Submitted:
28 December 2023
Posted:
29 December 2023
You are already at the latest version
Abstract
Special machinery engineering is of great importance to the manufacturing industry and makes a comparatively large contribution to many economies. Digital transformation is already well advanced in many producing industries, and modern ICT technologies such as agents, service orientation, digital twins and artificial intelligence are being used with increasing success. In addition to improving specific product characteristics such as reliability or flexibility, the adoption of modern ICT technologies to ensure sustainability is being intensively discussed. So far, however, there has been little uptake of these technologies in the special machinery industry; sustainability receives little attention. This article examines in detail the reasons for and impediments to the adoption of modern ICT technologies based on a study among special machinery manufacturers. Observations of existing challenges were gathered during daily work, described in detail, and used to derive conclusions about causal barriers. From this, detailed requirements are derived to promote the adoption of modern ICT technologies in the special machinery engineering sector and, ultimately, to bring sustainability more into focus.
Keywords:
technology adoption
; special machinery
; sustainability
; ICT
; OEE
; study
1. Introduction
Already in the late 1980s, the Brundtland Commission's report "Our Common Future" [1] emphasized the responsibility of each generation toward future ones by stating that meeting present needs should not compromise the ability of future generations to meet their own needs. The commission called for every generation to act in fulfilling their obligations to future generations through altering development processes and results. The significance of promoting sustainable practices has never been greater than it is in the present day. But there is also a great opportunity for change today: The area of manufacturing has undergone substantial changes lately, with technological advancements in context of its digital transformation resulting in novel production techniques [2,3,4] and novel application and business opportunities by applying novel technology from the field of information and communication technology (ICT). Cyber-physical (production) systems, service-orientation, multi-agent systems, (industrial) artificial intelligence (AI), and digital twins have significant potential to enhance manufacturing in terms of fault-tolerance [5], reconfigurability [6,7,8], and availability [9,10].
Cyber-physical (production) systems [11,12] allow the communication between humans and machines to optimize processes, while service-orientation [13] enables systems to be accessed and integrated seamlessly. Multi-agent systems [14,15] enhance decision-making through the collaboration of independent agents with diverse expertise. Artificial Intelligence [16,17] supports the automation of complex and decision-intensive tasks [18,19,20] and, by that, can improve engineering and operation of production systems. Digital twins [21,22] unify access to digital models of physical assets and enable, inter alia, real-time monitoring and predicting system behavior. In a nutshell, various modern technologies possess the potential to improve the manufacturing industry, exhibiting significant potential to enhance manufacturing operations and businesses. Despite the inherent characteristics of technology and their potential beneficial impact on systems’ characteristics, cutting-edge technologies are crucial for sustainable development [23,24]. However, despite their potential benefits, the adoption in practice of these advanced technologies has been slow in many industries [25,26,27,28].
Sustainability holds paramount importance for present and future generations, modern technologies have the potential to enhance sustainability while providing further economic and applicative benefits, and various efforts for technological transfer and adoption are performed. Nevertheless, these modern technologies are not being widely adopted in special machinery. Investigating opportunities, challenges and barriers of technology adoption is a vivid research area [29,30,31,32,33,34,35,36]. The economic impact of special machinery engineering is significant in both Europe and globally, yet it has received little attention. The question remains unanswered: Why are these modern technologies not widely adopted despite their proven benefits and what can be done to facilitate their adoption? To address this question, a study was conducted to examine the challenges and barriers to the adoption of such advanced information and communication technologies to identify possible strategies to promote their use. The study was carried out among special machinery engineering companies and their customers with a focus on improving availability and overall equipment effectiveness.
The remainder of the paper is structured as follows: In Sect. 2, the overall problem statement is described and delineated in detail. Based on this, Sect. 3 briefly presents the study design. The fundamental features that distinguish between various sectors of machinery engineering are presented in Sect. 4 to facilitate a comprehensive understanding of special machinery, which is the foundation of this research.
The observations of the study in relation to the underlying research question are described in Sect. 5 and Sect. 6. Based on these described observations, requirements are derived which facilitate the application of modern technologies in special machinery engineering in Sect. 7. Finally, the paper is summarized and concluded in Sect. 8.
2. Problem Statement and Delimitation
Manufacturing companies purchase and operate machinery to create their products. Increased production of high-quality goods results in higher profits. Currently, machinery and equipment investments are made by manufacturing companies through purchasing. Alternative business schemes, such as pay-per-use, are uncommon. This holds especially true for specialized machinery that intends to automate specific (non-standard) technical processes for manufacturing certain goods. The greater the number of products that can be created over the years, the quicker the special machinery investment will pay off. To address the challenge of achieving optimal production output while maintaining satisfactory quality, Overall Equipment Effectiveness (OEE) is considered one of the most essential performance indicators in the industry.
Unplanned machine downtime can significantly affect production efficiency and OEE. Three key factors are influencing OEE: (machine) availability, (machine) performance, and (product) quality. The ultimate goal is to minimize downtime, as performance and quality cannot be delivered during when a machine is not operating, and, by that, it is essential for achieving optimal OEE. For this reason, this paper concentrates on the downtime reduction of special machines.
Modern technologies exhibit huge potential to significantly reduce unplanned downtimes [37]. The overall downtime can be separated into three major phases [38,39]: Failure recognition, failure cause identification, and troubleshooting. Failure recognition focuses on noticing a failure; failure cause identification deals with determining the root cause of a failure and related information to it; troubleshooting are the maintenance tasks that need to be performed to bring the machine up and running again.
As this paper focuses on unplanned downtime, the detection of failures is obvious and will not be considered further. Maintenance of the system is typically performed manually and exhibits potential for the application of modern technological advances like virtual or augmented reality applications for maintenance support [40]. However, the focus of this studies is on the automation control level of special machinery, so that maintenance tasks are not considered further.
Failure cause identification refers to the process of examining the root cause of a fault and its resulting malfunction. This investigation is usually carried out by machine operators or maintenance staff after a malfunction has occurred [41]. This type of maintenance is often referred to as reactive maintenance [40] and stands in contrast to proactive methods such as preventive [42,43] or predictive [9,44] maintenance, which seek to avoid potential faults before they happen. However, the current approaches cannot completely avoid machine failures and the necessity of reactive maintenance. In this context, various areas are researching sophisticated approaches, e.g., fault diagnosis and isolation [10], system diagnosis [45,46], or alarm management [47,48] including also alarm flood reduction [49,50]. Recent studies show that unplanned downtime costs manufacturers worldwide approximately $50 billion per year [51]. Accordingly, automated failure cause identification is essential to minimize downtime, and therefore the remainder of this paper focuses on exploring the possibilities of leveraging this.
In order to examine the question of failure cause identification in a sufficiently general way for all research areas and to avoid misinterpretations in connection with specific research areas, the term “failure cause identification” is used henceforth.
3. Study Design
As part of the study, multiple companies within the special machinery industry in Germany were surveyed to recognize the principal obstacles in the engineering of special machinery when utilizing modern techniques to locate failure causes and examine their fundamental origins.
The overall study methodology is depicted in Figure 1. In the course of the study design, a generalized phase model of the development and production of special machinery is used, which is followed by all considered companies. It should be noted that not all phases are necessarily carried out completely sequentially, as it is the case, e.g., in concurrent engineering. In case of larger special machinery, it might also be the case that individual machine parts may be in different phases. Nevertheless, the overall machine follows this process. To simplify the description, a sequential sequence of phases is used for the described without loss of general validity. This process is briefly introduced in the following.
