
Submitted:
27 December 2023
Posted:
27 December 2023
You are already at the latest version
Abstract
As the global semiconductor market is growing steadily, the need for optimization of the man-ufacturing process is paramount. For example, in the process of transferring the semiconductor chips to the substrate, each chip needs to be individually separated from the dicing tape via a plunger. In this process, however, the fixed chip is not easily removed from the tape due to strong adhesion, and the chip can become damaged if it is forcibly pulled out. Therefore, the present paper reports the development of functional adhesive tapes that initially adhere strongly to the semi-conductor chip on the dicing tape but can be easily removed after transfer. The fabricated functional tape has an initial adhesion of 350 gf, which enables firm fixing of the semiconductor chip to be transferred, and a final adhesion of 0.8 gf after UV curing, thereby facilitating removal of the chip without damage after transfer. Therefore, the fabricated functional tape is expected to contribute to the optimization of the semiconductor manufacturing process and is expected to be useful in the semiconductor package manufacturing process.
Keywords:
functional tape
; semiconductor
; adhesion
; UV curing
1. Introduction
Semiconductors are considered an inevitable technology element and play a key role in various fields. The necessity of semiconductors in various industries such as information and communication, automobiles, medical care, and home appliances is increasing, and is expected to be used and needed in more and more fields in the future. Accordingly, the size of the semiconductor market continues to grow as the use of semiconductors around the world increases. In addition, as the use of semiconductors steadily increases, mass production of high-quality semiconductors is required [1,2]. When it comes to semiconductor production, the production ratio of good products is considered very important[3]. The presence of fine scratches or contamination can lead to very fatal errors because semiconductors are very fine size. Therefore, very good high precision technology is required to produce sophisticated and well-made semiconductors, and the production of semiconductors through high precision technology has a great influence on the yield improvement. Therefore, an accurate process for the manufacture of semiconductors in high yield is paramount. Semiconductor processes, one of the most important semiconductor technologies, are carried out in precise and complex process steps sequentially. Devices are manufactured using advanced technology and sophisticated equipment, which is directly linked to the performance and stability of semiconductors. The quality and efficiency of semiconductors used in high value-added industries depend heavily on the accuracy of the processes, so errors or defects in the process steps can undermine the reliability of the products. Therefore, semiconductor processes are recognized as key and key steps to ensure quality and performance in the modern technology field. Among the semiconductor processes, the back-end process involves a sequence of back grinding, dicing, die bonding, wire bonding, and then molding [4]. Thus, the semiconductor chips are individually divided up during the dicing step and are then connected to the substrate via die bonding. This presents the difficulty in using a plunger to pick up the semiconductor chips (while attached to the dicing tape) and then transferring them to the substrate. Specifically, while the plunger picks up each chip placed on the dicing wafer one by one, the chip does not detach easily and may become damaged if it is pulled out forcefully [5]. The resulting defects in the semiconductor chips lead to decreased productivity. Presently, semiconductor companies use adhesive die attach film (DAF) to lift the semiconductor easily from the dicing tape to the plunger [6,7,8]. DAF is a type of pressure-sensitive adhesive. The pressure-sensitive adhesive can be easily removed because it is bonded between two objects with a fine pressure to fix the two objects and has the advantage of being removed cleanly without residue when removed. In the semiconductor field, which is the main field of use of adhesive, the aforementioned dicing tape and DAF are used in the form of adhesive tape. The dicing tape serves to fix the semiconductor chip to the wafer. The DAF film is designed to fix the semiconductor chip to the wafer with initially high adhesion. Then, while the chip is being transferred by the plunger to the substrate, a crosslinked structure is created via UV curing, which reduces the adhesive strength of the tape and allows easy removal from the wafer [1,9]. In detail, the crosslinked structure is formed by a continuous radical reaction between monomers or oligomers in the presence of a crosslinking agent after initiation by a photoinitiator, which causes the film to harden. The cured film can be easily removed because the adhesive component is lowered. However, because the adhesiveness of the DAF remains too strong, some adhesive material remains on the chip [10]. As mentioned earlier, contaminants such as residues of adhesive can lead to very large errors in semiconductors. To address these problems, many semiconductor manufacturers are conducting research aimed at further reducing the adhesion of the DAF via the UV curing process. [11] This is because adhesives with low adhesion are easily removed without residue. During the semiconductor transfer process, a plunger is used to transfer a semiconductor chip from a wafer to a substrate, which has similar properties to an adhesive. When lifting a semiconductor chip with a plunger, the plunger needs to have the strength to hold the semiconductor chip, and when transferring the semiconductor chip fixed to the plunger to the substrate, it must easily fall off with very weak force. When using a plunger the semiconductor chip is pulled up using a vacuum chuck in the plunger, and when transferring the semiconductor chip to the substrate, it is transferred while turning off the vacuum chuck. However, using a vacuum chuck is very expensive to manufacture process equipment, and there are many difficulties because it uses a vacuum to fix the device when it breaks down.
Hence, in the present study, In this study, a new process method using functional tape manufactured by producing a new functional tape similar to DAF and Dicing Tape by replacing vacuum when transferring semiconductor chips with a plunger was proposed. The newly manufactured adhesive tape uses 2-ethly hexyl acrylate (2-EHA) as the main monomer, buty acrylate (BA) and acrylic acid (AA) were synthesized, and glycidyl methacrylate (GMA) was added to form an acrylic adhesive with a double bond at the end through reaction with the glycidyl group of Acrylic Adhesive's COOH and GMA. After that, in order to reduce adhesion through the crosslinked structure after UV Cure, Oliger (Pentaerythritol Tetraacrylate) and Irgacure 184 were additionally synthesized. The new functional adhesive is initially manufactured to have high adhesion and low adhesion properties after UV Cure.Furthermore, the adhesion characteristics of the film are examined at various temperatures by using liquefied nitrogen and a hotplate in order to investigate the potential for adhesion control.
2. Materials and Methods
2.1. Reagents and Materials
The acrylic adhesives were fabricated by using 2-ethylhexylacrylate (2-EHA), butyl acrylate (BA), acrylic acid (AA), and glycidyl methacrylate (GMA) as monomers, along with 2,2'-azobisobutyronitrile (AIBN) as the radical initiator, and ethyl acetate (EAc) as the solvent. To harden the adhesive during UV curing, Irgacure184 was used as the photoinitiator, and pentaerythritol tetraacylated (PET) was used as the oligomer. The chemical structures of the monomers are shown in Figure 1, and the chemical structure of the synthesized adhesive is shown in Figure 2. In addition, Tackifier, an additive that can increase the initial adhesion of the acrylic adhesive, was additionally used.
2.2. Adhesive Manufacture
The synthesis of acrylic adhesives by radical polymerization is schematically shown in Figure 3. First, a selected amount of 2-EHA, AA, and BA (a ratio of 65:20:15) was stirred at 250 rpm for 1 hour at 40°C. Thereafter, after storing the solution at a temperature of 70°C, 0.2% AIBN was added dropwise and stirred at 250 rpm. Thereafter, after storing again at a temperature of 70°C, the resulting solution was stirred while adjusting the content of GMA (40, 60, 80 wt%). Tackifier (1%, 5%, 10%) that can increase the initial adhesion of the adhesive was additionally synthesized.
2.3. Manufacture of the Functional Films
The synthesized adhesive was applied to the PET film, and then dried in an oven at 80 °C for 10 min to fabricate a tape with a constant thickness of 10μm. In addition, various amounts of photoinitiator (1%, 3%, and 5%) and oligomer (1%, 3%, and 5%, 7%) were added, and the mixture was subjected to UV irradiation in order to reduce the adhesion.
2.4. Measurement of Adhesion
To investigate the effect of the UV energy on the decrease in adhesion, UV Energies of 375, 700, 1500, 3000, and 6000 mJ were used. The adhesion was measured by using a material testing machine (LS1SS-MT-6251-10101, Ametek, USA) both before and after UV curing, and each measurement was performed three times. Moreover, two distinct methods were used, namely, the peel test and the pick up test (Figure 4). In accordance with the ASTMD3330 standard [12], the peel test measures the adhesion between a stainless steel (SUS 304) substrate and the PET film by pulling them in opposite directions, as shown in Figure 4a. This reflects the force required to remove the microchip from the film. Meanwhile, the pick up test reflects the method used by the manufacturer to pick up and transfer the semiconductor chips one by one using a JIG. Therefore, a 2-mm stainless steel jig was used to measure the force needed to pick up the microchip, as shown in Figure 4b. Thus, the jig measures the adhesion of the chip with the adhesive film still attached.
