Submitted:
27 December 2023
Posted:
29 December 2023
You are already at the latest version
Abstract
Vibro-fluidized dry coal beneficiation involves the unavoidable mixing of -1 mm coal dust into the fluidized bed, which compromises the stability and homogeneity of the bed density and reduces the effectiveness of fine-grained coal separation. In order to understand the features of coal powder separation and mixing (-1 mm) in a vibrating fluidized bed, as well as to achieve a uniform and stable bed density, a wide-grained dense medium consisting of -1 mm coal dust and 0.3-0.15 mm magnetite powder was homogeneously mixed in this work. The degree of density separation in the entire bed was examined, as well as the local mixing properties of the Wide-grained Dense Medium. It was discovered that when low vibrational energy was introduced at the same gas velocity, particle separation was enhanced in comparison to the usual fluidized bed. Little bubbles were found to ensnare fine coal dust and migrate upward, increasing density separation. The introduction of high vibrational energy leads to particle disorder within the bed and an increase in the level of particle mixing. The beneficial effects of vibration on the bed are diminished when the gas velocity is gradually increased under specified vibration circumstances. This causes big bubbles to develop more frequently, which increases particle mixing. Among them, the 1-0.5 mm fine-grained coal exhibits the best mixing state; it is less impacted by variations in air velocity and vibration levels, whereas the -0.5 mm coal dust is more affected by each of these variables. Furthermore, a wide range of air velocity regulation without a significant segregation state change was discovered to be achievable by the particle system under vibration circumstances of f=25Hz A=1mm and f=25Hz A=2mm.
Keywords:
Vibrated fluidized bed
; Fine coal
; Mixing characteristic
; Separation characteristics
1. Introduction
Fluidized dry coal beneficiation represents a significant area within the realm of dry coal beneficiation technology. It achieves coal separation by generating a pseudo-fluid with a specific density through a combination of airflow and dense medium[1]. However, as the specific surface area of coal particles increases with decreasing particle size, the gravitational impact weakens, leading to a challenge in density-based coal particle separation[2]. Fine-grained coal particles are subjected to high airflow traction, further complicating the separation process[3]. To address this issue, the homogeneous stabilization of the fluidization environment is accomplished by introducing external energy. This energy can take various forms, such as vibrations, pulsating air currents, magnetic fields, acoustic fields, and others[4,5,6,7]. The introduction of these energies serves to reduce bubble perturbations and creates a fluidization environment of microbubbles, ultimately enhancing separation accuracy and expanding the lower limit of separation for ordinary fluidized dry coal separation.
The research on vibrating separation fluidized beds represents the most prevalent area of study. Previous research has shown that vibrating separation fluidized beds can reduce the lower limit of fine-grained coal separation to 1 mm[4,5,6,7]. However, in actual production processes, when attempting to sort coal finer than 1 mm, the permeability rate of 1 mm fine-grained coal during screening is low. This leads to raw coal entrained with coal dust being mixed into the bed[9,10]. Additionally, the friction and collision between particles cannot avoid the generation of -1mm coal dust. This coal dust is inevitably mixed with dense medium, and experience shows that appropriately mixed coal dust particles can adjust the fluidization characteristics of the bed, reduce the bed's density, and facilitate bed density adjustments. This enables the separation of different components of raw coal. Excessive mixing of coal powder into the bed results in binary and dense medium segregation, increases the viscosity of the bed, and gives rise to abnormal fluidization phenomena such as ditch flow and dead zones[11]. The mixing, segregation, remixing, and directional migration of binary particles affect the homogeneity and stability of the fluidized bed, ultimately leading to a decline in the separation effectiveness of fine-grained coal[12]. High-precision separation not only demands the uniform mixing of dense medium particles but also necessitates uniform and stable bed fluidization to avoid the interference of binary dense medium particles in the macro-migration process on the fine-grained coal settling process. Therefore, it is crucial to investigate the mixing and separating mechanism of -1mm coal powder and magnetite powder in a vibrating fluidized bed. This research is of great significance in ensuring the uniform stability of the bed and achieving high-precision separation through dense medium circulation and proportioning in the production process.
At present, there is a significant amount of research on the vibrational fluidized bed separation of fine-grained coal. S.A. Macpherson et al. conducted a study on the effects of vibration energy, vibration direction, airflow velocity, and tilt angle on particle movement behavior, as well as the impact of different coal grain sizes on the separation process[13]. The study results indicate that the most effective separation is achieved for fine-grained coal ranging from 4-6.35 mm, possible separation error of 0.07 g/cm3. Furthermore, it has been observed that the deviation increases as the particle size of the separated fine-grained coal decreases.
In terms of bed stability, Zhou et al. investigated the impact of bubbles on the separation of fine-grained coal. They discovered that the movement characteristics of bubbles significantly influence the separation effect of fine-grained coal. Moreover, vibration has been found to reduce the size of bubbles, which in turn enhances the separation of fine-grained coal[14]. Based on this, the researchers delved deeper into the inhibitory effects of vibration energy on bubbles and proposed an assessment of vibration for enhancing the quality of bed fluidization[8,15]. Luo et al. have confirmed that the introduction of vibration into the separation fluidized bed produces a cutting effect on bubbles in the horizontal direction and a squeezing effect in the vertical direction. After appropriately adjusting the vibration parameters, the generation of bubbles can be effectively suppressed, leading to the formation of fluidization of microbubbles, which is conducive to the separation of fine-grained coal[16]. In a separate study, Zhang et al. investigated the spatial and temporal distribution characteristics of bed density in a vibrating fluidized bed. The results indicated that the bed density decreased with an increase in gas velocity, vibration frequency, and amplitude. Furthermore, the inhibition mechanism of vibration on bubbles was investigated based on pressure and particle collision signals. It was found that as gas velocity and vibration frequency increased, the size and number of bubbles in the bed decreased and then increased[17,18]. Scholars have studied the transfer of vibration energy within the bed, and their research reveals that the fluctuation of the bed pressure drop is correlated with the movement of the air cloth plate[19]. The fluctuation characteristics gradually diminish as the bed height increases, and when the gas velocity surpasses the minimum fluidization velocity, the vibration energy is transferred in the form of waves. Building upon this, a model for the minimum fluidization gas velocity of the vibrating separation fluid bed is proposed[20]. Yang et al. proposed the method of vibration media-free separation. According to their research, it was found that the narrower the particle size of the raw coal, the easier it is to achieve density segregation. Additionally, as the particle size of the fine-grained coal decreases, the density segregation becomes more pronounced. This portion of the fine-grained coal can be utilized as a self-generated medium to assist in the separation of other particles[21,22].
Based on the research results of vibrating separation fluidized bed mentioned above, it can be concluded that most scholars have focused on reducing the disturbance caused by bubbles in the bed and studying the separation effect of the segregated materials. However, the -1mm fine-grained coal, which cannot participate in the separation, is mixed into the bed, directly impacting the uniform stability of bed density and reducing the separation efficiency of other particle sizes of coal. Relatively few research have been done thus far on how -1mm fine-grained coal distributes itself after being blended into the beds. which is of great significance for maintaining uniform and stable bed density and improving fine coal separation. Therefore, this paper focuses on the study of the fluidization characteristics of wide-grained dense medium in vibrating fluidized bed. Based on the aspects of local particle mixing and overall density separation of the bed, the influence laws of gas velocity and vibration on the distribution of binary dense medium are determined, providing a research basis for the uniform and stable density of vibrating fluidized bed.
2. Experimental
2.1. Vibration Fluidization System
The experimental system used in this experiment is shown in Figure 1. According to its different functions, it is divided into five parts: air supply system, flow control system, vibration fluidization system, pressure detection and system, and dust collection system. The air supply system is composed of a blower and a wind bag, which can form a constant pressure air flow required for fluidization. The flow control system mainly consists of a vortex flow meter and a remote electric control valve. The vibration fluidization system consists of a fluidized bed and a shaker. The inner diameter of the fluidized bed is 200mm and the height is 500mm. The air distribution chamber and the fluidized bed are clamped with a distribution plate and a filter cloth, which are connected by bolts. The distribution plate is a porous steel plate with a thickness of 3mm. Each hole has a diameter of 3mm, a center distance of 4.8mm, and an opening ratio of 30%. To prevent air leakage, there are rubber seals at the joint. The vibrator is controlled by a controller, which can generate periodic sinusoidal vertical vibration, thereby causing the fluidized bed to vibrate and act on the bed. The pressure sensing system consists of a pressure sensor, a collector, and a signal collector. The dust collection system consists of a dust collector, a bag filter, and an induced draft fan. It can collect fine dust in the test process and prevent pollution.
2.2. Material and Experimental Parameter Design
This experiment used -1mm coal dust from China's Inner Mongolia coal mine, as close to production practice as feasible. The -1mm coal dust was sieved, and Figure 2 displays the findings of the sieve.
In order to facilitate the experimental results statistics will be -1mm for fine-tuning the design, the use of each material is shown in Table 1:
First, a fluidized bed layer with a static bed height of 18 cm, divided into 6 layers of 3 cm each, was created by uniformly mixing configured -1mm coal powder (10% of the total mass) and magnetite powder (90% of the total mass). Figure 3 illustrates the specific operation flow. Following the fluidization experiment, the materials in each layer were removed and sieved through a 0.7 mm, 0.5 mm, 0.3 mm, and 0.15 mm screen. A magnet was then used to separate the magnetite powder from the coal powder after the 0.5 mm sieve, and three extractions of the magnetite powder were made to ensure the separation was accurate. After being weighed, the resulting coal and magnetite powders with different particle sizes are combined uniformly and returned to the fluidized bed.
The following experimental parameters, where Umfv is the minimum fluidizing gas velocity, were identified following a number of pre-experiments and are displayed in Table 2.