The pre-project phase includes all organizational and contractual activities that are necessary for the agreement on the development and production of machinery between the special machinery manufacturer and its customer. This includes the sales and bidding phase, agreement on the content of the requirements and the machine concept, up to the conclusion of the contract.
In the engineering phase, based on the agreed requirements and the machine concept, a detailed development of all necessary disciplines, such as mechanics (including fluid mechanics), electrical engineering, and automation technology, of the special machinery is carried out. At the end of this phase, a complete model of all disciplines and system parts is available to represent a (complete) development image of the special machinery. The completeness, granularity and type of the models depend on the company’s individual process for (model-based) engineering.
The special machinery is then manufactured within the production phase1. At the end of this phase, the special machinery is ready to operate, with all requirements basically met, unless there are any change requests or requirements that have been inadvertently overlooked (which is a critical situation [52]).
The operation phase of a special machinery is where its performance is ultimately demonstrated. It is therefore the starting point of the study. The operational phase typically takes place in the customer's production facility. As such machines are often in operation for many years or even decades, depending on the product, (minor and major) challenges are usually observed either at the beginning during commissioning on site or after a longer period of operation. For this reason, the study made observations during commissioning and the subsequent period of operation, as well as after a longer period of operation (at least one year after commissioning).
The research encompasses over fifty special machines from various German engineering firms, employing a retrospective analysis method by first observing the machines during their operation before conducting comprehensive investigations on their engineering. The operational phase of each machine is critical to determining its ultimate performance, and therefore forms the starting point of the study.
Throughout the study, insights were gained from experienced employees of specialist machinery companies across various divisions including sales, automation software engineering, commissioning, and project management. In addition, the customers of the special machinery builders were also integrated into the study, whereby both employees from the departments for the procurement and installation of new special machinery and the operating personnel of the machines were accompanied and observed in their daily work to derive observations. In the study, over eighty experts were questioned regarding situational exposures and made observations to verify and deepen the problem understanding.
Despite being built and operated for a specific purpose and long periods, special machinery is prone to change due to various reasons [53]. However, for the purpose of this study, aspects, situations, or observations related to variability, reconfigurability, changeability, or evolvability were not considered. Moreover, solely machines that were designed and developed as special machinery, which automate discrete manufacturing processes were examined. If a machine is composed of even small components that perform continuous processes, as required in industries such as medical, pharmaceutical or food and beverage, neither these parts nor any dependencies on these machine parts were considered.
During the study, solely machines were considered, that were completely realized as unique special machinery automating discrete manufacturing processes. If a machine consists of (even small) components realizing kinds of continuous processes, as required in e.g., medical, pharmaceutical, or food & beverage industries, these parts were neither considered, nor were any dependencies on these machine parts considered.
As described above, only fully automated special machines were considered in the study. Machines with intensive human-machine cooperation, such as semi-automatic assembly, were also not considered. Nevertheless, special machinery, like any other machine, are a socio-technical system [54,55]. It interacts with the operator for various reasons, e.g., in the event of a malfunction, when selecting operating modes, for the necessary supply of consumables or also when monitoring machine operation. These machine parts and situations have certainly been considered, as they are potentially key situations in terms of a machine's OEE.
4. Characterization of Special Machinery Engineering
In the literature, mechanical engineering is often discussed in general terms. However, this general view and the resulting abstraction means that many engineering challenges are not considered or are not considered in a sufficiently differentiated way. For this reason, this section discusses a more detailed classification of engineering companies to be able to describe the challenges of special engineering and to differentiate them in the overall context.
Machine engineering companies can be classified according to their product portfolio, i.e., the heterogeneity of the machines produced, their technical system and the technical processes performed by the machine (cp. horizontal axis in Figure 2). Thereby, two major types of machine engineering companies can be distinguished: serial machines and special machinery. Special machinery builders are companies that are specialized in creating customized machines designed to perform specific tasks for a particular customer. These machines are often unique or built in very small quantities and are used in various industries such as aerospace, consumer products, medical, automotive or pharmaceuticals. On the other hand, serial machine builders are companies that produce machines in large quantities for a wider market. These machines are often designed to be mass-produced and may be used in a variety of industries. They are typically less specialized than machines produced by special machinery builders; instead, realizing a specific task or process often used in manufacturing or production lines such as packaging, bottling, slicing, etc.
Based on the product portfolio, a perspective on reuse is already implicit: the more homogeneous machines are, the more obvious is reuse. Thus, also the amount or extent of reuse. A product portfolio which is defined in advance, i.e., the number of machine variants are pre-defined, offers a great opportunity to consider differences and commonalities (and thus potentials for reuse) already during the development of the machines [56,57,58]. In contrast, special machinery engineering is a project-based built-to-order business, and therefore no (or only limited) awareness exists about the machines to be built next. For this reason, the engineering of special machinery typically has a different perspective on reuse, and in extreme cases, reuse is not the case. This fact is captured by the vertical axis in Figure 2.
In a nutshell, special machinery builders focus on producing unique, customized machines for a specific customer with focus on the customers’ requirements, while serial machine builders produce machines in large quantities for a wider market and fulfill pre-defined requirements by its product portfolio.
A product portfolio of series machines is not sufficient for every customer; however, requirements are met to a very large extent. In this case, customized adaptations of series machines are offered, often by independent organizational units or external service providers as project business (see adaptation direction of #1 in Figure 2). The direction of adaptation within the framework results from the adaptation strategy: If adaptations can be reused to the same extent as it is the case for series machines, the reuse level remains constant according to adaptation direction 1a. However, this is comparatively unlikely because, in this case, a corresponding adaptation would flow into the product portfolio in advance. Frequently in this case, an adaptation direction could be observed which reduces the reuse of the entire product, i.e., the series machine including customer-specific adaptations (adaptation direction 1b). This brings the overall solution closer to special machinery. An adaptation direction parallel to the vertical axis is an indicator for a change in the degree of reuse. A reduction of reuse is usually not done consciously (and is therefore visually greyed out in Figure 2); however, it occurs in the case of (regular or continuous) adaptations of a product portfolio without revisions [53,59].
An opposite situation arises in special machinery: To reduce the costs for special machinery, an increase in reuse is targeted to (ideally) achieve adaptation direction 2c. In practice, it can be observed that special machinery companies often focus on certain industries, processes, or technologies and, in this area, strive to sell machines several times that have already been developed. This results in a small series of machines within the special machinery manufacturing sector. If no additional mechanisms for reuse are introduced, the company follows adaptation direction 2b because reuse (e.g., identical components, machine design) increases proportionally to the size of the small series. In this case, any additional monetary benefits from the small series remain unused. If reuse is used, the special machine construction follows that of adaptation direction 2c.
In summary, machine builders, whether series machines or special machinery, are aiming for the sweet spot (position 3 in Figure 2) where both heterogeneities, i.e., also variability and reuse are maximized. Due to increasing (engineering) costs along the diagonal (dotted line) of the framework as well as differences in machine types and customer segments, the economical sweet spot has been determined individually for any company. Nevertheless, the framework is used to take stock of the situation of a company by locating it within the framework, hold discussions on possible directions for adaptation, to define goals and to carry out continuous monitoring of the company’s orientation. In the remainder of this paper, this framework is used to locate pain points and findings during the study and to be able to derive challenges from this argumentatively.