2.5. Temperature Control
The change in adhesion according to the temperature was investigated by the methods shown in Figure 5. Thus, the SUS substrate was either immersed in liquid nitrogen to achieve a temperature of –20 °C (Figure 5a), or heated to 20, 40, 60, 80, or 100 °C on a hot plate (Figure 5b) prior to attachment of the adhesive film [13,14]. The adhesion was then measured via the two methods described above.
3. Results and Discussion
3.1. The Effect of UV Irradiation Energy on the Adhesion Strength
For the film that was synthesized using 1 wt% initiator, the adhesive force (according to the peel test) is plotted against UV energy in Figure 6. Here, the adhesion strength is seen to decrease as the UV irradiation energy is increased. This is because an increase in the UV irradiation energy leads to the increased production of free radicals by the photoinitiator, thus leading to an increased crosslinking density via radical polymerization, which decreases the adhesion strength. Therefore, an appropriate UV energy must be used in order to achieve the target final adhesion strength of 1 gf or less.
3.2. The Effects of GMA Content on the Adhesive Characteristics
The adhesive (peel test) strengths of the films that were synthesized using GMA contents of 40, 60, and 80 wt% and 3 wt% photoinitiator are plotted in Figure 7. Here, the initial adhesion (before UV curing) is seen to decrease from 550 gf to 253 gf as the GMA content is increased from 40% to 60%, with a slight additional decrease to 233 gf at 80% GMA. After UV curing at 1500 mJ, however, the adhesion strength has significantly decreased to 253 and 3.84 gf for the samples with 40% and 60% GMA, respectively. This is because the double bonds generated by the GMA lead to increased crosslinking after UV curing, thereby helping to reduce the adhesion, and because a higher GMA content provides more such double bonds. With the further increase in UV energy to 3000 mJ, however, there is little further reduction, with adhesion strengths of 3.84 and 2.25, respectively. However, the inset photographic image in Figure 7 shows that the removal of the film that was fabricated using 80% GMA results in the presence residue on the SUS substrate. This is because the cohesive force between the polymer chains increases with the increase in GMA content, and the bonding force between the polymer and substrate decreases, thus resulting in the generation of residue. This residue could subsequently adhere to the semiconductor chip, thereby affecting the quality of the final product.
3.3. The Effects of Photoinitiator Content on the Adhesive Characteristics
The peel-test adhesion strengths of the adhesive films that were prepared using 1, 3, and 5 wt% photoinitiator are plotted in Figure 8. Here, the initial adhesive strength is ~250 gf at photoinitiator contents of both 1 and 3 wt%. but decreases to 215 gf at a photoinitiator content of 5 wt%. After UV curing at 1500mJ, however, the highest adhesion strength of 7 gf is obtained with 1 wt% photoinitiator, decreasing to about 2 gf at 3 and 5 wt% photoinitiator. This is because the increased content of photoinitiator leads to the generation of more free radicals and, hence, an increased crosslinking density, thereby decreasing the adhesion. Beyond a certain amount of photoinitiator, however the adhesion remains constant regardless of the photoinitiator content [15]. This is because the crosslinked structure is saturated, and no additional crosslinks can form. Therefore, there is no reason to use more than 3 wt% photoinitiator for the synthesis of the adhesive film.
3.4. The Effect of Oligomer Content on the Adhesive Characteristics
The amounts of residue remaining on the substrate after UV curing and removal of the films with oligomer contents of 1, 3, 5, 7, and 10 wt% are plotted in Figure 9. Here, it can be seen that no residues remain on the SUS substrate after UV curing with oligomer contents of 7 and 10 wt%. This is because the cohesion of the polymer becomes stronger, and the binding of the polymer to the base film becomes weaker, as the oligomer content is increased, thus resulting in residue.
The peel-test adhesion strengths of the adhesive films that were prepared using oligomer contents of 1, 3, and 5 wt% are plotted in Figure 10. Here, it can be seen that the initial adhesion strength decreases as the oligomer content is increased. After UV curing, however, all three films exhibit similar adhesion strengths of less than 1 gf. Therefore, the lowest oligomer content of 1 wt% is suitable for the cost-effective synthesis of a film with high adhesion before, and low adhesion after, UV curing.
3.4. The Effect of Takifier Content on the Adhesive Characteristics
In Figure 11, acrylic adhesive, 60% GAM, 1 wt% photoinitiator, 3 wt% oligomer and Tackifier (1 wt%, 5 wt%, 10 wt%) were synthesized to make an adhesive tape with a thickness of 10um and then dried at 80°C for 10 minutes. The adhesive tape we made was measured using Peel Test. Figure 11 shows the adhesion characteristics graph according to the Tackifier content. Tackifier are low oligomers, ranging from hundreds to thousands, that act as bridges between adhesives on the surface and reduce molecular cohesion. It also plays a role in raising the glass transition temperature(Tg), providing appropriate viscoelasticity to the adhesive with a higher softening point than normal temperature, and increasing initial adhesion through Tackifier [16]. Therefore, if you look at Figure 10 and Figure 11, you can see that the initial adhesion increases from 280 gf to 380 gf when adding Tackifier. However, as the content of Tackifier increases, the initial adhesion increases from 370gf to 390gf, but it can be seen that it increases very finely. In addition, when comparing the adhesive force after UVCure, the addition of Tackifier changes from 0.39 gf to 0.95 gf, so it is not expected to have a significant effect on the adhesive force after UVCure. Therefore, through additional synthesis experiments of Tackifier, it was found that initial adhesion can be adjusted through Tackifier.
3.5. Removal of the Microchip
The adhesive strength of the fabricated film when using a jig to physically remove the microchip is shown in Figure 12. For these measurements, the pressure-sensitive adhesive was prepared with a GMA content of 60%, an oligomer content of 3 wt%, and a photoinitiatorer content of 1 wt%. Here, an adhesive force of 32.7 gf was measured for the simultaneous removal of 15 microchips, thereby suggesting an adhesive strength of about 2.18 gf per chip. Thus, in contrast to the peel strength, the adhesive strength between the film and an individual chip was more than 1 gf. Therefore, an additional process is needed in order to reduce the adhesion to less than 1 gf for removing actual microchips.
3.5. The Effect of Temperature on the Adhesion Characteristics
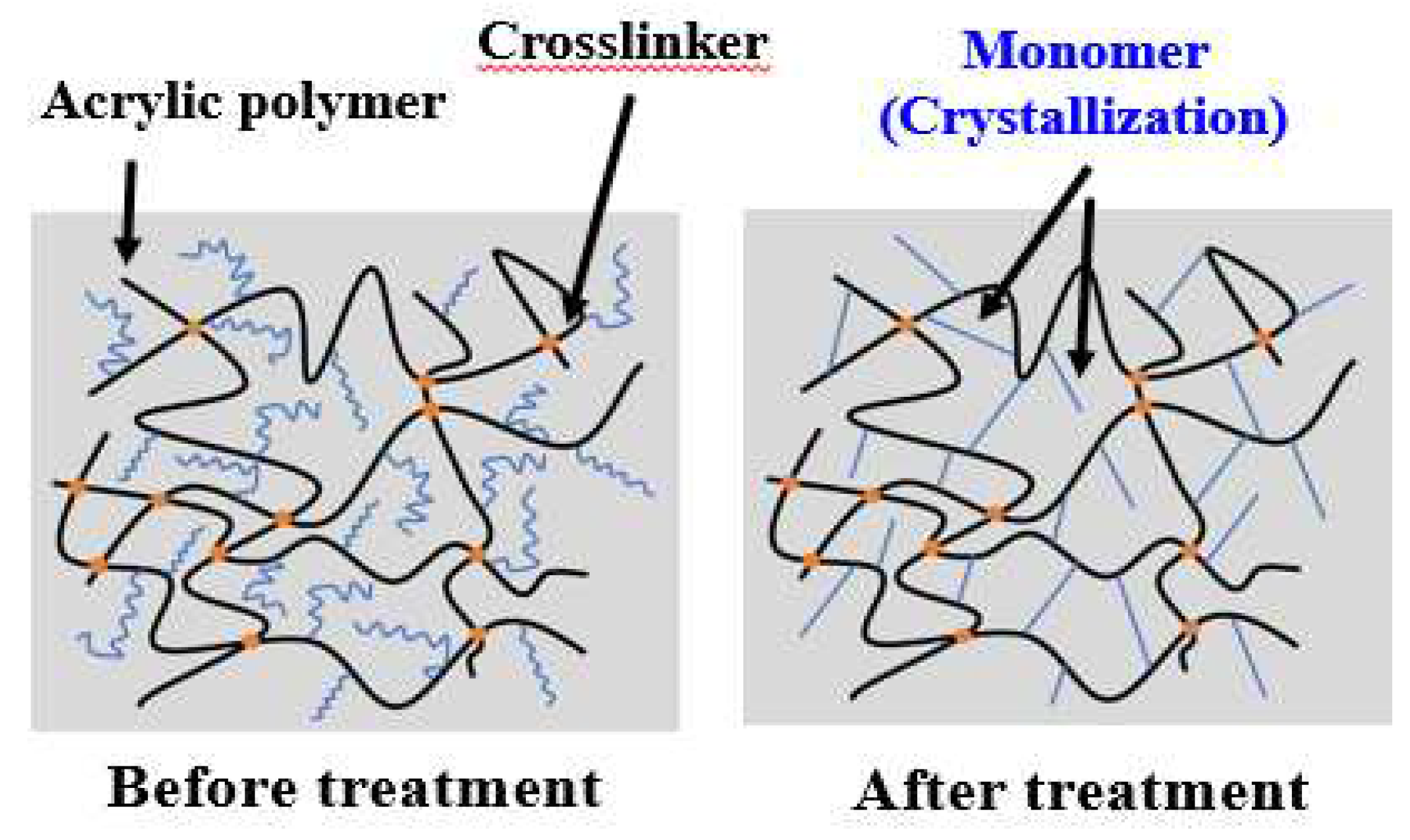
To reveal the changes in the adhesion characteristics of the fabricated film according to temperature, the individual films, each with a GMA content of 60%, an oligomer content of 3 wt%, and a photoinitiator content of 1 wt%, were manufactured and then subjected to UV-curing at various temperatures. For the low-temperature procedure, the tape was immersed in liquid nitrogen for 40s immediately prior to UV-curing. The adhesive strength of the resulting film was then measured when removing actual semiconductor chips. The results presented in Figure 13 indicate that the adhesive strength of the fabricated film decreases as the UV-curing temperature is decreased, and that an adhesive strength of less than 1 gf is obtained at temperatures of less than –10°C. As shown schematically in Figure 14, this is because the low-temperature treatment leads to crystallization of the monomer and, hence, a decrease in the surface energy.
