
Submitted:
02 January 2024
Posted:
03 January 2024
You are already at the latest version
Abstract
Three-dimensional (3D) printing technology, also known as additive manufacturing (AM), has emerged as an attractive state-of-the-art tool for precisely fabricating functional materials with complex geometries, championing several advancements in tissue engineering, regenerative medicine, and therapeutics. However, this technology has an untapped potential for biotechnological applications, such as sensor and biosensor development. By exploring these avenues, the scope of 3D printing technology can be expanded and pave the way for groundbreaking innovations in the biotechnology field. Indeed, new printing materials and printers would offer new possibilities for seamlessly incorporating biological functionalities within the growing 3D scaffolds. Herein, we review the extrusion-based 3D printing modalities emphasizing biosensor applications. We highlighted the application of natural, synthetic, and composite biomaterials as 3D-printed soft hydrogels. Emphasis was placed on the approach by which the sensing molecules were introduced during the fabrication process. Finally, the future perspective was provided.
Keywords:
Bioinks
; Biomaterials
; Biosensors
; 3D printing
; 3D Bioprinting
; Sensors
; Additive manufacturing
; 3D bioprinter.
1. Introduction
There has been a tremendous advancement in three-dimensional (3D) printing technologies for precisely fabricating functionalized biological constructs with complex geometries. 3D printing, also known as additive manufacturing (AM), has emerged as a promising technique in tissue engineering applications by precisely depositing cells and biomaterials layer by layer. AM involves computer-aided designing and prototyping for the layer-by-layer manufacturing of 3D objects using a broad range of printing materials referred to as ‘inks. Similarly, 3D bioprinting is a type of additive manufacturing (AM) that involves extruding living cell-laden hydrogel suspensions, or bioinks, layer-by-layer through a nozzle, thus forming functional 3D structures with predesigned porous structures. A significant advantage of AM is the possibility to exert precise control over the microarchitecture of the printed structure by optimizing the mechanical, physical, and biological properties of inks and cell distribution[1]. Recent advances in 3D printing technologies and the ability to simultaneously print biomaterials and functional entities have opened new and rapidly growing opportunities in tissue engineering and biomedical fields.
3D printing technologies have a high prospect of impacting the biosensor community near the sensor prototyping and sensing layer organization levels [2]. Realizing scaffolds with integrated sensor molecules could provide a viable route for applying spatiotemporal sensing capabilities to emerging 3D cell culturing environments. Currently, 3D printing technology is dominated by biomedical applications such as tissue engineering and regenerative medicine, and fewer studies have extended these technologies into biotechnological applications in sensors and biosensors development [3]. The incorporation of sensor or biosensor units into the 3D printing processes would allow a non-invasive spatial-temporal approach to monitoring cells' microenvironment during culturing and serve as a multipurpose platform for the development of in vitro models for studying diseases and drug screening to decrease the use and sacrifice of animals [4].
To begin with, this article briefly reviews the current 3D printing technologies and the different printing materials. More importantly, recent research on the applications of 3D printing in biosensors was reviewed with an emphasis on fabrication methods and printing materials. Readers would be brought to speed on the current state of 3D printing applications in sensors and biosensors and highlighted the current challenges and future development opportunities in 3D printing-based biosensor technologies.
3D printing and sensors, in retrospect
The miniaturizing of devices can be dated as far back as the Stone Age. The focus is to make most systems become as small as possible [5]. This also applies to sensors as in vivo and in vitro monitors of biological signals. The breakthroughs in manufacturing microsystems further paved the way for biomedical sensors, classified under miniaturization, elastic nature, and design [6]. This implies a biosensor must be small, have an elastic modulus compatible with the human tissue, and must have the ability to be customized based on its functions. Available biomedical sensors in their small size are tactile sensors, microfluidic devices, diagnostic devices, biomarkers for diseases, and microelectrode-based electronic probes. The complexity of making micro and nanoscale devices started with etching on glass, which was later replaced with a silicon (Si) wafer [7]. Known for its outstanding characteristics over glass, Si wafer lithography has grown to a larger scale. Soft lithography uses an elastomeric polymer called polydimethylsiloxane (PDMS) to fabricate devices for various applications [8,9,10]. In contrast to glass and silicon, PDMS has a low elastic modulus (300–500 Kpa) and is permeable to gas, making it one of the best-fit materials as a biosensor [6]. The limitations of soft lithography include but are not limited to sophisticated processes (combined with photolithography), multiple stages, high professional experience, incompatibility with some reagents, and susceptibility to swelling while in contact with organic solvents [11]. Also, making a 3D structure is a significant setback in photo-soft lithography. A possible way is to stack several layers of 2D devices to form a 3D device [12]. Unfortunately, this approach is time-consuming and unreliable. The inception of 3D printing brought about a significant milestone in several fields and applications of microsystems, including microfluidics, biosensors, and biomedicine [13,14,15]. Three-dimensional (3D) printing, also known as additive manufacturing (AM), involves the layer-by-layer formation of an object to form a 3D structure. This process relies on extruded, deposited, or solidified materials under certain conditions in making the required object [16]. The American Society for Testing and Materials (ASTM) classified AM techniques based on their mode of operation into seven categories, which include powder bed fusion (PBF), vat polymerization, extrusion, material jetting, binder jetting, sheet lamination, and directed energy deposition (DED) [17].
2. An overview of 3D printing technologies
Additive manufacturing involves computer-aided design (CAD) and computer-assisted manufacturing (CAM) to build complex 3D construct models. These are then converted to STL format that can be sliced into 2D layers bound together. The sliced components can then be printed layer-by-layer by an automated deposition of inks onto a substrate using a 3D printer [18,19]. Standard 3D printing methods include stereolithography-based, inkjet, extrusion, and laser-assisted 3D printing (Figure 1) [18].
2. Different 3D printing methods and materials
2.1. Vat photopolymerization
Vat photopolymerization is a popular 3D printing technique that utilizes ultraviolet (UV) light to solidify the liquid light-curable resin, forming chains between molecules and crosslinking the resin [20]. It is recognized for its capability to create complex structures with fine details and high surface quality [21]. Here, liquid resins are polymerized under ultraviolet (UV) under particular wavelengths and printing conditions. The photosensitive resin is placed in a vat and cured within a few seconds, making it a rapid and accurate method compared to other AM processes [22]. This technique is divided into stereolithography (SLA), digital light processing (DLP), and two-photon polymerization (2PP) [23,24,25]. In SLA, the system is further subdivided into free-surface and constrained surface configurations, depending on the orientation of the light source for curing the resins. The constrained surface has proven more advantageous for several applications than the free-surface configuration. At first, the object's height is not restricted by the size of the vat. Secondly, the curing time is faster, and less resin is wasted. A slight modification to the SLA is micro-stereolithography (µSLA) enhanced with a resolution on a micron level [26]. The DLP printer uses a similar operating procedure as in the SLA-constrained surface system, except that a digital projector is used to cure the photo resins instead of UV light. This system is faster than SLA printers, and uncured resins can always be reused. The 2PP system was introduced to solve some of the shortcomings of SLA and DLP printers. Providing a higher accuracy, the 2PP system can achieve sub-100 nm resolution even though its printing speed is slow.
A movable 3D microfluidic biosensor chip was printed using micro stereolithography (SL), which contains a digital micromirror device (DMD) [27]. It consists of a torque-actuated pump and valve, rotary valve, and pushing valve to perform general colorimetric assays. Incorporating the 3D printed device helps reduce excess loss of reagents, allows for rapid on-site quantitative detection, and comes with easy operation protocol with low manufacturing cost. This technology, alongside the smartphone, was ascertained to perform an informative and broad quantitative analysis.
A fully automated microfluidic device was achieved via stereolithography printing. Fluidic valves and pumps were printed for cell culture applications [28]. Even though the ease of total fabrication was reduced, the performance of their device is still inferior to that of their PDMS counterparts. Still, there are prospects that their performances will be enhanced since SL has promising features in the future.
An SLA printer, an FDM printer, and an FDM printer aid the fabrication and characterization of a robust 3D-printed microfluidic analysis system. This device can be incorporated with FDA-approved clinical microdialysis probes to monitor human tissue metabolite levels [27] continuously.
2.2. Powder bed fusion
This technique involves the layer-by-layer fusion of powdered material to create three-dimensional objects, and it is prevalent for its ability to produce small, precision-demanding, and diverse pieces [29]. This technology operates on powdered material (metal, polymer, ceramics, composites, etc.) that is joined point by point using a laser beam or electron beam as an energy source. In this concept, a roller spreads over a thin layer of powder with the energy source melting or sintering it [30,31]. This process repeats itself until the whole structure is fully formed. The outcome of the 3D structure depends on various factors such as powder quality, spot size beam, or laser power. The common types of PBF are selective laser sintering (SLS), laser power bed fusion (LPBF), and electron beam melting (EBM). The significant disadvantages of this technique are the post-processing requirement, difficulty in controlling porosity, and slow printing time. For the electrochemical detection of ascorbic and uric acids, stainless electrodes were printed using metal 3D printing technology. The device performed excellently compared to the conventional method of glassy carbon electrodes in terms of sensitivity, selectivity, and reproducibility, having a linearity range of 0.1-1 mM [32].
