
Submitted:
22 December 2023
Posted:
26 December 2023
You are already at the latest version
Abstract
Due to their contribution to human health, the production of healthy snacks has garnered the attention of both the scientific community and the food industry. This study was conducted to determine the suitability of frying and baking processing methods for producing green banana chips using two varieties: Barraganete and Dominico. The aim was to identify a treatment geared towards producing healthy snacks. Initially, the physicochemical properties of the raw materials were analyzed, revealing significant differences in starch, fat, fiber, and protein content. Subsequently, the bananas were processed into baked and fried chips. Multivariate statistical techniques such as ANCOVA, MANOVA, and post-hoc tests were applied to examine the influence of initial characteristics and detect variations attributable to the cooking method. The main findings showed that the initial protein level had a significant covariate effect on the final content in the chips. The Dominico variety generally proved more suitable for making baked chips, retaining higher percentages of protein, starch, fiber, and lower fat content than Barraganete. Baked chips showed significantly lower sodium and fat values than fried ones when differentiated by processing method. The "Dominico + Baked" treatment emerged as the superior alternative, with favourable levels of protein, starch, and low sodium and fat, positioning it as the most suitable for producing a healthy snack.
Keywords:
healthy snack
; selection
; processing method
; statistical analysis
; baked chips
1. Introduction
Recent studies have observed increased awareness of the importance of healthy foods in maintaining optimal health [1]. Following the COVID-19 pandemic, there was a noticeable rise in public concern about strengthening the immune system [2]. This concern was linked to the consumption of healthy foods, defined as those rich in essential nutrients for the human body and generally low in saturated fats, sodium, and added sugars. A positive correlation with overall individual well-being was noted [3]. However, it was observed that recent generations categorized healthy foods as processed without additives and of plant origin [4,5].
Previous research demonstrated that consumers would pay more for healthy foods [6]. Furthermore, snacks were identified as an essential part of the diet for a broad population segment. Fried chips emerged as one of the most popular snacks among children, adolescents, and adults. This preference was attributed to their notable sensory properties, ease of consumption, affordability, and long shelf life [7,8]. However, these products were also found to be high in saturated fats and calories, potentially contributing to health issues such as obesity, type 2 diabetes, and cardiovascular diseases [9]. The development of healthy and innovative snacks poses a challenge for the agri-food industry, leading to increased scientific interest in developing new processes and technologies aimed at producing low-fat foods [10,11].
The plantain, scientifically known as Musa paradisiaca and belonging to the Musaceae family, is predominantly cultivated in tropical and subtropical regions. It is recognized as a significant source of nutrients, including potassium, vitamin C, vitamin B6, and fiber. Additionally, it is ranked as the fourth most important crop globally, following rice, wheat, and maize [12]. Previous research identified Ecuador as one of the leading countries in export crops, ranking as the eighth largest producer worldwide [13].
The Ecuadorian Amazon boasts considerable potential for producing certain products thanks to its favourable climatic and geographical conditions. This region yields various varieties of plantains, each exhibiting distinctive characteristics in terms of flavour, texture, colour, and culinary applications [14]. For instance, the Barraganete variety is known for its firm pulp and is primarily used in making fried chips. Conversely, the Dominico variety, with its soft and creamy pulp, is used in producing both sweet and savoury fried chips, depending on its ripeness [14].
Previous research has identified that frying and baking are thermal cooking techniques used in agri-food industries [15]. Baking is the process of preparing dough-based products and cooking food in an oven, which may or may not involve adding steam [15]. Frying is a unit operation that involves dehydrating food submerged in hot oil as a heat transfer medium. Fried foods are known for their appealing sensory characteristics [16] but have a high-fat content, posing significant nutritional concerns. The academic community has made significant efforts to find an alternative to the conventional method of deep-frying in oil. Baking emerges as a viable technique, offering a food processing option that potentially reduces the fat content in the final product.
The conventional oven, a culinary device that uses heat conduits for food preparation, operates without a fan or other mechanism to generate forced airflow. Although this cooking technique is widely adopted, scientific literature lacks many studies that appropriately compare frying and oven cooking. Additionally, the study [15] suggests that oven cooking might represent a healthier method of food preparation, given the absence of a need to add exogenous fats, such as oils. Furthermore, it has been documented that this method can enhance foods’ texture, flavour, and visual presentation. These findings highlight the importance of further research into the impact of conventional oven cooking on the nutritional quality of foods.
For these reasons, based on statistical analysis, this study was conducted to determine whether the raw material’s initial characteristics affect the chemical properties of the final products derived from plantains. The study focused on green plantain chips, both fried and baked, from the white and yellow varieties, originating from the Arajuno canton in the Pastaza province. The study was developed under the premise that the main ingredient’s initial properties could significantly influence the chemical quality of processed foods.
1.1. Related Works
Previous research has thoroughly examined the resulting properties of green plantain chips subjected to frying and baking processes. The study evaluated the impact of frying and baking on the physicochemical and sensory properties of white and yellow-green plantain chips. The experimental protocol involved cooking 2 mm slices at 170 °C for 2 to 8 minutes intervals, measuring variables such as moisture, bulk density, porosity, oil absorption, instrumental texture, and sensory qualities. The findings revealed significant differences in these characteristics when comparing both processing methods. The main advantage of this approach lies in the direct comparison of the effects of frying versus baking, although it is limited to the study of specific physicochemical parameters [17].
On the other hand, in [18], the study investigated how the combination of olive oil and palm oil in various proportions affects the sensory qualities of fried plantain chips. The procedure involved frying slices of the Saddiq variety of green plantain in oil mixtures with 10 to 60% olive oil concentrations, conducting three frying cycles, and evaluating sensory aspects such as appearance, texture, colour, and overall acceptability. This method is notable for facilitating the identification of the optimal oil combination to enhance sensory characteristics, though it does not address the impact on the final chemical composition of the product [18].
In the study [19], a factorial experimental design was applied to analyze the effect of oil type and frying duration on the sensory properties of malanga snacks. A treatment matrix was established, alternating between corn, sunflower, and vegetable oils, with 5, 10, and 15-minute frying times, evaluating attributes such as colour, odour, texture, taste, and acceptability. Significant differences between treatments were identified through analysis of variance (ANOVA). The main strength of this design is its ability to examine multiple variables simultaneously, although it does not provide quantification of the chemical composition. In the comparative study [20], plantain chips fried in oil were analyzed in contrast to the use of air fryers. The experimental method included cooking green plantain slices at 180 °C, monitoring variables such as temperature, moisture, and oil absorption, examining microstructure, conducting calorimetric analyses, and conducting sensory evaluations. The detailed comparison between both techniques constitutes the strength of the study, although the final chemical composition of the chips was not quantified [21].
In the study [22], theoretical cooking times for tubers such as potatoes, cassava, and plantains were calculated, estimating thermophysical properties and applying mathematical heat transfer models, subsequently using Heissler charts to estimate cooking times. The advantage of this approach lies in providing precise theoretical estimates of processing times, although an experimental validation of the effect on the final chemical composition of the processed foods was not conducted.
In the study [23], the impact of vacuum frying on the physical and chemical properties of plantain chips from the white (Dominico Hartón) and yellow (Cavendish) varieties was examined. Vacuum frying, characterized by operating under sub-atmospheric pressures, offers benefits such as reduced oil temperatures and shorter processing times [14]. Researchers observed that chips from the white variety retained more moisture than those from the yellow variety post-frying. Additionally, oil absorption was significantly reduced in the white variety, attributed to differences in starch composition between the two varieties.
The study [24] focused on the effect of vacuum frying compared to conventional deep-frying in producing Dominico Hartón variety chips. The results indicated that vacuum-fried chips had considerably lower residual moisture content, while oil absorption was up to three times higher in chips fried using the traditional method. Furthermore, parameters such as water activity, browning, and pH were lower in vacuum-processed chips, suggesting differences in nutritional quality.