4. Conclusions
Herein, a functional adhesive tape was manufactured in order to minimize the damage caused when carrying or removing an integrated chip by using a conventional plunger. In detail, various acrylic adhesives were synthesized by using various proportions of 2-ethylhexylacrylate (2-EHA), butyl acrylate (BA), glycidyl methacrylate (GMA), and acrylic acid (AA), and were combined with a polyethylene terephthalate (PET) oligomer for film fabrication. The adhesive strengths of the fabricated films was then measured before and after UV-curing at various energies and temperatures. The 180'peel test and the adhesion when actually removing the semiconductor chip were measured. The results indicated that, as the GMA content increased, the initial adhesion decreased and after UV-curing, the adhesion strength decreased with the increase in GMA content. In addition, the adhesive strength after UV irradiation was shown to decrease as the contents of PET oligomer and Irgacure184 photoinitiator were increased. As a result, the adhesive strengths of the fabricated films were all 2gf or less. Moreover, an adhesion strength of less than 1 gf was obtained after UV irradiation when the oligomer content was 1 wt%, indicating that the effect of the oligomer on the adhesion is very small. Finally, when the fabricated film with a GMA content of 60%, an oligomer content of 3 wt%, and a photoinitiator content of 1 wt% was tested in removing actual micro chip, an adhesive strength of 2.18 gf per chip was obtained. Moreover, when the film was subjected to a low temperature before UV-curing, the adhesion strength was reduced to less than 1 gf.
In brief, the procedure described herein enabled the fabrication of a functional adhesive tape with an initial adhesive strength of 250 gf before UV-curing, and less than 1gf after UV curing at low temperature, which will be a new approach during the seminconductor manufacturing process and is suitable for reducing the occurrence of damage or defects.
References
- Jelinek, Len. "Global semiconductor market trends." IHS Markit, May 2018.
- Burkacky, Ondrej, Julia Dragon, and Nikolaus Lehmann. "The semiconductor decade: A trillion-dollar industry." McKinsey & Company 1 (2022).
- Sweeney, Terence, Sonya Coleman, and Dermot Kerr. "Deep Learning for Semiconductor Defect Classification." 2022 IEEE 20th International Conference on Industrial Informatics (INDIN). IEEE, 2022.
- Lin, J. T., and Chen, C.-M. "Simulation optimization approach for hybrid flow shop scheduling problem in semiconductor back-end manufacturing." Simul. Model. Pract. Th. 51 (2015): 100-114. [CrossRef]
- Lee, S. H.,Lee, S. G., and Hwang, T. S. "Synthetic and adhesive properties of UV-curable acrylic adhesives for semiconductor manufacturing processes." Ind. Chem. 24.2 (2013): 148-154.
- Park., M. S. "Basic Technology of UV Curing Adhesives and Recent Technology Trends." Inform. Display 19.5 (2018): 21-28.
- Kim, S. Y. "The Hardening Behavior and Adhesive Properties of Acrylic Adhesives Using Inorganic Chillates." Adhesion and Interface 9.3 (2008): 27-33.
- Takyu, Shinya, Tetsuya Kurosawa, and Akira Tomono. "Novel DAF (Die Attach Film) separation technologies for ultra-thin chip." 2012 2nd IEEE CPMT Symposium Japan. IEEE, 2012.
- Ogasawara, T., Saiki, N., and Takyu, S. "Quantitative investigation of pick-up performance for UV-curable dicing tape." 2018 IEEE CPMT Symposium Japan (ICSJ). IEEE, 2018.
- Kumagai, Masayoshi, et al. "Advanced dicing technology for semiconductor wafer—stealth dicing." IEEE Transactions on Semiconductor Manufacturing 20.3 (2007): 259-265. [CrossRef]
- Kim, Keunhoi, et al. "Development of Semiconductor Packaging Technology using Dicing Die Attach Film." Journal of the Sensors Society 31.6 (2022): 361-365.9. Lee, S.W. "Application of Debonding Technology and Adhesive Materials for Semiconductor Packaging Process." Polym. Sci. Technol, 26.1 (2015): 40-46.
- Horigome, K., Ebe, K., Kuroda, and S.-i. "UV curable pressure-sensitive adhesives for fabricating semiconductors. I. Development of easily peelable dicing tapes." J. Appl. Polym. Sci. 90.2 (2003): 436-441.
- Hunskaar, Steinar, Odd-Geir Berge, and Kjell Hole. "A modified hot-plate test sensitivie to mild analgesics." Behavioural brain research 21.2 (1986): 101-108. [CrossRef]
- Ardévol, A. "Cooling rates of tissue samples during freezing with liquid nitrogen."J. Biochem. Bioph. Meth. 27.1 (1993): 77-86. [CrossRef]
- Moon, J.-I., et al. "Physical Properties of UV-Curable Powder Coatings with Different Photoinitiator Contents." J. Adhes. Interface 9.2 (2008): 32-37.
- Park, Y. J., Joo, H. S., Do, H. S., & Kim, H. J. (2006). Viscoelastic and adhesion properties of EVA/tackifier/wax ternary blend systems as hot-melt adhesives. Journal of adhesion science and technology, 20(14), 1561-1571. [CrossRef]
Figure 1.
The chemical formulas of the monomers used in the synthesis of acrylic adhesives.

Figure 2.
The chemical structure of the synthetic acrylic adhesive.