The higher the level of reuse, the easier it is to adopt new technologies, as economies of scale can be realized for any development and integration costs: A corresponding investment in the application of modern ICT of a reusable unit has to be made once (plus any further life-cycle costs such as maintenance and updating) and can then be used several times (without further adoption costs). The return on investment therefore depends on the number of times the reusable unit is used. This leads directly to another dependency on the turnover of a machine builder. As the number of units (in each observation period) increases, i.e., the number of machines produced and sold, any adoption costs for new technologies and developments can be implemented more cost-effectively due to economies of scale, or the costs of new developments per product can be reduced. As a result, the higher the sales volume, the more economically viable the investment costs. This also applies directly to the use of sustainable technologies - and to the sustainability of technology adoption. In a nutshell, the higher the sales volume of a machine building company – regardless of whether it produces series or special machinery – the more cost-effectively modern ICT can be adopted, and therefore the more sustainable it is.
By locating a company within the framework previously introduced, it is feasible to make immediate inferences regarding the cost-efficiency, technological adoption complexity, and, by that, sustainability.
5. Observations during Special Machinery Operation
In the course of the research question addressed in this paper, two important observations were made during the operation of special machines. These are described in the remainder of this section.
5.1. Multiple Alarms in Case of a Single Component Failure (Observation 1)
Multiple alarms occurred for most of the operational failures in all considered machines. Thereby, solely operational failures were considered, i.e., failures during automatic and productive operation of the machine. In other operational phases like start, stop or so-called empty runs2 as well as in other operating modes than automatic, e.g., manual or stepwise mode, the situation is different but not relevant regarding the focused research question. Such many alarms occurring in a short period of time is called an alarm flood [60]. In case of a malfunction, the operators must determine and eliminate the cause of the malfunction based on the available information, i.e., the visible situation of the technical system itself and the (multiple) alarm messages displayed. Due to the number of parallel occurring, active alarms, operators are hindered to directly identify the major information and are often overwhelmed, as identified also in literature [61].
5.2. Limited Reliable Identification of Actual Error or Root Cause (Observation 2)
Alarms and their textual representation (the so-called alarm messages) are an essential part of status monitoring of machines during operation. Among the considered special machinery, the alarm messages are the most important and major source of information for the operating personnel to interpret the meaning of the alarm. Accordingly, the alarm messages are the major communication channel between the special machinery and the operating personnel. In some considered cases, producing companies use additional IT systems like SCADA systems for monitoring (a bigger set) of machines or the overall production line. However, these systems only aggregate information provided by the machine itself and the alarm message remains the only single source of information for an alarm.
During the investigation throughout the study, it was discovered that, in presence of a failure, alarms exclusively (with a few exceptions) provide descriptive information about the expected state of the mechanical system which was (unexpectedly) not reached. In a few cases, the alarms and its textual representation did indicate the reached (failure) state itself. Consequently, operators and maintenance personnel are tasked with interpreting alarm statements and addressing resulting failures. Furthermore, a comprehensive understanding of the technical process of the special machinery is imperative to interpret the alarm messages, draw conclusions about the situation and identify the root cause.
Based on these observations, discussions were conducted during the study with customers of the special machinery manufacturers to assess the proficiency of responsible shop floor employees, i.e., individuals with operational responsibility for the machines being studied. It was found that there is significant variation in the expertise of responsible employees and in some instances, only certain shop floor employees possess extensive knowledge of a particular machine. Depending on the shift, for example during weekends or night shifts, these employees with specialized knowledge may only be available on call rather than on site. This results in a notable increase in machine downtime, ultimately leading to a significant decrease in overall equipment effectiveness.
In summary, this situation results in a greater variance in the time required for failure and cause identification [34], ultimately leading to high uncertainty of OEE. Moreover, the way how alarm messages are formulated exacerbates the negative impact.
6. Observations during special machinery engineering
To investigate the reasons for the observations made during machine operation (detailed in Sect. 5), the engineering and development procedure of special machinery was analyzed and posed in context of the research question. Thereby, four key observations were identified, which are described in the remainder of this section.
6.1. Special Machinery Engineering is Project Business (Observation 3)
Special machinery companies operate in a build-to-order business model that functions as individual projects. This approach was observed to have a wide-ranging impact during the study. The main objective of machinery projects is to ensure cost- and effort-efficiency, as with any other project-oriented business. Therefore, the primary focus is on the essential functionalities necessary for operation. Customers prioritize performance requirements of the special machinery, such as output and availability. The requirement specifications of the companies analyzed in the study, with some exceptions, only considered a technical perspective and did not consider socio-technical aspects. In the context of failure cause identification, this indicates that little attention is on an efficient integration of human personnel into the technical processes of (highly automated) special machinery. Due to the project and cost pressure, time-consuming analyses (e.g. FMEA) or simulations are only carried out selectively as required.
6.2. Reuse of Components and Project-specific Design (Observation 4)
Considered special machinery companies engineer most, if not all, of the specialized machinery, incorporating mechanical, electrical, and automation software engineering. Thereby, they are covering all relevant aspects of a mechatronic system. The solution space encompasses a broad range of components, from small-scale electrical elements such as sensors and actuators, to mechanical components like screws and clamps, and fluid mechanical parts like compressors and hose systems. Additionally, special machinery companies taking the role of system integrators by integrating complex mechatronic systems such as multi-axis and SCARA robots, camera arrays, laser systems, and multi-carrier transport systems, as well as serial machines designed for special purposes, like packaging applications. The composition of these numerous components into special machinery is largely unique and varies based on the product to be produced, customer demands and technical limitations.
In this context, modularization is critical to machine and plant automation and is a lively research area [62,63,64,65,66]. It addresses challenges related to the module's appropriate granularity and how different disciplines involved in modularization are considered. The research also observed similar discussions within companies, leading to discourse on the module's suitable granularity. In general, it was observed that it was not possible to answer the question of a suitable granularity of reusable modules unambiguously. However, there was consensus that an increasing heterogeneity of machines within a company leads to a greater number of project-specific adaptations of the modules. Conversely, a low granularity of the modules results in a smaller number of project-specific adaptations. However, the proportion of development geared towards a specific project expands because of the particular arrangement of the modules.
In a nutshell, modularity is an important topic in special machinery engineering. The more heterogeneous the developed and produced special machinery, the more finely granulated modules predominate in terms of reusability. Particularly in the considered special machinery sector, smaller modules are predominantly used; in some cases, however, these are combined to form more coarse-grained modules (in the case of a somewhat more homogeneous machine portfolio).
As modularity is directly related to reuse, this influences the failure cause identification as considered in this paper. While (additional) investment is typically made in the design and implementation of suitable modules due to expected economies of scale, this is only possible to a limited extent for project-specific parts of special machinery. During the study, it was identified that additional logic for error and alarm management (including the aggregation of alarms considering technical dependencies) was mostly implemented inside modules (regardless of their granularity) and limited within project-specific (custom) parts. In the further course of the study, the hypothesis was confirmed that, in principle, a relation between the granularity of the modules and the number of simultaneously occurring alarms in case of a failure exist, i.e. there is (some kind) a statistical and causal connection between to observation 1 (cf. Sect. 5.1). This was confirmed by experts; however, a quantitative analysis could not be carried out in the study and remains open for future investigations.
6.3. Multiple Use of Alarms (Observation 5)
Motivated by the limited informative value of alarm messages (see Sect. 5.2), the cause was investigated in the engineering phase. In addition to the challenge that alarm messages originate to a not inconsiderable extent from the project-specific implementation (cf. Sect. 6.2), the study also found that alarm messages are intended for many different stakeholders and different use cases and therefore do not originally and exclusively focus on identifying the causes of failures.