2.3. Evaluation Index
In the binary component particle mixing system, the particles settling at the bottom are generally high-density or large-volume particles, known as the deposited component; the particles floating on the upper part of the bed are generally low-density and small-volume particles, known as the floated component. The coal powder is a low-density material, which is recognized as the floated component in this experiment. The general degree of mixing of the two component particles can be expressed by the Row mixing index[21,22]:
where Y is the mass fraction of the deposited components in the upper bed, and is the average mass fraction of the deposited components in the completely mixed state. In the actual fluidization process, magnetite powder comprises a significant portion of the total material, leading to a minimal difference between Y and and resulting in a similar ratio. Additionally, the division of the bed into upper and lower layers makes it challenging to accurately represent the mixing of the entire bed. Therefore, the index is used to gauge how well dense medium are mixed and separated In local position. To increase accuracy, a floating component is additionally added to the mixing index computation process in the following form:
where the subscript i denotes the different grain sizes of coal powder, which are 1-0.7 mm, 0.7-0.5 mm, 0.5-0.3 mm, 0.3-0.15 mm, and -0.15 mm; j represents the number of layers; Fij is the mass fraction of different grain sizes of coal dust in each layer; and denotes the mass fraction of magnetite powder in each layer. is the average mass fraction of each grade of pulverized coal when it is uniformly mixed in the whole bed, and is the average mass fraction of the deposited components in the uniform mixing state. A Mi greater than 0 indicates that the local coal powder content is higher than that under uniform mixing, less than 0 is the opposite.
To comprehensively represent the degree of separation and mixing of wide-grained dense medium, we define the separation factor λj between coal dust and magnetite dust particles in the vertical direction as the density separation degree. The specific form is as follows[24]:
With hc and hm representing the mass heights of coal dust and magnetite powder, respectively, when the coal dust is fully above the powder, the height of the coal dust's center of mass and the height of the powder's center of mass after subtracting will equal half of the bed's height; at this point, λi equals 1. The height of the coal dust's center of mass and the magnetite powder's center of mass after subtracting will be half of the negative bed height if the magnetite powder is entirely above the coal dust. At this point, the value of λi is equal to -1.Nevertheless, the two situations mentioned above are uncommon.
Since partial mixing and partial separation are more likely to occur, the precise form of equation (3) should rely on the height of the mass[25]. It looks like this:
The mass of coal dust of a certain size class in a given layer is denoted by mijc; the mass of coal dust of a given size class is represented by mic; the mass of magnetite powder in a given layer is denoted by mjd; and the mass of magnetite powder overall is represented by md. A forward density separation occurs when λi = 0-1, meaning that the lower density coal powder is in the upper part of the bed; a reverse density separation occurs when λi = -1-0, meaning that the denser magnetite powder is in the upper part of the bed. A value of 0 for λi signifies that the bed is evenly mixed.
3. Results and Discussion
3.1. Vibration Fluidization Characteristics of Wide-Scale Dense Medium
The minimum fluidization velocity is the most crucial parameter of a fluidized bed, and the pressure drop-gas velocity fluidization curve can illustrate the evolution of fluidization with Wide-grained Dense Medium. As depicted in Figure 4, the black curve represents the pressure drop variation curve of the normal fluidized bed without vibration. It is evident that there is a noticeable change in the slope of the pressure drop. The fluidized gas velocity corresponding to this turning point is the minimum fluidization gas velocity (Umf) of the ordinary fluidized bed[26].
The fluidization curve becomes smoother and the minimum fluidized gas velocity decreases with the introduction of low-frequency vibrational energy at 15 Hz. The pressure decrease exceeds that under a common fluidized bed when the fluidized gas velocity is less than 6.5 cm/s. This is due to the fact that in the low frequency condition, the bed's particle vibration frequency is low and there is insufficient trailing force in the airflow to cause the bed particles to expand. Furthermore, the vibration causes the bed to become denser than it would be if it were stationary. This results in a smaller void ratio and a harder bed for air to pass through, raising the pressure drop of vibratory fluidization above that of normal fluidization during the low air velocity stage. When the gas velocity rises, the trailing force of the gas flow becomes strong enough to break the force chain between the particles, causing the particle bed to expand. At this point, the addition of vibration can act as a force exerted upwards on the particles as well as adjust the position of the particles within the bed by vibrating, which helps to facilitate the fluidization of the airflow and makes it easier for the gas flow to pass through the bed than it would be in a typical fluidized bed. The pressure drop of the vibrating fluidized bed is slightly lower than that of the ordinary fluidized bed when the gas velocity exceeds 9.2 cm/s. This is because, at this point, the gas flow can completely fluidize the particles without the need for vibration energy, weakening the vibration effect[19].
Elevated vibration energy results in a greater rise in the bed pressure drop and higher pressure intensity, which leads to an earlier entry into the fluidized condition. This is because, at low air velocities, the increased vibration energy causes a tighter particle system with smaller gaps between particles, which raises pressure. The increased vibration frequency causes the particles to collide more frequently, gradually approaching continuity in the upward force applied to the particles. This lowers the minimum fluidized gas velocity of the particle system.
It is evident that the addition of vibration must cause the wide-grained dense medium to exhibit complex motion behavior, which drastically alters the fluidization properties[8]. These changes will unavoidably affect the particle system's separation and mixing state, changing the bed density and ultimately affecting the separation of fine-grained coal.
3.2. Influence Law of Vibration on Axial Mixing of Wide-Grained Dense Medium
3.2.1. Effect of Vibration on the Local Mixing Indices
First, mixing/separation tests using a wide-grained dense medium were conducted in a normal fluidized environment. The experimental outcomes are displayed in Figure 5. At the initial fluidization gas velocity, all the coal dust accumulates in the upper layer, and the change trends of the remaining particles are similar, except for geldart A particles, which exhibit the most distinct stratification. This is due to the small particle size of geldart A particles, resulting in a more pronounced drag effect from the airflow, and a much lower fluidization gas velocity compared to geldart B magnetite powder and other particle sizes of coal powder[11]. Before reaching the minimum fluidization gas velocity of the bed, the airflow leads the geldart A particles to move upwards, while it is unable to drive the other types of particles, thereby hindering the upward displacement of the geldart A particles.
When the bed reaches its minimum fluidizing gas velocity, the bed void ratio rises, circulation is achieved in the particle system, the airflow propels the magnetite powder particles, and the pathway for fine-grained coal powder to ascend to the upper layer is plowed, which leads to the majority of geldart A coal powder accumulating in the upper layer. As the particle size of coal dust increases, the trailing effect of the airflow decreases, while the probability of being disturbed by the collision of magnetite powder increases, resulting in a decrease in the segregation effect.
When the fluidized gas velocity is 1.4 times the minimum fluidization velocity (Umf), the stratification of fine particle coal powder remains largely unaffected. This is likely because the smaller particles primarily pass through the voids in the bed. While the air bubbles can alter the void structure in certain areas of the bed, their lack of continuity prevents them from effectively disrupting the upward movement of the fine particles. Conversely, other particle-level coal powders exhibit a mixing trend, attributed to the frequent occurrence of air bubbles, which increases the randomness of their movement[27].
The impact of low vibration, and high vibration on the wide-grained dense medium was compared by gradually increasing the vibration energy under a gas velocity of 8.5 cm/s. The mixing factor of each layer is depicted in Figure 6, revealing a noticeable disparity in the distribution of coal powder at all levels under low vibration frequency. Specifically, the content of geldart D coal powder (1-0.7 mm) and geldart B coal powder (0.7-0.5 mm) appears more evenly distributed across the layers, with minimal differences in content. Conversely, the content of fine particles below 0.5 mm sharply increases with decreasing particle size, while the content of the remaining layers, except the top layer, is lower, displaying a linear relationship.
The vibration frequency increase leads to a significant reduction in the tendency of coal particles to gather upwards. By increasing the vibration energy further at a frequency of 25 Hz, it was discovered that the delamination of the other coal powder particle sizes decreased, with the exception of the -0.15 mm pulverized coal, which clearly displayed delamination. Almost all the coal powder particles were thoroughly mixed when the vibration energy was increased even more. Compared to a normal fluidized bed, low vibration energy causes the particle system to separate, while high vibration energy causes the particle system to blend[28].
3.2.2. Effect of Vibration on Density Segregation of Pulverized Coal at All Levels
Figure 7 illustrate the impact of vibration on the density separation degree of the particle system from two different perspectives. It is evident from Figure 7a that, under all vibration conditions, the density separation degree of fine particles exhibits an increasing trend with decreasing particle size, particularly under the low frequency vibration condition of f=15Hz A=2mm. As particle size decreases, the density separation degree shows the most significant increase compared to other conditions. It is apparent that, under the low frequency vibration condition, particles of different sizes exhibit a substantial difference in their mixing or separation state. However, as vibration energy increases, this upward trend diminishes, and the states displayed by particles of different sizes tend to become more consistent.
This phenomenon is primarily attributed to the variation in the minimum fluidizing gas velocity required under different vibration conditions (refer to Figure 3). Under low vibration energy conditions, particles necessitate a higher minimum fluidizing gas velocity, whereas this requirement decreases as vibration energy increases. Under the same gas velocity condition, for high vibration energy, the gas velocity of 8.5cm/s is slightly higher. The surplus gas passes through the bed in the form of bubbles, intensifying disturbance to the bed and subsequently affecting particle separation.
Furthermore, in comparison to a standard fluidized bed, Vibration enhanced fluidized bed activity under low vibration conditions, resulting in micro-bubble dispersion fluidization. Small bubbles entrain fine particles and transport them to the top of the bed, thereby promoting particle separation. Conversely, under high vibration energy, the relatively high gas velocity leads to the formation of large bubbles, causing disturbance to the particles and even resulting in the bed slugging, leading to a mixed state of the particles.
As shown in Figure 7b, the impact of vibration conditions becomes increasingly apparent with decreasing particle size, resulting in a clear separation state at low frequencies and a mixed state at high vibration energy. Larger particles consistently exhibit a better mixed state across all vibration conditions. The smaller the particle size, the higher the vibration energy required to achieve a mixed state. However, excessive vibration energy disrupts the bed, causing particles to surge and splash, leading to decreased fluidization quality. This suggests that larger particles are better suited for mixing with magnet mineral powder particles, while smaller particles do not share the same settling characteristics[29].