In the realm of baking, the study [25], que detalla producción de snacks extruidos a partir de una mezcla de harina de stands out, detailing the production of extruded snacks from a mix of green plantain and corn flour. The effect of various pre-baking treatments on the properties of plantain flour was evaluated, including the application of metabisulfite and organic acids. The authors reported significant variations in the flour color and the luminosity of the snacks, depending on the applied treatment and the relative proportion of plantain and corn flours used. It was observed that an increase in the proportion of plantain flour decreased the luminosity of the baked products.
Concurrently, studies, [26] and [22] investigated the production of baked snacks from a mix of green plantain and cassava flour, focusing on the effect of temperature and baking time on the physicochemical and sensory properties of the final product. It was observed that the moisture content of the snacks decreased with an increase in temperature and duration of baking while hardness increased. Baking time emerged as the predominant factor in oil absorption, with snacks baked at 140 °C for 10 minutes exhibiting the most favourable sensory characteristics.
The study [27] focused on evaluating chips from the white-green plantain variety subjected to frying, reporting high rates of oil absorption, reaching up to 40%. In another study, chips from the yellow-green plantain variety were examined; these were baked after being impregnated with antioxidant solutions, effectively inhibiting enzymatic browning.
Notably, the differences in the plantain variety used in each study provide complementary data for both white and yellow varieties. Collectively, these studies significantly contribute to the understanding of the physicochemical changes experienced by green plantain chips when subjected to frying and baking processes.
2. Materials and Methods
2.1. Sample
In April 2022, a transfer of 30 kilograms of green plantains, specifically of the Domínico and Barraganete varieties, was conducted from the Arajuno canton in the Pastaza province to the city of Tulcán in the Carchi province, Ecuador. This transportation was carried out by land and followed the formalization of an agreement between the PACHAMAMA Foundation and the State Polytechnic University of Carchi (UPEC). The plantains were immediately taken to the UPEC Food Analysis Laboratory upon arrival.
The initial analytical procedures were applied to the unprocessed plantains, henceforth referred to as Raw Material (RM). These preliminary analyses included determining protein, starch, moisture, fiber, ash, and fat content. Concurrently, the preparation of fried and baked plantain chips was undertaken to subsequently evaluate their chemical and nutritional properties.
2.2. Determination of Starch, Moisture, Fat, Fiber, Ash, Protein, and Sodium
For the chemical and nutritional characterization of green plantains and their processed chip products, standardized methodologies were employed following the specifications of the Ecuadorian Technical Standard (NTE) and the Association of Official Analytical Chemists (AOAC), executing each procedure in triplicate. Starch content was evaluated using the procedure established in NTE INEN 524. Moisture measurement was conducted applying the AOAC 925.10 method, using 2 g of pulverized sample, subjected to drying in a Binder brand oven, model FD 260 L, calibrated to a temperature of 105 ± 2 °C.
Lipid quantification was performed using the NTE INEN 523 method, utilizing a Soxhlet extractor, model SH-6, from RAYPA. Fiber determination was carried out following the NTE INEN 522 method, using a RAYPA Fibertest analyzer and an EDG Equipments brand muffle furnace, model BERM Rex-C100, adjusted to 550 ˚C. The NTE INEN 520 method was applied for the ash fraction, using an OMRON brand muffle furnace, model ESCC de SONL, also at 550 ˚C.
Protein content estimation was conducted following NTE INEN 519: 1980. This analysis included a digestion phase using a Velp Scientifica digester, model DK 6, with Fisher Kjeldahl tablets, reference Tab TT-35, followed by distillation in a Velp Scientifica equipment, model UDK 129. These procedures allowed for a rigorous evaluation of the essential nutritional components of the studied samples.
Peroxide index analysis was conducted exclusively on fried chips, as these are products subjected to oil cooking and, therefore, fall under the specific regulation NTE INEN 2 561: 2010, applicable to vegetable snacks. The peroxide index was determined according to the methodology stipulated by the AOAC 965.33 standard 1995, using the iodometric method. The quantification of the peroxide index was expressed in terms of milliequivalents of oxygen per kilogram of fat (mEqO/kg of fat).
2.3. Statistical Analysis
Mahalanobis Distances: The database compiled for research often contains missing data and outliers, suggesting the need to begin any statistical analysis by implementing a comprehensive data analysis protocol. Among the spectrum of analytical tools for data processing in multivariate samples, the use of Mahalanobis distances stands out. This technique quantifies the number of standard deviations that a specific observation is from the mean of a distribution. Since outliers do not follow a behaviour pattern analogous to regular observations, applying this measure allows for identifying such anomalies. In contrast, from a geometric perspective, the Euclidean distance represents the shortest length between two points; however, it does not consider the correlation between highly interrelated variables. Mahalanobis distance differs from the Euclidean in its ability to incorporate the correlation between variables in its calculation.
In this study, Mahalanobis distance was employed as a scale-invariant metric that allows for calculating the distance between a point from a p-variate probability distribution , p-value and the mean of that distribution. It was assumed that the distribution. has finite second-order moments, facilitating the definition of the covariance matrix . Under these conditions, Mahalanobis distances are established through the following mathematical relationship:
ANOVA Test. The ANOVA test is a powerful statistical tool for testing the equality of means across a set of groups. Using Fisher’s notation, a one-way ANOVA model can be mathematically represented as follows:
Where , denotes the outcome of the -th observation in the -ésimo treatment, is the overall mean effect expressed by the formula.
and represents the fixed or random effect attributable to the -th treatment. This implies that, in the absence of differences between treatments and random causes, the performance of each observation would be . The effect , corresponding to the -th is defined as
Therefore, the i-th treatment increases or decreases the performance by an ammount . The two fundamental assumptions of this model are: (i) that the data set follows a normal distribution, and , y (ii) that the variances of the groups are equal. The test hypothesis is then formulated as
for the test statistic , defined by the relationship
where is the test statistic, y are the mean squares of the treatment and error, respectively. Based on this equation p is rejected for a given significance level if is greater than the critical value .
Tukey Test. The Tukey test can be generalized to the complete family of all contrasts of k means. In the case of the Tukey test, the confidence interval for the contrast, defined in the equation, is calculated using the formula:
In this formula, y . The quantile comes from the distribution of the studentized range with parameters and . For both intervals, the margin of error is not influenced by the number of contrasts. The resulting confidence intervals were observed to be shorter than the Scheffé intervals for contrasts involving two means and could be shorter for contrasts involving three means.
ANCOVA. The analysis of covariance (ANCOVA) was conceptualized as a hybrid methodology integrating elements from regression analysis and variance analysis. In the context of variance analysis, it was identified that the managed independent variables were qualitative, either nominal or categorical. The various categories associated with the groups within the experimental design are known as levels, effects, or treatments. The independent variables incorporated into the variance analysis schemes were termed ’factors’.
In the research, meticulous attention was paid to one of the fundamental assumptions of covariance analysis, which postulates the need for independence between the quantitative variable and the applied treatments. This study focused exclusively on this condition. The term ’covariate’ was adopted to describe any quantitative variable integrated into a covariance analysis design, recognizing that its function is distinct from that assigned to a factor in a variance analysis design.
The linear statistical model representing this integration, applicable to designs contemplating a single independent variable and one covariate at a time, is articulated as follows:
The experimental design opted for incorporating covariates, aiming to control their influence on the dependent variable. This methodological strategy facilitated a more detailed and precise analysis of the impact that the selected independent variables could have on the variable of interest, both in experimental and quasi-experimental contexts [28].
3. Results
3.1. Raw Material Analysis
Table 1 presents a descriptive analysis to compare the plantain varieties (Barraganete and Domínico) used as raw material with each variable considered for the experiment. For each variable, the coefficient of variation CV was less than 30%, which is considered acceptable for this type of contrast. The T-test was used to verify the existence of significant differences between the two varieties considered for the experiment, the results of which are presented in Table 1 and Figure 1.