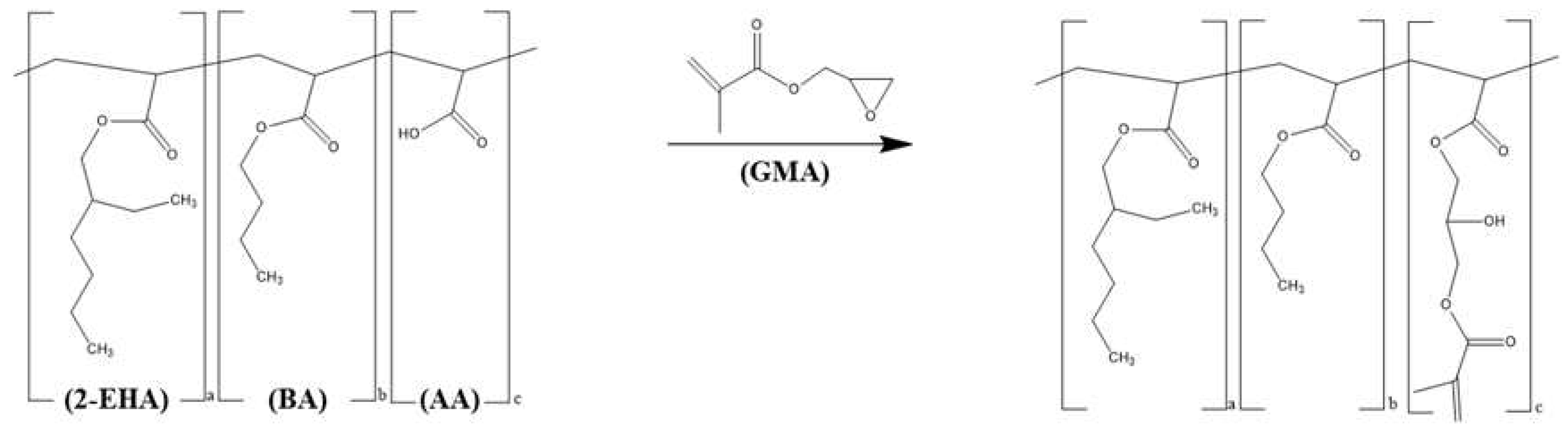
Figure 3.
The synthesis of the acrylic adhesive.
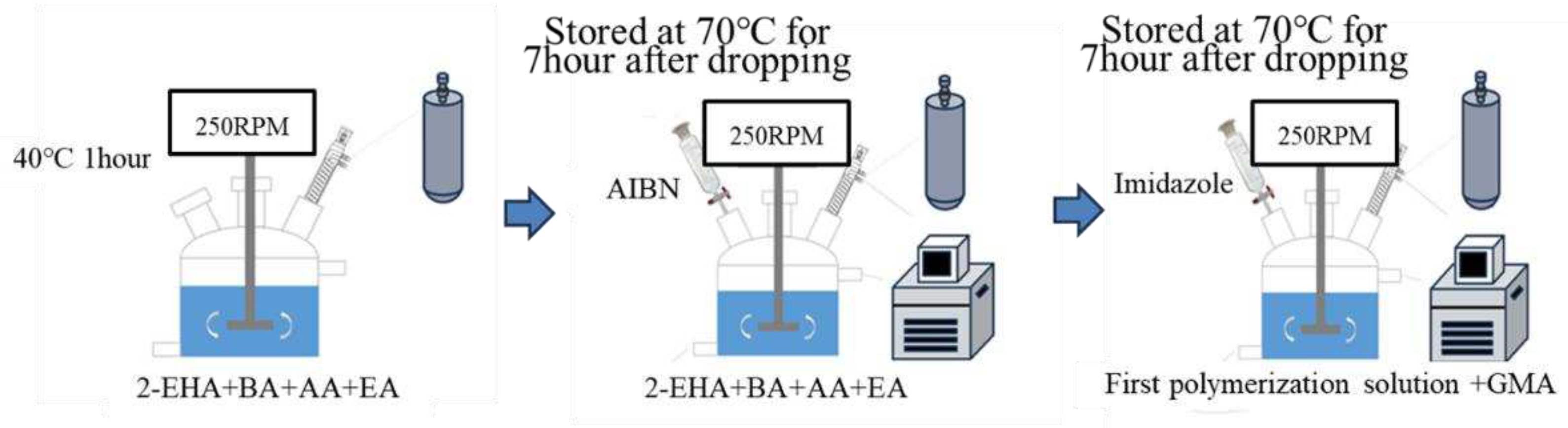
Figure 4.
Adhesion measurement via (a) the peel test, and (b) the pick up test.
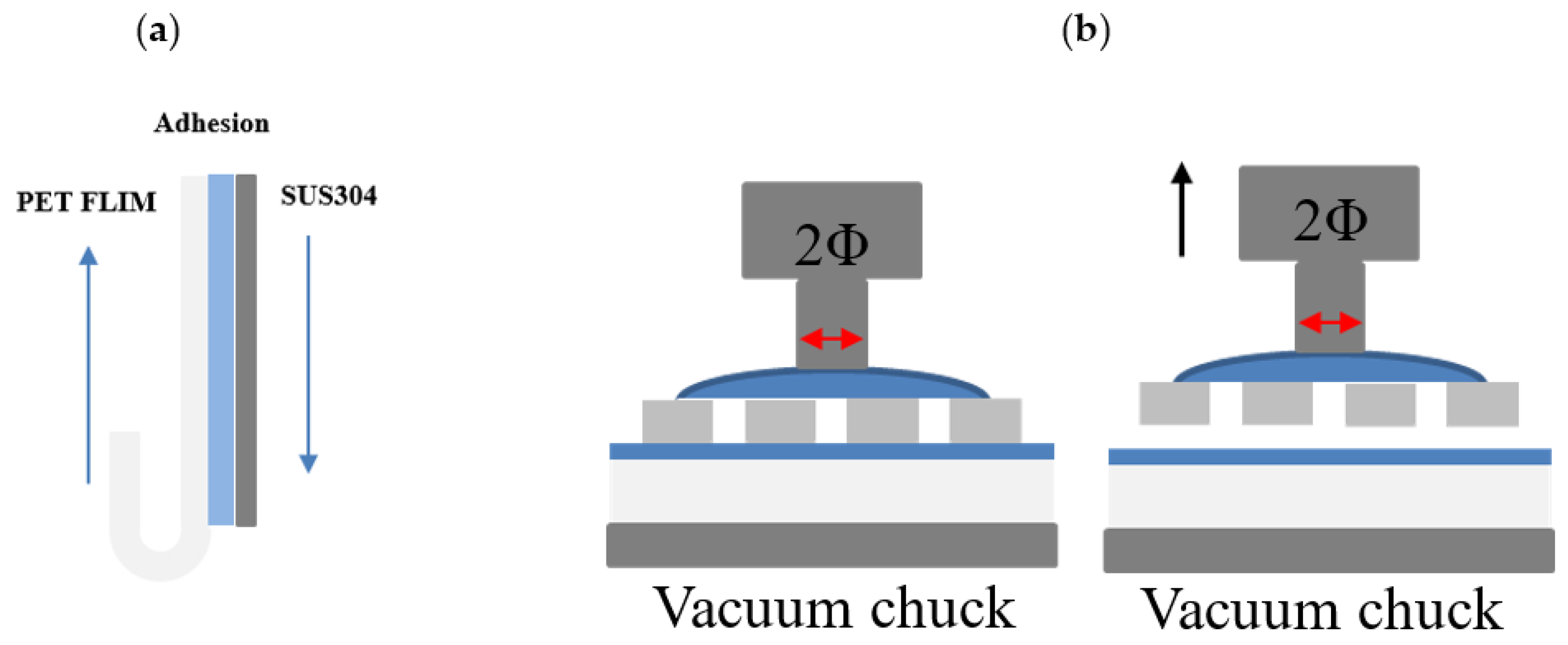
Figure 5.
The temperature control methods: (a) immersion of the SUS substrate in liquid nitrogen, and (b) heating of the SUS substrate on a hot plate.
Figure 5.
The temperature control methods: (a) immersion of the SUS substrate in liquid nitrogen, and (b) heating of the SUS substrate on a hot plate.
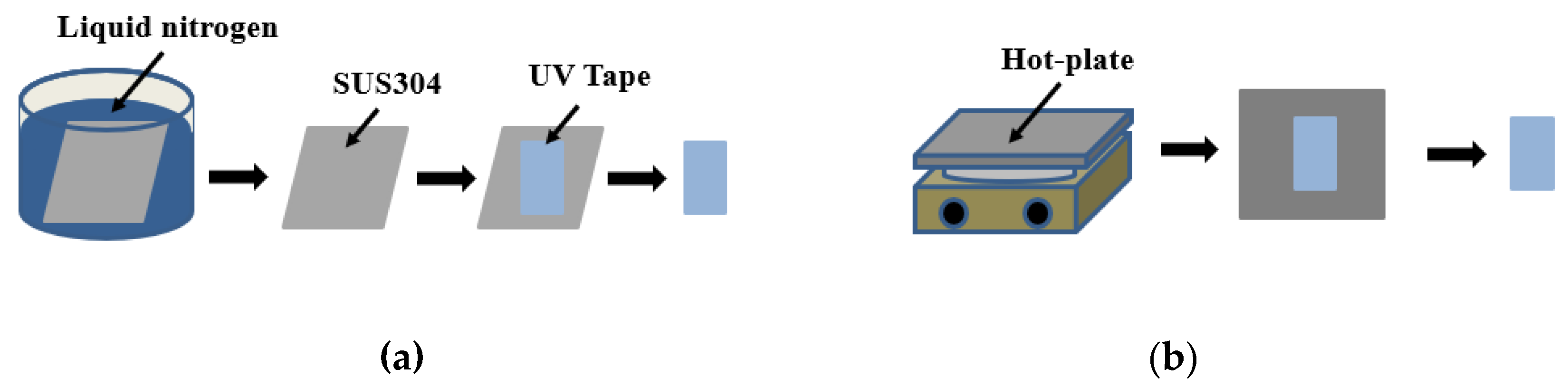
Figure 6.