This section's research leads to the conclusion that, under the same gas velocity condition, low vibration energy fosters a micro-bubble environment in the bed layer, promoting particle separation, while high vibration energy encourages particle mixing. It is evident that different vibration conditions result in varying changes in airflow. Furthermore, particles ranging from 1-0.5mm are better mixed with magnetite powder particles, and the mixing/separation is less affected by vibration energy, while particles smaller than 0.5mm are prone to density segregation, making their mixing/separation state more susceptible to vibration[30].
3.3. Influence Law of Gas Velocity on Axial Mixing of Wide-Grained Dense Medium
3.3.1. Effect of Gas Velocity on Local Mixing Indices
The fluidizing gas velocity is an important operational parameter for gas-solid separation in fluidized beds. As discussed in the previous section, the vibration characteristics of the particle system vary with changes in gas velocity. Therefore, this section focuses on studying the gradual increase of gas velocity under various vibration conditions to determine its impact on the mixing and separation of the particle system.
Figure 8 illustrates the results of three sets of experiments conducted at a vibration frequency (f) of 15Hz and amplitude (A) of 2mm, with a gradual increase in gas velocity. It can be observed that regardless of low or high gas velocities, the distribution of larger particles within the layers remains relatively uniform. As the particle size decreases, the content of particles in the top layer increases. Fine particles are influenced by gas velocity; as the gas velocity increases, the content of particles in the top layer decreases. This is due to the occurrence of large bubbles caused by the higher gas velocity, resulting in more intense movement of coal powder. Additionally, magnetite powder is also affected by the wide-ranging air flow traction, leading to increased particle movement. The effect of vibration on the bed diminishes as the gas velocity increases, causing a decrease in bed modulation and an increase in mixing efficiency.
In Figure 9, when the vibration conditions are set at f = 25Hz A = 1mm, under varying wind speed conditions, it is observed that smaller particles tend to accumulate in the upper layer as the particle size decreases. Moreover, there is an increasing trend in the degree of mixing with higher gas velocities. However, compared to the conditions of f = 15Hz A = 2mm, the magnitude of change in response to increasing gas velocity differs. This is because, under the vibration conditions, when the gas velocity reaches 1.4Umfv, the flow characteristics of the bed do not change significantly, and the occurrence frequency of large bubbles within the bed is low. Continuous increase in gas velocity leads to a gradual increase in the frequency of large bubbles, intensifying the movement of magnetite powder driven by air flow traction. As a result, the improvement in bed vibration degree decreases, causing an increase in particle mixing degree.
Figure 10 illustrates the distribution of the mixing index in each region under the vibration condition of f=25Hz and A=2mm. It can be observed that the coal powder particles did not show a noticeable change with the increase in gas velocity. However, when the gas velocity reached 1.8Umfv and the frequency of large bubbles was high, the mixing characteristic reemerged.
Figure 11 demonstrates the distribution state of particles under the vibration condition of f=25Hz A=3mm. Here, it is evident that the mixing of particles started to reappear as the gas velocity increased.
It is clear that different vibration conditions, as the gas velocity increases, the mixing characteristics of the particles will appear different states, in which the low vibration and high vibration conditions will appear as the gas velocity increases the mixing characteristics of the particles, while the medium vibration conditions, the particles of the mixing state with the change of gas velocity is not obvious. This is due to the low vibration energy under low vibration circumstances, the quick changes in the bed layer's flow characteristics upon increasing gas velocity, the frequent occurrence of big bubbles, cause the increased degree of particle mixing within the bed layer[27]. If the vibration energy is too high, the bed particles are easy to appear disordered state, resulting in the bed is prone to surge state rather than general bubbles, resulting in the bed particles with the change of gas velocity has a more obvious change. Only in the appropriate vibration conditions, vibration energy on the fluidized bed with elastic pressure wave affecting the bed, the maximum degree of inhibition of the production of large bubbles, so that the bed can be in a wider range of gas velocity does not appear more obvious state changes.
3.3.2. Effect of Gas Velocity on Density Segregation of Pulverized Coal at All Levels
Figure 12 illustrates the response law regarding the density separation degree of different particle sizes within the bed under various conditions. It is evident that regardless of the condition, there is an increasing trend in the density separation degree as particle size decreases. This indicates that smaller coal powder particles are more challenging to mix with magnetite powder. Under low vibration energy conditions, smaller particles are significantly influenced by air speed, leading to substantial changes in the density separation degree. However, as vibration energy gradually increases, the effect of wind speed on the density separation degree of small particles weakens. With a further increase in vibration energy, the effect of wind speed on the density separation degree of small particles once again strengthens. Therefore, both excessively high and low vibration energies cause considerable variations in the fluidization characteristics under different gas velocity conditions, resulting in significant changes in the density separation of small particles. Thus, based on the analysis in this section, it can be concluded that increased air velocity enhances particle mixing. However, different vibration energies do not have the same impact on the particle system after increased air velocity[31]. Moreover, under the vibration conditions of f=25Hz A=1mm and f=25Hz A=2mm, Wide-grained Dense Medium can be added to a wide range of air velocities without inducing extensive changes.
3.4. Bed Density Segregation Patterns under Interaction
As demonstrated in Figure 13, the integrated density segregation degree of the Wide-grained Dense Medium system is affected by both vibration and air flow. The Figure reveals that the density segregation of the granular system reaches its peak under low vibration energy combined with low air velocity. As the air velocity and vibration increase, the density segregation gradually decreases. Notably, the density segregation experiences greater changes under low vibration energy (f = 15 Hz A = 2 mm) and high vibration energy (f = 25Hz A = 3mm) due to the influence of gas velocity. This can be attributed to the fact that low vibration energy has a minor impact on the bed's improvement and a slight effect on bubbles. On the other hand, an increase in gas velocity leads to an increase in bubble generation and particle disturbance, thus reducing the degree of density segregation. Conversely, high vibration input energy results in excessive agitation within the bed, causing significant changes in density segregation. When f = 25Hz A = 1mm or when f = 25Hz A = 2mm, vibrations maximize the quality of bed fluidization and minimize the influence of gas velocity on the particle bed.
4. Conclusions
(1) In terms of fluidization characteristics, as the vibration energy gets higher, the pressure drop in the bed rises faster and the pressure is higher, which also reduces the minimum fluidization velocity of the wide-grained dense medium.
(2) Under normal fluidization conditions, as gas velocity increases, bubble size also increases, consequently enhancing mixing within the particle system, albeit to a lesser extent.
(3) Introduction of vibration leads to distinct effects: low vibration energy generates microbubbles, thereby enhancing separation within the particle system, while high vibration energy induces turbulence, resulting in increased mixing within the system.
(4) Although the rise in gas velocity tends to promote mixing within the particle system, the degree of mixing is altered by varying vibration conditions.
(5) For coal particles with sizes ranging from 1mm to 0.5mm, changes in mixing state due to variations in vibration intensity and air speed are relatively small, whereas for particles smaller than 0.5mm, changes in mixing state from variations in air speed and vibration intensity are more pronounced.
