
Submitted:
29 November 2023
Posted:
29 November 2023
You are already at the latest version
Abstract
This work deals with the analysis of phase composition of sintered Ti-Al-C composite materials under high voltage electrical discharge. The samples of Ti-Al-C powder composites were tested by SEM, Raman spectroscopy and XRD. It was determined that the treatment of the powder by high voltage electrical discharge (HVED) and further sintering at high temperatures using the method of spark plasma sintering (SPS) encourages the formation of the intermetallic reinforcing phases, carbides and different nanocarbon structures like graphene and fullerenes, as well as pure graphite. Intermetallic phases and nanocarbon structures improve mechanical and physical properties of the composites. By using experimental methods mentioned above, the phase composition of Ti-Al-C powder composites obtained at different sintering temperatures was determined.
Keywords:
Electron microscopy
; Composites
; Powder methods
; Spark plasma sintering
; High voltage electrical discharge
; Fullerenes
; Intermetallic phase
; Graphene
1. Introduction
Titanium and its alloys are rapidly becoming an important research object in various fields such as the automotive and aerospace industries. These materials are lightweight and have excellent properties such as high specific strength, chemical resistance and biocompatibility. The combination of these attractive properties makes the alloys suitable for structural, chemical, heat resistance, tribological, and biomedical applications [1,2].
Titanium matrix composites (TMCs) are promising metallic materials widely used in various industrial fields, such as medicine, automotive and aircraft industries. TMC materials are characterized by exceptional properties, including relatively low density, as well as high levels of specific strength and corrosion resistance [3].
The high modulus of elasticity of titanium matrix composites is the main indicator of their use in airframes, and the high relative strength has been the impetus for their use in the engine industry. For example, titanium aluminide-based TMCs at 760°C are 50% lighter compared to nickel-based superalloys for high-temperature compressors [4,5].
Titanium-based alloys and composites often contain aluminium due to their excellent properties such as low density, high elastic modulus, high mechanical strength, and high fatigue resistance, which make them widely used in the aerospace, automotive, and transportation sectors [6,7,8].
Carbon, as a component of titanium alloys and composites, is an excellent heat-resistant material. For example, when used at temperatures above 1000°C, operation from 10 to several 1000 hours is possible, and sometimes approaches 2200°C [9]. The presence of carbon in titanium alloys and composites increases the heat resistance of these materials, increases strength and improves tribological properties.
In Ti-Al-C composites, various processing processes can lead to the formation of the MAX phase, which is a three-layer metal-ceramic material with excellent metal-ceramic properties such as high strength, high hardness, self-lubrication, good electrical and thermal conductivity [10,11,12]. Ti3AlC2 is a typical candidate of the MAX phase and has a multi-layered morphology [13].
Titanium aluminides, such as AlTi3, Al3Ti or TiAl can be found in Ti-Al-C composite materials. It was determined that during heating in molten salts, the synthesis the MAX phase compounds Ti2AlC, Ti3AlC2, and Ti2AlC proceeded between 900–1000°C with the formation of auxiliary phases TiC and TiAl, which decreased in abundance with rising the synthesis temperature [14]. After growing of the synthesis temperature to 1300°C, Ti3AlC2 appeared together with the phases Ti2AlC and TiC. It was established that the synthesis of Ti2AlC allows the formation of initial TiC1-x on graphite and titanium aluminides [14].
The researchers studied the effect of Ti3AlC2 content on the physical, mechanical and arc ablation resistance properties of the produced Cu-Ti3AlC2 composite, and found that Cu-Ti3AlC2 composite properties such as relative density, electrical conductivity, tensile strength and Brinell hardness vary depending on the Ti3AlC2 content in the composites. Samples containing 10, 15, 20, 25, 30 and 35 % of Ti3AlC2 sintered at 800°C were tested. Since the Ti3AlC2 phase has intermediate metallic and ceramic properties, increasing its content in the composite increases the mechanical properties and then starts to decrease [15,16].
In another paper [17], researchers analysed the synthesis, deformation and tribological properties of a new Ti3AlC2 – Ti2AlC MAX phase metal-ceramic composite. The two-phase composition of MAX was synthesized by SPS in a vacuum environment using Ti, Al, and C primary powders. A layered composite was formed, whose deformation mechanism and tribological properties were studied by SEM, TEM, Raman spectroscopy. A detailed analysis of the worn surface showed that the Ti3AlC2 - Ti2AlC two-phase MAX composite is self-lubricating.
After reviewing the literature sources, we can see that Ti-Al-C and other similar systems are widely used in various fields and are constantly researched by scientists from various countries. These materials have excellent physical and mechanical characteristics. The materials we study are characterized not only by the fact that they contain MAX phases and titanium aluminides (intermetallic compounds) in their structure, but also thanks to exposure to a high-voltage electric discharge in kerosene, carbon nanostructures such as graphene, fullerenes, and etc., which is less studied. Therefore, the novelty lies on the specific development of technology of powder treatment allowing to obtain the new composites with improved physical and mechanical properties.
This study helps us to determine the phase composition and microstructure of Ti-Al-C composite powder materials produced by SPS consolidation of the charge after the HVED processing of titanium and aluminium powders in kerosene.
2. Materials and Methods
The samples were prepared from the powder with such composition: 70-75% of titanium and 15% of aluminium. The prepared powder was processed with HVED in liquid kerosene (method is described in detail in [18]). The mass relation of 100 g of hard phase and 1.5 l of kerosene was set to be 1:12. The parameters of HVED are as mentioned here: the stored energy E1 = 1 kJ and the integral (total) energy Esum = 25 MJ kg−1 that is released during the processing of the disperse system. The processing schema is presented in Figure 1.
The samples were sintered in vacuum under the pressure of 50-60 MPa in a graphitic die between the graphitic electrodes (Figure 1b). The sintering duration was 5 minutes for all samples. The temperature and the current used are presented in Table 1. The samples were designated according to the temperature of sintering and the powder composition after HVED. The experimental plan was made, and the research was performed according to it.
After sintering of the powder, the samples (Figure 1c) were mounted on plastic, ground, and polished with the different suspensions containing 1μ, 0.25μ, and 0.05μ abrasive particles (supplied by Advanced Abrasives Corporation) followed by proper washing. They were explored using ZEISS EVO MA10 scanning electron microscope equipped with the Bruker XFlash 6/10 EDX detector.
The dimensions of cylindrical sintered samples were obtained as Ø8 mm × 5 mm.

Table 1.
Data SPS of the powder samples under HVED.
| Designation of specimens | Parameters of SPS | Composition of the powder after HVED treatment | ||
|---|---|---|---|---|
| T, °C | I, A | t, min | ||
| G13 | 950 | 840 | 5 | 75% Ti, 15% Al3Ti, 10% Ti3AlC2 |
| G14 | 960 | 770 | 5 | 70% Ti, 15% Al3Ti, 15% Ti3AlC2 |
| 13 | 985 | 995 | 5 | 75% Ti, 15% Al3Ti, 10% Ti3AlC2 |
| 14 | 1020 | 915 | 5 | 70% Ti, 15% Al3Ti, 15% Ti3AlC2 |
An inVia Raman microscope (Renishaw) was used for Raman scattering measurements. The excitation beam was focused on the sample using a 50× objective. Silicon was used for the calibration of Raman setup. Here the parameters of laser:
- -
- 532 nm wavelength.
- -
- Laser power at the sample surface - 3.5 mW.
- -
- Integration time - 10 s.
- -
- Signal was accumulated 10 times.
The Raman Stokes signal was dispersed with a diffraction grating (2400 grooves/mm) and data was recorded using a Peltier cooled charge-coupled device (CCD) detector (1024×256 pixels). This system yields a spectral resolution of about 1 cm-1.
The XRD analysis was carried out on the D8 Advance diffractometer (Bruker AXS, Karlsruhe, Germany). Here are the parameters of the XRD setup:
- -
- The tube voltage of 40 kV.
- -
- The tube current of 40 mA.
- -
- The X-ray beam was filtered with Ni 0.02 mm filter to select the CuKα wavelength (λ = 1.5406 Ǻ).
- -
- Diffraction patterns were recorded using a fast-counting detector Bruker LynxEye based on silicon strip technology.
- -
- Scanning over the range 2θ = 20–90° at a scanning speed of 6°/min using a coupled two theta/theta scan type.