2.3. Material Jetting
This ink and powder liquid extrusion is somehow like printing text and images. The printheads are similar to those in inkjet printers except that the ink here is deposited in microdroplets, forming a layer-by-layer formation of the 3D structure [33]. This non-contact technique offers an accurate print around edges, curves, and incline surfaces. Commonly used materials include photo resins, carbon nanotubes, and hydrogels. Examples include inkjet printing (IJP), Aerosol Jet printing (AJP), MultiJet printing (MJP), and Polyjet. In AJP, the droplets are aerosols, which are transported to the nozzle or orifice by a gas. An Objet Connex 350 Multi-material printer fabricated an electrochemical detection device. A microfluidic platform with a threaded receiving port that allows integration of different electrode materials for dopamine and nitric oxide detection and a device that collects adenosine triphosphate (ATP) while measuring the release stimulus of reduced oxygen concentration were 3D printed. This sensor could detect neurotransmitters and signaling molecules [34]. The results demonstrate the reproducibility and transferability of 3D printing as a fabrication technique for the sensing devices and electrodes. A wireless, stretchable, implantable biosystem was 3D printed using a nano-ink system. The technology allows for high-performance multi-layer printing of a capacitance flow sensor [35].
2.4. Extrusion-based system
Extrusion-based 3D printing involves the ink deposition onto a stage along the X and Y axes, causing the layer-by-layer fabrication of the construct to advance along the Z axis by moving the head up or down. Extrusion 3D printing is classified into two sub-groups: processes involving material melting and those without material melting [18]. A commonly used extrusion-based 3D printing based on material melting is fused deposition modeling (FDM). In FDM, a nozzle ejects a plastic or ink to print an object [36,37]. A key feature in the material melting approach is that the material temperature is kept at a temperature just greater than its melting point for easy extrusion through the nozzle to allow the filaments to fuse during printing and to solidify upon cooling. They offer several benefits, such as low cost, full automation, and a wide array of printing materials. The available materials used in the fabrication include ceramics, polyethylene terephthalate (PET), wax blends, thermoplastic elastomers (TPE), nylon, metals, polylactic acid (PLA), acrylonitrile butadiene styrene (ABS), and polycarbonate (PC), polyvinyl alcohol (PVA), and cyclic olefin copolymer (COC) Most of these materials are hard plastics with poor gas permeability, which are not fitted for sensors application. A DIW printer was reportedly used to fabricate an implantable biosensor for monitoring glutamate. Here, a nanocomposite ink was printed on thin-film polymer substrates. Using this technique, it was discovered that the sensor has high sensitivity, low detection limit, and can sense glutamate for in-vivo applications [38]. A micro-extrusion 3D printer was used to fabricate microfluidic-based microelectrochemical systems containing piezoelectric sensors and actuators for acoustofluidic applications. This device showcases the effectiveness of additive manufacturing integration with piezoelectric transducers [39]. The extrusion-based manufacturing without material melting can be classified into pneumatic and mechanical (screw and piston-based). This approach is commonly employed in tissue engineering bioprinting soft hydrogels because of its mild fabrication condition. In pneumatic 3D printing, air or gas pressure is used to extrude the ink through the nozzle at controlled printing speed, flow rate, volume, and pressure. This approach has a limit of viscosity that can be extruded based on the pressure limit. The mechanical-based extrusion uses a moving pistol and rotating screw to drive the ink out of the nozzle with better spatial control and a broader range of viscosities than the counterpart pneumatic approach.
2.5. Inkjet printing
Inkjet-based 3D printing is becoming increasingly popular due to its potential applications in various fields, including wearable and textile electronics, microstructures, and additive manufacturing. The versatile technology has shown promise in printing small-scale 3D objects, functional structures, and multi-material structures [40,41]. As a result, it has become a valuable tool for modern manufacturing processes [42]. Inkjet-based 3D printing encompasses two main types: thermal and piezoelectric inkjet 3D printing. In thermal inkjet 3D printing, a heating element functions as a thin film resistor. When an electrical pulse is applied, it generates a high current that vaporizes the adjacent ink into bubbles, leading to an expansion of vapor bubbles in the ink reservoir [18]. This expansion creates pressure, ejecting the ink droplets out of the nozzle. On the other hand, piezoelectric inkjet 3D printing involves applying an external voltage to a piezoelectric transducer, resulting in a sudden change in the volume of the ink chamber [43]. A flexible cylindrical enzyme-electrode glucose microsensor was fabricated using rotated inkjet printing. This concept uses maskless direct writing for in situ fabrication and modification on micro cylindrical substrates. This device showed glucose detection of 0–570 mg dL−1, which agrees with the clinical standards. The rotated inkjet printing method was then proposed as a prospective tool for fabricating flexible bioelectronics on arbitrary shapes of substrates on a micro-scale [44].
All the components of an enzymatic glucose sensor were fully printed using inkjet and recyclable paper as substrates. The printed device was unique as it is a metal-free fabrication and can detect glucose in saliva with a shelf life of thirty-one (31) days. This sensor's components, including the conducting polymer, were printed as a layer-by-layer assembly [45].
3.1. 3D printers and bioprinters
3D printers have become very inexpensive, and various open-source architectures are available, further increasing the accessibility to this technology [46]. 3D bioprinters are broadly categorized into four groups based on their working principles. The following are types of bioprinters commonly used: stereolithography, acoustic, microvalve, inkjet-based, extrusion-based, laser-assisted, and needle array bioprinters. The choice of bioprinter should align with the specific requirements of the target construct and bioink. To choose a bioprinter for a particular application, two factors are usually considered – the structural properties of the target construct and the printing material (bioinks). The commonly regarded structural properties of the target construct include its size, complexity, and the type of tissues or organs being printed. In contrast, the properties of the bio-inks that are usually considered are their viscosity, composition, and crosslinking mechanisms, which are influential in determining the most suitable bioprinting technology. In addition, the printing speed, resolution, scalability, and compatibility with the desired biomaterials.
3.2. Bio-inks
Bioinks are materials used for 3D bioprinting, composed of living cells alone or with a supportive hydrogel component. These bioinks are designed to enable the fabrication of porous hydrogels, providing control over printability, mechanical properties, and degradation characteristics, which are essential for the custom 3D fabrication of resilient, cellularized structures [47]. These bioinks are cell-encapsulating biomaterials used in the 3D printing process and must be friendly to both the printing process and 3D cell culture. The bioinks are also being designed to hold growth factors and exhibit thermo-responsive properties [48], which are critical for applications in bone regeneration and drug delivery [49], as well as the incorporation of sensor units [46]. The active materials in bioinks can serve as an extracellular matrix that helps provide adhesion to cells, the proliferation of cells, and cellular differentiation after bioprinting. The biomaterials employed in bioink formation should exhibit high biocompatibility, mechanical strength, rheological property, printability, and bioactivity. Based on the origin, bioinks can be natural, synthetic, or hybrid materials interacting with biological systems in 3D bioprinting [50,51]. The materials used in the 3D bioprinting are usually processed into 3D insoluble aqueous matrices called hydrogels.
Hydrogels are 3D hydrophilic polymers that absorb and retain significant aqueous fluids without dissolving in the media. The hydrogel structure results when the hydrophilic domain of the polymeric networks becomes hydrated in an aqueous environment [52]. The term "network" in this context refers to the interconnected structure of the polymer chains and the presence of crosslinks, which is crucial for preventing the dissolution of polymer chains or segments into the surrounding aqueous phase [52]. They are widely used in fabricating 3D scaffolds for tissue engineering because of their viscosity, one of the essential factors for printability [53,54]. Other critical factors for printability are the rheological behaviors – the storage modulus (G’) and loss modulus (G”) of the bioink, which can be readily tuned in many ways according to the printing needs [55]. Hydrogels with characteristically low viscosity and high loss modulus commonly exhibit limited rigidity to self-support the layer-by-layer deposition during the printing process, thereby necessitating the need for crosslinking [52] step at a particular stage of the process – pre- or post-printing or simultaneously, during printing. A summary of how bio-inks are formulated for 3D bioprinting was put forward by [18], as shown in Figure 2.
Various techniques have been employed to create crosslinks to prepare hydrogels. Both chemical and physical methods have been used to form hydrogels. While the chemical method introduces a covalent bond between different polymer chains, the physical crosslinking is achieved via ionic interaction, and the latter is usually reversible by physical means. The work of Hennink and Nostrum [52] provides an extensive description of various hydrogel crosslinking methods and their mechanisms of action. The choice of crosslinking methods and the controllability of the crosslinking process during bioprinting is important for printability. A great deal of research effort is directed to the formulation of printing material that would offer high printing fidelity and structural integrity.
