lifting print-bed where the imposed shape is fixed upon cross-linking of the hydrogel precursor. The printing usually proceeds layer-by-layer to form large-scale 3D structures with a resolution in the range of 5 – 100 μm and repeatability of the same order of magnitude [9]. In the case of bio-inks, the resolution is typically limited (> 100 μm), as the shear stresses at the dispenser tip, which are inversely correlated with nozzle diameter, should be minimized to prevent damage for the embedded cells [10].
Typical extrusion-based 3D printers have one or more printheads, consisting of a nozzle (diameter: 0.1 – 1 mm) and a cartridge, which can be mechanically or pneumatically driven. Pneumatic setups use compressed air for extrusion and work well for moderate viscosities (< 104 Pa∙s), while mechanical systems, with a screw or piston, are necessary to print highly viscous materials (up to 104 Pa∙s). As the print-bed is where solidification or gelation of the printed product occurs, it is often equipped with curing units (e.g., heating or cooling devices, light sources for UV cross-linking or specific recovery baths) [40]. Furthermore, extrusion-based 3D printers for bio-fabrication also require a close chamber equipped with a sterilization system, as well as specific bio-ink formulations.
When formulating inks for 3D bio-printing, many factors should be considered to provide optimal printability. Rheological properties are the physiochemical parameters with the largest influence on hydrogel printability. Rheology describes the flow and deformation of materials under applied forces [39]. The key rheological properties for printability are viscosity, shear-thinning and viscoelasticity. Viscosity is the resistance of a fluid to flow under applied stresses and can be suitably tailored by changing the molecular weight and/or concentration of the precursor formulation, or through temperature adjustments. A proper viscosity can ensure high printing fidelity, retard the collapse of printed structures and, in the case of bio-inks, guarantee uniform cell encapsulation [10]. Shear-thinning is a time-independent non-Newtonian fluid behavior, in which viscosity decreases as a result of shear rate increasing. In bio-extrusion, shear thinning is an essential requirement to allow hydrogels to be easily extruded and form the intricate patterns that preserve the printed shape even when the shear forces dramatically increase. Viscoelasticity is known as the tendency of a material to display both viscous flow and elastic shape retention properties. Viscoelastic inks are required for bio-extrusion, as this rheological feature allows them to pass through the nozzle and flow with minimal internal resistance, especially in the presence of cells. Furthermore, once the ink has been dispensed, viscoelasticity supports the buildup of internal forces opposing to deformation and allows the material to elastically retain the desired shape.
2.3.2. Bioprinting of probiotic-loaded constructs
Hydrogel precursors have been extensively exploited to formulate inks for 3D extrusion-based bio-printing [39]. Natural hydrogels, such as SA, collagen, gelatin, hyaluronic acid, agarose, or silk have been widely used as bio-ink components due to their similarities to the native extracellular matrix (ECM), while synthetic materials like polyethylene glycol (PEG) and poloxamers are often selected for their tunable mechanical properties and lower batch to batch variability [10,39].
Hydrogels are 3D cross-linked networks of hydrophilic polymer chains that can retain water contents several times their own weight while maintaining their structure [36]. Hydrogels are soft and moist, can recover under the action of external forces and have large specific surface areas.
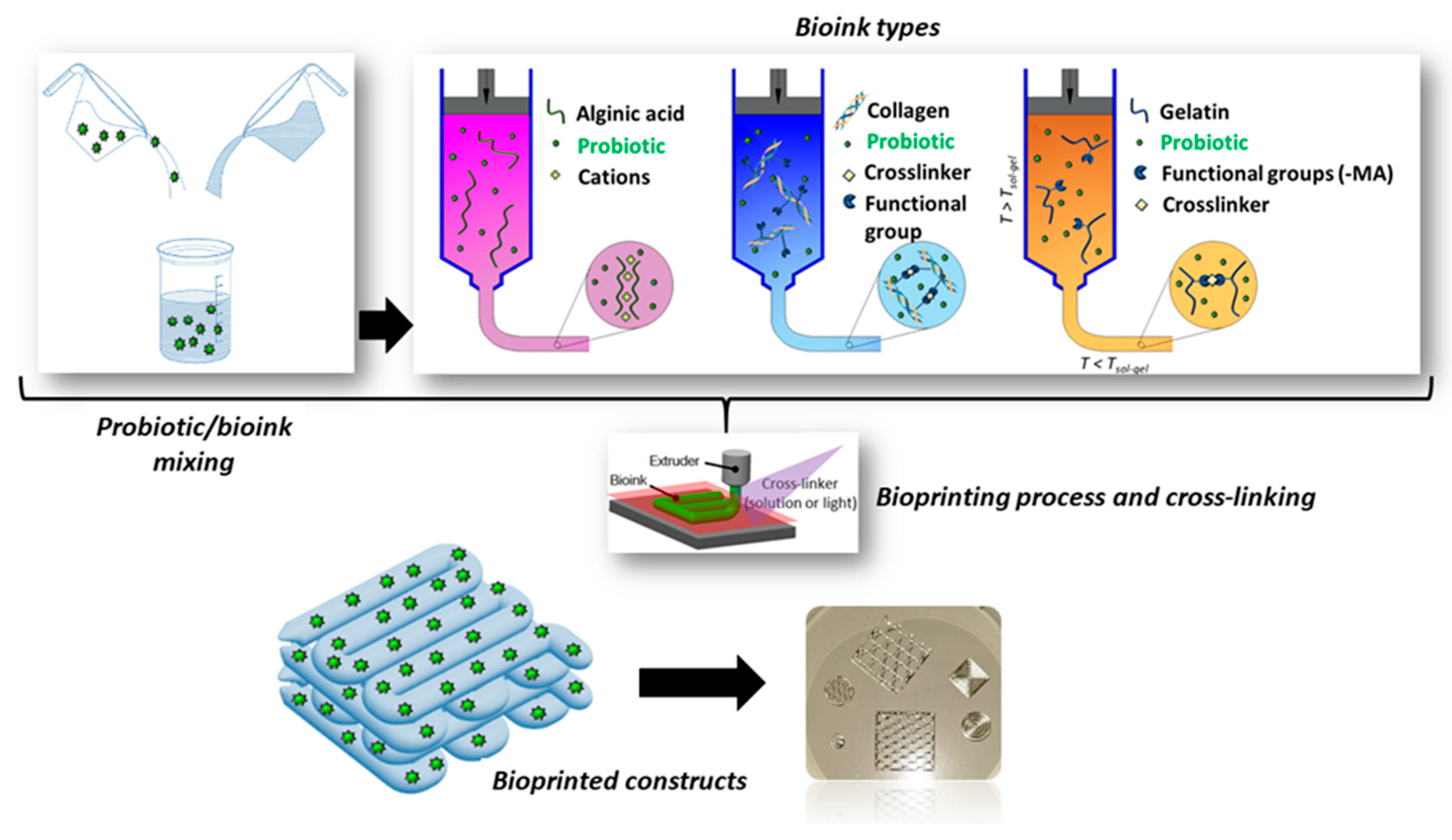
According to the cross-linking method, hydrogels can be categorized into physical hydrogels and chemical hydrogels. Physical cross-linking occurs through the formation of physical bonds (e.g., electrostatic interactions, hydrogen bonds and pH and/or thermal responses) and is favored for bio-extrusion due to the mild treatment conditions and reversible gelation. Nevertheless, the physical hydrogels are inherently weak and unstable, resulting disadvantageous for long term in vitro cultures and/or in vivo [10]. On the other hand, chemical hydrogels have three-dimensional networked structures formed by covalent bonding and are stable for longer periods than physically crosslinked hydrogels [35]. Additionally, the mechanical strength of chemical hydrogels can be suitably tuned by controlling the cross-linking density. Among chemical-based gelation processes, UV cross-linking is the most commonly applied for the bio-extrusion of pre-gel formulations. However, the exposure to UV light and free radicals can decrease the cell viability of bio-inks [10]. A summary of the crosslinking and fabrication processes is reported in Figure 5. For an optimal 3D bio-printing, hydrogel constructs should be biocompatible and provide a non-toxic and promotive microenvironment for various vital functions of seeded or embedded cells. Additionally, the bio-constructs should not cause adverse immune responses or even elicit a beneficial immunomodulatory activity when used for in vivo investigations [10].
