Submitted:
23 November 2023
Posted:
29 November 2023
You are already at the latest version
Abstract
The enormous potential of renewable bioresources is expected to play a key role in the development of the EU’s sustainable circular economy. In this context, inexhaustible, biodegradable, non-toxic and carbon-neutral forest-origin resources are very attractive for the development of novel sustainable products. The main structural component of wood is cellulose, which, in turn, is the feedstock of nanocellulose, one of the most explored nanomaterials. Different applications of nanocellulose have been proposed, including packaging, functional coatings, insulating materials, nanocomposite fields among others. However, the intrinsic flammability of nanocellulose restricts its use in some industries where fire risk is a concern. This paper overviews the most recent studies of the fire resistance of nanocellulose-based materials, focusing on thin films, coatings and aerogels. Along with effectiveness, increased attention to sustainable approaches is considered in developing novel fire-resistant coatings. The great potential of bio-based fire-resistant materials, combined with conventional non-halogenated fire retardants FRs, has been established. The formulation methods, types of fire retardants and their action modes, and methods used for analysing fire retardancy are discussed in the frame of this overview.
Keywords:
nanocellulose
; coatings
; fire retardancy
; nanomaterials
; aerogels
1. Introduction
Developing a “green” circular economy is highly dependent on the quality and availability of raw sustainable materials. In this regard, lignocelluloses (LCs) are the most abundant and renewable material in the biosphere, with a global annual production of 181.5 billion tons [1] and are of great interest as a natural feedstock for manufacturing value-added products. Lignocellulosic material is typically derived from agro-waste, forest trees and grasses. LCs consist mainly of the polymers that form cell walls, celluloses (40–45 wt%), hemicelluloses (15–35 wt%) and lignin (20–40 wt%) [1]. Two approaches to LC biomass conversion into value-added products are used: lignocellulosic biorefining and syngas production [1]. Syngas produced by LC biomass gasification can be used as feedstock for fuel and chemical manufacturing. In lignocellulosic biorefining, the biomass is separated into its constituents, cellulose, hemicelluloses and lignin, followed by their conversion into bio-based chemicals and materials. The cellulose-derived nanomaterials, nanocrystalline and nanofibrillated cellulose, are of particular interest. Nanocelluloses combining unique properties, such as outstanding mechanical stability, low density, large specific surface area, high aspect ratio and biocompatibility, are a material of increasing interest in packaging and protective coating fields, the implant industry, separation technology, adhesives and many others [2,3]. Significant progress in cellulose-based nanocomposites, including aerogels, has been reported [4].
Depending on the technique used, cellulose pulp can be processed into nanocrystalline cellulose (NCC) and nanofibrillated cellulose (NFC). NCCs, rod-like particles 3–5 nm in diameter and 50–500 nm in length [5], are obtained via hydrolysis of the amorphous region of the cellulose backbone using a mineral acid, typically sulfuric acid [3,6,7]. Partial chain hydrolysis yields cellulose microcrystals MCC, with a particle diameter of 10-50 μm [5] and degree polymerization (DP) between 150 and 300 [8]. NFCs, typically 4–20 nm in diameter and 0.5–2 μm in length [5] are produced through the mechanical treatment of the cellulose fibres. However, NFC slurry can contain micro-sized fibres, referred to as microfibrillated cellulose (MFC), the particle size of which ranges between 10-100 nm in diameter and 0.5-10’s µm in length [5]. The mechanical treatment can be performed using a grinder, microfluidizer, high-pressure homogeniser, twin-screw extruder (TSE) or high-speed blender [9,10,11,12,13,14].
Because the fibrils are combined and kept together by extensive hydrogen bonding, significant energy input is required to disintegrate them. In this respect, an enzymatic or chemical pre-treatment is used to easily dismantle the fibrils. The functionalisation of cellulose fibres by charged moieties facilitates the delamination process due to the swelling of the fibres from increased osmotic pressure inside the fibre wall and electrostatic repulsion [10]. TEMPO (2,2,6,6-Tetramethylpiperidine 1-oxyl) oxidation is the most common method used to pre-treat cellulose [15]. Other methods have also been reported, such as etherification [16], periodate oxidation [9], enzymatic hydrolysis [17] and phosphorylation [10,18,19]. Notably, the crystalline structure of cellulose is retained after mechanical treatment even when combined with chemical modification [14].
The combination of outstanding mechanical performance (tensile modulus at about 143 GPa) [20], biocompatibility, high surface area, transparency and reactivity makes NC suitable for use as a reinforcing material and as a substrate for the production of thin films, coatings and aerogels. The basic approaches to fabricating NC-derived films and nanopapers are casting, coating, papermaking and extrusion [2]. Recently, a novel layer-by-layer (lbl) deposition for coating processing has been applied. The lbl assembly process predominantly relies on electrostatic interactions between polyelectrolytes and charged nanoparticles [21]. Bio-based aerogels are commonly formed by a novel freeze-drying procedure, also known as lyophilisation [4]. Unlike the supercritical drying process used for aerogels made from silica and other conventional materials, freeze-drying results in a highly aligned, honeycomb-like pore structure, yielding higher mechanical performance than conventional foams [22].
One of the critical limitations of cellulose is its low thermal stability, which restricts the exploitation of cellulose-based materials. Fire protection technology offers various treatments and fire retardants to minimise the fire risk of materials and products. Efficiency, applicability and cost are parameters normally considered in fire retardant selection, but increasingly demanding ecological requirements [23] have encouraged researchers and manufacturers to design sustainable FR systems without a toxic footprint.
Three factors are required for combustible material burning: fuel, heat and oxygen, which form the well-known “fire triangle” [24]. At least one of these components must be removed to suppress the fire. When FRs are incorporated, the combustion process becomes controlled in condensed and/or vapour phases through FR action by chemical or physical means. Based on their chemistry, FRs are divided into phosphorous- and nitrogen-containing, halogenated, metal hydroxides and oxides, borates and nanometric particles [24].
Inorganic metal hydroxides, particularly Al(OH)3, are the most used FR, followed by halogen-containing [25]. Metal hydroxides physically dilute combustible matter, as well as release water vapor at high temperatures, which dilutes the flaming gases and sinks the heat [24,26]. To achieve a significant effect, up to 60% by weight of metal hydroxides is required, which can negatively influence the mechanical performance of the material. Halogen-containing FRs work in the vapour phase, scavenging reactive radicals, H• and OH•, thereby inhibiting flame. They are recognised as effective, but their application is prohibited due to their high toxicity, low degradability and tendency to accumulate in the biotic and abiotic systems of the environment [23]. The phosphorus-based FRs (P-FRs) are the third most used FRs, and the number of applications for them is growing. The advantage of P-FRs is that they work in both condensed and gas phases. Thus, similarly to halogenated FRs, P-FRs trap reactive radicals, and their effectiveness is five times higher than that of bromide and ten times higher than chlorine [24,27]. In the condensed phase, P-FRs act through the barrier effect, facilitating char synthesis, particularly in oxygen-containing polymers, such as cellulose, polyester, and polyamides, and leaving inorganic residue [24,27]. Nitrogen-based FRs, which can be ammonia- or melamine-based, endothermically vaporise to ammonia or N2 to remove heat and dilute flammable gases. N- and P-based FRs are often combined due to their synergistic effect [27]. Here, nitrogen catalyses the phosphorylation of cellulose, facilitating crosslinking of FR within the polymer network, which promotes char formation [23,28]. Yet, N and P-containing FRs are common components in the intumescent FR system, a special case of fireproofing. Three components are composed of an intumescent formulation, (i) dehydrating agent or acid source (e.g., phosphoric acid and ammonium polyphosphate APP), which reacts with (ii) char-forming ingredients (e.g., polyols, cellulose), and (iii) a blowing agent (e.g., melamine) that generates inert gas, which in turn expands the char [29]. Intumescent coatings swell when a critical temperature is reached, typically around 200°C, to form a dense charred layer, which is an effective barrier against the transfer of combustible gases as well as a shield for the substrate against heat and flame [24]. An intumescent system based on expandable graphite (EG) works in the same way [30,31]. EG is a partly oxidised form of graphite, where an oxidising agent, commonly sulfuric acid, is intercalated between the graphite layers. Upon heating, the acid evaporates, causing irreversible expansion of the graphite, up to 300 times its initial volume [30].
Boron-based chemicals, boric acid and its salts are widely used commercial flame retardants for wood and wooden products. At elevated temperatures, they decompose endothermically, evolving water and forming a glassy melt on the surface of the substrate. In addition, boric acid esterifies the OH groups of cellulose, promoting carbonaceous char formation [32]. However, due to ecological issues, boric acid is a candidate for the registration, evaluation, authorisation and restriction of chemicals (REACH) list, being a substance of very high concern (SVHC) due to its negative impact on the reproductive system [23].
Nanotechnology is one of the fastest-growing fields in science and materials engineering. Nanotechnology represents a great opportunity for designing novel materials with better mechanical, physical and barrier performance, including fire resistance. The nanoclays (e.g., montmorillonite, sepiolite and other layered minerals) are most frequently used as nano-additives, and the thermal stability of polymers [33,34] and wooden materials [35,36,37,38] is improved with nanoclays loading or impregnation. Other nanofillers, such as carbon-based, carbon nanotubes (CNT) [39,40], EG [30,31,41] and graphene [42,43], the metal oxides, TiO2, ZnO [40,44,45,46,47] and SiO2 [45,48] also show potential as FR additives in coatings, polymer and wooden materials.
During the search for novel “green” fire safety materials, significant attention has been paid to bio-inspired FR additives, such as desoxyribonucleic acid (DNA) [49], proteins [50], starch [51], chitosan [52,53] and lignin [54]. The fire retardancy mechanism of these additives is commonly related to char-forming ability. Thus, the aromatic structure of lignin ensures the formation of stable carbonised residue during combustion, especially the phosphorylated form of lignin [54]. Starch and chitosan are natural polyols that form a carbonaceous layer when burned [51,53]. In addition, amino polysaccharide chitosan releases ammonia, causing the exfoliation of the residue [53]. Proteins containing sulfur and nitrogen (e.g., hydrophobins) and phosphate groups (e.g., casein) catalyse charring during cellulose burning [49,52]. In a DNA molecule, the presence of phosphoric acid (acts as acid catalyst), a nitrogen-containing moiety which releases ammonia (acts as a blowing agent), and deoxyribose (char source) make it an intrinsically intumescent FR compound [49]. Plant seed–derived phytic acid (PA) is a natural catalyst of charring due to its high phosphorus content, 28 wt%, from phosphoric acid residues [55].
The growing interest in applications of nano/microcellulose and recent achievements in nanocellulose materials manufacturing also facilitate research interest in cellulosic material modification in terms of reaching the desired functionality. The present work aims to summarise the main methods for improving the fire resistance of thin films, coatings and aerogels prepared from cellulose sub-sized derivates, MFC, NFC, MCC and NCC by reviewing the research published during the last decade. The first part discusses different approaches towards phosphorylating cellulosic materials to induce intrinsic fireproofing. The following sections outline the application of nanosized additives alone or in combination with non-halogenated conventional and biobased FRs. The modes of action of FRs and the techniques used for thermal properties and fire retardancy analysis are also reported.
Methods of Nanocellulose Phosphorylation
Charring is a crucial mechanism for the fire retardancy of synthetic and natural polymers. Generally, char is formed at the expense of flammable gases and acts as a physical barrier that lowers the transfer of flame-supporting sources in and out of the burning underlayer. Due to its chemical structure (C6H10O5)n, cellulose can produce carbonaceous residue (char) 44.4% of the initial mass [61]. However, cellulose combustion at favourable conditions, e.g., dry, hot and energetic environments, generates levoglucosan, which in turn readily decomposes to flammable gases. Another route is the dehydration and decomposition of glycosidic units to form aromatic char, Figure 1. In practice, the maximum char yield is 12%–15%, depending on the peak temperature reached [61].
One of the ways to improve the intrinsic fire retardancy of cellulose is to directly incorporate phosphorus-containing moieties into the cellulose backbone. Cellulose molecule is rich in hydroxyl groups, making cellulose highly reactive and easily functionalised. Each glycosidic unit of cellulose has three OH groups at C2, C3 and C6. Comparing their reactivity, the OH group at C6 is ten times more reactive than the other two [62], so it has an important role in cellulose modification, including phosphorylation. In this scenario, the undesired levoglucosan that forms due to C1 and C6 intramolecular cyclisation can be inhibited by blocking the C6 hydroxyl by the formation of a phosphorus ester, thereby redirecting the burning route to char formation, Figure 1.