References
- Zhou, C.; Liu, X.; Zhao, Y.; Yang, X.; Li, Y.; Dong, L.; Duan, C.; Rao, Z. Recent progress and potential challenges in coal upgrading via gravity dry separation technologies. Fuel 2021, 305, 121430. [CrossRef]
- Fan, X.; Ren, Y.; Dong, L.; Zhou, C.; Zhao, Y. Optimization of coal size for beneficiation efficiency promotion in gas–solid fluidized bed. Part. Sci. Technol. 2022, 41, 151–162. [CrossRef]
- Li, G.; Wang, D.; Liu, Q.; Zhao, Y.; Duan, C. Separation performance of 0.5–1 mm fine coal in a gas–solid fluidized bed without dense medium. Fuel 2022, 318, 123645. [CrossRef]
- Wang, S.; Yang, Y.; Yang, X.; Zhang, Y.; Zhao, Y. Dry beneficiation of fine coal deploying multistage separation processes in a vibrated gas-fluidized bed. Sep. Sci. Technol. 2018, 54, 655–664. [CrossRef]
- Dong, L.; Zhao, Y.; Duan, C.; Luo, Z.; Zhang, B.; Yang, X. Characteristics of bubble and fine coal separation using active pulsing air dense medium fluidized bed. Powder Technol. 2014, 257, 40–46. [CrossRef]
- Fan, M.; Chen, Q.; Zhao, Y.; Luo, Z. Fine coal (6–1 mm) separation in magnetically stabilized fluidized beds. Int. J. Miner. Process. 2001, 63, 225–232. [CrossRef]
- Xu, X.; Yang, L.; Fu, Y.; Zhao, Y.; Chen, Z.; Song, S.; Dong, L. Enhanced fluidization of solid particles in an oscillating acoustic field. Adv. Powder Technol. 2022, 33. [CrossRef]
- Zhou, E.; Zhang, Y.; Zhao, Y.; Luo, Z.; Yang, X.; Duan, C.; Dong, L.; Fu, Z. Effect of vibration energy on fluidization and 1–6 mm coal separation in a vibrated dense medium fluidized bed. Sep. Sci. Technol. 2018, 53, 2297–2313. [CrossRef]
- Boylu, F.; Talı, E.; Çetinel, T.; Çelik, M. Effect of fluidizing characteristics on upgrading of lignitic coals in gravity based air jig. Int. J. Miner. Process. 2014, 129, 27–35. [CrossRef]
- Yang, X.; Wang, S.; Zhang, Y.; Zhao, Y.; Luo, Z. Dry beneficiation of fine coal using planar air jets. Powder Technol. 2018, 323, 518–524. [CrossRef]
- Zhou, E.; Lu, J.; Wang, Q.; Lv, G.; Zhao, Y.; Dong, L.; Duan, C. Mixing and migration rule of binary medium in vibrated dense medium fluidized bed for fine coal separation. Adv. Powder Technol. 2020, 31, 3420–3432. [CrossRef]
- He, J.; Zhu, L.; Bu, X.; Liu, C.; Luo, Z.; Yao, Y. Intensification of waste gangue removal from 6–1 mm fine-sized iron ores based on density-based dry vibrated separation and upgrading. Chem. Eng. Process. - Process. Intensif. 2019, 138, 27–35. [CrossRef]
- Macpherson, S.; Iveson, S.; Galvin, K. Density based separations in the Reflux Classifier with an air–sand dense–medium and vibration. Miner. Eng. 2010, 23, 74–82. [CrossRef]
- Zhou, E.; Zhang, Y.; Zhao, Y.; Tian, Q.; Chen, Z.; Lv, G.; Yang, X.; Dong, L.; Duan, C. Influence of bubbles on the segregated stability of fine coal in a vibrated dense medium gas–solid fluidized bed. Particuology 2021, 58, 259–267. [CrossRef]
- Zhou, E.; Shan, Y.; Li, L.; Shen, F.; Byambajav, E.; Zhang, B.; Shi, C. Study on the Fluidization Quality Characterization Method and Process Intensification of Fine Coal Separation in a Vibrated Dense Medium Fluidized Bed. ACS Omega 2021, 6, 14268–14277. [CrossRef]
- Luo, Z.; Fan, M.; Zhao, Y.; Tao, X.; Chen, Q.; Chen, Z. Density-dependent separation of dry fine coal in a vibrated fluidized bed. Powder Technol. 2008, 187, 119–123. [CrossRef]
- Zhang, Y.; Li, Y.; Dong, L.; Zhao, Y.; Gao, Z.; Duan, C.; Liu, Q.; Yang, X. Characterization of temporal and spatial distribution of bed density in vibrated gas-solid fluidized bed. Adv. Powder Technol. 2018, 29, 2591–2600. [CrossRef]
- Zhang, Y.; Huang, L.; Yuan, J.; Zhao, Y.; Duan, C.; Yang, X.; Dong, L.; Chen, Z. Study on the suppression of bubble behavior by the synergistic effect of vibration and airflow based on pressure and particle collision signals. Powder Technol. 2022, 410. [CrossRef]
- Zhou, E.; Zhang, Y.; Zhao, Y.; Luo, Z.; Duan, C.; Yang, X.; Dong, L.; Zhang, B. Collaborative optimization of vibration and gas flow on fluidization quality and fine coal segregation in a vibrated dense medium fluidized bed. Powder Technol. 2017, 322, 497–509. [CrossRef]
- Zhou, E.; Zhang, Y.; Zhao, Y.; Luo, Z.; He, J.; Duan, C. Characteristic gas velocity and fluidization quality evaluation of vibrated dense medium fluidized bed for fine coal separation. Adv. Powder Technol. 2018, 29, 985–995. [CrossRef]
- Yang, X.; Zhao, Y.; Zhou, E.; Luo, Z.; Fu, Z.; Dong, L.; Jiang, H. Kinematic properties and beneficiation performance of fine coal in a continuous vibrated gas-fluidized bed separator. Fuel 2015, 162, 281–287. [CrossRef]
- Yang, X.; Zhang, Y.; Wang, S.; Wu, W. Parametric evaluation and performance optimization of fine coal separation in a vibrated gas-fluidized bed using response surface methodology. Part. Sci. Technol. 2019, 38, 652–658. [CrossRef]
- Rose, H.E., A suggested equation relating to the mixing of powders and its application to the study of the performance of certain types of machine. 1959.
- Xie, Z.-A.; Wu, P.; Zhang, S.-P.; Chen, S.; Jia, C.; Liu, C.-P.; Wang, L. Separation patterns between Brazilian nut and reversed Brazilian nut of a binary granular system. Phys. Rev. E 2012, 85, 061302. [CrossRef]
- Li, L.; Wu, P.; Abdul, R.; Wang, L.; Zhang, S.; Xie, Z.-A. Energy-dissipation correlated size separation of granular matter under coupling vibration and airflow. Powder Technol. 2017, 307, 84–89. [CrossRef]
- Zhou, E.; Fan, X.; Dong, L.; Zhao, Y.; Yang, X.; Duan, C.; Liu, Q. Process optimization for arsenic removal of fine coal in vibrated dense medium fluidized bed. Fuel 2018, 212, 566–575. [CrossRef]
- Oshitani, J.; Hino, M.; Oshiro, S.; Mawatari, Y.; Tsuji, T.; Jiang, Z.; Franks, G.V. Conversion air velocity at which reverse density segregation converts to normal density segregation in a vibrated fluidized bed of binary particulate mixtures. Adv. Powder Technol. 2022, 33. [CrossRef]
- Cano-Pleite, E.; Hernández-Jiménez, F.; Acosta-Iborra, A.; Tsuji, T.; Müller, C. Segregation of equal-sized particles of different densities in a vertically vibrated fluidized bed. Powder Technol. 2017, 316, 101–110. [CrossRef]
- Menbari, A.; Hashemnia, K. Effect of vibration characteristics on the performance of mixing in a vertically vibrated bed of a binary mixture of spherical particles. Chem. Eng. Sci. 2019, 207, 942–957. [CrossRef]
- Menbari, A.; Hashemnia, K. Studying the particle size ratio effect on granular mixing in a vertically vibrated bed of two particle types. Particuology 2020, 53, 100–111. [CrossRef]
- Su, D.; Luo, Z.; Lei, L.; Zhao, Y. Segregation modes, characteristics, and mechanisms of multi-component lignite in a vibrated gas-fluidized bed. Int. J. Min. Sci. Technol. 2018, 28, 251–258. [CrossRef]
Figure 1.
Vibratory fluidization system. 1 Blower 2 Air bag 3 Vortex flowmeter 4 Variable pressure and power supply box 5 Remote electric control valve 6 Shaking table. 7 Fluidized bed body 8 Air cloth plate and filter cloth 9 Pressure measuring tube 10 Dust accumulation cover 11 Pressure sensor 12 Pressure collector 13 Computer and vibration control system 14 Induced draft fan.
Figure 1.
Vibratory fluidization system. 1 Blower 2 Air bag 3 Vortex flowmeter 4 Variable pressure and power supply box 5 Remote electric control valve 6 Shaking table. 7 Fluidized bed body 8 Air cloth plate and filter cloth 9 Pressure measuring tube 10 Dust accumulation cover 11 Pressure sensor 12 Pressure collector 13 Computer and vibration control system 14 Induced draft fan.
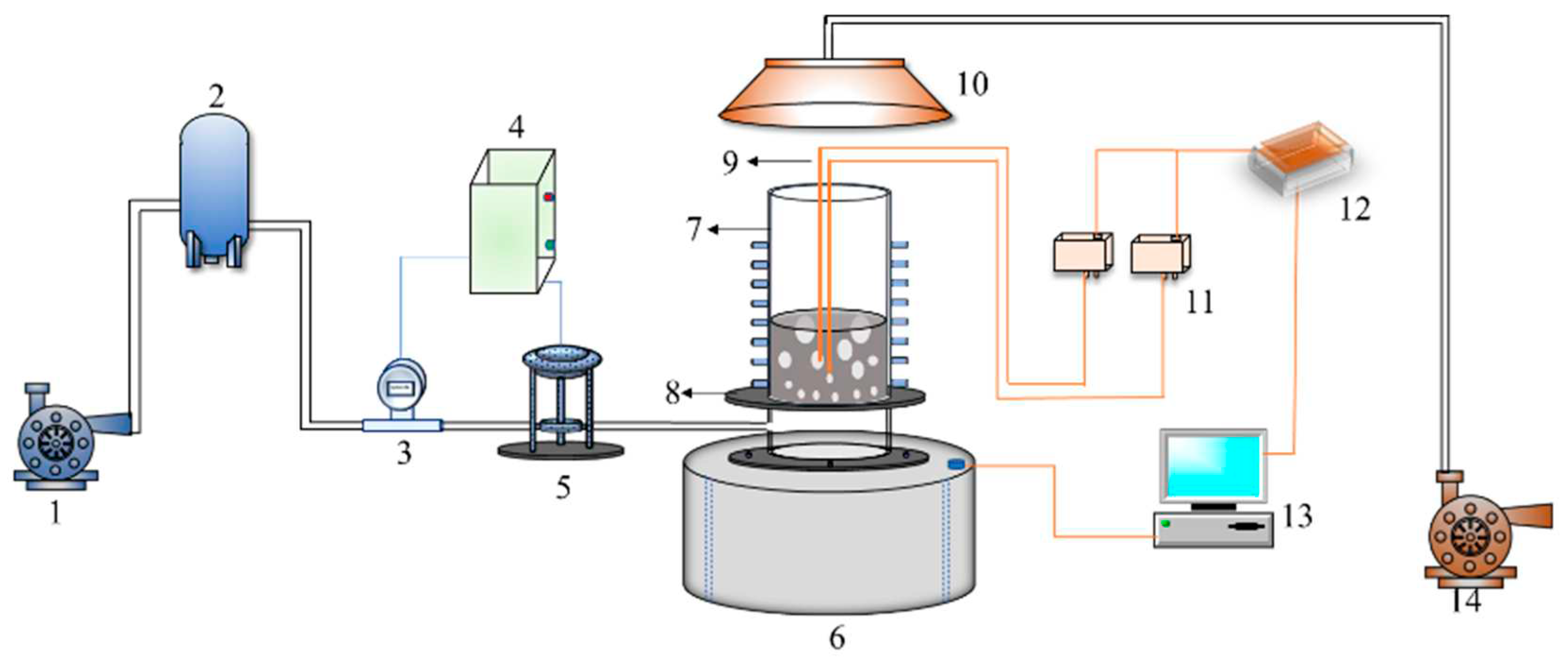
Figure 2.
-1mm coal powder screening results.