Technically, there are two broad categories of bioinks – low-viscosity and high-viscosity biomaterial inks. Low viscosity bioinks tend to collapse after extrusion [56] due to gravity, compromising the printing fidelity and thus requiring a technological effort for processing. Approaches like in situ crosslinking for ionically crosslink-able inks, UV exposure for the inks with photoreactive groups, and printing into sacrificial support baths [56] are the commonplace post-processing of the plotted low viscosity inks constructs [57]. High viscosity bioinks allow the direct fabrication of volumetric constructs in the air and can withstand structure collapse. Both high and low viscosities bioinks have advantages and disadvantages in AM, depending on the intended applications. For instance, a composite of alginate and gelatine has been employed in 3D printing, whereby gelatine provided the initial structural support to the construct before adding calcium chloride for alginate crosslinking.
3.3. Different (bio)materials used in 3D printing.
New printing biomaterials and formulations have offered versatility to various 3D bioprinting applications. Additive fabrication techniques can work with multiple materials, but not all are suitable for all applications, including biosensing. Custom materials with tailorable properties that address the application's needs must be designed for all these techniques. Synthetic and naturally occurring polymers or a combination of both (semi-synthetic) (shown in Figure 3) are used in 3D printing depending on the intended applications and the desired physicochemical properties of the bioink [58].
The naturally occurring polymers in 3D printing include alginate, gelatine, chitosan, collagen, hyaluronic acid, and fibrinogen/fibrin, while synthetic materials include polyvinyl alcohol. These polymers have been used individually or as composites for bioprinting applications (Table 1)
Biosensors: an overview
The demand to produce sensing devices rapidly and cost-effectively for medical diagnostics, environmental monitoring, and process industries is on the rise. In recent decades, research on biosensor technology has witnessed tremendous progress in response to the increasing spectrum of clinical and environmental analytes, necessitating the need for more rapid and affordable analytical tools. Modern and conventional analytical techniques can offer appreciable accurate and sensitive detection of clinical and environmental analytes. Still, most of these techniques are limited by cost, the need for trained personnel, and impracticability for onsite analysis [63]. Biosensors are seen as tools of choice to match the rising need for diagnostics and monitoring, as they are inexpensive, seamless to construct, and, most importantly, can be miniaturized into portable formats.
A biosensor is an integrated compact device interacting with the specific analyte(s) to produce a quantitative or semi-quantitative output signal. Biosensors offer several advantages over conventional analytical methods, such as speed, ease of use, low cost, non-destructive properties, and on-site detection, making them indispensable tools in various fields [64]. They comprise the biological recognition element (BRE), signal transducers, and display units. Biosensors can be classified based on the type of biorecognition element or the nature of transducers used in the device's development. Based on the kind of biorecognition, biosensors can be classified as enzymes, DNA, immunosensors, or whole-cell biosensors. Biosensors can also be classified as optical [65], electrochemical (label-based or label-free), mechanical [66], and Conductometric [67] biosensors. The biorecognition element (BRE) is usually functionalized with biological materials that have the potential to interact specifically with the analyte of interest and thereby elicit a quantitative or semi-quantitative signal. Such specific biochemical interactions include antigen/antibody, nucleic acid/complementary sequences, and protein/receptor interactions. Also, based on the signal transducers, biosensors can be classified as thermal, electrochemical, piezoelectric, magnetic, optical, mechanical, or radioactive sensors (Figure 4).
5. Bioprinting method applications in Biosensors
Three-dimensional (3D) printing technologies will soon impact the biosensor community at the sensor and sensing layer organization level. Many sensors are intrinsically sophisticated and often arranged into composite architectures constructed from multiple components [68]. Therefore, new fabrication methods that could be used to create complex sensors rapidly are desired. Many thanks to the rapidly advancing field of additive manufacturing that can enable printing different biomaterials into intricate 2D and 3D architectures, which could be used for sensing.
The convergence of additive manufacturing processes with biomaterials has introduced a new paradigm in the biotechnology engineering community. Indeed, the emergence of new printing materials and a variety of 3D printers for a seamless fabrication of complex hydrogel scaffolds that permit the incorporation of sensing layers within the scaffold with complex geometries have brought new perspectives to most biosensors’ developers [69], whereby 3D bioprinting is now being extended to include critical biotechnological applications such as incorporation of active biomolecular recognition element into the 3D printed objects for (bio)sensing purposes.
Many bioprinting techniques, such as electrodeposition, ink-jet printing, microcontact printing, and extrusion, can be adapted for use in the development of biosensors by a precise, rapid deposition and patterning of the printing material laden with reporter biomolecules. The library of biomolecules that have been bio-printed ranges from biomolecules such as proteins, enzymes [70], nucleic acids, polysaccharides, and bacterial cells to whole cells such as mammalian cells, algae, and bacteria [71].
3D bioprinting of biosensors can benefit from the capability for multiplexing and high-throughput analysis for rapid multianalytes screening. Concerning tissue engineering, the incorporation of sensing capability into 3D printing materials could facilitate a rapid patterning of different sensor molecules over a wide range of concentrations to allow for the detection of threshold levels of biomarkers of cellular responses, thereby allowing for a kind of spatial-temporal monitoring of cellular environment in parallel experiments. The transduction properties of the various biomaterials used as bio-ink are essential when bioprinting is aimed at biosensing applications. The immobilization of BRE is critical in fabricating a sensorized 3D construct. Different fabrication approaches have been employed to date.
Approaches of introducing biosensors 3D Bio-printed Biosensors
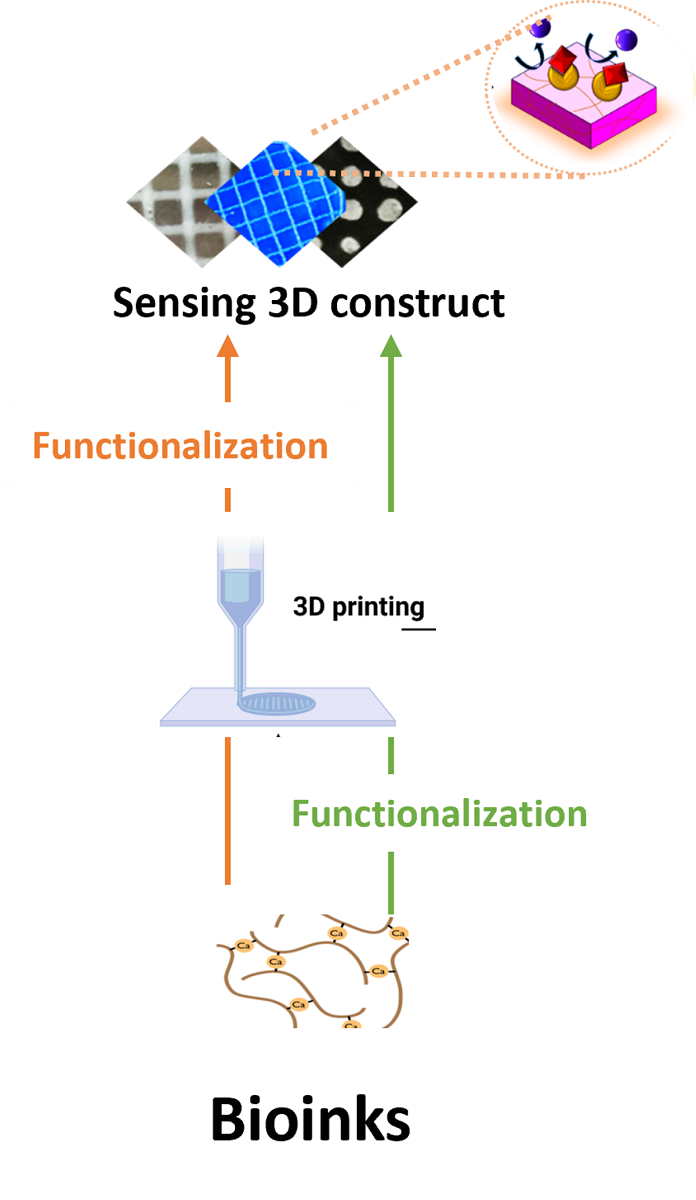
The ability to rapidly manufacture functional sensors would benefit numerous healthcare and environmental monitoring applications. There are different strategies for introducing sensor units to 3D fabrication. The biomaterials could be functionalized with the BRE during the bio-ink preparation before printing or simultaneously during printing. At the same time, it is also possible to functionalize the 3D construct post-fabrication (Figure 5).
In 2018, Trampe et al. demonstrated the possibility of combining 3D printing with incorporated sensor particles into the bio-ink by functionalizing the bioink with luminescent oxygen sensors [69]. They 3D printed an optical sensor nanoparticle functionalized bioink for spatiotemporal imaging of oxygen in the printed cell-laden sensorized construct to facilitate a rapid evaluation of cell activity in printed constructs as a function of structural complexity, metabolic interactions in mixed-species bio-prints and response to external incubation condition However, the successful printing of the scaffold bearing an active biomolecular recognition requires optimized conditions of temperature and aqueous environment, especially when the recognition molecules of interest are enzymes, antibodies, or other structurally complex macromolecules [2].
