
Submitted:
01 December 2023
Posted:
04 December 2023
You are already at the latest version
Abstract
The crosslinking behavior of polyethylene (PE) determines its exceptional performance and application. In this study, we investigated the crosslinking behaviors of different PE resins through model simulation and rheological methods. Specifically, the mathematical equation of "S" model was established for PE resin. According to this equation, the optimal maximum gel content for high-density polyethylene (HDPE) was found to be around 85%. Moreover, the maximum crosslinking degrees for different PE resins depended largely on their density and molecular weight. The melt viscosities before crosslinking in PE resins were highly influenced by their melt index. The higher melt indexes resulted in the lower storage moduli, improving melt processability during processing. In addition, the crosslinking rates of PE resins were strongly influenced by peroxide concentration, independent of PE resin structures. For high molecular weight and low-density PE resins, they exhibited decreased ti values, increased A0 values, and decreased k6 values. However, there were no noticeable variations in the values of k2 and phi among different PE resins. And all simulated modeling outcomes showed the remarkable consistency with the experimental rheological data. These findings are of utmost significance in the industrial manufacture of PE resin.
Keywords:
polyethylene
; crosslink
; polymeric structure
; model simulation
; rheological method
1. Introduction
Polyethylene (PE) is a widely used material and one of the most popular materials in engineering. It is a thermoplastic polymer that is valued for its versatility and durability. PE is commonly used in various applications such as packaging, construction, transportation, and electrical engineering [1,2,3]. PE is known for its high strength-to-weight ratio, making it an ideal choice for manufacturing lightweight but sturdy products. It is also resistant to moisture, chemicals, and impact, further enhancing its suitability for a wide range of applications. In addition to its physical properties, PE is also a highly versatile material that can be easily molded into different shapes and sizes. This makes it a cost-effective option for manufacturers and engineers, as it can be customized to meet specific design requirements. Furthermore, PE is likely to remain an essential material in various industries for years to come. Its continued popularity and demand highlight its significance in the field of engineering.
Crosslinking is a crucial process in the creation of PE materials. It involves the formation of covalent bonds between polymer chains, which results in the development of a three-dimensional macromolecular structure. This modification of the polymer structure is typically achieved through various chemical methods [4,5,6,7,8]. When PE chains are linked through crosslinking, it enhances the physical properties of the material, such as its strength, durability, and thermal stability. This makes crosslinked polymers highly desirable for a wide range of applications, including in the automotive, aerospace, and construction industries [9,10,11,12,13]. Crosslinked polyethylene (XLPE) has garnered growing attention from scientists and engineers due to its exceptional performance properties, including excellent cable function, high wear resistance, outstanding chemical resistance, notched impact strength, low shrinkage, and superior thermal resistance [14,15,16]. Additionally, it can enhance the rheological properties and foamability of PE [17,18,19]. Generally, there are three main methods for crosslinking: high-energy radiation crosslinking [20], organic peroxide-induced chemical crosslinking [21], and silane-water crosslinking [22]. Among these, the chemical crosslinking reaction using organic peroxide is widely favored for its cost-effectiveness and minimal by-products. However, the challenge in using chemical crosslinkable PE to produce high-performance plastic product lies in controlling and preventing premature crosslinking. Research involving molecular dynamics simulations and experimental techniques has indicated that a high ratio of peroxide to PE can increase the production of byproducts, but does not necessarily result in a higher amount of XLPE. To date, the understanding of chemical crosslinking has been limited due to the complexity of its chemical reaction [23,24]. Various reaction mechanisms have been suggested for rubbers and the most widely accepted one is as follows [25,26,27,28]. The peroxide complex initially decomposes to generate active radicals at high temperatures. Subsequently, the radical is transferred to the hydrogen atom site in the PE molecule based on electronegativity differences. Finally, the PE molecules with the radicals react with each other and form crosslinking bonds. However, there are often side-reactions during the crosslinking process. It remains a significant challenge to understand the effects of PE types and peroxide complex content on pre-crosslinking melt processability, crosslinking rate, and final degree of crosslinking.
For PE resin, it is crucial aspect to research for kinetic analysis [29,30] and rheological method [31]. Rotational rheometers or rubber processing analyzers (RPAs) can be conveniently and accurately utilized to continuously measure the entire crosslinking process, including induction, curing, and over-cure periods. In this work, the effects of PE types and peroxide complex content on crosslinking behaviors are investigated using model simulation and rheological method. The degree of crosslinking is directly related to the stiffness of crosslinked PE. Consequently, the degree of crosslinking of PE can be conveniently evaluated using the storage modulus to establish the quantitative relationship between gel content and storage modulus. Therefore, it is necessary to investigate effects of PE types and peroxide complex content on various parameters in a kinetic model will also be evaluated for better understanding the crosslinking behavior of PE resin.
2. Results and Discussion
2.1. Gel Content and Storage Modulus Analysis of XLPE
Based on the crosslinking mechanism of PE resin, a straightforward and empirical mathematical “S” model is initially derived and utilized to forecast the crosslinking degree of XLPE resin by introducing peroxide mixture content. The mathematical equation is stated as follows:
where , C and Xc are the parameters of crosslinking behaviors. From experimental data and Equation (2), all parameters can be well calculated and applied to predict the degree of crosslinking for XLPE resin. In order to further investigate the feasibility of the above “S” model for different types of XLPE resins, the effects of gel content by the peroxide mixture content are showed in Figure 1. All relationships between gel content and the peroxide mixture content for different types of XLPE resins can fit the above mathematic “S” model well. The detail of parameter values is evaluated and listed in Table 1. Therein, the XL7042 sample can provide the highest value of ideal maximum degree of crosslinking, and the XL8920 sample provides the lowest value among these four types of XLPE resins. According to Equation (1), the ideal maximum gel content is about 85 wt.% for HPDE 8007, which is nearly consistent with the experiment value of the XL8007 sample in Figure 1.
