
Submitted:
07 December 2023
Posted:
12 December 2023
You are already at the latest version
Abstract
The concrete sector is known for its significant contribution to the CO2 emissions. There are two main contributing factors for this situation: the large amount of concrete consumed per year on the planet and the high CO2 released from Portland cement manufacture, the key binding agent in concrete. To face the consequent sustainability issues, diverse strategies have been explored on the carbon capture and storage potential of cementitious materials. This paper addresses the potential of storing CO2 in concrete during the curing stage, applied to the precast Portuguese industry. To this purpose, it was assumed that CO2 will become a waste that will require an outlet in the future, considering that carbon capture will become mandatory in many industries. This work concluded that the net benefit in terms of carbon retention is positive for the process of storing carbon in concrete during the curing stage. More specifically, it was demonstrated that the additional emissions from the introduction of this new operation are only 10% of the stored amount, returning a storage potential of 76 000 tonnes of CO2 yearly. Moreover, the overall net reduction in the concrete life cycle averages 9.4% and 8.8% for precast elements and only non-structural elements, respectively. When a low cement dosage strategy is coupled with carbonation curing technology, the overall carbon net reduction is estimated to be 45%.
Keywords:
carbon capture utilization and storage
; precast concrete industry
; CO2 uptake
; carbonation curing
; Monte Carlo simulation
1. Introduction
The characteristics of concrete, mainly cost-effectiveness and application versatility, considered essential to the progress of contemporary civilization, turned this construction material into the second highest consumed material, by volume, just falling short to water [1,2]. In fact, despite the various efforts to promote and/or develop alternative materials (e.g., wood construction or glass reinforced polymers for structural applications), the Global Cement and Concrete Association [3] estimates a yearly demand increase from the current 14 billion m3 of concrete to approximately 20 billion m3 in 2050. Moreover, the specific (by volume or by weight) environmental impact of concrete is lower than many alternative construction materials (e.g., about 300 kg CO2/tonne for a standard concrete mix versus over 1 000 kg CO2/tonne for steel) [2,4,5,6], since the components that make up most of its volume (aggregates) are naturally abundant and relatively easy to obtain. However, most of the concrete produced incorporates Portland cement as the key binder, which is responsible for the majority of the environmental impacts. In fact, 80% to 95% of the carbon emissions from concrete, by mass, are associated with the production of Portland cement [7,8,9]. As a consequence of the large amount of concrete consumed per year, Portland cement alone is responsible for 5% to 10% of the total anthropogenic greenhouse gases emissions per year, depending on the source [10,11,12,13,14,15,16,17].
Since most of the cement is consumed in the form of concrete (e.g., the proportion of Portland cement used in concrete is more than 80% in the US [18]), the environmental issues of the cement and concrete industries are interlinked. Liu et al. (2017) [19] assessed the environmental benefits, including CO2 emissions reduction, of several technologies available for cement production. However, considering that roughly 530 g out of the 840 g of CO2 emitted per kg of clinker produced in the most efficient cement plants nowadays are from the calcination of the calcium carbonate, the overall carbon reductions from these technologies is limited. To address this environmental impact problem all versions of the cement neutrality roadmaps set out by major organizations (e.g., GCCA 2022 [20], Cembureau 2020, IEA and CSI 2018) identify Carbon Capture Utilization and Storage (CCUS) as a key strategy to attain carbon neutrality in the cement industry. IEA and CSI 2018 even forecast that as much as 14 Mt of CO2 will be captured and stored per year in the cement industry by 2030. This technology aims at capturing CO2 at the sources of emission to enable its use in useful applications, turning it into a commodity, or simply allow its capture and deposition in natural reservoirs or in other materials, impeding the emission to the atmosphere.
Different strategies with common objectives have been defined for the implementation of CCUS technologies in the concrete life cycle. For instance, the carbonation of products from the recycling of concrete waste is a promising prospect recently explored by academy for the application of CCUS. Besides the carbon capture, the strengthening of the cement mortar layer adhered to the recycled aggregates is also seen as a promising outcome from this strategy [21,22,23]. Similarly, also the concrete waste fines, a by-product of the concrete recycling process very rich in cement, has been studied as an addition to new concrete batches, revealing a better performance after a carbonation process [24,25,26].
Previous strategy establishes a new operation into the concrete life cycle, closing the CO2 cycle. Other possible strategies for CCUS focus on the implementation of carbonation processes in the existing concrete production operation chain, namely during the mixing and curing stages. Carbonating during the mixing stage is a strategy applicable to the generality of the concrete industry, from ready-mix to precast concrete, where CO2 is introduced simultaneously with the other components [28]. A strategy already successfully applied by CarbonCure Technology Inc. at an industrial level, where CO2 is directly injected into the truck mixing concrete in an amount lower than 1 % of cement weight. This strategy targets the carbonation of both the anhydrous components of Portland cement that are still present during the early hydration stage and the few hydration products already obtained at this age [29,30,37].
Conversely, the carbonation curing strategy intends to implement a carbonation process in a subsequent process of concrete manufacturing, the curing stage. As in the previous case, the curing carbonation process also involves an acceleration of the strength-development, caused by the reaction between CO2 and the cement compounds, and consequently reducing the duration of this critical stage [38]. This impact on the duration of the curing stage, as well as the promotion of the product turn-over in the precast concrete industry, leads this strategy to play a key role in the competitiveness and profitability of the concrete industry [39,40]. Carbonation curing was already tested in the past, in the precast industry, but, motivated by productivity goals, its generalized application was unsuccessful. The reasons for this limited implementation may be related with the lack of technical and scientific knowledge, namely, the full impact of the carbonation reactions on the performance of the cementitious compounds, including long-term durability issues, and the optimal parameters of the carbonation curing process in terms of carbonation efficiency [38]. Currently, the curing stage in the precast industry is sometimes performed through a steam curing that creates an environment with a high temperature and relative humidity. The process is effective in accelerating the strength development, but it is very energy-intensive and can promote some undesirable side effects in the long term [38,39]. As such, carbon curing is seen as a critical strategy for the competitiveness of this industry, with prospects for a determinant role on the length of the curing stage and, consequently, on the productivity of the whole production process [39,40]. The growing focus of the scientific community on mitigating greenhouse gases emissions also contributed to the re-ignition of the interest in carbonation curing.
The forecasted need of several industries, including the cement industry, for capturing CO2 to meet emission targets will make it an available sub product for the concrete industry. In fact, the increasingly commercial technologies available for CO2 utilization in the concrete industry, as well as the continuous investigation projects regarding CCUS technologies, further boost the commitment towards the development of CO2 capture technologies upstream, in cement production plants. The CO2 emitted by cement manufacturing is originated from limestone calcination and fuel combustion (about 60% and 40%, respectively), translating into a polluted CO2 stream, commonly denominated flue gas [2,7,41]. Thus, this CO2 capture technologies to recover the CO2 from the flue gas resort to different strategies, from physical/chemical adsorption and absorption methods to direct separation methods, aiming to obtain an uncontaminated CO2 stream of higher commercial value. Hence, the development of CO2 capture technologies in cement manufacturing plants, along with the development of CCUS technologies in the concrete industry, uncover a feasible prospect for the conversion of waste CO2 into a commodity [42,43,44]. Moreover, carbon taxes and other similar carbon mitigation policies, by placing a value on CO2 emissions, further encourage carbon intensive industries, namely cement manufacturing plants, to pursuit CO2 capture technologies [45,46].
The intent of this paper is to analyse the potential incorporation of the carbonation curing strategy in the Portuguese concrete industry. Restricting the study to this strategy means restricting the analysis to the precast industry. Figure 1 presents the distribution of cement commercialized in Portugal, divided into resale of cement bags (essentially used in mortars), precast concrete industry and ready-mix concrete industry. Even though precast concrete corresponds to only 17% of the totality of the cement market in Portugal, when solely the concrete manufacturing industry is considered, the precast industry occupies more than a quarter of the cement market. This consideration is especially important, since the manufacturing industry, by utilizing cement to produce a diverse set of cementitious based products, divulge different opportunities for the introduction of CCUS technologies [51,52].
Several studies have explored the CO2 balance from the process of mixing or curing concrete with CO2 and the sequestered CO2 in the process [53,54,55,56,57]. In one of the most recent efforts, Ravikumar et al. [58] concluded that carbon curing and mixing of concrete (CCM concrete) may not produce a net climate benefit. These authors account for all emissions associated with the concrete components production, CO2 capture and transportation and CCM concrete production, considering electricity production from coal as the source of CO2. By doing so, the authors are implicitly assuming that: i) CCUS technologies will only be implemented in coal power plants; ii) electricity production from coal will be the main source of carbon emissions; iii) coal will be the main source of energy for electricity generation; and iii) it is possible to avoid using concrete in future.
However, concrete is the most widely used construction material worldwide and it will probably continue to be in the near future. Even in the scenario that it becomes possible to avoid completely the emissions from energy consumption for cement production, the calcination emissions during the clinker production will still be present unless uncarbonated raw material is used. As such, CCUS is regarded as a major strategy for mitigating CO2 emissions in this industry, as previously mentioned.
