
Submitted:
05 December 2023
Posted:
06 December 2023
You are already at the latest version
Abstract
Electroluminescence (EL) is an innovative technology in the lighting area. The EL device's main structure consists of a phosphor layer sandwiched by two electrodes. In this work, several alternating current EL devices have been developed by applying a set of sequential layers with combinations of in-house prepared inks and commercially available ink as a phosphor layer. A flexible polyester textile substrate was functionalized with inks by spray coating technique, after knife-coated an interfacial layer directly on the surface. A thorough study was carried out on the phosphor layer composition to optimize the EL device performance, more precisely the illuminance intensity and the illuminance homogeneity. The developed phosphor layer was composed of zinc sulphide doped with copper (between 30.0 to 38.1 wt%) and diluted by using a diluent at different ratios (28.0 to 35.5 wt%). The best peak illuminance intensity of 61 lux was obtained when the phosphor ink presented 35.4% ZnS:Cu and was diluted with 33.0% diluent. The aim of this study to determine the best formulation of the phosphor layer, which can be highly promising for further developments of EL devices, taking in account different applications in market.
Keywords:
electroluminescent textile
; light-emitting textile
; spray coating
; phosphor layer
1. Introduction
In the last few years, the automotive industry is developing innovative lighting technology to provide better light quality and, consequently, to improve the user experience in the passenger compartment. The development of lighting solutions has been driven by several factors, namely increased brightness, longer lifetime, low-cost, lightweight, and efficient devices that use more environmentally-sustainable materials. In this context, alternating-current powder electroluminescent (ACPEL) devices are gathering further highlights due to their versatility, low power consumption, and, consequently, have recently been developed in the market, presenting a high potential for commercial application [1,2].
Electroluminescence can be defined as “the phenomenon whereby light is emitted from a material following the application of an electric field to it” [1]. From a general point of view, the ACPEL device consists of a specific structure of a dielectric layer, a phosphor layer, and two electrode layers sandwiching these layers, as shown in Figure 1 [3]. In addition, for the functionalization of textile substrates, it is necessary to apply an interface layer between the polyester and the back electrode layer to avoid the absorption of ink by the textile surface.
In recent years, several studies have been done regarding ACPEL textiles with different light emitting materials and methods. Dumitrescu et al. investigated that the properties and potential of electroluminescent inks for textile substrates, in order to design complex surface patterns with electroluminescent inks [4,5,6,7,8].
Regarding the phosphor layer structure, its main composition is zinc sulphide (ZnS), an inorganic compound that emits light when sandwiched in an alternating electric field. The ZnS phosphor crystals emit light when altered (also known as 'doped') with metals, where many different colors can be obtained, such as yellow-orange, blue-green, blue, violet, pink, or white. In this instance, the specific blueish-green luminescence color was obtained by doping the ZnS with copper (ZnS:Cu). This dopant metal, in the phosphor crystals, serves to focus the electrostatic field, enabling spontaneous emission to occur. Because the photon emission color for copper is blueish-green, the emitted light will have the same color, visible to the human eye [9,10].
This study is aimed to investigate the phosphor layer of ACPEL devices when applied on the polyester textile substrate by spray coating technique, taking into account the variation of ZnS:Cu and diluent ratios in the composition. The main samples are analyzed in terms of ACPEL device performance, namely, the illuminance intensity, as well as the illuminance homogeneity and, finally, the optimized formulation is presented.
This first section shows the advances in smart textiles that using as part of lighting in the automotive sector, in particular, fundamental research on EL properties. In the next section, part 2, information related to the materials characteristics is presented, and the method is described. Section 3 presents the outcomes of the results of EL textile analysis. In Section 4, a summary of the research is presented, and findings of the study are discussed and interpreted. Finally, in section 5, the main conclusions of this study are presented.
2. Materials and Methods
2.1. Materials
Electroluminescent (EL) samples were fabricated by coating an interface layer, in the first step, and a sequential set of different layers, depicted in previous Error! Reference source not found., onto a supporting polyester (PES) textile, a fabric of weight 75 g/m2, consisting of a rectangular shape with dimensions 7x12 cm, and on a commercial polycarbonate (PC)/acrylonitrile-butadiene-styrene (ABS) rectangular plaque used as a control sample, with reference Pulse GX70 and dimensions 7x12 cm.
For the preparation of the inks and pastes, different polymers, solvents, fillers, and specific compounds were investigated. Regarding the preparation of the interface layer, Thermoplastic Polyurethane (TPU) pellets (Apilon 52® MA-6505, SpecialChem SA, Mussolente, Italy) were purchased; DMF (anhydrous, 99.8%) was purchased from Sigma-Aldrich (Missouri, USA) and THF (analytical reagent grade, >= 99.8%) was purchased from Fisher Chemical (Hampton, New Hampshire, USA). This interface layer was applied, by direct contact to polyester substrates, by knife coating technique, using the automatic film applicator coater ZAA 2300, from Zehntner GmbH Testing Instruments, Switzerland.
For the electroluminescent device structure, the coating technique adopted was spray coating. For that, a spray gun was obtained from Stardust (HVLP Spray Gun Kit, 4001, Stardust Colors SAS, St Laurent des Arbres, France). A nozzle diameter of 0.8mm, an air pressure of 1.38 - 1.72 bar, and a distance of 20 - 25 cm between the substrate and spray gun was used. To prevent harmful evaporation of the solvents, a painting cabin and fume hood were used during the ink deposition process.
To achieve the ACPEL device structure, the first layer, namely, the conductive bottom electrode, is applied on the central area of the sample surface and the busbar is coated around the illuminated area to provide a low resistance path for better current distribution. In this phase, a short circuit can occur at any point in time if the application process was not followed properly, more precisely, when the back electrode and busbar are touching each other somewhere within the ACPEL structure. During the coating process, minimum distance between both must be considered and it is about 4 mm.
For this formulation, related to back electrode and busbar, which are applied simultaneously by spray coating technique, semi-matt acrylic lacquer with direct adhesion on plastic was purchased from Lechler, Italy, more precisely, the acrylic base (LS947 2K Plastic grip), the hardener (29355 Lechsys Acritop standard hardener), and the diluent (00527 PC thinner). The silver nanoparticles, 35 nm, 99.5%, NM-0023-HP (IoLiTec-Ionic Liquids Technologies GmbH, from Germany), multi-layer graphene platelets PR0953 (Thomas Swan & Co. Ltd., from UK) and the conductive polymer polypyrrole doped, 5 wt% dispersion in H2O (Sigma Aldrich, from USA) were also used in different concentrations.
Regarding the insulating layer with a high dielectric constant, the same acrylic base, hardener, and diluent (Lechler, from Italy) were used and, finally, the barium titanate in powder, BT-301, was purchased (from WuXi Noble Electronics Co. Ltd, China).
For the phosphor layer, the base is the same, more precisely, the acrylic base, the hardener and the diluent (Lechler, from Italy) and the luminescent particles, LP-6844, were provided by LWB-Leuchtstoffwerk Breitungen GmbH, Germany. Regarding the commercial phosphor layer, a standard ink was acquired from Lumilor company (OH, USA), more precisely, the LC-B311-GR-Lumigreen, in order to produce a control sample. Finally, the top electrode layer, translucent material to allow light passage through, consists of the same solvents used in the interface layer, more precisely, DMF (anhydrous, 99.8%), purchased from Sigma-Aldrich (Missouri, USA), solvent THF (analytical reagent grade, >= 99.8%), provided by Fisher Chemical (Hampton, New Hampshire, USA) and the conductive polymer Clevios FE T, purchased to Heraeus Deutschland GmbH & Co. KG (Germany).
The composition of the phosphor layer was prepared with different ratios of zinc sulphide doped with copper, more precisely between 30.0 to 38.1 wt%, and also different amounts of diluent, between 28.0 to 35.5 wt%, according to Error! Reference source not found., presented below. For each formulation, the resulting ink was then magnetically stirred for twenty minutes, until a homogeneous solution was obtained.

Table 1.
Matrix plan of the experiments.
| Sample | Designation | Substrate | Composition of phosphor ink | |
|---|---|---|---|---|
| ZnS:Cu (Wt%) | Diluent (Wt%) | |||
| 1 | S1 - 32.7% ZnS:Cu vs. 30.5% D | PC/ABS | 32.7 % | 30.5 % |
| 2 | S2 - 32.7% ZnS:Cu vs. 30.5% D | PES | 32.7 % | 30.5 % |
| 3 | S3 – Commercial ink | PES | LC-B311-GR-Lumigreen* | |
| 4 | S4 - 30.0% ZnS:Cu vs. 30.5% D | PES | 30.0 % | 30.5 % |
| 5 | S5 – 35.4% ZnS:Cu vs. 30.5% D | PES | 35.4 % | 30.5 % |
| 6 | S6 - 38.1% ZnS:Cu vs. 30.5% D | PES | 38.1 % | 30.5 % |
| 7 | S7 - 30.0% ZnS:Cu vs. 28.0% D | PES | 30.0 % | 28.0 % |
| 8 | S8 – 35.4% ZnS:Cu vs. 33.0% D | PES | 35.4 % | 33.0 % |
| 9 | S9 - 38.1% ZnS:Cu vs. 35.5% D | PES | 38.1 % | 35.5 % |
* Commercial phosphor ink, supplied by Lumilor company.