A plot of adhesive strength (gf) against UV energy (mJ) in the presence of 1 wt% photinitiator and 1wt% oligomer for the film.
Figure 6.
A plot of adhesive strength (gf) against UV energy (mJ) in the presence of 1 wt% photinitiator and 1wt% oligomer for the film.
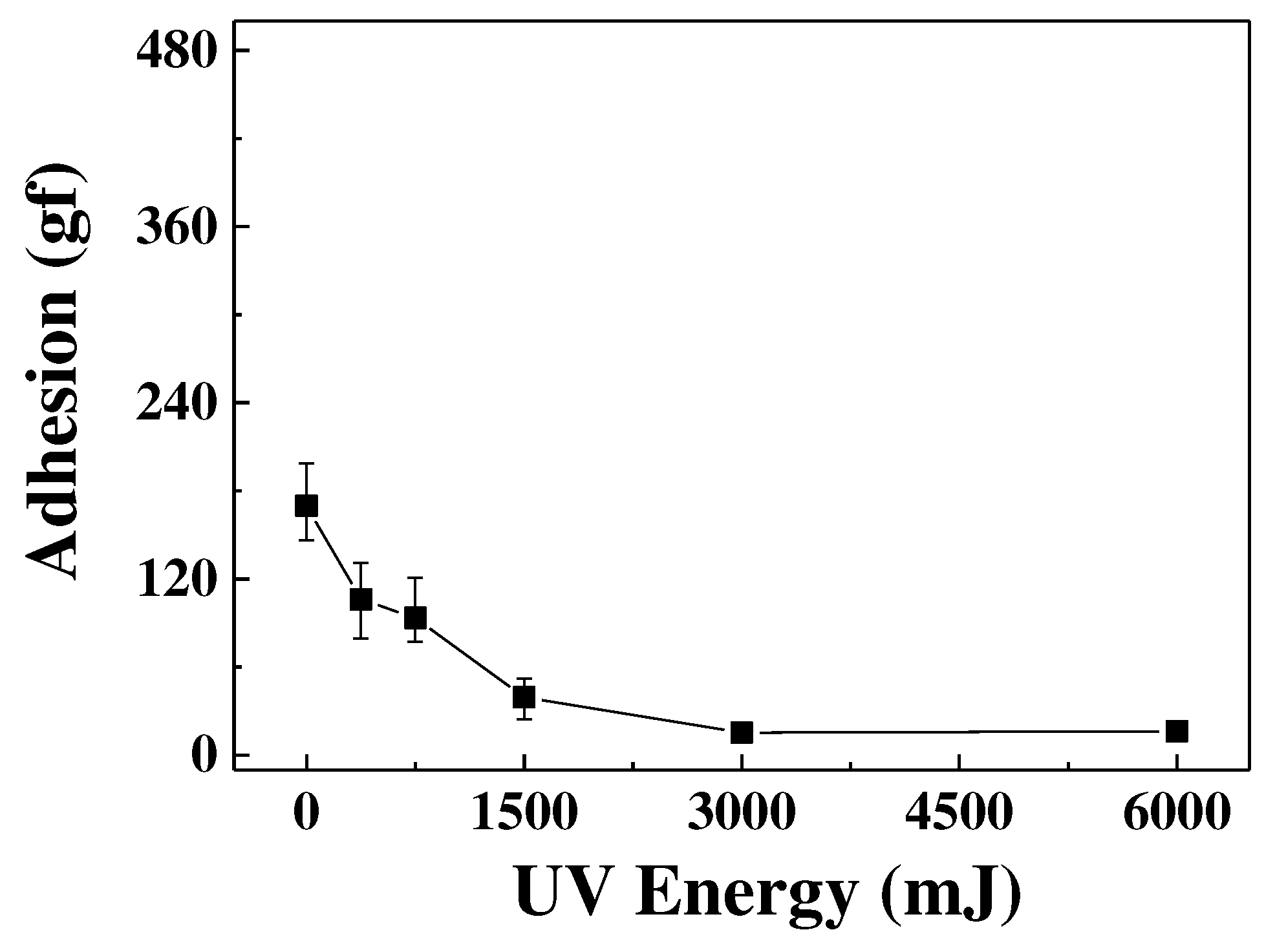
Figure 7.
A plot of adhesive strength (gf) against UV energy (mJ) for the film that was synthesized using 3 wt% photinitiator, 1% oligomer and various contents of GMA. The inset shows a photograph of the SUS substrate after removal of the film that was fabricated using 80% GMA.
Figure 7.
A plot of adhesive strength (gf) against UV energy (mJ) for the film that was synthesized using 3 wt% photinitiator, 1% oligomer and various contents of GMA. The inset shows a photograph of the SUS substrate after removal of the film that was fabricated using 80% GMA.
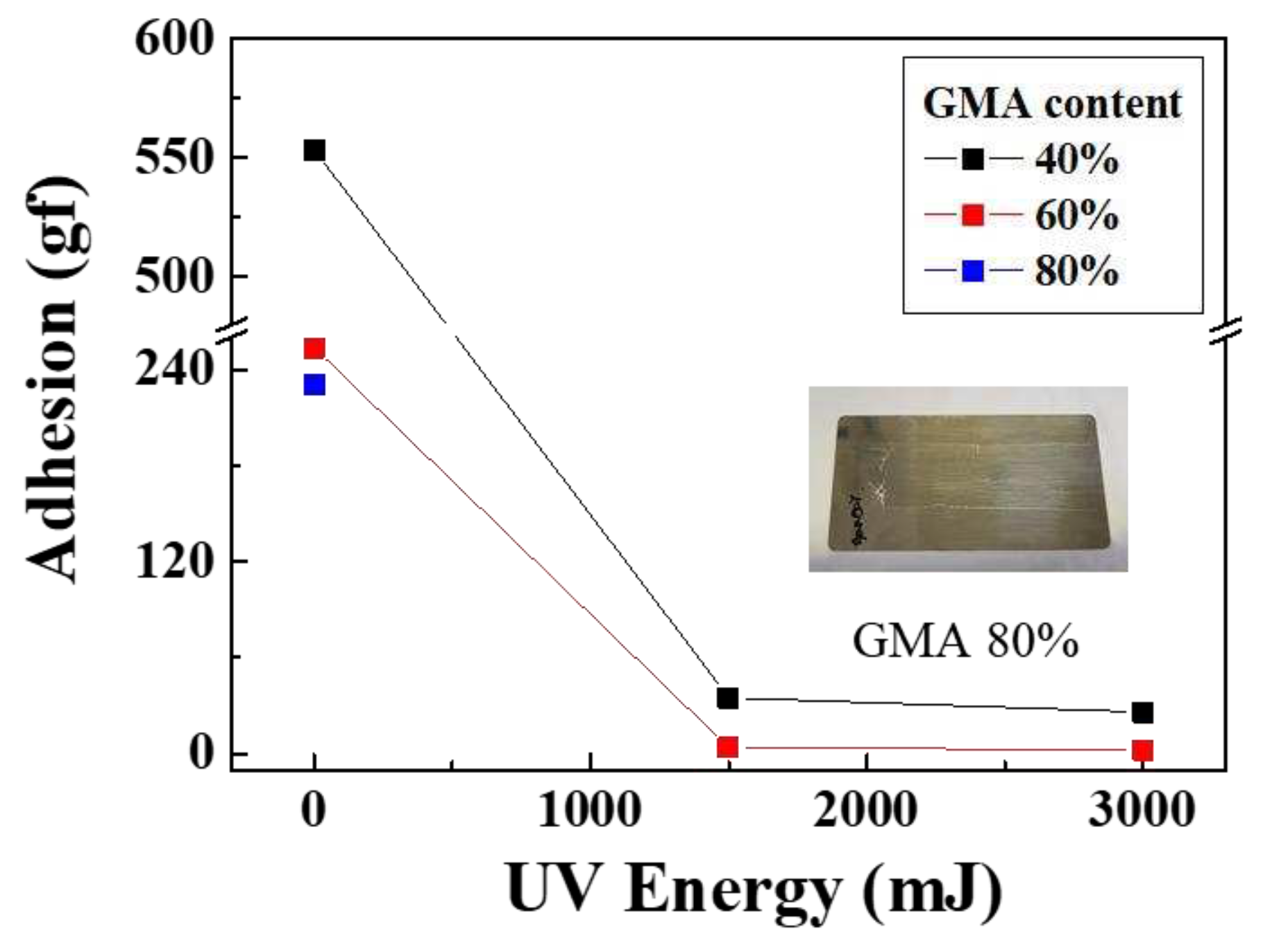
Figure 8.