On the other hand, the use of coal to produce electricity is being abandoned in several of the most developed countries in their efforts towards carbon neutrality, which is reflected in the decreasing coal demand reported by the IEA in 2021 [59]. In fact, coal is being replaced by natural gas, nuclear energy and/or renewables, depending on the country. In 2020, the share of renewables in global electricity generation reached 29% (IEA 2021), rose to 38% in 2021 [60] and is forecasted to rise to 45% by 2040 (Mathew 2022). There are, naturally, differences between countries. For instance, in the USA the share of renewables for electricity generation was 21% in 2020 and it is forecasted to reach 42% in 2050 [61,62], whereas countries such as Sweden, Norway or Iceland already have shares of 62% (IEA 2022) [63], 98% (IEA 2022) [64] and 100% [65], respectively.
Therefore, some of the implicit assumptions considered in previous studies are not completely valid, justifying a reflection and adoption of other updated assumptions in this work. Hence, the objective of this research effort is the assessment of the potential for CO2 incorporation in the precast concrete industry in Portugal, based on the CO2 net balance applied to the curing process. To this purpose, the following assumptions will be adopted: i) concrete will be used in the future, regardless of the CCUS strategies eventually in use; and ii) CO2 capture will be mandatory for many industries to meet the increasing stringent emission targets. The carbonation process is considered as described in literature, as well as the CO2 uptake by cement mass. Data from concrete production was collected from surveys made to the Portuguese agents of the concrete industry to consider the different CO2 absorption achieved by the different cement content inside concrete, allowing a more accurate modelling of the real potential. The variability of the data sources is considered explicitly through Monte Carlo simulation.
2. Methods
2.1. Scope
Based on the context defined in the previous section, the present study is carried out assuming that: i) carbon capture will be mandatory in many industries, namely the cement industry; and ii) the energy required for using carbon on the concrete industry, excluding for transportation, will be supplied in the form of electricity. As such, the system analysed is defined in Figure 2, with the functional unit being 1 m3 of concrete produced.
The assumption that carbon capture will be mandatory allows the exclusion of the associated energy consumption from the analysis. This does not mean that there will not be energy consumption and emissions from it, but rather that the captured carbon will be a waste that needs to be disposed of and not a product that is obtained for a specific application. This assumption is mandatory as this work intends to assess if using concrete as a storage option for the CO2 captured is viable, rather than if CCUS is overall viable. Additionally, instead of the electricity generation from coal, it will be the cement production to be considered as the source of CO2, since: i) cement production from natural raw material will always emit substantial amounts of CO2 due to the calcination stage; ii) coal power plants are progressively being replaced in many countries, in particular the most developed; and iii) the number of cement plants, their relative location to concrete production sites and the closed loop created have the potential of creating logistics synergies, optimizing the production, storage and transport of both cement and CO2 for concrete production.
It is legit to assume that the energy for capturing CO2 at a coal power plant is supplied by the power plant. However, in cement and precast concrete plants, the electricity required will be obtained from the grid. As such, the emissions will depend on the specific energy mix of each country, which is variable throughout each year (e.g., the renewable energy sources production varies) and over the years (e.g., the installed power of each energy source varies).
Finally, since concrete will be produced, regardless of using CO2 for curing, only the additional stages required by carbon curing are modelled. The energy consumption and respective emissions from the remaining stages of the production process can be disregarded for assessing the balance (favourable or not) between the additional CO2 emissions and the amount of stored CO2.
Concluding, the scope of the present research was defined based on the assumption that to meet the carbon emission standards, particularly in the cement industry that is constrained by the calcination emissions, CO2 will be a waste flux generated from cement production.
2.2. Methodology and data
The balance between CO2 emissions and storage for concrete was assessed by simulating the performance of the stages identified in Figure 2. A mixed approach was adopted to obtain the data required to run the simulation, including: i) official sources (CO2 emissions from electricity generation and land transportation); ii) research results from the literature (CO2 absorption and energy consumption during carbon curing); and iii) questionnaire replies (precast concrete consumption and composition).
The CO2 storage capacity associated with carbon curing depends on the amount of concrete produced in the concrete precast industry and on the CO2 absorption. The amount of concrete produced by each category of concrete composition was estimated from replies to questionnaires sent to the precast concrete producers. The production data related to the sample of producers that replied were then extrapolated to the total production of the precast concrete industry. The CO2 absorbed by the concrete during carbon curing depends on factors such as the amount of cement, the type of binders and the curing process. The applicable absorption rates collected by Ravikumar et al. (2021) [58] were used herein, considering only cases without steam curing. The variability of the rates is significant (between 0.05 and 0.2 kg of CO2/kg of cement) which is explained by the different concrete composition and ensuing transport properties.
The carbon emissions from carbon curing, shown in Figure 2, can be split into: i) concrete curing chamber operation emissions; and ii) CO2 supply emissions. The operation of the curing chamber in the precast plant has emissions from: i) CO2 release into the atmosphere during the loading and unloading of the chamber; and ii) electricity consumption associated with the need to create vacuum in the chamber before injecting the CO2. The volume of CO2 lost will depend on the volume ratio between the concrete element and the curing chamber, being affected by their shape and eventual presence of hollows in the concrete element. This ratio was assumed to be, in average, 40% of the volume of the concrete to cure and considering a variability between 20% and 80%. This volume also corresponds to the amount of air that the vacuum pumps need to extract and their specific energy consumption is, in average, 0.025 kWh/m3 of air [66]. The conversion between mass and volume of CO2 was done adopting a specific weight of 1.836 kg/m3 at ambient temperature.
The emissions from CO2 supply entail the liquefaction, transport, vaporization and injection, as depicted in Figure 3.
In complement to the typical deterministic approach, a stochastic analysis was also carried out resorting to Monte Carlo simulation.
The specific CO2 emissions were obtained from the European Environment Agency (EEA), until 2016, and the Portuguese association of Renewable Energies (APREN – Associação de Energias Renováveis), from 2017 onwards, shown in Figure 4. The results show a clear decreasing trend that is explained by the continuous installation of generation capability from renewable sources and transition from coal to natural gas. In Portugal, the generation of electricity from coal ceased in January 2021. Data from 2021 is not available because it is now being reported only in terms of carbon equivalent and not just carbon, but the decreasing trend maintains (129 g CO2eq / kWh in 2021). Conservatively, the median specific carbon emissions from electricity generation in Portugal between 2016 and 2020 (254 g/kWh) was used in the simulations.
Freight transport emissions are, usually, reported in a distance (per kilometre - km) and weight (per tonne - t) basis (g CO2/tkm) and are extremely variable depending on the means of transportation and the methodology used in the estimation [72]. As Figure 5 demonstrates, these differences are even found in distinct time series reported by the EEA.
Regardless of the offset in the values depicted by the different time series presented in Figure 4, the variation over time has been relatively small. For road transportation, the specific emissions factor is found to be more variable with: i) the size of the truck; ii) the load factor (the ratio between the average load transported and the load capacity); and iii) the percentage of time running empty. The specific emissions decrease with the increase in truck cargo capacity [75], and load factor; and decrease with the time running empty [76], with values ranging between less than 40 g CO2/tkm to over 700 g CO2/tkm considering the full range of heavy-duty vehicles. Restricting to only medium and large heavy-duty vehicles, which are the most probable to be used for the transportation of the CO2 captured, the top limit is reduced to 300 g CO2/tkm [77]. The median of the average specific emissions factor values from various sources reported in McKinnon and Piecyk (2010) [76], Transport & Environment (2021) [75], IEA and UIC (2012) [78] and Ravikumar et al. (2021) [58] is 82 g CO2/tkm and was used in the simulations. An average distance of 120 km (both ways) was considered adequate considering the size of Portugal (≈600 x 200 km) and the number of cement plants (6).
The median energy consumption values for CO2 liquefaction, vaporization and injection are 0.10 kWh/kg CO2, 0.047 and 0.037, respectively [58,79,80].
For the Monte Carlo simulation, all input data was assumed to follow a PERT distribution. When several data points were available, the median was used instead of the average to determine the most probable value since it is a robust measure central tendency.
3. Results and discussion
From the questionnaires sent to the precast concrete producers, six complete replies were obtained representing a little over 5% of the total cement consumption in the sector. The distribution of the cement consumption by type of cement, by dosage and by category of concrete precast element (structural – with steel reinforcement; non-structural – without reinforcement) are detailed in Table 1.
The extrapolation for the entire precast concrete sector was done simply by scaling up considering the proportion between the annual cement consumption in the sample (49 868 tonnes) and in the sector (960 000 tonnes). This entails the assumption that the distribution in terms of type of cement, by dosage and by category of precast element is the same at both scales. Figure 6 presents the data of Table 1 in an alternative way, enhancing the differences between non-structural and structural concrete industries in terms of cement dosage per volume of concrete and cement type.
While the non-structural concrete elements present an evenly distributed consumption of cement throughout the different cement dosages, from 100 to more than 400 kg/m3, the majority of the structural elements, about 74%, relies on a cement dosage between 300 and 400 kg/m3. Accordingly, the average dosage of cement is 250 and 318 kg/m3 in non-structural and structural elements, respectively. These estimates were obtained computing the amount of concrete in each dosage range from the corresponding amount of cement (Table 1), assuming the intermediate dosage value. The average dosage of cement considering all the concrete products, regardless being structural or not, is 280 kg/m3. Similarly, regarding the cement type used, the majority of non-structural concrete elements, about 71%, adopts CEM II/A-L 42.5 R while the structural elements take higher amounts of CEM II/A-L 42.5 R and CEM I 52.5 R. These values are expected and easily explained by the higher performance required to the structural concrete elements. Conversely, non-structural elements comprise a wider range of cementitious products, with a diverse set of physical and mechanical properties, namely, masonry blocks, paving blocks, curbs and other small utility products. Moreover, the cement dosage is often conditioned by the early stage performance in these elements to comply with productivity requirements, unlike the case of structural elements where the cement dosage is mainly conditioned by the lifetime performance. This flexible composition suggests a more prone acceptance towards the introduction of CCUS technologies within the manufacturing process of non-structural concrete elements, especially if this interference promotes the early strength (which is the case of carbonation) and keeps the costs controlled.