3. Results and Discussion
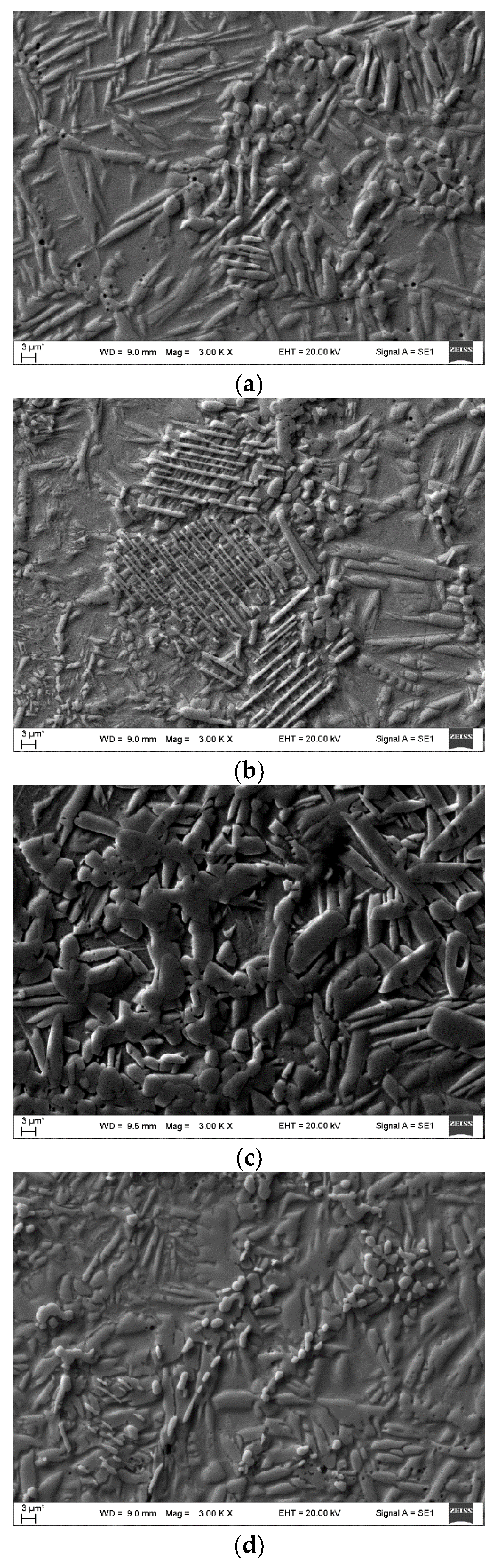
The SEM analysis of the sintered Ti-Al-C powder composites showed that all the samples consisted of a metal matrix and reinforcing particles like carbides and MAX-phases (Figure 2a–c).
It is visible from the micrographs (Figure 2), that the Ti-Al-C powder composites with a heterogenous microstructure contain a huge number of reinforcing particles in the shape of spheres, plates, and needles. The lowest sintering temperature (950°C) gave the biggest number of micro-pores (Figure 2a). With the increased temperature to 960°C and more, the composite became denser with a much lower number of micro-pores (Figure 2b–d).
Figure 2.
Metal matrix and reinforcing particles (carbides, and intermetallic phases) by SEM analysis: a) sample G13, sintered at 950°C; b) sample G14, sintered at 960°C; c) 13, sintered at 985°C; d) sample 14, sintered at 1020°C.
Figure 2.
Metal matrix and reinforcing particles (carbides, and intermetallic phases) by SEM analysis: a) sample G13, sintered at 950°C; b) sample G14, sintered at 960°C; c) 13, sintered at 985°C; d) sample 14, sintered at 1020°C.
The X-Ray analysis results from the previous research work showed that strengthening particles were TiC, Ti3Al and Al4C3 when the composition of the as received powder was 80% Ti, 15% Al3Ti and 5% Ti3AlC2 [18]. For this research we did the elemental mapping of the microstructures with different compositions and sintered at different temperatures of SPS to reveal the distribution of every element in the microstructure and to get data about possible existing reinforcing particles. The mapping micrographs show that the needle-like structure contains more aluminium, and the spherical particles are rich with titanium and carbon (Figure 3). Therefore, we can conclude that the main reinforcing particles can be the carbides of titanium.