2.2. Methods
After defining the matrix plan of the experiments, the main steps to prepare the formulations and to build the electroluminescent device are shown below.
For the phosphor ink, the main steps for formulation development, before the coating, can be observed below, in Figure 2.
In order to create a process easily scalable, the main steps to build the electroluminescent device can be observed below, in Figure 3.
The composition of the phosphor layer used for the development of an EL device was analyzed in terms of sample morphology, chemical composition and illuminance performance.
Morphological analyses were performed in an ultra-high-resolution Field Emission Gun Scanning Electron Microscopy (FEG-SEM), NOVA 200 Nano SEM; FEI Company (Hillsboro, OR, USA). Topographic images were obtained with a Secondary electron detector at an acceleration voltage of 10 kV. Before morphological analyses samples were covered with a thin film (35 nm) of Au-Pd (80-20 weight %), in a high-resolution sputter coater, 208HR Cressington Company, coupled to an MTM-20 Cressington High-Resolution Thickness Controller [11].
Chemical analyses of samples were performed with the Energy Dispersive Spectroscopy (EDS) technique, using an EDAX Si (Li) detector at an acceleration voltage of 15 kV.
The illuminance values were measured with a light meter (Extech Instruments, New Hampshire, USA), LT300 model, up to 400 000 lux, with a high resolution of 0.01 Fc/lux. An average of three readings for each point was performed for each 9-12 standard spread point on the substrate surface.
Regarding the functionalized polyester substrates, the thickness of each EL layer was measured with a Mitutoyo 2046F dial indicator.
3. Results
In this study, electroluminescent inks were developed for use on textile surfaces. The developed inks with different phosphor ratios were applied to the textile surface by spray coating technique with the process steps shown in previous Figure 2 and Figure 3. After the application, various performance and analysis tests were performed. The resulting coated electroluminescent textile structures were fully functional and capable of emitting bluish-green ambient light.
3.1. Characterization by Scanning Electron Microscopy
Scanning electron microscopy (SEM) images of the phosphor layer coated on PC/ABS and polyester substrates, presented in Figure 4, reveal the microstructures formed within by the cross-section (Figure 4a,c,e) and at the surface (Figure 4b,d,f).
The cross-section SEM image shows a uniform coating thickness of ~101 µm when applied on PC/ABS substrate due to some material properties such as rigidity and non-porosity of the polymeric surface. The surface SEM image (Figure 4b) shows a regular distribution of the phosphor particles and, consequently, a homogeneous surface of the phosphor layer on the top of the PC/ABS substrate.
The SEM image of the cross-section of sample 2 (Figure 4c) shows a lower thickness of the phosphor layer, more precisely, about 48 µm, and a higher variation of the coating thickness. Higher porosity can lead to the penetration and absorption of the phosphor ink on the fabric surface. On the other hand, the surface SEM image in Figure 4d) shows the top of the phosphor layer when applied on the polyester substrate, which demonstrates an irregular distribution of phosphor particles and, consequently, a heterogeneous surface in comparison with the homogeneous distribution of phosphor layer coated on the PC/ABS surface.
Regarding the commercial phosphor, the cross-section SEM image, presented in Figure 4e) shows the thickness of the phosphor layer of ~ 76 µm and a higher variation of the coating thickness due to the roughness of the polyester textile. The top SEM image, shown in Figure 4f), has a homogeneous surface.
3.2. Illuminance measurements
ACPEL devices showed blueish-green emission, as shown in Figure 5, and all the samples were investigated regarding their illuminance performance with the light meter at different points of the surface sample to evaluate the homogeneity level of illuminance values. These measurements were performed by applying a voltage of 12 V DC as a power source which must be converted into AC voltage using an inverter and, typically, generates a constant AC voltage of 150 V., at an average frequency of 2.68 KHz to make the EL device functional [8].
3.2.1. Performance evaluation of samples
Figure 6, Figure 7 and Figure 8 shows the relationship between the illuminance/homogeneity and the composition of the phosphor layer, more precisely, the ZnS:Cu and diluent ratio change in formulation. In this case, different concentrations of ZnS:Cu powder (30, 35.4 and 38.1% wt) were dispersed in the acrylic base with variation in diluent ratio [12].
At an applied AC voltage of 150 V, the maximum illuminance values of 61 lux were achieved for sample 8, which is the formulation with 35.4 wt % ZnS:Cu and 33 wt % diluent. This sample performed better than sample 5 with a similar formulation but with a 29.3% of diluent ratio instead. This observation allows us to conclude that larger values of illuminance can be achieved by increasing the quantity of diluent by 3.7%.
Figure 9 shows the comparison of performance between an electroluminescent device with only one commercial ink, the phosphor layer, and sample 8 comprising 35.4 wt % ZnS:Cu and 33 wt % diluent which achieved the best results in terms of illuminance and the calculated Homogeneity Factor.
The high illuminance values of the functionalized textiles substrates are related to the phosphor formulations which are prepared by adding a ZnS:Cu ratio up to 35,4 wt% and lower than 38,1 wt% and, on the other hand, a diluent ratio between 33 wt % and 35,5 wt %. The diluent helps to dissolve the ZnS:Cu powder and avoid particle aggregation in the preparation of phosphor layer formulation.
On the same conditions, the performance achieved by using commercial phosphor on the functionalization of polyester substrate presents lower values in terms of illuminance and calculated Homogeneity Factor.
3.2.2. Performance resume of all produced samples
For all produced samples, as shown in Figure 10, the peak intensity in terms of illuminance was achieved for the functionalized PC/ABS substrate, with a maximum average value of 97,5 lux. However, for the homogeneity factor, this sample presented the lowest value obtained, with 82 %. On the other hand, for the functionalized polyester substrate samples, higher values of illuminance were obtained when increasing the percentage of ZnS:Cu and diluent in the formulation, with a best value of illuminance of 61 lux and a homogeneity factor of 96%, related to sample 8 (S8).
For this specific phosphor ink composition (35.4% ZnS:Cu and 33% diluent), SEM analysis images presented in Figure 12 allow us to better understand the morphology.
SEM image of the cross-section related to Figure 12a shows some variation in the coating thickness due to the roughness of the polyester textile. The superficial image of sample 8 in Figure 12b shows a dense and regular distribution of phosphor particles on the surface.
Some zones on the surface of sample 8 were highlighted and then analyzed, using the EDS technique to identify the chemical elements present in the coating used in this study. The results obtained from the EDS technique are presented in Error! Reference source not found..
Table 2.
Results of EDS analysis of the sample 8.
| Element | Wt % |
| C | 53.05 |
| O | 4.77 |
| Al | 2.36 |
| S | 4.79 |
| Zn | 35.03 |
| Total | 100.00 |
A quantitative analysis of sample 8 depicts the presence of the main chemical elements, more precisely, carbon and zinc with the latter presenting a value of 35.03% wt [13]. Sulfur, oxygen, and aluminum were also identified; however, their presence is residual. It is worth mentioning the appearance of zinc sulphide doped with aluminum that is used as powder in the phosphor layer for electroluminescence.
3.3. Layer thickness analysis
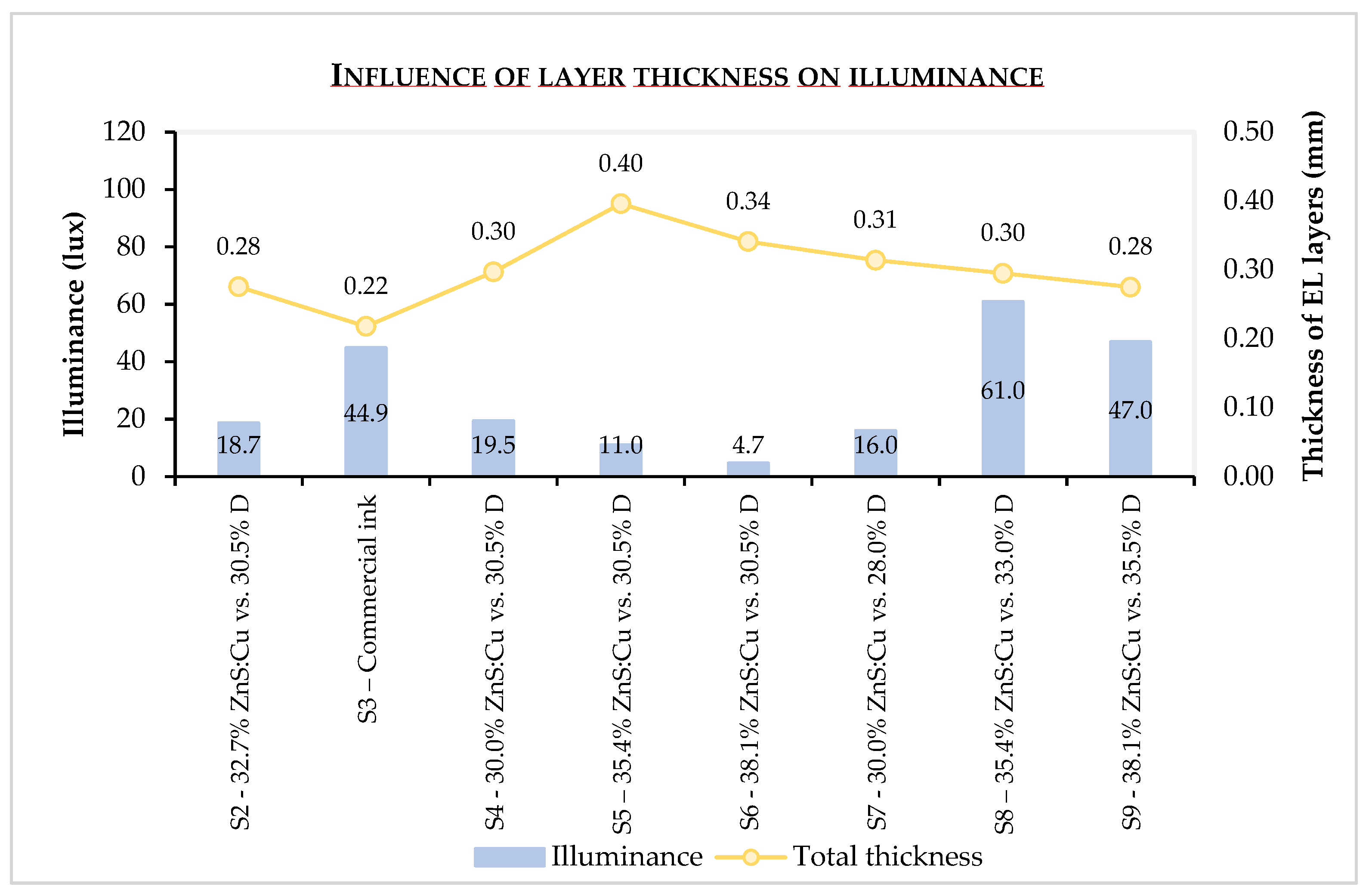
For all the functionalized polyester substrates, the condition thickness of all layers for the EL device, namely, back electrode, dielectric, phosphor, and front electrode layers was analyzed in terms of light intensity performance, as shown below in Figure 13.