The optimum level of crosslinking for different types of XLPE resins is highly dependent on density and molecular weight. In Table 1, line low-density polyethylene (LLDPE 7042) with a low melt index is particularly suited for achieving a high degree of crosslinking. Compared with HDPE 8920 and 8007, LLDPE 7042 contains more tertiary butyl chains, which are more readily attracted by free radicals. PE resins with a low melt index and longer chains can easily intertwine to form a polymeric structure, resulting in the formation of a gel structure when reacting with free radicals. For HDPE 8920, the gel content of XL8920 sample sharply rises as the peroxide mixture content increases up to 10 wt.%, after which the curve gradually plateaus (Figure 1). This outcome is akin to the effects of silane-induced crosslinking and gamma crosslinking [20,22]. Specifically, at lower peroxide mixture content, the crosslinking process can be rapidly promoted by free radicals generated from peroxides. However, as the concentration increases and the level of free radicals reaches equilibrium, the additional concentration contributes little to the crosslinking rate of HDPE 8920.
The conventionally used method for measuring the crosslinking degree is gel content, which typically involves the use of xylene as the solvent. However, this process is time-consuming and can also pose health risks. As a result, many researchers and engineers now prefer to use the storage modulus analysis by rheological method as an alternative to gel content. This entails establishing a mathematical equation relationship between the storage modulus (G’) value and gel content. In our research, as shown in Figure 2, a clear linear mathematical equation was established between the crosslinking degree and log (G’). Furthermore, a constant linear slope was observed between log (G’) and gel content, which exhibits little dependence on the structure of PE resins. Consequently, the plateau storage modulus (G’max) value can be relied upon to predict the degree of crosslinking for PE resins. Additionally, the G’max value increases as the peroxide mixture content rises, as depicted in Figure 3. It is important to note that the G’max value is influenced not only by crosslinking but also by the molecular weight and density of PE resin. The relationship between the G’max value and peroxide mixture content closely mirrors the changes in gel content with increasing peroxide mixture content. As mentioned above, there is a linear relationship between log (G’) and gel content.
2.2. Crosslinking Rate of XLPE
The crosslinking rate is a measure of the reaction efficiency for XLPE resins. Moreover, the enhanced crosslinking rate can lead to a reduction in processing time. For XLPE resin, the time-dependent behavior of crosslinking can be well characterized by the following equations:
The boundary condition of this function () is and . As depicted in Figure 4, it exhibits an exponential growth pattern with varying the peroxide mixture content. The crosslinking behavior can be conceptualized as involving multiple chemical reactions linked to a thermodynamic function [29]. It is observed that the crosslinking rate escalates with increasing the peroxide mixture content, which can enhance the crosslinking efficiency of PE resin. However, as can be seen in Figure 4, there is no significant disparity in crosslinking rates for different types of XLPE resins with increasing peroxide mixture content. Except for the effect of temperature, the crosslinking rates of XLPE resins were strongly influenced by the peroxide concentration, which were independent of PE resin structures.
2.3. Crosslinking Behavior Simulation of XLPE
In order to gain a better understanding of the crosslinking behavior of XLPE resin with varying the peroxide mixture content, Ding et al. [20] proposed a simplified yet realistic model. The model is represented by the following equation:
It effectively describes the relationship between crosslink behavior and cure time (t). A0 indicates the concentration of the active curing agent, suggesting that higher A0 levels correspond to a higher degree of crosslinking. Additionally, k2 and k6 function as rate constants for the reaction from crosslink precursors to their activated forms and the reaction of crosslink degradation, respectively. The phi value is the ratio of the rate constant k5/k3, which plays a role in regulating the competition between crosslinking and side reactions by temperature. Herein, the cure time (t) is eliminated with the introduction time (ti) implying scorch time. In this mathematical model, various parameters have been assessed for XLPE resins and peroxide mixture content. Table 2 displays the fitting parameters ti, A0, k2, k6, and phi of different XLPE resins with the peroxide mixture content through model simulations. The values of ti, indicating the scorch time of crosslinking, increase with the rising level of the peroxide mixture content. A0 values, reflecting the degree of crosslinking, are highly dependent on the peroxide mixture content. k2, a function of temperature, governs the crosslinking rate. It has a higher value indicating a faster rate of crosslinking. It is observed that k2 increases with the escalating level of the peroxide mixture content. The rate constant k6 also influences the maximum degree of crosslinking and alters the reversion rate during the over-crosslinking period. The fitting results indicate that k2 is significantly higher than k6, signifying that the precursor reaction for crosslinking activation occurs more swiftly than the crosslinking degradation process. However, k6 decreases with the increasing level of the peroxide mixture content, suggesting that the cure reversion would be less severe at higher peroxide mixture content. The change in phi correlates to a shift in the maximum crosslinking density with crosslinking temperature. No significant differences are observed at the same temperature for different XLPE resins. The XLPE sample with high molecular weight and low density may demonstrate a low ti value, a high A0 value, and a low k6 value. The simulation findings indicate that high molecular weight and low-density PE resins result in a high level of crosslinking, but can also lead to premature and excessive crosslinking. However, there is no significant difference in k2 and phi values. The rate of crosslinking is largely influenced by the crosslinking temperature and peroxide mixture content, rather than the polymeric structure of PE resin.
2.4. Melt Processibility of XLPE by rheological measurement
Prior to crosslinking, PE resin must be melted to produce a dense material suitable for the rotational molding process. At this stage, the temperature will rise from room temperature to a specified temperature (200 °C), making PE resin with low activation energy more desirable for the melting process. Conversely, an increase in temperature may lead to premature crosslinking. Therefore, it is a crucial aspect to investigate the melt processibility of different types of XLPE resins with varying the peroxide mixture content through rheological measurement. To the best of our knowledge, there are few literatures on the effects of PE resins and the peroxide mixture content on melt processibility prior to crosslinking.
Figure 5 depicts the storage modulus versus temperature for XLPE resins with varying the peroxide mixture content. The majority of peroxides exhibit a very brief half-life above 170 °C, and their recommended processing temperatures do not exceed 140 °C, as reported in previous studies [26,27]. Consequently, their applicability in the rotational molding process of XLPE resin is restricted. Interestingly, all XLPE samples examined in this study did not undergo premature crosslinking at temperatures below 180 °C. This finding is crucial and advantageous for the rotational molding process.