A plot of adhesive strength (gf) against UV energy (mJ) for the film that was synthesized using 60% GMA, with various contents of photoinitiator.
Figure 8.
A plot of adhesive strength (gf) against UV energy (mJ) for the film that was synthesized using 60% GMA, with various contents of photoinitiator.
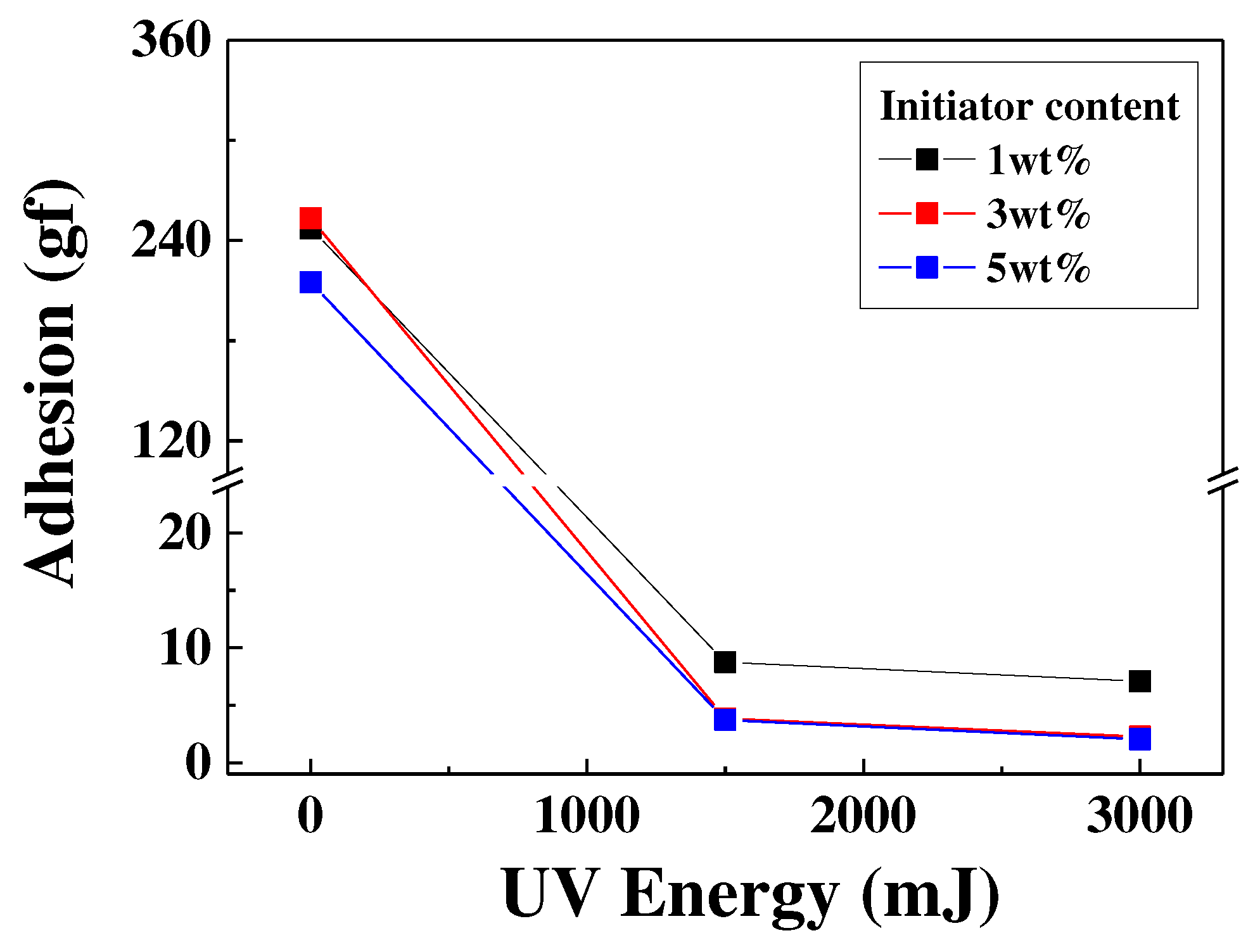
Figure 9.
The effect of oligomer content on the amount of residue for the film that was synthesized using 60% GMA, 3% photoinitiator.
Figure 9.
The effect of oligomer content on the amount of residue for the film that was synthesized using 60% GMA, 3% photoinitiator.
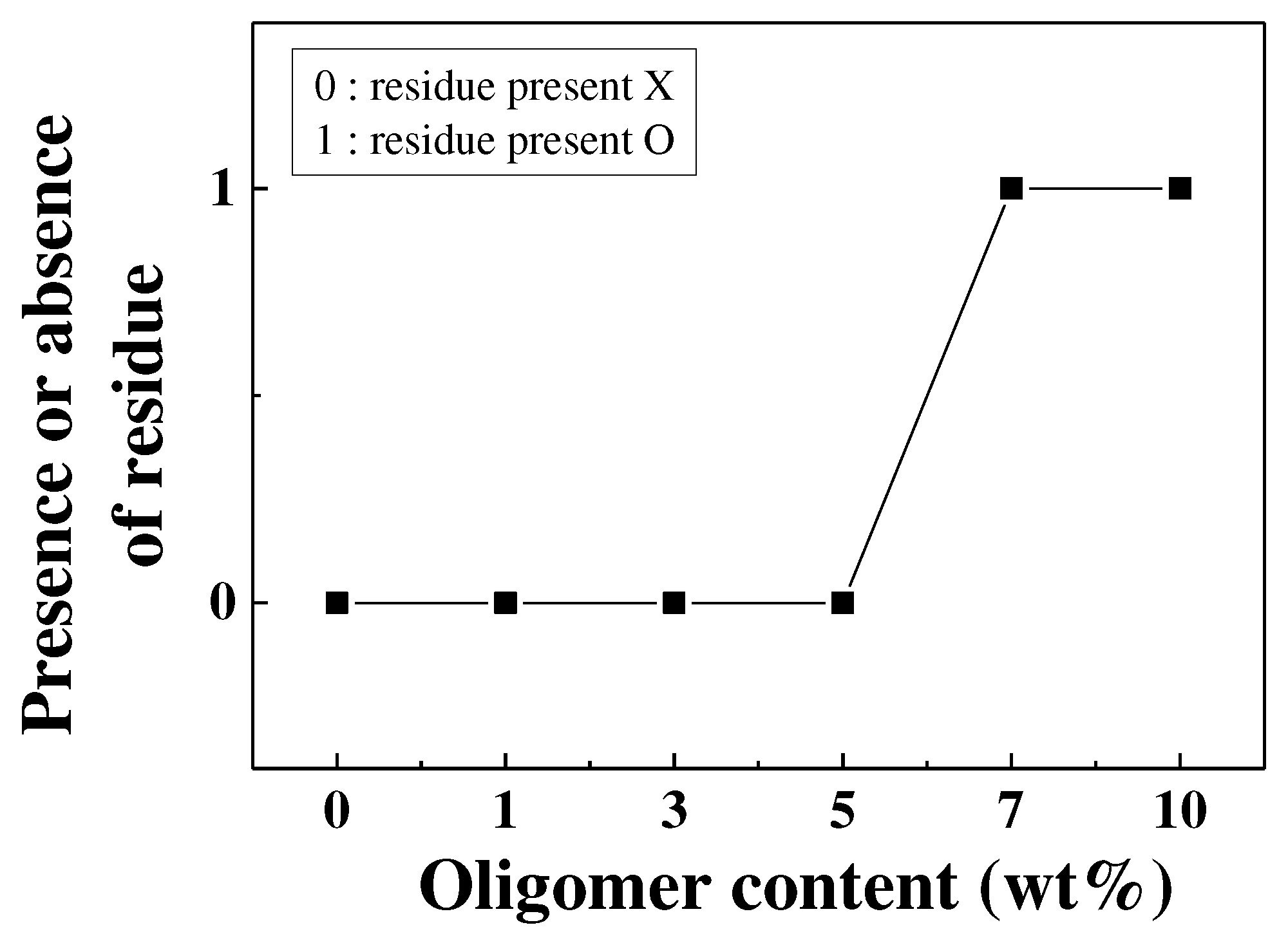
Figure 10.