Figure 5.
Schematic of the crosslinking mechanisms and 3D bioprinting process to fabricate probiotics-loaded constructs using different biopolymers, e.g., SA, collagen and gelatin.
Figure 5.
Schematic of the crosslinking mechanisms and 3D bioprinting process to fabricate probiotics-loaded constructs using different biopolymers, e.g., SA, collagen and gelatin.
SA has been largely employed to prepare biomaterials and bio-inks for extrusion 3D bio-printing of hydrogel-based bio-constructs for different biomedical applications. SA, as a natural biopolymer, is safe, biocompatible and biodegradable. SA can physically crosslink in the presence of nontoxic divalent cations and under benign conditions, making it attractive for cell encapsulation. In addition, the favorable functionality of SA [α-L-guluronic (G) and 1-4-β-D-mannuronic acid (M) monomers], which allows for structural modifications, together with its hydrophilic nature, enables the preparation of new ink formulations suitable for extrusion bio-printing [41]. The use of SA-based biomaterials and bio-inks for advanced medical applications is still limited due to their poor mechanical stability (i.e., low stiffness, unstable swelling and degradation behavior) and bioactivity. Therefore, to enhance the extrusion 3D bio-printing of SA, it is often chemically modified and/or functionalized with several polymers and nanomaterials [41].
Mallick et al., used 3D bioprinting to encapsulate probiotics (i.e., Lactobacillus rhamnosus) for gut delivery [4]. The bacteria were loaded into SA-gelatin-based ink and printed into capsules form. The probiotics were uniformly distributed. The probiotics were uniformly distributed inside the capsules and remained viable for up to 7 days when exposed to GI fluidic conditions.
3D printing has been exploited also for the fabrication of artificial biofilms. It was reported that probiotic biofilms could be 3D-printed onto various biomedical implant surfaces to prevent device-associated infections caused by pathogenic bacteria [42]. However, current literature mostly focuses on bacterial printing for other applications (e.g., detoxification of wastewaters, preparation of model biofilms, biocatalysis) and the fabrication of 3D-printed platforms for bacteriotherapy requires further investigation. Nevertheless, the findings related to the manufacturing of 3D-printed biofilms for different applications could provide a solid base for the development of probiotic biofilms.
In 2017, Lehner et al. used a modified commercial 3D printer to fabricate artificial biofilms [43]. A liquid mixture of bacteria (i.e., Escherichia coli) and SA was used as a bioink and printed upon a calcium chloride-treated printing surface, thereby rapidly solidifying into a gel. The optimal concentration of alginate and calcium chloride was reported to be 2.5 w/v and 1 M, respectively. The system was able to print details of sub-millimetric resolution and deposit bioink directly on top of previously printed material to create multilayered structures. Moreover, different fluorescent proteins produced by engineered two E coli strains, encapsulated during the production of a bi-layered structure showed a substantial separation of the two bacteria, thus indicating minimal mixing. Biofilms were also tested for bacterial viability, indicating a strong bacterial growth during the first 24 h after gel production and maintenance of a fairly constant number of colony forming units for up to 48 h. Additionally, bacterial cells in these conditions exhibited a strong metabolic activity, suggesting that the printed bioink is able to support the production of bacterially made materials over short periods of time [43].
Further advancements in this direction were made by Schmieden et al. in 2018 [44]. The authors used commercially available toy components to build a cheap 3D printing system capable of printing features with a line width resolution of approximately 2 mm. The bioink consisted of a mixture of bacteria, liquid growth medium and alginate, while calcium-impregnated agar plates served as printing substrates. The alginate molecules of the bioink complexed with the calcium ions of the printing substrate, allowing for the polymerization and the formation of a gel. This system was also capable of printing multilayered structures. However, the line width increased fractionally with each layer added (~14%), likely due to the decrease in calcium concentration along the z-axis, which in turn caused a delayed gelation of successive layers. In fact, the gelation time spanned from seconds (for the 1st layer) to 5 minutes (for the 5th layer). Nonetheless, it was shown that the alginate hydrogel allowed free diffusion from the substrate to the upper layers. Further tests confirmed the ability of these gels to maintain the bacteria furnished with nutrients and inducers diffusing from the printing substrate. Fluorescence and viability experiments demonstrated the capability of bacteria to remain alive and useful for roughly 1 week after printing. The main limiting factors for bacterial survival were likely nutrient depletion, accumulation of waste products and drying of the gels and plates. However, the authors suggested that drying could be delayed by sealing the plates with plastic wrap and supplementation of water. In order to keep bacteria alive for a longer time, fresh nutrients could be supplied, and waste product could be removed by submerging the printed gels in growth medium, supplied with calcium chloride to avoid gel dissolution [44].
Alginate-based hydrogels are popularly used for 3D printing technologies due to their excellent printability and biocompatibility, low cost, low toxicity and rapid gelation. However, due to the low viscosity and the inherently weak mechanical performances that accompany physically crosslinked hydrogels, preparation of complex alginate structures with high fidelity might be difficult. In order to fix this issue, a good approach consists of combining alginate with a supporting material [45].
For instance, in 2020 Freyman et al. loaded their alginate-based bioink with cellulose to provide stability to the ink and aid in flow during printing [46]. In this case, the 3D printed structure was exposed to a calcium chloride solution after printing, and ionotropic gelation occurred. The resulting structure was mechanically stable and flexible, and a Live/Dead assay confirmed the viability of entrapped bacteria. Further tests indicated the ability of bacteria to grow and perform the desired functions inside the 3D printed matrix [46]. Because of their antimicrobial properties, cationic polymers such as chitosan should be avoided in bacteriotherapy applications. Hyaluronic acid can be used in combination with alginate to form a double-network hydrogel with good adhesion properties. Gelatin has been used in combination with alginate to prepare hydrogel platforms for the expansion of stem cells. Among synthetic polymers, instead, poly(ethylene glycol) proved to be a good copolymer for wound-healing applications [45].
A different approach was followed by Schaffner et al., who created a multi-material hydrogel for bacterial 3D printing [47]. They developed a new biocompatible living ink called “Flink” composed of hyaluronic acid (HA), κ-carrageenan (κ-CA) and fumed silica (FS). Rheological studies allowed the optimization of the bioink, that showed good viscoelastic properties (i.e., shear thinning with fast structure recovery) for direct ink writing while ensuring a high survival rate for bacteria. A 1:1:1 ratio of the constituents was identified as the optimal ratio, while the viscosity and elasticity of the hydrogel increased when the overall concentration was brought from 3 w% to 6 w% and 9 w%. However, the ideal viscosity ultimately depends on the final application of the hydrogel, and the concentration should be tuned accordingly. Another approach involved the substitution of HA with chemically modified glycidyl methacrylate HA (GMHA). This replacement did not significantly alter the viscosity and allowed the hydrogel to be UV-crosslinked at low exposure doses and innocuous wavelengths to form a water-insoluble hydrogel. Flink-based bacterial hydrogels revealed complete biocompatibility towards loaded bacteria and the presence of radicals during UV exposure did not harm bacteria. Moreover, additional tests were performed to assess the usefulness of bacteria by investigating the ability of P. putida strains to degrade phenol into biomass as well as the ability of X. xylinum to produce bacterial cellulose when exposed to oxygen in culture medium. Both tests confirmed that bacteria retain their metabolic activity and are able to grow and proliferate when embedded in Flink hydrogels, which, in turn, have the advantage of providing a predesigned environment with a defined and complex shape [47].