As seen in Table 1 and Figure 1, most variables considered for this experiment showed significant differences. It was observed that starch, fat, fiber, and protein presented significant contrasts, while moisture and ash did not reach the level of significance.
A t-test was applied regarding starch content, determining statistically significant differences between the two studied varieties of green plantain (p-value < 0.05). It was noted that the Domínico variety has a higher average starch content compared to the Barraganete variety. Notably, green plantains have a high starch content, which decreases as the fruit ripens.
As for moisture, the average values obtained for both plantain varieties showed no significant statistical differences. In the context of foods intended for frying, it has been determined that moisture content influences oil absorption, having a directly proportional relationship with the percentage of oil used during frying. From a statistical standpoint, a significant difference was found between the two plantain varieties regarding the percentage of unprocessed fat. The Barraganete variety had an average fat percentage of 0.408%, higher than the Domínico variety, which was 0.364%. It is worth mentioning that the fat percentage in foods is inversely proportional to the moisture percentage. On the other hand, the fiber percentage in the Barraganete variety significantly differs from that in the Domínico variety, with the latter exhibiting a higher value (0.839%) than the Barraganete variety (0.783%). The ash percentage obtained from the two plantain varieties showed significant statistical differences. The Domínico variety had an average of 0.769, lower than the Barraganete variety, whose average percentage was 0.806, indicating that the Barraganete plantain has a higher mineral content than the Domínico plantain.
Consequently, through the comparison of means, the initial physicochemical properties of the raw materials were determined. These results established a basis for comparison on how these properties influence the response variables and, in turn, helped determine the most suitable cooking method to obtain a healthy final product.
3.2. Analysis of Covariance
Subsequently, an Analysis of Covariance (ANCOVA) was conducted to determine if there were statistically significant differences between the groups that were part of the sample, considering the covariate’s effect corresponding to the raw material’s initial parameters. Thus, the analysis was configured to ascertain whether the covariate considerably affected the outcome of the processed final product for each of the considered variables. This process began with verifying several assumptions: the existence of a dependent linear relationship, the homogeneity of regression slopes, and the covariate, in this context, the initial value for each initial parameter, was not correlated with the effects of the administered treatments. Accordingly, all these assumptions were verified and accepted, which aligned with expectations, as the raw material comes from different sources, constituting entirely independent samples, and the treatments are distinct. The results of the ANCOVA tests applied to each variable comprising the database are presented in Table 2 and Figure 2.
As can be seen in Table 2, the effect of the covariate related to the initial value of each parameter on the final value obtained in the chips was analyzed using the ANCOVA test. This allowed for the verification that the initial effect of each covariate was not significant for the variables: percentage of moisture, starch, fiber, ash, and fat. Therefore, it cannot be asserted that the initial values of each of these parameters impacted the final result. Additionally, in Figure 2, it can be observed that there are significant differences between the various treatments for each evaluated variable. However, as the significance level was not reached, these effects will be analyzed in Section 3.3.
On the other hand, the only variable that showed a significant effect from its covariate was the percentage of protein. Therefore, the post-hoc test aka Least-Square means test, also known as the Estimated Marginal Means test, was conducted using the emmeans package in R. The results of this test for the protein percentage variable are presented in Table 3 and Figure 3.
As seen in Table 3, the protein content of the chips showed significant differences. When comparing the four designed treatments, it was identified that treatments T2 (Dominico + Baked) and T4 (Dominico + Fried) were significantly higher compared to treatment T1 (Barraganete + Baked), with p-values of 0.0364 and 0.0334, respectively. Additionally, it is noted that, although descriptive differences were observed concerning the other treatments, these were not significant. Therefore, it cannot be asserted whether treatment T1 or T2 were superior in terms of the protein percentage of the chips.
3.3. Analysis of Variance
Furthermore, as seen in Table 2, only the covariate corresponding to the initial protein percentage showed a significant effect. Therefore, contrasts for this variable were conducted using the Estimated Marginal Means test. Additionally, as the other variables did not show significant effects from the raw material, the Analysis of Variance (ANOVA) was selected as the contrast technique. It is worth mentioning that the transformation was applied to each data set p to make the percentage data compatible with the ANOVA test. Thus, the MANOVA test was applied to observe the differences between treatments in general, followed by the ANOVA test as a contrast of differences for each specific variable, and finally, the Tukey test as a paired contrast for each treatment. The results of these contrasts are presented in Table 4 and Table 5, and Figure 4.
As seen in Table 4, when conducting the MANOVA test, it was observed that the set of variables: moisture, protein, fiber, ash, sodium, and fat; contrasted based on the treatment used for chip production, and showed significant differences. This was evidenced in the statistics achieved in each of the multivariate criteria Pillai, Wilks, Hotelling’s-Lawley, and Roy, where p-values of 3.6651e-11, 1.6592e-10, 2.9876e-05, and 7.1093e-12 were recorded, respectively. This indicates that significance thresholds were reached, suggesting significant differences in some of the sample’s variables. For this reason, the ANOVA test was conducted for each of the considered variables as a post-hoc test for the general analysis. In Table 5, it can be seen that the variables moisture, starch, fiber, ash, sodium, and fat reached the level of significance with p-values of 7.6905e-08, 7.1234e-11, 0.0002, 1.3121e-08, and 2.0409e-17 respectively, suggesting the existence of significant differences in the contrast of the groups within each of these variables. It should be noted that the fiber variable did not reach the level of significance in the ANOVA test, so its post-hoc test was not conducted.
Finally, all paired contrasts within each variable that reached the significance level in the ANOVA test were verified. Thus, when contrasting the treatments for moisture values achieved in the chips, it was identified that treatments T1 and T2 reached significantly higher moisture percentages than treatments T3 and T4 with p-values of 0.0038 and 0.00013 respectively, suggesting that chips from the baking method have higher moisture values than those fried. Additionally, treatment T4 showed a significantly higher moisture level than T3, suggesting that fried chips from the Dominico variety have a higher moisture level than those from the Barraganete plantain. When contrasting treatments T1 and T2, the significance level was not reached, leading to the conclusion that there is insufficient evidence to assert which treatment is superior in terms of moisture.
When comparing the starch percentage in the chips, it was evident that all treatments showed significant differences. Thus, treatment T2 achieved a higher starch percentage, followed by treatments T4, T1, and T3, with p-values of 0.00033, 0.0004, and 0.0061, respectively. This indicates a higher starch percentage in chips from the Dominico variety. Moreover, a significant difference was observed between treatments T1 and T3, favouring the baking method, which recorded higher starch levels.
Regarding the fiber percentage, the ANOVA test did not reach the significance level, so there was insufficient evidence to determine which treatment had higher fiber levels. Descriptively, it was observed that treatment T3 achieved a higher fiber percentage, but this difference was not significant.
Regarding the ash level, the ANOVA test reached the level of significance. It was observed that treatments T1 and T4 had significantly higher ash levels compared to treatments T2 and T3, with p-values of 0.0008 and 6.9e-06, respectively. This suggests that ash percentages increase when using “Barraganete + Baked” and “Dominico + Fried” combinations. Additionally, when comparing treatment T1 with T4 or treatment T2 with T3, the significance level was not reached, so it was impossible to determine which method achieved a significantly higher percentage.
Regarding the sodium level, upon conducting the difference test, the significance level was reached in the ANOVA test. It was evident that the sodium levels in treatments T3 and T4 were significantly higher than those in treatments T1 and T2, with p-values of 0.0018 and 0.00023, respectively. This suggests that the frying method favours a higher percentage of sodium in the final product. Additionally, treatment T1 recorded a higher sodium percentage than treatment T2, implying that the baked chips from the Barraganete variety have a higher sodium percentage than those from the Dominico variety.