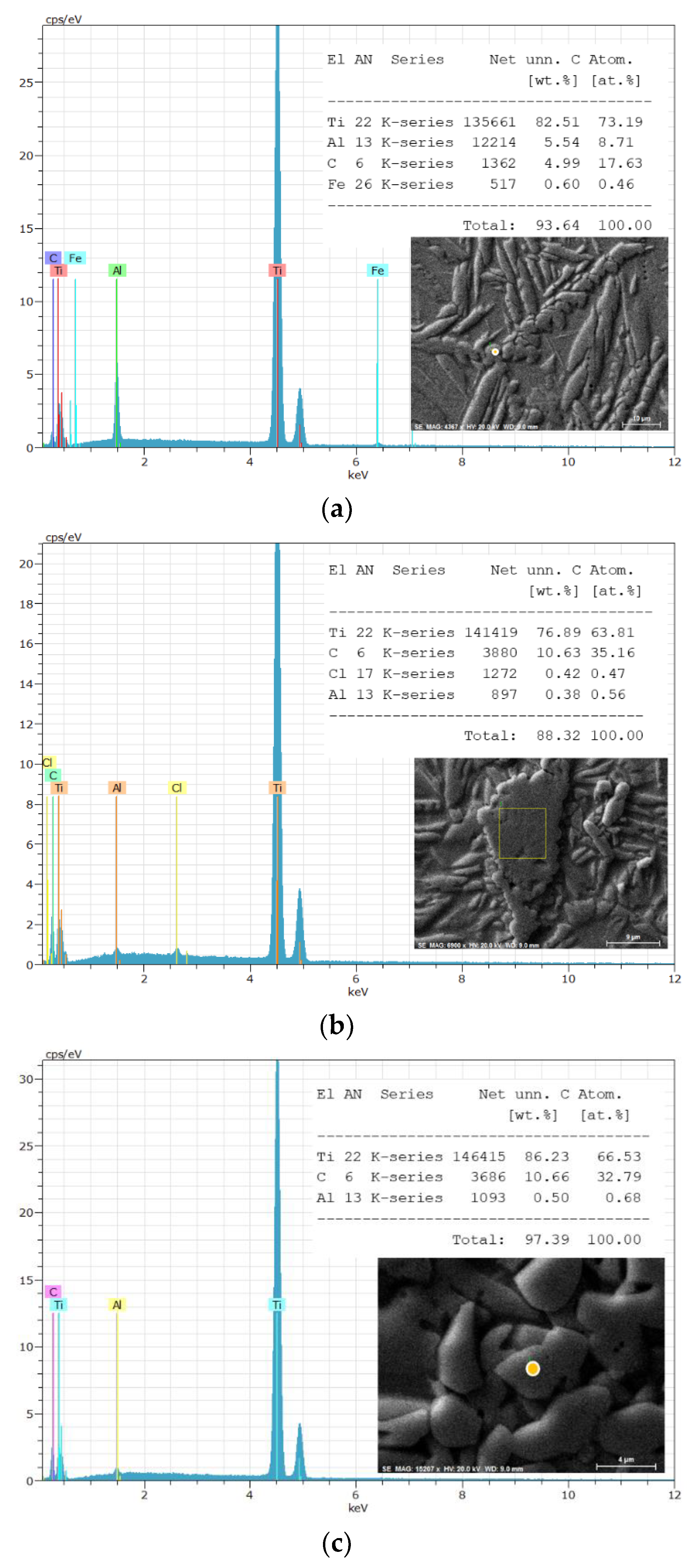
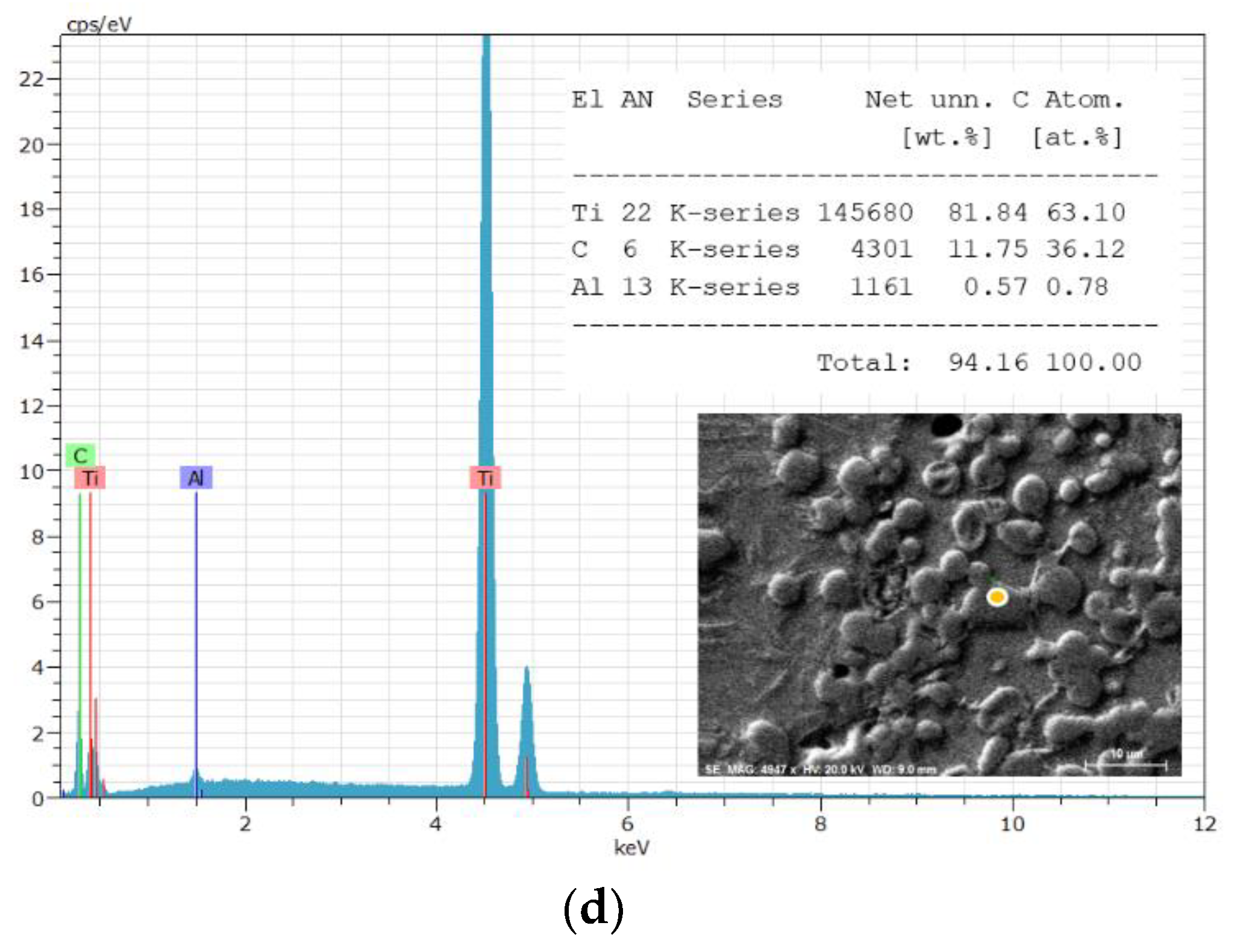
EDS analysis was performed by analysing separate reinforcing particles: spherical and needle-like fractions (Figure 4), and dispersed unknown elements detected at the grain boundaries – possible titanium carbides, located at the grain boundaries [21]. It was determined that the reinforcing particles mainly consist of titanium, however the peaks of carbon and aluminium are visible, especially when the elongated crystal plates where investigated. These crystal plates could be phases of titanium and aluminium [22].
Some micrographs show contamination with iron, possibly due to the presence of steel electrode (Figure 4a).
Figure 4.
The EDS analysis of the samples: a) sample G13, sintered at 950°C; b) sample G13, sintered 960°C; c) sample 13, sintered at 985°C; c) sample 14, sintered at 1020°C.
Figure 4.
The EDS analysis of the samples: a) sample G13, sintered at 950°C; b) sample G13, sintered 960°C; c) sample 13, sintered at 985°C; c) sample 14, sintered at 1020°C.
Raman spectroscopy was performed on the dark carbide particles, dark big areas, and light grains of the matrix. Raman spectroscopy analysis of the results was made by comparing the values of the intensity of the peaks obtained and the ones found in the literature resources. The review is presented in Table 2.
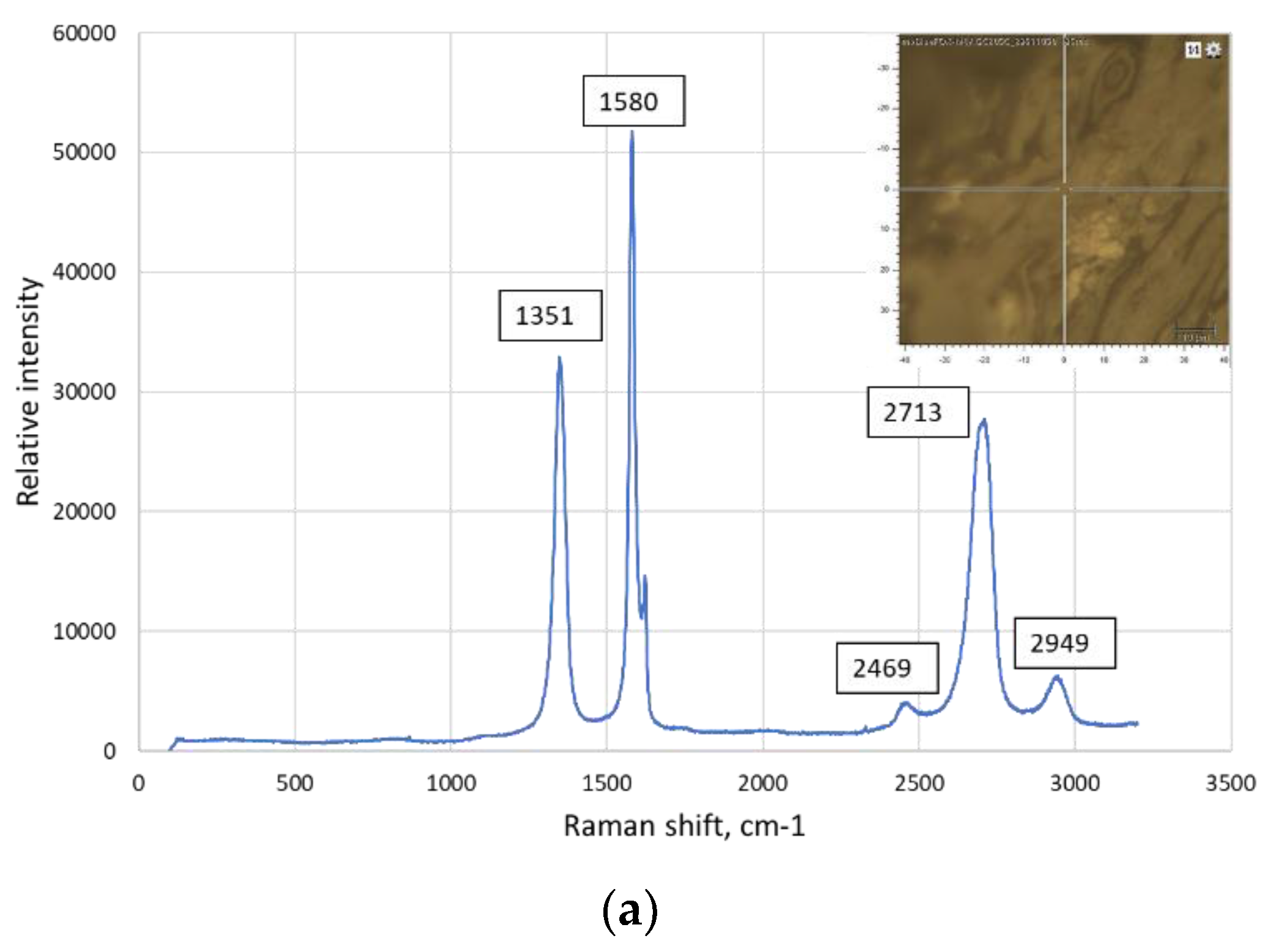
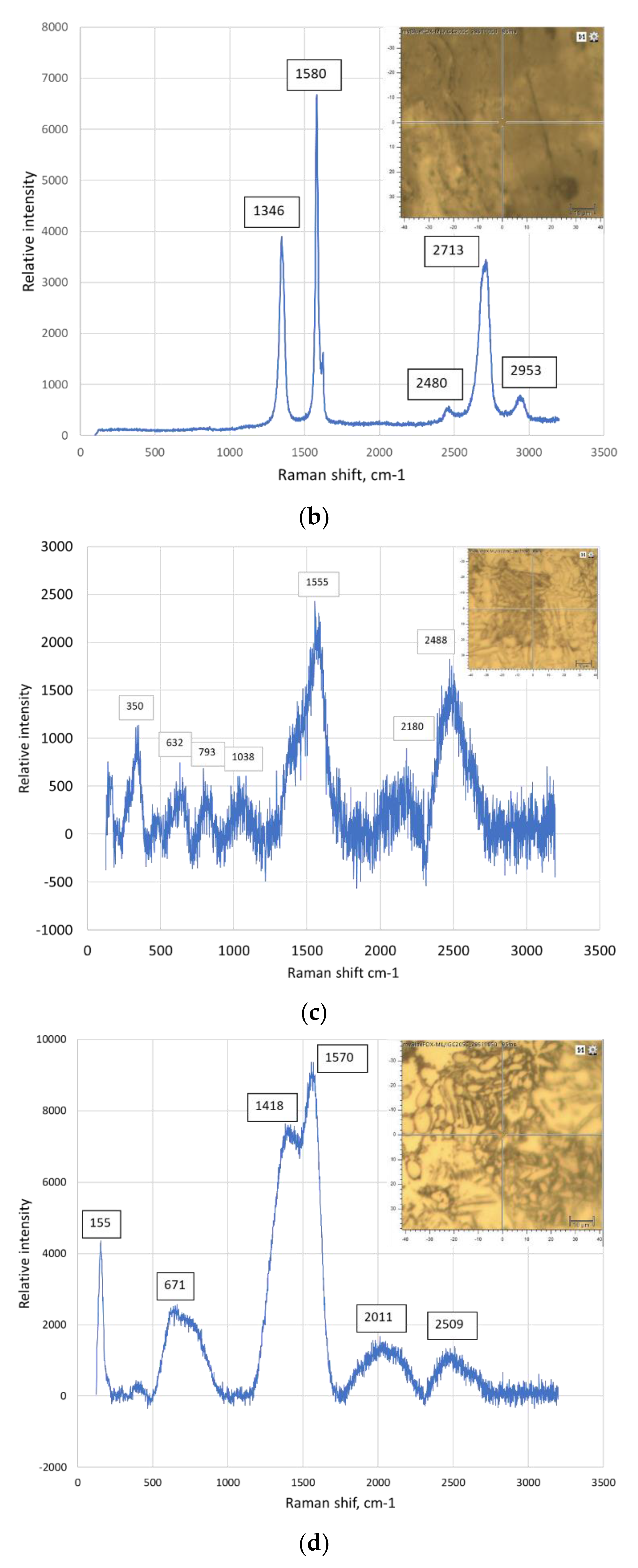
The results of Raman spectroscopy analysing the Ti-Al-C powder composites are presented in Figure 5.