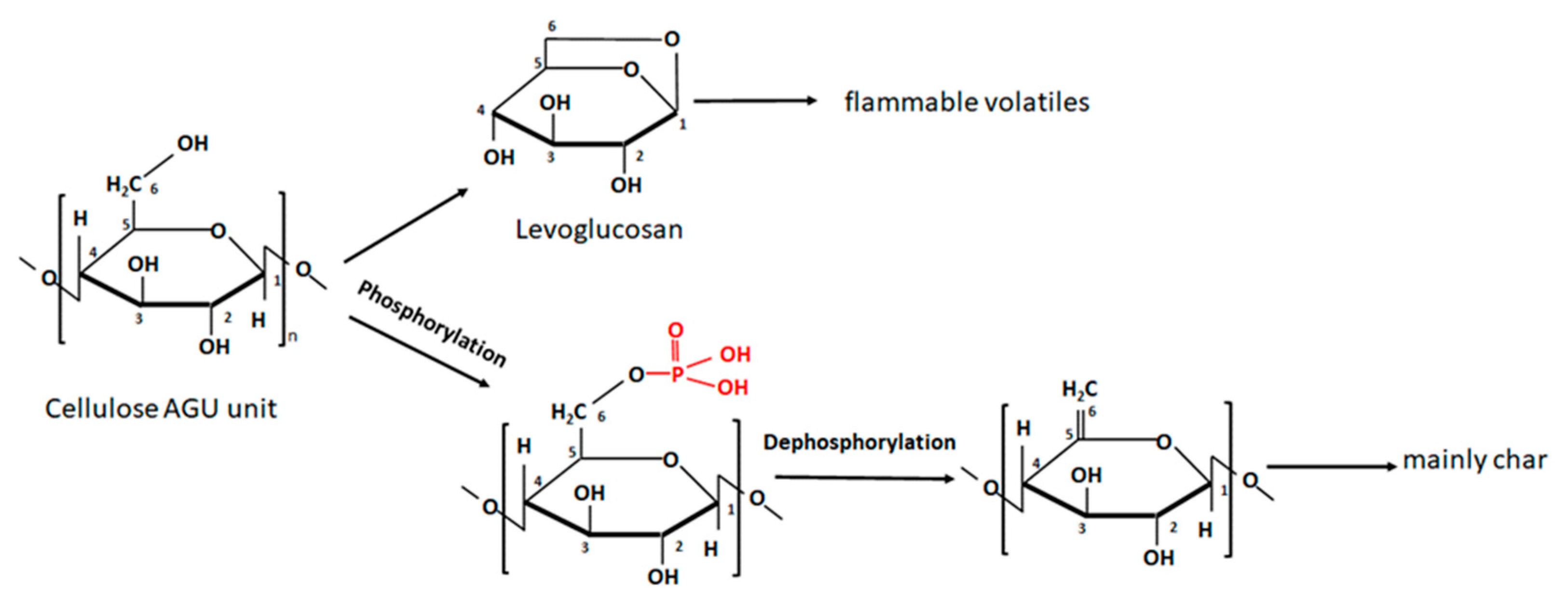
Furthermore, phosphoric acid, initially released at elevated temperatures, catalyses the dehydration of cellulose and char formation [10]. The phosphorylation reactions of cellulose can be triggered by phosphorus acid, H3PO3 [65,66], orthophosphoric acid, H3PO4 [60,67] or its salts [10,14,18,68], phosphorus pentoxide P5O10 [58,69], periodate oxidation [9], phytic acid [70,71], enzymes [56] and through the grafting of phosphorus-containing polymers [52,67]. Typically organic solvents, N,N-dimethylformamide (DMF), pyridine and urea, which have a swelling effect on the cellulose-rich fibres and are a medium for the phosphorylation reaction, are applied [10,52,67,70]. Urea prevents the degradation of the cellulose during curing, assists in the disruption of the hydrogen bonds between the cellulose nanocrystals, preventing their aggregation, and increases the penetration of phosphate moieties into the core of the fibres [10,58,67,70]. The extent of the phosphorylation or degree of substitution (DS) is defined as the average number of P atoms per cellulose monosaccharide unit [72]. The DS depends on many factors, such as the type of modifying agent, reagent-to-substrate ratio, assisting additives and ambient conditions [10,58,60,68,72]. Typically, phosphorylation efficiency can be evaluated by potentiometric titration, Fourier transform infrared (FTIR) spectroscopy and nuclear magnetic resonance (NMR) techniques [60]. The results of various methods of nanocelluloses pre- and post-phosphorylation, under different conditions and methods, are presented in Table 1.
To use of phosphorous-based media for facilitating nanofibrillation of cellulose and inducing fireproofing properties to the end product was first proposed by Ghanadpour et al. [10]. In this research, the pulp cellulose was pre-treated with a (NH4)2HPO4/urea mixture, with the molar ratio AGU/(NH4)2HPO4/urea equal to 1/1.2/4.9. The modified pulp was dried at 70 °C and cured at a temperature of 150°C (10–90 minutes); the fibres were then disintegrated using a high-pressure microfluidizer. The maximal phosphorylation degree, phosphate loading 912 µeq/g, was achieved after a 1 h curing period, then declined due to fibres delamination. Significantly increased phosphorylation degree was reached at a higher loading amount of (NH4)2HPO4, Table 1, however, fibrils dissolution was observed. P-NFC-based film prepared by membrane filtration showed a self-extinguishing property leaving 92% of residue in the flame test and increased mass residue in TGA. Notably that thermal stability of the formed char was increased which indicated the second Tmax2 value, Table 1. More recently, Hou et al. used a similar phosphorylation protocol, Table 1, high-speed blender and membrane filtration technique to prepare a nano/microfibrillated cellulose-based film with significant fireproof, transparency and mechanical performance. Authors proposed that synthesised high-quality film could replace synthetic plastic in demanding applications, such as light management layers of photoelectronic devices [11]. The lbl self-assembly technique was utilized in creating an ultrastrong and flame-resistant film by combining phosphorylated (anionic) and aminated (cationic) NFC [73]. The fireproof of the film was achieved through close contact and strong interaction between layers induced by lbl structuring as well as N-P synergistic FR effect was observed. Moreover, the composite’s dense structure contributed to its impressive mechanical performance. Sirviö et al. using periodate oxidation for production thermally stable NFC grade [9]. Thermo-oxidative TGA measurements showed that modified NFC left up to 27 wt% thermally stable residue whereas non-modified NFC burned almost completely, Table 1.
Reducing the processing cost is important for scaling the nanocellulose based products manufacturing and their broader application. In conventional processes, nanofibrillated products have a low consistency, typically 2 wt%, and are characterised by high energy consumption, making these processes unsustainable. In this context, Rol and co-workers have proposed the nanofibrillation of chemically (TEMPO-oxidised) or enzymatically treated cellulose using twin-screw extrusion (TSE), which allowed processing at high solid contents, 20–25 wt%, while reducing the energy input by 60% compared to the conventional technique [74]. Later, Rol et al. used pre-phosphorylated pulp cellulose and energy-effective TSE for processing FR NFC grade [19]. The phosphorylation was performed following the protocol of Ghanadpour et al. [10] resulting in phosphate loading up to 2930 µmol/g, Table 1. Notably, the phosphorylation degree did not change after the nanofibrillation step. The nanopaper from P-NFC achieved the class of V-0 in the UL-94 test [75].
The synergistic effect of phosphorus-based FR and lignin on the fire retardancy of NFC film has been demonstrated by Zhang et al. [14]. In this research, bamboo pulp cellulose, with or without lignin, was pre-phosphorylated with (NH4)2HPO3/urea. Next, the cellulosic fibres were exfoliated to nanofibrils in a Masuko Sangyo MKCA6-2 grinder. The flame retardancy of the films produced by the solvent casting method was studied with micro-scale combustion calorimetry (MCC), and the results are shown in Table 2. Phosphorylation or the presence of lignin facilitated the fireproofing of the cellulose; however, samples prepared from lignin-containing phosphorylated pulp had the best performance. The high fire retardancy was due to double protection: (i) a PxOy-composed layer originating from the P-moiety of grafted NFC, (ii) the diluting effect of non-combustible gases (H2O, CO, CO2) release and (iii) a barrier carbon layer due to carbonation of P-CNF with further enrichment through lignin involvement.
Wu et al. used a mechanochemical approach to process the phosphorylated grade of NFC from corn cellulose [57]. The cellulose powder was ball milled in an agitate jar in the presence of phosphorus pentoxide, P4O10, achieving a DS of 0.16, Table 1. The fire retardancy was additionally stimulated by modifying the P-NFC with melamine. The melamine and P-NFC were combined through ionic bonding, which was confirmed by FTIR spectroscopic analysis. Incorporating 30 wt% of fire-retarded NFC into the bamboo paper induced self-extinguishing properties, and the limiting oxygen index (LOI) increased to 30%. Besides, calorimeter test showed that the pHRR of the modified paper decreased by ca. 63% and the THR by more than 70% compared to the control. In another work, Fiss et al. have used a ball milling method for NCC post-phosphorylation with P4O10 crystals [58]. In this case, the phosphorylation was performed with and without the assistance of additives, such as urea, tetramethylurea, 2-imidazolidone or salt urea phosphate. The best result was obtained in the presence of urea, where the phosphate amount reached 3300 μmol/g, whereas, without urea, the phosphorylation value was only 950 μmol/g. Notably, mechanochemical phosphorylation resulted in higher phosphorylation than that reported by Kokol et al., 1038 μmol/g, who used liquid-phase phosphorylation [60]. However, the TGA showed that NCC liquid-phase phosphorylation (in molten urea) resulted in lower mass loss, ~ 60 wt% [60], than the sample in solid-state conditions, which had a mass loss of 70 wt%, obtained by Fiss et al. The positive role of urea has been demonstrated by Kokol et al., who compared the phosphorylation of the nanocelluloses NCC and NFC in heterogeneous (H3PO4/water) and homogeneous (H3PO4/molten urea) conditions [60]. According to results obtained the charge density for samples modified in a homogeneous environment was significantly higher than those modified in the H3PO4/water solution, Table 1.
More recently, Khakalo et al. have proposed an effective fibrillation method for fireproof MFC production in which enzymatically aided pulp fibres, high consistency enzymatically fibrillated cellulose (HefCel), are impregnated with a phosphorylation agent, (NH4)2HPO4/urea [59]. This protocol obtained a micro(nano)fibrillated cellulose with high solid content, 25 wt%, and low energy consumption. The thermo-oxidative TGA demonstrated that the functionalised samples were more sensitive to heating, resulting in significant early degradation due to phosphoric acid release at, however, increased char residue, as seen in Table 3. Moreover, the remarkably increased the second Tmax2 indicated the high thermal stability of formed char. A vertical flame test showed that the burning rate of the P-HefCel film decreased with increasing degree of phosphorylation; the sample with the highest charge content, 1540 μmol/g, was self-extinguishing, leaving ca. 89% residue by weight.
The phosphorus for phosphorus-based FRs is currently obtained from phosphate rock, and due to the limited amounts available, EU Commission included phosphate rock in its list of critical materials in 2014 and added elemental phosphorus in 2017 [76]. In this background, biobased phytic acid, typically found in beans and grains, is a sustainable alternative for P-containing mineral-derived FRs [55]. When subjected to flame, PA releases a phosphoric acid, amount of which is sufficient for catalysing crosslinking and charring of cellulose. Yuan et al. have used PA in the presence of urea/cyandiamide to functionalise MCC [71]. The pyrolysis combustion flow calorimetry (PCFC) data of neat and phosphorylated MCC with PA (30 and 50%) are shown in Table 4. The main parameters characterising fire resistance were improved with PA incorporation, and the effect of treatment with 50% PA was more significant.
Another example of a green method for cellulose phosphorylation is using adenosine-5′-triphosphate (ATP), each molecule of which contains three moieties of phosphate. Božič et al. have used enzymatic phosphorylation of CNF in the presence of Mg ions and ATP [56]. Enzyme hexokinase catalyses the transfer of the phosphoryl groups of ATP to oxygen at C6 of the cellulose units. A high DS, up to 0.43, was achieved without additional pre-treatment or /swelling steps. The TGA showed a significant increase in the mass of residue from P-CNF, which was adjusted to 57% at 600°C, Table 1.
In this section, the effectiveness of the modification of nano/microcellulose through phosphorylation from the perspective of fire retardancy and thermal stability is discussed. By inducing phosphorus-containing groups, materials made from nanocellulose phosphate can be self-extinguished and are suitable for use as fire-retarding coatings, even in high-demand applications like electronics. Additionally, this modification also improves the mechanical performance of the resulting films due to the formation of extra hydrogen bonds between the cellulose fibrils [14]. Currently, the most widely used method for phosphorylation is with diammonium hydrophosphate salt, which is typically provided in the presence of urea. This method is effective both in a top-down approach to refining cellulose into nano-sized cellulose grades and in the post-phosphorylation of nanosized celluloses. To make the phosphorylation process more sustainable, a solvent-free mechanochemical approach using phosphorus oxide was explored, which showed acceptable results. Among the techniques applied for cellulose fibrillation, the twin-screw extruder (TSE) is the most energy-effective, allowing for high-solid nanofibrillated cellulose yield. Although very few studies have been devoted to substituting mineral-derived phosphorus compounds with bio-based phosphorus-rich materials such as PA and ATP, the available results display high potential.