Finally, when analyzing the fat level, it was evident that treatments T3 and T4 had significantly higher percentages than treatments T1 and T2, with p-values of 3.5e-06 and 3.4e-06, respectively. This indicates that chips from the frying method have significantly higher fat percentages than those from the baking method. Furthermore, a significant difference was identified between treatments T3 and T4 with a p-value of 0.0014, suggesting that the “Barraganete + Fried” treatment has the highest fat percentages. Similarly, when contrasting treatments T1 and T2, a p-value of 0.00062 was recorded, indicating that the “Dominico + Baked” treatment had the lowest fat percentage in this experiment.
4. Discussion
This study analyzed the impact of two processing methods, frying and baking, on the chemical properties of chips made from two varieties of green plantain, Barraganete and Domínico. Data collected through a rigorous experimental process were contrasted using multivariate statistical techniques, aiming to determine the most suitable treatment for chip production that complies with the NTE INEN 2561 standard [29] or Vegetable Snacks, which is the standard for snack commercialization in Ecuador and to identify the advantages and limitations of each treatment.
A key difference in this study was in the statistical approach. Unlike [22,23,26,27], which used ANOVA, this study applied more robust multivariate techniques such as ANCOVA, MANOVA, and post-hoc tests to identify differences between treatments. This allowed for a more comprehensive analysis by considering the simultaneous effect of multiple dependent variables and incorporating covariates. Another advantage was using two plantain varieties as raw materials, which facilitated the identification of the impact of initial properties on the final parameters in the chips. Studies like those of [17,18,21,25] focused on a single variety. Thus, the present study made methodological contributions through a robust multivariate statistical analysis, examined the effect of the initial characteristics of two plantain varieties on multiple physicochemical parameters in processed chips, and determined differences attributable to the cooking method.
Regarding the results, it was determined that the initial protein content significantly influenced the final levels after processing. This aligns with [26] but differs from [17,25] donde no se hallaron dichas asociaciones. Además, se encontró que la variedad Domínico here such associations were not found. Additionally, it was found that the Domínico variety was more suitable for producing baked chips due to its higher moisture retention, a finding that coincides with [23]. Table 5 summarizes the main advantages and limitations identified for each treatment.
As can be seen in Table 5, the T2 “Dominico - Baked” treatment demonstrated the best performance among all evaluated treatments, showing significant advantages in most parameters. Thus, the T2 treatment exhibited the highest percentages of protein and starch combined with low levels of sodium and fat, making it an excellent alternative and the most suitable treatment selected in this research, as it possesses the characteristics of a healthy snack. However, this treatment did not meet the moisture level required by the NTE INEN 2561 standard, which stipulates that fried vegetable snacks must have moisture levels below 5%. In light of this, it is recommended to employ longer cooking times and make the necessary adjustments to achieve this indicator, which will be addressed in future work. Moreover, the current NTE INEN 2561 standard in Ecuador suggests that the final product’s fat percentage should be below 40%, a value that was achieved in all treatments [30,31].
Regarding fried snacks, a significant superiority was observed for baked snacks, especially in sodium and fat percentages. However, these effectively complied with the NTE INEN 2561 standard. Therefore, if an alternative is required for the frying method, the Dominico variety is recommended, which showed significant differences compared to Barraganete, with a lower moisture percentage, higher protein content, and lower fat percentages. Additionally, it was observed that the sodium percentage of fried chips is higher than that of baked chips. This finding aligns with current regulations, attributing the higher sodium absorption to the fat content in fried chips, a phenomenon not occurring in baked chips. Remarkably, the starch content in unprocessed green bananas significantly decreases upon processing. During thermal treatment, a gelatinization process occurs, characterized by water absorption of starch granules and swelling, particularly under the high temperatures used in baking and frying processes in this case. Subsequently, retrogradation occurs, involving 70-75% crystalline restructuring of the starch molecule. Consequently, despite reducing starch during thermal processing, Dominico variety chips exhibit a higher starch percentage than Barraganete variety chips.
It is important to note, as revealed in the results section, that the raw material’s fiber percentage increases with thermal processing. This is attributed to the reduction in moisture content. Additionally, the baking process impacts fiber content, transforming starch into the resistant fiber during cooking. This is consistent with the observed change in protein percentage, which results from water loss during cooking, leading to an increase in dry matter content.
During the baking process of a food item, the ash percentage tends to rise due to the elimination of organic matter and the concentration of inorganic minerals in the food. Here, ash refers to the mineral residues remaining after incineration. Organic matter, including carbohydrates, fats, and proteins, decomposes and burns off during baking, leaving behind inorganic minerals. As water evaporates and organic matter reduces, the proportion of minerals, and consequently the ash percentage, increases relative to the total weight of the food.
5. Conclusions
The present study aimed to determine, through statistical analysis, the advantages and limitations of producing banana chips using two varieties (Barraganete and Dominico) and two processing methods (frying and baking). The goal was to identify the treatment for creating a nutritious snack with low-fat content that meets Ecuador’s food industry regulations. Initially, a physicochemical characterization of both varieties was conducted, revealing significant differences in parameters such as starch, fat, fiber, and protein. Subsequently, after processing into chips, robust multivariate contrast methods were applied to examine the influence of the initial properties and determine differences between treatments. A multivariate analysis followed this to identify significant differences between the employed treatments for the final products.
The main findings indicated that the initial protein content had a significant association with the final levels in the processed chips, acting as a covariate. This was attributed to changes in the dry matter concentration during the thermal treatment. Overall, the Dominico variety proved more suitable for baking chips, showing higher retention of protein, starch, fiber, and a lower fat percentage compared to the Barraganete variety.
When discriminating by processing method, baked chips demonstrated a significant superiority over fried ones in terms of sodium and fat percentages. The "Dominico + Baked" treatment stood out for having the highest values of protein and starch, along with the lowest levels of sodium and fat, positioning it as the best alternative for making a healthy snack. However, it did not meet the regulatory requirement of a moisture content below 5%, suggesting a need for extended baking times.
In the fried chips category, while conforming to current regulations, the "Dominico + Fried" treatment was identified as the most suitable, showing significant differences compared to "Barraganete + Fried" regarding lower residual moisture, protein, and fat levels.
In conclusion, the study made methodological contributions by applying novel multivariate statistical analyses to rigorously examine the traceability between the initial properties of the raw material and multiple physicochemical parameters in the final products subjected to various thermal treatments. This facilitated the identification of differences attributable to both the banana varieties and the processing methods. The results have practical implications for selecting optimal conditions for producing banana snacks that meet nutritional quality standards. The suitability of baking over frying and the Dominico variety for its superior nutrient retention after processing are highlighted.
Funding
This work was supported by SDAS Research Group (www.sdas-group.com).
Data Availability Statement
We provide video samples of the execution of each algorithm indoors and outdoors as supplementary material in the GitHub repository: https://github.com/erickherreraresearch/MonocularPureVisualSLAMComparison along with all the .txt result files of each algorithm run for reproducibility.
Conflicts of Interest
The authors declare no conflict of interest.
References
- K. Motoki et al., “Changes in Consumer Consciousness Regarding Healthy Diets during the COVID-19 Pandemic,” Nutrients, vol. 13, no. 2, p. 491, 2021.
- W. Titis, “Consumers’ preference for functional food and food supplement post COVID-19 pandemic,” J. Consum. Sci., vol. 5, no. 1, pp. 13–26, 2022.
- E. Pineda, E. Agama-Acevedo, and L. A. Bello-Pérez, “Concept and Determination of the Healthy Eating Index of the Diet,” Foods, vol. 11, no. 3, p. 374, 2022.