A plot of the adhesive strength (gf) against UV energy (mJ) for the film that was synthesized using 60% GMA, 3% photoinitiator and various oligomer contents.
Figure 10.
A plot of the adhesive strength (gf) against UV energy (mJ) for the film that was synthesized using 60% GMA, 3% photoinitiator and various oligomer contents.
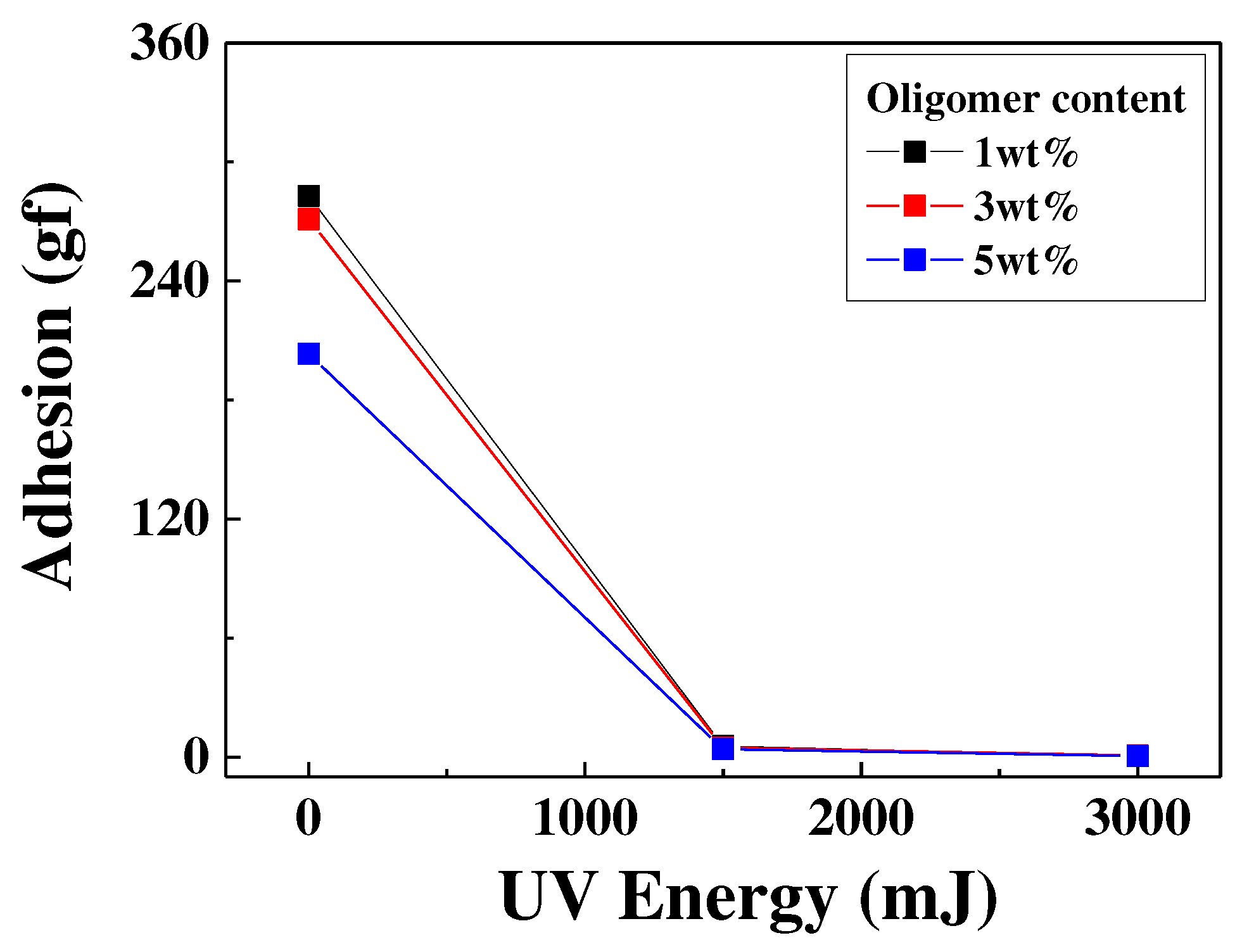
Figure 11.
A plot of adhesive strength (gf) against UV energy (mJ) for the film that was synthesized using 60% GMA, 3wt% photoinitiator, 1wt% Oligomer and various Tackifier contents.
Figure 11.
A plot of adhesive strength (gf) against UV energy (mJ) for the film that was synthesized using 60% GMA, 3wt% photoinitiator, 1wt% Oligomer and various Tackifier contents.
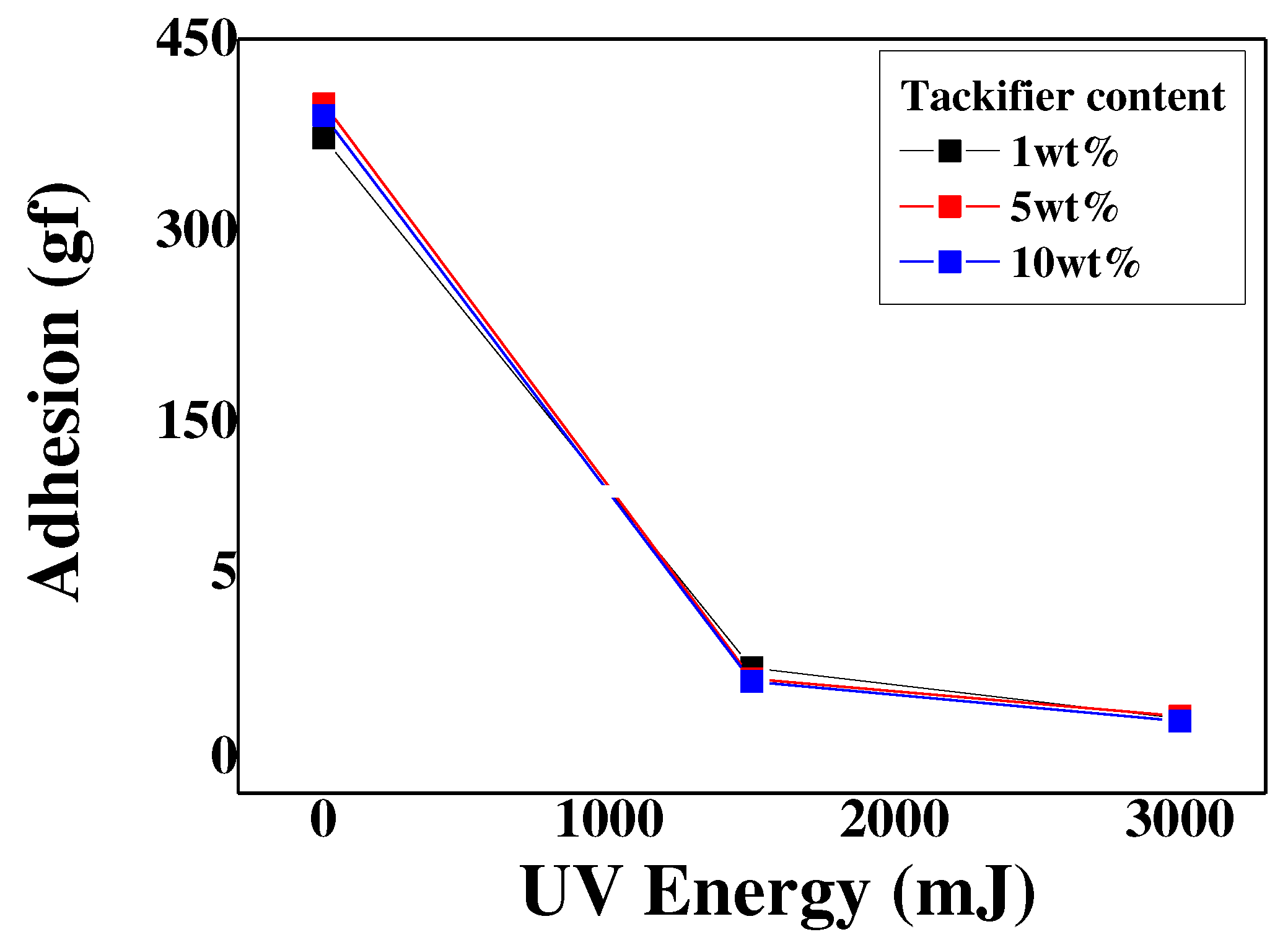
Figure 12.