2. Combination of Conventional Fire Retardants with Nanosized Additives
2.1. Nanoclays Case Study
One of the most frequently utilised additives in nanocellulosic manufacturing, as well as synthetic polymer composite manufacturing, is phyllosilicates, such as montmorillonite, vermiculite and bentonite. The FR mechanism of nanoclays is related to their layered structure, which acts as an intumescent barrier that hinders heat and mass transfer through the matrix and catalyses char synthesis of celluloses due to the metal ions in their structure [77]. Yet, upon heating, nanoclay particles accumulate on the surface of the composite, protecting bulk materials from external fire sources [33,78]. Mixing a water-soluble cellulose-base polymer with a nanoclay is normally favourable due to the polar nature of both constituents. Typically, a clay-containing NC-based hybrids are produced by mixing their aqueous suspensions and applying casting or filtration. The morphology of the formed hybrid plays a crucial role in its performance. Many studies have reported that nature-inspired nacre or bone-like structures, or so-called brick–mortar structures, that can be formed between the reinforcing filler and the matrix and typically result in effective mechanical and barrier properties. Diffusion in the composite dramatically decreases or even blocked when particles are fully exfoliated throughout the matrix. At high dispersion of the nanosized material, high transparency of the film/coating can be achieved, which significantly expands their applicability. From a mechanical performance viewpoint, matrix-phase fibres provide strength and toughness, while clay plates provide stiffness [22].
Many research groups have demonstrated promising results by applying, montmorillonite (MMT) as a fire-retarding material in nanocellulose-based coating. The pioneer in this was Liu et al. manufacturing high amount (50-89 wt%) MMT containing NFC nanopaper [79]. The prepared hybrid did not support any flame upon removal of the flame source, even at the lowest MMT loading, 50 wt%. Latter, Carosio and co-workers have published several papers on the thermal stability of the MMT/NFC hybrid [64,77,80,81]. Earliest, it was established that 30 and 50 wt% MMT containing NFC nanopapers showed significantly increased charring and self-extinguishing behaviour [77]. The authors noticed that behind the superior thermal stability and fireproof of nanopaper is powerful barrier effect of highly oriented MMT platelets in the CNF continuous matrix (brick–mortar structure), Figure 2. The highly dispersed and in-plane oriented clay particles in the nanofibril matrix insulate the fibrils from heat, reducing the degradation rate. In addition, Na+ ions on the clay surface catalyse the char-producing degradation of NFC. In the following paper, the authors studied the shielding properties of the MMT/CNF film [81]. The 100-μm thin film, containing 30 or 50 wt% of MMT, was hot pressed on an epoxy/glass fibre composite, and the coated surface was subjected to an open flame source. The temperature difference between the front and back sides was 600°C, showing the outstanding thermal protection of the composite. The result was the same for both 30 and 50 wt% MMT hybrides. The fire retardancy and shielding effect of the NFC nanopaper (100-μm thickness) containing 50 wt% nanoclay were tested on wood samples [80]. The cone calorimeter test showed the effectiveness of the CNF/MMT structure, Table 4. The protective barrier resulted in a ca. 5 min longer ignition time for the coated sample than the neat wood sample. Also, the THR and MARHE decreased by 33% and 46%, respectively. In another paper researchers reported that combination of phosphorylated NFC with MMT was more effective than neat NFC/MMT [64]. Thus, P-NFC based coating containing only 10 wt% of MMT prevented ignition of polyethylene (PE) substrate in cone calorimeter test (heat flux 35 kW/m2). MMT was shown to be more effective compared to sepiolite (Sep) and sodium hexametaphosphate (SHMP), which were also included in this study. Behind the better performance is the layered structure of MMT, the ability to form a brick-mortar organization, while the rod-like sepiolite particles were randomly oriented, which led to a decrease in fire resistance properties. Creating phosphate-rich conditions, for example including SHMP, did not facilitate carbonation as expected. The phosphoric acid released during the thermal degradation of SHMP is reacted with C2 and C3 of P-NFC since C6 is already occupied. According to the pyrolysis mechanism, dephosphorylation at C6 leads to carbon formation, while dephosphorylation at C2 and C3 leads to the synthesis of volatiles [64].
A promising result in transparent FR filmmaking has been demonstrated by Ming et al. [82]. Carboxylated NFC/MMT (MMT content between 5–50 wt%) hybrid film was prepared by mechanical stirring and sonication followed by evaporation. The FR of the films improved radically, especially at 30–50 wt% MMT. The LOI values of 30 and 50 wt% clay-containing films were about 66% and 97%, respectively; in the vertical flame test, both films were extinguished immediately after flame removal. Along with fire retardancy, the fabricated nanofilms had high optical transmittance, 90% transparency even at 50% MMT. The high FR performance of the films was attributed to the high dispersity and relatively low aspect ratio of the clay nanoparticles.
Previous examples have described batch mixing clay with a cellulose substrate, while Qin et al. used a lbl deposition technique to synthesise a CNF/vermiculite (Ver) fireproof coating [83]. To create an electrostatic interaction with the anionic vermiculite, the CNF was functionalized with a suitable cationic surfactant. The 5–20 bilayer films, formed from a 0.2 wt% solution of CNF and a 70 wt% Ver solution, with thickness from ca. 50 to 180 nm, were transparent at any thickness. Along with excellent O2 barrier properties, the CNF/Ver films were also stable for fire suppression. Thus, 2–4 bl nanocoated onto polyurethane PU foam formed an effective flame barrier, which prevented the foam from melt dripping.
2.2. 2D Carbon-, Black Phosphorus- and MXene—Based Nanomaterials
EG is an intumescent FR additive that forms a worm-like structure when burned and builds a thick barrier to hinder the transfer of flammable volatiles. Santos and co-workers prepared a flame-retardant coating composed of MCC and expandable graphite [84]. The cellulose showed excellent substrate properties for the graphite due to its outstanding adhesive properties. The exfoliated reassembled graphite (ERG) particles were an effective barrier to oxygen’s access to the underlying materials. A wood sample coated with a layer of MCC/EGR achieved Class A2, the highest possible class for combustible materials, according to the ISO 1182 standard [85].
In a separate work, Miao et al. used graphene oxide to modify the flammability of MCC [86]. The thermal properties of the GO/MCC composites were tested by TGA and showed a significant increase in mass residue from 12% for neat MCC to ca. 50% for GO/MCC at 800 °C. Such changes can be attributed to the charring catalysis effect of sulfuric acid, which was used as a medium for the composite synthesis. In addition, sufficiently dispersed GO sheets in the composite can act as a barrier that slows down the degradation of the substrate [87].
Zhang et al. developed a novel fire-retardant fire alarm sensor/film based on soybean protein, sisal MCC, citric acid (CA) and graphene nanosheets (GN) [88]. The GN dispersed in the film acted as a physical barrier to ignition and as a support skeleton that maintained the original shape of the film when on fire. A mechanically robust and fireproof coating made up of GO, P-CNF and tannic acid (TA) (GO/TA/P-CNF in phr ratio 1/0.5/1) was synthesised by Cao and co-workers [89]. Fire retardancy was achieved through the combined effect of all the ingredients. Thus, TA and phosphorylated cellulose fibres contributed to the char formation. In addition, the TA catechol groups acted as reactive radical scavengers, and the phosphorus-based parts of CNF were reactive PxOy sources. The GO sheets served as a support for the PxOy nanoparticles and also protected them from degradation, accounting for the overall FR protection mechanism of the nanohybrid. The synthesized film was tested in a fire alarm and showed high sensitivity and flash response to temperature changes. The hybrid was also tested as an FR coating on PU foam, demonstrating its excellent performance.
Qiu et al. manufactured a mechanically strong and fire-resistant film combining black phosphorus (BP) and NFC [90]. Like graphene, BP belongs to the 2D family of materials and is characterized by thermal, chemical and mechanical stability. The self-assembly of 2D BP and 1D NFC into a brick–mortar structure resulted in a significant decrease in pHRR and THR compared to pure cellulose. The flame retardancy of layered BP was due to a physical barrier to burning volatiles escaping from the cellulose, while the thermal oxidation of BP led to the synthesis of various POx substances and phosphoric acid, which in turn catalysed the carbonization of cellulose and the formation of stable char.
Xie et al. produced a fire-resistant coating based on ureido pyrimidinone (UPy)-functionalized hydroxypropyl methyl cellulose (FC) and graphene [91]. The brick–mortar structure was formed by the co-assembly of FC molecules and GO nanosheets due to multiple H-bonds between cellulose UPy groups and O-containing moieties of GO. Single 1-µm-thick FC/GO40 wt % coatings on substrates, wood, PP or PU foam increased their LOIs and led to self-extinguishment. The fire retardancy of GO/FC was attributed to the effective barrier to oxygen and heat transfer. Moreover, the acidic groups of the fire-exposed GO sheets catalysed the dehydration and carbonization reactions of the cellulose, which facilitated the formation of chars. In addition, mechanically induced cracks on the surface of the coatings showed a self-healing phenomenon when placed in a wet environment (90% relative humidity) for 24 hours. Water-induced rearrangement of cellulose molecules and GO sheets and recombination of H-bonds were observed after water evaporation.
Zeng et al. synthesized a multifunctional nanocoating (MFNC) for fire alarm detection and effective fire protection [92]. This coating was fabricated by combining Ti3CTx (MXene), MMT and UPy-containing cellulose (UPC) via layer-by-layer deposition. Excellent fire retardancy was achieved due to the barrier effect and the catalytic carbonization of MMT and MXene. Thus, the LOI of a wood sample coated with eight layers of MFNC increased to 40% and reached a V-0 rating (UL-94). Microcombustion calorimetry showed that the HRR decreased by ca. 20% compared to uncoated wood. Water-induced self-healing of the synthesised layer was demonstrated.
The unique properties of nanomaterials are widely exploited in the development of new materials and technologies. They also show potential for applications in the flame retardancy field. This section summarised the achievement of nanocellulose-based FR coatings, in which nanoclays play a leading role. The layered structure of nanoclays forms tortuous paths for the ingress heat and fuel to substrate. In particular, the assembly of de-wetted nanoclay particles into stacked structures due to ablation of the polymer under heat makes the diffusion barrier more effective [77]. Char formation is also catalysed by clay due to the presence of Brønsted (–OH and SiOH)–Lewis (Al3+, Fe2+, Fe3+) dual acid sites on the clay lattice. With external heat flux, these acid sites can accept single electrons from donor molecules with low ionization potential, coordinate organic radicals or abstract electrons from vinyl monomers, leading to the crosslinking of polymer chains [78]. Notably, using nanoadditives enables the processing of multifunctional high-quality materials. Thus, in many research papers, the inclusion of a nanoscale filler resulted in greater flame retardancy as well as better mechanical performance. In the case of using graphene oxide in fire sensing films/coatings, fire retardancy is accomplished by its rapid reduction into high conductive graphene under a flame. Such a conversion allows an alarm to be triggered within seconds. The use of nano-sized fillers also allows to produce transparent films/coatings, which is an additional advantage of naturally transparent nanocellulose-based substrates.
3. Potential of Lignin and Chitosan in Cellulose-Based FR Coatings
Owing to its intrinsic fireproof functionality, lignin is often used as an additive in FR formulations, particularly synthetic polymers [93,94,95]. The potential for lignin in fire-retarding nanocellulose-based films has been observed by Zhang et al. when they compared pure cellulose and pre-phosphorylation lignin-containing cellulose fibres for NFC processing [14] (see above section). Zheng et al. compared two types of lignin, kraft and sulfonated kraft, as fire retardant additives for MFC-based coating. In addition, other FR systems, that is, a nanoclay, a commercial EG and a synergetic fire retardant (50% ammonium sulfate, 10% ammonium polyphosphate (APP) and 40% aluminium hydroxide), were tested [96]. The thermal stability and flammability of these coatings were evaluated by mean TGA and cone calorimetry. Selected results are shown in Table 5. The MMT-containing coating had the best values, despite the MMT/MFC coating being ten times thinner than all other coatings tested here. Amongst the lignin-containing samples, the presence of sulfonated kraft lignin decreased pHRR significantly and increased mass residue in the TGA. The FR properties of sulfonated kraft lignin relate to the higher content of sulfur, 4%–5%, while kraft lignin is limited to 2%–3% [97]. The FR property of a coating containing EG is due to the formation of intumescent worm-like char at 160–170°C, which significantly prolonged the IT and reduced the pHRR and THR. The synergistic FR improved the FR of the sample because of the cellulose charring due to the acid catalytic dehydration induced by ammonium sulfate and ammonium polyphosphate and diluting effect of the evolved NH3, as well as the formation of Al2O3 and water vapour due to Al(OH)3 decomposition, i.e., the effect of commercial FR, according to its composition.
The synergistic effect of lignin as a source of charring and boron-containing FR (borax) as a char-former on NFC has been explored by Tong et al. [98]. Cone calorimetry showed that this combination resulted in reducing pHRR, THR and TSP by 79%, 56% and 99%, respectively, compared to the neat NFC sample. The residue yield increased up to 43 wt%, while neat NFC and samples containing only lignin or FR, left 4, 15 and 38 wt%, respectively. The presence of lignin or FR improved the LOI from 19.9% for neat to 23.3 and 50.9% for lignin-containing and FR-containing samples, respectively; samples containing both components, lignin and borax, had an LOI of 43.9%. Dos Santos et al. have reported that wood impregnated with an emulsion of kraft lignin had a delayed IT, from ca. 12 s to ca. 26 s, for untreated and treated samples, respectively [99]. The flame and ember times increased, whereas the weight loss decreased from ca. 34% to ca. 27%.