Table 2 and Table 3 present the various components of the specific emissions of the CO2 supply and the curing chamber operation, respectively. Since the sum of the specific emissions of both stages is less than 1 (median = 0.086 kg CO2 emitted / kg CO2 used), it is possible to conclude that the solution provides a net benefit in terms of carbon retention.
The volume of air that needs to be extracted each year from the curing chamber corresponds to 40% of the volume of concrete, which is the amount of CO2 that is assumed to be lost (the difference between the volume of the curing chamber and the volume of the precast elements placed inside). The specific emission is the ratio between the CO2 used, which accounts for the electricity consumption for vacuum pumping and the losses, and the CO2 consumed in the curing process. A specific weight of 1.836 kg/m3 was assumed for the CO2 at ambient temperature.
The emissions associated with the curing chamber operation presented are for non-structural precast elements. Slight differences exist with the structural elements since the cement consumption in each type of concrete and the corresponding absorption rates are not the same.
Considering the uncertainty on most parameters of the simulation, reflected, for instance, on a ratio of almost 10 between the maximum and minimum estimates for the specific emission for the CO2 supply, a stochastic analysis was carried out. The results of the 10 000 simulation are presented in Figure 5 and Figure 6 for carbon curing in two scenarios: considering only the non-structural precast elements and considering the total precast industry.
The consideration of these two scenarios is important, since there are plausible doubts regarding the durability of the reinforced concrete, after being subjected to carbonation. In the scenario of carbonating both structural and non-structural elements, the emissions from the curing operation are between 2 300 tonnes and 12 500 tonnes of CO2, while the carbon storage potential is comprised between 63 000 and 103 000 tonnes of CO2. As such, the net reduction ranges between 58 500 and 98 000 tonnes of CO2, with a mode value of roughly 76 000 tonnes of CO2 emissions to the atmosphere that are avoided yearly. Considering that the most productive forest can sequester up to 11 tonnes of CO2 per hectare per year [81], this result indicates that the precast concrete industry in Portugal is able to sequester CO2 equivalent to 6 909 hectare of forest per year.
When the scenario is restricted to the non-structural precast elements, the emissions from this new operation ranges is reduced to between 2 000 tonnes and 7 000 tonnes of CO2, and similarly the carbon storage potential is also reduced to between 30 000 and 50 000 tonnes of CO2. Thus, the corresponding net reduction ranges between 26 000 and 46 000 tonnes of CO2, with a mode value of roughly 35 000 tonnes of CO2 emissions to the atmosphere that are avoided yearly, which, following a similar method as aforementioned, originates a CO2 sequestration equivalent to 3 182 hectare of forest per year. Regardless of the scenario considered, the carbon storage in the concrete precast industry is largely superior to the emissions in the process, which consist of only around 10% of the stored amount, translating into a 90% net reduction overall. This conclusion assumes that carbon becomes an industrial waste in the future and the emissions from capturing it are disregarded from the balance.
The impact of the positive carbon balance from the carbonation curing on the concrete emissions throughout the concrete life cycle is analysed in Table 4. Results were obtained considering 840 grams of CO2 emitted per gram of cement and the results from Table 1.
Before discussing the impact of the carbonation curing process in the overall CO2 emissions, it is noteworthy to remark other result expressed in Table 4: Portugal presents a CO2 emission estimate of 236 kg/m3 of concrete when both structural and non-structural precast concrete elements are considered. This value was estimated considering only CO2 emissions due to the cement manufacturing, as aforementioned, operation responsible for an average of 87.5% of the total CO2 emissions [7,8,9]. Therefore, an estimate of around 270 kg of CO2 per m3 of concrete is obtained if considering the entire chain of the concrete production. This value is smaller than the 300 kg/m3 of CO2 per m3 of concrete usually considered by literature, which is based on the most common cement dosage of 350 kg of cement per m3 of concrete [2,4,5,6]. Conversely, the value of 270 kg of CO2 per m3 of concrete considers the distribution of concrete throughout the different cement dosages, being a better estimate for the CO2 emission of concrete production.
Table 4 also shows that, in the scenario of carbonating both concrete element types, this CCUS technology reduces from 236 kg to 214 kg of CO2 released per m3 of concrete, a reduction of about 9.4% of the CO2 emission into the atmosphere. When considering only the non-structural concrete elements, the reduction in the CO2 emissions presents a similar value of about 8.8%; however, since the average cement dosage per volume of concrete is smaller, the reduction of CO2 emission changes from 210 kg to 192 kg of CO2 per m3 of concrete. This result is especially important because it demonstrates the effect of the cement dosage per volume of concrete on the overall CO2 emissions, besides the carbonation process impact. In fact, if all the non-structural concrete elements ought to be produced with a cement dosage of 150 kg/m3 of concrete, the introduction of the carbonation curing process would lead to a reduction in the overall CO2 emissions of over 45%, from 210 to 115 kg of CO2 per m3 of concrete.
Despite the practical viability of storing carbon during the curing stage of the concrete production process, still a large surplus of captured CO2 will have to be managed resorting to other solutions. In particular, the production of concrete with a lower cement dosage seems to uncover a non-negligible pathway towards the concrete carbon neutrality pursuit. Naturally, this strategy essentially applies to non-structural concrete products, which represents the destination of around half of the entire cement consumption in the case of the Portuguese precast industry (Table 1). The above mentioned lower performance demands of these products facilitates the introduction of new and disruptive carbon mitigation technologies in their manufacturing process.
4. Conclusions
The present research assesses the carbon balance of using concrete to store captured CO2. The estimations are done based on the assumption that carbon capture will become mandatory in many industries in the future, including the cement industry that is one of the largest emitters globally. In this context, CO2 will become a waste that needs to be managed and the costs (economical and environmental) can be discarded from the analysis. This assessment applied to the Portuguese precast concrete industry provided the following conclusions:
- Storing carbon in precast elements is beneficial for reducing CO2 emissions from precast concrete industry.
- Carbonation curing of precast concrete is viable assuming that CO2 will become a waste in the future.
- Additional emissions from carbonation curing are only 10% of the stored amount, resulting in an average 90% net reduction.
- Portuguese precast concrete industrial has potential to store 76 000 tonnes of CO2 yearly.
- The overall net reduction in the concrete life cycle averages 9.4% and 8.8% for precast elements and only non-structural elements, respectively.
- A low cement dosage coupled with carbonation curing technology produce an estimated carbon net reduction of 45%.
Hence, this work demonstrates the practical viability of storing carbon in concrete in the near future, during the curing stage of the process. Even though the carbonation curing process produces a carbon balance with a positive net reduction in emissions within the precast concrete industry, the overall CO2 balance is still negative, as a result of the cement manufacture. The estimate of about 200 kg of CO2 per m3 of concrete (average between situations studied) obtained after the carbonation curing technology is applied will have to be managed by coupling this technology with other carbon mitigation solutions, e.g. reduced cement dosage.
Acknowledgments
The authors would like to acknowledge Miguel Jorge for his data survey work with precast concrete producers and other entities within the cement sector. Funding: This work was supported by the CERIS Research Centre, Instituto Superior Técnico, Universidade de Lisboa and by the FCT (Portuguese Foundation for Science and Technology) through scholarship SFRH/BD/147856/2019.
References
- International Energy Agency and World Business Council for Sustainable Development. “Cement Technology Roadmap 2009: Carbon emissions reductions up to 2050,” 2009.
- Filippo, J.D.; Karpman, J.; DeShazo, J.R. The impacts of policies to reduce CO2 emission within the concrete supply chain. Cement and Concrete Composites, no. 101, pp. 67-82, 2019. [CrossRef]
- Global Cement and Concrete; Association, C. Societal Demand for Cement and Concrete. Global Cement and Concrete Association, [Online]. Available: https://gccassociation.org/concretefuture/societal-demand-for-cement-and-concrete/. [Accessed 2022].
- Lehne, J.; Preston, F. , “Making Concrete Change. Innovation in Low-carbon Cement and Concrete,” Chatham house. The Royal Institute of International Affairs, London, 2018.
- Forum, S.C. , “Concrete Industry Sustainability Performance Report.,” MPA The Concrete Centre, London, 2019.
- Hasanbeigi, A.; Arens, M.; Cardenas, J.C.R.; Price, L.; Triolo, R. Comparison of carbon dioxide emissions intensity of steel production in China, Germany, Mexico, and the United States. Resources, Conservation and Recycling, no. 113, pp. 127-139, 2016. [CrossRef]
- Lippiatt, N.; Ling, T.-C.; Pan, S.-Y. , “Towards carbon-neutral construction materials: Carbonation of cement-based materials and the future perspective,” Journal of Building Engineering, no. 28, p. 101062, 2020.