The peak emission for illuminance present higher values for samples S3, S8, and S9. For these specific samples, lower values of thickness of all functional layers, namely, between 0,22 and 0,30 mm, can lead to a higher illuminance intensity performance. This implies that there must be some type of relationship between thickness layer and illuminance and, conclusively, thinner layers of each coated ink can be more effective with a low-cost approach [14].
4. Discussion
While creating the innovative ink for the phosphor layer, different ratios of ZnS and diluent were used. Electroluminescence (EL) devices were developed with compositions with a higher percentage of ZnS, more precisely, between 35.4% and 38.1% were shown to present higher illuminance values when compared to sample 3, made with commercially available phosphor ink. On the other hand, it achieved an optimal value regarding the diluent ratio, with 33%, which results in a significant increase in device performance. The specific combination of these ratios caused the phosphorus material to be distributed more evenly on the phosphor layer of the fabric surface. At the end of the process, this caused an optimization in the illuminance values obtained, more precisely, 61 lux, which is consistent with the gradual increase of ZnS and diluent in the sample’s composition. On the other hand, the use of doped zinc sulphide, ZnS, and phosphorus crystal for blueish-green color, explains the presence of elements Zn and S in the results of the EDS.
Related to the SEM images analysis, although the fabric is coated with an interface layer based on TPU, it is highly likely that the fabric has partially absorbed the layer compositions. The fact that the polyester substrate is a porous surface can explain the presence of voids at the surface allowing this absorption to take place.
On the other hand, and as mentioned beforehand, the experiments conducted during this research suggest that the total thickness of functional electroluminescent layers influences the illuminance values of the produced samples. Coating with excessive material can reduce the performance of the EL device and can also improve the final cost of the device [15,16].
5. Conclusions
In this study, innovative formulations were developed for each functional layer for lightening performances of textile surface. Using the developed innovative formulations for all functional layers (back electrode, busbar, dielectric phosphor, and front electrode), EL textile devices were fabricated in order to investigate specifically the effect of ZnS:Cu and diluent ratios added to the phosphor layer composition.
The functionalized fabrics were investigated regarding their performance with a lux meter, at different points of the sample, to evaluate the illuminance and the homogeneity level. These measurements were performed by applying a voltage of 12 V DC, which must be converted to AC voltage of 150 V AC, using an inverter to make the EL device functional. After analyzing, the EL textile device related to sample 8 has a higher illuminance value than the others, more precisely, 61 lux. For this specific formulation, it was used a higher ratio of zinc sulfide doped with copper, 35,4 wt%, and an optimal ratio of 33,0 wt% of diluent.
The obtained results show that the developed innovative inks are functional and allow for the production of flexible electroluminescent devices, being able to be used in further developments. The stretchable display can be attached onto arbitrarily curved surfaces and these thin and flexible electroluminescent devices show great potential in a wide range of applications such as wearable electronic devices, ambient lighting in automotive sector and fashion design. Future studies will be focused on a more detailed evaluation of illuminance properties under environmental, mechanical, and aging factors, and, additional tests can to be performed in order to have a better scientific understanding of this innovative lighting technology.
Author Contributions
Conceptualization. D.E. and I.P.M.; methodology, D.E. and I.P.M.; validation, D.E., E.A. and I.P.M.; formal analysis, D.E. and I.P.M.; investigation, D.E. and E.A.; resources, J.B., F.C. and R.F.; data curation. D.E.; writing—original draft preparation, D.E. and I.P.M.; writing—review and editing. D.E., E.A. U.K.S. and I.P.M.; visualization, J.B.; supervision, J.B. F.C. and R.F.; project administration, F.C. and R.F.; funding acquisition. F.C. and R.F. All authors have read and agreed to the published version of the manuscript.
Funding
This article is a result of the project LH4Auto – Lighting and Heating System for Automotive. code POCI-01-0271-FEDER-049652. under the PORTUGAL 2020 Partnership Agreement. through the European Regional Development Fund (ERDF).
Data Availability Statement
Not applicable.
Acknowledgments
The authors gratefully acknowledge the funding within the project LH4Auto – Lighting and Heating System for Automotive. POCI-01-0247-FEDER-049652. This article/publication is based upon work from the COST Action CA17107– European Network to connect research and innovation efforts on advanced smart textiles, which was supported by COST (European Cooperation in Science and Technology) www.cost.eu.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kathirgamanathan, P.; Bushby, L.M.; Kumaraverl, M.; Ravichandran, S.; Surendrakumar, S. Electroluminescent Organic and Quantum Dot LEDs: The State of the Art. J. Disp. Technol. 2015, 11, 480–493. [Google Scholar] [CrossRef]
- Fernández, M.R.; Casanova, E.Z.; Alonso, I.G. Review of Display Technologies Focusing on Power Consumption. Sustainability 2015, 7, 10854–10875. [Google Scholar] [CrossRef]
- Chansri, P.; Arunrungrusmi, S.; Yuji, T.; Mungkung, N. An Analysis of ZnS:Cu Phosphor Layer Thickness Influence on Electroluminescence Device Performances. Int. J. Photoenergy 2017, 2017, 1–4. [Google Scholar] [CrossRef]
- Kooroshnia, M.; Dumitrescu, D.; Lewis, E.; Walters, K. The colour, texture, and luminance: Textile design methods for printing with electroluminescent inks. Cultura e Scienza del Colore - Color Culture and Science 2023, 15, 27–34. [Google Scholar]
- Janczak, D.; Zych, M.; Raczyński, T.; Dybowska-Sarapuk, Ł.; Pepłowski, A.; Krzemiński, J.; Sosna-Głębska, A.; Znajdek, K.; Sibiński, M.; Jakubowska, M. Stretchable and Washable Electroluminescent Display Screen-Printed on Textile. Nanomaterials 2019, 9, 1276. [Google Scholar] [CrossRef] [PubMed]
- Graßmann, C.; Grethe, T.; van Langenhove, L.; Schwarz-Pfeiffer, A. Digital printing of electroluminescent devices on textile substrates. J. Eng. Fibers Fabr. 2019, 14. [Google Scholar] [CrossRef]
- Mi, H.; Zhong, L.; Tang, X.; Xu, P.; Liu, X.; Luo, T.; Jiang, X. Electroluminescent Fabric Woven by Ultrastretchable Fibers for Arbitrarily Controllable Pattern Display. ACS Appl. Mater. Interfaces 2021, 13, 11260–11267. [Google Scholar] [CrossRef] [PubMed]
- Verboven, I.; Deferme, W. Printing of flexible light emitting devices: A review on different technologies and devices, printing technologies and state-of-the-art applications and future prospects. Prog. Mater. Sci. 2020, 118, 100760. [Google Scholar] [CrossRef]
- Hu, B.; Li, D.; Ala, O. Prakash Manandhar. Qinguo Fan. Dayalan Kasilingam. Paul D. Calvert. Textile-Based Flexible Electroluminescent Devices. Advanced Functional Materials 2011, 21, 305–311. [Google Scholar] [CrossRef]
- Lumilor Basics and FAQ. Available online: https://support.lumilor.com/lumilor/lumilor-basics-and-faq#properties-of-lumilor-3 (accessed on 22th January 2023).