The results of Raman spectroscopy showed that the dark areas of the Ti-Al-C powder composites revealed the peaks corresponding to the carbon nanostructures like fullerenes C60 and C70, graphene or crystalline graphite (Figure 5a,b). The strong peak at about 1580cm-1 was detected in all samples, but it is hard to indicate the nature of the carbon nanostructure since some literature resource states that this peak corresponds to the graphene [32,34] and the others – to the crystalline graphite [27,35]. The literature resource [31] proves the existence of graphene which presents peak at about 1555 cm-1. Graphene is believed to be one of the most promising materials that reinforce the metal matrix composites due to its strengthening of the sintered powder materials [24,26,32,34,37].
The areas with small reinforcing particles show different characters of the Raman curves [Figure 5c,d]. The figures present strong peaks at 1555 cm-1 and 1570 cm-1., which could be obtained due to the graphene [28,30,31].
Table 2.
The identification of the peaks observed in Raman spectra.
| The position of the peak or the group of the peaks, cm-1 | The identification of the peak | The references | |
|---|---|---|---|
| 125 | Ti3AlC2 | [23] | |
| 1 | 148-154 | Al-C alloy | [24], [25], [26] |
| 150 | Ti2AlC | [23] | |
| 183, 201 | Ti3AlC2 | [23] | |
| 2 | 208-213 | Al(Ti)-C alloy | [24], [25], [26] |
| 3 | 256-267 | Al(Ti)-C alloy | [24], [25], [26] |
| 262, 268 | Ti2AlC | [23] | |
| 4 | 271-273 | C60 | [27] |
| 270 | Ti3AlC2 | [23] | |
| 365 | Ti2AlC | [23] | |
| 5 | 415-431 | Al(Ti)-C alloy | [24], [25], [26], [27] |
| 6 | 488-497 | C70 | [27], [28] |
| 7 | 608-613 | Al(Ti)-C alloy | [24], [25], [26], [29] |
| 623 | Ti3AlC2 | [23] | |
| 8 | 632-633 | Ti3AlC2 | [22] |
| 663 | Ti3AlC2 | [23] | |
| 9 | 771-773 | C60 | [27], [30] |
| 10 | 820-840 | Al4C3 | [24] |
| 11 | 1234-1252 | C60 | [27], [30] |
| 12 | 1331 | Graphene (D band) | [31] |
| 13 | 1340 | Graphene (D band) | [30] |
| 14 | 1350 | Graphene (D band) | [32], [33], [34] |
| 15 | 1355-1360 | C60 | [26] |
| 16 | 1419-1422 | C60 | [27] |
| 17 | 1462-1469 | C60 | [27], [28] |
| 18 | 1555 | Graphene (G band) | [31] |
| 19 | 1575-1576 | Graphene (G band) | [30], [28] |
| 20 | 1580-1583 | Crystalline graphite | [27], [35] |
| 21 | 1580-1600 | Graphene (G band) | [32], [34] |
| 22 | 1584-1590 | C70 | [29], [33] |
| 23 | 2700-2720 | The overtone of the line at 1355 cm-1 | [36], [34] |
| 24 | 2930-2950 | Ti-C alloy | [36] |
| 25 | 2320 | Ti-C alloy | [36] |
| 26 | 2690-2700 | Graphene (2D band) | [30], [32], [35] |
The peaks observed in the region between 2300cm-1 and 3000cm-1 refer, probably, to the Ti-C alloy with the exception the peak at about 2713cm-1, which is the overtone of the peak at 1355 (in our case 1346cm-1 and 1351cm-1) [36]. One sample showed the peak at about 632 cm-1 (Figure 5c) and it could refer to Ti3AlC2 [22]. Furthermore, it is determined, that the MAX phase Ti2AlC, which occurs below 900°C, transforms into MAX phase Ti3AlC2 when the temperature increases above 900°C [23]. In our case, sintering temperature is from 950°C to 1020°C, so, the existence of Ti3AlC2 could be possible.
Comparing the obtained results with the data found from scientific resources we can conclude that the proposed method of HVED treatment in the kerosene including SPS enables to obtain the metal matrix composites reinforced with the carbon nanostructures that develop the mechanical, electrical, thermal properties, such as heat wear resistance [32,34,37].
Figure 5.
The Raman analysis of the samples with a composition: a) 75% Ti, 15% Al3Ti, 10% Ti3AlC2 sintered at 950°C; b) 70% Ti, 15% Al3Ti, 15% Ti3AlC2 sintered at 950°C; c) 75% Ti, 15% Al3Ti, 10% Ti3AlC2 sintered at 985°C; d) 70% Ti, 15% Al3Ti, 15% Ti3AlC2 sintered at 1020°C.
Figure 5.
The Raman analysis of the samples with a composition: a) 75% Ti, 15% Al3Ti, 10% Ti3AlC2 sintered at 950°C; b) 70% Ti, 15% Al3Ti, 15% Ti3AlC2 sintered at 950°C; c) 75% Ti, 15% Al3Ti, 10% Ti3AlC2 sintered at 985°C; d) 70% Ti, 15% Al3Ti, 15% Ti3AlC2 sintered at 1020°C.