For example, alarm messages are often used as logging statements that are relevant for different applications, e.g., for monitoring purposes during commissioning (i.e., the production phase) and operation, for medium-term statistical analysis and reporting (e.g., weekly) during operation. In this context, the alarm statements (as described in Sect. 5.2) are well suited and in line with the objective. Nevertheless, the informative content for identifying the root cause is limited.
6.4. Gap between Operational Expertise and novel Technologies (Observation 6)
The demands of cost and time efficiency in the engineering of special machinery (cf. Sect. 6.1) place significant pressure on involved engineers. The study revealed a high level of expertise across all engineering departments and disciplines in core competencies such as mechanical, electrical, and automation software engineering. Company-wide standards and best practices foster a shared understanding among the involved engineers. To ensure quick acclimation for new staff and ample access to necessary expertise, engineering departments prioritize objective processing. Popular software platforms, such as those for automation software, are commonly chosen for this reason, as customers often require sustained investment security and maintainability for special machinery.
Digital transformation is commonly approached from an organizational standpoint by either expanding the IT department's area of responsibility or establishing a new digital operations department [67,68,69]. These organizational units aim to develop new digital products and enhance internal value creation. Accordingly, company-wide sustainability initiatives are typically also located there and, by that, there departments accountable for the digital transformation could serve as the cornerstone for adopting and integrating modern ICT and sustainability.
Even though there may be specialists in technologies such as service orientation, multi-agent systems, artificial intelligence, and digital twin (usually working within digital transformation and sustainability initiatives), they are uncommon and more likely the exception in operational business units.
7. Requirements for Alarm Management in Special Machinery Engineering
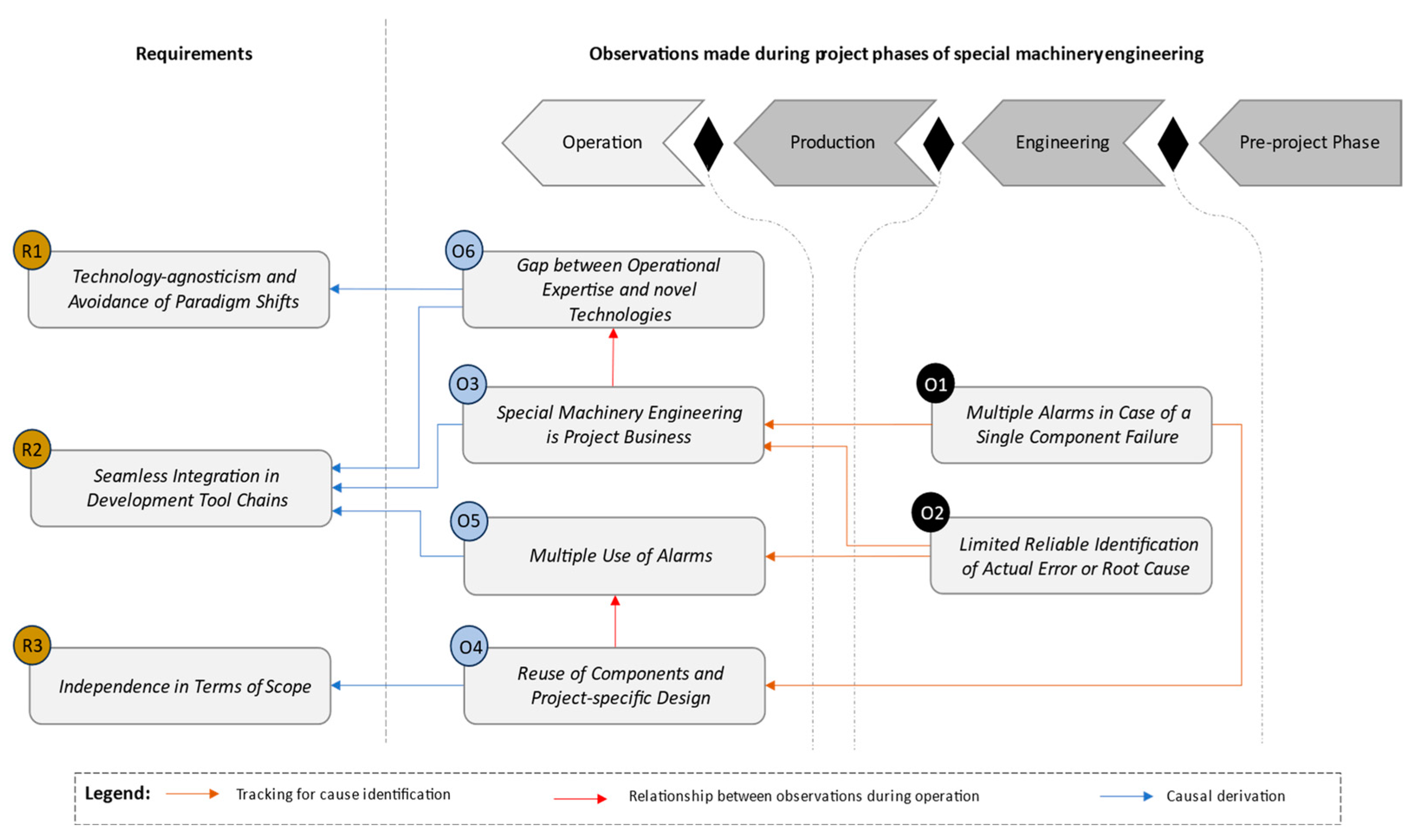
Based on the observations described in Sect. 5 and Sect. 6, there are essential requirements for the use of intelligent manufacturing technologies to identify the causes of failures and thus improve OEE in special machinery engineering. A pertinent approach to alarm management incorporates in the design of special machinery throughout its lifecycle, especially in the design and operational stages, as per observations 1, 2, and 5. But because of the constraints of special machinery engineering (cf. Sect. 4), they have not yet been extensively applied. In the following, three fundamental requirements are presented whose fulfillment can enhance the utilization of modern approaches, particularly for the identification of failure causes in special machinery engineering. The detailed correlation between observations and requirements is illustrated in Figure 3.
7.1. Technology-agnosticism and Avoidance of Paradigm Shifts (Requirement 1)
Lack of expertise and knowledge, as well as resistance to paradigm shifts, hinder the adoption of most modern technologies, as demonstrated in observation 6. The adoption of new technologies or paradigms in operational business units, such as engineering, encounters substantial hurdles to realizing potential benefits. These include, for now, a severe reduction in project performance, costly training requirements, and a shortage of experts proficient in both the given engineering discipline and the innovative technology.
Therefore, it is necessary to adopt a technology-agnostic approach that permits the use of contemporary technologies without having to modify current and effective procedures, work methods, technologies, platforms, and paradigms. The application and deployment of modern technologies should not substantially affect the operational business and remain (to the maximum extent possible) uninfluenced by any modifications within operational realms, such as digital transformation.
7.2. Seamless Integration in Development Tool Chains (Requirement 2)
To address observations 3, 5, and 6 while complying with requirement 1, it is necessary to integrate or meaningfully coupling of modern technological approaches with existing commercial tools. A best-of-breed approach is commonly utilized in the engineering of special machinery, involving the use of tools from various vendors during engineering. As a result, a dedicated tool or framework must be capable of automatically extracting information from the utilized tools and adjusting designs, such as MCAD, ECAD, and automation software, within them. Additionally, it should enrich the existing information available in these tools.