- Payne, S.A.; Moore, J.A. Preparation of Cross Sections of Difficult Materials for SEM Imaging. Microsc. Today 2018, 26, 40–45. [Google Scholar] [CrossRef]
- Policia, R.; Correia, D.M.; Perinka, N.; Tubio, C.R.; Lanceros-Mendez, S. Influence of polymer matrix on the luminescence of phosphor based printable electroluminescent materials and devices. Polymer 2023, 268. [Google Scholar] [CrossRef]
- Park, B.J.; Seo, H.S.; Ahn, J.T.; Song, J.H.; Chung, W.J.; Jeon, D.Y. An investigation on photoluminescence and AC powder electroluminescence of ZnS:Cu,Cl,Mn,Te phosphor. J. Mater. Res. 2011, 26, 2394–2399. [Google Scholar] [CrossRef]
- Fadavieslam, M.R. The effect of thickness of light emitting layer on physical properties of OLED devices. Optik 2019, 182, 452–457. [Google Scholar] [CrossRef]
- Mi, H.; Zhong, L.; Tang, X.; Xu, P.; Liu, X.; Luo, T.; Jiang, X. Electroluminescent Fabric Woven by Ultrastretchable Fibers for Arbitrarily Controllable Pattern Display. ACS Appl. Mater. Interfaces 2021, 13, 11260–11267. [Google Scholar] [CrossRef] [PubMed]
- Sloma, M.; Janczak, D.; Wroblewski, G.; Mlozniak, A.; Jakubowska, M. Electroluminescent structures printed on paper and textile elastic substrates. Circuit World 2014, 40, 13–16. [Google Scholar] [CrossRef]
Figure 1.
Schematic diagram of the ACPEL device structure.
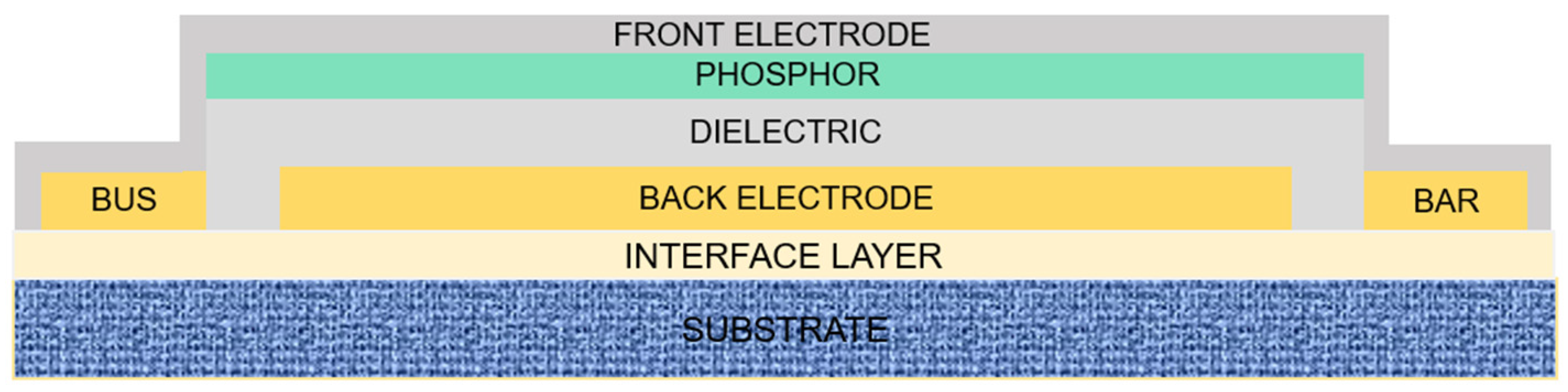
Figure 2.
Schematic setup for preparation of phosphor ink.
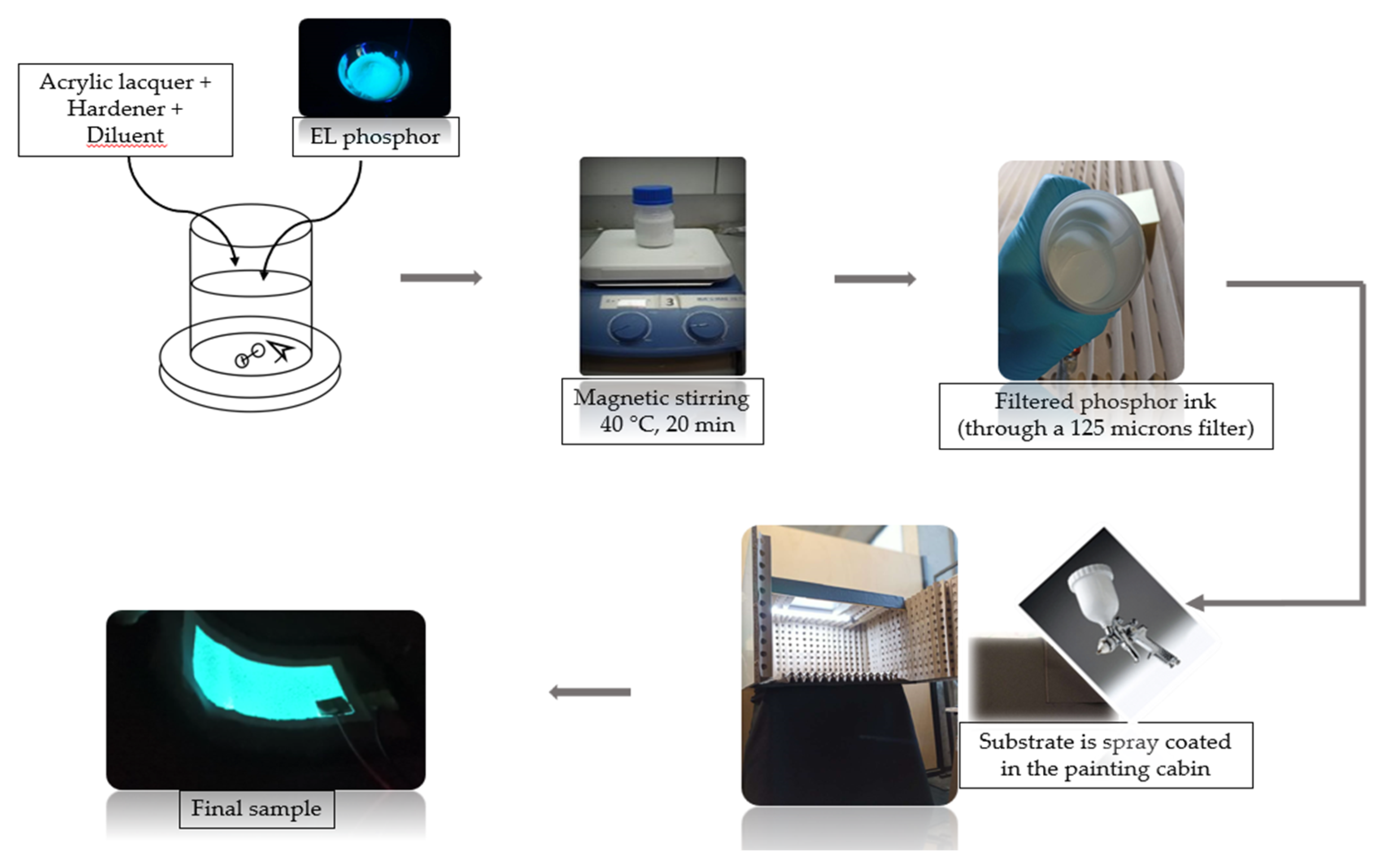
Figure 3.
Main steps for the spray-coated electroluminescent device.
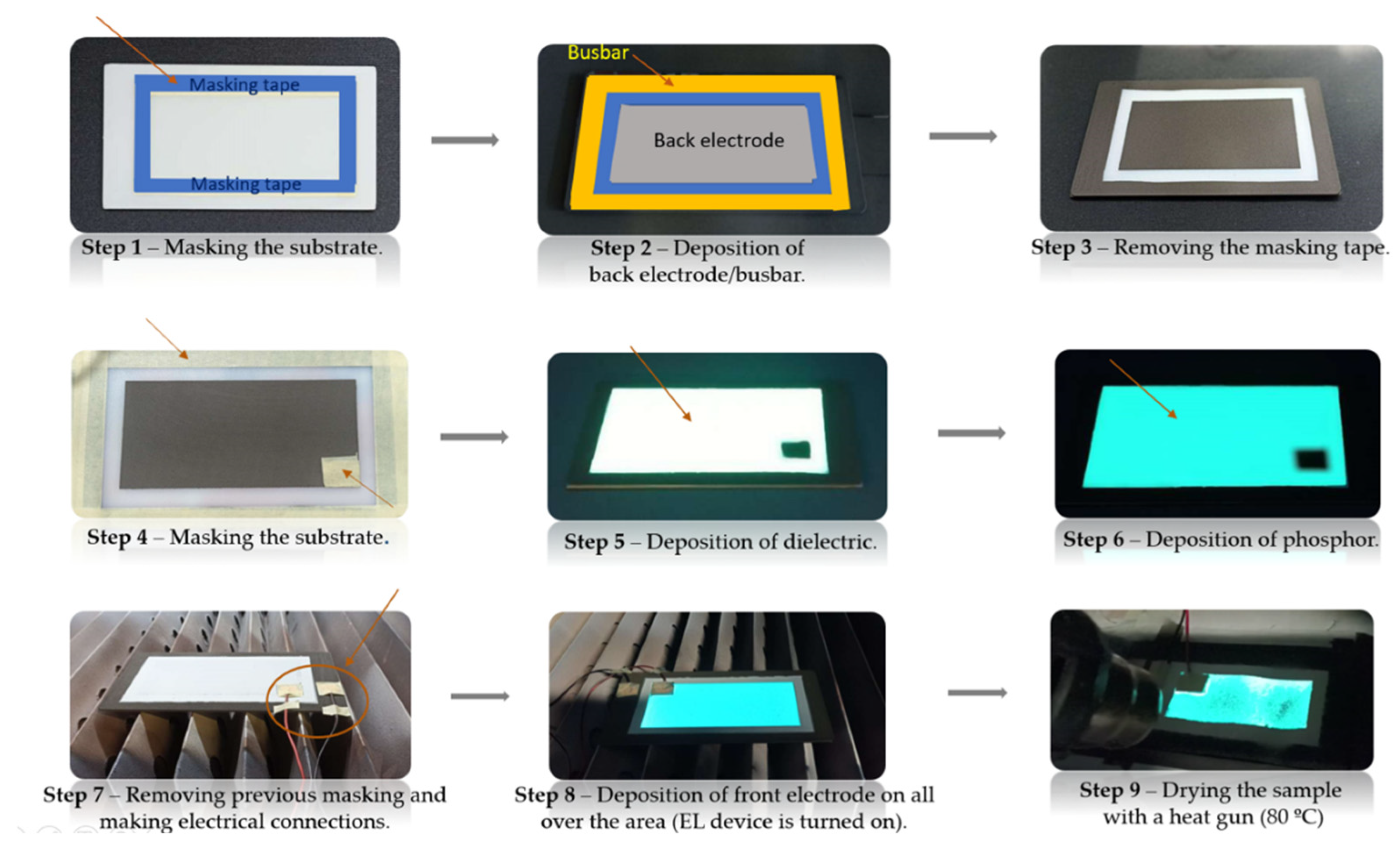
Figure 4.