- L. Pilař, L. Stanislavská, and R. Kvasnička, “Consumers’ Perception of Healthy Food in the Czech Republic,” Foods, vol. 10, no. 8, p. 1806, 2021.
- L. Pilař, L. Stanislavská, R. Kvasnička, J. Poláková, and V. Kumbár, “Generation Y: University Students’ Perception of Healthy Food—A Comparison between the Czech Republic and Germany,” Nutrients, vol. 13, no. 8, p. 2737, 2021.
- Alsubhi, M. Yaseen, and F. Allayla, “Consumer Willingness to Pay for Healthy Food Attributes amid the COVID-19 Pandemic: Evidence from Saudi Arabia,” Foods, vol. 12, no. 2, p. 257, 2023.
- M. Bastami et al., “Fabrication Methods and Common Ingredients of Frying Batters: A Review,” Food Sci. Nutr., vol. 7, no. 11, pp. 3636–3648, 2019.
- M. Vatanparast, F. Shahidi, M. Hanifzadeh, B. Nasehi, and A. Mousavi Khaneghah, “Fabrication of gluten-free and low-fat French fries using pulse flours as deep-fat frying batters,” Food Chem., vol. 309, p. 125826, 2020.
- G. P. Islamy, S. Sumarmi, and F. Farapti, “Decreasing fat content of fried banana chip using vacuum frying,” IOP Conf. Ser. Earth Environ. Sci., vol. 116, no. 1, p. 12032, 2018. [CrossRef]
- A. Ciurzyńska and A. Lenart, “Freeze-Drying―Application in Food Processing and Biotechnology―A Review,” Polish J. Food Nutr. Sci., vol. 69, no. 3, pp. 215–226, 2019.
- J. Hess and J. Slavin, “Snacks, Satiety, and Weight Management,” Food Front., vol. 1, no. 1, pp. 26–36, 2016.
- O. J. Adesola, “Proximate Composition and Functional Properties of Unripe Cooking Banana, Unripe Plantain and Unripe Sweet Banana Flours,” Food Sci. Nutr. Res., vol. 4, no. 1, pp. 1–6, 2021.
- V. Álava Murillo, J. Camacho Tamayo, L. Montenegro Cárdenas, J. León León, and N. Medina Pájaro, “Ecuador: diagnosis of the banana export agri-food chain,” Rev. Espac., vol. 42, no. 10, 2021.
- M. R. Lucas et al., “Genetic effects on the relationship between starch and oil in maize kernels,” Eur. J. Agron., vol. 42, pp. 97–105, 2012.
- L. T. M. Ngan et al., “Comparative effects of deep frying and baking on nutritional composition and consumer preference of sweet potato and cassava chips,” Food Biosci., vol. 43, p. 101544, 2023. [CrossRef]
- S. Saguy and D. Dana, “Integrated approach to deep fat frying: engineering, nutrition, health and consumer aspects,” J. Food Eng., vol. 56, no. 2, pp. 143–152, 2003. [CrossRef]
- W. Ammawath, Y. Man, S. Yusof, and R. Abdul Rahman, “Effects of variety and stage of fruit ripeness on the physicochemical and sensory characteristics of deep-fat-fried banana chips,” J. Sci. Food Agric., vol. 81, pp. 1166–1171, 2001. [CrossRef]
- V. Dueik and P. Bouchon, “Development of Healthy Low-Fat Snacks: Understanding the Mechanisms of Quality Changes During Atmospheric and Vacuum Frying,” Food Rev. Int., vol. 27, pp. 408–432, 2011. [CrossRef]
- Y. Valdiviezo, ““Análisis del Tipo de aceite y Tiempo de fritura en la Vida Útil del Snack de Malanga (Xanthosoma sagittifolium) procedente del Tena,” [Tesis de ingeniería. Universidad Técnica de Ambato], 2014.
- M. del R. Teruel, M. Gordon, M. B. Linares, M. D. Garrido, A. Ahromrit, and K. Niranjan, “A Comparative Study of the Characteristics of French Fries Produced by Deep Fat Frying and Air Frying,” J. Food Sci., vol. 80, no. 2, pp. E349–E358, 2015. [CrossRef]
- S. Restrepo, F. Castellanos, and D. Leyton, “Efecto de la presión sobre los parámetros de calidad (color-textura) de chips de plátano verde durante la fritura por inmersión,” Vitae, vol. 23, no. 1, pp. 283–287, 2016, [Online]. 1806. Available: https://www.proquest.com/openview/09c7050dc6ac62f88ced9946cf30796f/1?pq-origsite=gscholar&cbl=1806352.
- G. Gárcia, H. Duarte, and L. Moncada, “Determinación del tiempo de cocción en los procesos de freido y horneado de tres alimentos de consumo masiuo en Colombia,” Épsilon, vol. 1, no. 4, 2005.
- D. Martinez, M. Acosta, C. Alvarez, and F. Castellanos, “Fritura por inmersión al vacío de rodajas de plátano verde con recubrimientos comestibles,” Ing. Y Compet., vol. 25, no. 1, p. 14, 2021. [CrossRef]
- Torres, A. Alvis, L. Gallo, D. Acevedo, P. Montero, and F. Castellanos, “Optimization of the deep fat frying process of arepa con huevo using response surface methodology RESUMEN,” vol. 45, no. 1, pp. 50–59, 2018.
- M. de J. García and L. Ramírez, “Potential green plantain to prepare healthy snacks,” RIDE Rev. Iberoam. para la Investig. y el Desarro. Educ., vol. 3, no. 5, p. 20, 2012. [CrossRef]
- M. Velázquez, “ELABORACIÓN DE BOTANAS DE PLATANO HORNEADO ENRIQUECIDO CON PROTEINA VEGETAL,” Reporte previo [INSTITUTO TECNOLOGICO DE TUXTLA GUTIERREZ], 2013.
- N. Montes, I. Millar, N. Martínez, D. Fernández, G. Morales, and R. Valenzuela, “Absorción de aceite en alimentos fritos Oil absorption in fried foods,” vol. 43, no. 1, pp. 87–91, 2015.
- G. Tejedor et al., “Didactic Strategies to Promote Competencies in Sustainability,” Sustain. 2019, Vol. 11, Page 2086, vol. 11, no. 7, p. 2086, Apr. 2019. [CrossRef]
- E. DE NORMALIZACIÓN, “NTE INEN 2561 (2010) (Spanish): Bocaditos de productos vegetales. Requisitos.” INSTITUTO ECUATORIANO DE NORMALIZACIÓN, Quito, pp. 1–8, 2010.
- R. H. Villamizar, M. C. Quinceno, and G. A. Giraldo, “Comparación de la fritura al vacío y atmosférica en la obtención de pasabocas de mango (Manguifera indica L.),” Temas Agrar., vol. 10, no. 1, pp. 64–74, 2011. [CrossRef]
- M. G. Chong, M. and R. Quintero, “Efecto de los métodos de cocción por fritura en las propiedades fisicoquímicas y sensoriales de chips de taro (Colocasia esculenta),” I+D Tecnológico, vol. 15, no. 1, pp. 30–37, 2019. [CrossRef]
Figure 1.
Contrasts for the Analysis of the Raw Material Used for Each Considered Variable.