A summary of the literature on 3D printing probiotic-loaded constructs is reported in Table 3.
3. Probiotic and post-biotic release
Inherently, the biomaterials used for biofabrication processes can be biodegradable or non-biodegradable at the target site. After crosslinking, the biopolymers can be stable in aqueous fluids for a certain period. In many cases, hydrogels undergo an initial swelling, which may be followed by biodegradation. The high water content of synthetic hydrogels and polysaccharides make them ideal to entrap, protect and help to keep viable living cells, such as probiotics. These cells are supposed to be delivered at the target tissue and released to populate the site-specific microbiome by using suitable polymeric carriers. For instance, a 3D-bioprinted scaffold containing the vaginal lactobacillus L. crispatus was recently developed at the aim of controlling bacterial vaginosis, a common disorder in women of reproductive age linked to low levels of lactobacilli in the vagina and concomitant overgrowth of potential pathogens [49]. Different weight to volume ratios of gelatin and alginate and crosslinking reagents were investigated to identify optimal printing parameters and scaffold stability. The optimized scaffolds demonstrated sustained release and proliferation of encapsulated bacteria over 28 days (at least 1 × 108 to 4 × 108 CFU of daily L. crispatus per mg of scaffold), without negative effect on viability of vaginal epithelial cells. The study provides in vitro evidence that 3D-bioprinted scaffolds may represent an innovative strategy for lactobacilli delivery with the aim of restoring the vaginal ecosystem following microbiological disturbances.
At least part of the therapeutic potential of live probiotics relies on their ability to produce a wide array of antimicrobial substances which includes organic acids, fatty acids, hydrogen peroxide, carbon dioxide, bacteriocins or bacteriocin-like substances [50]. Thus, an emerging alternative to the use of live bacteria as anti-infective biotherapeutics is the use of active components or metabolites thereof also referred to as post-biotics [51]. Although probiotics are “Generally Recognized as Safe (GRAS)”, in certain circumstances postbiotics may ensure a higher margin of safety, e.g., in immunocompromised subjects or pediatric patients, other than being easely produced and stored. Beside their direct antimicrobial properties, anti-inflammatory, anti-proliferative, and immunomodulating activities have also be attributed to postbiotics, thus suggesting their use in a wide range of pathological disorders [51,52]. Despite postbiotics have demonstrated promising performance in several in vitro systems, there are still main challenges to be resolved for their in vivo delivery, which must stimulate intensive research in this field [53]. Delivery systems based on lipids or polysaccharides are the most frequently applied for encapsulation of the therapeutic compounds [53]. Few examples exist of such systems applied to the delivery and release of postbiotics. For instance, liposome encapsulation of bacteriocin-based postbiotics have been investigated as bio-preservation of food demonstrating ability to enhance stability of the bioactive molecules, to reduce unwanted interaction with food components and to increase antimicrobial activity [54].
Recently, prebiotics were used as carriers for the fabrication of microcapsules containing the post-biotic product indole-3-propionic acid (IPA) via microfluidic electrospray technology [55]. Prebiotics are non-digestible dietary carbohydrates, such as alginate, chitosan and inulin, utilized as organic nutrients by the gut microflora, while IPA is a tryptophan metabolite produced by gut bacteria, demonstrated to inhibit gut dysbiosis [56]. By exploiting a possible synergistic effect between post-biotics and prebiotics, the purpose of the Authors was to treat colitis, a disorder with multifactorial etiology recently associated with dysbiosis of gut microbiota [57]. Successful encapsulation of IPA into prebiotic microcapsules composed of alginate and resistant starch was achieved. A second coating layer of the microcapsules made of chitosan was applied to avoid IPA leakage during passage through the acid environment of the stomach, meanwhile ensuring its release at the neutral pH of the lower GI tract. In vivo experiments demonstrated that as compared to administration of sole prebiotic or post-biotic, mice treated with the combined ingredients showed significantly lower trend of disease activity index and increase of short-chain-fatty-acid-producing beneficial bacteria, such as Faecalibacterium and Roseburia, with respect to controls, thus suggesting that the employed strategy could also have the potential to correct disbiosis.
Another interesting strategy for post-biotic delivery at the site of infection was investigated by Ming and coworkers [58]. The Authors encapsulated live Lactobacillus reuteri, a known probiotic, into hydrogel microspheres by emulsion polymerization and further immobilization in a hydrogel network by covalent cross-linking of methacrylate-modified hyaluronic acid. The resulting scaffolds allowed the sustained release of bacterial-derived antibacterial substances such as organic acid or reuterin, a potent antimicrobial agent active against both Gram-positive and Gram-negative bacteria [58]. In contrast, the scaffolds prevented the encapsulated bacteria from escaping into the surrounding environment, a property that, following in vivo administration, could avoid potential risks and protect lactobacilli from host-immune system attack. The efficacy of the hydrogel-scaffolds was demonstrated in vitro against common wound pathogens and in vivo by using a full-thickness cutaneous wound infection model with Staphylococcus aureus. The wounds of mice treated with the scaffolds exhibited an accelerated closure time, while inflammatory cell infiltration were reduced and collagen deposition was enhanced, indicating that S. aureus infection was efficiently controlled.
4. Conclusions and future perspectives
Bacteriotherapy is emerging as a promising technique to prevent and/or treat dysbiosis of a variety of body districts (e.g., respiratory tract, skin, ear, among others). Additive manufacturing technologies have been only recently considered as powerful tools to fabricate bacterial cell-loaded devices to locally deploy probiotics. In particular, electrospinning, electrospray and extrusion-based printing have been explored as manufacturing approaches to create nano-to-micrometric structures able to successfully encapsulate a number of different bacteria (e.g., E. coli, Lactobacillus) without significantly affecting their viability. Although promising, the development of such bio-structures has been explored mainly from a microbiological standpoint, by analyzing the viability across time and the encapsulation parameters. However, independently of the manufacturing approach, research has poorly characterized the biomaterial structures loaded with probiotics, thus necessitating further investigation on the biomacromolecules used to create these structures, as well as the relationships between the physico-chemical, morphological, rheological and mechanical properties. Such research avenue could be considered as an intriguing path to improve the fabrication of specific devices for bacteriotherapy, which are designed to entrap, protect, and release bacterial cells or bacterial products, according to the specific disease and body location. Furthermore, from a clinical perspective, additional experiments both in vitro and in vivo would be required to assess the effectiveness of the therapeutic approach, to better address the challenges on providing a targeted therapy and to make bacteriotherapy a valuable antimicrobial treatment in the real life. In vitro tests may avail themselves of advanced 3D in vitro healthy and pathologic tissue models, such as skin [59], intestine [60], lung [61] and tumor [62] models, among others.