In 2020, Finny et al. [46] prepared a hydrogel-based 3D printing ultraviolet (UV) sensor to quantify exposure. In their study, a color-changing hydrogel ink containing alginate, gelatine, photoactive titanium dioxide nanoparticles, and dyes (methyl orange, methylene blue, and malachite green) was first developed and 3D printed [46]. The nanoparticles initiate photocatalytic degradation of dyes, leading to dye discoloration. The viscosity and composition of the ink were optimized to achieve printability, which resulted in a one-step fabrication approach. The sensors are inexpensive, stable, extremely robust, biodegradable, and easy to use [46]. The hydrogel, comprising alginate and gelatine biopolymers, provided an excellent medium for stabilizing the nanoparticles and the dyes. The hydrogel composition was optimized for room temperature gelation and to facilitate 3D printing of mechanically stable, robust, and reproducible constructs. The ink's tunability, biocompatibility, and printability offer excellent potential for developing advanced 3D printing methods that, in addition to UV sensors, can be applied more broadly to fabricate other sensing technologies for various other applications.
Also, a printable hydrogel microarray-based drug-screening platform capable of unambiguously differentiating true enzyme inhibitors from false inhibitors has been developed, immobilizing the enzyme by entrapment within the hydrogel [72]. Recently, a gelatine methacrylamide-based hydrogel harboring a sugar-sensitive fluorophore has been printed as a 3D sugar-sensing hydrogel [73]. Mandon et al., 3D printed objects with entrapped sequential enzymatic reactions (glucose oxidase and peroxidase) and entrapped antibody for a sandwich immunoassay to detect brain natriuretic peptide [2].
Most recently, Leggett and colleagues [23] 3D-printed pH-indicating filaments of poly-lactic acid using a fused filament fabrication (FFF) approach. In this study, polylactic acid (PLA) and poly-(ethylene glycol) (PEG) were blended with pH indicator powder to prepare filaments with environmental sensing functionalities. The novel PLA-PEG-indicator sensor filament was robust, with characteristic color changes in different pH conditions tested, thermally stable, and biodegradable. The fabrication approach entailed pre-mixing the components – PLA, PEG, and the indicators (bromothymol blue, phenolphthalein, and thymol blue) before extrusion. A particular type of extrusion-based 3d printing – direct ink-write technique was employed to additively manufacture complex geometrical structures with an embedded wireless temperature and relative humidity (RH) sensor during the 3D printing process [61]. The printed sensor object could read up to 65 RH and temperatures of up to 85 °F from a maximum distance of 141.7 m. This work revealed the feasibility of creating complex geometrical shapes with ceramic using the DIW printing technique[61]. This is one of the pioneering studies demonstrating the possibility of integrating functional capabilities into 3D-printed ceramic objects, exemplified using temperature and humidity sensor functionalities.
A reagent-less additively manufactured sensor for multi-analytes has been developed by Finny and colleagues [74]. The hydrogel-based (bio)sensors with incorporated receptor molecules and transduction interfaces were 3D printed by extruding the bioink formulation comprising enzymes and catalytic and photoactive properties. The 3D printed biosensors were a lactate sensor for measuring physiological activity in the sweat and a UV sensor for quantifying harmful UV radiation exposure.
The facile integration of chemical sensing technologies into 3D fabricated manifolds, which can garner quantitative, measurable responses to the local environment, remains an unmet need of tissue engineering. For example, the incorporation of sensing units into a hydrogel for glucose detection in cancer cells [32] and tissue culture [33,34] has been reported. Glucose detection in solution has been well documented using boronic acid (BA) that binds reversibly to diols of glucose and fructose, leading to a quantitative fluorescent response. A transition from solution-based methodologies to a solid, insoluble platform must be made for the practical realization of this technology. Therefore, Bruen and colleagues [73] researched how to create a 3D-printed hydrogel-based sugar sensor. BA–fluorophore pair was incorporated into a gelatin methacrylamide-based matrix and fabricated by extrusion-assisted 3D printing. The resulting extruded structured porous hydrogels displayed a measurable and reproducible linear fluorescence response to glucose and fructose up to 100 mM. This is a landmark attempt to generate a 3D printed structure with chemical sensing capability, and as such, could provide a viable route for applying spatiotemporal sensing capabilities to emerging 3D cell culturing environments [73].
6. Future Perspectives
Additive manufacturing allows for the fabrication of functional materials with complex architectures, controlled microstructures, and material combinations. It has continued to influence the fields of biomedical sciences and biotechnology, including biosensors. The advancement of biomedical sensors has been driven by innovations in device manufacturing techniques at the nano, micro, and macroscale. Over the past few decades, biosensor technology has progressed in miniaturization, elasticity, and customization. The need for miniaturization is ever-increasing for the processor and packaging, leading to the fabrication of smaller devices with improved functionality [75] and multiplexing [76]. Despite the constant advancement of biomedical devices, these trends remain consistent, spurring new and more efficient ways of manufacturing device elements. These advances are still in their developmental stage, and several new 3D printing methods are in the pipeline [77].
The advances in 3D printing technology that enable new capabilities and functionality in biosensors include multi-material printing and simultaneous printing of hydrogels with the biomolecular entities—multi-length scale printing and scale-up [78]. 3D printers with multiple printheads/nozzles are being developed to scale production rates for various applications, including biosensors. The advancements address 3D printing limitations like post-processing compatibility, layer misalignment, over-extrusion, and anisotropic strength [78,79]. Biomedical sensors in 3D printing are advanced manufacturing applications that enable the creation of complex geometries and customized designs with rapid prototyping and multi-material integration capabilities. The ability to functionalize the bioink with biorecognition elements such as functional proteins (enzyme, antibody), DNA, carbohydrates, or biocompatible organic dyes during the additive manufacturing process will open new horizons for introducing sensing capabilities into biotechnological processes such as tissue engineering. This is because non-invasive monitoring of cells' growth, distribution, and metabolic activity in bio-printed 3D constructs is a growing need yet to be actualized. Chemical functionalization of the biomaterials used in bioink preparation holds a high prospect for integrating biomolecular recognition elements and sensing capabilities into the plotted constructs. For example, covalent modification of alginate with reactive chemical groups has been used in optical sensor development by modifying alginate with pyrrole or streptavidin [80,81,82]. Alginate-streptavidin conjugate can be used as bioink for post-printing functionalization with biotin-containing biomolecules.
Author Contributions
Conceptualization, RSM and A.A.P; writing—original draft preparation, A.A.P; ADA, writing—review and editing, A.A.P, AD.A, RSM.; supervision, RSM; project administration, RSM. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data sharing does not apply to this article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Yu, C.; Schimelman, J.; Wang, P.; Miller, K.L.; Ma, X.; You, S.; Guan, J.; Sun, B.; Zhu, W.; Chen, S.J.C.r. Photopolymerizable biomaterials and light-based 3D printing strategies for biomedical applications. 2020, 120, 10695-10743. [CrossRef]
- Mandon, C.l.A.; Blum, L.J.; Marquette, C.A.J.A.c. Adding biomolecular recognition capability to 3D printed objects. 2016, 88, 10767-10772. [CrossRef]
- Krujatz, F.; Lode, A.; Seidel, J.; Bley, T.; Gelinsky, M.; Steingroewer, J.J.N.b. Additive Biotech—Chances, challenges, and recent applications of additive manufacturing technologies in biotechnology. 2017, 39, 222-231. [CrossRef]
- Zhu, W.; Ma, X.; Gou, M.; Mei, D.; Zhang, K.; Chen, S.J.C.o.i.b. 3D printing of functional biomaterials for tissue engineering. 2016, 40, 103-112. [CrossRef]
- Reyes, D.R.; Iossifidis, D.; Auroux, P.-A.; Manz, A. Micro total analysis systems. 1. Introduction, theory, and technology. Analytical chemistry 2002, 74, 2623-2636. [CrossRef]
- Ali, M.A.; Hu, C.; Yttri, E.A.; Panat, R. Recent advances in 3D printing of biomedical sensing devices. Advanced functional materials 2022, 32, 2107671. [CrossRef]
- Beebe, D.J.; Mensing, G.A.; Walker, G.M. Physics and applications of microfluidics in biology. Annual review of biomedical engineering 2002, 4, 261-286. [CrossRef]
- Duffy, D.C.; McDonald, J.C.; Schueller, O.J.; Whitesides, G.M. Rapid prototyping of microfluidic systems in poly (dimethylsiloxane). Analytical chemistry 1998, 70, 4974-4984. [CrossRef]
- Whitesides, G.M.; Ostuni, E.; Takayama, S.; Jiang, X.; Ingber, D.E. Soft lithography in biology and biochemistry. Annual review of biomedical engineering 2001, 3, 335-373. [CrossRef]
- Xia, Y.; Whitesides, G.M. Soft lithography. Annual review of materials science 1998, 28, 153-184. [CrossRef]
- Raj M, K.; Chakraborty, S. PDMS microfluidics: A mini review. Journal of Applied Polymer Science 2020, 137, 48958. [CrossRef]
- Monserrat Lopez, D.; Rottmann, P.; Fussenegger, M.; Lörtscher, E. Silicon-Based 3D Microfluidics for Parallelization of Droplet Generation. Micromachines 2023, 14, 1289. [CrossRef]
- Palmara, G.; Frascella, F.; Roppolo, I.; Chiappone, A.; Chiadò, A. Functional 3D printing: Approaches and bioapplications. Biosensors and Bioelectronics 2021, 175, 112849. [CrossRef]
- Jammalamadaka, U.; Tappa, K. Recent advances in biomaterials for 3D printing and tissue engineering. Journal of functional biomaterials 2018, 9, 22. [CrossRef]
- Becker, H. Hype, hope and hubris: the quest for the killer application in microfluidics. Lab on a Chip 2009, 9, 2119-2122. [CrossRef]
- Aladese, A.D.; Jeong, H.-H. Recent developments in 3D printing of droplet-based microfluidics. BioChip Journal 2021, 15, 313-333. [CrossRef]
- Standard, A. Standard terminology for additive manufacturing technologies. ASTM International F2792-12a 2012, 1-9.