- Kwon, E.; Ahn, J.; Cho, B.; Park, D. , “A study on development of recycled cement made from waste cementitious powder,” Construction and Building Materials, no. 83, pp. 174-180, 2015.
- He, Z.; Zhu, X.; Wang, J.; Mu, M.; Wang, Y. , “Comparison of CO2 emissions from OPC and recycled cement production,” Construction and Building Materials, no. 211, pp. 965-973, 2019.
- Scrivener, K.L.; Kirkpatrick, R.J. , “Innovation in use and research on cementitious material,” Cement and Concrete Research, no. 38, pp. 128-136, 2008.
- Environment, U.N.; Scrivener, K.L.; John, V.M.; Gartner, E.M. , “Eco-efficient cements: Potential economically viable solutions for a low CO2 cement-based materials industry,” Cement and Concrete Research, no. 114, pp. 2-26, 2018.
- Andrew, R.M. , “Global CO2 emissions from cement production,” Earth Syst. Sci. Data, no. 10, pp. 195-217, 2018.
- Andrew, R.M. , “Global CO2 emissions from cement production,1928-2018,” Earth Syst. Sci. Data, no. 11, pp. 1675-1710, 2019.
- Guo, R.; Wang, J.; Bing, L.; Tong, D.; Ciais, P.; Davis, S.J.; Andrew, R.M.; Xi, F.; Liu, Z. , “Global CO2 uptake by cement from 1930 to 2019,” Earth Syst. Sci. Data, no. 13, pp. 1791-1805, 2021.
- Olivier, J.G.J.; Janssens-Maenhout, G.; Muntean, M.; Peters, J.A. , “Trends in global CO2 emissions: 2016 Report,” PBL Netherlands Environmental Assessment Agency, The Hague, 2016.
- International Energy Agency and Cement Sustainability Initiative. “Technology Roadmap: Low-Carbon Transition in the Cement Industry,” 2018.
- Boden, T.; Andres, R.; Marland, G. , “Global, Regional, and National Fossil-Fuel CO2 Emissions,” Carbon Dioxide Information Analysis Center, 1751-2013. [Online].
- “USGS,” USGS Minerals Yearbook 2019, v. I, Metals and Minerals, 13 December 2021. [Online]. Available: https://d9-wret.s3.us-west-2.amazonaws.com/assets/palladium/production/s3fs-public/media/files/myb1-2019-cemen-adv.xlsx.
- Liu, X.; Yuan, Z.; Xu, Y.; Jiang, S. , “Greening cement in China: A cost-effective roadmap,” Applied Energy, no. 189, pp. 233-244, 2017.
- Global Cement and Concrete Association. Global Cement and Concrete Industry Announces Roadmap to achieve Groundbreaking 'Net Zero' CO2 emissions by 2050,” Global Cement and Concrete Association, 12 October 2021. [Online]. Available: https://gccassociation.org/news/global-cement-and-concrete-industry-announces-roadmap-to-achieve-groundbreaking-net-zero-co2-emissions-by-2050/.
- Ashraf, W. , “Carbonation of cement-based materials: Challenges and opportunities,” Construction and Building Materials, vol. 120, p. 558–570, 2016.
- Šavija, B.; Lukovic, M. , “Carbonation of cement paste: Understanding, challenges, and opportunities,” Constr. Build. Mater., vol. 117, pp. 285-301, 2016.
- Oikonomou, N.D. , “Recycled concrete aggregates,” Cement and Concrete Composites, no. 27, pp. 315-318, 2005.
- Lu, B.; Shi, C.; Zhang, J.; Wang, J. , “Effects of carbonated hardened cement paste powder on hydration and microstructure of Portland cement,” Construction and Building Materials, no. 186, pp. 699-708, 2018.
- Mehdizadeh, H.; Ling, T.-C.; Cheng, X.; Mo, K.H. , “Effect of particle size and CO2 treatment of waste cement powder on properties of cement paste,” Can. J. Civ. Eng., 2020.
- Silva, A.; Nogueira, R.; Bogas, A.; Abrantes, J.; Wawrzynczak, D.; Sciubidlo, A.; Majchrzak-Kuceba, I. , “Valorisation of recycled cement paste: feasibility of a short duration carbonation process,” Materials, no. 15, p. 6001, 2022.
- Liang, C.; Pan, B.; Ma, Z.; He, Z.; Duan, Z. , “Utilization of CO2 curing to enhance the properties of recycled aggregate and prepared concrete: A review,” Cement and Concrete Composites, no. 105, p. 103446, 2020.
- Monkman, S. , “Sustainable Ready Mixed Concrete Production Using Waste CO2: A Case Study,” in Conference: Recent Advances in Concrete Technology and Sustainability Issues: Fourteenth International Conference, Beijing, China, 2018.
- Silva, A.; Nogueira, R.; Bogas, J.A.; Rodrigues, M. , “Influence of carbon dioxide as a mixture component on the cement hydration,” in The 4th international RILEM conference: Microstructure related durability of cementitious composites, Delft, The Netherlands, 2021.
- Lippiatt, N.; Ling, T.-C. , “Rapid hydration mechanism of carbonic acid and cement,” Journal of Building Engineering, no. 31, p. 101357, 2020.
- Monkman, S.; MacDonald, M.; Hooton, R.D.; Sandberg, P. , “Properties and durability of concrete produced usign CO2 as an accelerating admixture,” Cem. Concr. Compos., vol. 74, pp. 218-224, 2016.
- He, Z.; Li, Z.; Shao, Y. , “Effect of Carbonation Mixing on CO2 Uptake and Strength Gain in Concrete,” Journal of Materials in Civil Engineering, no. 29, p. 04017176, 2017.
- Berodier, E.; Scrivener, K. , “Understanding the Filler Effect on the Nucleation and Growth of C-S-H,” Journal of the American Ceramic Society, vol. 97, no. 12, pp. 3764-3773, 2014.
- Ouyang, X.; Koleva, D.A.; Ye, G.; Breugel, K.V. , “Understanding the adhesion mechanisms between C-S-H and fillers,” Cement and Concrete Research, no. 100, pp. 275-283, 2017.
- Monkman, S.; Cail, K. , “Waste CO2 upcycling as a means to improve ready mixed concrete sustainability,” in 15th International Congress on the Chemistry of Cement, Prague, Czech Republic, 2019.
- Kwasny, J.; Basheer, P.M.; Russell, M. , “CO2 Sequestration in Cement-Based Materials During Mixing Process Using Carbonated Water and Gaseous CO2,” 4th International Conference on the Durability of Concrete Structures, 2014.
- “CarbonCure,” CarbonCure Technologies, 2021. [Online]. Available: https://www.carboncure.com/technology/. [Accessed 7 June 2021].
- Liu, Z.; Meng, W. , “Fundamental understanding of carbonation curing and durability of carbonation-cured cement-based composites: A review,” Journal of CO2 Utilization, no. 44, p. 101428, 2021.
- Zhang, D.; Ghouleh, Z.; Shao, Y. , “Review on carbonation curing of cement-based materials,” Journal of CO2 Utilization, vol. 21, pp. 119-131, 2017.
- Rostami, V.; Shao, Y.; Boyd, A.J. , “Carbonation Curing versus Steam Curing for Precast Concrete Production,” Journal of Materials in Civil Engineering, no. 24, pp. 1221-1229, 2012.
- Carriço, A.; Bogas, J.A.; Guedes, M. , “Thermoactivated cementitious materials – A review,” Construction and Building Materials, no. 250, p. 118873, 2020.
- Hanifa, M.; Agarwal, R.; Sharma, U.; Thapliyal, P.C.; Singh, L.P. , “A review on CO2 capture and sequestration in the construction industry: Emerging approaches and commercialised technologies,” Journal of CO2 Utilization, no. 67, p. 102292, 2023.
- Plaza, M.G.; Martínez, S.; Rubiera, F. , “CO2 Capture, Use, and Storage in the Cement Industry: State of the Art and Expectations,” Energies, no. 13, p. 5692, 2020.
- Simoni, M.; Wilkes, M.D.; Brown, S.; Provis, J.L.; Kinoshita, H.; Hanein, T. , “Decarbonising the lime industry: State-of-the-art,” Renewable and Sustainable Energy Reviews, no. 168, p. 112765, 2022.
- Sizirici, B.; Fseha, Y.; Cho, C.-S.; Yildiz, I.; Byon, Y.-J. , “A Review of Carbon Footprint Reduction in Construction Industry, from Design to Operation,” Materials, no. 14, p. 6094, 2021.
- Sumner, J.; Bird, L.; Dobos, H. , “Carbon taxes: a review of experience and policy design considerations,” Climate Policy, no. 11, pp. 922-943, 2011.
- Xu, G.; Shi, X. , “Characteristics and applications of fly ash as a sustainable construction material: A state-of-the-art review,” Resources, Conservation and Recycling, no. 136, pp. 95-109, 2018.
- Kravchenko, J.; Lyerly, H.K. , “The Impact of Coal-Powered Electrical Plants and Coal Ash Impoundments on the Health of Residential Communities,” North Carolina Medical Journal, vol. 79, no. 5, pp. 289-300, 2018.
- Seidler, M.; Malloy, K. , “A comprehensive survey of coal ash law and commercialization: Its environmental risks, disposal regulation, and beneficial use markets.,” National Association of Regulatory Utility Commissioners, Washington, 2020.