The adhesive strength (gf) when removing actual microchips.
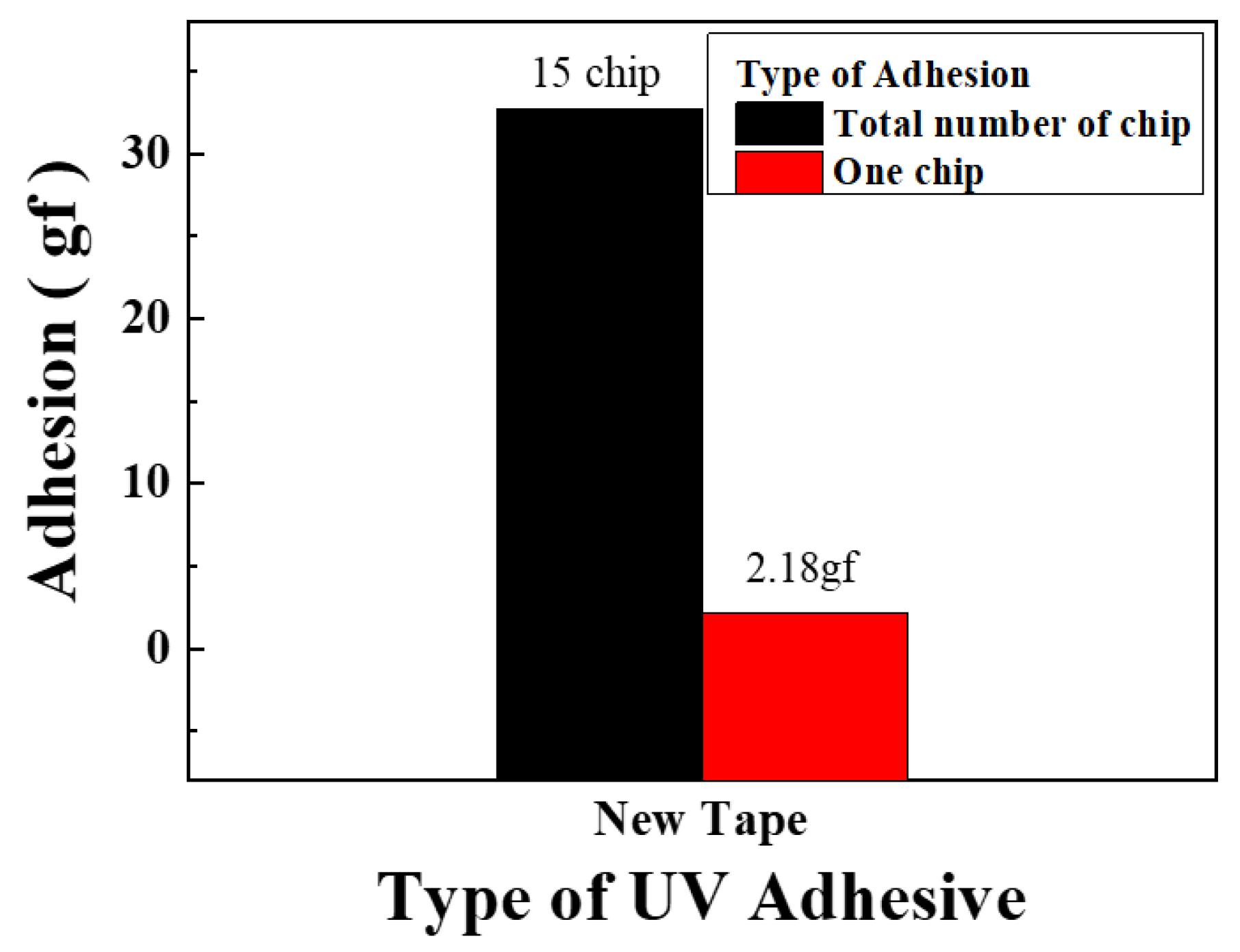
Figure 13.
Adhesive properties of film after UV curing measured at various temperatures.
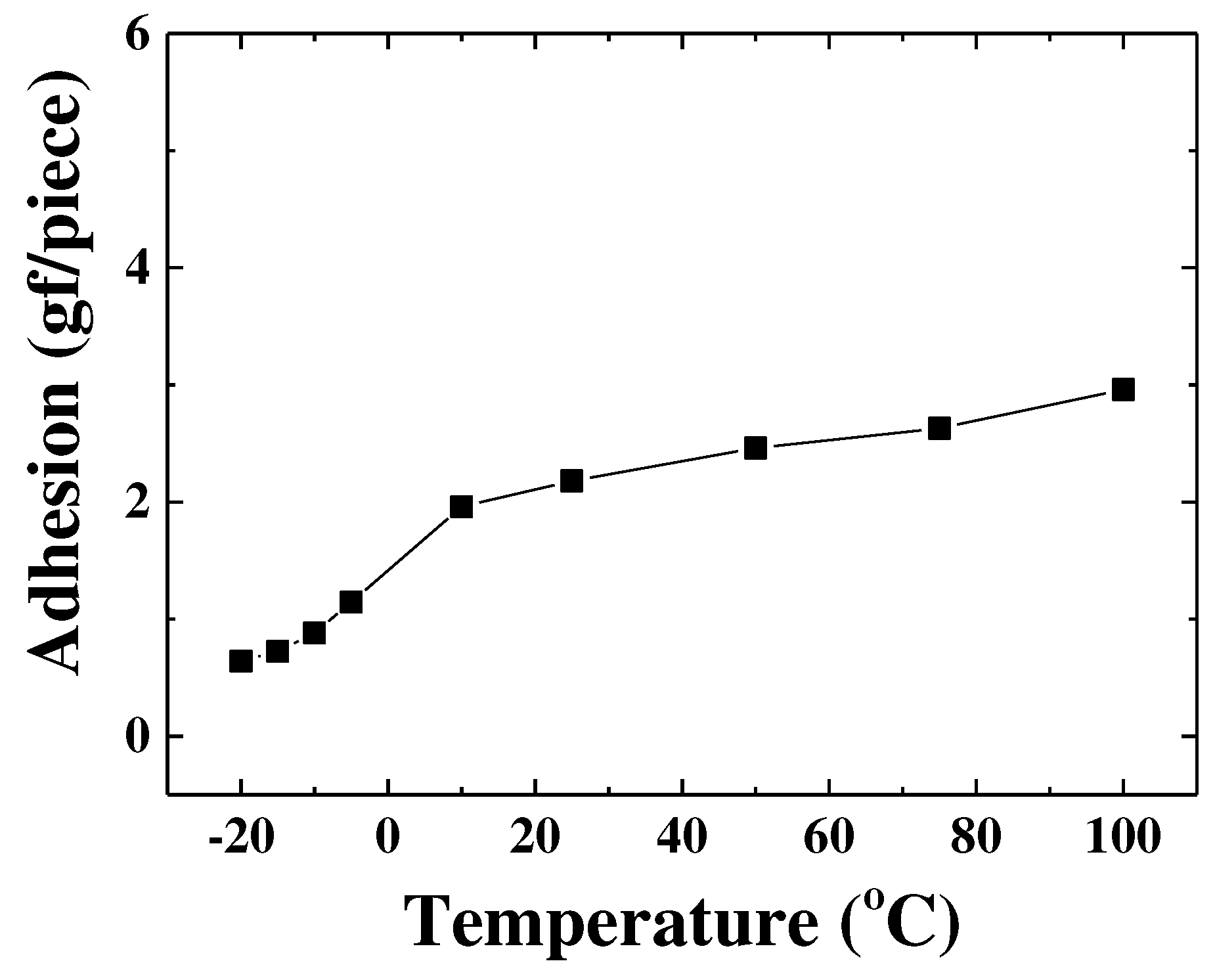
Figure 14.
The schematic structure of the monomer/polymer/crosslinker mixture before (left) and after (right) subjecting to a low temperature.
Figure 14.
The schematic structure of the monomer/polymer/crosslinker mixture before (left) and after (right) subjecting to a low temperature.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