Chitosan is another bio-based polymer that shows excellent fireproofing functionality. The high charring ability of chitosan is accomplished by the blowing effect evaporating ammonia, which originates from the amino group of the chitosan backbone. Uddin et al. have reported that a combination of NFC and CH resulted in a thermally stable, self-extinguishing film, which left up to 86% mass residue in a vertical flame test [100]. In another work, Pan et al. have used phosphorylated MCC and chitosan as components for a coating to protect cotton fabric using lbl coating [101]. In this technique, the fabric piece was alternately dipped into CH (cationic) and P-MCC (anionic) solutions. The vertical flame test showed that fabric coated in 20 bilayers (bl) of CH (0.5%)/P-MCC (2%) was self-extinguishing after the flame was removed: 90% of the fabric was preserved. The mass residue in the TGA increased from 10% to ca. 40% for pure and 20-bl samples, respectively. Carosio et al., and Köklükaya et al., have used CH as a component for multi-layered FR coating for NFC based foams [102,103] (see Aerogels and foam section).
Currently, the most utilised charring agent in the fire retardants field is pentaerythritol, which is produced from fossil fuel sources. From an environmental perspective, using natural char-forming compounds such as lignin, chitosan and starch is of interest in the development of modern FR technologies. Due to its polyaromatic structure and high carbon-to-oxygen ratio, lignin is a high char-yielding polymer. Approximately 57 wt % of its initial mass is transformed into char at 600 °C (N2) [104]. To further improve its fire retardancy, lignin can be modified or used with a synergistic component [96]. Chitosan, which is derived from natural chitin by alkaline deacetylation, can be used as a carbon-forming agent due to its carbohydrate structure with abundant OH and NH2 groups in the backbone. According to TGA, neat chitosan forms ca. 40 wt % [105] of residue in inert atmosphere and ca. 20 wt % in air [106]. Chitosan is often utilised in multi-layered coatings through lbl assembly due to its high positive charge density, induced by the protonation of NH2 (at low pH) and high solubility. Chitosan is becoming increasingly popular as a bio-based FR material in textile treatment and different composite formulations, but its price may limit its large-scale commercialization [107].
4. Aerogels and Foams with Improved Fire Resistance
Aerogel design and production is another field where nanocelluloses can be utilised as substrates or modifying agents. The high porosity and light weight of aerogels make them attractive materials for many applications, including thermal insulation. However, unlike mineral-based materials, bio-based aerogels are highly flammable, significantly restricting their application. Two approaches have been used for cellulose-based aerogel FR design: incorporation of FR additive during aerogel synthesis or deposition of an FR coating on the aerogel surface.
4.1. Effect of Cellulose Grade/Modification
Niu et al. have used the phosphorylated grade of MCC for aerogel processing [108]. MCC was treated with a H3PO4/P2O5/triethyl phosphate/1-hexanol mixture for 48 or 72 h. TGA showed that the char residue increased significantly, from 2.2% for neat MCC to 36.6% and 37.1% for P-MCC (48 h) and P-MCC (72 h), respectively. The LOI reached 42.5% and 54.5% for P-MCC (48 h) and P-MCC (72 h), and both samples received V-0 ratings in the UL-94 test. The P-MCC based samples had flameless burning with very low pHRR in the cone calorimetry. Remarkably, aerogel fabrication was optimised with added phosphorous due to improved dispersion stability and enhanced gelation.
Zhu et al. have used chemithermomechanical pulp (CTMP) to develop lignocellulosic nanofibrils (LCNF) using sulfamic acid- and urea-composed deep eutectic solvents (DES) [109]. Compared to dissolving pulp, CTMP retains significant amounts of hemicelluloses and lignin. It has been demonstrated that the LOI of aerogel processed from LCNF reached 35.3%, surpassing the self-extinction value of 26%–28% [30], which was also demonstrated by UL-94 test. In the TGA, the mass retention increased to 35% for LCNF, whereas the pristine CTMP sample retained only 7.9%.
Kim et al. have used tris(2-chloropropyl) phosphate (TCPP) and silylated methyltrimethoxysilane (MTMS) NFC (Si-NFC) as additives for synthesis PU foam with improved FR features [110]. According to cone calorimetry, presence of 5 wt% of Si-NFC resulted in the pHRR decreased from 199 kW/m2 to 159 kW/m2 and smoke production rate (SPR) from 0.089 m2/s to 0.066 m2/s for neat PU foam and modified respectively. The addition of 5 wt% Si-CNF did not result in any significant change in the LOI of the foam. However, when both TCPP (20 wt%) and Si-NFC (5 wt%) were added, the LOI value increased to the extent that the foam became self-extinguishing. Despite this, the presence of TCPP had a negative effect on the SPR due to the formation of dense smoke caused by PO and Cl radicals produced during its thermal decomposition. TGA analysis showed that the char residue increased from 8.3% for pure PU to approximately 20% for PU samples containing additives. The acidic catalysis of NFC charring, resulting from the presence of P-moiety in TCPP and Si, was responsible for the formation of char in the foam samples.
4.2. Effect of Nanoclays, Metal-Containing, Graphene Oxide and Conventional FR
Donius et al. have produced an NFC/MMT (50/50 wt% ratio) foam with significant fire retardancy performance [22]. The presence of MMT decreased notably the degradation rate and increased the char residue up to 60%, as determined by TGA. Later, Carosio et al. have prepared a CNF/xyloglucan/MMT (27/40/33 wt% ratio) composite foam where xyloglucan (XG) was used as a strengthening binder due to its affinity to both cellulose and MMT [111]. Typically, PVA is used as the third polymer binder; however, it increases material flammability. Xyloglucan provides good interactions with MMT in the presence of monovalent ions in nanoclay structure (e.g., Na+). On the other hand, XG and NFC have high affinity due to H-bond interactions. The fabricated ternary foam had high porosity and a brick–mortar cell wall structure. The foam showed self-extinguishing behaviour immediately after the removal of the ignition source. The LOI increased to 31.5%, the pHRR dropped from 300 kW/m2 to 75 kW/m2, and TSP was close to the detection limit of the cone calorimeter. Wang and Sánchez-Soto showed combined fireproof effect of MMT and APP in aerogel composed from recycled cellulose fibres and carboxymethyl cellulose [112].
Han et al. have fabricated a flame-retardant cellulose aerogel from waste cotton fabric by in-situ synthesis of magnesium hydroxide nanoparticles (MHNPs) [113]. The combustion velocity decreased from 5 mm/s for the neat cellulose aerogel to 0.8 mm/s for the aerogel modified with MHNPs, and self-extinguishing within 40 s. Similarly, He et al. have synthesised fire-resistant cellulose aerogel containing aluminium hydroxide nanoparticles (AHNPs) [114]. According to the MCC test, the time to ignition was extended from 17 s for the neat foam to 26 s for the AHNP-containing foam. Also, the THR, pHRR and residue parameters of the hybrid aerogel were superior to those of the neat sample. Apart from the fireproof properties, the mechanical performance of foams containing Al and Mg hydroxides nanoparticles was also improved.
Farooq et al. have prepared a CNF/sodium bicarbonate (SBC) aerogel using the freeze-drying method [115]. All composites containing different amounts of NaHCO3, 10–40 wt%, showed slow flameless glowing, charring and self-extinguishing behaviour. Thus, the average combustion velocity of the CNF/SBC hybrid in the horizontal combustion test was 5.84 cm/s, whereas the pure aerogel was fully burned in <1 s. The optimal combination to achieve the desired flame retarding properties was 20 wt% NaHCO3-CNF. The mechanism of SBC was described as follows: (i) SBC absorbs heat and (ii) decomposes, liberating CO2 and H2O, which dilute or obstruct the O2 supply to the burning surface. In addition, the vaporisation of water consumes energy in the system.
Guo et al. have used hydroxyapatite (HA) nanofibers to improve NFC foam fire retardancy, with NFC:HA mass ratios of 1:2, 1:1 and 2:1 [116]. TGA showed increased mass residue up to ca. 70% at the highest HA (NFC:HA = 1:2 ratio) loading. Cone calorimeter analysis detected a significant decrease in pHRR, 91%, with respect to the pure CNF foam sample. Also, the nanocomposite was self-extinguished in the vertical burning test. In another work, Huang et al. have synthesised an NCC/HA lightweight porous nanocomposite with improved mechanical and thermal stability [117]. Yang et al. have used MoS2 nanoparticles to improve the fire resistance of NFC-based foam [118]. The TGA test showed that CNF/MoS2 aerogel left behind up to 46 wt% residue and self-extinguished in the vertical flame test. The LOI was 34.7%.
Wicklein et al., synthesised NFC-based foam which was modified with 10 wt% graphene oxide, 10 wt% Sep and 3 wt% boric acid (BA) [119]. TGA showed that the GO, Sep and BA–containing foam left up to 55% carbon-rich residue at 900°C. The LOI achieved 34%, which is significantly higher than the LOIs of commercial flame retardant-containing polymer-based foams, i.e., 22%–25%. Cone calorimetry showed that the nanocomposite foam did not properly ignite but remained between smouldering and ignition, and the pHRR was 25% lower than that of the NFC. In another work, the same group has demonstrated the significance of the fabricated composite structure [120]. The high degree of crosslinking between the borate and the cellulose substrate resulted in the higher performance of the manufactured foam. The better crosslinking of the boron moiety with cellulose substrate is favourable for cellulose charring, where BA acted as a char former facilitating graphitization of NFC. The combustion resistance was also improved by sepiolite, which formed a silicate-rich layer on the burning surface. In another study Cheng et al., have used boron-based FR, zinc borate (ZB) for achieved fire retardancy of CNF foam [121].
Guo et al. have used red phosphorous hybridized graphene (PGN) nanosheets for manufacturing fire-resistant CNF-based foam [122]. The pHRR and THR of PGN-CNF hybrid foam decreased by 94% and 56% respectively, compared to neat CNF item, while the char residue increased up to 31 wt% in contrast to neat CNF which decomposed almost completely to volatiles leaving only 5% solid. In open flame test the hybrid foam was self-extinguished.
Ghanadpour et al. have combined phosphorylated CNF and sepiolite to manufacture fireproof insulating foam [123]. The P-CNF/Sep (60%/40%) foam showed self-extinguishing properties in the horizontal flame test, and the LOI increased to 26.5%. The TGA showed significantly increased onset degradation temperature for the P-NFC/Sep foam compared to the pure P-CNF foam, as well as a lower weight loss rate. In the cone calorimetry, the pHRR of the hybrid foam was 34 kW/m2, which is significantly lower than that of commercially available flame-retardant phenolic foams (70–100 kW/m2). The fire retardancy of the manufactured foam was attributed to the charring of cellulose due to phosphoric acid catalytic role and the ability of sepiolite fibres to reinforce the char. In addition, sepiolite releases water upon heating, which dilutes the flammable gases.
Fan et al. have incorporated AlOOH into a CNF aerogel, resulting in at least 60 s of fire resistance [124]. The sol-gel technique used by Yuan et al. to synthesise Al(OH)3/cellulose hybrid aerogels with improved FR properties [125]. Thus, 56–67 wt% Al hydroxide–containing cotton cellulose-derived aerogel showed a significant reduction in THR and pHRR, as seen in Table 6. The same authors have also prepared a cellulose–silica composite aerogel. The aerogel with high silica content (>34%) has high light transmittance and self-extinguishing behaviour [126].
4.3. Layer-by-Layer Deposition of FR Coatings—Effect of Chitosan
The high porosity and high surface area of aerogels allow for their modification using the lbl deposition technique. Köklükaya and co-workers have improved the fireproof properties of NFC-based aerogels by the deposition of nanometer thin film composed of cationic chitosan, anionic poly(vinylphosphonic acid) (PVPA) and anionic MMT nanoclays [103]. The five coatings, each composed of CH/PVPA/CH/MMT, were homogeneously placed on the substrate without changing the pore structure, while the mass was increased by 19%. At optimal concentrations of components, these coatings resulted in self-extinguishing of the aerogel in the open flame test and remarkably higher residue compared to the untreated sample in TGA. Carosio et al. have covered PU foam with CH/phosphorylated NFC film by the lbl technique [102]. Cone calorimetry testing under 35 kW/m2 heat flux showed that CH/P-NFC coating accounting only 8% of added weight reduced the pHRR by 31% and prevent dripping of foam.
4.4. Alginate- and Tannin-Based FR Foams
Alginate is a polymer obtained from seaweed plants that has recently been researched because of its interesting features, including biocompatibility, biodegradability, easy crosslinking and resistance to fire [127]. Berglund et al. have manufactured foam from CNF extracted from alginate-rich seaweed, A-CNF. The A-CNF foam was prepared by freeze-drying and was post-crosslinked with CaCl2 [128]. According to the flammability test (UL-94), the average combustion velocities for pure A-CNF and crosslinked A-CNF were 1.2 mm/s and 0.75 mm/s, respectively, leaving behind uncollapsed shrunken char residue. The burning rate is significantly lower than that of the aerogel formed from pulp cellulose, 58.5 mm/s. The fire retardancy of the A-CNF aerogel was attributed to the inherent resistance to fire of the alginate material, which was further improved by crosslinking with CaCl2.