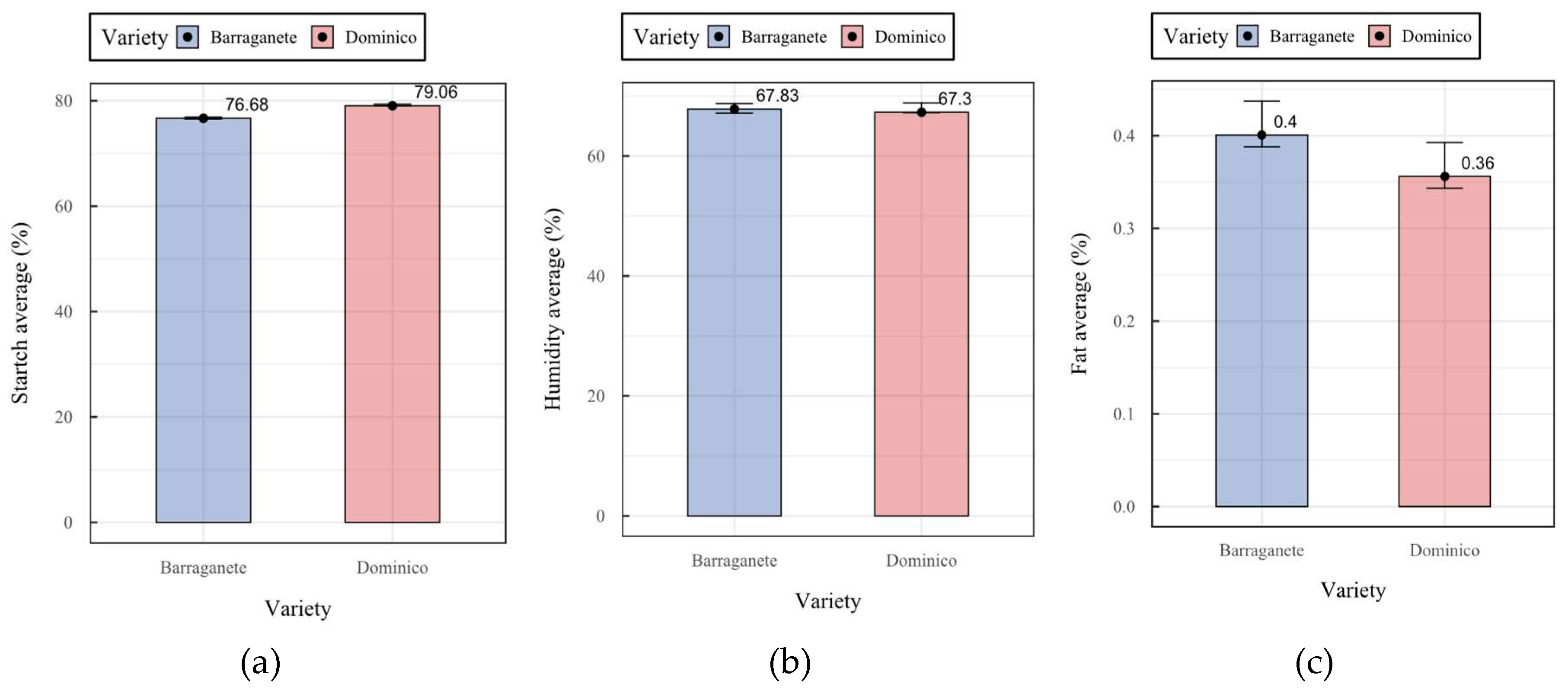
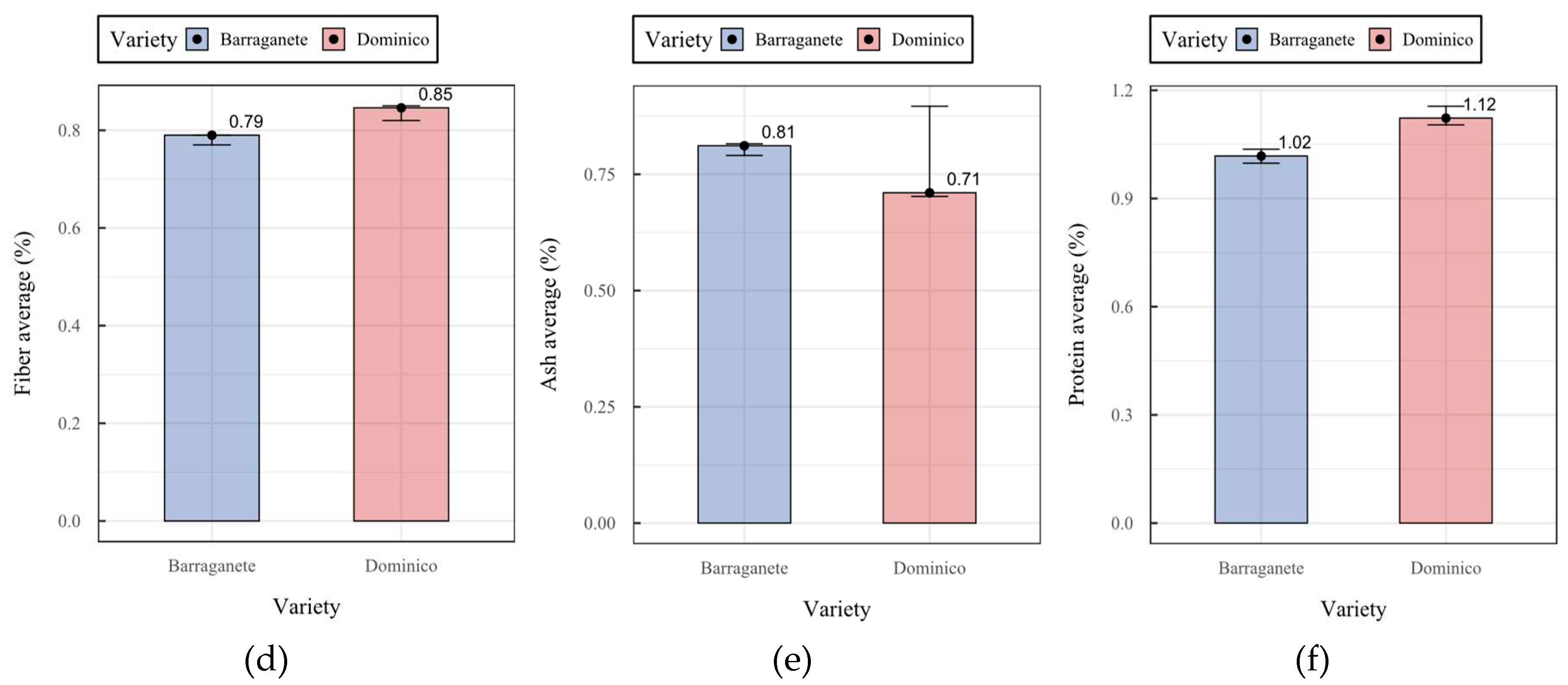
Figure 2.
Regression graphs obtained for the ANCOVA test for the final product parameters based on the raw material parameters. The variables used comprised a) moisture, b) protein, c) starch, d) fiber, e) ash, and f) fat.
Figure 2.
Regression graphs obtained for the ANCOVA test for the final product parameters based on the raw material parameters. The variables used comprised a) moisture, b) protein, c) starch, d) fiber, e) ash, and f) fat.