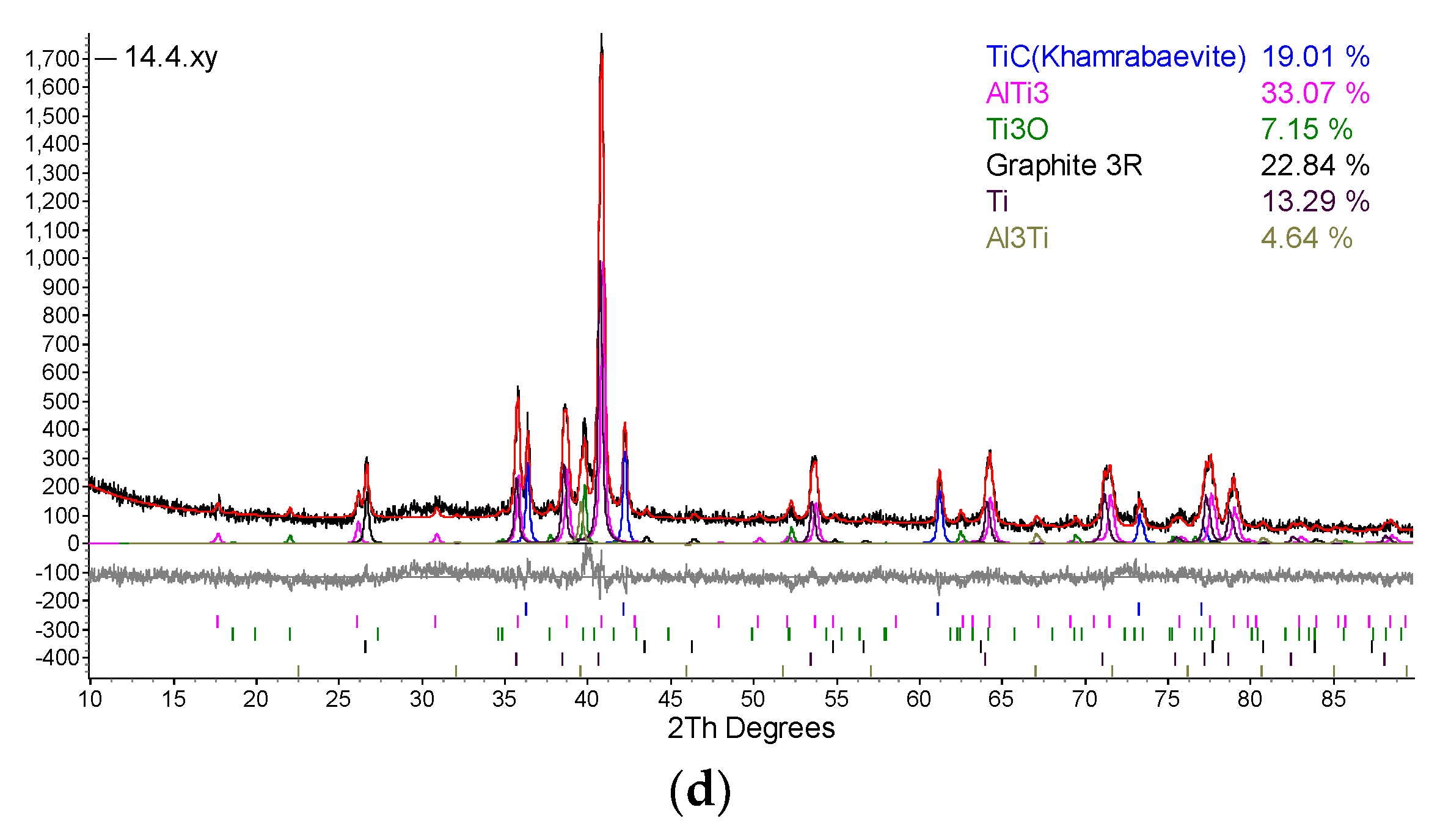
The detailed phase composition was obtained by X-Ray diffraction (Figure 6). It is worth noting that graphene cannot be detected by X-ray diffraction. Graphene is composed of a single layer (monolayer) of carbon atoms tightly bound together in a hexagonal lattice [38]. This is an allotropy of carbon. When graphene layers stack on top of each other, graphite is formed. Separated graphene layers in graphite are retained by Van der Waals forces, which can be broken up during exfoliation. Then you get graphene. At least two parallel planes of atoms are required for X-ray diffraction to occur. Therefore, graphene is almost undetectable in the X-ray diffractogram. So, where graphite is identified by XRD, it is graphite. Because the main most intense maximum at 2TH=26.40 degrees shows that the graphene layers are already packed into the graphite lattice.
Considering the carbon nanostructures detected in the Ti-Al-C powder composites, we can conclude that different allotropies of carbon were found in the microstructure – graphene, fullerenes, and graphite.
Two types of the intermetallic phases and one type of carbide were detected existing in the microstructure: AlTi3, Al3Ti, and TiC, respectively.
Figure 6.
The XRD analysis of the samples: a) sample G13, sintered at 950°C; b) sample G14, sintered at 950°C; c) sample 13, sintered at 985°C; d) sample 14, sintered at 1020°C.
Figure 6.
The XRD analysis of the samples: a) sample G13, sintered at 950°C; b) sample G14, sintered at 950°C; c) sample 13, sintered at 985°C; d) sample 14, sintered at 1020°C.
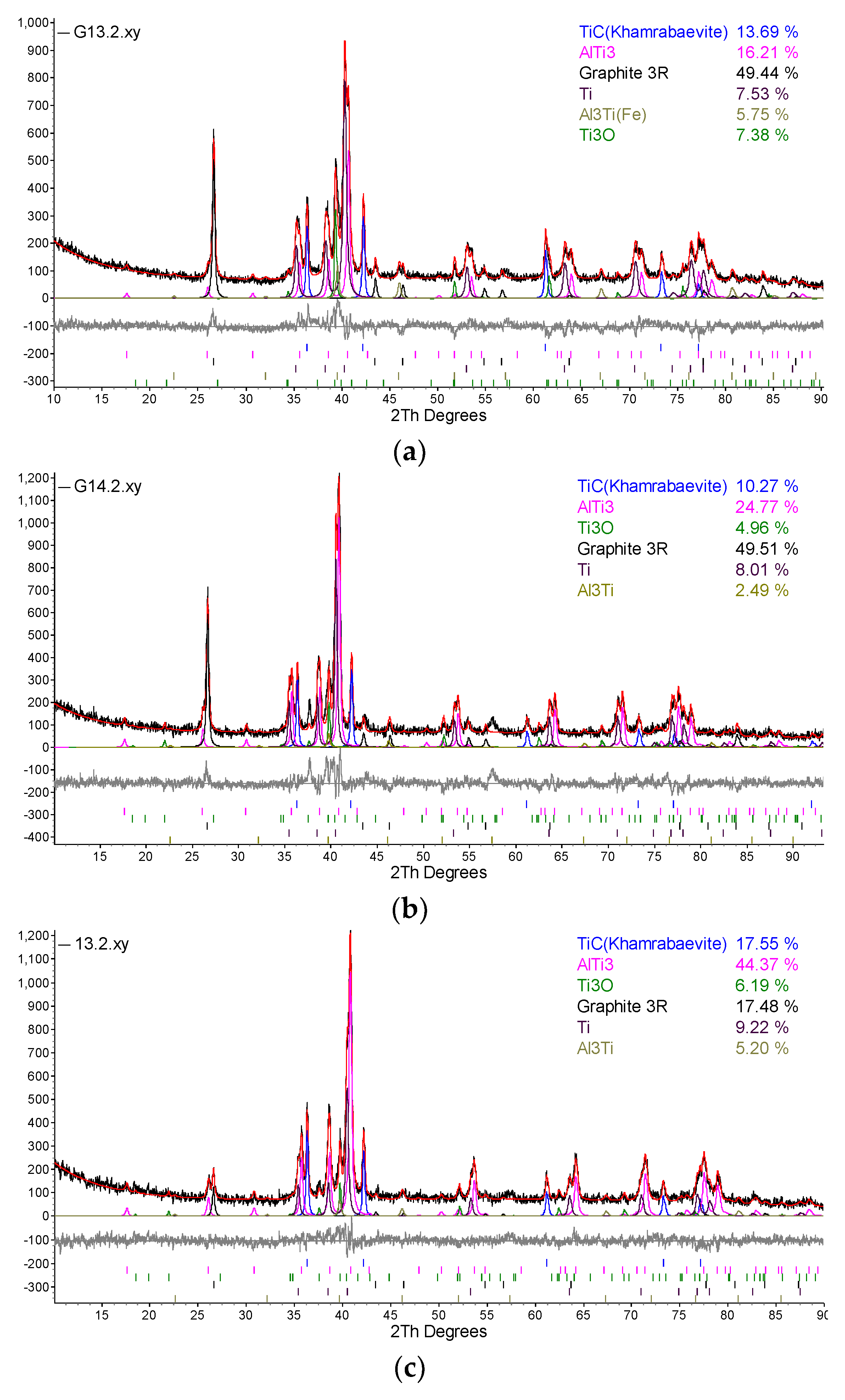
The samples G13 and G14 showed a lot of graphite formed in the composition of the material, then the hardness will decrease, as it did not react with titanium. This means that when processing the powders, the specific energy was higher than necessary and excess graphite appeared. It is necessary to regulate the amount of energy during processing so that there is no excess graphite, and it can all react during processing, and the small amount that remains during sintering. Therefore, the parameters of the technology of HVED+SPS should be improved.
Despite the high content of the graphite, the microhardness measured in the previous work [18] was obtained from 400 to 600 HV. This means that the graphite is equally distributed and does not decrease the mechanical properties of the material.