Missio et al. have recently manufactured tannin-based foam, in which NFC was used as the crosslinking agent [129]. Using NFC (0.1 wt%) instead of formaldehyde resulted in shifting the mass loss peak to higher values, from ca. 400° to 420°C in TGA. Also, the mass loss of foam exposed to flame decreased from ca. 22% to 12% for the formaldehyde- and CNF-containing foams, respectively. Moreover, the CNF-reinforced tannin-based foam was self-extinguishing, showing no ignition during several minutes of exposure to a flame.
This section aims to present an achievement in the manufacturing of nanocellulose-based aerogels, i.e., ultraporous foams [4] with induced fire retardancy. Another issue is coating traditional PU foams with nanocellulose-based FR coatings. The fire retardancy of the aerogels can be affected by using phosphorylated grades of nanocellulose as a substrate and the incorporation of nanosized fillers, e.g., MMT, sepiolite, nano-oxides and graphene, as well as mixing with conventional FRs. The large specific surface area of the foams enables modification of their internal structure, thus achieving FR and thermal stability with a small increase in mass. Nanocellulose-based materials have already been successfully employed for making aerogels with controlled electrical conductivity [130,131,132,133] and better mechanical performance [131,134]. Adding functionality to cellulose-based aerogels/foams expands their scope of applications and makes them a promising alternative to conventional silica-based aerogel, which is inherently fire-resistant but fragile, and fossil fuel-based counterparts.
5. Conclusions
The great potential of fire-resistant coatings developing based on eco-friendly nano/microcelluloses has been highlighted in this review. To achieve a fire retardancy effect, the cellulose-based substrate is typically managed via chemical modification and physical mixing with fireproof additives. The basic method for cellulose modification is phosphorylation, which inhibits the formation of combustible levoglucosan and promotes char synthesis. The ever-increasing ecological issue is also reflected in the preference for fire-retarding materials for developing novel FR systems. MMT, which is abundant and eco-friendly, showed great potential for fireproof nanocellulose-based coatings. Along with this, C-based, aluminium and magnesium hydroxide nanoparticles, as well as the intrinsically thermally stable biopolymers, lignin, chitosan and alginate, have been explored as effective alternatives to conventional FR, which are mostly derived from fossil fuels and often toxic to humans and the environment. Using these eco-friendly materials, self-extinguishing cellulose-based coatings with a significant reduction in heat release can be reached. However, the main obstacle for large-scale commercialization remains the high cost of processing nanocelluloses, >100 USD per dry kg [135]. Decreasing the cost to <10 USD per kg (e.g., for NFC) will make nanocellulose material sustainable. This cost decrease can be achieved by increasing production capacity [135].
One of the ways to facilitate nanocellulose production is reducing the energy cost required for nanofibrillation. It was shown that significant energy input can be saved by using a twin screw extruder (TSE) for cellulose processing [19]. Thus, phosphorylated CNF processing required energy consumption between 300 and 1000 kWh/t by using TSE compared to the case of using an ultra-fine grinder, with 11 000 kWh/t energy required for the manufacturing of a similar product. However, phosphorylated cellulose nanofibrillation is more energy-efficient compared to enzymatically pre-treated cellulose. Alternatively, high-consistency enzymatically fibrillated cellulose (HefCel) nanocellulose grade can be processed at a high solid content (up to 25%) and 600 kWh/t energy input [59].
Author Contributions
Writing—original draft preparation I.T., writing—review and editing, I.T., L.P., supervision—L.P., administration—A.R., T.T.
Funding
This review was written within the framework of Bioprotection—Bio- and cellulose-based fire protection materials for wooden construction products- project at the South-East Finland University of Applied Sciences. The project was funded by the South Savo Regional Council, the European Union and the participating companies.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Dahmen, N.; Lewandowski, I.; Zibek, S.; Weidtmann, A. Integrated lignocellulosic value chains in a growing bioeconomy: Status quo and perspectives. GCB Bioenergy 2019, 11, 107–117. [Google Scholar] [CrossRef]
- Hubbe, M.A.; Ferrer, A.; Tyagi, P.; Yin, Y.; Salas, L.P.; Rojas, O.J. Nanocellulose in thin films, coatings, and plies for packaging applications: A Review. BioResources 2017, 12, 2143–2233. [Google Scholar] [CrossRef]
- Trache, D.; Tarchoun, A.F.; Derradji, M.; Hamidon, T.S.; Brosse, N.; Hussin, M.H. Nanocellulose: From Fundamentals to Advanced Applications. Front. Chem. 2020, 8, 1–33. [Google Scholar] [CrossRef] [PubMed]
- Oksman, K.; Aitomäki, Y.; Mathew, A.; Siqueira, G.; Zhow, Q.; Butylina, S.; Tanpichai, S.; Zhou, X.; Hooshmand, S. Review of the recent developments in cellulose nanocomposite processing. Compos Part A Appl Sci Manuf 2016, 83, 2–18. [Google Scholar] [CrossRef]
- Moon, R.J.; Martini, A.; Nairn, J.; Simonsen, J.; Youngblood, J. Cellulose nanomaterials review: Structure, properties and nanocomposites. Chem Soc Rev 2011, 40, 3941–3994. [Google Scholar] [CrossRef] [PubMed]
- Vanderfleet, O.M.; Cranston, E.D. Production routes to tailor the performance of cellulose nanocrystals. Nat. Rev. Mater. 2021, 6, 124–144. [Google Scholar] [CrossRef]
- Zhu, H.; Luo, W.; Ciesielski, P.N.; Fang, Z.; Zhu, J.Y.; Henriksson, G.; Himmel, M.E.; Hu, L. Wood-Derived Materials for Green Electronics, Biological Devices, and Energy Applications. Chem. Rev. 2016, 116, 9305–9374. [Google Scholar] [CrossRef] [PubMed]
- Klemm, D.; Kramer, F.; Moritz, S.; Lindström, T.; Ankerfors, M.; Gray, D.; Dorris, A. Nanocelluloses: A new family of nature-based materials. Angew. Chem. —Int. Ed. 2011, 50, 5438–5466. [Google Scholar] [CrossRef] [PubMed]
- Sirviö, J.A.; Hasa, T.; Ahola, J.; Liimatainen, H.; Niinimäki, J.; Hormi, O. Phosphonated nanocelluloses from sequential oxidative-reductive treatment—Physicochemical characteristics and thermal properties. Carbohydr Polym 2015, 133, 524–532. [Google Scholar] [CrossRef]
- Ghanadpour, M.; Carosio, F.; Larsson, P.T.; Wågberg, L. Phosphorylated Cellulose Nanofibrils: A Renewable Nanomaterial for the Preparation of Intrinsically Flame-Retardant Materials. Biomacromolecules 2015, 16, 3399–3410. [Google Scholar] [CrossRef]
- Hou, G.; Zhao, S.; Li, Y.; Fang, Z.; Isogai, A. Mechanically robust, flame-retardant phosphorylated cellulose films with tunable optical properties for light management in LEDs. Carbohydr Polym 2022, 298, 120129. [Google Scholar] [CrossRef] [PubMed]
- Qing, Y.; Sabo, R.; Zhu, J.Y.; Agarwal U., Z. Cai Z., Wu Y. A comparative study of cellulose nanofibrils disintegrated via multiple processing approaches. Carbohydr Polym 2013, 97, 226–234. [Google Scholar] [CrossRef] [PubMed]
- Rol, F.; Belgacem, N.M.; Gandini, A.; Bras, J. Recent advances in surface-modified cellulose nanofibrils. Progress in Polymer Science 2019, 88. [Google Scholar] [CrossRef]
- Zhang, S.; Li, S.N.; Wu, Q.; Li, Q.; Huang, J.; Li, W.; Zhang, W.; Wang, S. Phosphorus containing group and lignin toward intrinsically flame retardant cellulose nanofibril-based film with enhanced mechanical properties. Compos B Eng 2021, 212, 108699. [Google Scholar] [CrossRef]
- Saito, T.; Hirota, M.; Tamura, N.; Kimura, S.; Fukuzumi, H.; Heux, L.; Isogai, A. Individualization of nano-sized plant cellulose fibrils by direct surface carboxylation using TEMPO catalyst under neutral conditions. Biomacromolecules 2009, 10, 1992–1996. [Google Scholar] [CrossRef]
- Wågberg, L.; Decher, G.; Norgren, M.; Lindström, T.; Ankerfors, M.; Axnäs, K. The build-up of polyelectrolyte multilayers of microfibrillated cellulose and cationic polyelectrolytes. Langmuir 2008, 24, 784–795. [Google Scholar] [CrossRef]
- Henriksson M.; L. A. Berglund, P. Isaksson, T. Lindström, and T. Nishino. Cellulose nanopaper structures of high toughness. Biomacromolecules 2008, 9, 1579–1585. [CrossRef]
- Noguchi, Y.; Homma, I.; Matsubara, Y. Complete nanofibrillation of cellulose prepared by phosphorylation. Cellulose 2017, 24, 1295–1305. [Google Scholar] [CrossRef]
- Rol, F.; Belgacem, N.; Meyer V., Petit-Conil M.; Bras, J. Production of fire-retardant phosphorylated cellulose fibrils by twin-screw extrusion with low energy consumption. Cellulose 2019, 26, 5635–5651. [Google Scholar] [CrossRef]
- Šturcová, A.; Davies, G.R.; Eichhorn, S.J. Elastic modulus and stress-transfer properties of tunicate cellulose whiskers. Biomacromolecules 2005, 6, 1055–1061. [Google Scholar] [CrossRef]
- Lazar, S.T.; Kolibaba, T.J.; Grunlan, J.C. Flame-retardant surface treatments. Nat. Rev. Mater. 2020, 5, 259–275. [Google Scholar] [CrossRef]
- Donius A.E., Liu A., Berglund L.A., Wegst U.G.K. Superior mechanical performance of highly porous, anisotropic nanocellulose-montmorillonite aerogels prepared by freeze casting. J Mech Behav Biomed Mater 2014, 37, 88–99. [CrossRef] [PubMed]
- Candidate list of substances of very high concern for authorisation. European Chemical agency ECHA.
- Laoutid, F.; Bonnaud, L.; Alexandre, M.; Lopez-Cuesta, J.M.; Dubois, P. New prospects in flame retardant polymer materials: From fundamentals to nanocomposites. Mater. Sci. Eng. R Rep. 2009, 63, 100–125. [Google Scholar] [CrossRef]
- www.flameretardants-online.com/flame-retardants/market.