3. Conclusions
The crosslinking behavior of XLPE resin was examined using model simulation and rheological method. In this work, a simple and empirical mathematical “S” model was developed to predict the degree of crosslinking of XLPE resin. According to this model, the optimal maximum gel content for HDPE is approximately 85%. XLPE resin with high molecular weight and low density tends to exhibit a high degree of crosslinking, but can also result in premature and excessive crosslinking. Except for the effect of temperature, the rate of crosslinking is largely dependent on the concentration of the peroxide, rather than the polymeric structure. The peroxide mixture content has minimal impact on the variability of storage modulus with increasing temperature prior to crosslinking. The melt viscosities before crosslinking for different XLPE resins are primarily determined by their melt index. Higher melt index values are associated with lower storage modulus improved melt processability during processing. XLPE resins with high molecular weight and low density exhibit a low value of ti, high value of A0, and low value of k6. However, there is no significant difference in the values of k2 and phi. All model simulation results showed good agreement with experimental rheological data, which are critically important for the industrial production of XLPE resins.
4. Materials and Methods
4.1. Materials
HDPE (8007) with a melt index of 7.5 g/10 min at 190 °C and density of 0.963 g/cm3, and LLDPE (7042) with a melt index of 2.0 g/10 min at 190 °C and density of 0.918 g/cm3 are provided by Shenhua Group Ltd. MDPE(2388) with a melt index of 0.55 g/10 min at 190 °C and density of 0.941 g/cm3, and HDPE(8920) with a melt index of 20 g/10 min at 190 °C and density of 0.965 g/cm3 are separately obtained from Dow Chemical and ExxonMobil. The peroxide mixture containing a small amount of PE resin, a certain amount of peroxide, crosslinking coagents, and processing aids is manufactured in our laboratory. All other chemicals are purchased from Sigma-Aldrich. The compositions of as-prepared different polymer materials with various amounts of the peroxide mixture are presented in Table 3. The polymer material and the peroxide mixture is pre-mixed for approximately 3 minutes and then compounded using an AK-36 twin-screw extruder with a diameter of 36 mm and an LD ratio of 48:1, running at a speed of 230 rpm at 160 °C. High-pressure molding is carried out in a hot press (P300P series, Collin Inc., USA) at 160 °C and 12 MPa for 5 minutes. The sheet samples are then cooled to room temperature at a rate of 10 minutes.
4.2. Methods
The gel content, which measures the crosslinking degree of XLPE, is determined gravimetrically using xylene as the solvent at 170 °C according to ASTM-D2765. A XLPE sample weighing 0.400 ± 0.015 g is cut into small pieces and placed in a 100 stainless steel wire cloth. The specimens are then extracted for 20 h, followed by drying in a vacuum oven at 90 °C for 6 h. The gel content of the XLPE sample is evaluated using the equation:
where W0 and W are the weight of the samples before and after solvent extraction, respectively. A controlled stain rheometer (TA rheometer) in oscillatory mode with parallel plat fixture (20 mm in diameter) at a gap of 1.0 mm is used to measure the crosslinking behavior. The processing conditions consist of two stages: Step 1) the temperature is ramped from 140 °C to 200 °C at a rate of 10 °C/min; Step 2) a time sweep is performed at 200 °C for 15 min. All rheological testing conditions are maintained at a 5% strain and a frequency of 1.0 Hz. The storage modulus (G’) obtained from rheological measurement for XLPE serves as an indicator of melt strength for the melting resin. During the temperature ramp stage, the changes in storage modulus with increasing temperature can be used to characterize the melt processibility before crosslinking. During the time-sweeping stage, the variation in storage modulus reflects the degree of crosslinking for XLPE. From this stage, all relevant parameters of crosslinking behavior, such as scorch time, crosslinking rate, and final degree of crosslinking can be accurately determined.
Author Contributions
Conceptualization, methodology, formal analysis, investigation, writing—original draft preparation, X.C.; writing—review and editing, Q.H. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Eagan, J.M.; Xu, J.; Di Girolamo, R.; Thurber, C.M.; Macosko, C.W.; LaPointe, A.M.; Bates, F.S.; Coates, G.W. Combining polyethylene and polypropylene: Enhanced performance with PE/iPP multiblock polymers. Science 2017, 355, 814–816. [Google Scholar] [CrossRef]
- Stürzel, M.; Mihan, S.; Mülhaupt, R. From multisite polymerization catalysis to sustainable materials and all-polyolefin composites. Chem. Rev. 2016, 116, 1398–1433. [Google Scholar] [CrossRef] [PubMed]
- Xu, A.; Roland, S.; Colin, X. Physico-chemical characterization of the blooming of Irganox 1076® antioxidant onto the surface of a silane-crosslinked polyethylene. Polym. Degrad. Stabil. 2020, 171, 109046. [Google Scholar] [CrossRef]
- Sarkari, N.M.; Doğan, Ö.; Bat, E.; Mohseni, M.; Ebrahimi, M. Assessing effects of (3-aminopropyl)trimethoxysilane self-assembled layers on surface characteristics of organosilane-grafted moisture-crosslinked polyethylene substrate: A comparative study between chemical vapor deposition and plasma-facilitated in situ grafting methods. Appl. Surf. Sci. 2019, 497, 143751. [Google Scholar]
- Tajima, S.; Komvopoulos, K. Physicochemical properties and morphology of fluorocarbon films synthesized on crosslinked polyethylene by capacitively coupled octafluorocyclobutane plasma. J. Phys. Chem. C 2007, 111, 4358–4367. [Google Scholar] [CrossRef]