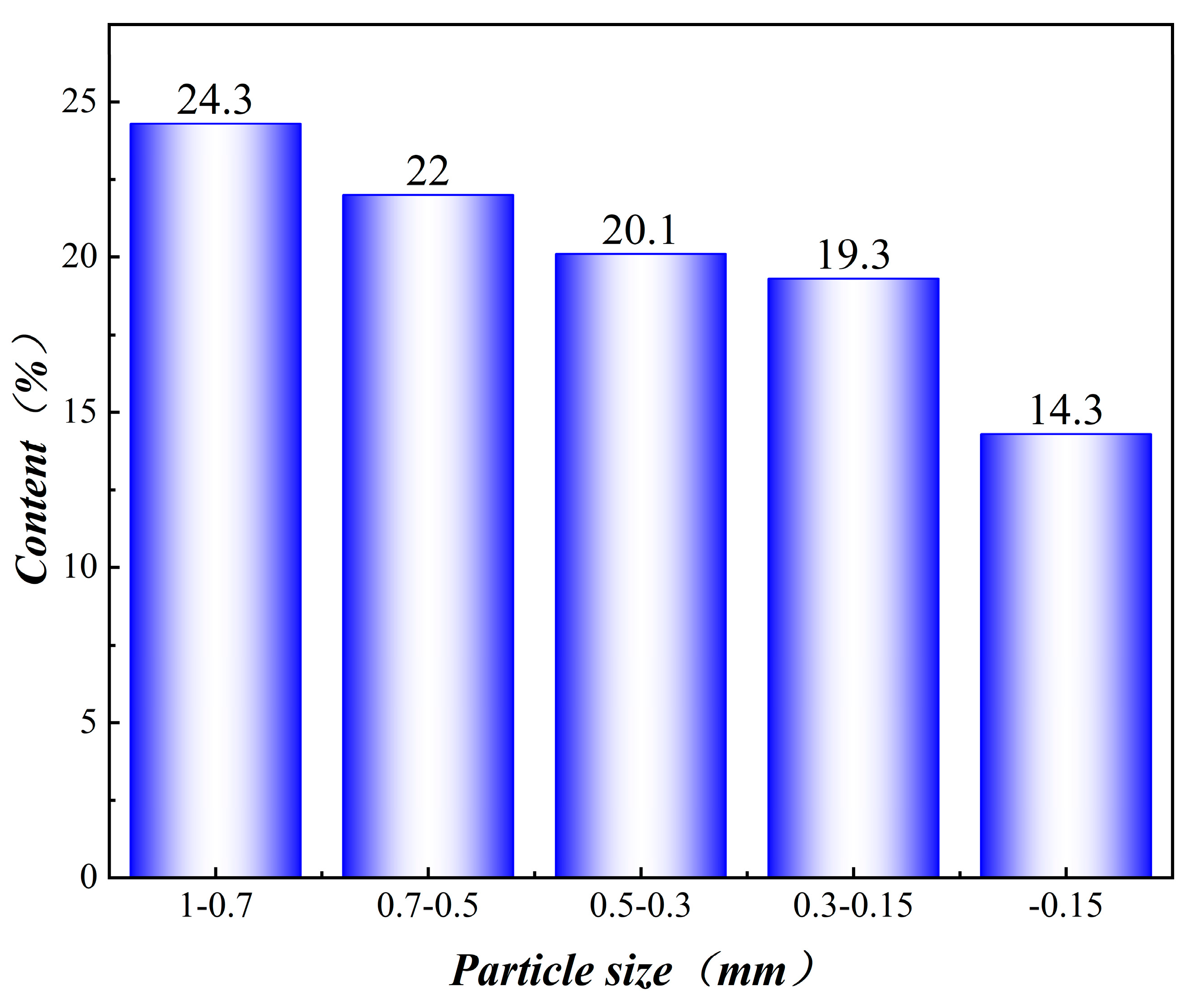
Figure 3.
Coal powder and magnetite powder extraction process.
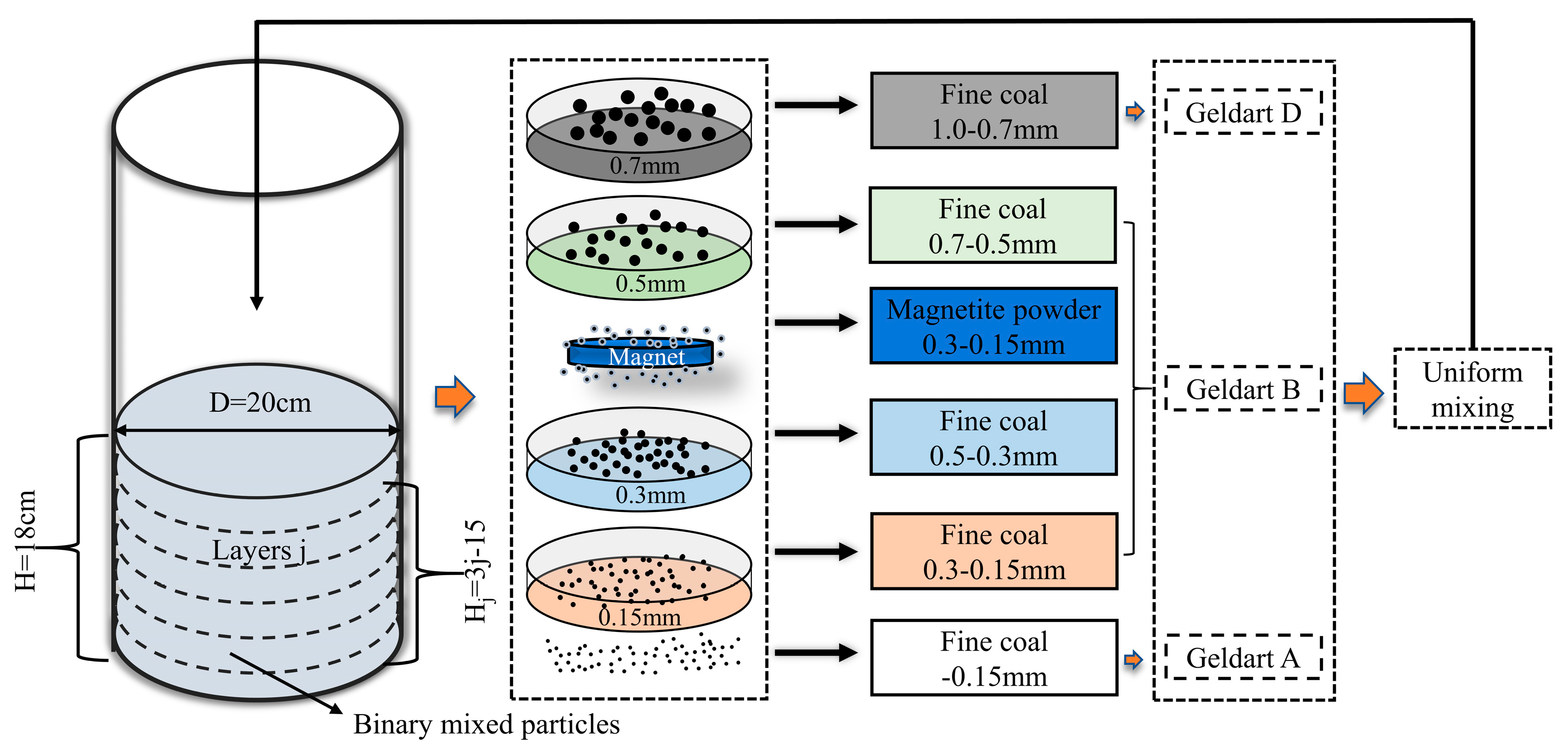
Figure 4.
Vibrational fluidization curves of wide-grained dense medium.
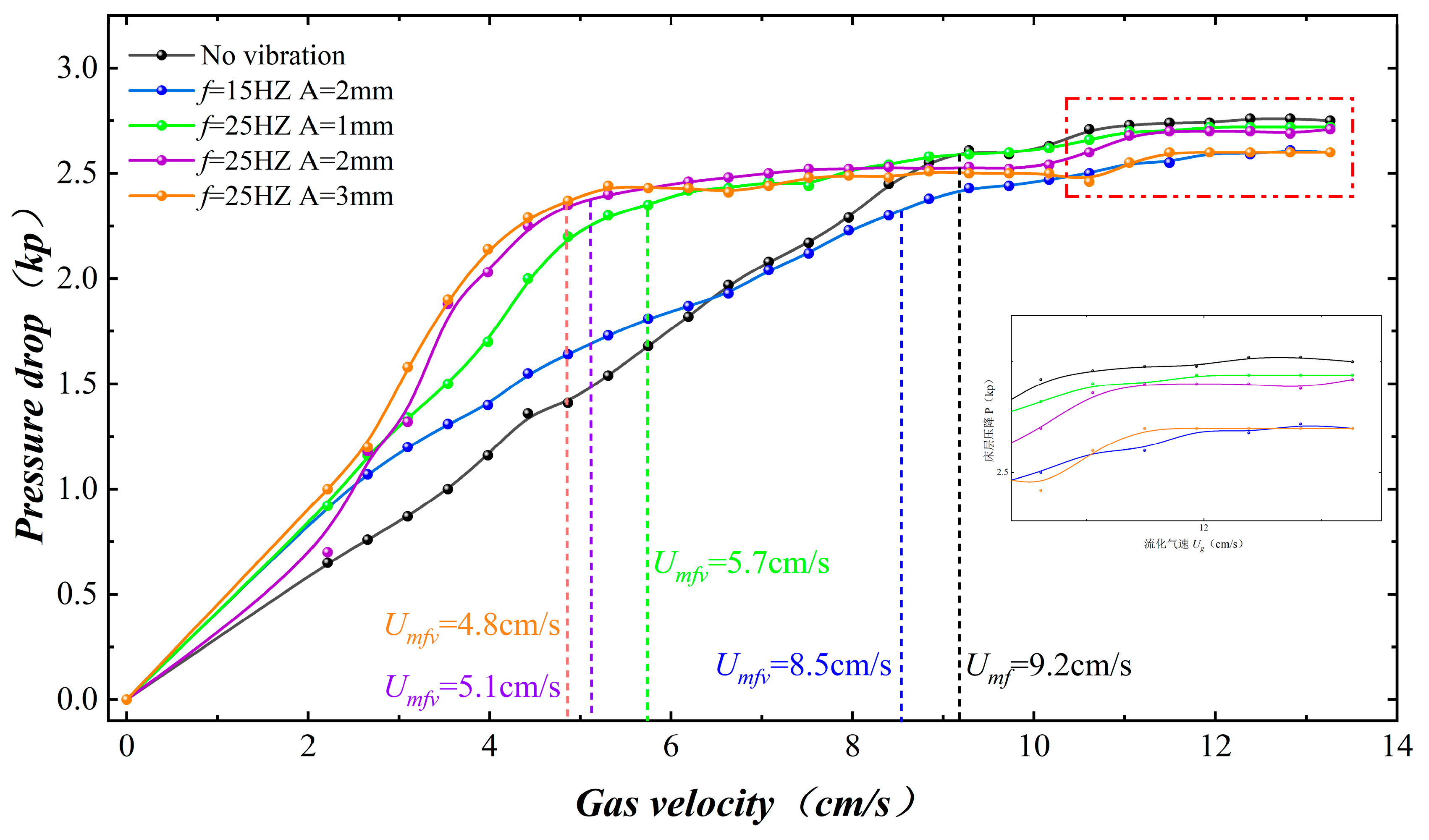
Figure 5.