Author Contributions
Conceptualization, S.D.; methodology, G.B., M.M., and S.D.; validation, R.R., B.C., G.B., M.M. and S.D.; formal analysis, R.R., B.C., L.Z., B.A., C.R., and S.E.; investigation, R.R., B.C., L.Z., B.A., C.R., and S.E.; resources, G.B., S.D.; data curation, R.R., B.C., and L.Z.; writing—original draft preparation, R.R., B.C., M.M., and S.D.; writing—review and editing, ALL; visualization, R.R., B.C., M.M., and S.D.; supervision, G.B., M.M., and S.D.; project administration, S.D.; funding acquisition, S.D. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Italian Ministry of University and Research (MIUR) under the framework Action II of PON “Ricerca e Innovazione” 2014–2020, project “Sviluppo di nutraceutici da fonti naturali—BIONUTRA” (CUP B14I20001320005), and by PNRR “THE – Tuscany Health Ecosystem”; Spoke 7 - Innovating Translational Medicine- Sub-project 5 - Innovative models for management of infections caused by antibiotic-resistant bacteria (Project code: ECS00000017; CUP I53C22000780001).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data will be made available by the corresponding author upon request.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Batoni, G.; Maisetta, G.; Kaya, E.; Esin, S. Lung-Directed Bacteriotherapy in Cystic Fibrosis: Could It Be an Option? Antibiotics 2022, 11, 326. [Google Scholar] [CrossRef] [PubMed]
- Peral, M.C.; Huaman Martinez, M.A.; Valdez, J.C. Bacteriotherapy with Lactobacillus Plantarum in Burns. Int. Wound J. 2009, 6, 73–81. [Google Scholar] [CrossRef] [PubMed]
- Pereira, S.G.; Moura, J.; Carvalho, E.; Empadinhas, N. Microbiota of Chronic Diabetic Wounds: Ecology, Impact, and Potential for Innovative Treatment Strategies. Front. Microbiol. 2017, 1791. [Google Scholar] [CrossRef] [PubMed]
- Mallick, A.; Quilès, F.; Francius, G.; Burgain, J.; Gaiani, C.; Scher, J.; Amara, S.; Lemaitre, C.; Marchal, P.; Alem, H. An Easy and Robust Method of Preparation of Capsules for Delivering Probiotic Bacteria by a 3D Bioprinting. Food Hydrocoll. Heal. 2022, 2, 100088. [Google Scholar] [CrossRef]
- Knackstedt, R.; Knackstedt, T.; Gatherwright, J. The Role of Topical Probiotics on Wound Healing: A Review of Animal and Human Studies. Int. Wound J. 2020, 17, 1687–1694. [Google Scholar] [CrossRef]
- Kurečič, M.; Rijavec, T.; Hribernik, S.; Lapanje, A.; Kleinschek, K.S.; Maver, U. Novel Electrospun Fibers with Incorporated Commensal Bacteria for Potential Preventive Treatment of the Diabetic Foot. Nanomedicine 2018, 13, 1583–1594. [Google Scholar] [CrossRef]
- Broek, M.F.L. Van Den; Boeck, I. De; Kiekens, F.; Boudewyns, A.; Vanderveken, O.M.; Lebeer, S. Translating Recent Microbiome Insights in Otitis Media into Probiotic Strategies. Clin. Microbiol. Rev. 2019, 32. [Google Scholar] [CrossRef]
- Jörissen, J.; van den Broek, M.F.L.; De Boeck, I.; Van Beeck, W.; Wittouck, S.; Boudewyns, A.; de Heyning, P.; Topsakal, V.; Van Rompaey, V.; Wouters, I.; et al. Case-Control Microbiome Study of Chronic Otitis Media with Effusion in Children Points at Streptococcus Salivarius as a Pathobiont-Inhibiting Species. MSystems 2021, 6, 10–1128. [Google Scholar] [CrossRef] [PubMed]
- Placone, J.K.; Engler, A.J. Recent Advances in Extrusion-Based 3D Printing for Biomedical Applications. Adv. Healthc. Mater. 2018, 7. [Google Scholar] [CrossRef]
- Li, J.; Wu, C.; Chu, P.K.; Gelinsky, M. 3D Printing of Hydrogels: Rational Design Strategies and Emerging Biomedical Applications. Mater. Sci. Eng. R Reports 2020, 140. [Google Scholar] [CrossRef]
- Angammana, C.J. A Study of the Effects of Solution and Process Parameters on the Electrospinning Process and Nanofibre Morphology. 2011.
- Bhardwaj, N.; Kundu, S.C. Electrospinning: A Fascinating Fiber Fabrication Technique. Biotechnol. Adv. 2010, 28, 325–347. [Google Scholar] [CrossRef]
- Wang, M.; Zhao, Q. Electrospinning and Electrospray for Biomedical Applications. Ref. Modul. Biomed. Sci. Encycl. Biomed. Eng. 2019. [Google Scholar]
- Shenoy, S.L.; Bates, W.D.; Frisch, H.L.; Wnek, G.E. Role of Chain Entanglements on Fiber Formation during Electrospinning of Polymer Solutions: Good Solvent, Non-Specific Polymer--Polymer Interaction Limit. Polymer (Guildf). 2005, 46, 3372–3384. [Google Scholar] [CrossRef]
- Poshina, D.N.; Tyshkunova, I. V; Petrova, V.A.; Skorik, Y.A. Electrospinning of Polysaccharides for Tissue Engineering Applications. Rev. Adv. Chem. 2021, 11, 112–133. [Google Scholar] [CrossRef]
- Lee, K.Y.; Jeong, L.; Kang, Y.O.; Lee, S.J.; Park, W.H. Electrospinning of Polysaccharides for Regenerative Medicine. Adv. Drug Deliv. Rev. 2009, 61, 1020–1032. [Google Scholar] [CrossRef] [PubMed]
- Soares, R.M.D.; Siqueira, N.M.; Prabhakaram, M.P.; Ramakrishna, S. Electrospinning and Electrospray of Bio-Based and Natural Polymers for Biomaterials Development. Mater. Sci. Eng. C 2018, 92, 969–982. [Google Scholar] [CrossRef]
- Stijnman, A.C.; Bodnar, I.; Tromp, R.H. Electrospinning of Food-Grade Polysaccharides. Food Hydrocoll. 2011, 25, 1393–1398. [Google Scholar] [CrossRef]