Since not all necessary information for implementing modern technology may be readily available due to complexity or availability, operational experts may need to add supplementary data. However, this approach must be used sparingly and with caution due to the direct impact it may have on project costs in the field of special machinery engineering. Integrating the entire value chain beyond the machinery engineering firm would be advantageous. By seamlessly integrating supplier information, the need for manual addition of information still present in supplying companies can be avoided (cf. observations 3 and 4). Thus, this approach would serves as a bridge between digital expertise, utilizing modern technologies, and operational excellence.
7.3. Independence in Terms of Scope (Requirement 3)
The granularity of modules and the way modularity is used may differ depending on the product portfolio and the maturity of the internal standardization as discussed in Sect. 6.2 (observation 4). Especially, there is no common approach either using modules in any discipline or using mechatronic modules. Accordingly, a universally applicable approach should not set any premises regarding modularization and, by that, should be independent of any kind of modularization.
Based on this, an adequate approach should be able to describe, handle, manage or reason about any kind of design fragment during engineering, i.e., mechanical elements, and their mechanical compositions, automation software building blocks and their composition, etc., almost effortlessly.
8. Summary and Outlook
The paper addresses the question of why existing approaches in the context of intelligent manufacturing systems and associated modern ICT such as service-orientation, multi-agent systems, artificial intelligence, or digital twins have so far had little presence in the industrial practice of special machinery engineering. Towards this question, a study was conducted among German special machinery builders and their customers focusing on the application of these technologies to increase OEE. Throughout the paper, six key observations are described and discussed in detail. Based on the observations made during the operation phase of special machinery, investigations were carried out in the development phase for identifying possible causes. Based on these observations, three essential requirements were derived, which could be understood as main obstacles to the adaptation of modern (manufacturing) technologies in special machinery. Increasing the use of modern technologies can ultimately improve sustainability. Based on the findings of the study presented here and its results, further measures can be taken to counteract the observations described. The proposed framework for the characterization of machine engineering companies can serve as a first indicator which requirements are of particular importance.
The next step in the future will be a systematic analysis of existing approaches and frameworks in order to examine their degree of maturity with regard to application in special machinery engineering. The observations and requirements presented here will serve as a starting point. Further research is needed to identify additional barriers to the use of modern technologies in mechanical engineering that go beyond the improvement of OEE discussed here with a focus on failure cause identification. Existing maturity measures will be analyzed to extend the framework and provide for providing an easy-to-use methodological sound approach for strategic alignment of digital transformation in special machinery.
| 1 | The authors are aware that the operating phase is often also referred to as the production phase. This terminology has been chosen by the authors to clarify the perspective of the special machinery builder and to delineate the operating phase as well as possible. |
| 2 | An empty run of manufacturing machines is used to finalize production without creating production waste by manufacturing goods still started and located within the machine but do not start the manufacturing of novel ones. |
References
- World Commission on Environment and Development Our Common Future; Oxford paperbacks; Oxford University Press Oxford: Oxford, 1987; ISBN 0-19-282080-X.
- Trentesaux, D.; Borangiu, T.; Thomas, A. Emerging ICT Concepts for Smart, Safe and Sustainable Industrial Systems. Computers in Industry 2016, 81, 1–10. [Google Scholar] [CrossRef]
- Tao, F.; Qi, Q. New IT Driven Service-Oriented Smart Manufacturing: Framework and Characteristics. IEEE Trans. Syst. Man Cybern, Syst. 2019, 49, 81–91. [Google Scholar] [CrossRef]
- Chaudhari, R.; Shah, V.; Khanna, S.; Abhishek, K.; Vora, J. A Review on Key Technologies of Industry 4.0 in Manufacturing Sectors. In Recent Advances in Mechanical Infrastructure; Parwani, A.K., Ramkumar, Pl., Abhishek, K., Yadav, S.K., Eds.; Springer Nature Singapore: Singapore, 2022; pp. 417–426 ISBN 9789811676598.
- Piardi, L.; Leitão, P.; Costa, P.; De Oliveira, A.S. Fault-Tolerance in Cyber-Physical Systems Using Holonic Multi-Agent Systems. In Service Oriented, Holonic and Multi-agent Manufacturing Systems for Industry of the Future; Borangiu, T., Trentesaux, D., Leitão, P., Cardin, O., Joblot, L., Eds.; Springer International Publishing: Cham, 2022; Vol. 1034, pp. 51–63 ISBN 978-3-030-99107-4.
- Matei, A.; Pirvu, B.C.; Petruse, R.E.; Candea, C.; Zamfirescu, B.C. Designing a Multi-Agent Control System for a Reconfigurable Manufacturing System. In Service Oriented, Holonic and Multi-Agent Manufacturing Systems for Industry of the Future; Borangiu, T., Trentesaux, D., Leitão, P., Eds.; Springer, 2023; Vol. 1083, pp. 434–445 ISBN 978-3-031-24290-8.
- Legat, C.; Vogel-Heuser, B. A Configurable Partial-Order Planning Approach for Field Level Operation Strategies of PLC-Based Industry 4.0 Automated Manufacturing Systems. Engineering Applications of Artificial Intelligence 2017, 66, 128–144. [Google Scholar] [CrossRef]
- Napoleone, A.; Negri, E.; Macchi, M.; Pozzetti, A. How the Technologies Underlying Cyber-Physical Systems Support the Reconfigurability Capability in Manufacturing: A Literature Review. International Journal of Production Research 2023, 61, 3122–3144. [Google Scholar] [CrossRef]
- Aivaliotis, P.; Georgoulias, K.; Chryssolouris, G. The Use of Digital Twin for Predictive Maintenance in Manufacturing. International Journal of Computer Integrated Manufacturing 2019, 32, 1067–1080. [Google Scholar] [CrossRef]
- Iqbal, R.; Maniak, T.; Doctor, F.; Karyotis, C. Fault Detection and Isolation in Industrial Processes Using Deep Learning Approaches. IEEE Trans. Ind. Inf. 2019, 15, 3077–3084. [Google Scholar] [CrossRef]
- Cardin, O. Classification of Cyber-Physical Production Systems Applications: Proposition of an Analysis Framework. Computers in Industry 2019, 104, 11–21. [Google Scholar] [CrossRef]
- Karnouskos, S.; Ribeiro, L.; Leitao, P.; Luder, A.; Vogel-Heuser, B. Key Directions for Industrial Agent Based Cyber-Physical Production Systems. In Proceedings of the 2019 IEEE International Conference on Industrial Cyber Physical Systems (ICPS); IEEE, May 2019; pp. 17–22.
- Jiang, Z.-Z.; Feng, G.; Yi, Z.; Guo, X. Service-Oriented Manufacturing: A Literature Review and Future Research Directions. Front. Eng. Manag. 2022, 9, 71–88. [Google Scholar] [CrossRef]
- Bao, G.; Ma, L.; Yi, X. Recent Advances on Cooperative Control of Heterogeneous Multi-Agent Systems Subject to Constraints: A Survey. Systems Science & Control Engineering 2022, 10, 539–551. [Google Scholar] [CrossRef]
- Răileanu, S.; Borangiu, T. A Review of Multi-Agent Systems Used in Industrial Applications. In Service Oriented, Holonic and Multi-Agent Manufacturing Systems for Industry of the Future; Borangiu, T., Trentesaux, D., Leitão, P., Eds.; Springer International Publishing: Cham, 2023; Vol. 1083, pp. 3–22 ISBN 978-3-031-24290-8.