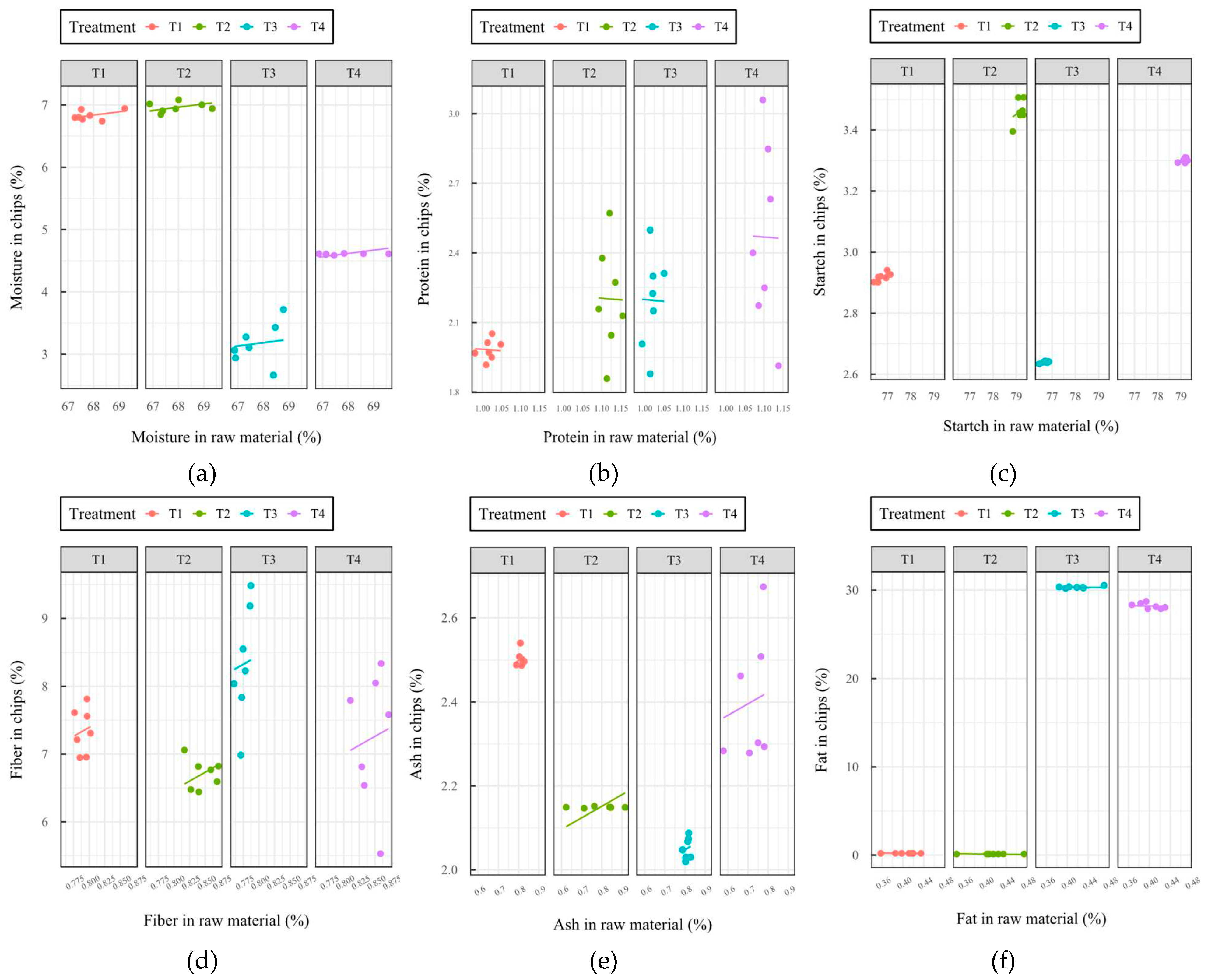
Figure 3.
Estimated marginal means used to compare the final protein content for each treatment employed.
Figure 3.
Estimated marginal means used to compare the final protein content for each treatment employed.
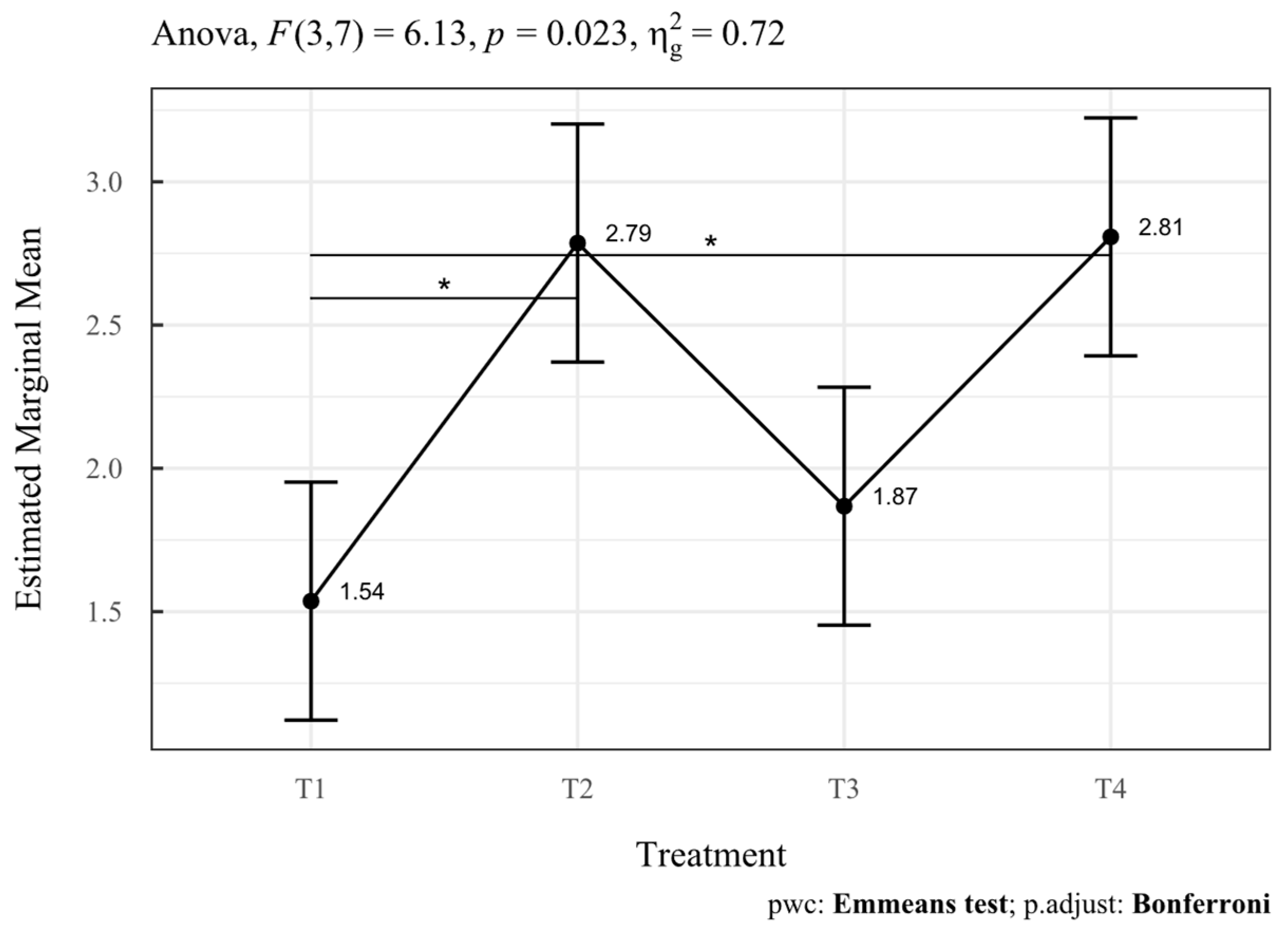
Figure 4.
Results of the ANOVA tests and paired contrasts using the Tukey test for each evaluated variable.
Figure 4.
Results of the ANOVA tests and paired contrasts using the Tukey test for each evaluated variable.