- Milazzo, M.; Contessi Negrini, N.; Scialla, S.; Marelli, B.; Farè, S.; Danti, S.; Buehler, M.J. Additive Manufacturing Approaches for Hydroxyapatite-Reinforced Composites. Adv. Funct. Mater. 2019, 29, 1903055. [Google Scholar] [CrossRef]
- Tiwari, S.K.; Venkatraman, S.S. Importance of Viscosity Parameters in Electrospinning: Of Monolithic and Core--Shell Fibers. Mater. Sci. Eng. C 2012, 32, 1037–1042. [Google Scholar] [CrossRef]
- Gupta, P.; Elkins, C.; Long, T.E.; Wilkes, G.L. Electrospinning of Linear Homopolymers of Poly (Methyl Methacrylate): Exploring Relationships between Fiber Formation, Viscosity, Molecular Weight and Concentration in a Good Solvent. Polymer (Guildf). 2005, 46, 4799–4810. [Google Scholar] [CrossRef]
- Saquing, C.D.; Tang, C.; Monian, B.; Bonino, C.A.; Manasco, J.L.; Alsberg, E.; Khan, S.A. Alginate-Polyethylene Oxide Blend Nanofibers and the Role of the Carrier Polymer in Electrospinning. Ind. Eng. Chem. Res. 2013, 52, 8692–8704. [Google Scholar] [CrossRef]
- Fareed, F.; Saeed, F.; Afzaal, M.; Imran, A.; Ahmad, A.; Mahmood, K.; Shah, Y.A.; Hussain, M.; Ateeq, H. Fabrication of Electrospun Gum Arabic--Polyvinyl Alcohol Blend Nanofibers for Improved Viability of the Probiotic. J. Food Sci. Technol. 2022, 59, 4812–4821. [Google Scholar] [CrossRef] [PubMed]
- Ceylan, Z.; Uslu, E.; İspirli, H.; Meral, R.; Gavgalı, M.; Tahsin’Yilmaz, M.; Dertli, E. A Novel Perspective for Lactobacillus Reuteri: Nanoencapsulation to Obtain Functional Fish Fillets. LWT 2019, 115, 108427. [Google Scholar] [CrossRef]
- Feng, K.; Huang, R.; Wu, R.; Wei, Y.; Zong, M.; Linhardt, R.J.; Wu, H. A Novel Route for Double-Layered Encapsulation of Probiotics with Improved Viability under Adverse Conditions. Food Chem. 2020, 310, 125977. [Google Scholar] [CrossRef]
- Yilmaz, M.T.; Taylan, O.; Karakas, C.Y.; Dertli, E. An Alternative Way to Encapsulate Probiotics within Electrospun Alginate Nanofibers as Monitored under Simulated Gastrointestinal Conditions and in Kefir. Carbohydr. Polym. 2020, 244, 116447. [Google Scholar] [CrossRef] [PubMed]
- Morita, R.Y. Psychrophilic Bacteria. Bacteriol. Rev. 1975, 39, 144–167. [Google Scholar] [CrossRef] [PubMed]
- Coelho, S.C.; Estevinho, B.N.; Rocha, F. Encapsulation in Food Industry with Emerging Electrohydrodynamic Techniques: Electrospinning and Electrospraying--A Review. Food Chem. 2021, 339, 127850. [Google Scholar] [CrossRef]
- Mendes, A.C.; Chronakis, I.S. Electrohydrodynamic Encapsulation of Probiotics: A Review. Food Hydrocoll. 2021, 117, 106688. [Google Scholar] [CrossRef]
- Laelorspoen, N.; Wongsasulak, S.; Yoovidhya, T.; Devahastin, S. Microencapsulation of Lactobacillus Acidophilus in Zein--Alginate Core--Shell Microcapsules via Electrospraying. J. Funct. Foods 2014, 7, 342–349. [Google Scholar] [CrossRef]
- Pitigraisorn, P.; Srichaisupakit, K.; Wongpadungkiat, N.; Wongsasulak, S. Encapsulation of Lactobacillus Acidophilus in Moist-Heat-Resistant Multilayered Microcapsules. J. Food Eng. 2017, 192, 11–18. [Google Scholar] [CrossRef]
- Coghetto, C.C.; Brinques, G.B.; Siqueira, N.M.; Pletsch, J.; Soares, R.M.D.; Ayub, M.A.Z. Electrospraying Microencapsulation of Lactobacillus Plantarum Enhances Cell Viability under Refrigeration Storage and Simulated Gastric and Intestinal Fluids. J. Funct. Foods 2016, 24, 316–326. [Google Scholar] [CrossRef]
- Zaeim, D.; Sarabi-Jamab, M.; Ghorani, B.; Kadkhodaee, R.; Tromp, R.H. Electrospray Assisted Fabrication of Hydrogel Microcapsules by Single-and Double-Stage Procedures for Encapsulation of Probiotics. Food Bioprod. Process. 2017, 102, 250–259. [Google Scholar] [CrossRef]
- Zaeim, D.; Sarabi-Jamab, M.; Ghorani, B.; Kadkhodaee, R. Double Layer Co-Encapsulation of Probiotics and Prebiotics by Electro-Hydrodynamic Atomization. Lwt 2019, 110, 102–109. [Google Scholar] [CrossRef]
- Liu, C.; Xu, N.; Zong, Q.; Yu, J.; Zhang, P. Hydrogel Prepared by 3D Printing Technology and Its Applications in the Medical Field. Colloid Interface Sci. Commun. 2021, 44, 100498. [Google Scholar] [CrossRef]
- Taneja, H.; Salodkar, S.M.; Parmar, A.S.; Chaudhary, S. Hydrogel Based 3D Printing: Bio Ink for Tissue Engineering. J. Mol. Liq. 2022, 120390. [Google Scholar] [CrossRef]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.N.; Zheng, Q.; Wu, Z.L. Recent Advances in 3D Printing of Tough Hydrogels: A Review. Compos. Part B Eng. 2022, 238. [Google Scholar] [CrossRef]
- Schwab, A.; Levato, R.; D’Este, M.; Piluso, S.; Eglin, D.; Malda, J. Printability and Shape Fidelity of Bioinks in 3D Bioprinting. Chem. Rev. 2020, 120, 11028–11055. [Google Scholar] [CrossRef] [PubMed]
- Truby, R.L.; Lewis, J.A. Printing Soft Matter in Three Dimensions. Nature 2016, 540, 371–378. [Google Scholar] [CrossRef] [PubMed]
- Varaprasad, K.; Karthikeyan, C.; Yallapu, M.M.; Sadiku, R. The Significance of Biomacromolecule Alginate for the 3D Printing of Hydrogels for Biomedical Applications. Int. J. Biol. Macromol. 2022, 212, 561–578. [Google Scholar] [CrossRef]
- Balasubramanian, S.; Aubin-Tam, M.-E.; Meyer, A.S. 3D Printing for the Fabrication of Biofilm-Based Functional Living Materials. ACS Synth. Biol. 2019, 8, 1564–1567. [Google Scholar] [CrossRef] [PubMed]
- Lehner, B.A.E.; Schmieden, D.T.; Meyer, A.S. A Straightforward Approach for 3D Bacterial Printing. ACS Synth. Biol. 2017, 6, 1124–1130. [Google Scholar] [CrossRef] [PubMed]