- Hull, T.R.; Witkowski, A.; Hollingbery, L. Fire retardant action of mineral fillers. Polym Degrad Stab 2011, 96, 1462–1469. [Google Scholar] [CrossRef]
- Scharte, B. Phosphorus-based flame retardancy mechanisms-old hat or a starting point for future development? Materials 2010, 3, 4710–4745. [Google Scholar] [CrossRef] [PubMed]
- Özer, M.S.; Gaan, S. Recent developments in phosphorus based flame retardant coatings for textiles: Synthesis, applications and performance. Prog Org Coat 2022, 171, 107027. [Google Scholar] [CrossRef]
- Weil, E.D. Fire-protective and flame-retardant coatings—A state-of-the-art review. J. Fire Sci. 2011, 29, 259–296. [Google Scholar] [CrossRef]
- Schartel, B.; Braun, U.; Schwarz, U.; Reinemann, S. Fire retardancy of polypropylene/flax blends. Polymer 2003, 44, 6241–6250. [Google Scholar] [CrossRef]
- Seefeldt, H.; Braun, U.; Wagner, M.H. Residue stabilization in the fire retardancy of wood-plastic composites: Combination of ammonium polyphosphate, expandable graphite, and red phosphorus. Macromol Chem Phys 2012, 213, 2370–2377. [Google Scholar] [CrossRef]
- Ishikawa, T.; Mizuno, K.; Kajiya, T.; Maki, I.; Koshizuka, T.; Takeda, K. Structural decay and flame retardancy of wood as a natural polymer. Combust. Sci. Technol. 2005, 177, 819–842. [Google Scholar] [CrossRef]
- Kashiwagi T.; Harris R.H.; Zhang X., Briber R.M., Cipriano B.H., Raghavan SR.; et al. Flame retardant mechanism of polyamide 6-clay nanocomposites. Polymer 2004, 45, 881–891. [CrossRef]
- Gilman, J.W.; Jackson, C.L.; Morgan, A.B.; Harris, R.; Manias, E.; Giannelis, E.P.; et al. Flammability properties of polymer—Layered-silicate nanocomposites. Polypropylene and polystyrene nanocomposites. Chem Mater 2000, 12, 1866–1873. [Google Scholar] [CrossRef]
- Fu, Q.; Medina, L.; Li, Y.; Carosio, F.; Hajian, A.; Berglund, L.A. Nanostructured Wood Hybrids for Fire-Retardancy Prepared by Clay Impregnation into the Cell Wall. ACS Appl Mater Interfaces 2017, 9, 36154–36163. [Google Scholar] [CrossRef]
- Chen, G.; Chen, C.; Pei, Y.; He, S.; Liu, Y.; Jiang, B.; et al. A strong, flame-retardant, and thermally insulating wood laminate. Chem. Eng. J. 2020, 383, 123109. [Google Scholar] [CrossRef]
- Guo, G.; Park, C.B.; Lee, Y.H.; Kim, Y.S.; Sain, M. Flame retarding effects of nanoclay on wood-fiber composites. Polym Eng Sci 2007, 47, 330–336. [Google Scholar] [CrossRef]
- Lee, Y.H.; Kuboki, T.; Park, C.B.; Sain, M.; Kontopoulou, M. The effects of clay dispersion on the mechanical, physical, and flame-retarding properties of wood fiber/polyethylene/clay nanocomposites. J Appl Polym Sci 2010, 118, 452–461. [Google Scholar] [CrossRef]
- Kashiwagi T., Du F., Winey K.I., Groth K.M., Shields J.R., Bellayer S.P.; et al. Flammability properties of polymer nanocomposites with single-walled carbon nanotubes: Effects of nanotube dispersion and concentration. Polymer 2005, 46, 471–481. [CrossRef]
- Cabello-Alvarado, C.; Reyes-Rodríguez, P.; Andrade-Guel, M.; Cadenas-Pliego, G.; Pérez-Alvarez, M.; Cruz-Delgado, V.J.; et al. Melt-mixed thermoplastic nanocomposite containing carbon nanotubes and titanium dioxide for flame retardancy applications. Polymers 2019, 11, 1204. [Google Scholar] [CrossRef] [PubMed]
- Grexa, O.; Poutch, F.; Manikova, D.; Martvonova, H.; Bartekova, A. Intumescence in fire retardancy of lignocellulosic panels. Polym Degrad Stab 2003, 82, 373–377. [Google Scholar] [CrossRef]
- Gavgani, J.N.; Adelnia, H.; Gudarzi, M.M. Intumescent flame retardant polyurethane/reduced graphene oxide composites with improved mechanical, thermal, and barrier properties. J Mater Sci 2014, 49, 243–254. [Google Scholar] [CrossRef]
- Esmailpour, A.; Majidi, R.; Taghiyari, H.R.; Ganjkhani, M.; Armaki, S.M.M.; Papadopoulos, A.N. Improving fire retardancy of beechwood by graphene. Polymers 2020, 12, 303. [Google Scholar] [CrossRef] [PubMed]
- Bajwa, D.S.; Rehovsky, C.; Shojaeiarani, J.; Stark, N.; Bajwa, S.; Dietenberger, M.A. Functionalized cellulose nanocrystals: A potential fire retardant for polymer composites. Polymers 2019, 11, 1361. [Google Scholar] [CrossRef] [PubMed]
- Bueno, A.B.F.; Bañón, M.V.N.; De Morentín, L.M.; García, J.M. Treatment of natural wood veneers with nano-oxides to improve their fire behaviour. IOP Conf. Ser. Mater. Sci. Eng. 2014. [Google Scholar] [CrossRef]
- Ren, D.; Li, J.; Xu J., Wu Z.; Bao, Y.; Li, N.; et al. Efficient antifungal and flame-retardant properties of ZnO-TiO2-layered double-nanostructures coated on bamboo substrate. Coatings 2018, 8, 341. [Google Scholar] [CrossRef]
- Deraman, A.F.; Chandren, S. Fire-retardancy of wood coated by titania nanoparticles. AIP Conf. Proceedings. Am. Inst. Phys. Inc. 2019, 2155, 020022. [Google Scholar] [CrossRef]
- Kashiwagi, T.; Gilman, J.W.; Butler, K.M.; Harris, R.H.; Shields, J.R.; Asano, A. Flame retardant mechanism of silica gel/silica. Fire Mater 2000, 24, 277–289. [Google Scholar] [CrossRef]
- Alongi, J.; Carletto, R.A.; Di Blasio, A.; Cuttica, F.; Carosio, F.; Bosco, F.; et al. Intrinsic intumescent-like flame retardant properties of DNA-treated cotton fabrics. Carbohydr Polym 2013, 96, 296–304. [Google Scholar] [CrossRef] [PubMed]
- Bosco, F.; Carletto, R.A.; Alongi, J.; Marmo, L.; Di Blasio, A.; Malucelli, G. Thermal stability and flame resistance of cotton fabrics treated with whey proteins. Carbohydr Polym 2013, 94, 372–377. [Google Scholar] [CrossRef]
- Wang, X.; Hu, Y.; Song, L.; Xuan, S.; Xing, W.; Bai, Z.; et al. Flame retardancy and thermal degradation of intumescent flame retardant poly(lactic acid)/starch biocomposites. Ind Eng Chem Res 2011, 50, 713–720. [Google Scholar] [CrossRef]
- Costes, L.; Laoutid, F.; Brohez, S.; Dubois, P. Bio-based flame retardants: When nature meets fire protection. Mater. Sci. Eng. R Rep. 2017, 117, 1–25. [Google Scholar] [CrossRef]
- Malucelli, G. Flame-retardant systems based on chitosan and its derivatives: State of the art and perspectives. Molecules 2020, 25, 4046. [Google Scholar] [CrossRef]
- Réti, C.; Casetta, M.; Duquesne, S.; Bourbigot, S.; Delobel, R. Flammability properties of intumescent PLA starch and lignin. Polym Adv Technol 2008, 19, 628–635. [Google Scholar] [CrossRef]
- Sykam, K.; Försth, M.; Sas, G.; Restás Á., Das O. Phytic acid: A bio-based flame retardant for cotton and wool fabrics. Ind Crops Prod 2021, 164, 113349. [Google Scholar] [CrossRef]
- Božič, M.; Liu, P.; Mathew, A.P.; Kokol, V. Enzymatic phosphorylation of cellulose nanofibers to new highly-ions adsorbing, flame-retardant and hydroxyapatite-growth induced natural nanoparticles. Cellulose 2014, 21, 2713–2726. [Google Scholar] [CrossRef]
- Wu, M.; Huang, Y.; Zhang, T.; Kuga, S.; Ewulonu, C.M. Cellulose nanofibril-based flame retardant and its application to paper. ACS Sustain Chem Eng 2020, 8, 10222–10229. [Google Scholar]
- Fiss, B.G.; Hatherly, L.; Stein, R.S.; Friščić, T.; Moores, A. Mechanochemical Phosphorylation of Polymers and Synthesis of Flame-Retardant Cellulose Nanocrystals. ACS Sustain Chem Eng 2019, 7, 7951–7959. [Google Scholar] [CrossRef]
- Khakalo, A.; Jaiswal, A.K.; Kumar, V.; Gestranius, M.; Kangas, H.; Tammelin, T. Production of High-Solid-Content Fire-Retardant Phosphorylated Cellulose Microfibrils. ACS Sustain Chem Eng 2021, 9, 12365–12375. [Google Scholar] [CrossRef]
- Kokol, V.; Božič, M.; Vogrinčič, R.; Mathew, A.P. Characterisation and properties of homo- and heterogenously phosphorylated nanocellulose. Carbohydr Polym 2015, 125, 301–313. [Google Scholar] [CrossRef]
- Kang, K.Y.; Kim, D.Y. Influence of sulfuric acid impregnation on the carbonization of cellulose. J. Korean Phys. Soc. 2012, 60, 1818–1822. [Google Scholar] [CrossRef]
- Mishra, P.; Pavelek, O.; Rasticova, M.; Mishra, H.; Ekielski, A. Nanocellulose-Based Biomedical Scaffolds in Future Bioeconomy: A Techno-Legal Assessment of the State-of-the-Art. Front. Bioeng. Biotechnol. 2022, 9. [Google Scholar] [CrossRef]
- Lecoeur, E.; Vroman, I.; Bourbigot, S.; Lam T.M., Delobel R. Flame retardant formulations for cotton. Polym Degrad Stab 2001, 74, 487–492. [Google Scholar] [CrossRef]
- Ghanadpour M.; Carosio F., Ruda M.C., Wågberg L. Tuning the Nanoscale Properties of Phosphorylated Cellulose Nanofibril-Based Thin Films to Achieve Highly Fire-Protecting Coatings for Flammable Solid Materials. ACS Appl Mater Interfaces 2018, 10, 32543–32555. [CrossRef]
- Inagaki N.; Nakamura S.; Asai H.; Katsuura K. Phosphorylation of Cellulose with Phosphorous Acid and Thermal Degradation of the Product. J Appl Polym Sci 1976, 20. [CrossRef]
- Suflet, D.M.; Chitanu, G.C.; Popa, VI. Phosphorylation of polysaccharides: New results on synthesis and characterisation of phosphorylated cellulose. React Funct Polym 2006, 66, 1240–1249. [Google Scholar] [CrossRef]
- Ablouh, E.H.; Brouillette, F.; Taourirte, M.; Sehaqui, H.; El Achaby, M.; Belfkira, A. A highly efficient chemical approach to producing green phosphorylated cellulosic macromolecules. RSC Adv 2021, 11, 24206–24216. [Google Scholar] [CrossRef]
- Rol F., Sillard C., Bardet M., Yarava J.R., Emsley L., Gablin C.; et al. Cellulose phosphorylation comparison and analysis of phosphorate position on cellulose fibers. Carbohydr Polym 2020, 229. [CrossRef] [PubMed]
- Shi, Y.; Belosinschi, D.; Brouillette, F.; Belfkira, A.; Chabot, B. Phosphorylation of Kraft fibers with phosphate esters. Carbohydr Polym 2014, 106, 121–127. [Google Scholar] [CrossRef]
- Antoun, K.; Ayadi, M.; El Hage, R.; Nakhl, M.; Sonnier, R.; Gardiennet , C.; et al. Renewable phosphorous-based flame retardant for lignocellulosic fibers. Ind Crops Prod 2022, 186, 115265. [Google Scholar] [CrossRef]
- Yuan, H.B.; Tang, R.C; Yu, C.B. Flame retardant functionalization of microcrystalline cellulose by phosphorylation reaction with phytic acid. Int J Mol Sci 2021, 22, 9631. [Google Scholar] [CrossRef]
- Gospodinova, N.; Grelard, A.; Jeannin, M.; Chitanu, G.C.; Carpov, A.; Thiéry, V.; et al. Efficient solvent-free microwave phosphorylation of microcrystalline cellulose. Green Chem. 2002, 4, 220–222. [Google Scholar] [CrossRef]
- Ghanadpour M., Carosio F., Wågberg L. Ultrastrong and flame-resistant freestanding films from nanocelluloses, self-assembled using a layer-by-layer approach. Appl Mater Today 2017, 9, 229–239. [CrossRef]
- Rol F., Karakashov B., Nechyporchuk O., Terrien M., Meyer V., Dufresne A.; et al. Pilot-Scale Twin Screw Extrusion and Chemical Pretreatment as an Energy-Efficient Method for the Production of Nanofibrillated Cellulose at High Solid Content. ACS Sustain Chem Eng 2017, 5, 6524–6531. [CrossRef]
- Inc. U.I., Standard UL-94: Test for flammability of plastic materials for parts in devices and appliances, 2006, Northbrook, II.
- Velencoso, M.M.; Battig, A.; Markwart, J.C.; Schartel, B.; Wurm, F.R. Molekulare Brandbekämpfung—Wie moderne Phosphorchemie zur Lösung der Flammschutzaufgabe beitragen kann. Angew. Chem. 2018, 130, 10608–106026. [Google Scholar] [CrossRef]
- Carosio, F.; Kochumalayil, J.; Cuttica, F.; Camino, G.; Berglund, L. Oriented Clay Nanopaper from Biobased Components—Mechanisms for Superior Fire Protection Properties. ACS Appl Mater Interfaces 2015, 7, 5847–5856. [Google Scholar] [CrossRef] [PubMed]
- Kiliaris, P.; Papaspyrides, C.D. Polymer/layered silicate (clay) nanocomposites: An overview of flame retardancy. Prog. Polym Sci 2010, 35, 902–958. [Google Scholar] [CrossRef]
- Liu A., Walther A., Ikkala O., Belova L., Berglund L.A. Clay nanopaper with tough cellulose nanofiber matrix for fire retardancy and gas barrier functions. Biomacromolecules 2011, 12, 633–641. [CrossRef]
- Carosio F, Cuttica F, Medina L, Berglund LA. Clay nanopaper as multifunctional brick and mortar fire protection coating-Wood case study. Mater Des 2016, 93, 357–363. [CrossRef]
- Carosio F., Kochumalayil J., Fina A., Berglund L.A. Extreme thermal shielding effects in nanopaper based on multilayers of aligned clay nanoplatelets in cellulose nanofiber matrix. Adv Mater Interfaces 2016, 3, 1600551. [CrossRef]
- Ming S., Chen G., He J., Kuang Y., Liu Y., Tao R.; et al. Highly transparent and self-extinguishing nanofibrillated cellulose-monolayer clay nanoplatelet hybrid films. Langmuir 2017, 33, 8455–8462. [CrossRef]
- Qin, S.; Pour, M.G.; Lazar, S.; Köklükaya, O.; Gerringer, J.; Song, Y.; et al. Super gas barrier and fire resistance of nanoplatelet/nanofibril multilayer thin films. Adv Mater Interfaces 2019, 6, 1801424. [Google Scholar] [CrossRef]
- Santos, L.P; Da Silva, D.S; Morari, T.H.; Galembeck, F. Environmentally friendly, high-performance fire retardant made from cellulose and graphite. Polymers 2021, 13, 2400. [Google Scholar] [CrossRef] [PubMed]
- ISO 1182:2020 Reaction to fire tests for products—Non-combustibility test.