- Sirisinha, K.; Chuaythong, P. Reprocessable silane-crosslinked polyethylene: property and utilization as toughness enhancer for high-density polyethylene. J. Mater. Sci. 2014, 49, 5182–5189. [Google Scholar] [CrossRef]
- Sun, F.; Yang, S.; Wang, Q. Selective decomposition process and mechanism of Si−O−Si cross-linking bonds in silane cross-linked polyethylene by solid-state shear milling. Ind. Eng. Chem. Res. 2020, 59, 12896–12905. [Google Scholar] [CrossRef]
- Sirisinha, K.; Boonkongkaew, M. Improved silane grafting of high-density polyethylene in the melt by using a binary initiator and the properties of silane-crosslinked products. J. Polym. Res. 2013, 20, 120. [Google Scholar] [CrossRef]
- Gill, Y.Q.; Ehsan, H.; Mehmood, U.; Irfan, M.S.; Saeed, F. A novel two-step melt blending method to prepare nano-silanized-silica reinforced crosslinked polyethylene (XLPE) nanocomposites. Poly. Bull. 2022, 79, 10077–10093. [Google Scholar] [CrossRef]
- Camalov, M.; Orucov, A.; Hashimov, A.; Arikan, O.; Akin, F. Breakdown strength analysis of XLPE insulation types: A comparative study for multi-layer structure and voltage rise rate. Electr. Pow. Syst. Res. 2023, 223, 109703. [Google Scholar] [CrossRef]
- Shah, N.A.; Hong, R.; Yang, X.; Huang, S.S.; Gul, R.M.; Liu, Y.; Li, L.; Xu, J.Z.; Li, K.; Li, Z.M. Synergy stabilization of vitamin E and D-sorbitol on crosslinked ultrahigh molecular weight polyethylene for artificial joint under in-vitro clinically relevant accelerated aging. Polym. Degrad. Stabil. 2023, 214, 110382. [Google Scholar] [CrossRef]
- Lee, H.; Jeong, J.H.; Hong, G.; Cho, H.K.; Baek, B.K.; Koo, C.M.; Hong, S.M.; Kim, J.; Lee, Y.W. Effect of Solvents on De-Cross-Linking of Cross-Linked Polyethylene under Subcritical and Supercritical Conditions. Ind. Eng. Chem. Res. 2013, 52, 6633–6638. [Google Scholar] [CrossRef]
- Zhang, F.; Zhang, X.; Yu, K.; Li, K.; Hou, J.; Yang, Y.; Shen, C.; Chen, J.; Park, C.B. Preparation and microcellular foaming of crosslinked polyethylene-octene elastomer by ionic modification. J. Supercrit. Fluid. 2023, 202, 106035. [Google Scholar] [CrossRef]
- Akbarian, D.; Hamedi, H.; Damirchi, B.; Yilmaz, D.E.; Penrod, K.; Hunter Woodward, W.H.; Moore, J.; Lanagan, M.T.; van Duin, A.C.T. Atomistic-scale insights into the crosslinking of polyethylene induced by peroxides. Polymer 2019, 183, 121901. [Google Scholar] [CrossRef]
- Molinari, E.C.; Failla, M.D.; Tuckart, W.R. The effect of crosslinks on the sliding wear of high-density polyethylene. Tribol. Lett. 2016, 64, 27. [Google Scholar] [CrossRef]
- Crawford, R.J.; Throne, J.L. Rotational Molding Technology; William Andrew: Norwich, NY, USA, 2001; pp. 58–60. [Google Scholar]
- Kaltenegger-Uray, A.; Rieß, G.; Lucyshyn, T.; Holzer, C.; Kern, W. Physical foaming and crosslinking of polyethylene with modified talcum. Polymers 2019, 11, 1472. [Google Scholar] [CrossRef] [PubMed]
- Shigehiko, A.; Masayuki, Y. Study on the foaming of crosslinked polyethylene. J. Appl. Polym. Sci. 2001, 79, 2149–2155. [Google Scholar]
- Marcilla, A.; García-Quesada, J.C.; Ruiz-Femenia, R.; Beltrán, M.I. Crosslinking of rotational molding foams of polyethylene. Polym. Eng. Sci. 2007, 47, 1804–1812. [Google Scholar] [CrossRef]
- Ding, R.; Leonov, A.I. A kinetic model for sulfur accelerated vulcanization of a natural rubber compound. J. Appl. Polym. Sci. 1996, 61, 455–463. [Google Scholar] [CrossRef]
- Jiao, C.M.; Wang, Z.Z.; Liang, X.M.; Hu, Y. Non-isothermal crystallization kinetics of silane crosslinked polyethylene. Polymer Testing 2005, 24, 71–80. [Google Scholar] [CrossRef]
- Krupa, I.; Luyt, A.S. Thermal and mechanical properties of LLDPE crosslinked with gamma radiation. Polymer Degradation and Stability 2001, 71, 361–366. [Google Scholar] [CrossRef]
- Fasciani, C.; Alejo, C.J.B.; Grenier, M.; Netto-Ferreira, J.C.; Scaiano, J.C. High temperature organic reactions at room temperature using plasmon excitation: decomposition of dicumyl peroxide. Org. Lett. 2011, 13, 204–207. [Google Scholar] [CrossRef] [PubMed]
- Jiao, C.; Wang, Z.; Gui, Z.; Hu, Y. Silane grafting and crosslinking of ethylene-octene copolymer. Eur. Polym. J. 2005, 41, 1204–1211. [Google Scholar] [CrossRef]
- Hsich, H.S.Y. Kinetic model of cure reaction and filler effect. J. Appl. Polym. Sci. 1982, 27, 3265–3277. [Google Scholar] [CrossRef]
- Andersson, L.H.U.; Gustafsson, B.; Hjertberg, T. Crosslinking of bimodal polyethylene. Polymer 2004, 45, 2577–2585. [Google Scholar] [CrossRef]
- Niu, Y.H.; Liang, W.B.; Zhang, Y.L.; Chen, X.L.; Lai, S.Y.; Li, G.X.; Wang, D.J. Crosslinking kinetics of polyethylene with small amount of peroxide and its influence on the subsequent crystallization behaviors. Chin. J. Polym. Sci. 2016, 34, 1117–1128. [Google Scholar] [CrossRef]
- Gai, J.G.; Zhu, S.P.; Kang, J.; Cao, Y.; Xiang, M. Effects of polymerization and crosslinking technologies on the crystallization behaviors and gel network of crosslinked polyethylene. J. Macromol. Sci. B. 2012, 51, 1322–1334. [Google Scholar] [CrossRef]
- Alshrah, M.; Adeyemi, I.; Janajreh, I. Kinetic study on thermal degradation of crosslinked polyethylene cable waste. J. Polym. Res. 2022, 29, 289. [Google Scholar] [CrossRef]
- Song, K.; Liu, D.; Wu, L.F.; Wang, Z. Multiple kinetic processes of lamellar growth in crystallization of stretched lightly crosslinked polyethylene. Polymer 2023, 265, 125586. [Google Scholar] [CrossRef]
- Ye, C.; Yang, T.; Li, Z.; Zhao, S.; Liu, Z.; Kang, D.; Zhou, J.; Li, J.; Xin, Z. Novel determining technique for the entanglement degree of ultra-high molecular weight polyethylene. Mater. Lett. 2023, 349, 134783. [Google Scholar] [CrossRef]
Figure 1.