- Zierold, K.M.; Odoh, C. , “A review on fly ash from coal-fired power plants: chemical composition, regulations, and health evidence,” Reviews on Environmental Health, 2020.
- APEB, “APEB - Associação Portuguesa das Empresas de Betão Pronto,” Associação Portuguesa das Empresas de Betão Pronto, 2020. [Online]. Available: http://www.apeb.pt/.
- ATIC, “ATIC - Associação Técnica da Indústria de Cimento,” Associação Técnica da Indústria de Cimento, 2018. [Online]. Available: https://www.atic.pt/.
- Shao, Y.; Monkman, S.; Boyd, A.J. , “Recycling carbon dioxide into concrete: a feasibility study,” in Concrete Sustainability Conference, 2010.
- Shao, Y.; Monkman, S.; Wang, S. , “Market analysis of CO2 sequestration in concrete building products,” in Second international conference on sustainable construction materials and technologies, Ancona, Italy, 2010.
- Monkman, S.; Shao, Y. , “Integration of carbon sequestration into curing process of precast concrete,” Canadian Journal of Civil Engineering, no. 37, pp. 203-310, 2010.
- Rostami, V.; Shao, Y.; Boyd, A.J. , “Durability of concrete pipes subjected to combined steam and carbonation curing,” Construction and Building Materials, no. 25, pp. 3345-3355, 2011.
- El-Hassan, H.; Shao, Y. , “Carbon storage through concrete block carbonation curing,” Journal of Clean Energy Technologies, vol. 2, no. 3, pp. 287-291, 2014.
- Ravikumar, D.; Zhang, D.; Keoleian, G.; Miller, S.; Sick, V.; Li, V. , “Carbon dioxide utilization in concrete curing or mixing might not produce a net climate benefit,” Nature Communications, no. 12, pp. 855-868, 2021.
- International Energy Agency. “Global Energy Review 2021: Assessing the effects of economic recoveries on global energy demand and CO2 emissions in 2021,” International Energy Agency, 2021.
- Ember, “Global Electricity Review 2022,” Ember, London, 2022.
- U.S. Energy Information Administration. , “Annual Energy Outlook 2022,” 3 March 2022. [Online]. Available: https://www.eia.gov/outlooks/aeo/pdf/AEO2022_ReleasePresentation.pdf.
- U.S. Energy Information Administration. , “EIA projects renewables share of U.S. electricity generation mix will double by 2050,” 8 February 2021. [Online]. Available: https://www.eia.gov/todayinenergy/detail.php?id=46676.
- International Energy Agency. “International Energy Agency Sweden,” 2020. [Online]. Available: https://www.iea.org/countries/sweden.
- International Energy Agency. “International Energy Agency Norway,” 2020. [Online]. Available: https://www.iea.org/countries/norway.
- International Renewable Energy Agency. Energy Profile Iceland,” International Renewable Energy Agency, 29 September 2021. [Online]. Available: https://www.irena.org/IRENADocuments/Statistical_Profiles/Europe/Iceland_Europe_RE_SP.pdf.
- Mousavi, S.; Kara, S.; Kornfield, B. , “Energy Efficiency of Compressed Air Systems,” Procedia CIRP, no. 15, pp. 313-318, 2014.
- European Environment Agency. Greenhouse gas emission intensity of electricity generation by country,” European Environment Agency, 25 October 2021. [Online]. Available: https://www.eea.europa.eu/data-and-maps/daviz/co2-emission-intensity-9#tab-googlechartid_googlechartid_googlechartid_googlechartid_chart_11111.
- APREN, “Boletim Energias Renováveis: Edição Mensal Dezembro de 2017,” APREN, Lisboa, 2017.
- APREN, “Boletim Energias Renováveis: Edição Mensal Dezembro de 2018,” APREN, Lisboa, 2018.
- APREN, “Boletim Eletricidade Renovável,” APREN, Lisboa, 2019.
- APREN, “Boletim Eletricidade Renovável,” APREN, Lisboa, 2020.
- Wild, P. , “Recommendations for a future global CO2-calculation standard for transport and logistics,” Transportation Research Part D: Transport and Environment, no. 100, p. 103024, 2021.
- European Environment Agency. Specific CO2 emissions per tonne-km and per mode of transport in Europe,” European Environment Agency, 4 January 2017. [Online]. Available: https://www.eea.europa.eu/data-and-maps/daviz/specific-co2-emissions-per-tonne-2/#tab-chart_1.
- European Environment Agency. Specific CO2 emissions per tonne-km and per mode of transport in Europe, 1995-2011,” European Environment Agency, 24 January 2013. [Online]. Available: https://www.eea.europa.eu/data-and-maps/figures/specific-co2-emissions-per-tonne-2.
- Transport & Environment, “ Easy Ride: why the EU truck CO2 targets are unfit for the 2020s,” European Federation for Transport and Environment AISBL, 2021.
- Mckinnon, A.; Piecyk, M. , “Measuring and Managing CO2 Emissions of European Chemical Transport,” Logistics Research Centre, Edinburgh, 2018.
- Sims, R.; Schaeffer, R. , “Transport,” in Climate Change 2014: Mitigation of Climate Change, Cambridge, Cambridge University Press, 2014, pp. 599-670.
- International Energy Agency. “Railway Handbook 2012: Energy Consumption and CO2 Emissions,” International Energy Agency, Paris, 2012.
- Erik, L.; Eldrup, N.; Adhikari, U.; Bentsen, M.H.; Badalge, J.L.; Yang, S. , “Simulation and Cost Comparison of CO2 Liquefaction,” Energy Procedia, no. 86, pp. 500-510, 2016.
- Monkman, S.; MacDonald, M. , “On carbon dioxide utilization as a means to improve the sustainability of ready-mixed concrete,” Journal of Cleaner Production, no. 167, pp. 365-375, 2017.
- Mendelsohn, R.; Sedjo, R.; Sohngen, B. , “Forest Carbon Sequestration,” in Fiscal Policy to Mitigate Climate Change: A Guide for Policymakers, United States of America, International Monetary Fund, 2021, pp. 89-102.
- Pade, C.; Guimaraes, M. The CO2 uptake of concrete in a 100 year perspective. Cem. Concr. Re, vol. 37, pp. 1348-1356, 2007. [CrossRef]
Figure 1.
Cement commercialization by sector.
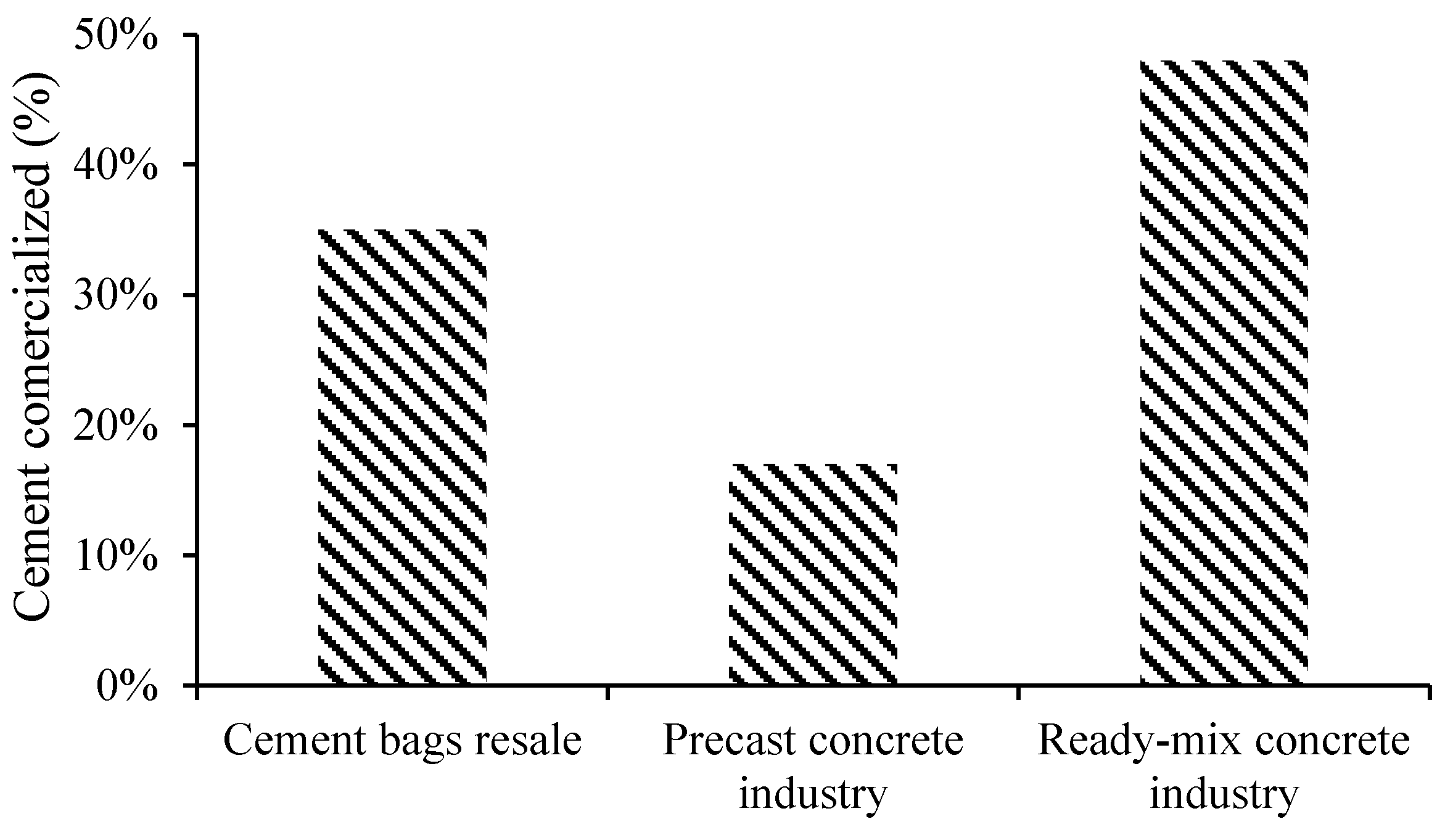
Figure 2.