- Rajabi, M.; McConnell, M.; Cabral, J.; Ali, M.A.J.C.P. Chitosan hydrogels in 3D printing for biomedical applications. 2021, 260, 117768. [CrossRef]
- Shirazi, S.F.S.; Gharehkhani, S.; Mehrali, M.; Yarmand, H.; Metselaar, H.S.C.; Kadri, N.A.; Osman, N.A.A.J.S.; materials, t.o.a. A review on powder-based additive manufacturing for tissue engineering: selective laser sintering and inkjet 3D printing. 2015. [CrossRef]
- Pagac, M.; Hajnys, J.; Ma, Q.-P.; Jancar, L.; Jansa, J.; Stefek, P.; Mesicek, J.J.P. A review of vat photopolymerization technology: Materials, applications, challenges, and future trends of 3d printing. 2021, 13, 598. [CrossRef]
- Wang, Y.; McAninch, I.M.; Delarue, A.P.; Hansen, C.J.; Robinette, E.J.; Peterson, A.M.J.M.A. Additively manufactured thermosetting elastomer composites: small changes in resin formulation lead to large changes in mechanical and viscoelastic properties. 2023, 4, 607-615. [CrossRef]
- Hull, C. StereoLithography: Plastic prototypes from CAD data without tooling. Modern Casting 1988, 78, 38.
- Waldbaur, A.; Rapp, H.; Länge, K.; Rapp, B.E. Let there be chip—towards rapid prototyping of microfluidic devices: one-step manufacturing processes. Analytical Methods 2011, 3, 2681-2716. [CrossRef]
- Maruo, S.; Kawata, S. Two-photon-absorbed photopolymerization for three-dimensional microfabrication. In Proceedings of the Proceedings IEEE The Tenth Annual International Workshop on Micro Electro Mechanical Systems. An Investigation of Micro Structures, Sensors, Actuators, Machines and Robots, 1997; pp. 169-174. [CrossRef]
- Shallan, A.I.; Smejkal, P.; Corban, M.; Guijt, R.M.; Breadmore, M.C. Cost-effective three-dimensional printing of visibly transparent microchips within minutes. Analytical chemistry 2014, 86, 3124-3130. [CrossRef]
- Bertsch, A.; Zissi, S.; Jezequel, J.; Corbel, S.; Andre, J. Microstereophotolithography using a liquid crystal display as dynamic mask-generator. Microsystem technologies 1997, 3, 42-47. [CrossRef]
- Chan, H.N.; Shu, Y.; Xiong, B.; Chen, Y.; Chen, Y.; Tian, Q.; Michael, S.A.; Shen, B.; Wu, H. Simple, cost-effective 3D printed microfluidic components for disposable, point-of-care colorimetric analysis. Acs Sensors 2016, 1, 227-234. [CrossRef]
- Au, A.K.; Bhattacharjee, N.; Horowitz, L.F.; Chang, T.C.; Folch, A. 3D-printed microfluidic automation. Lab on a Chip 2015, 15, 1934-1941. [CrossRef]
- Hietala, M.; Rautio, T.; Mäkikangas, J.; Järvenpää, A. Mechanical properties of the laser powder deposition and laser powder bed fusion printed 316L. In Proceedings of the IOP Conference Series: Materials Science and Engineering, 2023; p. 012018. [CrossRef]
- Deckard, C.R. Method and apparatus for producing parts by selective sintering. 1991.
- Yan, X.; Gu, P. A review of rapid prototyping technologies and systems. Computer-aided design 1996, 28, 307-318. [CrossRef]
- Ho, E.H.Z.; Ambrosi, A.; Pumera, M. Additive manufacturing of electrochemical interfaces: simultaneous detection of biomarkers. Applied Materials Today 2018, 12, 43-50. [CrossRef]
- Gothait, H. Apparatus and method for three dimensional model printing. 2001.
- Erkal, J.L.; Selimovic, A.; Gross, B.C.; Lockwood, S.Y.; Walton, E.L.; McNamara, S.; Martin, R.S.; Spence, D.M. 3D printed microfluidic devices with integrated versatile and reusable electrodes. Lab on a Chip 2014, 14, 2023-2032. [CrossRef]
- Herbert, R.; Mishra, S.; Lim, H.R.; Yoo, H.; Yeo, W.H. Implantable Electronics: Fully Printed, Wireless, Stretchable Implantable Biosystem toward Batteryless, Real-Time Monitoring of Cerebral Aneurysm Hemodynamics (Adv. Sci. 18/2019). Advanced Science 2019, 6, 1970110. [CrossRef]
- Chua, C.K.; Leong, K.F.; Lim, C.S. Rapid prototyping: principles and applications (with companion CD-ROM); World Scientific Publishing Company: 2010.
- Crump, S.S. Apparatus and method for creating three-dimensional objects. 1992.
- Nguyen, T.N.; Nolan, J.K.; Park, H.; Lam, S.; Fattah, M.; Page, J.C.; Joe, H.-E.; Jun, M.B.; Lee, H.; Kim, S.J. Facile fabrication of flexible glutamate biosensor using direct writing of platinum nanoparticle-based nanocomposite ink. Biosensors and Bioelectronics 2019, 131, 257-266. [CrossRef]
- Cesewski, E.; Haring, A.P.; Tong, Y.; Singh, M.; Thakur, R.; Laheri, S.; Read, K.A.; Powell, M.D.; Oestreich, K.J.; Johnson, B.N. Additive manufacturing of three-dimensional (3D) microfluidic-based microelectromechanical systems (MEMS) for acoustofluidic applications. Lab on a Chip 2018, 18, 2087-2098. [CrossRef]
- Shah, M.A.; Lee, D.-G.; Lee, B.-Y.; Hur, S.J.I.A. Classifications and applications of inkjet printing technology: A review. 2021, 9, 140079-140102. [CrossRef]
- Yang, P.; Fan, H.J.J.A.M.T. Inkjet and extrusion printing for electrochemical energy storage: a minireview. 2020, 5, 2000217. [CrossRef]
- Sowade, E.; Polomoshnov, M.; Willert, A.; Baumann, R.R.J.A.E.M. Toward 3D-printed electronics: inkjet-printed vertical metal wire interconnects and screen-printed batteries. 2019, 21, 1900568. [CrossRef]
- Peng, X.; Lu, A.; Sun, Q.; Xu, N.; Xie, Y.; Wu, J.; Cheng, J.J.M. Design of H-shape chamber in thermal bubble printer. 2022, 13, 194. [CrossRef]
- Pu, Z.; Tu, J.; Han, R.; Zhang, X.; Wu, J.; Fang, C.; Wu, H.; Zhang, X.; Yu, H.; Li, D. A flexible enzyme-electrode sensor with cylindrical working electrode modified with a 3D nanostructure for implantable continuous glucose monitoring. Lab on a Chip 2018, 18, 3570-3577. [CrossRef]
- Bihar, E.; Wustoni, S.; Pappa, A.M.; Salama, K.N.; Baran, D.; Inal, S. A fully inkjet-printed disposable glucose sensor on paper. npj Flexible Electronics 2018, 2, 30. [CrossRef]
- Finny, A.S.; Jiang, C.; Andreescu, S.J.A.a.m.; interfaces. 3D printed hydrogel-based sensors for quantifying UV exposure. 2020, 12, 43911-43920. [CrossRef]
- Chimene, D.; Miller, L.; Cross, L.M.; Jaiswal, M.K.; Singh, I.; Gaharwar, A.K.J.A.a.m.; interfaces. Nanoengineered osteoinductive bioink for 3D bioprinting bone tissue. 2020, 12, 15976-15988. [CrossRef]
- Kim, J.; Choi, H.S.; Kim, Y.M.; Song, S.C.J.S. Thermo-Responsive Nanocomposite Bioink with Growth-Factor Holding and its Application to Bone Regeneration. 2023, 19, 2203464. [CrossRef]
- Kim, G.-J.; Kim, L.; Kwon, O.S.J.A.S.; Technology, C. Application of 3D Bioprinting Technology for Tissue Regeneration, Drug Evaluation, and Drug Delivery. 2023, 32, 1-6. [CrossRef]
- Puri, A.; Sahai, N.; Ahmed, T.; Saxena, K.J.M.T.P. 3D bioprinting for diagnostic and therapeutic application. 2023. [CrossRef]