- Nti, I.K.; Adekoya, A.F.; Weyori, B.A.; Nyarko-Boateng, O. Applications of Artificial Intelligence in Engineering and Manufacturing: A Systematic Review. J Intell Manuf 2022, 33, 1581–1601. [Google Scholar] [CrossRef]
- Lee, J.; Singh, J.; Azamfar, M. Industrial Artificial Intelligence. 2019. [CrossRef]
- Elbasheer, M.; Longo, F.; Nicoletti, L.; Padovano, A.; Solina, V.; Vetrano, M. Applications of ML/AI for Decision-Intensive Tasks in Production Planning and Control. Procedia Computer Science 2022, 200, 1903–1912. [Google Scholar] [CrossRef]
- Patel, A.R.; Ramaiya, K.K.; Bhatia, C.V.; Shah, H.N.; Bhavsar, S.N. Artificial Intelligence: Prospect in Mechanical Engineering Field—A Review. In Data Science and Intelligent Applications; Kotecha, K., Piuri, V., Shah, H.N., Patel, R., Eds.; Lecture Notes on Data Engineering and Communications Technologies; Springer Singapore: Singapore, 2021; Vol. 52, pp. 267–282 ISBN 9789811544736.
- Schrader, E.; Bernijazov, R.; Foullois, M.; Hillebrand, M.; Kaiser, L.; Dumitrescu, R. Examples of AI-Based Assistance Systems in Context of Model-Based Systems Engineering. In Proceedings of the 2022 IEEE International Symposium on Systems Engineering (ISSE); IEEE: Vienna, Austria, October 24 2022; pp. 1–8.
- Ashtari Talkhestani, B.; Jung, T.; Lindemann, B.; Sahlab, N.; Jazdi, N.; Schloegl, W.; Weyrich, M. An Architecture of an Intelligent Digital Twin in a Cyber-Physical Production System. at - Automatisierungstechnik 2019, 67, 762–782. [Google Scholar] [CrossRef]
- Jacoby, M.; Usländer, T. Digital Twin and Internet of Things—Current Standards Landscape. Applied Sciences 2020, 10, 6519. [Google Scholar] [CrossRef]
- Al-Emran, M. Beyond Technology Acceptance: Development and Evaluation of Technology-Environmental, Economic, and Social Sustainability Theory. Technology in Society 2023, 75, 102383. [Google Scholar] [CrossRef]
- Papagiannidis, S.; Marikyan, D. Environmental Sustainability: A Technology Acceptance Perspective. International Journal of Information Management 2022, 63, 102445. [Google Scholar] [CrossRef]
- Jan, Z.; Ahamed, F.; Mayer, W.; Patel, N.; Grossmann, G.; Stumptner, M.; Kuusk, A. Artificial Intelligence for Industry 4.0: Systematic Review of Applications, Challenges, and Opportunities. Expert Systems with Applications 2023, 216, 119456. [Google Scholar] [CrossRef]
- Ghobakhloo, M.; Iranmanesh, M.; Vilkas, M.; Grybauskas, A.; Amran, A. Drivers and Barriers of Industry 4.0 Technology Adoption among Manufacturing SMEs: A Systematic Review and Transformation Roadmap. JMTM 2022, 33, 1029–1058. [Google Scholar] [CrossRef]
- Elhusseiny, H.M.; Crispim, J. SMEs, Barriers and Opportunities on Adopting Industry 4.0: A Review. Procedia Computer Science 2022, 196, 864–871. [Google Scholar] [CrossRef]
- Aarstad, A.; Saidl, M. Barriers to Adopting AI Technology in SMEs. Master Thesis, Copenhagen Business School, 2019.
- Su, C.-W.; Xie, Y.; Shahab, S.; Faisal, Ch.M.N.; Hafeez, M.; Qamri, G.M. Towards Achieving Sustainable Development: Role of Technology Innovation, Technology Adoption and CO2 Emission for BRICS. IJERPH 2021, 18, 277. [Google Scholar] [CrossRef]
- Choi, H.J. Technology Transfer Issues and a New Technology Transfer Model. JOTS 2009, 35, 49–57. [Google Scholar] [CrossRef]
- Bradley, S.R. Models and Methods of University Technology Transfer. FNT in Entrepreneurship 2013, 9, 571–650. [Google Scholar] [CrossRef]
- Craiut, L.; Bungau, C.; Bungau, T.; Grava, C.; Otrisal, P.; Radu, A.-F. Technology Transfer, Sustainability, and Development, Worldwide and in Romania. Sustainability 2022, 14, 15728. [Google Scholar] [CrossRef]
- Prause, M. Challenges of Industry 4.0 Technology Adoption for SMEs: The Case of Japan. Sustainability 2019, 11, 5807. [Google Scholar] [CrossRef]
- Merhi, M.I.; Harfouche, A. Enablers of Artificial Intelligence Adoption and Implementation in Production Systems. International Journal of Production Research 2023, 1–15. [Google Scholar] [CrossRef]
- Senna, P.P.; Ferreira, L.M.D.F.; Barros, A.C.; Bonnín Roca, J.; Magalhães, V. Prioritizing Barriers for the Adoption of Industry 4.0 Technologies. Computers & Industrial Engineering 2022, 171, 108428. [Google Scholar] [CrossRef]
- Darbanhosseiniamirkhiz, M.; Wan Ismail, W.K. Advanced Manufacturing Technology Adoption in SMEs: An Integrative Model. Journal of Technology Management & Innovation 2012, 7, 112–120. [Google Scholar] [CrossRef]
- Mattioli, J.; Perico, P.; Robic, P.-O. Improve Total Production Maintenance with Artificial Intelligence. In Proceedings of the 2020 Third International Conference on Artificial Intelligence for Industries (AI4I); IEEE: Irvine, CA, USA, September 2020; pp. 56–59.
- Pomorski, T. Managing Overall Equipment Effectiveness [OEE] to Optimize Factory Performance. In Proceedings of the 1997 IEEE International Symposium on Semiconductor Manufacturing Conference; IEEE: San Francisco, CA, USA, 1997; pp. A33–A36.
- Chaurey, S.; Kalpande, S.D.; Gupta, R.C.; Toke, L.K. A Review on the Identification of Total Productive Maintenance Critical Success Factors for Effective Implementation in the Manufacturing Sector. JQME 2023, 29, 114–135. [Google Scholar] [CrossRef]
- Swanson, L. Linking Maintenance Strategies to Performance. International Journal of Production Economics 2001, 70, 237–244. [Google Scholar] [CrossRef]
- Kottre, A.; Scholer, T.; Legat, C. Leveraging Semantic-Based Root Cause Analysis with Alarm Flood Reduction. 22nd IFAC World Congress 2023 2023.
- Wan, J.; Tang, S.; Li, D.; Wang, S.; Liu, C.; Abbas, H.; Vasilakos, A.V. A Manufacturing Big Data Solution for Active Preventive Maintenance. IEEE Trans. Ind. Inf. 2017, 13, 2039–2047. [Google Scholar] [CrossRef]
- Basri, E.I.; Abdul Razak, I.H.; Ab-Samat, H.; Kamaruddin, S. Preventive Maintenance (PM) Planning: A Review. JQME 2017, 23, 114–143. [Google Scholar] [CrossRef]
- Zonta, T.; Da Costa, C.A.; Da Rosa Righi, R.; De Lima, M.J.; Da Trindade, E.S.; Li, G.P. Predictive Maintenance in the Industry 4.0: A Systematic Literature Review. Computers & Industrial Engineering 2020, 150, 106889. [Google Scholar] [CrossRef]
- Hubauer, T.M.; Legat, C.; Seitz, C. Empowering Adaptive Manufacturing with Interactive Diagnostics: A Multi-Agent Approach. In Advances on Practical Applications of Agents and Multiagent Systems; Demazeau, Y., Pěchoucěk, M., Corchado, J.M., Pérez, J.B., Eds.; Springer Berlin Heidelberg: Berlin, Heidelberg, 2011; Vol. 88, pp. 47–56 ISBN 978-3-642-19874-8.