Mixing index distribution law of coal powder of each particle size under normal fluidization state.
Figure 5.
Mixing index distribution law of coal powder of each particle size under normal fluidization state.

Figure 6.
Influence law of vibration on local mixing index of coal dust of each particle level.
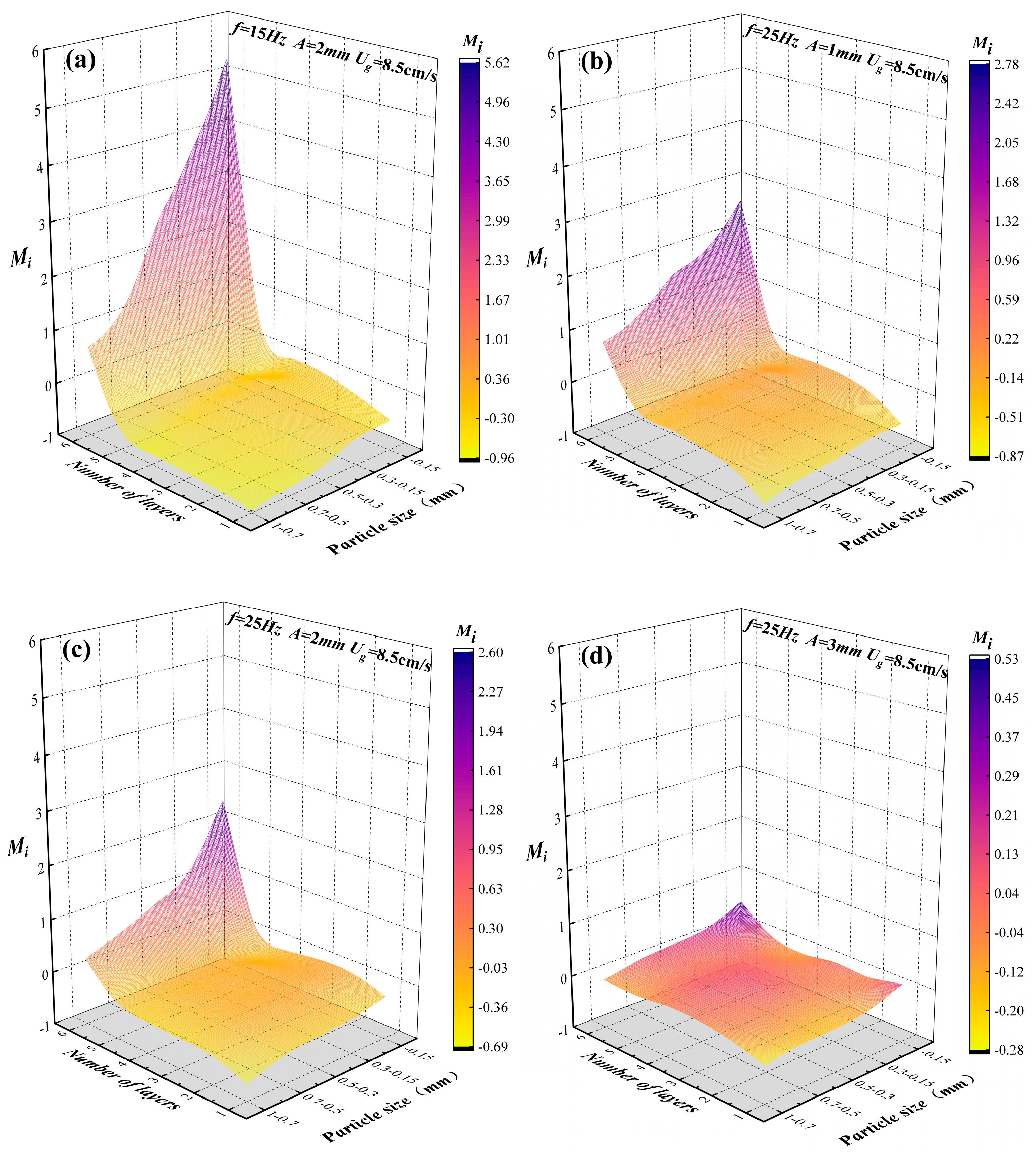
Figure 7.
Density segregation of coal dust by particle size.
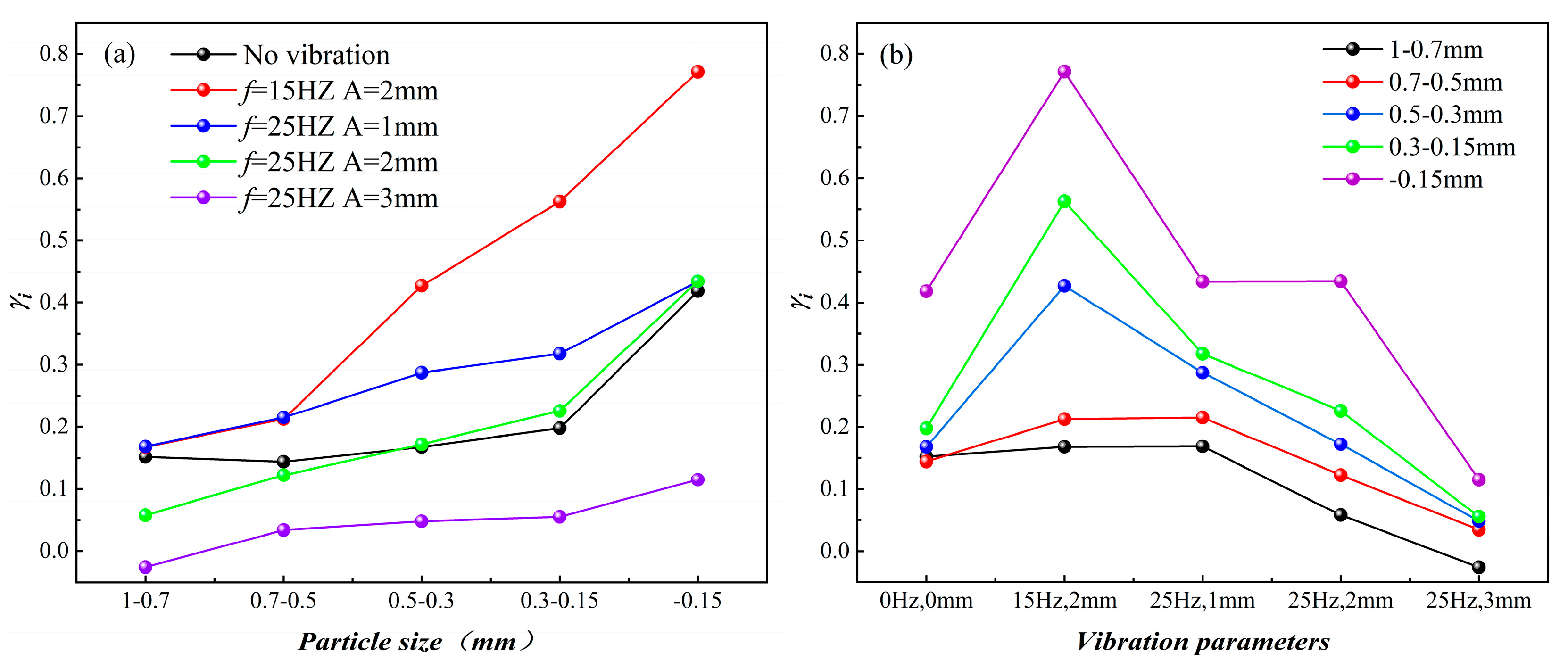
Figure 8.
Effect of air speed on local mixing index (f=15Hz A=2mm).