- Schmieden, D.T.; Basalo Vázquez, S.J.; Sangüesa, H.; Van Der Does, M.; Idema, T.; Meyer, A.S. Printing of Patterned, Engineered E. Coli Biofilms with a Low-Cost 3D Printer. ACS Synth. Biol. 2018, 7, 1328–1337. [Google Scholar] [CrossRef] [PubMed]
- Mallakpour, S.; Azadi, E.; Hussain, C.M. State-of-the-Art of 3D Printing Technology of Alginate-Based Hydrogels—An Emerging Technique for Industrial Applications. Adv. Colloid Interface Sci. 2021, 293, 102436. [Google Scholar] [CrossRef] [PubMed]
- Freyman, M.C.; Kou, T.; Wang, S.; Li, Y. 3D Printing of Living Bacteria Electrode. Nano Res. 2020, 13, 1318–1323. [Google Scholar] [CrossRef]
- Schaffner, M.; Rühs, P.A.; Coulter, F.; Kilcher, S.; Studart, A.R. 3D Printing of Bacteria into Functional Complex Materials. Sci. Adv. 2017, 3, eaao6804. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Lou, Y.; Schutyser, M.A.I. 3D Printing of Cereal-Based Food Structures Containing Probiotics. Food Struct. 2018, 18, 14–22. [Google Scholar] [CrossRef]
- Kyser, A.J.; Masigol, M.; Mahmoud, M.Y.; Ryan, M.; Lewis, W.G.; Lewis, A.L.; Frieboes, H.B.; Steinbach-Rankins, J.M. Fabrication and Characterization of Bioprints with Lactobacillus Crispatus for Vaginal Application. J. Control. Release 2023, 357, 545–560. [Google Scholar] [CrossRef]
- Mani-López, E.; Arrioja-Bretón, D.; López-Malo, A. The Impacts of Antimicrobial and Antifungal Activity of Cell-Free Supernatants from Lactic Acid Bacteria in Vitro and Foods. Compr. Rev. Food Sci. Food Saf. 2022, 21, 604–641. [Google Scholar] [CrossRef]
- Thorakkattu, P.; Khanashyam, A.C.; Shah, K.; Babu, K.S.; Mundanat, A.S.; Deliephan, A.; Deokar, G.S.; Santivarangkna, C.; Nirmal, N.P. Postbiotics: Current Trends in Food and Pharmaceutical Industry. Foods 2022, 11, 3094. [Google Scholar] [CrossRef]
- Mosca, A.; Abreu Y Abreu, A.T.; Gwee, K.A.; Ianiro, G.; Tack, J.; Nguyen, T.V.H.; Hill, C. The Clinical Evidence for Postbiotics as Microbial Therapeutics. Gut Microbes 2022, 14, 2117508. [Google Scholar] [CrossRef] [PubMed]
- Abbasi, A.; Hajipour, N.; Hasannezhad, P.; Baghbanzadeh, A.; Aghebati-Maleki, L. Potential in Vivo Delivery Routes of Postbiotics. Crit. Rev. Food Sci. Nutr. 2022, 62, 3345–3369. [Google Scholar] [CrossRef] [PubMed]
- da Silva Malheiros, P.; Daroit, D.J.; Brandelli, A. Food Applications of Liposome-Encapsulated Antimicrobial Peptides. Trends Food Sci. Technol. 2010, 21, 284–292. [Google Scholar] [CrossRef]
- Yang, K.; Wang, X.; Huang, R.; Wang, H.; Lan, P.; Zhao, Y. Prebiotics and Postbiotics Synergistic Delivery Microcapsules from Microfluidics for Treating Colitis. Adv. Sci. 2022, 9, 2104089. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Z.-H.; Xin, F.-Z.; Xue, Y.; Hu, Z.; Han, Y.; Ma, F.; Zhou, D.; Liu, X.-L.; Cui, A.; Liu, Z.; et al. Indole-3-Propionic Acid Inhibits Gut Dysbiosis and Endotoxin Leakage to Attenuate Steatohepatitis in Rats. Exp. Mol. Med. 2019, 51, 1–14. [Google Scholar] [CrossRef] [PubMed]
- Lloyd-Price, J.; Arze, C.; Ananthakrishnan, A.N.; Schirmer, M.; Avila-Pacheco, J.; Poon, T.W.; Andrews, E.; Ajami, N.J.; Bonham, K.S.; Brislawn, C.J.; et al. Multi-Omics of the Gut Microbial Ecosystem in Inflammatory Bowel Diseases. Nature 2019, 569, 655–662. [Google Scholar] [CrossRef] [PubMed]
- Ming, Z.; Han, L.; Bao, M.; Zhu, H.; Qiang, S.; Xue, S.; Liu, W. Living Bacterial Hydrogels for Accelerated Infected Wound Healing. Adv. Sci. 2021, 8, 2102545. [Google Scholar] [CrossRef] [PubMed]
- Maleki, H.; Azimi, B.; Ismaeilimoghadam, S.; Danti, S. Poly (Lactic Acid)-Based Electrospun Fibrous Structures for Biomedical Applications. Appl. Sci. 2022, 12, 3192. [Google Scholar] [CrossRef]
- Ricci, C.; Azimi, B.; Panariello, L.; Antognoli, B.; Cecchini, B.; Rovelli, R.; Rustembek, M.; Cinelli, P.; Milazzo, M.; Danti, S.; et al. Assessment of Electrospun Poly (ε-Caprolactone) and Poly (Lactic Acid) Fiber Scaffolds to Generate 3D In Vitro Models of Colorectal Adenocarcinoma: A Preliminary Study. Int. J. Mol. Sci. 2023, 24, 9443. [Google Scholar] [CrossRef]
- Azimi, B.; Sorayani Bafqi, M.S.; Fusco, A.; Ricci, C.; Gallone, G.; Bagherzadeh, R.; Donnarumma, G.; Uddin, M.J.; Latifi, M.; Lazzeri, A.; Danti, S. Electrospun ZnO/Poly(Vinylidene Fluoride-Trifluoroethylene) Scaffolds for Lung Tissue Engineering, Tissue Eng. Part A. 2020, 26(23-24), 1312-1331. [CrossRef]
- Hasbum, A.; Karabulut, O.; Reyes, R.E.; Ricci, C.; Franchi, A.; Danti, S.; Chew, S.A. Combined Application of Patient-Derived Cells and Biomaterials as 3D In Vitro Tumor Models. Cancers (Basel). 2022, 14, 2503. [Google Scholar] [CrossRef]
Figure 1.
Schematic of bacteriotherapy applied to chronic wounds: the open wound is subjected to bacterial infection; however, the probiotics administered to the infected site can compete with pathogens and promote healing.
Figure 1.
Schematic of bacteriotherapy applied to chronic wounds: the open wound is subjected to bacterial infection; however, the probiotics administered to the infected site can compete with pathogens and promote healing.
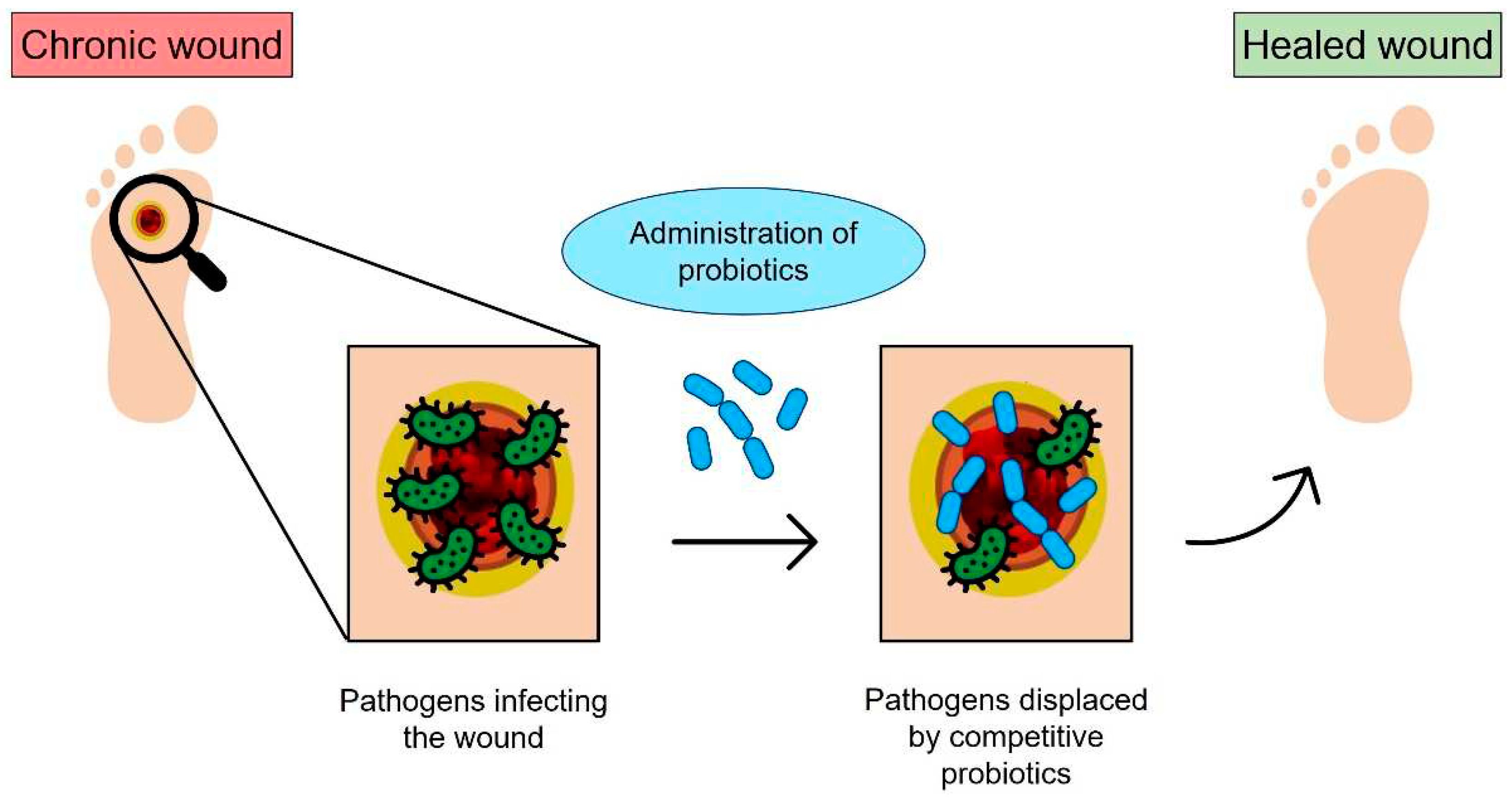
Figure 2.