- Hossayni, H.; Khan, I.; Aazam, M.; Taleghani-Isfahani, A.; Crespi, N. SemKoRe: Improving Machine Maintenance in Industrial IoT with Semantic Knowledge Graphs. Applied Sciences 2020, 10, 6325. [Google Scholar] [CrossRef]
- Simonson, R.J.; Keebler, J.R.; Blickensderfer, E.L.; Besuijen, R. Impact of Alarm Management and Automation on Abnormal Operations: A Human-in-the-Loop Simulation Study. Applied Ergonomics 2022, 100, 103670. [Google Scholar] [CrossRef]
- Tamascelli, N.; Paltrinieri, N.; Cozzani, V. Predicting Chattering Alarms: A Machine Learning Approach. Computers & Chemical Engineering 2020, 143, 107122. [Google Scholar] [CrossRef]
- Wilch, J.; Vogel-Heuser, B.; Mager, J.; Cendelín, R.; Fett, T.; Hsieh, Y.-M.; Cheng, F.-T. A Distributed Framework for Knowledge-Driven Root-Cause Analysis on Evolving Alarm Data – An Industrial Case Study. IEEE Robot. Autom. Lett. 2023, 1–8. [Google Scholar] [CrossRef]
- Kottre, A.; Schöler, T.; Legat, C. Applying Engineering Knowledge in Alarm Flood Reduction to Reduce Machine Downtime. IFAC-PapersOnLine 2022, 55, 54–59. [Google Scholar] [CrossRef]
- Coleman, C.; Damodaran, S.; Deuel, E. Predictive Maintenance and the Smart Factory; Deloitte, 2017;
- Gisi, M.; Schöler, T.; Legat, C. Automatic Identification of Requirements from Specification in Special Machinery Engineering: A Human-in-the-Loop Classification Approach. In Proceedings of the 2023 IEEE 28th International Conference on Emerging Technologies and Factory Automation (ETFA); IEEE: Sinaia, Romania, September 12 2023; pp. 1–6.
- Vogel-Heuser, B.; Fay, A.; Schaefer, I.; Tichy, M. Evolution of Software in Automated Production Systems: Challenges and Research Directions. J. Syst. Softw. 2015, 110, 54–84. [Google Scholar] [CrossRef]
- Sony, M.; Naik, S. Industry 4.0 Integration with Socio-Technical Systems Theory: A Systematic Review and Proposed Theoretical Model. Technology in Society 2020, 61, 101248. [Google Scholar] [CrossRef]
- Davies, R.; Coole, T.; Smith, A. Review of Socio-Technical Considerations to Ensure Successful Implementation of Industry 4.0. Procedia Manufacturing 2017, 11, 1288–1295. [Google Scholar] [CrossRef]
- Eriksson, M.; Börstler, J.; Borg, K. Managing Requirements Specifications for Product Lines – An Approach and Industry Case Study. Journal of Systems and Software 2009, 82, 435–447. [Google Scholar] [CrossRef]
- Feldmann, S.; Vogel-Heuser, B. Interdisciplinary Product Lines to Support the Engineering in the Machine Manufacturing Domain. International Journal of Production Research 2017, 55, 3701–3714. [Google Scholar] [CrossRef]
- Kowal, M.; Ananieva, S.; Thüm, T.; Schaefer, I. Supporting the Development of Interdisciplinary Product Lines in the Manufacturing Domain. IFAC-PapersOnLine 2017, 50, 4336–4341. [Google Scholar] [CrossRef]
- Dong, Q.H.; Ocker, F.; Vogel-Heuser, B. Technical Debt as Indicator for Weaknesses in Engineering of Automated Production Systems. Prod. Eng. Res. Devel. 2019, 13, 273–282. [Google Scholar] [CrossRef]
- ANSI/ISA-18.2 - Management of Alarm Systems for the Process Industries 2016.
- Dunn, D.G.; Sands, N.P. ISA-SP18 - Alarm Systems Management and Design Guide. In Proceedings of the ISA EXPO 2005.
- Fischer, J.; Vogel-Heuser, B.; Huber, C.; Felger, M.; Bengel, M. Reuse Assessment of IEC 61131-3 Control Software Modules Using Metrics – An Industrial Case Study. In Proceedings of the 2021 IEEE 19th International Conference on Industrial Informatics; IEEE, July 21 2021; pp. 1–8.
- Askhøj, C.; Christensen, C.K.F.; Mortensen, N.H. Cross Domain Modularization Tool: Mechanics, Electronics, and Software. Concurrent Engineering 2021, 29, 221–235. [Google Scholar] [CrossRef]
- Legat, C.; Steden, F.; Feldmann, S.; Weyrich, M.; Vogel-Heuser, B. Co-Evolution and Reuse of Automation Control and Simulation Software: Identification and Definition of Modification Actions and Strategies. In Proceedings of the IECON 2014 - 40th Annual Conference of the IEEE Industrial Electronics Society; IEEE: Dallas, TX, USA, October 2014; pp. 2525–2531.
- Sharma, S.; Fadhlillah, H.S.; Gutiérrez Fernández, A.M.; Rabiser, R.; Zoitl, A. Modularization Technique to Support Software Variability in Cyber-Physical Production Systems. In Proceedings of the Proceedings of the 17th International Working Conference on Variability Modelling of Software-Intensive Systems; ACM: Odense Denmark, January 25 2023; pp. 71–76.
- Homay, A.; Wollschlaeger, M.; De Sousa, M.; Zoitl, A. Impact of Modularization and Coupling on the Complexity of Industrial Control and Automation Systems. In Proceedings of the 2022 IEEE 27th International Conference on Emerging Technologies and Factory Automation (ETFA); IEEE: Stuttgart, Germany, September 6 2022; pp. 1–7.
- Ghobakhloo, M.; Iranmanesh, M. Digital Transformation Success under Industry 4.0: A Strategic Guideline for Manufacturing SMEs. JMTM 2021, 32, 1533–1556. [Google Scholar] [CrossRef]
- Battistoni, E.; Gitto, S.; Murgia, G.; Campisi, D. Adoption Paths of Digital Transformation in Manufacturing SME. International Journal of Production Economics 2023, 255, 108675. [Google Scholar] [CrossRef]
- Jones, M.D.; Hutcheson, S.; Camba, J.D. Past, Present, and Future Barriers to Digital Transformation in Manufacturing: A Review. Journal of Manufacturing Systems 2021, 60, 936–948. [Google Scholar] [CrossRef]
Figure 1.
Overview of the study design.