Effects of gel content by the peroxide mixture content for different types of XLPE resins.
Figure 1.
Effects of gel content by the peroxide mixture content for different types of XLPE resins.
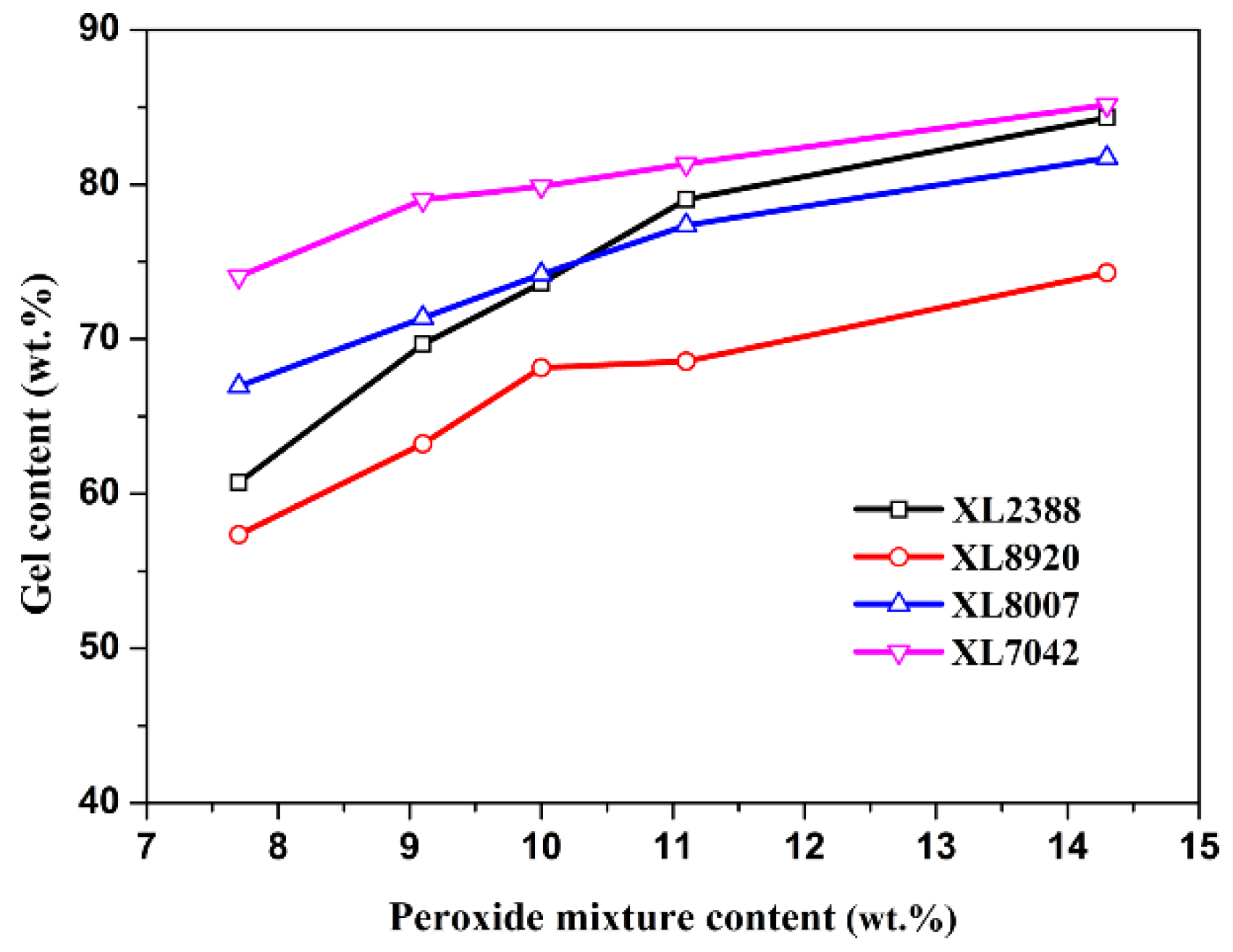
Figure 2.
Linear relationship between log (G’) and gel content for different types of XLPE resins.