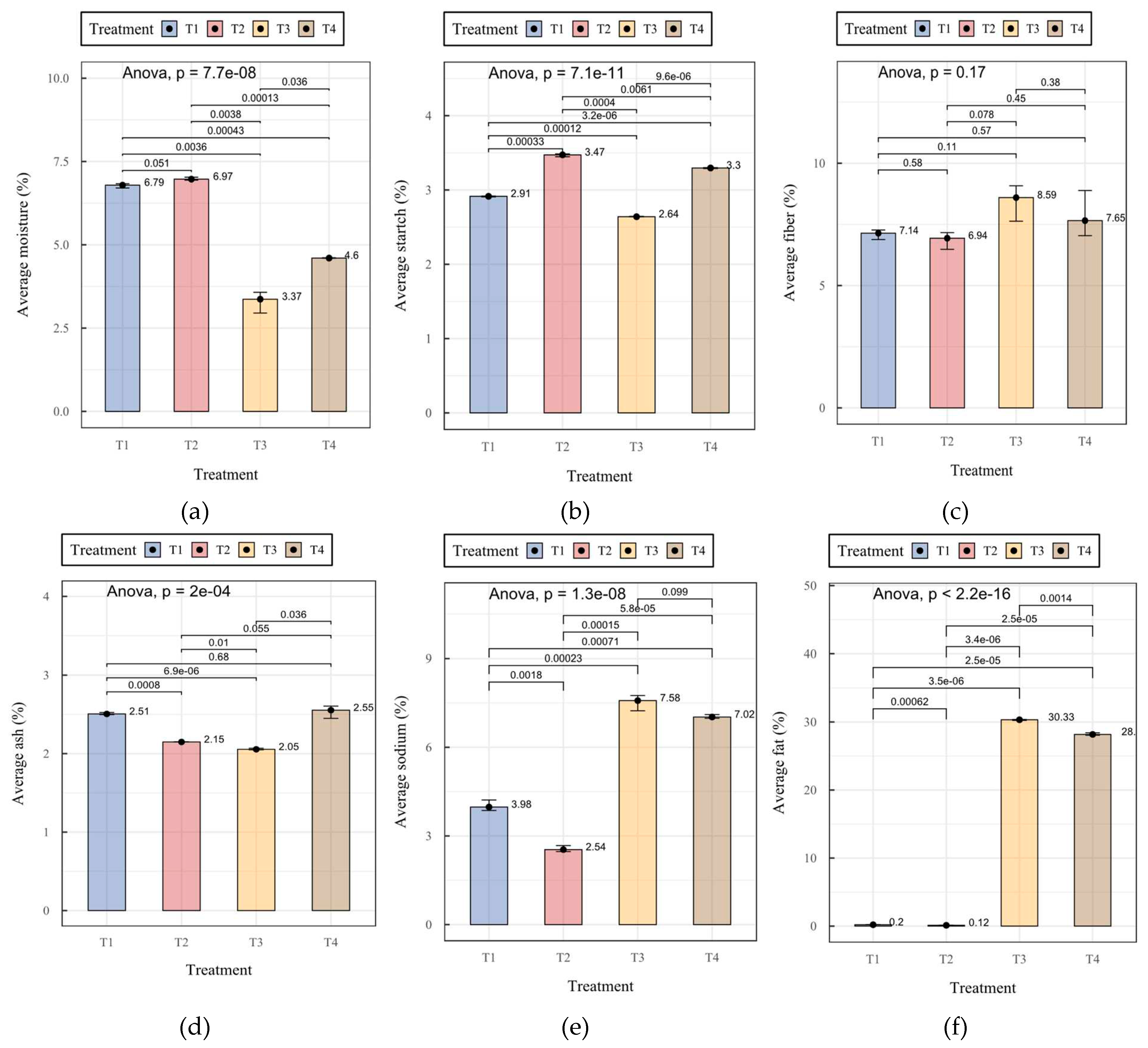

Table 1.
Differences tests for the varieties of bananas used as raw material.
| Variety | % Starch | % Moisture | % Fat | % Fiber | % Ash | % Protein |
|---|---|---|---|---|---|---|
| t-Statistic | -16.679 | 0.16554 | -15.245 | -4.8 | 0.56665 | -5.8846 |
| df | 3.9841 | 3.9251 | 3.9862 | 3.6048 | 2.059 | 3.6845 |
| 7.784e-05* |
0.8767 |
4.374e-05* |
0.01117* |
0.6266 |
0.005373 |
|
| Barraganete | 76.702 ± 0.185a | 67.902 ± 0.803a | 0.408 ± 0.025a | 0.783 ± 0.012a | 0.806± 0.013a | 1.017 ± 0.019a |
| Domínico | 79.152 ± 0.174b | 67.785 ± 0.923a | 0.364 ± 0.049b | 0.839± 0.016b | 0.77± 0.109a | 1.128 ± 0.026b |
Table 2.
ANCOVA tests for each variable using each parameter of the raw material as a covariate.
| Variety | % Moisture | % Protein | % Starch | % Fiber | % Ash | % Fat |
|---|---|---|---|---|---|---|
| SSn | 0.012 | 0.283 | 0.000287 | 0.298 | 0.006 | 0.017 |
| SSd | 0.359 | 0.205 | 0.003 | 5.671 | 0.054 | 0.119 |
| 0.229 | 9.672 | 0.756 | 0.368 | 0.793 | 1.028 | |
| 0.647 |
0.017* |
0.414 |
0.563 |
0.403 |
0.344 |
Table 3.
Estimated Marginal Means test para la variable porcentaje de proteína en los chips.
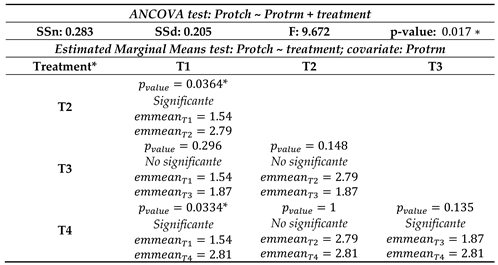 |
* The listed treatments correspond to each combination of raw material and cooking method where: T1 = Barraganete + Baked; T2 = Dominico + Baked; T3 = Barraganete + Fried; T4 = Dominico + Fried.
Table 4.
Estimated Marginal Means Test for the Protein Percentage Variable in the Chips.
| MANOVA: Moisture + Protein + Fiber + Ash + Sodium + Fat ~ Treatment | ||||
|---|---|---|---|---|
| Multivariate test | Df | Test stat. | Aprox. F | Pr(>F) |
| Pillai | 3 | 3 | 133.6 | 3.6651e-11 * Significant |
| Wilks | 3 | 0 | 2364.9 | 1.6592e-10 * Significant |
| Hotelings-Lawley | 3 | 1054353 | 33471.5 | 2.9876e-05 * Significant |
| Roy | 3 | 1052471 | 601412.2 | 7.1093e-12 * Significant |
Table 5.
ANOVA Test and Tukey Test for Each Variable Considered in the Study.
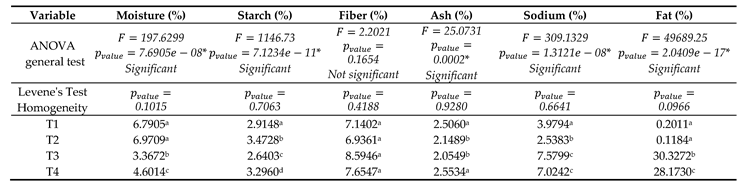 |
Means with different letters in the same column differ significantly according to the Kruskal-Wallis test and pairwise Wilcoxon signed rank test for . The listed treatments correspond to each combination of raw material and cooking method where: T1 = Barraganete + Baked; T2 = Dominico + Baked; T3 = Barraganete + Fried; T4 = Dominico + Fried.”
Table 5.
Advantages and Limitations Identified in Each Treatment.
| Treatment | Advantages | Limitations |
|---|---|---|
| T1 = Barraganete + Baked | Low levels of sodium and fat. Showed a high but not significant level of fiber. Significantly lower fat content than frying treatments. |
Has a high moisture level, exceeding the 5% required by the NTE INEN 2561 standard. |
| T2 = Dominico + Baked | Higher protein content. Higher starch content. Lower sodium content. Lower fat content. |
Has a high moisture level, exceeding the 5% required by the NTE INEN 2561 standard. |
| T3 = Barraganete + Frited | Lowest moisture content among all treatments. | Had the highest percentage of sodium and fat among all treatments. |
| T4 = Dominico + Fried | Highest ash content among all treatments. | Ranked second for the highest percentages of sodium and fat. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