Schematization of bacterial cell electrospinning using biopolymers: the fibers are collected in a coagulation bath to allow polymer crosslinking.
Figure 2.
Schematization of bacterial cell electrospinning using biopolymers: the fibers are collected in a coagulation bath to allow polymer crosslinking.
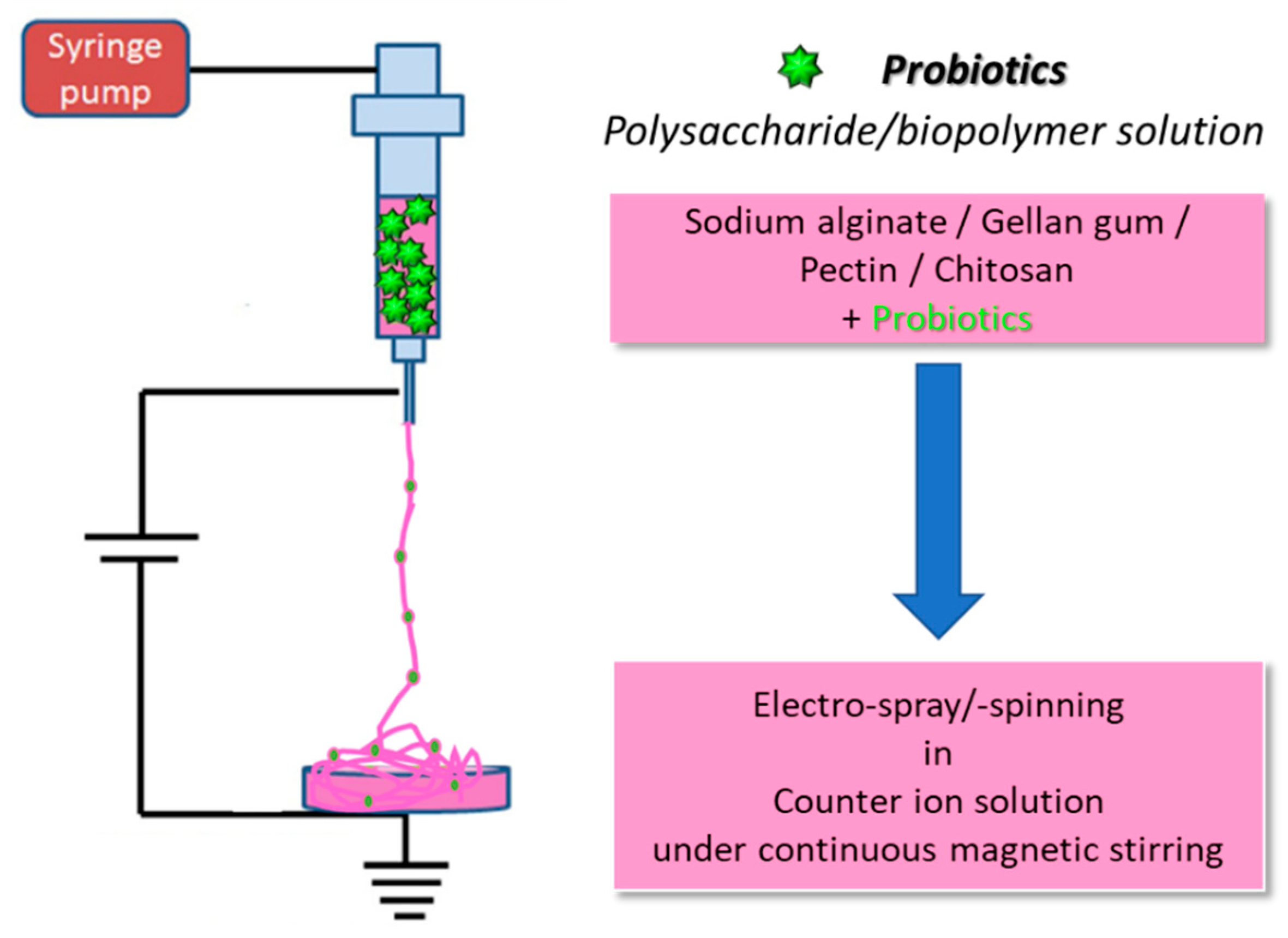
Figure 3.
Schematics for electrospray of biopolymers loaded with probiotics: the fibers are collected in a coagulation bath to allow polymer crosslinking.
Figure 3.
Schematics for electrospray of biopolymers loaded with probiotics: the fibers are collected in a coagulation bath to allow polymer crosslinking.
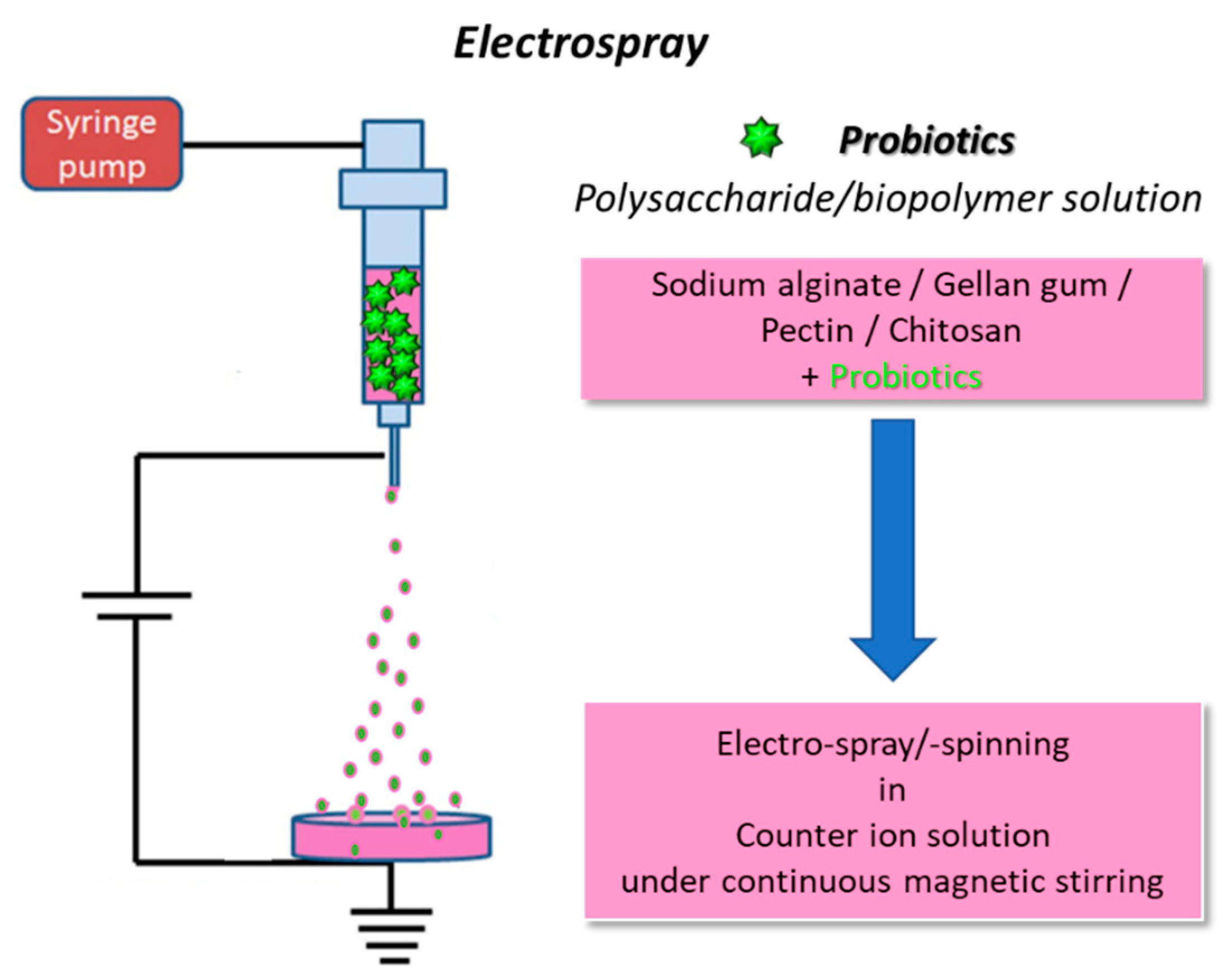
Figure 6.