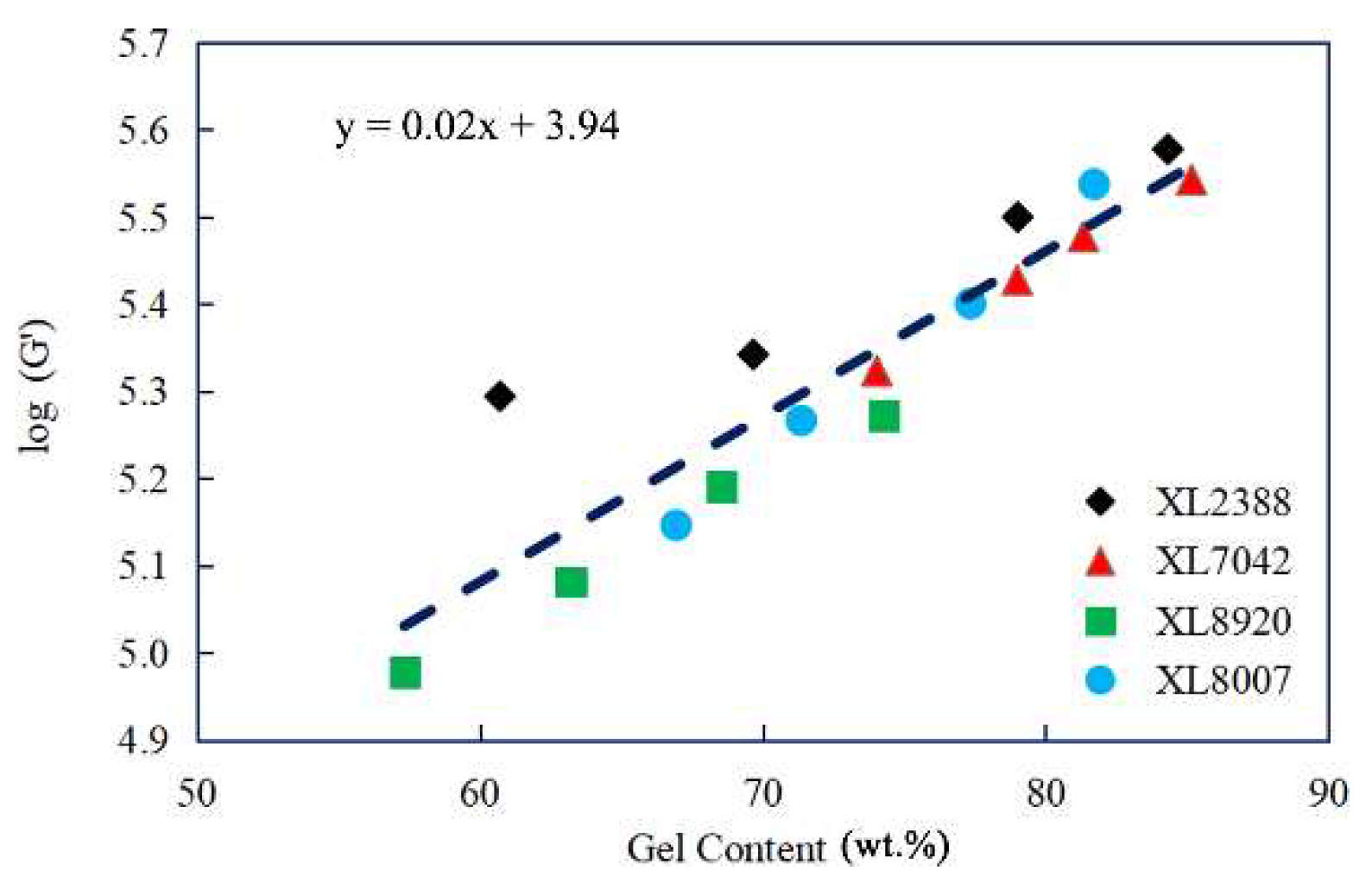
Figure 3.
Effects of the plateau storage modulus (G’max) by the peroxide mixture content for different types of XLPE resins.
Figure 3.
Effects of the plateau storage modulus (G’max) by the peroxide mixture content for different types of XLPE resins.
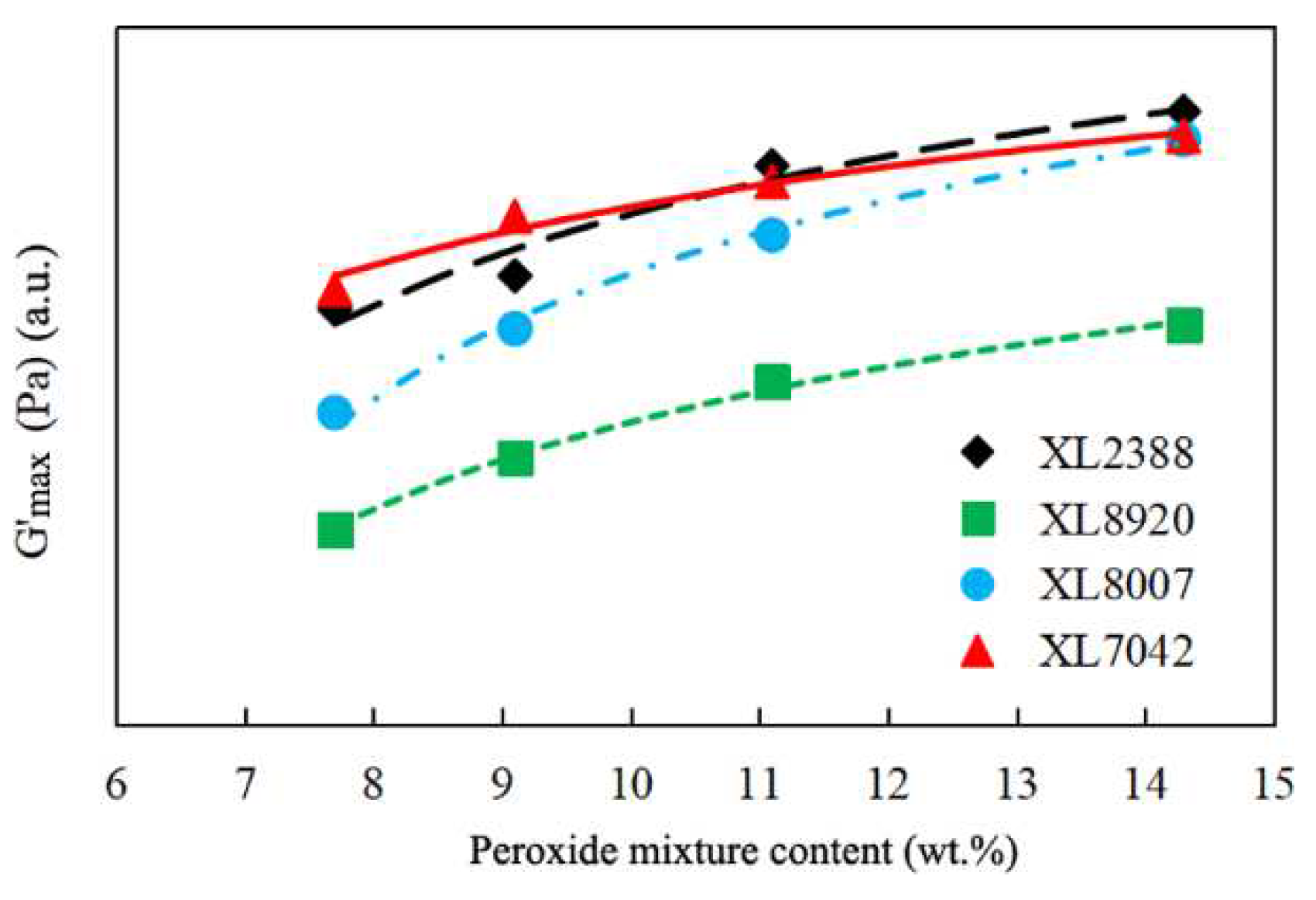
Figure 4.