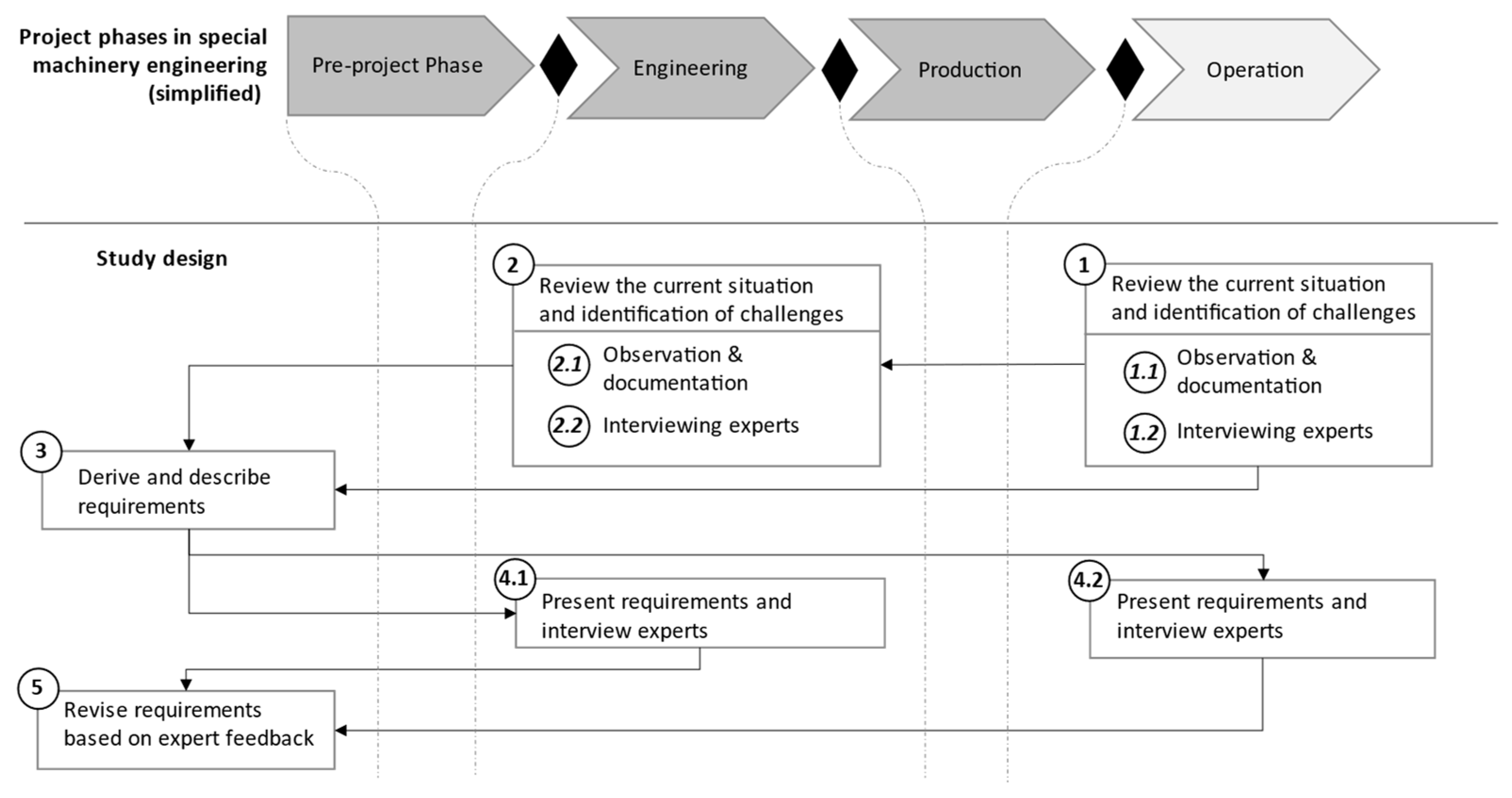
Figure 2.
Framework for characterizing machine building companies.
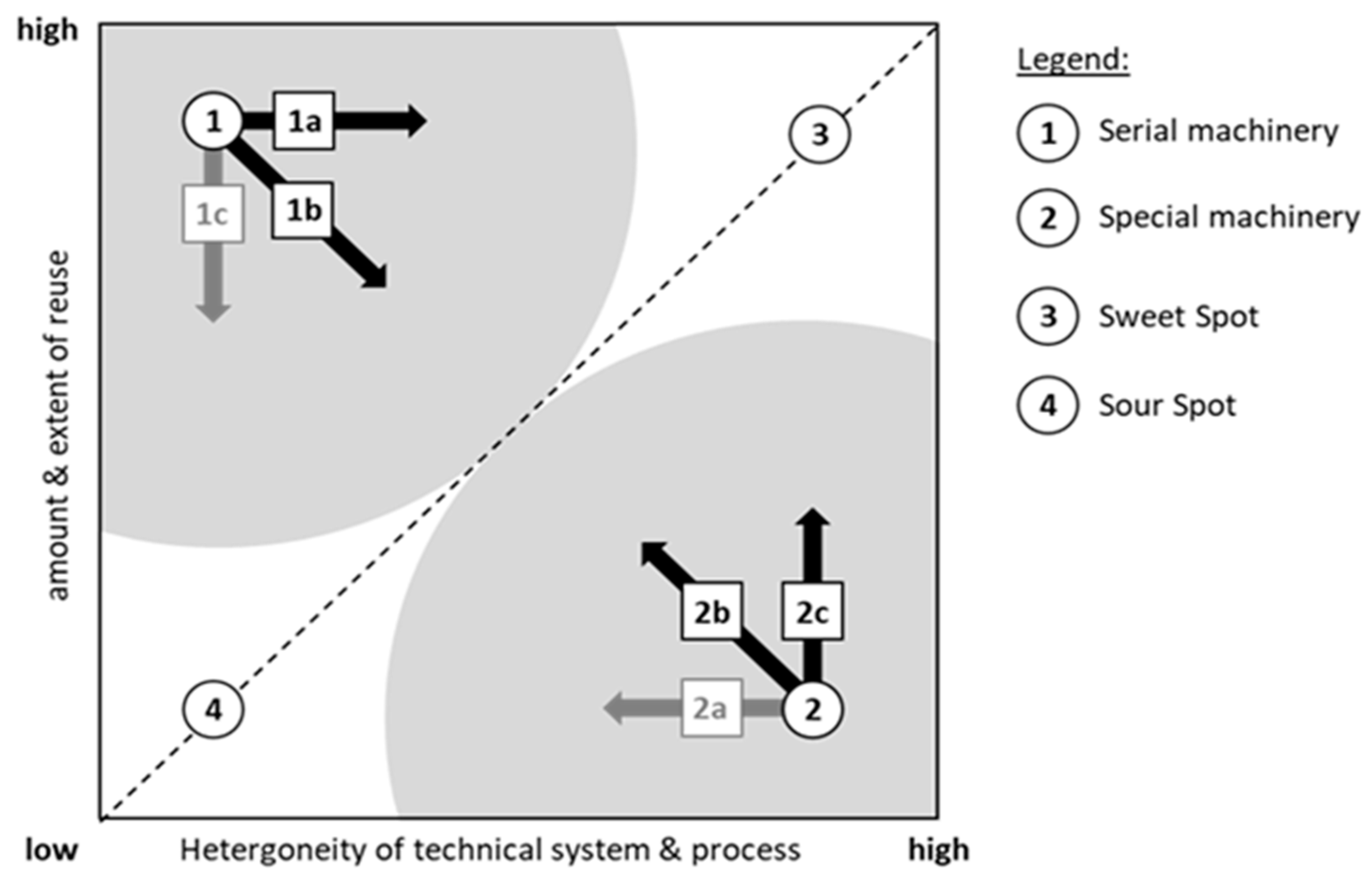
Figure 3.
Relationship between observations of the study and derived requirements.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