Schematics showing extrusion-based 3D bioprinting of cereal structures containg probiotics for intestinal delivery [48]. Reproduced under the terms and conditions of the Creative Commons Attribution (CC BY-NC-ND) license.
Figure 6.
Schematics showing extrusion-based 3D bioprinting of cereal structures containg probiotics for intestinal delivery [48]. Reproduced under the terms and conditions of the Creative Commons Attribution (CC BY-NC-ND) license.
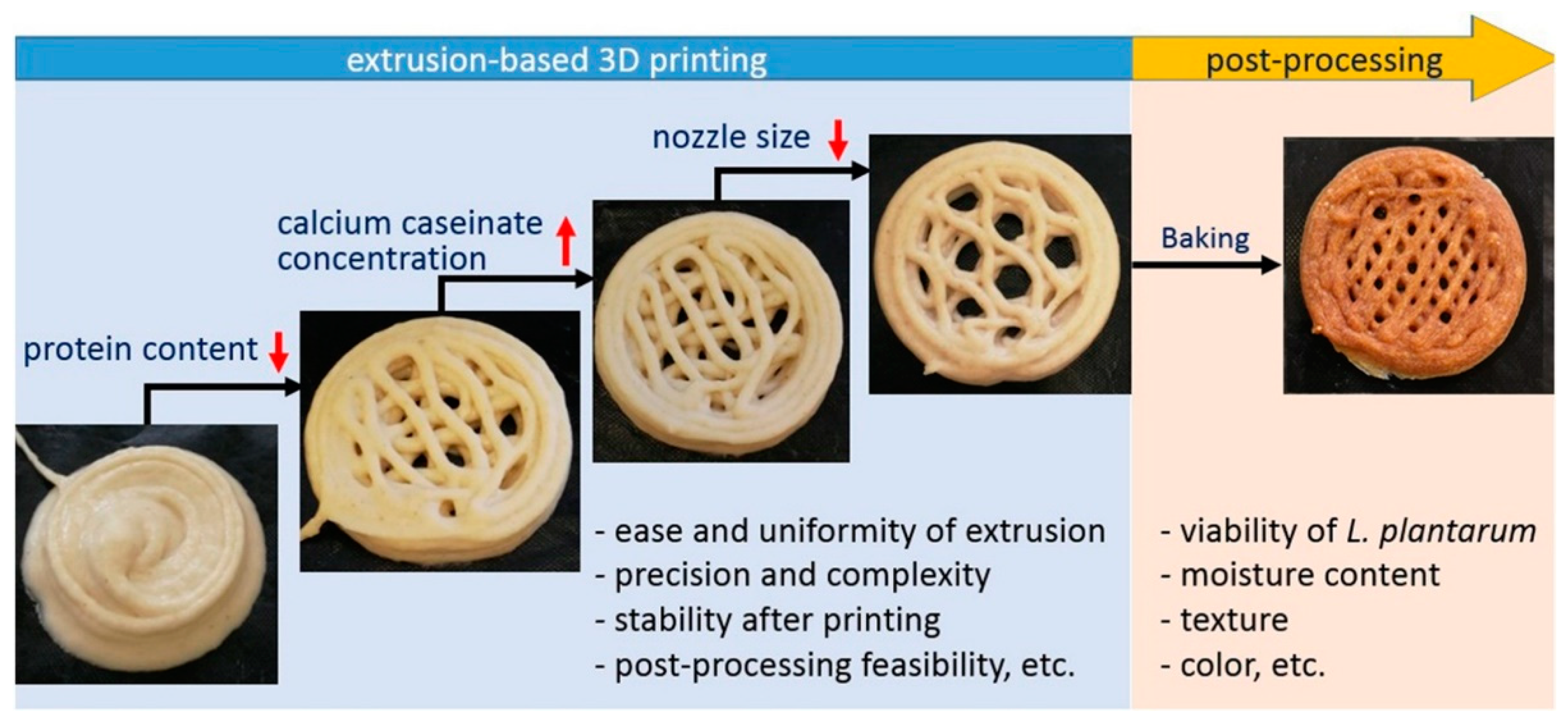

Table 1.
Summary of the literature on electrospinning probiotics-loaded polymers (SA: sodium alginate; PVA: polyvinyl alcohol; GI: gastrointestinal).
Table 1.
Summary of the literature on electrospinning probiotics-loaded polymers (SA: sodium alginate; PVA: polyvinyl alcohol; GI: gastrointestinal).
| Probiotic | Polymer | Mechanical properties |
Targeted application |
Morphological parameters |
Ref. |
|---|---|---|---|---|---|
| Lactobacillus acidophilus | Arabic gum/ PVA | Tensile strength = 14.21 ± 0.7 MPa Elongation at break = 27.8 ± 0.3 % |
GI | Diameter > 617 nm Thickness = 0.12 ± 0.01 mm |
[23] |
| Lactobacillus reuteri | PVA | - | Functional fish fillets | Diameter = 381.83 ± 130.69 nm | [24] |
| Lactobacillus plantarum | SA/PVA | - | Food industry | Diameter = 270 ± 64 nm | [25] |
| Lactobacillus paracasei | SA/PVA | - | GI applications |
Diameter = 842 ± 72 nm | [26] |
Table 2.
Summary of the literature on electrospray of probiotics-loaded polymers for GI application (EA: egg albumen).
Table 2.
Summary of the literature on electrospray of probiotics-loaded polymers for GI application (EA: egg albumen).
| Probiotic | Polymer | Average diameter | Ref. |
|---|---|---|---|
| Lactobacillus acidophilus | Alginate–glycerol/Zein | < 550 μm | [30] |
| Lactobacillus acidophilus | EA-SA | < 700 μm | [31] |
| Lactobacillus plantarum | Pectin | - | [32] |
| Lactobacillus plantarum | Ca-alginate-Chitosan | < 500 μm | [33] |
| Lactobacillus plantarum/ Bifidobacterium lactis | Ca-alginate-Chitosan | = 710 μm | [34] |
Table 3.
Summary of the literature on 3D printing probiotic-loaded constructs (SA: sodium alginate; GI: gastrointestinal).
Table 3.
Summary of the literature on 3D printing probiotic-loaded constructs (SA: sodium alginate; GI: gastrointestinal).
| Probiotic | Polymer | Targeted application |
Mechanical Properties |
Ref. |
|---|---|---|---|---|
| Lactobacillus rhamnosus | SA-gelatin |
GI |
Elasticity = 3.56 ± 1.53 at day 0, 1.07 ± 0.69 at day 7 | [4] |
| Escherichia coli/ Bacillus subtilis | Alginate | Prevention device for infections caused by pathogenic bacteria | - | [42] |
| Escherichia coli | SA | Artificial biofilm | - | [43] |
| Escherichia coli | Alginate | Water filtration, metal ion sequestration, or civil engineering | - | [44] |
| Shewanella Oneidensis MR-1 | Alginate-Cellulose | Fabrication of microbial devices | - | [46] |
| P. putida, X. xylinum | Hyaluronic acid (HA)- κ-carrageenan (κ-CA) - fumed silica (FS) | Biomedical and biotechnological applications. Biologically generated functional materials. |
G’’> G’ at strains > 10%; Viscosity < 108 mPa·s Yield stress < 350 Pa |
[47] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