- Kim, J.J.B. Characterization of Biocompatibility of Functional Bioinks for 3D Bioprinting. 2023, 10, 457. [CrossRef]
- Hennink, W.E.; van Nostrum, C.F.J.A.d.d.r. Novel crosslinking methods to design hydrogels. 2012, 64, 223-236. [CrossRef]
- Ning, L.; Sun, H.; Lelong, T.; Guilloteau, R.; Zhu, N.; Schreyer, D.J.; Chen, X.J.B. 3D bioprinting of scaffolds with living Schwann cells for potential nerve tissue engineering applications. 2018, 10, 035014. [CrossRef]
- Chimene, D.; Lennox, K.K.; Kaunas, R.R.; Gaharwar, A.K.J.A.o.b.e. Advanced bioinks for 3D printing: a materials science perspective. 2016, 44, 2090-2102. [CrossRef]
- Gao, T.; Gillispie, G.J.; Copus, J.S.; Pr, A.K.; Seol, Y.-J.; Atala, A.; Yoo, J.J.; Lee, S.J.J.B. Optimization of gelatin–alginate composite bioink printability using rheological parameters: A systematic approach. 2018, 10, 034106. [CrossRef]
- Senior, J.J.; Cooke, M.E.; Grover, L.M.; Smith, A.M.J.A.F.M. Fabrication of complex hydrogel structures using suspended layer additive manufacturing (SLAM). 2019, 29, 1904845. [CrossRef]
- Dani, S.; Ahlfeld, T.; Albrecht, F.; Duin, S.; Kluger, P.; Lode, A.; Gelinsky, M.J.G. Homogeneous and reproducible mixing of highly viscous biomaterial inks and cell suspensions to create bioinks. 2021, 7, 227. [CrossRef]
- Baranwal, J.; Barse, B.; Fais, A.; Delogu, G.L.; Kumar, A.J.P. Biopolymer: A sustainable material for food and medical applications. 2022, 14, 983. [CrossRef]
- Soltan, N.; Ning, L.; Mohabatpour, F.; Papagerakis, P.; Chen, X.J.A.B.S.; Engineering. Printability and cell viability in bioprinting alginate dialdehyde-gelatin scaffolds. 2019, 5, 2976-2987. [CrossRef]
- Legett, S.A.; Stockdale, J.R.; Torres, X.; Yeager, C.M.; Pacheco, A.; Labouriau, A.J.P. Functional Filaments: Creating and Degrading pH-Indicating PLA Filaments for 3D Printing. 2023, 15, 436. [CrossRef]
- Marquez, C.; Mata, J.J.; Renteria, A.; Gonzalez, D.; Gomez, S.G.; Lopez, A.; Baca, A.N.; Nuñez, A.; Hassan, M.S.; Burke, V.J.S. Direct Ink-Write Printing of Ceramic Clay with an Embedded Wireless Temperature and Relative Humidity Sensor. 2023, 23, 3352. [CrossRef]
- Cleetus, C.M.; Alvarez Primo, F.; Fregoso, G.; Lalitha Raveendran, N.; Noveron, J.C.; Spencer, C.T.; Ramana, C.V.; Joddar, B.J.I.j.o.n. Alginate hydrogels with embedded ZnO nanoparticles for wound healing therapy. 2020, 5097-5111. [CrossRef]
- Garg, M.; Mehrotra, S. Biosensors. In Principles and applications of environmental biotechnology for a sustainable future; Springer: 2017; pp. 341-363. [CrossRef]
- Cui, F.; Yue, Y.; Zhang, Y.; Zhang, Z.; Zhou, H.S.J.A.s. Advancing biosensors with machine learning. 2020, 5, 3346-3364. [CrossRef]
- Long, F.; Zhu, A.; Shi, H.J.S. Recent advances in optical biosensors for environmental monitoring and early warning. 2013, 13, 13928-13948. [CrossRef]
- Arlett, J.; Myers, E.; Roukes, M.J.N.n. Comparative advantages of mechanical biosensors. 2011, 6, 203-215. [CrossRef]
- GUNDOGDU, A.; GAZOGLU, G.; KAHRAMAN, E.; YİLDİZ, E.; CANDİR, G.; YALCİN, D.; Atakan, K.; Fatih, Ş.J.J.o.S.R.-A. BIOSENSORS: TYPES, APPLICATIONS, AND FUTURE ADVANTAGES. 2023, 457-481. [CrossRef]
- Kumar, A.J.M.L. Methods and materials for smart manufacturing: additive manufacturing, internet of things, flexible sensors and soft robotics. 2018, 15, 122-125. [CrossRef]
- Trampe, E.; Koren, K.; Akkineni, A.R.; Senwitz, C.; Krujatz, F.; Lode, A.; Gelinsky, M.; Kühl, M.J.A.F.M. Functionalized bioink with optical sensor nanoparticles for O2 imaging in 3D-bioprinted constructs. 2018, 28, 1804411. [CrossRef]
- Ammam, M.; Fransaer, J.J.S.; Chemical, A.B. Two-enzyme lactose biosensor based on β-galactosidase and glucose oxidase deposited by AC-electrophoresis: Characteristics and performance for lactose determination in milk. 2010, 148, 583-589. [CrossRef]
- Poortinga, A.T.; Bos, R.; Busscher, H.J.J.B.; bioengineering. Controlled electrophoretic deposition of bacteria to surfaces for the design of biofilms. 2000, 67, 117-120.
- Mateen, R.; Ali, M.M.; Hoare, T.J.N.c. A printable hydrogel microarray for drug screening avoids false positives associated with promiscuous aggregating inhibitors. 2018, 9, 1-9. [CrossRef]
- Bruen, D.; Delaney, C.; Chung, J.; Ruberu, K.; Wallace, G.G.; Diamond, D.; Florea, L.J.M.R.C. 3D Printed Sugar-Sensing Hydrogels. 2020, 41, 1900610. [CrossRef]
- Finny, A.S.; Jiang, C.; Andreescu, S. 3D printed hydrogel-based biosensors for wearable applications. In Proceedings of the Electrochemical Society Meeting Abstracts 237, 2020; pp. 1973-1973. [CrossRef]
- Muller, R.; Le, H.-P.; Li, W.; Ledochowitsch, P.; Gambini, S.; Bjorninen, T.; Koralek, A.; Carmena, J.M.; Maharbiz, M.M.; Alon, E. 24.1 A miniaturized 64-channel 225μW wireless electrocorticographic neural sensor. In Proceedings of the 2014 IEEE International Solid-State Circuits Conference Digest of Technical Papers (ISSCC), 2014; pp. 412-413. [CrossRef]
- Chung, H.-J.; Sulkin, M.S.; Kim, J.-S.; Goudeseune, C.; Chao, H.-Y.; Song, J.W.; Yang, S.Y.; Hsu, Y.-Y.; Ghaffari, R.; Efimov, I.R.J.A.h.m. Ultrathin, Stretchable, Multiplexing pH Sensor Arrays on Biomedical Devices With Demonstrations on Rabbit and Human Hearts Undergoing Ischemia. 2014, 3, 59. [CrossRef]
- Jiménez, M.; Romero, L.J.C. M. d. M. Espinosa and M. Domínguez. 2019, 2019, 1-30.
- Ali, M.A.; Hu, C.; Yttri, E.A.; Panat, R.J.A.f.m. Recent advances in 3D printing of biomedical sensing devices. 2022, 32, 2107671. [CrossRef]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D.J.C.-A.D. The status, challenges, and future of additive manufacturing in engineering. 2015, 69, 65-89. [CrossRef]
- Polyak, B.; Geresh, S.; Marks, R.S.J.B. Synthesis and characterization of a biotin-alginate conjugate and its application in a biosensor construction. 2004, 5, 389-396. [CrossRef]
- Abu-Rabeah, K.; Polyak, B.; Ionescu, R.E.; Cosnier, S.; Marks, R.S.J.B. Synthesis and characterization of a pyrrole− alginate conjugate and its application in a biosensor construction. 2005, 6, 3313-3318. [CrossRef]
- Niţă, I.I.; Abu-Rabeah, K.; Tencaliec, A.M.; Cosnier, S.; Marks, R.S.J.S.m. Amperometric biosensor based on the electro-copolymerization of a conductive biotinylated-pyrrole and alginate-pyrrole. 2009, 159, 1117-1122. [CrossRef]
Figure 1.
3D Printing Technologies. SLA, stereolithography, 2PP, Two-photon polymerization, Digital light processing [18].
Figure 1.
3D Printing Technologies. SLA, stereolithography, 2PP, Two-photon polymerization, Digital light processing [18].