- Miao, Y.; Wang, X.; Liu, Y.; Liu, Z.; Chen, W. Preparation of graphene oxide/cellulose composites with microcrystalline cellulose acid hydrolysis using the waste acids generated by the hummers method of graphene oxide synthesis. Polymers 2021, 13, 4453. [Google Scholar] [CrossRef] [PubMed]
- Higginbotham, A.L.; Lomeda, J.R.; Morgan A.B., Tour J.M. Graphite oxide flame-retardant polymer nanocomposites. ACS Appl Mater Interfaces 2009, 1, 2256–2261. [Google Scholar] [CrossRef] [PubMed]
- Zhang Z., Yang D., Yang H., Li Y., Lu S., Cai R.; et al. A Hydrophobic Sisal Cellulose Microcrystal Film for Fire Alarm Sensors. Nano Lett 2021, 21, 2104–2110. [CrossRef] [PubMed]
- Cao, C.F.; Yu, B.; Guo, B.F.; Hu, W.J.; Sun, F.N.; Zhang, Z.H.; et al. Bio-inspired, sustainable and mechanically robust graphene oxide-based hybrid networks for efficient fire protection and warning. Chem. Eng. J. 2022, 439, 134516. [Google Scholar] [CrossRef]
- Qiu, S.; Ren, X.; Zhou, X.; Zhang, T.; Song, L.; Hu, Y. Nacre-Inspired Black Phosphorus/Nanofibrillar Cellulose Composite Film with Enhanced Mechanical Properties and Superior Fire Resistance. ACS Appl Mater Interfaces 2020, 12, 36639–36651. [Google Scholar] [CrossRef] [PubMed]
- Xie, H.; Lai, X.; Li H., Gao J.; Zeng, X.; Huang, X.; et al. A highly efficient flame retardant nacre-inspired nanocoating with ultrasensitive fire-warning and self-healing capabilities. Chem. Eng. J. 2019, 369, 8–17. [Google Scholar] [CrossRef]
- Zeng, Q.; Zhao, Y.; Lai, X.; Jiang, C.; Wang B., Li H.; et al. Skin-inspired multifunctional MXene/cellulose nanocoating for smart and efficient fire protection. Chem. Eng. J 2022, 446, 136899. [Google Scholar] [CrossRef]
- Chollet B., Lopez-Cuesta J.M.; Laoutid, F.; Ferry, L. Lignin nanoparticles as a promising way for enhancing lignin flame retardant effect in polylactide. Materials 2019, 12, 2132. [Google Scholar] [CrossRef]
- Wu, Q.; Ran, F.; Dai, L.; Li, C.; Li, R.; Si, C. A functional lignin-based nanofiller for flame-retardant blend. Int J Biol Macromol 2021, 190, 390–395. [Google Scholar] [CrossRef]
- Dai, P.; Liang, M.; Ma, X.; Luo, Y.; He, M.; Gu, X.; et al. Highly Efficient, Environmentally Friendly Lignin-Based Flame Retardant Used in Epoxy Resin. ACS Omega 2020, 5, 32084–32093. [Google Scholar] [CrossRef] [PubMed]
- Zheng, C.; Li, D.; Ek, M. Improving fire retardancy of cellulosic thermal insulating materials by coating with bio-based fire retardants. Nord Pulp Pap. Res J 2019, 34, 96–106. [Google Scholar] [CrossRef]
- Han, T.; Sophonrat, N.; Evangelopoulos, P.; Persson, H.; Yang W., Jönsson P. Evolution of sulfur during fast pyrolysis of sulfonated Kraft lignin. J Anal Appl Pyrolysis 2018, 133, 162–168. [Google Scholar] [CrossRef]
- Tong, C.; Zhang, S.; Zhong, T.; Fang, Z.; Liu, H. Highly fibrillated and intrinsically flame-retardant nanofibrillated cellulose for transparent mineral filler-free fire-protective coatings. Chem. Eng. J. 2021, 419, 129440. [Google Scholar] [CrossRef]
- Soares Bilhalva Dos Santos, P.; Fuentes Da Silva, S.; Labidi, J.; Gatto, D. Fire resistance of wood treated by emulsion from kraft lignin. Drewno 2016, 59, 199–204. [Google Scholar] [CrossRef]
- Uddin, K.M.A.; Ago, M.; Rojas, O.J. Hybrid films of chitosan, cellulose nanofibrils and boric acid: Flame retardancy, optical and thermo-mechanical properties. Carbohydr Polym 2017, 177, 13–21. [Google Scholar] [CrossRef]
- Pan, H.; Song, L.; Ma, L.; Pan, Y.; Liew, K.M.; Hu, Y. Layer-by-layer assembled thin films based on fully biobased polysaccharides: Chitosan and phosphorylated cellulose for flame-retardant cotton fabric. Cellulose 2014, 21, 2995–3006. [Google Scholar] [CrossRef]
- Carosio, F.; Ghanadpour M., Alongi J.; Wågberg, L. Layer-by-layer-assembled chitosan/phosphorylated cellulose nanofibrils as a bio-based and flame protecting nano-exoskeleton on PU foams. Carbohydr Polym 2018, 202, 479–487. [Google Scholar] [CrossRef]
- Köklükaya, O.; Carosio, F.; Wågberg, L. Superior Flame-Resistant Cellulose Nanofibril Aerogels Modified with Hybrid Layer-by-Layer Coatings. ACS Appl Mater Interfaces 2017, 9, 29082–29092. [Google Scholar] [CrossRef]
- Dorez, G.; Ferry L., Sonnier R.; Taguet, A.; Lopez-Cuesta, J.M. Effect of cellulose, hemicellulose and lignin contents on pyrolysis and combustion of natural fibers. J Anal Appl Pyrolysis 2014, 107, 323–331. [Google Scholar] [CrossRef]
- Zhang, T.; Yan, H.; Shen, L.; Fang, Z.; Zhang, X.; Wang, J.; et al. Chitosan/phytic acid polyelectrolyte complex: A green and renewable intumescent flame retardant system for ethylene-vinyl acetate copolymer. Ind Eng Chem Res 2014, 53, 19199–191207. [Google Scholar] [CrossRef]
- Moussout H, Ahlafi H, Aazza M, Bourakhouadar M. Kinetics and mechanism of the thermal degradation of biopolymers chitin and chitosan using thermogravimetric analysis. Polym Degrad Stab 2016, 130, 1–9. [CrossRef]
- Cogollo-Herrera, K.; Bonfante-Álvarez, H.; De Ávila-Montiel, G.; Barros, A.H.; González-Delgado, Á.D. Techno-economic sensitivity analysis of large scale chitosan production process from shrimp shell wastes. Chem Eng Trans 2018, 70, 2179–2184. [Google Scholar]
- Niu, F.; Wu N., Yu J.; Ma, X. Gelation, flame retardancy, and physical properties of phosphorylated microcrystalline cellulose aerogels. Carbohydr Polym 2020, 242, 116422. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Y.; Yu, Z.; Zhu, J.; Zhang, Y.; Ren, X.; Jiang, F. Developing flame-retardant lignocellulosic nanofibrils through reactive deep eutectic solvent treatment for thermal insulation. Chem. Eng. J. 2022, 445, 136748. [Google Scholar] [CrossRef]
- Kim, H.; Park J., Minn K.S.; Pak, S.Y.; Lee, D.; Youn, J.R.; et al. Flame retardant composite foam modified by silylated nanocellulose and tris(2-chloropropyl) phosphate. Fibers Polym. 2019, 20, 2280–2288. [Google Scholar] [CrossRef]
- Carosio, F.; Medina, L.; Kochumalayil, J.; Berglund, L.A. Green and fire resistant nanocellulose/hemicellulose/clay foams. Adv Mater Interfaces 2021, 8, 2101111. [Google Scholar] [CrossRef]
- Wang, L.; Sánchez-Soto, M. Green bio-based aerogels prepared from recycled cellulose fiber suspensions. RSC Adv 2015, 5, 31384–31391. [Google Scholar] [CrossRef]
- Han, Y.; Zhang, X.; Wu, X.; Lu, C. Flame Retardant, Heat Insulating Cellulose Aerogels from Waste Cotton Fabrics by in Situ Formation of Magnesium Hydroxide Nanoparticles in Cellulose Gel Nanostructures. ACS Sustain Chem Eng 2015, 3, 1853–1859. [Google Scholar] [CrossRef]
- He, C.; Huang, J.; Li, S.; Meng, K.; Zhang, L.; Chen, Z.; et al. Mechanically Resistant and Sustainable Cellulose-Based Composite Aerogels with Excellent Flame Retardant, Sound-Absorption, and Superantiwetting Ability for Advanced Engineering Materials. ACS Sustain Chem Eng 2018, 6, 927–936. [Google Scholar] [CrossRef]
- Farooq, M.; Sipponen, M.H.; Seppälä, A.; Österberg, M. Eco-friendly Flame-Retardant Cellulose Nanofibril Aerogels by Incorporating Sodium Bicarbonate. ACS Appl Mater Interfaces 2018, 10, 27407–27415. [Google Scholar] [CrossRef] [PubMed]
- Guo, W.; Wang, X.; Zhang, P.; Liu, J.; Song, L.; Hu, Y. Nano-fibrillated cellulose-hydroxyapatite based composite foams with excellent fire resistance. Carbohydr Polym 2018, 195, 71–78. [Google Scholar] [CrossRef]
- Huang, C.; Bhagia, S.; Hao, N.; Meng, X.; Liang, L.; Yong, Q.; et al. Biomimetic composite scaffold from an in situ hydroxyapatite coating on cellulose nanocrystals. RSC Adv 2019, 9, 5786–5793. [Google Scholar] [CrossRef]
- Yang, L.; Mukhopadhyay, A.; Jiao, Y.; Yong, Q.; Chen, L.; Xing, Y.; et al. Ultralight, highly thermally insulating and fire resistant aerogel by encapsulating cellulose nanofibers with two-dimensional MoS2. Nanoscale 2017, 9, 11452–11462. [Google Scholar] [CrossRef] [PubMed]
- Wicklein, B.; Kocjan, A.; Salazar-Alvarez, G.; Carosio, F.; Camino, G.; Antonietti, M.; et al. Thermally insulating and fire-retardant lightweight anisotropic foams based on nanocellulose and graphene oxide. Nat Nanotechnol 2015, 10, 277–283. [Google Scholar] [CrossRef] [PubMed]
- Wicklein, B.; Kocjan, D.; Carosio, F.; Camino, G.; Bergström, L. Tuning the nanocellulose-borate interaction to achieve highly flame retardant hybrid materials. Chem. Mater. 2016, 28, 1985–1989. [Google Scholar] [CrossRef]
- Cheng, X.; Zhu, S.; Pan, Y.; Deng, Y.; Shi, L.; Gong, L. Fire retardancy and thermal behaviors of Cellulose nanofiber/zinc borate aerogel. Cellulose 2020, 27, 7463–7474. [Google Scholar] [CrossRef]
- Guo, W.; Hu, Y.; Wang, X.; Zhang, P.; Song L., Xing W. Exceptional flame-retardant cellulosic foams modified with phosphorus-hybridized graphene nanosheets. Cellulose 2019, 26, 1247–1260. [Google Scholar] [CrossRef]
- Ghanadpour M., Wicklein B., Carosio F., Wågberg L. All-natural and highly flame-resistant freeze-cast foams based on phosphorylated cellulose nanofibrils. Nanoscale 2018, 10, 4085–4095. [CrossRef]
- Fan, B.; Chen, S.; Yao, Q.; Sun, Q.; Jin, C. Fabrication of cellulose nanofiber/AlOOH aerogel for flame retardant and thermal insulation. Materials 2017, 10, 311. [Google Scholar] [CrossRef]
- Yuan, B.; Zhang, J.; Yu, J.; Song, R.; Mi, Q.; He, J.; et al. Transparent and flame retardant cellulose/aluminum hydroxide nanocomposite aerogels. Sci China Chem 2016, 59, 1335–1341. [Google Scholar] [CrossRef]
- Yuan, B.; Zhang, J.; Mi, Q.; Yu, J.; Song, R.; Zhang, J. Transparent cellulose-silica composite aerogels with excellent flame retardancy via an in situ sol-gel process. ACS Sustain Chem Eng 2017, 5, 11117–11123. [Google Scholar] [CrossRef]
- Zhang, J.; Ji, Q.; Shen, X.; Xia, Y.; Tan, L.; Kong, Q. Pyrolysis products and thermal degradation mechanism of intrinsically flame-retardant calcium alginate fibre. Polym Degrad Stab 2011, 96, 936–942. [Google Scholar] [CrossRef]
- Berglund L, Nissilä T, Sivaraman D, Komulainen S, Telkki VV, Oksman K. Seaweed-derived alginate-cellulose nanofiber aerogel for insulation applications. ACS Appl Mater Interfaces 2021, 13, 34899–34909. [CrossRef] [PubMed]
- Missio, A.L.; Otoni, C.G.; Zhao, B.; Beaumont, M.; Khakalo, A.; Kämäräinen, T.; et al. Nanocellulose Removes the Need for Chemical Crosslinking in Tannin-Based Rigid Foams and Enhances Their Strength and Fire Retardancy. ACS Sustain Chem Eng 2022, 10, 10303–10310. [Google Scholar] [CrossRef] [PubMed]
- Wang, M.; Anoshkin, I.V.; Nasibulin, A.G.; Korhonen, J.T.; Seistonen, J.; Pere, J.; Kauppinen, E.I.; Ras, R.H.; Ikkala, O. Modifying native nanocellulose aerogels with carbon nanotubes for mechanoresponsive conductivity and pressure sensing. Adv. Mater 2013, 25, 2428–2432. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Xu, T.; Cai, C.; Liu, K.; Liu, W.; Zhang, M.; Du, H.; Si, C.; Zhang, K. Multifunctional superelastic, superhydrophilic, and ultralight nanocellulose-based composite carbon aerogels for compressive supercapacitor and strain sensor. Adv Funct Mater 2022, 32, 2113080. [Google Scholar] [CrossRef]
- Pääkkö, M.; Vapaavuori, J.; Silvennoinen, R.; Kosonen, H.; Ankerfors, M.; Lindström, T.; Berglund, L.A.; Ikkala, O. Long and entangled native cellulose nanofibers allow flexible aerogels and hierarchically porous templates for functionalities. Soft Matter 2008, 412, 2492–2499. [Google Scholar] [CrossRef]
- Mendez, J.D.; Weder, C. Synthesis, electrical properties, and nanocomposites of poly(3,4-ethylenedioxythiophene) nanorods. Polym Chem 2010, 18, 1237–1244. [Google Scholar] [CrossRef]
- Sehaqui, H.; Salajková, M.; Zhou, Q.; Berglund, L.A. Mechanical performance tailoring of tough ultra-high porosity foams prepared from cellulose nanofiber suspensions. Soft Matter 2010, 6, 1824–1832. [Google Scholar] [CrossRef]
- Isogai, A. Emerging Nanocellulose Technologies: Recent Developments. Adv. Mater. 2021, 33, 2000630. [Google Scholar] [CrossRef] [PubMed]
Figure 2.