SEM images: (a) Cross-section of the phosphor layer coated on PC/ABS substrate (S1); (b) Top of the phosphor layer (S1); (c) Cross-section of the phosphor layer coated on polyester substrate (S2); (d) Top of the phosphor layer(S2); (e) Cross-section of the commercial phosphor layer coated on polyester substrate (S3); (f) Top of the commercial phosphor layer (S3).
Figure 4.
SEM images: (a) Cross-section of the phosphor layer coated on PC/ABS substrate (S1); (b) Top of the phosphor layer (S1); (c) Cross-section of the phosphor layer coated on polyester substrate (S2); (d) Top of the phosphor layer(S2); (e) Cross-section of the commercial phosphor layer coated on polyester substrate (S3); (f) Top of the commercial phosphor layer (S3).
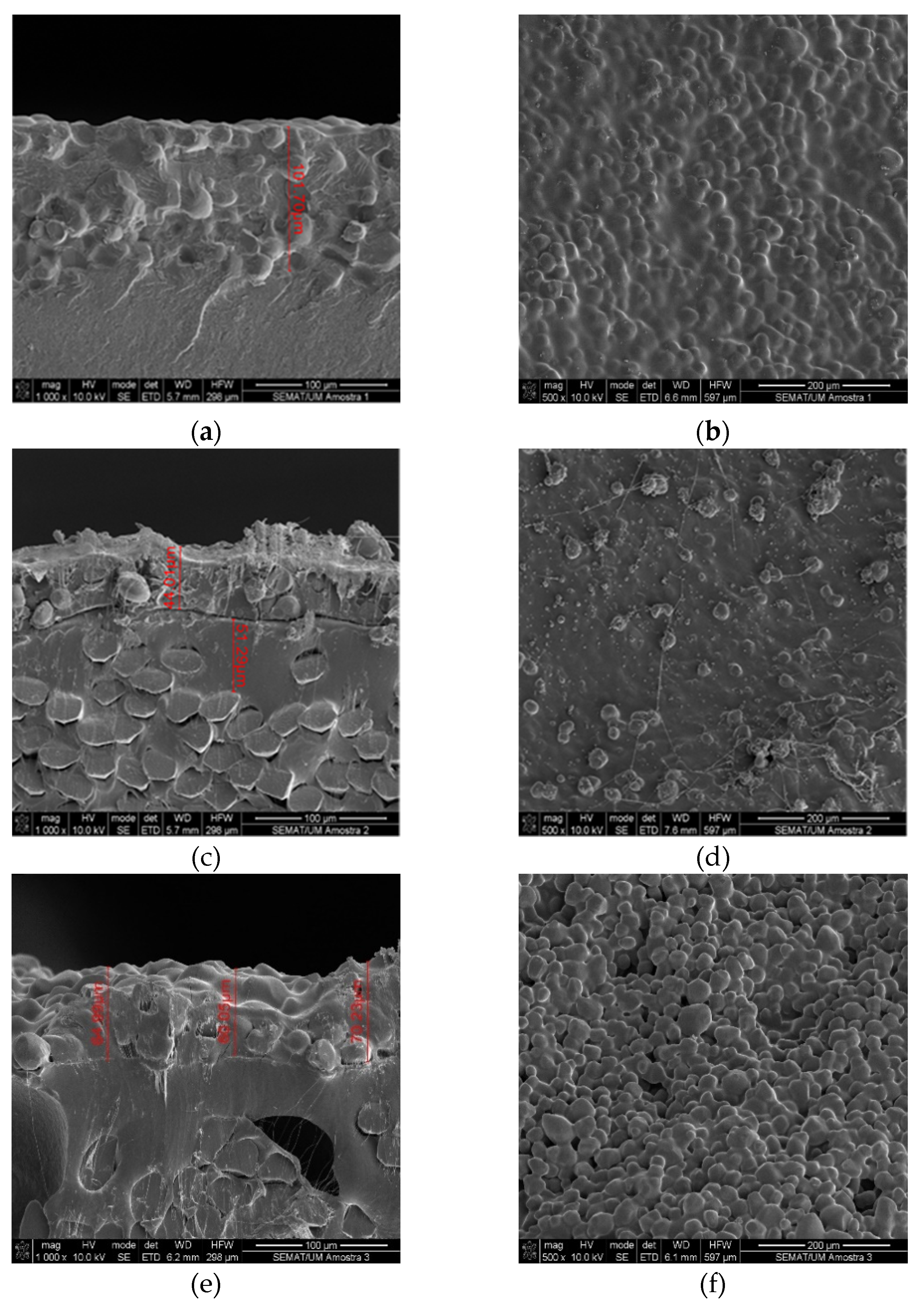
Figure 5.
ACPEL devices: (a) Sample 1, functionalized on PC/ABS substrate; (b) Sample 2, functionalized on polyester substrate.
Figure 5.
ACPEL devices: (a) Sample 1, functionalized on PC/ABS substrate; (b) Sample 2, functionalized on polyester substrate.
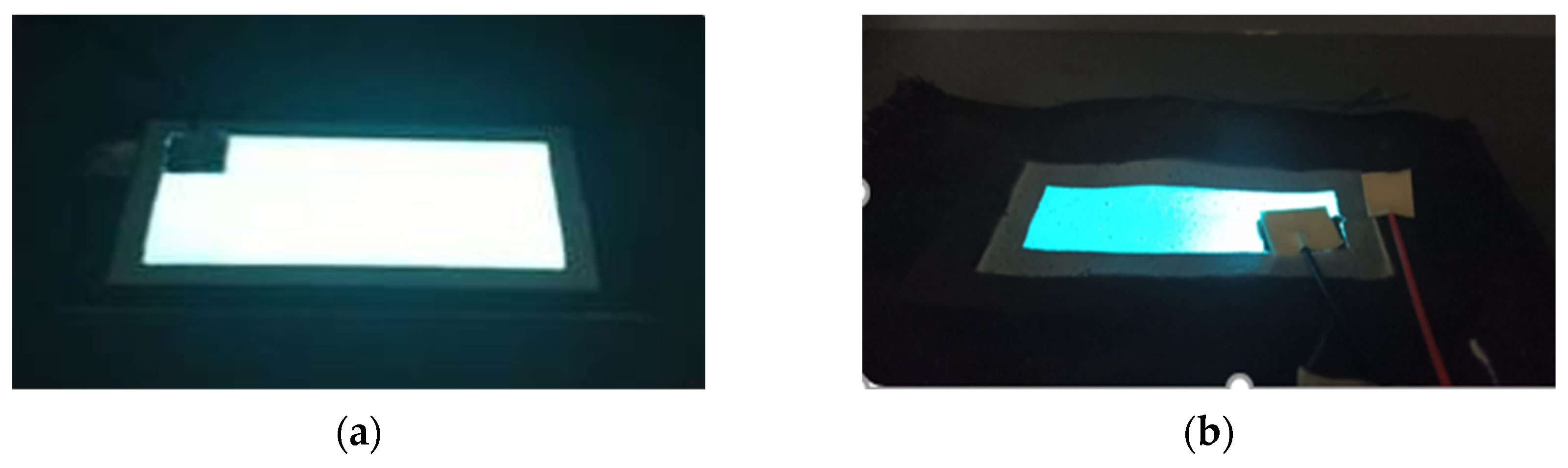
Figure 6.
Illuminance measurements and calculated Homogeneity Factor for Sample 4 and Sample 7.