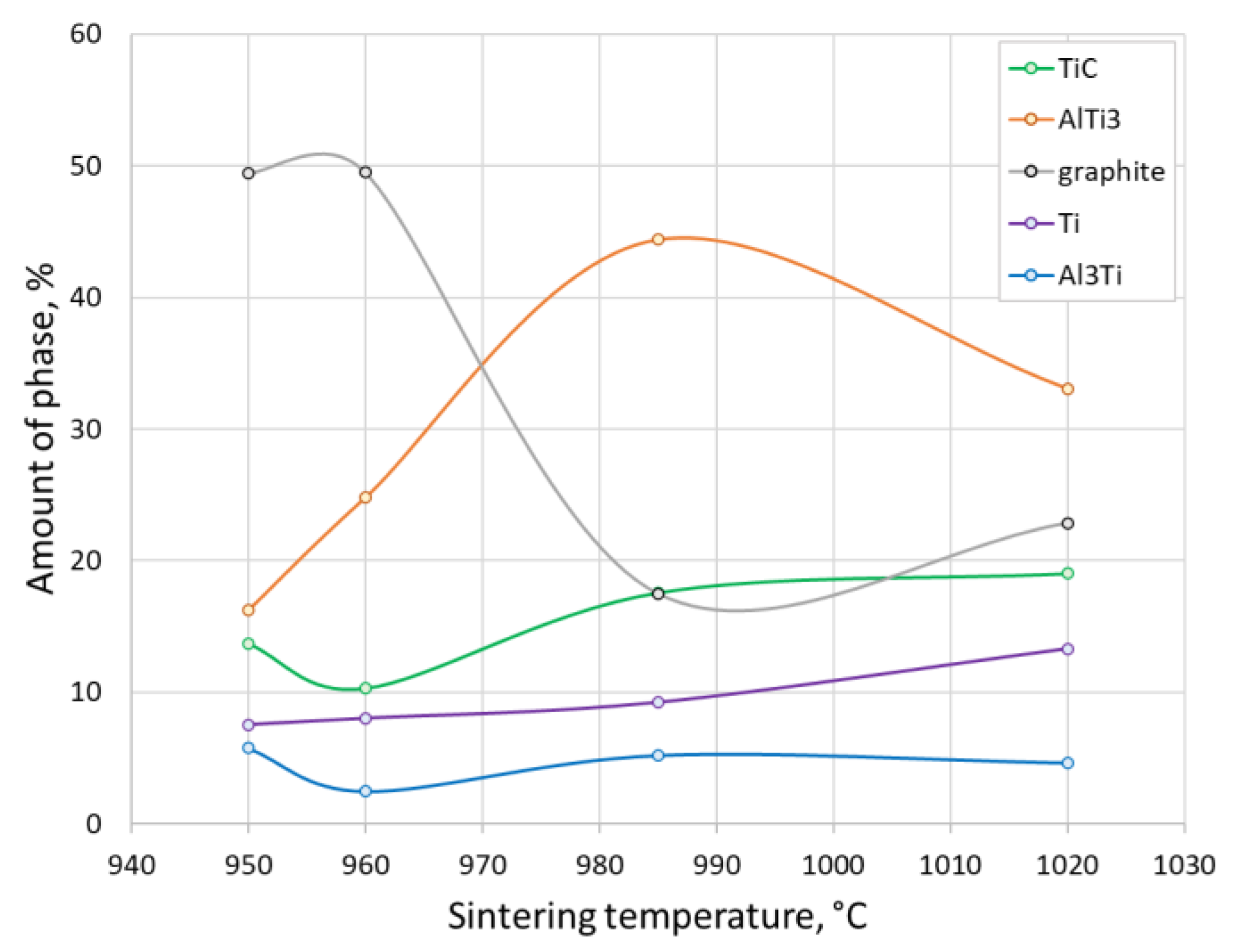
XRD analysis of the samples showed that they are composed of different amounts of intermetallics like Al3Ti and AlTi3 (Figure 6). These materials have high melting points, high mechanical strength, oxidation resistance and low densities [39]. The phase composition of the different samples treated under different technological parameters obtained from XRD results are presented in Figure 7. Comparing the contents of Al3Ti and AlTi3 the AlTi3 is dominant, which is less stable than the Al3Ti.
5. Conclusions
This research was focused on the dependence of SPS parameters on the final phase composition and microstructure of the Ti-Al-C powder materials. This study investigated the Ti-Al-C composite powder materials produced by SPS consolidation of the powder mixture after the HVED processing of titanium and aluminium powders in kerosene. An experimental plan was developed which allowed us to establish the relationship between experimental parameters and results.
The SEM analysis showed the microstructure with a big number of reinforcing particles - shape of globular particles and elongated needles distributed randomly in clusters all over the surface as a matrix. Samples have few pores on their surfaces. The lower temperatures gave more pores. The elemental mapping of the Ti-Al-C composite powder materials allowed to determine the distribution of Ti, Al, and C in the microstructure. It was observed that the spherical particles consisted mainly of titanium and carbon since the elongated grains revealed mostly aluminium and less titanium. Here, the line intensity of carbon was obtained to be low. Probably, the phases of TiC and Ti3AlC2 were detected, carbide and MAX-phase, respectively.
Raman analysis of the composites revealed the existence of carbon nanostructures in the microstructure. The dominant carbon nanostructure was graphene and fullerenes C60 and C70. These nanostructures increase strength and tribological properties of the material. Some detected peaks were not determined and will be investigated in further study.
XRD analysis showed that samples contain such phases like TiC, AlTi3, Al3Ti and that strengthen material and increase heat resistance of composites. The samples show the formed different amount of graphite depending on the sintering temperature – increasing temperature decreases the excess graphite.
Considering the carbon nanostructures detected in the Ti-Al-C powder composites, we can conclude that different allotropies of carbon were found in the microstructure – graphene, fullerenes, and graphite. The previous investigation showed that the microhardness was sufficient – 400-600 HV, it means that the graphite is distributed equally and does not decrease the mechanical properties of the material. Despite of that, the technological parameters of the HVED+SPS procedure should be improved.
Further investigation of Ti-Al-C composites will be performed according to the tasks of the joint project of Lithuania and Ukraine.
Author Contributions
Conceptualization, R.K.J. and O.S.; methodology, O.S., SEM analysis, R.K.J., XRD analysis R.K.J.; literature review R.K.J., D.M. L.G and I.V; writing—original draft preparation, R.K.J.; writing—review and editing, O.S.; funding acquisition, R.K.J and O.S. All authors have read and agreed to the published version of the manuscript.
Funding
The presented work was performed with partial financial support from the Research Council of Lithuania and the Ministry of Education and Science of Ukraine in the framework of “Application of high-concentrated energy flows for producing nanostructured polyfunctional composite materials” joint project according to the results of joint Ukrainian-Lithuanian R&D projects for the period of 2022 – 2023 contest (Reg. No. P-LUP-22-5).
Acknowledgments
In addition, the authors would like to express their gratitude to the Armed Forces of Ukraine for their bravery which made this work possible even in the dark times of war.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
References
- Welsch, G.; Boyer, R.; Collings, E. Materials Properties Handbook: Titanium Alloys; ASM international, 1993. [Google Scholar]
- Leyens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications Weinheim: Chichester: Weinheim: Wiley-VCH; Chichester: John Wiley distributor c2003.
- Bin, Z.; Faming, Z.; Farhad, S.; Caiyun, S. Graphene-TiC hybrid reinforced titanium matrix composites with 3D network architecture: Fabrication, microstructure and mechanical properties. Journal of Alloys and Compounds 2021, 859, 157777. [Google Scholar] [CrossRef]
- Bakshi, S.R.; Agarwal, A. An analysis of the factors affecting strengthening in carbon nanotube reinforced aluminum composites. Carbon 2011, 49, 533–544. [Google Scholar] [CrossRef]
- Singerman, S.; Jackson, J. Superalloys 1996, eds. R.D. Kissenger, D.J. Deye, D.L. Anton, A.D. Cetel, M.V. Nathal, T.M. Pollock, and D.A. Woodford. Warrendale, PA: TMS. p. 579.