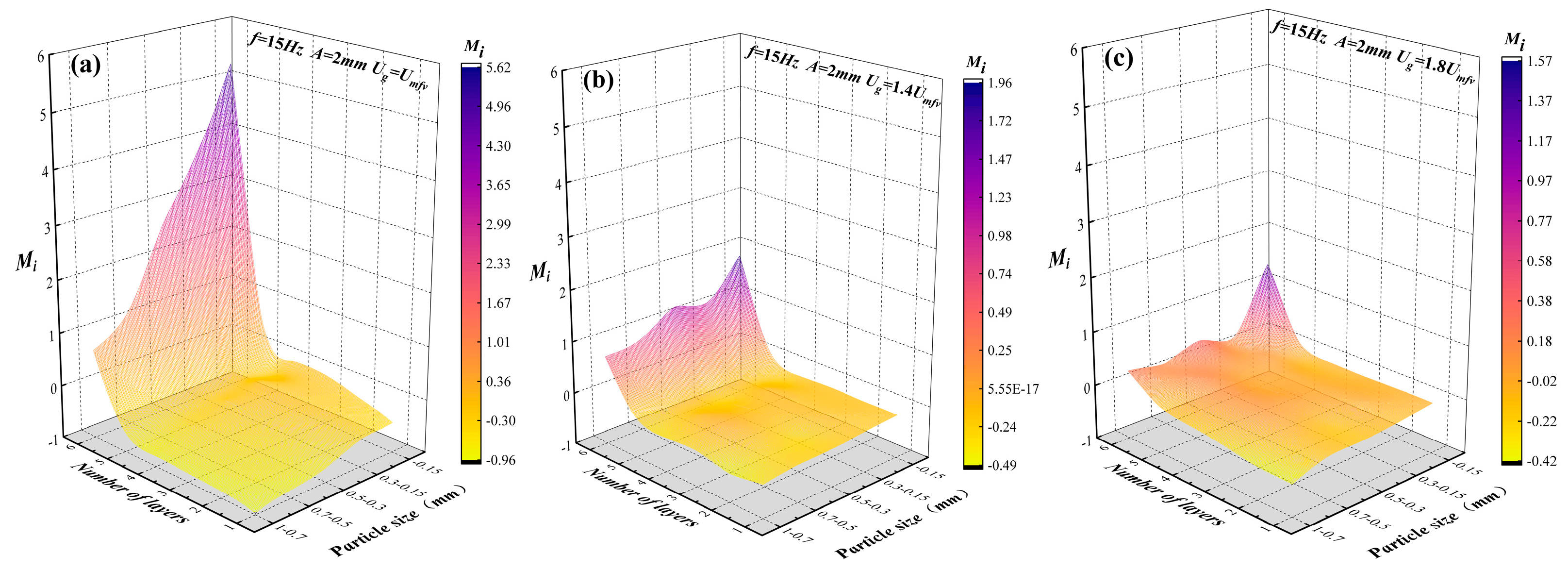
Figure 9.
Effect of air speed on local mixing index (f=25Hz A=1mm).
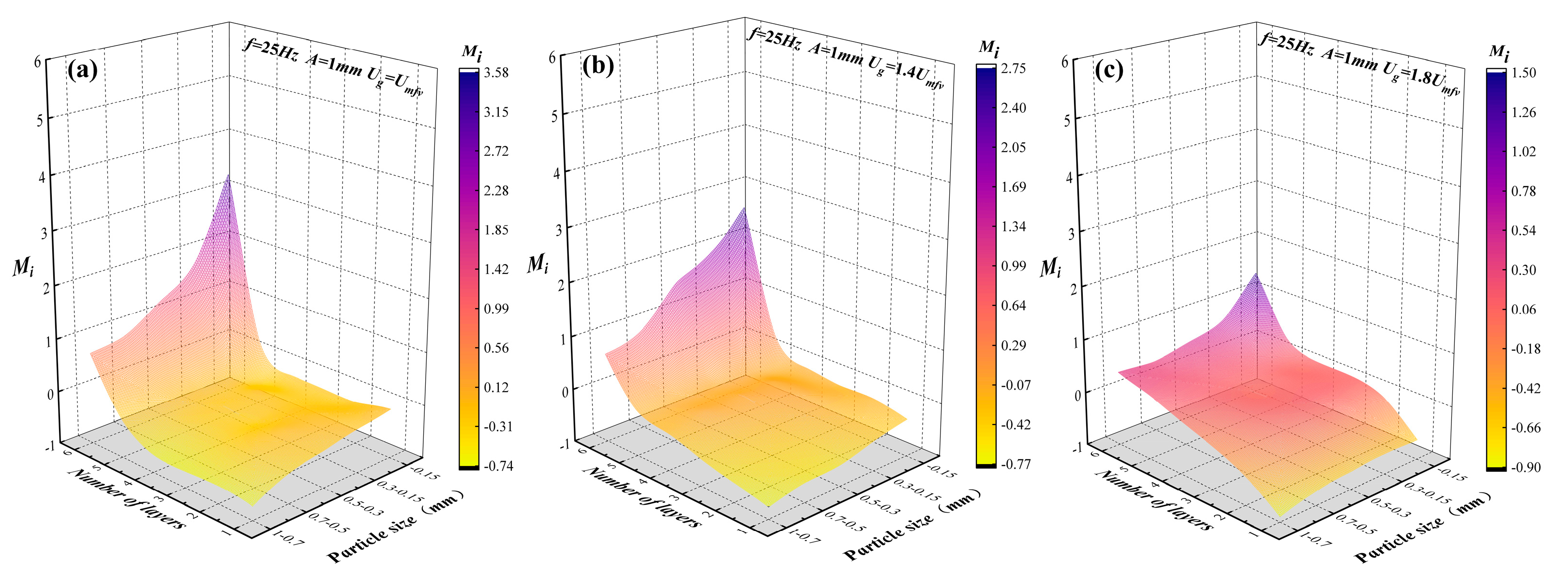
Figure 10.
Effect of air speed on local mixing index (f=25Hz A=2mm).
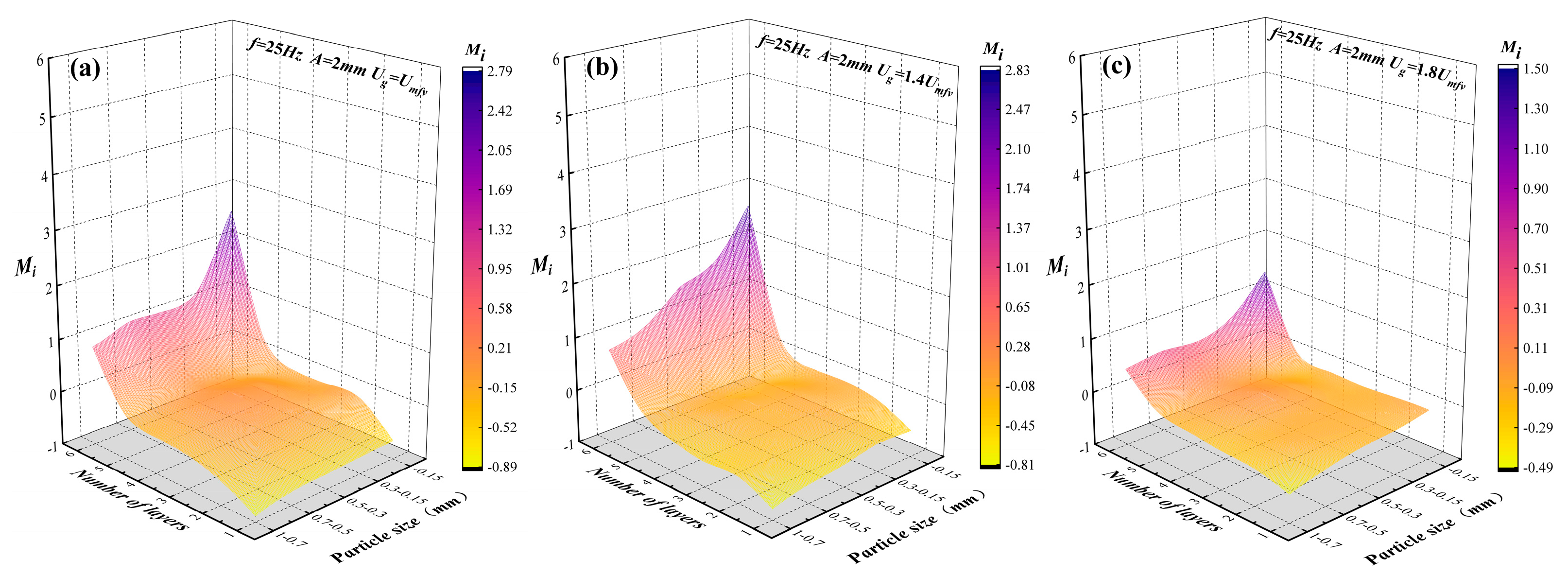
Figure 11.
Effect of air speed on local mixing index (f=25Hz A=3mm).
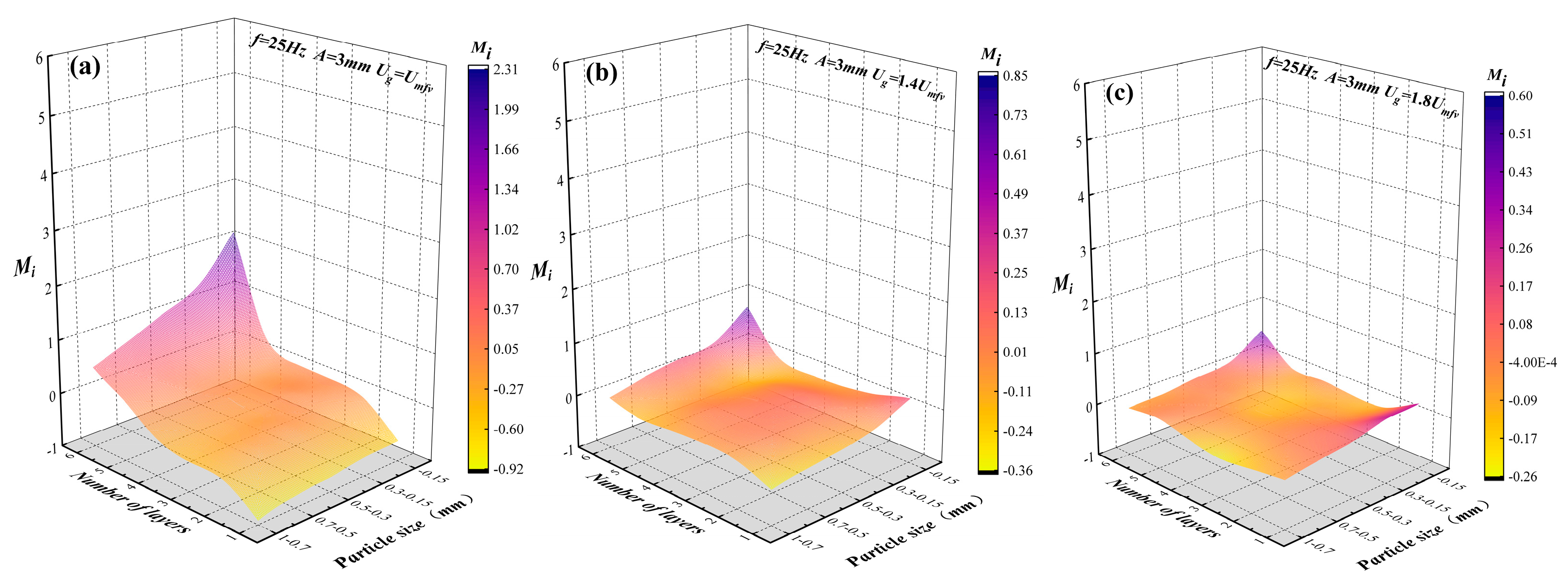
Figure 12.