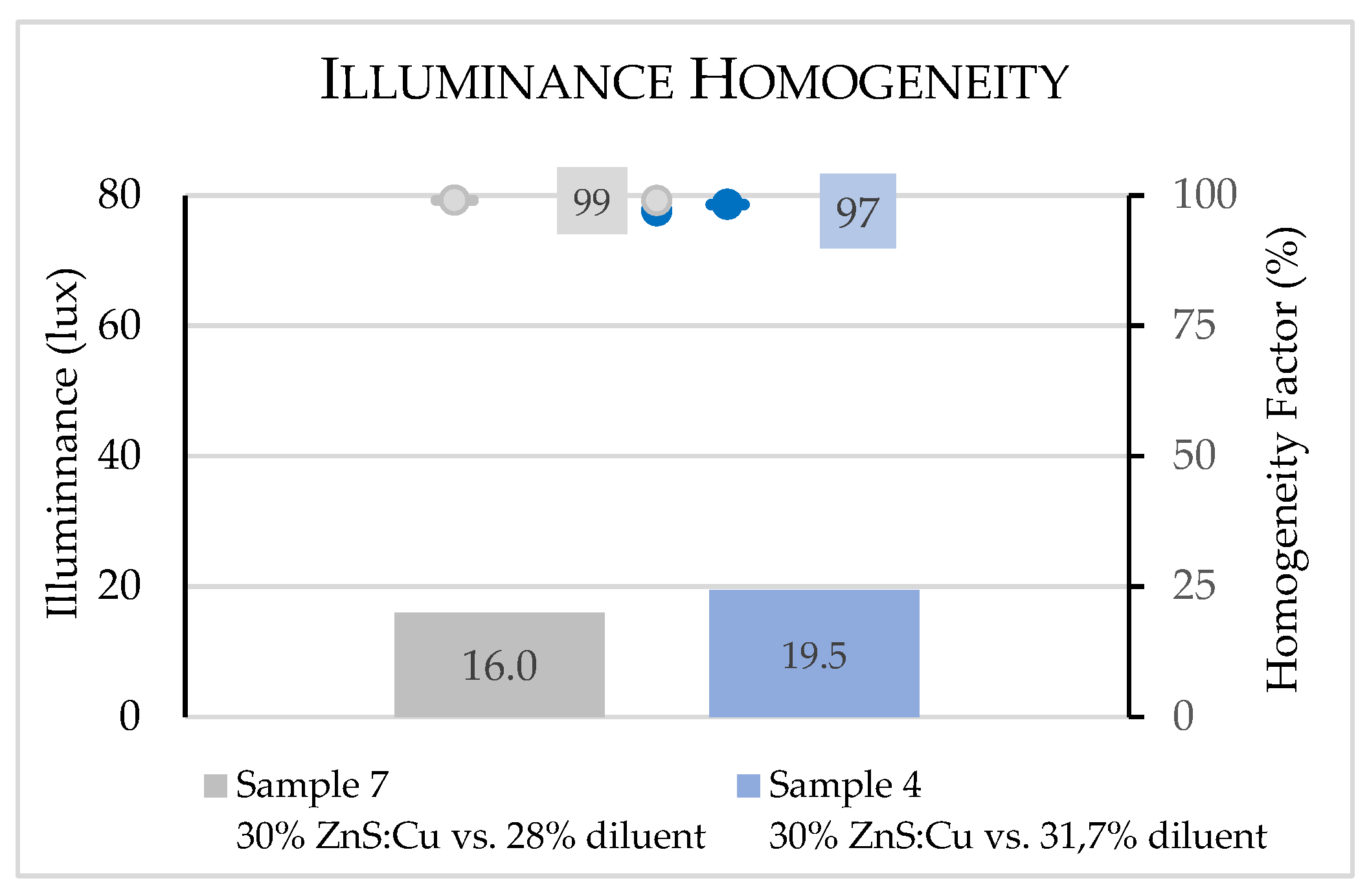
Figure 7.
Illuminance measurements and calculated Homogeneity Factor for Sample 5 and Sample 8.
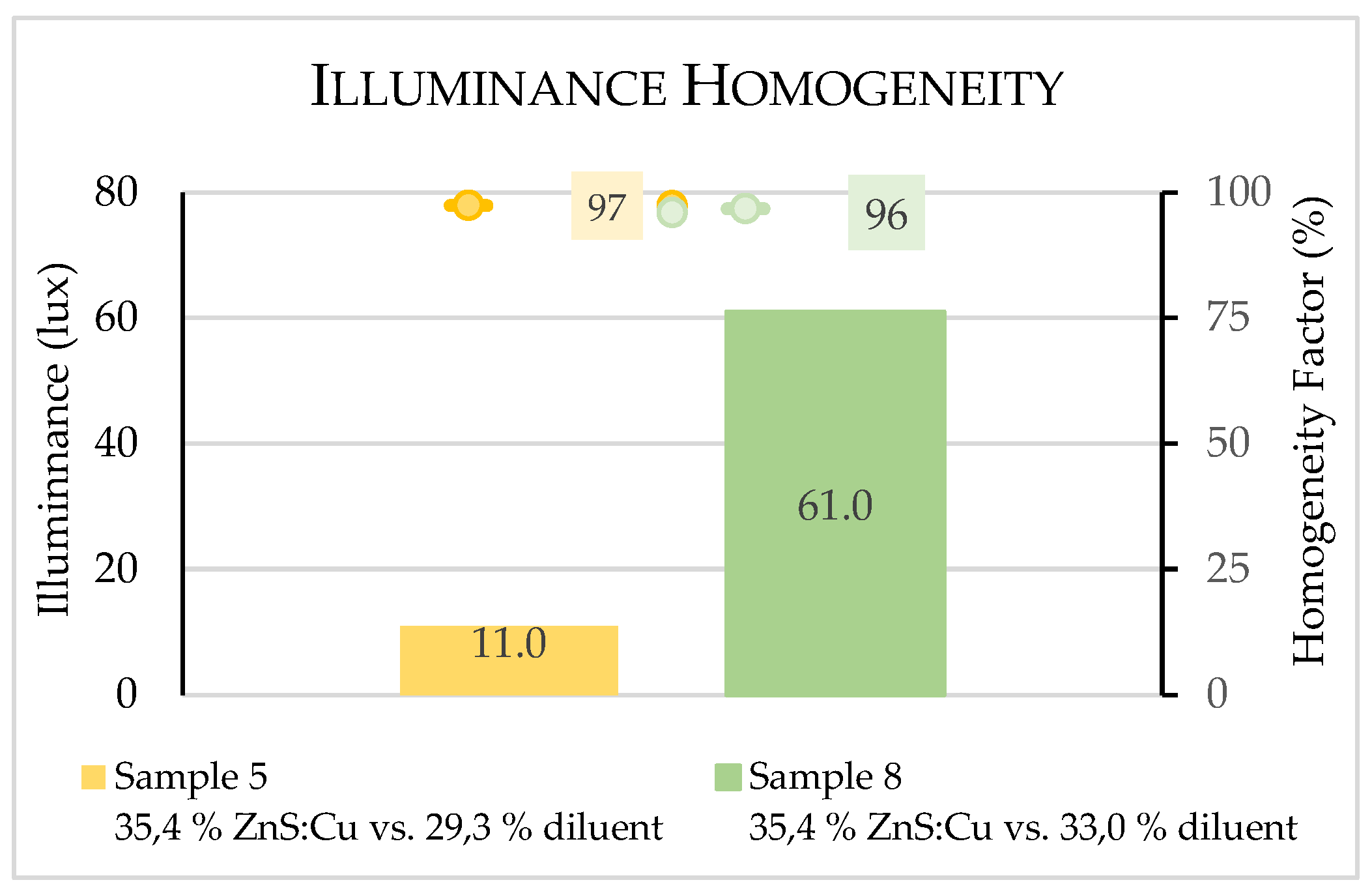
Figure 8.
Illuminance measurements and calculated Homogeneity Factor for Sample 6 and Sample 9.