The schematic presentation of the brick-mortar structure in CNF/MMT nanopaper (Reprinted from ref. [77] with permission from ACS Publications Applied Materials & Interfaces. Copyright (2023) American Chemical Society).
Figure 2.
The schematic presentation of the brick-mortar structure in CNF/MMT nanopaper (Reprinted from ref. [77] with permission from ACS Publications Applied Materials & Interfaces. Copyright (2023) American Chemical Society).
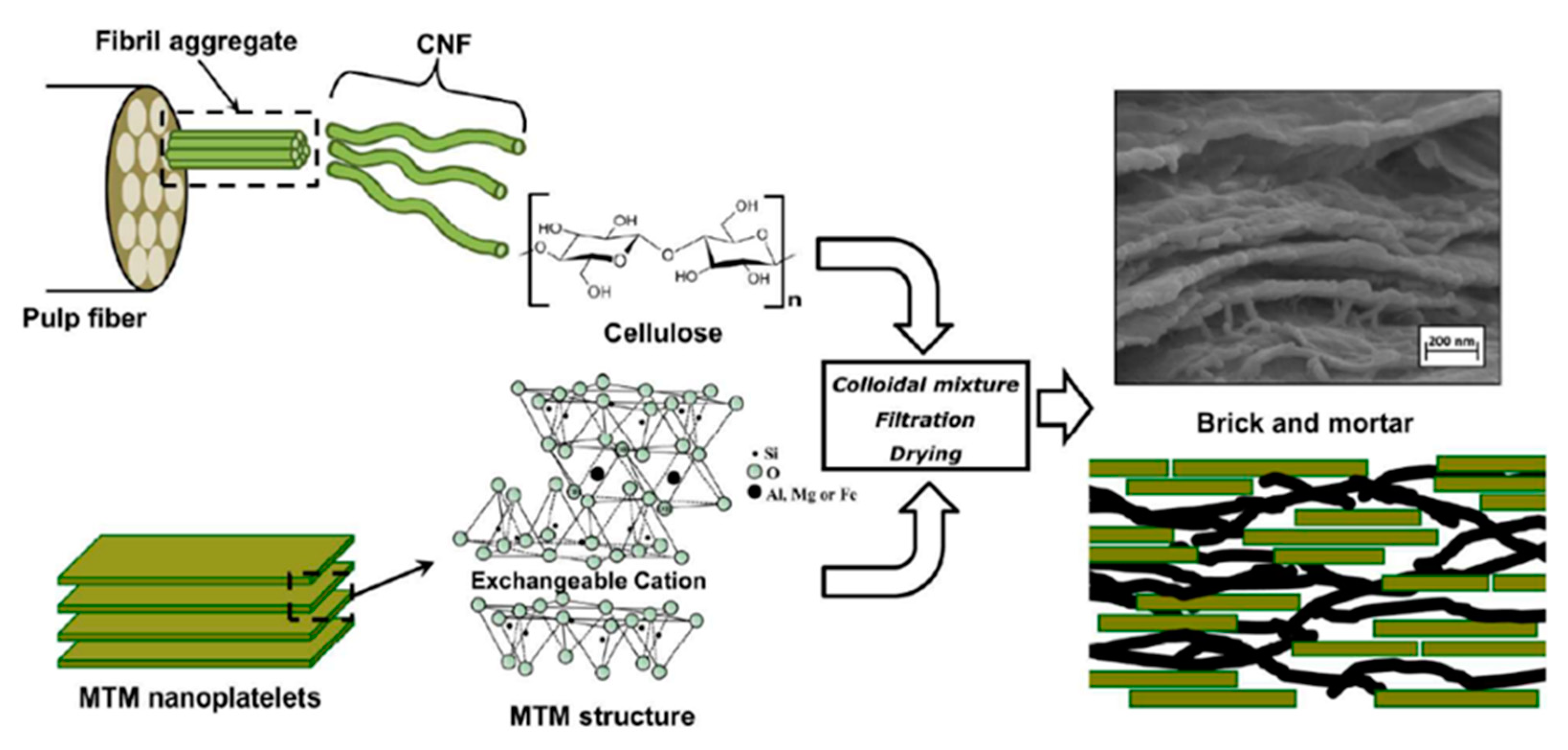

Table 1.
Selected examples of pre- and post-phosphorylation of cellulosic materials.
| Cellulose grade | Reagent | Charge, μmol/g/ DS (0-1) |
UL-94 | TGA/air residue, wt% | TGA/air Tmax2 °C |
Source |
|---|---|---|---|---|---|---|
| CNF | Control/unmodified AGU/(NH4)2HPO4/urea= 1/1.2/4.9a AGU/(NH4)2HPO4/urea= 2.5/10a |
- 912/ 0.15 1840/ 0.41 |
- self-exting.c - |
~0 (800 °C) 9 - |
422 539 - |
[10] |
| CNF (post-P) |
Control/unmodified Hexokinase (EC2.7.1.1.)/ ATP/MgCl2 |
- DS: 0.43 |
- - |
15 (600 °C) 57 |
- - |
[56] |
| CNF | Control/unmodified AGU/(NH4)2HPO4/urea=1/1.2/4.9a |
- 2930 |
- V-0 |
0 ~ 25 (800 °C) |
[19] | |
| NFC | Control P2O5/cellulose=1:1 and 2:1b; (+ melamine) |
- DS:0.15-0.16 |
- - |
0.6 (800 °C) 9.2 |
- - |
[57] |
| NCC (post-P) |
Control/unmodified P2O5/urea P2O5 |
- 3300/ 0.26 950/ 0.08 |
- - - |
4 (500 °C) 30 - |
- - - |
[58] |
| NFC/MFC | AGU/(NH4)2HPO4/urea=1/1.5/10a | 4500/ 0.39 | self-exting.c | - | - | [11] |
| NFC | Control/unmodified Periodate oxidation |
0 320 |
- self-exting.c |
0 (700 °C) 27 |
379 389 |
[9] |
| NFC/MFC | Control/unmodified AGU/(NH4)2HPO4/urea=1/0.5/2a |
- 1540 |
- self-exting.c |
0.6 (800 °C) 20 |
513 625 |
[59] |
| NCC/NFC (post-P) | Control/unmodified NC/H3PO4/water NC/H3PO4/molten urea |
- NFC: 19 NCC: 435 NFC: 1173 NCC: 1038 |
- - - - |
~ 14 (600 °C) ~ 30 ~ 45 ~45 ~ 40 |
- - - - - |
[60] |
a molar ratio; b mass ratio; c standard does not defined.
Table 2.
Micro-scale combustion calorimetry test results. BCNF denotes bamboo CNF, P denotes phosphorylation, and L denotes lignin [14].
Table 2.
Micro-scale combustion calorimetry test results. BCNF denotes bamboo CNF, P denotes phosphorylation, and L denotes lignin [14].
| Sample | HRC, J/gK | pHRR, W/g | TpHRR, °C | THR, kJ/g |
|---|---|---|---|---|
| BCNF | 168.9 | 166.2 | 356.1 | 9.7 |
| P-BCNF | 43.2 | 42.7 | 293 | 1.8 |
| BCNF-L | 135.6 | 134.2 | 339.3 | 8.3 |
| P-BCNF-L | 22.8 | 21.1 | 281.2 | 1.3 |
Table 3.
Two-step degradation of HefCel and P-HefCel samples at various AGU/(NH4)2HPO4 molar ratios [59].
Table 3.
Two-step degradation of HefCel and P-HefCel samples at various AGU/(NH4)2HPO4 molar ratios [59].
| Sample | T10%, °C | T50%, °C | Tmax1, °C | Tmax2, °C | Char, wt% |
|---|---|---|---|---|---|
| HefCel | 285.2 | 347.2 | 346.8 | 512.5 | 0.6 |
| P-HefCel_0.125* | 226.4 | 330.4 | 268.2 | 529.2 | 2.2 |
| P-HefCel_0.25* | 232.4 | 361.2 | 284.5 | 552.2 | 9.2 |
| P-HefCel_0.5* | 210.6 | 401.4 | 280.4 | 624.8 | 20.0 |
* Number denotes an AGU/(NH4)2HPO4 molar ratio.
Table 4.
Cone calorimeter test results for a wood sample with and without NFC/MMT nanopaper coating [80].
Table 4.
Cone calorimeter test results for a wood sample with and without NFC/MMT nanopaper coating [80].
| Sample | IT, s | pHRR, kW/m2 | THR, MJ/m2 | MARHE, kW/m2 | Residue, % |
|---|---|---|---|---|---|
| Wood | 89 ± 5 | 248 ± 9 | 61 ± 2 | 138 ± 10 | 15 ± 1 |
| Coated | 358 ± 58 | 285 ± 50 | 41 ± 5 | 74 ± 9 | 20 ± 2 |
Table 5.
FR parameters of coatings containing different FR additives [96].
Table 5.
FR parameters of coatings containing different FR additives [96].
| Sample | IT, s | pHRR, kW/m2 | THR, MJ/m2 | TGA, wt%/800 °C |
|---|---|---|---|---|
| Reference, no coating | 12 ± 4 | 120 ± 6 | 10 ± 1 | 15 ±1 |
| MFC, 100% | 18 ± 1 | 127 ± 9 | 11 ± 1 | 22 ± 1 |
| Sulf. kraft lignin (10%) + MFC | 12 ± 1 | 85 ± 4 | 8 ± 2 | 52 ±0 |
| Kraft lignin (10%) +MFC | 14 ± 2 | 127 ± 8 | 11 ± 1 | 40 ± 2 |
| Nanoclay (10%) + MFC | no ign. | 5 ± 1 | 0.4 ± 0.1 | 87 ± 0 |
| Synergistic FR (10%) + MFC | 34 ± 2 | 47 ± 6 | 4.2 ± 0.2 | 45 ± 3 |
| EG (10%) + MFC | 26 ± 8 | 47 ± 1 | 7 ± 0.4 | 74 ± 2 |
Table 6.
MCC results of regenerated cellulose aerogel and cellulose/Al(OH)3 nanocomposite aerogels [125].
Table 6.
MCC results of regenerated cellulose aerogel and cellulose/Al(OH)3 nanocomposite aerogels [125].
| Sample | THR (kJ/g) | pHRR (W/g) | TpHRR (°C) | R,% |
|---|---|---|---|---|
| CNF | 11.3 | 294 | 351 | 14 |
| CNF/Al(OH)3(56wt%) | 2.0 | 51 | 240 | 50 |
| CNF/Al(OH)3(67 wt%) | 1.7 | 24 | 247 | 60 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