System boundaries.
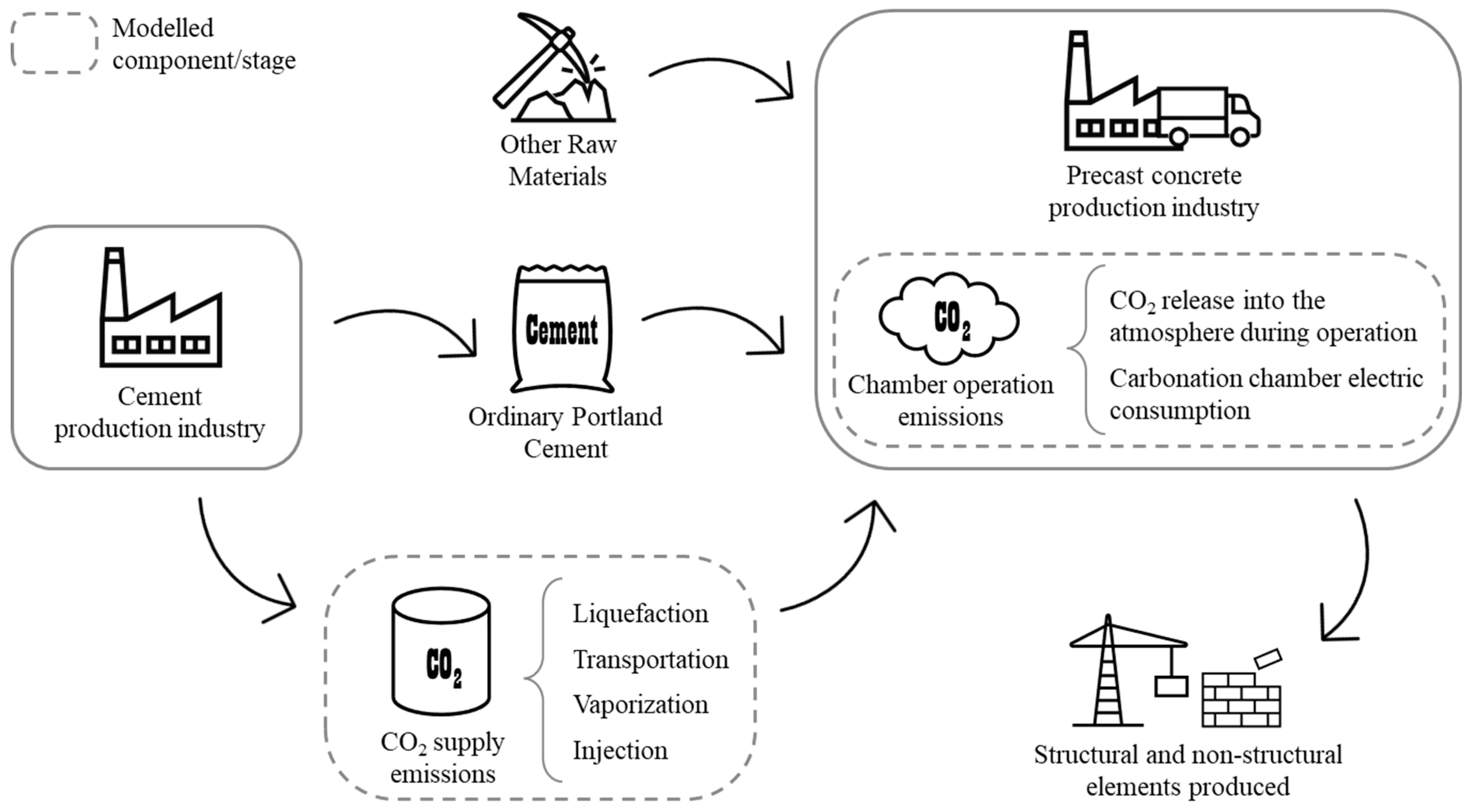
Figure 3.
Stages emission variables in the CO2 supply chain.

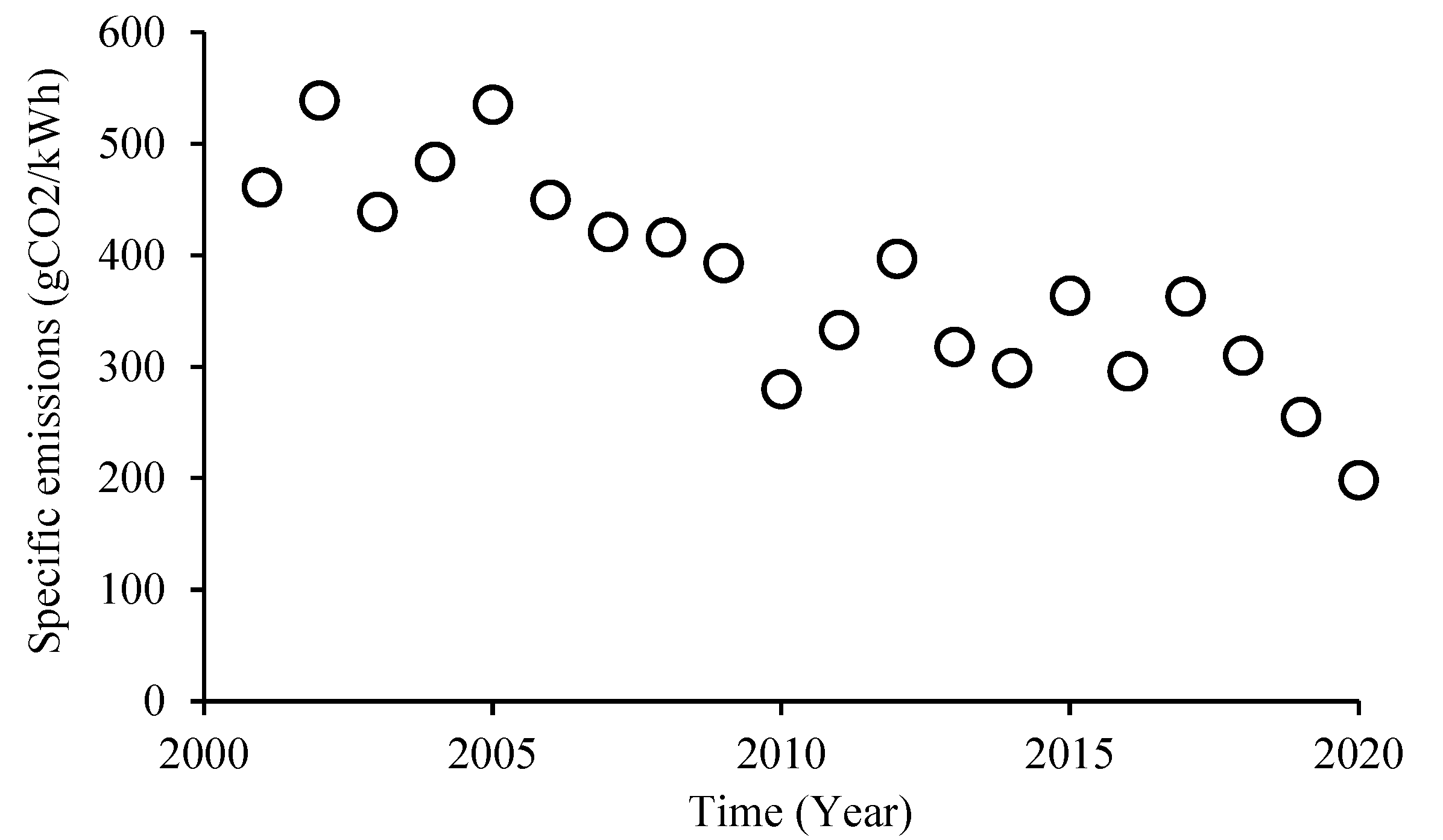
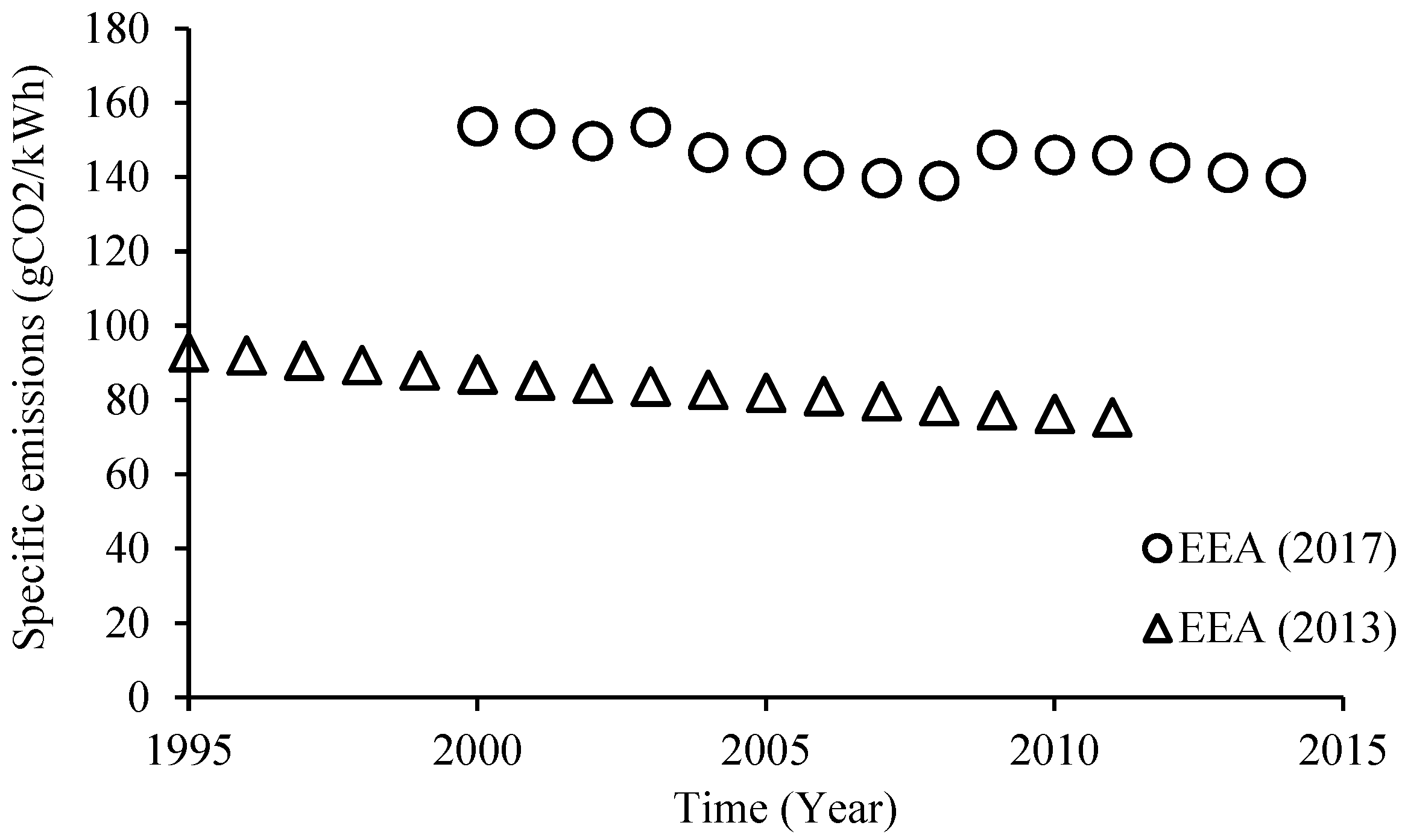
Figure 6.
Consumption of cement per dosage (left) and per cement type (right) in non-structural and structural precast concrete.