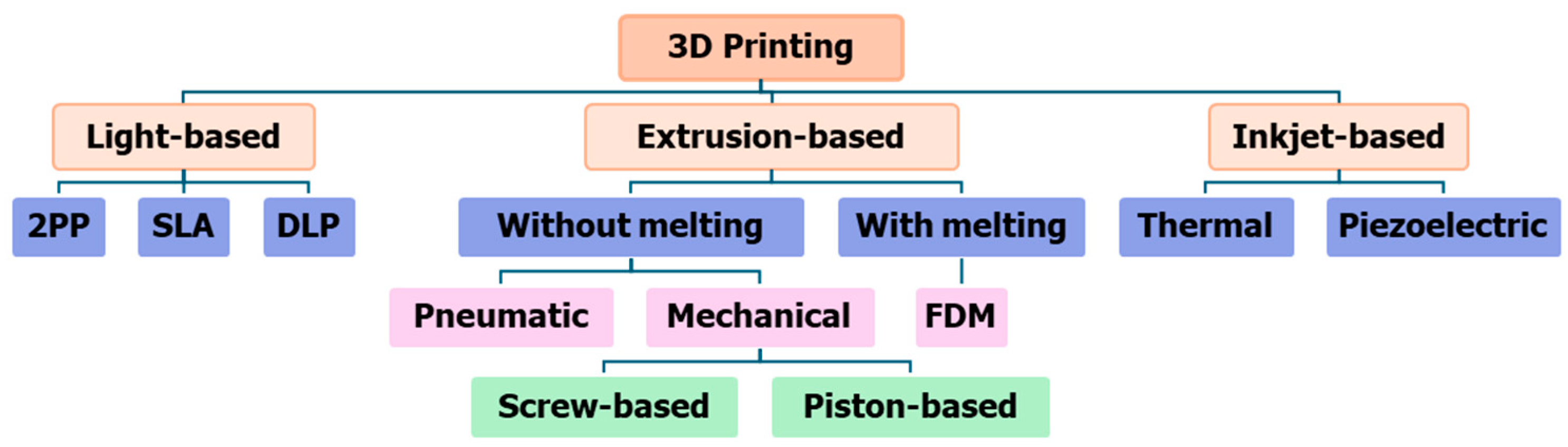
Figure 2.
Flowchart for developing bioinks adapted from [18]. In additive manufacturing processes, the bioink properties and printing parameters undergo rounds of optimization steps. Some optimized parameters include bioink’s viscosity, gelation, printing speed, and temperature.
Figure 2.
Flowchart for developing bioinks adapted from [18]. In additive manufacturing processes, the bioink properties and printing parameters undergo rounds of optimization steps. Some optimized parameters include bioink’s viscosity, gelation, printing speed, and temperature.
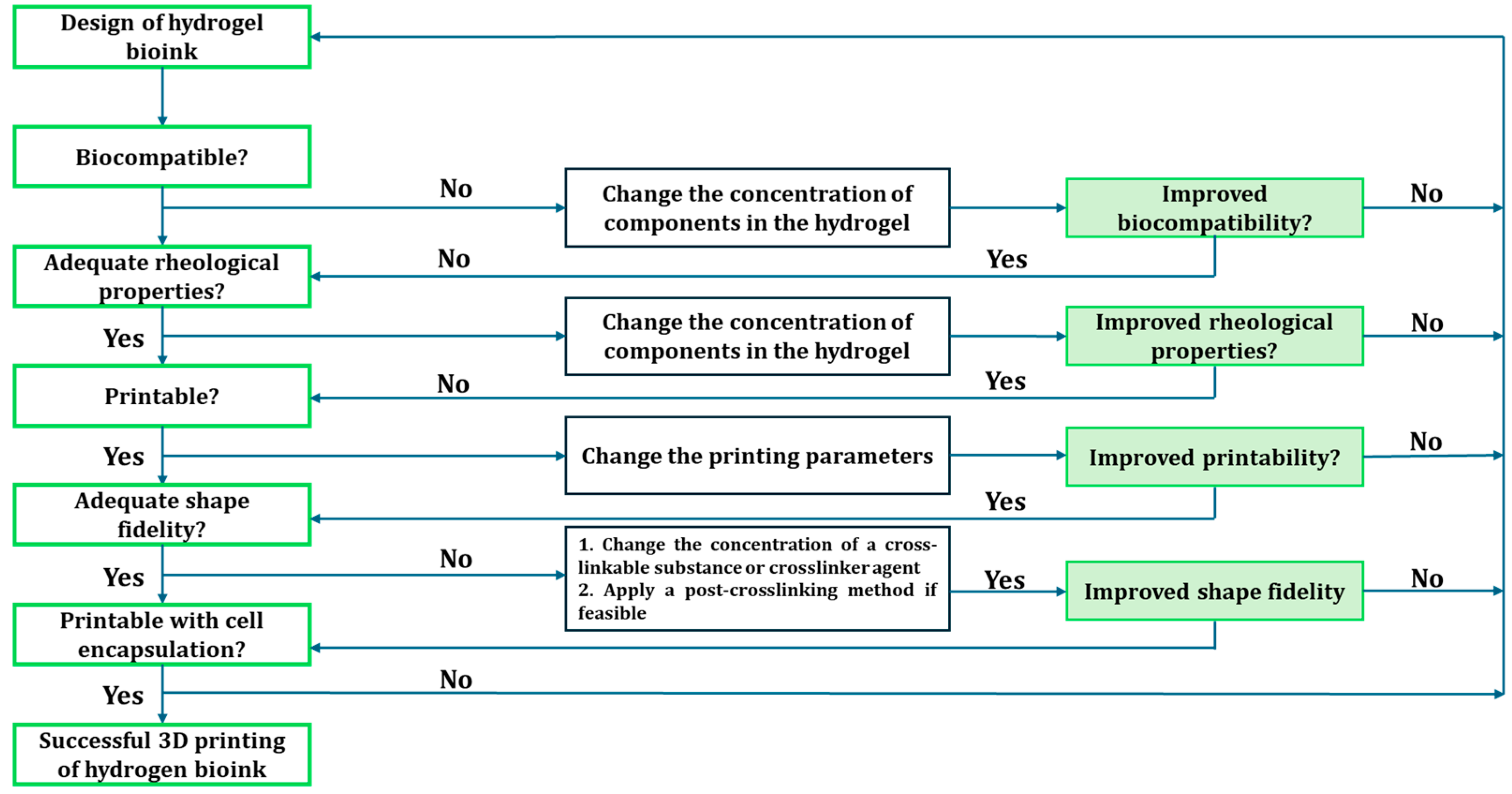
Figure 3.
Classification of polymers based on their Source.
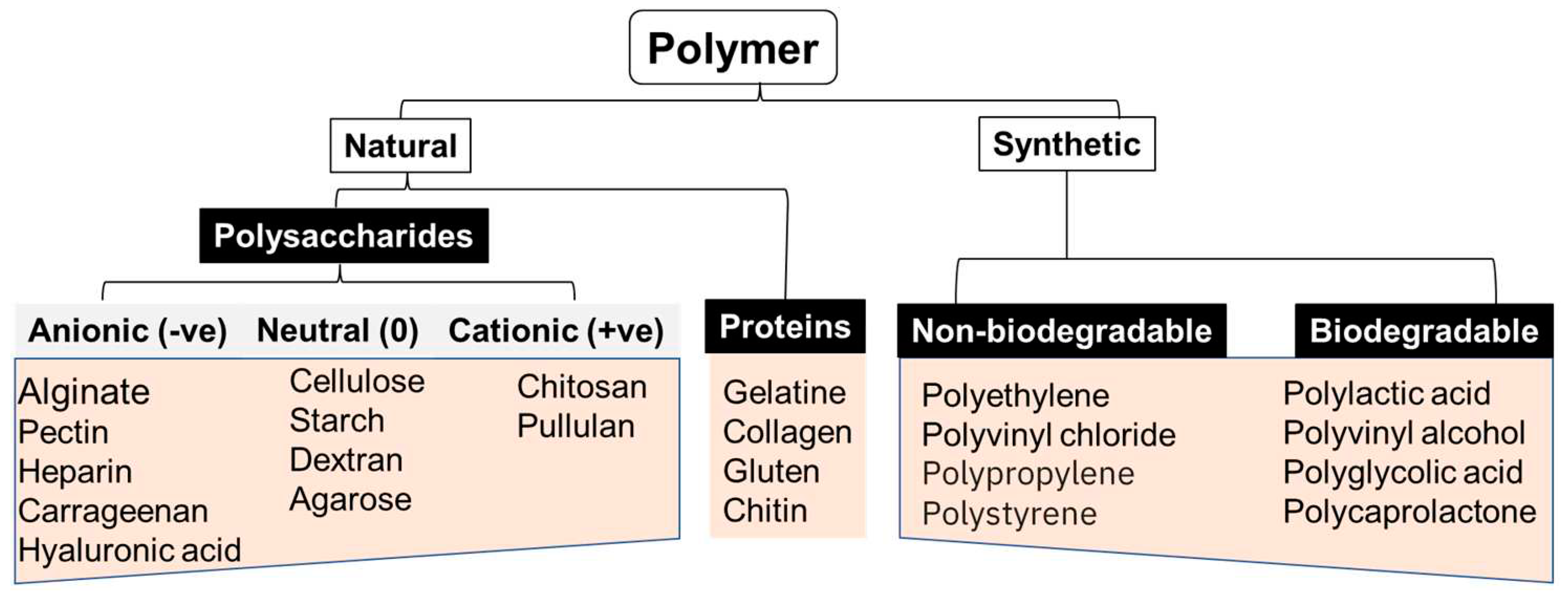
Figure 4.