Variation of coal dust density segregation degree at different gas velocities at all levels.
Figure 12.
Variation of coal dust density segregation degree at different gas velocities at all levels.
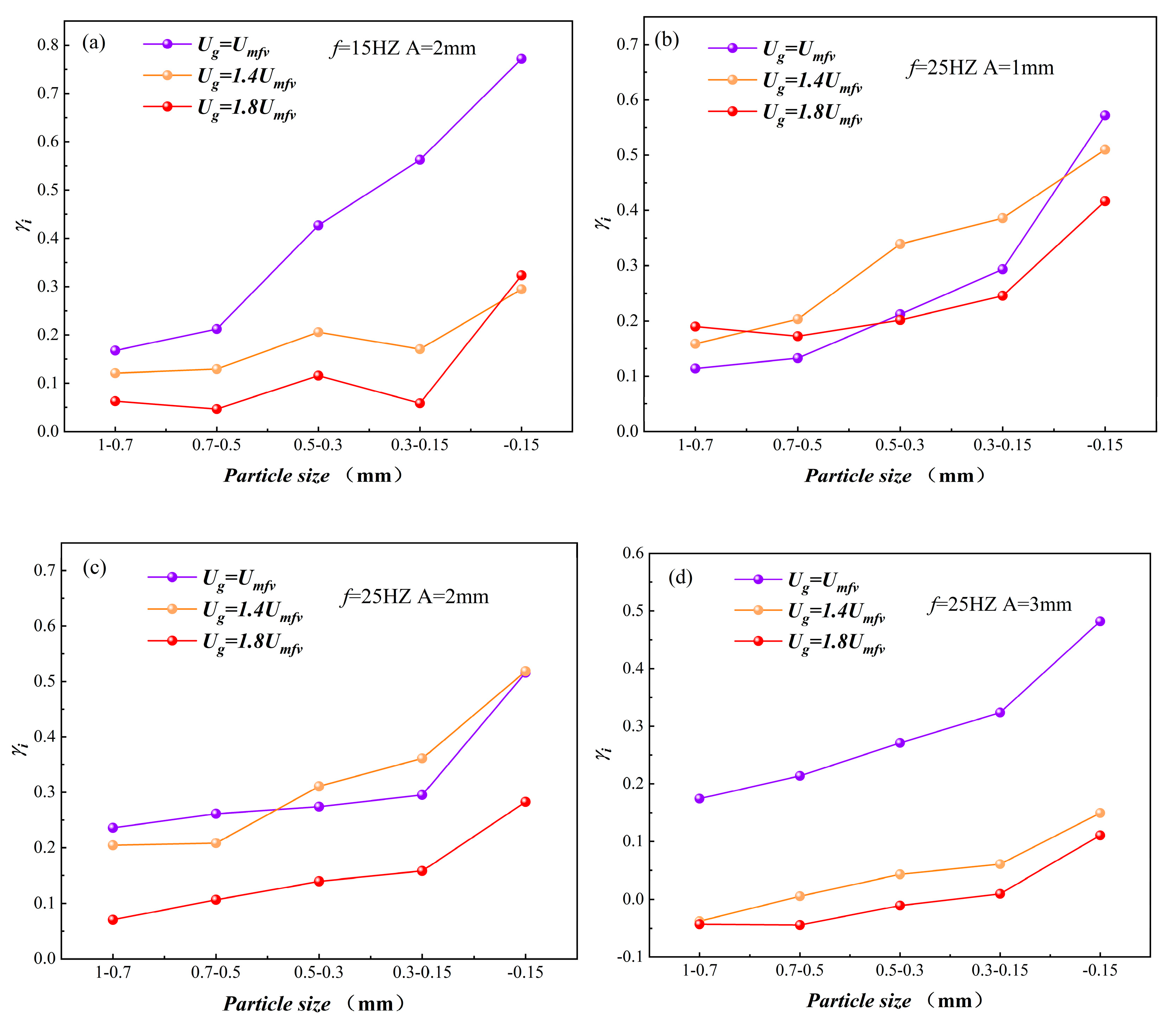
Figure 13.
Density segregation rule of wide-grained dense medium mass under the interaction of vibration gas flow.
Figure 13.
Density segregation rule of wide-grained dense medium mass under the interaction of vibration gas flow.
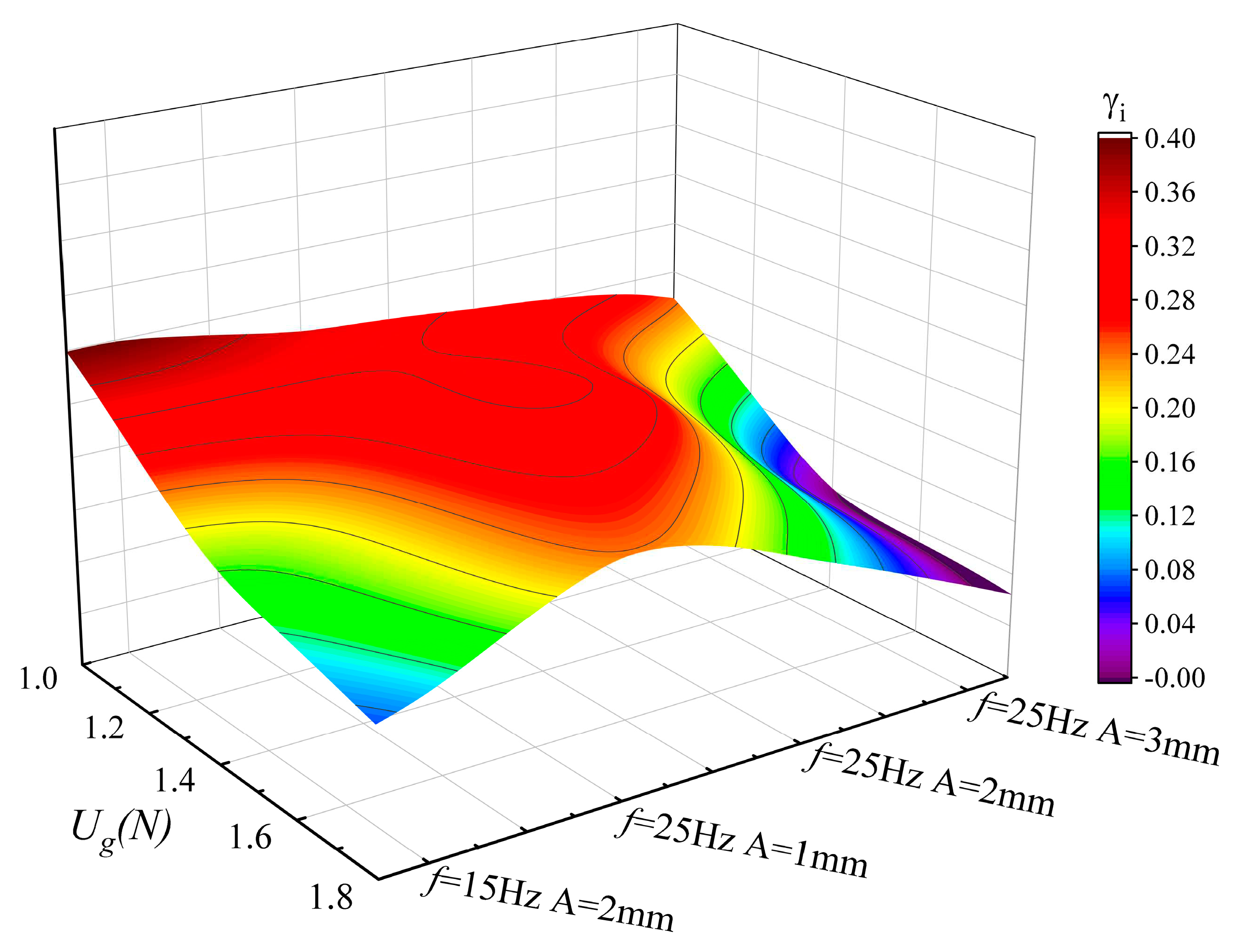

Table 1.
Physical properties of experimental materials.
| Material | Particle size range mm |
Geldart particle type |
True density g/cm3 |
Stack density kg/m3 |
Content % |
| Fine coal | 1-0.7 | D | 1705 | 909 | 2.5 |
| 0.7-0.5 | B | 1714 | 981 | 2.0 | |
| 0.5-0.3 | B | 1680 | 944 | 2.0 | |
| 0.3-0.15 | B | 1708 | 934 | 2.0 | |
| -0.15 | A | 1802 | 961 | 1.5 | |
| Magnetite powder | 0.3-0.15 | B | 4530 | 2571 | 90 |
Table 2.
Vibration and fluidization gas velocity settings.
| Vibration frequency Hz |
Amplification mm |
Air speed Ug(cm/s) |
| 15 | 2 | Umfv 1.4Umfv 1.8Umfv |
| 25 | 1 | Umfv 1.4Umfv 1.8Umfv |
| 25 | 2 | Umfv 1.4Umfv 1.8Umfv |
| 25 | 3 | Umfv 1.4Umfv 1.8Umfv |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