Figure 6.
Consumption of cement per dosage (left) and per cement type (right) in non-structural and structural precast concrete.
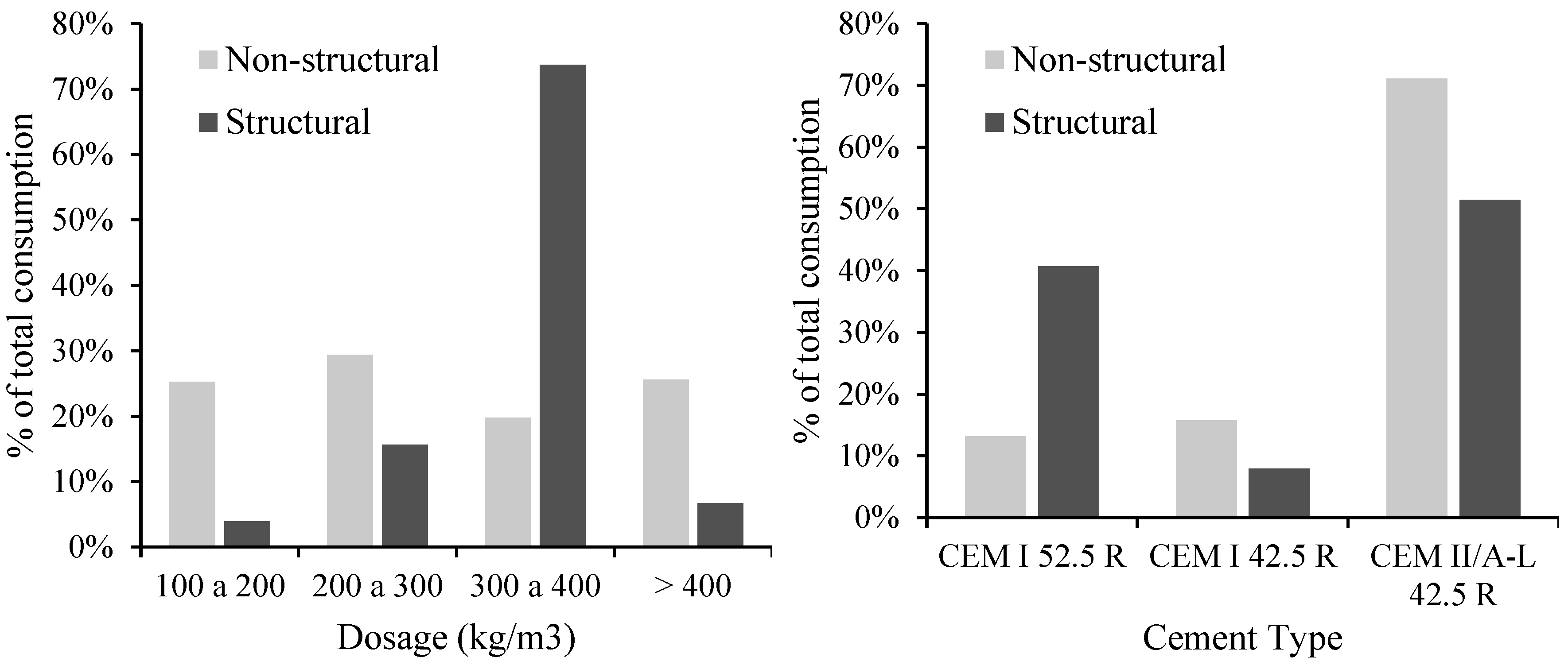
Figure 7.
Monte Carlo simulation results for the non-structural precast elements.
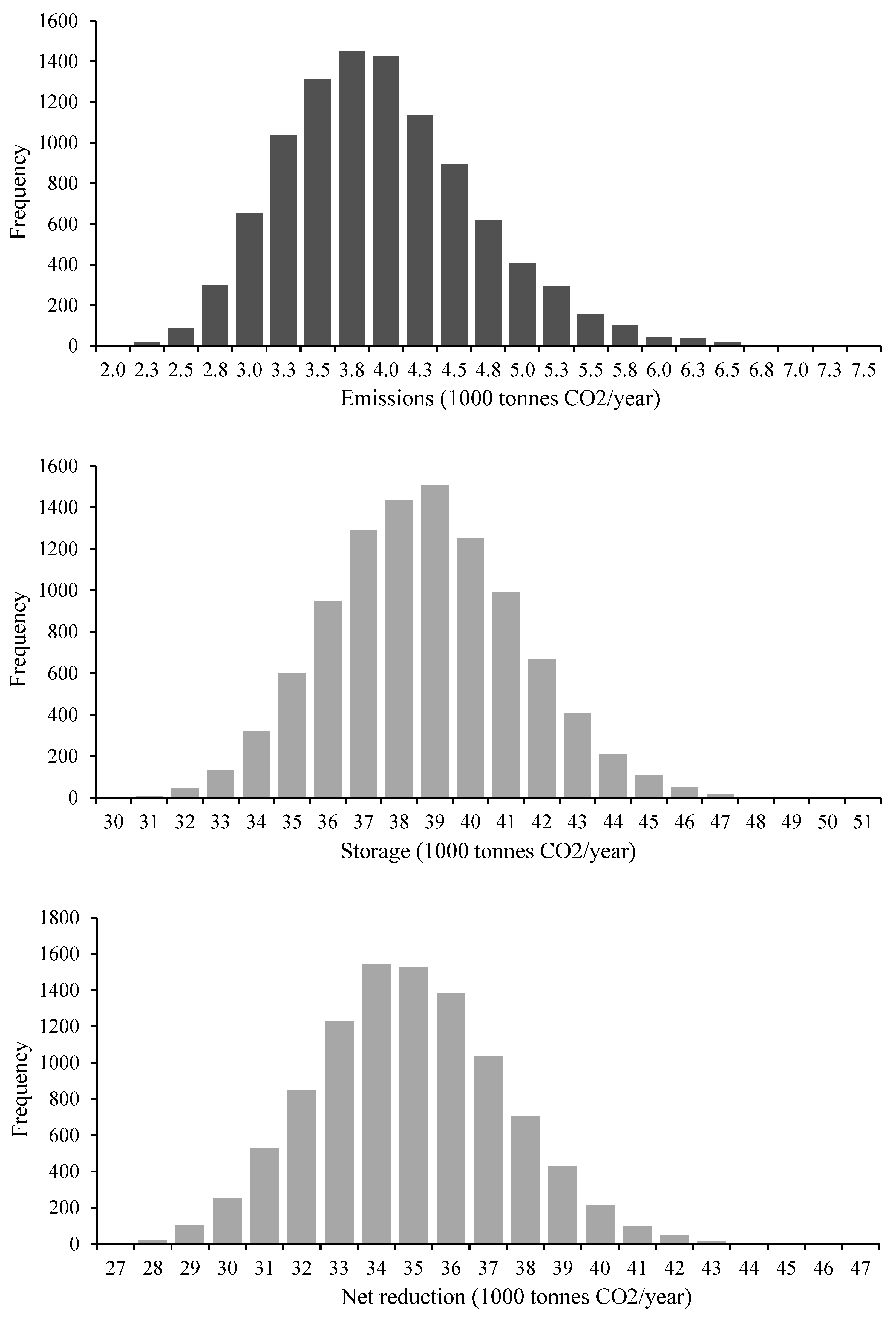
Figure 8.