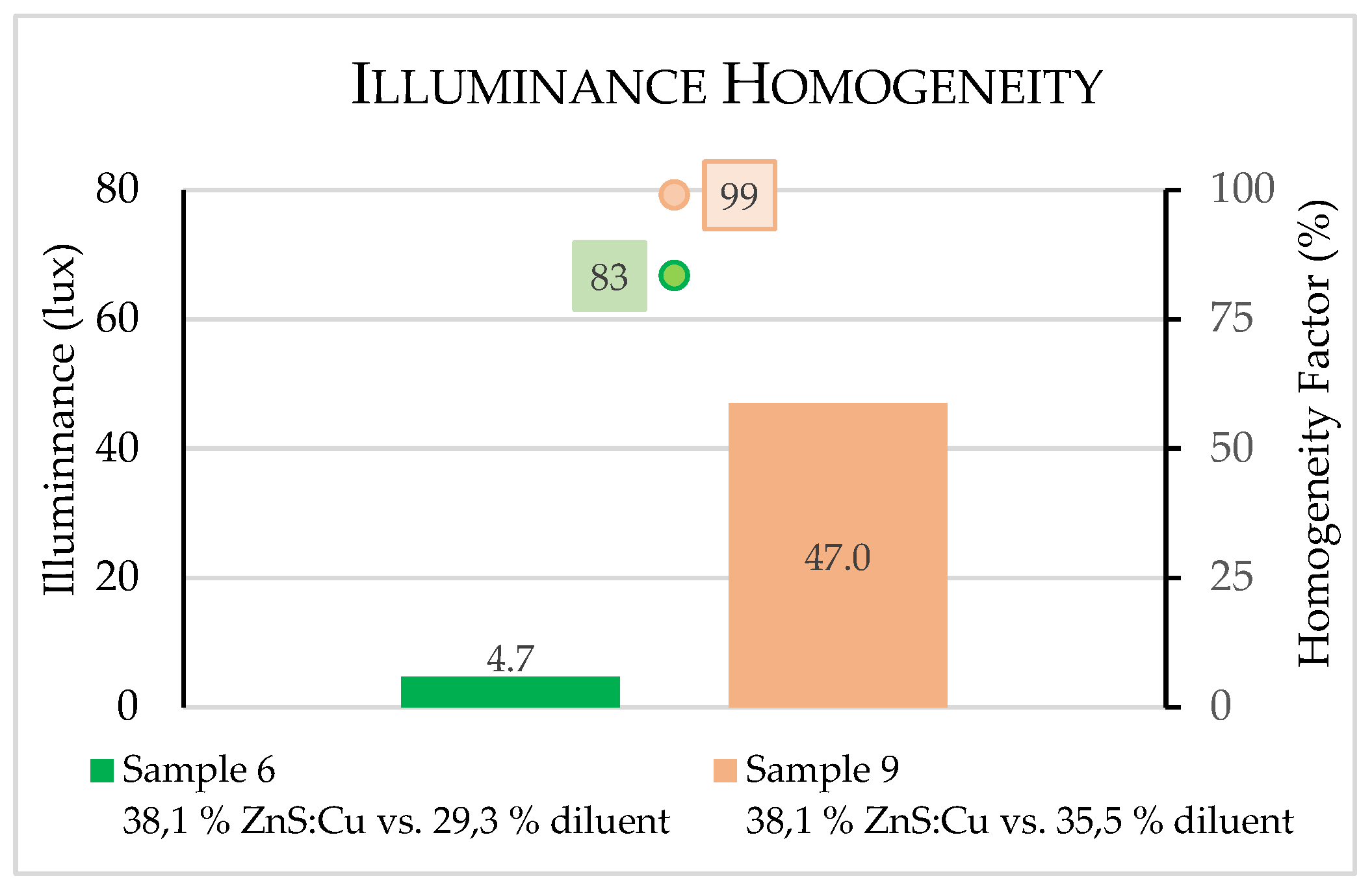
Figure 9.
Illuminance measurements and calculated Homogeneity Factor for Sample 3 and Sample 8.
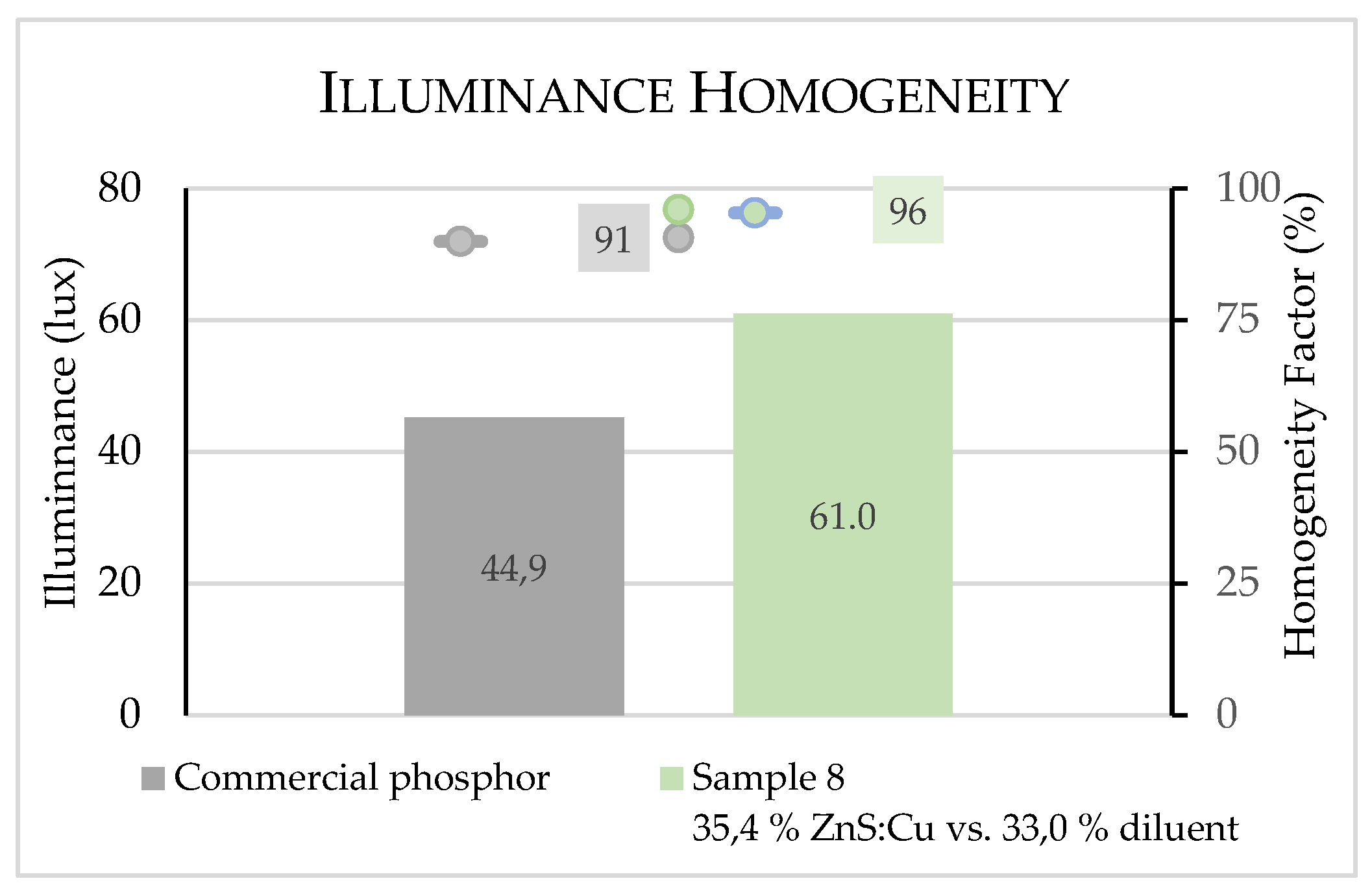
Figure 10.
Illuminance/Homogeneity Factor measurements for all samples.
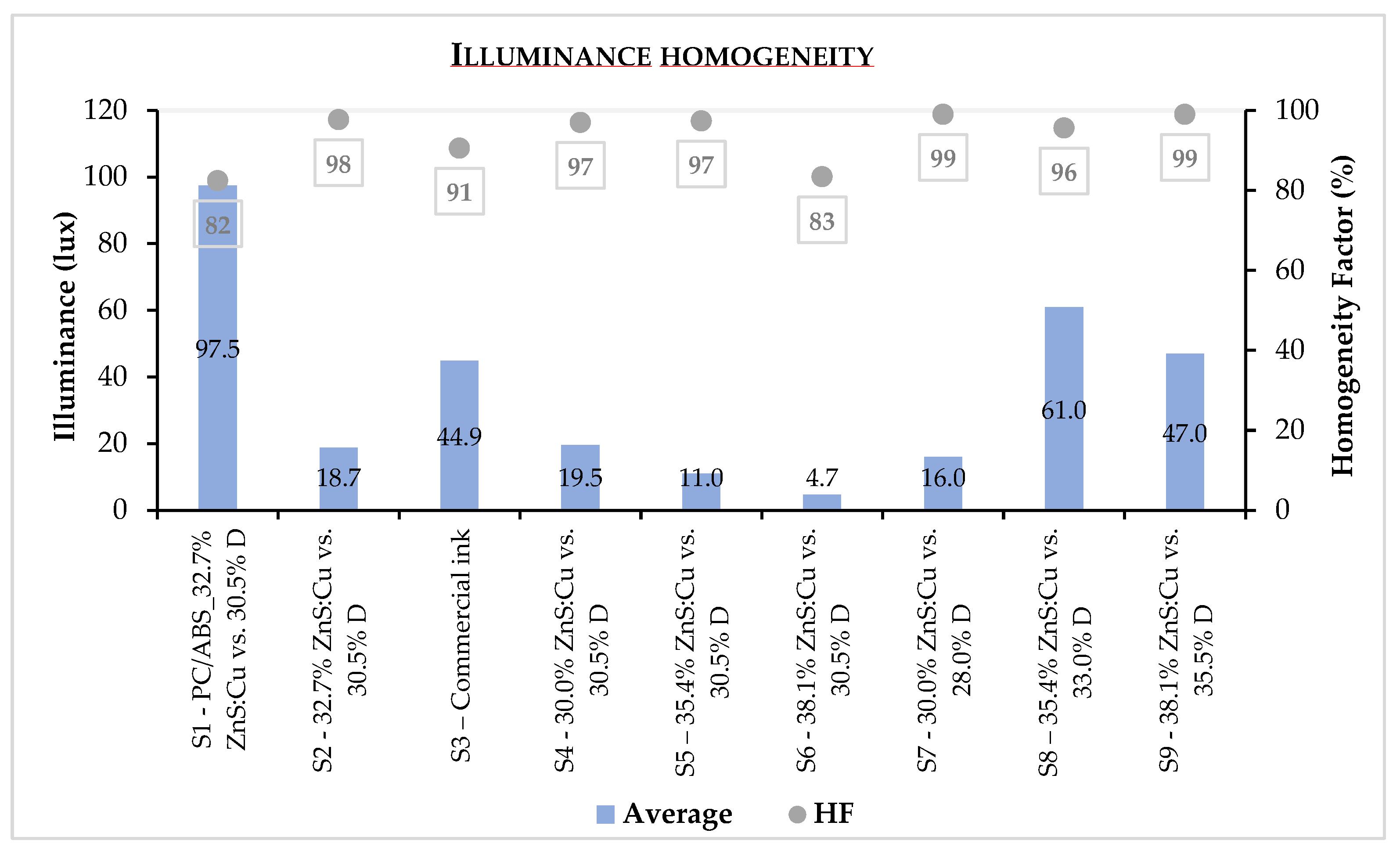
Figure 11.