Effects of crosslinking rate by the peroxide mixture content for different types of XLPE resins: (a) HDPE 8007; (b) HDPE 8920; (c) LLDPE 7042; (d) MDPE 2388.
Figure 4.
Effects of crosslinking rate by the peroxide mixture content for different types of XLPE resins: (a) HDPE 8007; (b) HDPE 8920; (c) LLDPE 7042; (d) MDPE 2388.
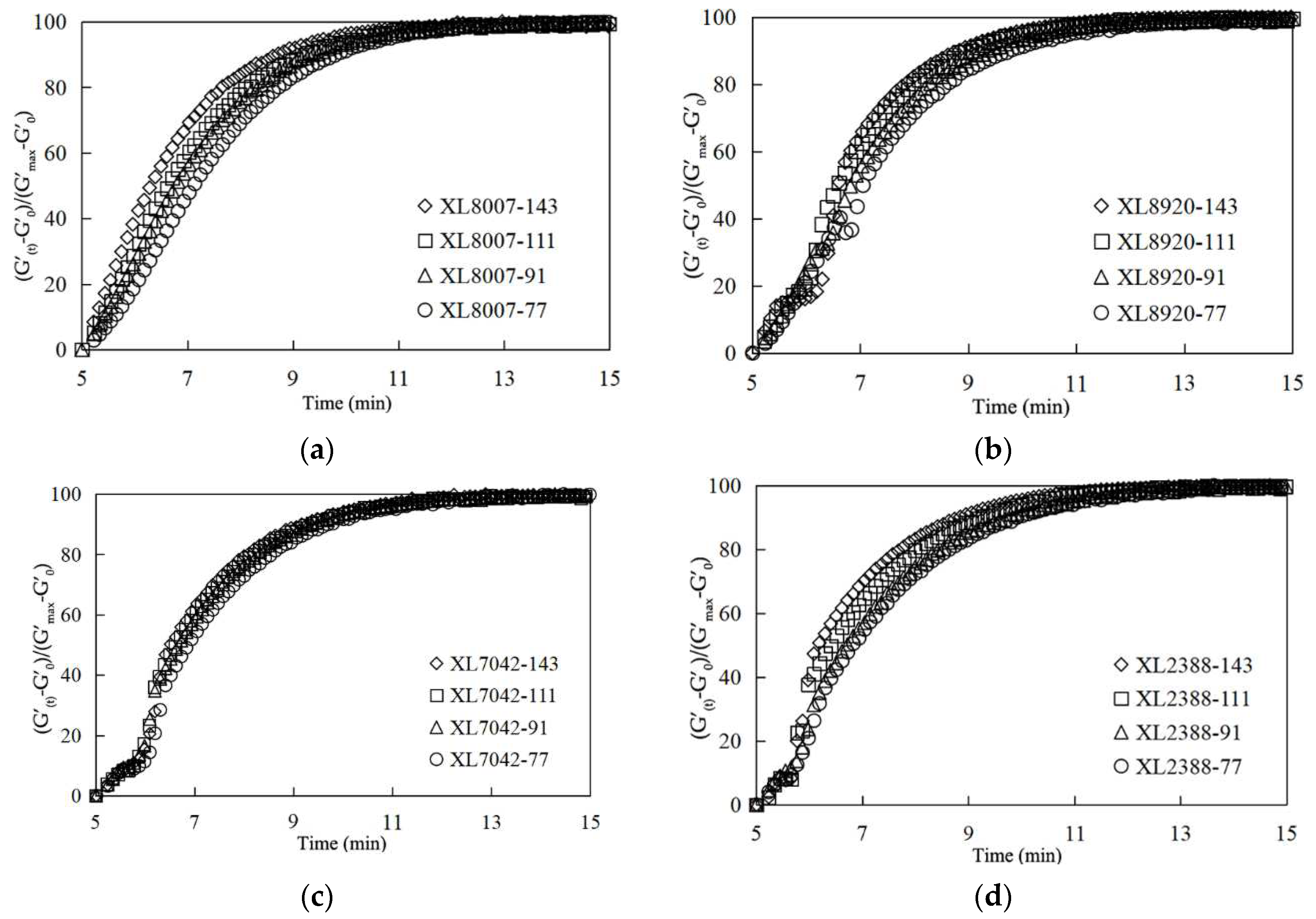
Figure 5.
Effects of storage modulus by the peroxide mixture content for different types of XLPE resins: (a) HDPE 8007; (b) HDPE 8920; (c) LLDPE 7042; (d) MDPE 2388.
Figure 5.
Effects of storage modulus by the peroxide mixture content for different types of XLPE resins: (a) HDPE 8007; (b) HDPE 8920; (c) LLDPE 7042; (d) MDPE 2388.