Monte Carlo simulation results for the precast industry.
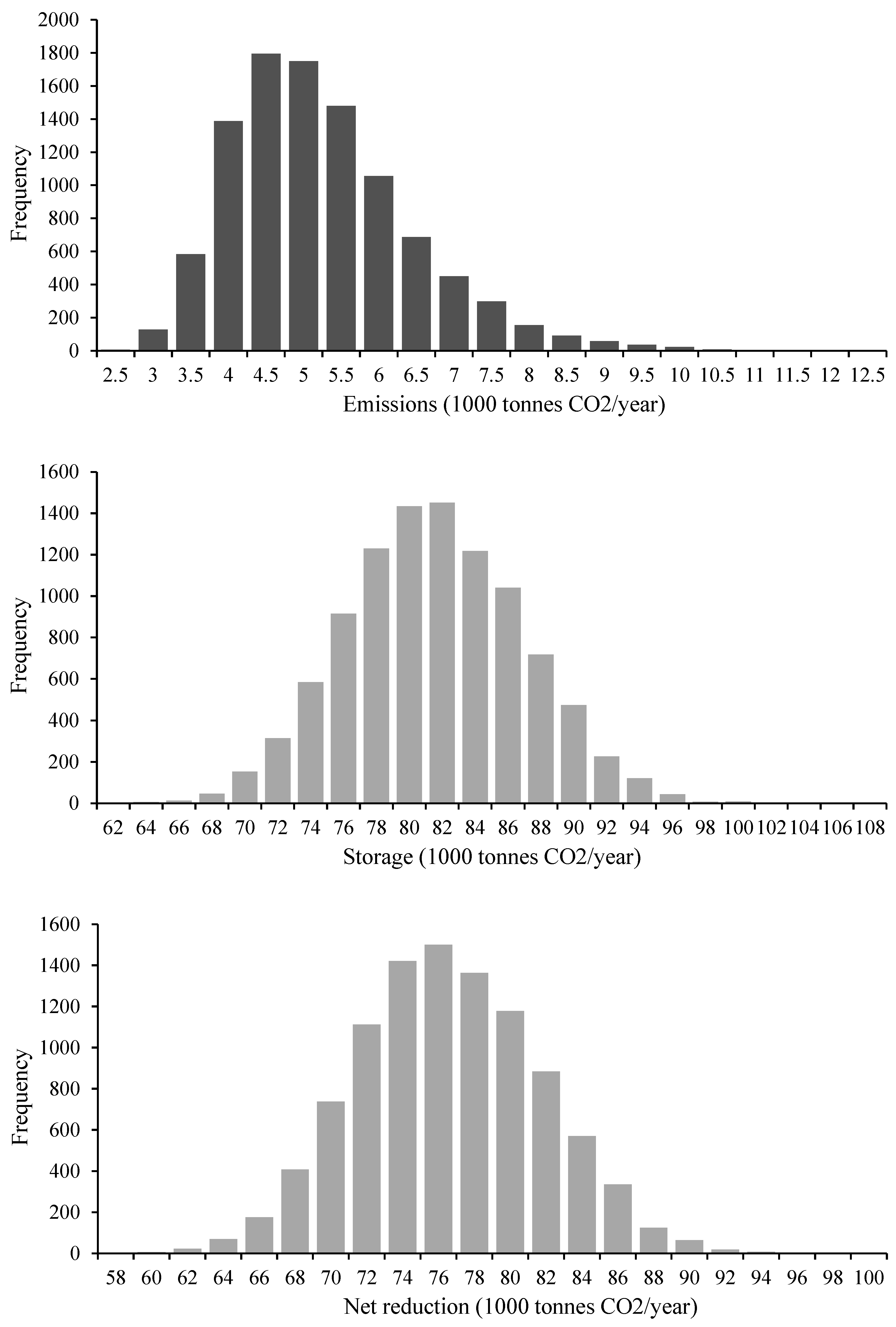

Table 1.
Cement consumption distribution from the questionnaires.
| Cement | |||
|---|---|---|---|
| Dosage | Type | Total consumption [kg/year] | |
| [kg/m3] | [-] | Non-structural | Structural |
| 100 a 200 | CEM I 52.5 R | 406 458 | 45 162 |
| CEM I 42.5 R | 191 250 | 63 750 | |
| CEM II/A-L 42.5 R | 5 589 600 | 891 900 | |
| 200 a 300 | CEM I 52.5 R | 714 525 | 1 538 175 |
| CEM I 42.5 R | 1 243 125 | 1 519 375 | |
| CEM II/A-L 42.5 R | 5 241 750 | 915 750 | |
| 300 a 400 | CEM I 52.5 R | 948 402 | 8 535 618 |
| CEM I 42.5 R | 1 770 125 | 312 375 | |
| CEM II/A-L 42.5 R | 2 115 575 | 9 864 925 | |
| >400 (average 450) |
CEM I 52.5 R | 1 151 631 | 203 229 |
| CEM I 42.5 R | 650 250 | 114 750 | |
| CEM II/A-L 42.5 R | 4 459 275 | 1 381 725 | |
| Total | 24 481 966 | 25 386 734 | |
| 49 868 700 | |||
Table 2.
Emissions estimation from the CO2 supply.
| Mode | Maximum | Minimum | Units | |
|---|---|---|---|---|
| Liquefaction | 22.60 | 50.88 | 12.98 | g CO2 / kg CO2 |
| Emission factor (electricity) | 253.9 | 355.3 | 162.2 | g CO2 / kWh |
| Electricity consumption | 0.089 | 0.143 | 0.080 | kWh / kg CO2 |
| Transportation | 15.14 | 125.87 | 3.42 | g CO2 / kg CO2 |
| Emission factor (fuel) | 82.0 | 300.0 | 40.0 | g CO2 / tkm |
| Distance | 120.0 | 300.0 | 50.0 | km |
| Efficiency | 0.650 | 0.715 | 0.585 | kg CO2 / kg transported |
| Vaporization | 1.79 | 3.13 | 0.86 | g CO2 / kg CO2 |
| Emission factor (electricity) | 253.95 | 355.31 | 162.19 | g CO2/ kWh |
| Electricity consumption | 0.007 | 0.0088 | 0.0053 | kWh / kg CO2 |
| Injection | 9.40 | 14.46 | 5.40 | g CO2 / kg CO2 |
| Emission factor (electricity) | 253.9 | 355.3 | 162.2 | g CO2/ kWh |
| Electricity consumption | 0.037 | 0.041 | 0.033 | |
| Specific emission | 0.051 | 0.204 | 0.023 | kg CO2 emitted / kg CO2 used |
Table 3.
Emissions estimation from curing chamber operation.
| Mode | Maximum | Minimum | Units | |
|---|---|---|---|---|
| Vacuum | 4 780 | 70 937 | 745 | kg CO2 / year |
| Emission factor (electricity) | 253.95 | 355.31 | 162.19 | g CO2 / kWh |
| Electricity consumption | 0.025 | 0.1 | 0.015 | kWh / m3 air |
| Volume of air | 752 864 | 1 996 462 | 306 246 | m3 air / year |
| Losses | 0.40 | 0.80 | 0.20 | m3 CO2 / m3 concrete |
| Specific emission | 0.036 | 0.048 | 0.032 | kg CO2 emitted / kg CO2 used |
Table 4.
Net reduction of the CO2 emissions in the precast concrete industry.
| Precast concrete products | CO2 emissions from cement production [kg of CO2/year]1 | Produced concrete [m3/year]2 | CO2 emissions [kg of CO2/m3 of concrete] | Carbonation curing technology (mode value) | Net reduction [%] | ||
|---|---|---|---|---|---|---|---|
| CO2 emissions [kg/year]3 | CO2 storage [kg/year]3 | CO2 emissions [kg of CO2/m3 of concrete] | |||||
| Both structural and non-structural elements | 806 400 000 | 3 418 505 | 236 | 4 500 000 | 80 500 000 | 214 | 9.4% |
| Only non-structural elements | 395 884 741 | 1 882 160 | 210 | 3 500 000 | 38 500 000 | 192 | 8.8% |
| Only non-structural concrete with a cement dosage of 150 kg/m3(virtual scenario) | 237 152 107 | 1 882 160 | 126 | 2 096 652 | 23 063 168 | 115 | 8.8% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