- Priyaranjan, S.; Pandu, R.V.; Meher, A.; Manas, M.M. Recent progress in aluminum metal matrix composites: A review on processing, mechanical and wear properties. Journal of Manufacturing Processes, 2020, 59, 131–152. [Google Scholar] [CrossRef]
- Bhoi, N.K.; Singh, H.; Pratap, S. Developments in the aluminum metal matrix composites reinforced by micro/nano particles – a review. JComposMater, 2020, 54, 813–833. [Google Scholar] [CrossRef]
- Metal matrix composites for automotive applications; Anthony, M., Schultz, B.F., Rohatgi, P.K., Gupta, N. E. A., Eds.; John Wiley & Sons, 2014. [Google Scholar] [CrossRef]
- Krishan, K. C. Carbon Fiber/Carbon Matrix Composites. Composite Materials 2019. [Google Scholar]
- Yuan, Q.; Li, X.; Xu, H.; Song, P.; Lu, J. Microstructure and fracture toughness of in-situ nanocomposite coating by thermal spraying of Ti3AlC2/Cu powder. Ceram. Int. 2019, 45, 13119–13126. [Google Scholar]
- Yu, W.B.; Zhao, H.B.; Hu, X.S. Anisotropic mechanical and physical properties in textured Ti2AlC reinforced AZ91D magnesium composite. J. Alloy. Compd. 2018, 732, 894–901. [Google Scholar] [CrossRef]
- Yu, W.B.; Wang, X.J.; Zhao, H.B.; Ding, C.; Huang, Z.; Zhai, H.; Guo, Z.; Xiong, S. Microstructure, mechanical properties and fracture mechanism of Ti2AlC reinforced AZ91D composites fabricated by stir casting. J. Alloy. Compd. 2017, 702, 199–208. [Google Scholar] [CrossRef]
- Liu, A.; Yang, Q.; Ren, X.; Meng, F.; Wu, G. Energy- and cost-efficient NaCl-assisted synthesis of MAX-phase Ti3AlC2 at lower temperature. Ceram. Int. 2019, 46, 6934–6939. [Google Scholar] [CrossRef]
- Galvin, T.; Hyatt, N.C.; Rainforth, W.M.; Reaney, I.M; Shepherd, D. Molten salt synthesis of MAX phases in the Ti-Al-C system. Journal of the European Ceramic Society 2018, 38, 4585–4589. [Google Scholar] [CrossRef]
- Xiaochen, H.; Yi, F.; Gang, Q.; Hao, Z.; Jingcheng, Z.; Xuebin, Z. Physical, mechanical, and ablation properties of Cu–Ti3AlC2 composites with various Ti3AlC2 contents. Materials Science and Technology 2018, 34, 757–762. [Google Scholar] [CrossRef]
- Kaczmar, J.W.; Pietrzak, K.; Włosiński, W. The production and application of metal matrix composite materials. J Mater Process Technol. 2000, 106, 58–67. [Google Scholar] [CrossRef]
- Magnus, C.; Cooper, D.; Sharp, J.; Rainforth, W.M. Microstructural evolution and wear mechanism of Ti3AlC2 – Ti2AlC dual MAX phase composite consolidated by spark plasma sintering (SPS). Wear, 2019, 438–439, 203013. [Google Scholar] [CrossRef]
- Kandrotaitė Janutienė, R.; Mažeika, D.; Dlouhy, J.; Syzonenko, O.; Torpakov, A.; Lipian, E.; Baltušnikas, A. Investigation of the microstructure of sintered Ti-Al-C composite powder materials under high-voltage electrical discharge. Materials 2023, 16, 5894. [Google Scholar] [CrossRef]
- Bruker AXS, TOPAS V4: General Profile and Structure Analysis Software for Powder Diffraction Data. Users Manual, Bruker AXS, Karlsruhe, Germany, 2008.
- Cheary, R.W.; Coelho, A.A.; Cline, J.P. Fundamental Parameters Line Profile Fitting in Laboratory Diffractometers. Physics Journal of Research of the National Institute of Standards and Technology 2004, 109, 1–25. [Google Scholar] [CrossRef]
- Shang, C.; Zhang, F.; Wang, J.; Chen, F. Interface configuration effect on mechanical and tribological properties of three-dimension network architectural titanium alloy matrix nanocomposites. Composites Part A 2022, 158, 106981. [Google Scholar] [CrossRef]
- Loupias, L.; Morais, C.; Morisset, S.; Canaff, C.; Li, Z.; Brette, F.; Chartier, P.; Giugnard, N.; Maziere, L.; Mauchamp, V.; Cabioc’h, T.; Habrioux, A.; Celerier, S. Guideline for synthesis and surface chemistry characterization of 2D Mo/Ti solid solutions based MXene. Application to hydrogen evolution reaction in alkaline media. Preprint.
- Torres, C.; Quispe, R.; Calderon, N.Z.; Eggert, L.; Hopfeld, M.; Rojas, C.; Camargo, M.K.; Bund, A.; Schaaf, P.; Grieseler, R. Development of the phase composition and the properties of Ti2AlC and Ti3AlC2 MAX-phase thin films – A multilayer approach towards high phase purity. Applied Surface Science 2021, 537, 147864. [Google Scholar] [CrossRef]
- Yolshina, L.A.; Muradymov, R.V.; Korsun, I.V.; Yakovlev, G.A.; Smirnov, S.V. Novel aluminum-graphene and aluminum-graphite metallic composite materials: Synthesis and properties. Journal of Alloys and Compounds 2016, 663, 449–459. [Google Scholar] [CrossRef]
- Choi, H.J.; Shin, J.H.; Bae, D.H. The effect of milling conditions on microstructures and mechanical properties of Al/MWCNT composites. Composites Part A 2012, 43, 1061–1072. [Google Scholar] [CrossRef]
- Choi, K.; Seo, J.; Bae, D.; Choi, H. Mechanical properties of aluminum-based nanocomposite reinforced with fullerenes. Transactions of Nonferrous Metals Society of China 2014, 24, s47–s52. [Google Scholar] [CrossRef]
- Luo, Z.; Loo, B.H.; Yao, J. Uniformly-assembled metal nanoparticles on anodic aluminum oxide (AAO) applied in surface-enhanced Raman spectroscopy. Mater. Res. Soc. Symp. Proc 2011, 1351. [Google Scholar] [CrossRef]
- Brett Kimbrell, J.; Crittenden, C.M.; Steward, W.J.; Khan, F.A.; Gaquere-Parker, A.C.; Stuart, D.A. Analysis of mixtures of C60 and C70 by Raman spectroscopy. Nanoscience Methods 2014, 3, 40–46. [Google Scholar] [CrossRef]
- Chernogorova, O.; Potapova, I.; Drozdova, E.; Sirotinkin, V.; Soldatov, A.V.; Vasiliev, A.; Ekimov, E. Structure and physical properties of nanoclustered graphene synthesized from C60 fullerene under high pressure and high temperature. Appl.Phys.Lett 2014, 104, 043110. [Google Scholar] [CrossRef]
- Mahmood, S.; ud Din, R.; Khan, M.; Shahzad, M.; Fayas Khan, M.; Akhtar, S.; Mateen, A.; Wadood, A. Microstructure, consolidation, electrochemical, and mechanical performance of titanium (Ti) composites reinforced by graphene nanoplatelets (GNPs) via mechanical alloying. Materials Chemistry and Physics 2022, 285, 126142. [Google Scholar] [CrossRef]
- Bezerra, I.; Freire, P.T.C.; Oliveira, N.C.; Cruz Viana, B. Throwing light on an uncommon preservation of Blattodea from the Crato Formation (Araripe Basin, Cretaceous). Revista Brasileira de Palentologia 2018. [CrossRef]
- Wang, H.; Zhang, H.; Cheng, X.; Mu, X.; Chang, S.; Feng, K.; Zhang, J. Microstructure evolution and mechanical properties of graphene reinforced Ti-6Al-4V matrix composites: Defective vs high-quality graphene. Journal of Alloys and Compounds 2023, 969, 172346. [Google Scholar] [CrossRef]
- Sizonenko, O.; Prokhorenko, S.; Torpakov, A.; Žak, D.; Lypian, Y.; Wojnarowska-Nowak, R.; Polit, J.; Sheregii, E.M. The metal-matrix composites reinforced by the fullerenes. AIP Advances 2018, 8, 085317. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, H.M.; Cheng, X.W.; Chang, S.; Mu, X.N. Effect of ball milling time on microstructure and mechanical properties of graphene nanoplates and TiBw reinforced Ti-6Al-4V alloy composites. Materials Science and Engineering A 2022, 861, 144240. [Google Scholar] [CrossRef]
- Mallik, A.K.; Das, M.; Ghosh, S.; Chakravarty, D. Spark plasma sintering of Ti-diamond composites. Ceramics International 2019, 45, 11281–11286. [Google Scholar] [CrossRef]
- Cai, K.J.; Zheng, Y.; Shen, P.; Chen, S.Y. TiCx-Ti2C nanocrystals epitaxial graphene-based lamellae by pulsed laser abliation of bulk TiC in vacuum. CrystEngComm 2014, 16, 5466. [Google Scholar] [CrossRef]
- Chi, F.; Hou, J.; Cui, G.; Zhong, B.; Chen, W. Effects of mixing methods on the interface and microstructure evolution of graphene platelets/Ti-6Al-4V powder composites fabricated by powder metallurgy and extrusion. Surfaces and Interfaces 2023, 36, 102553. [Google Scholar] [CrossRef]
- Editorial. All in the graphene family – A recommended nomenclature for two-dimensional carbon materials. Carbon 2013, 65, 1–6. [CrossRef]
- Gutierrez, K.; Rodriguez, J.; Array, Y.; Luiggi, N. Topological study of charge density in AlTi, AlTi3 and Al3Ti intermetallics. Journal of Computational Methods in Sciences and Engineering 2012, 12, 361–370. [Google Scholar] [CrossRef]
Figure 1.