Sample 8 (35.4 % ZnS:Cu vs. 33% diluent).
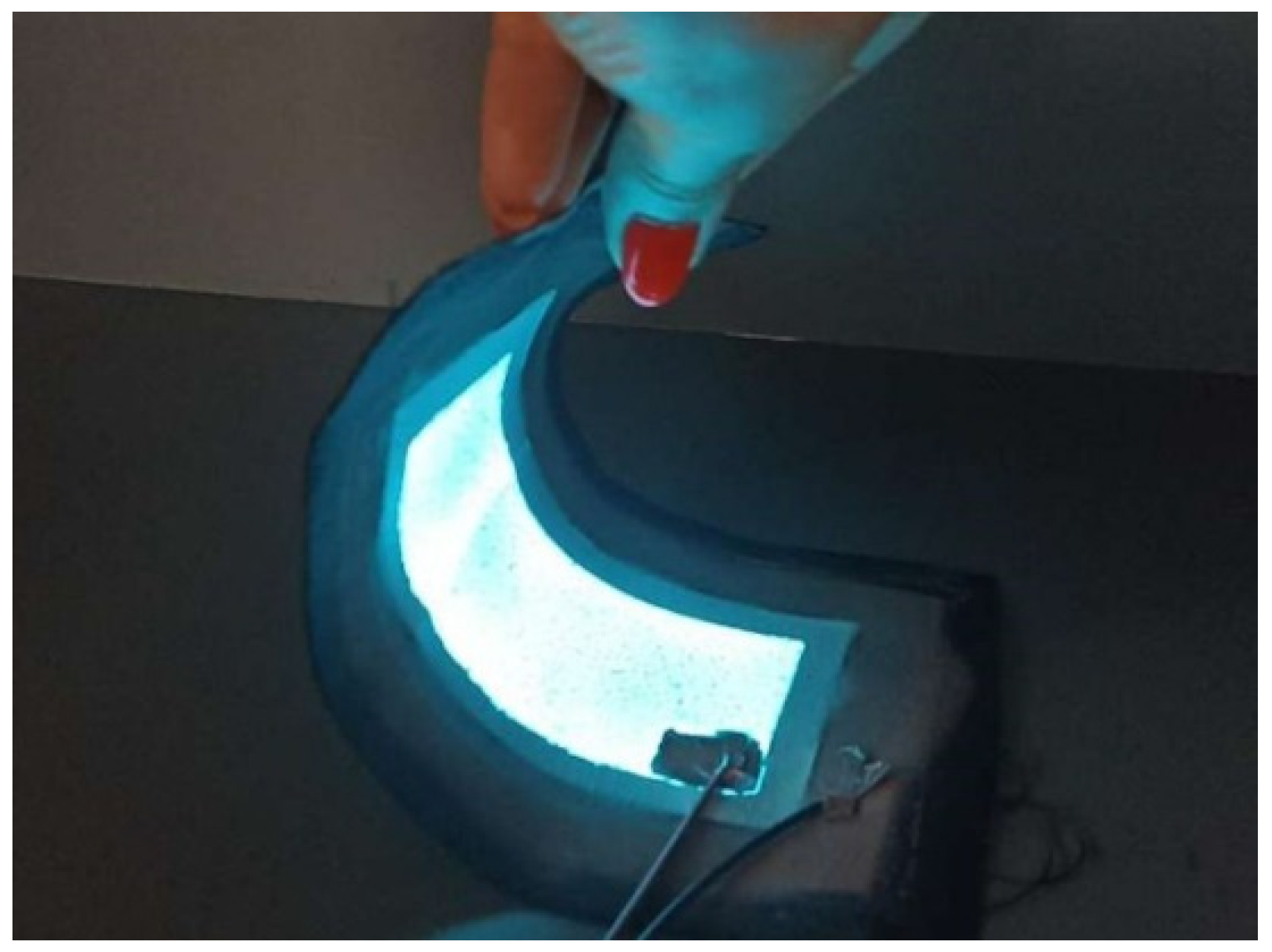
Figure 12.
SEM images of sample 8: (a) cross-section of the phosphor layer; (b) top of the phosphor layer.
Figure 12.
SEM images of sample 8: (a) cross-section of the phosphor layer; (b) top of the phosphor layer.
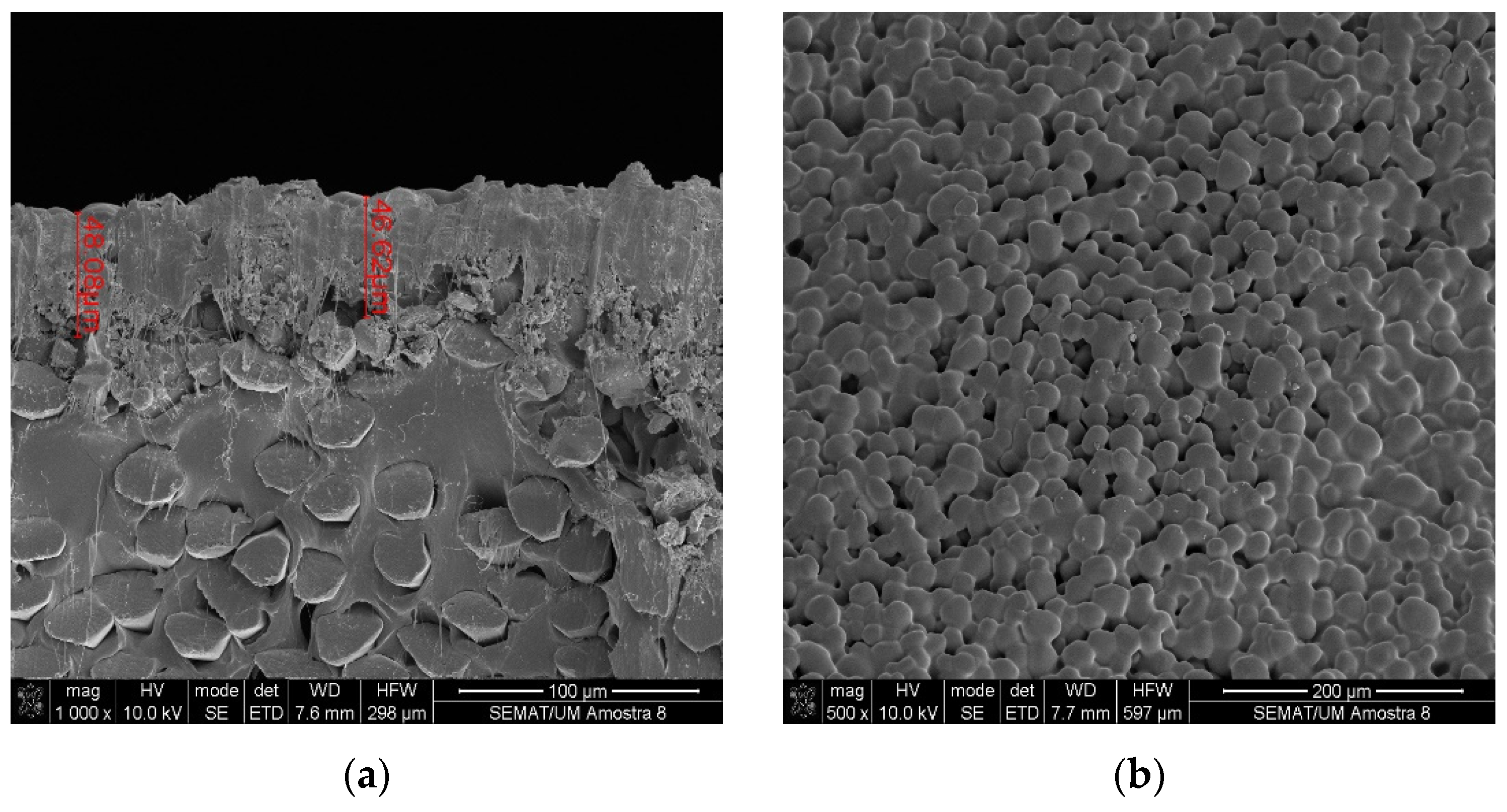
Figure 13.
Total thickness of electroluminescent layers.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