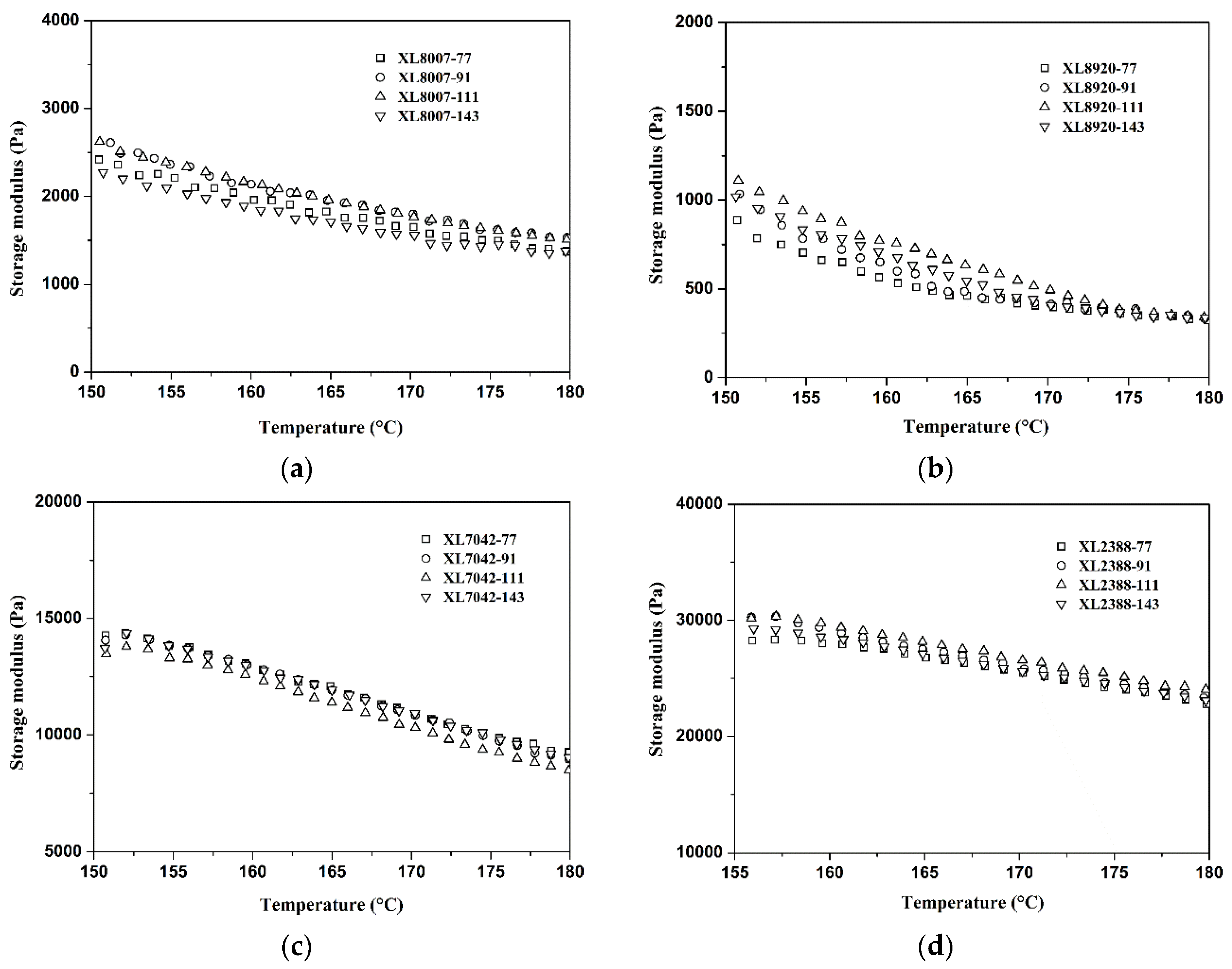

Table 1.
Parameter values for different types of XLPE.
| Parameter | XL2388 | XL8920 | XL8007 | XL7042 |
|---|---|---|---|---|
| 40.53 | 35.33 | 38.24 | 39.22 | |
| 6.38 | 5.9 | 5.46 | 4.51 | |
| C | 48.11 | 42.58 | 46.9 | 50.38 |
| Ideal maximum degree of crosslinking | 89 | 78 | 85 | 90 |
| Adj. q-square | 0.997 | 0.997 | 0.997 | 0.999 |
Table 2.
The fitting results of ti, , k2, k6, and phi of different types of polyethylene resins.
| Parameter | Peroxide Mixture Content (wt.%) | XL7042 | XL8007 | XL8920 | XL2388 |
|---|---|---|---|---|---|
| ti | 7.7 | 0.22 | 0.25 | 0.31 | -0.22 |
| 9.1 | 0.29 | 0.32 | 0.30 | -0.12 | |
| 11.1 | 0.31 | 0.43 | 0.30 | 0.10 | |
| 14.3 | 0.41 | 0.51 | 0.32 | 0.16 | |
| A0 | 7.7 | 238972 | 158665 | 107356 | 217904 |
| 9.1 | 279737 | 199809 | 133582 | 235183 | |
| 11.1 | 309557 | 263437 | 160588 | 322242 | |
| 14.3 | 346514 | 342194 | 194874 | 380893 | |
| k2 | 7.7 | 0.44 | 0.37 | 0.38 | 0.37 |
| 9.1 | 0.52 | 0.44 | 0.44 | 0.42 | |
| 11.1 | 0.55 | 0.49 | 0.56 | 0.57 | |
| 14.3 | 0.65 | 0.66 | 0.56 | 0.68 | |
| k6 | 7.7 | 0.0086 | 0.0111 | 0.0108 | 0.0089 |
| 9.1 | 0.0051 | 0.0075 | 0.0104 | 0.0059 | |
| 11.1 | 0.0027 | 0.0037 | 0.0024 | 0.0019 | |
| 14.3 | 0.0015 | 0.0008 | 0.0031 | 0.0011 | |
| phi | 7.7 | 6.1403E-05 | 6.1403E-05 | 6.1403E-05 | 6.1403E-05 |
| 9.1 | 6.1403E-05 | 6.1403E-05 | 6.1403E-05 | 6.1403E-05 | |
| 11.1 | 6.1403E-05 | 6.1403E-05 | 6.1403E-05 | 6.1403E-05 | |
| 14.3 | 6.1403E-05 | 6.1403E-05 | 6.1403E-05 | 6.1403E-05 |
Table 3.
The compositions of different polymer materials.
| PE Resin Type | PE Resin Code | PE Resin Content (wt.%) | Peroxide Mixture Content (wt.%) |
|---|---|---|---|
| HDPE 8007 | XL8007-77 | 92.3 | 7.7 |
| XL8007-91 | 90.9 | 9.1 | |
| XL8007-111 | 88.9 | 11.1 | |
| XL8007-143 | 85.7 | 14.3 | |
| LLDPE 7042 | XL7042-77 | 92.3 | 7.7 |
| XL7042-91 | 90.9 | 9.1 | |
| XL7042-111 | 88.9 | 11.1 | |
| XL7042-143 | 85.7 | 14.3 | |
| HDPE 8920 | XL8920-77 | 92.3 | 7.7 |
| XL8920-91 | 90.9 | 9.1 | |
| XL8920-111 | 88.9 | 11.1 | |
| XL8920-143 | 85.7 | 14.3 | |
| MDPE 2388 | XL2388-77 | 92.3 | 7.7 |
| XL2388-91 | 90.9 | 9.1 | |
| XL2388-111 | 88.9 | 11.1 | |
| XL2388-143 | 85.7 | 14.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