Schema of the preparation of the Ti-Al-C composite powder samples: a) powder treatment by HVED; b) sintering of the samples after HVED; c) samples as received.
Figure 1.
Schema of the preparation of the Ti-Al-C composite powder samples: a) powder treatment by HVED; b) sintering of the samples after HVED; c) samples as received.
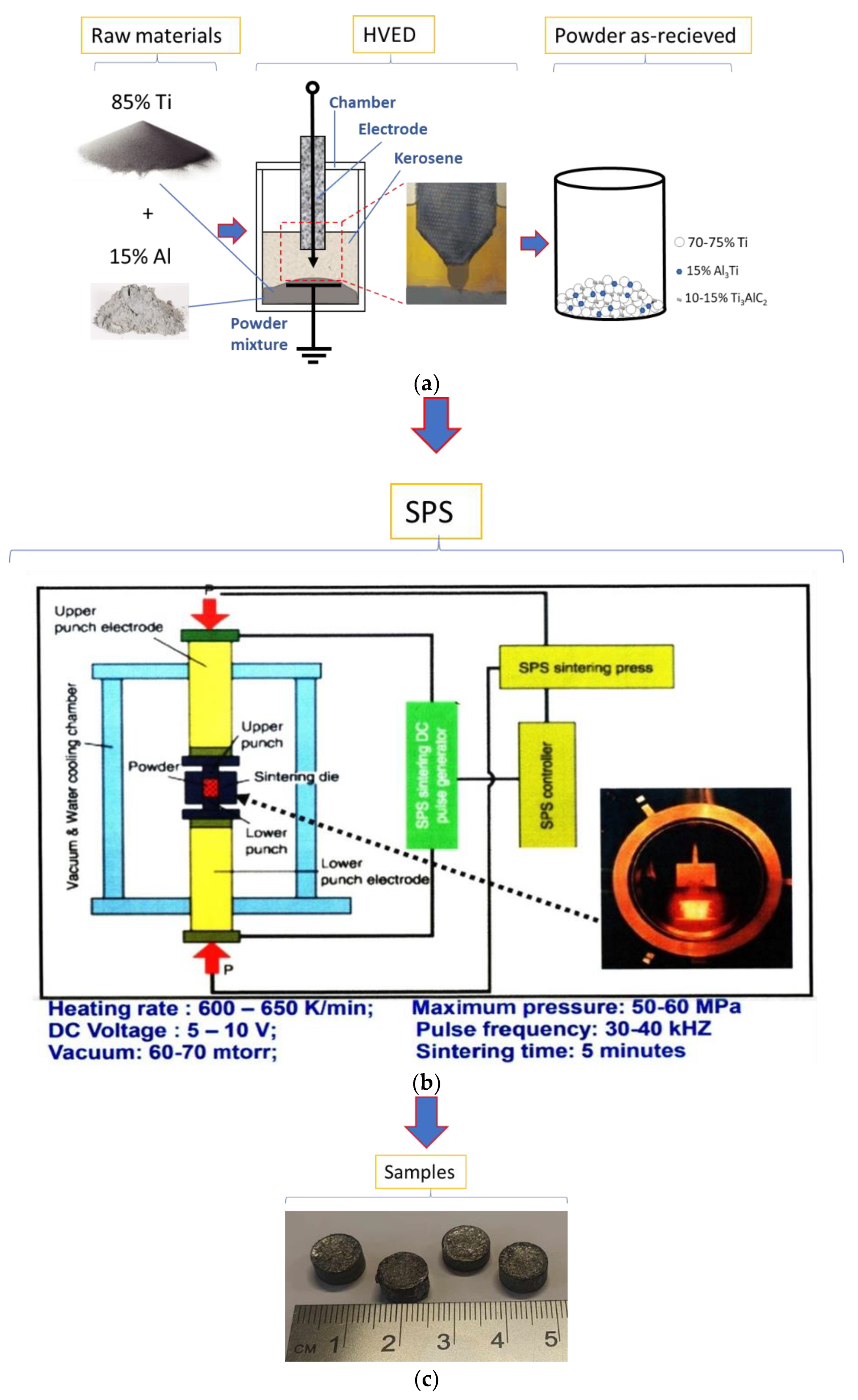
Figure 3.
The elemental mapping of the samples: a, b) sample G13, sintered at 950°C; c, d) sample G14, sintered at 960°C; e, f) sample 13, sintered at 985°C; g, h) sample 14, sintered 1020°C.
Figure 3.
The elemental mapping of the samples: a, b) sample G13, sintered at 950°C; c, d) sample G14, sintered at 960°C; e, f) sample 13, sintered at 985°C; g, h) sample 14, sintered 1020°C.
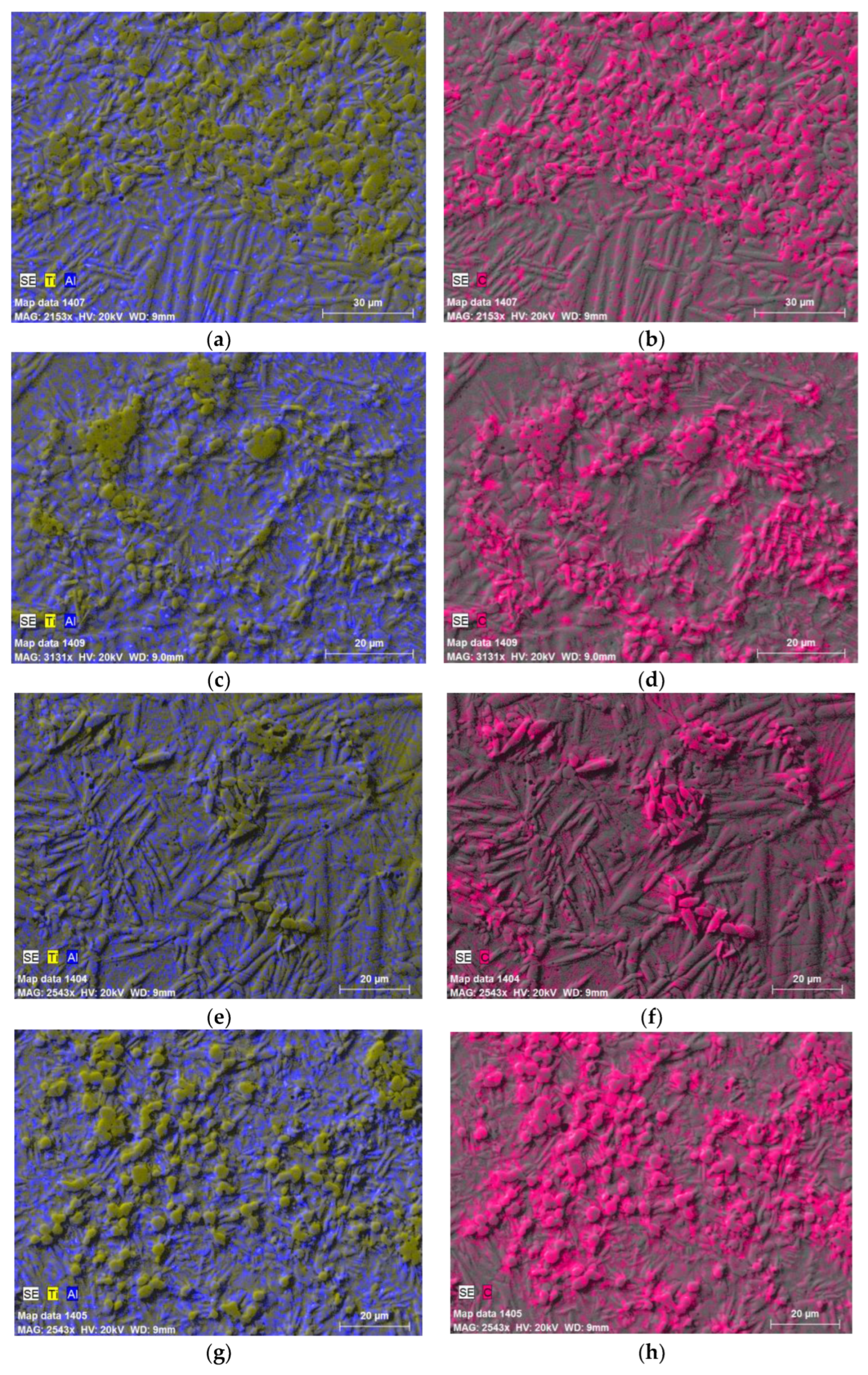
Figure 7.
The content of phase composition of Ti-Al-C powder materials depending on the sintering temperature.
Figure 7.
The content of phase composition of Ti-Al-C powder materials depending on the sintering temperature.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