The classification of biosensors based on the types of transducers.
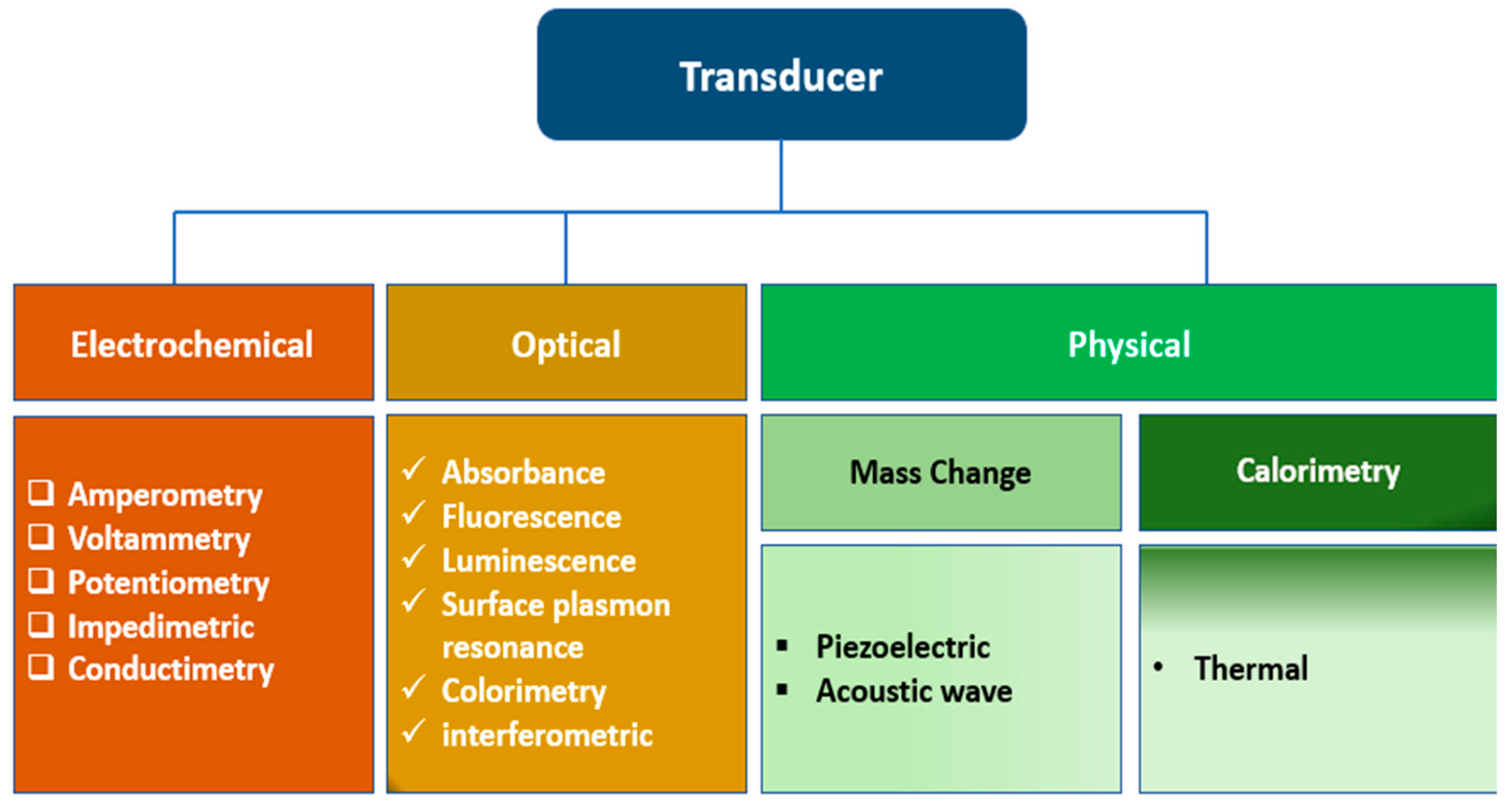
Figure 5.
Two strategies for introducing sensing capabilities in additive manufacturing processes. In one approach, the bioink is functionalized with the sensing unit before the 3D printing process, while the second approach entails the functionalization as a kind of post-printing processing.
Figure 5.
Two strategies for introducing sensing capabilities in additive manufacturing processes. In one approach, the bioink is functionalized with the sensing unit before the 3D printing process, while the second approach entails the functionalization as a kind of post-printing processing.
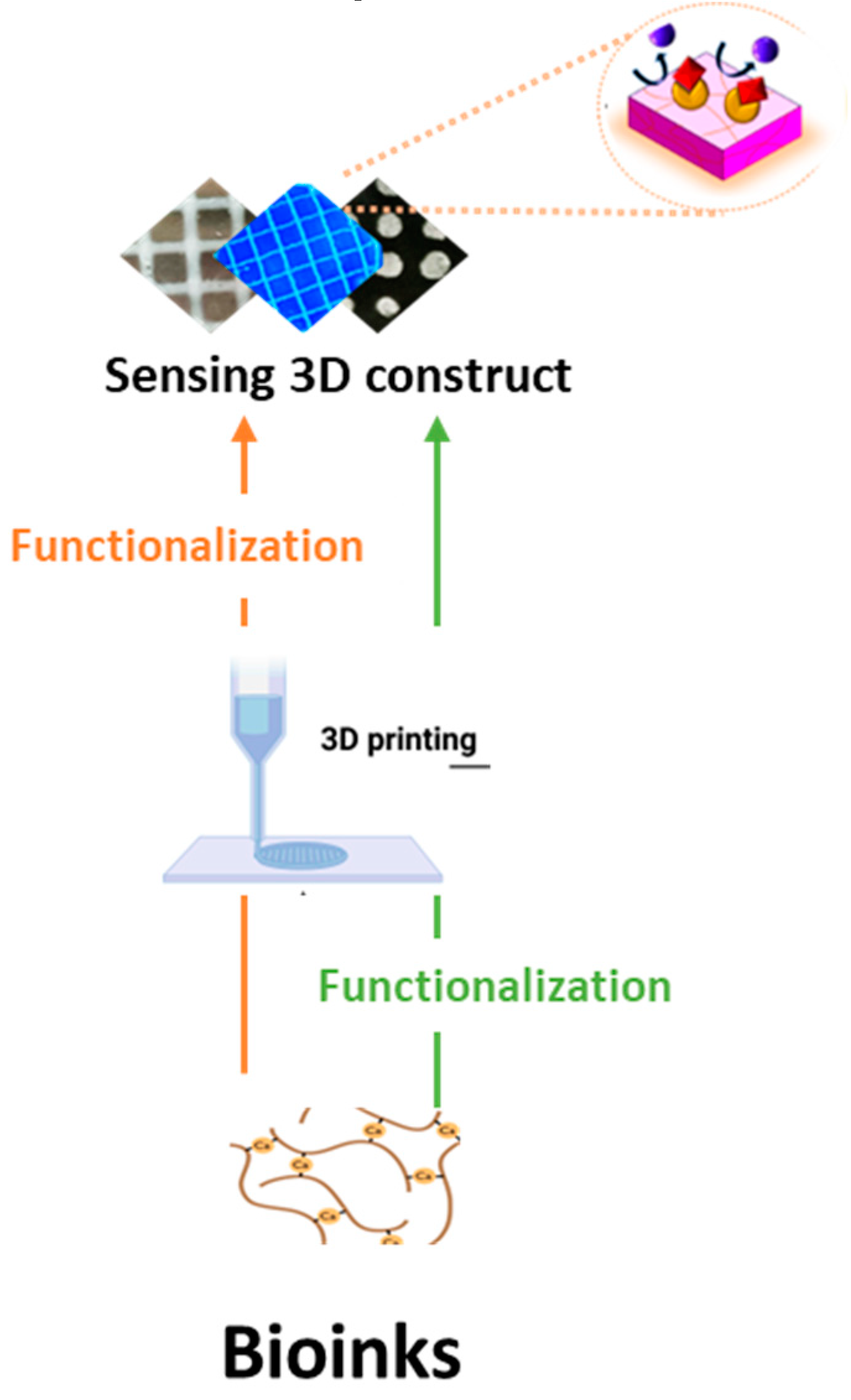

Table 1.
Different printing technologies for various applications
| Polymer (composite) | Source | 3D printing method | Application | Reference |
|---|---|---|---|---|
| Alginate dialdehyde-gelatine | Semi-synthetic | Extrusion | Tissue engineering | [59] |
| poly(lactic acid)/ poly(ethylene glycol) | Semi-synthetic | fused filament fabrication (FFF) | pH-sensor | [60] |
| Gelatine-alginate | Natural | Extrusion | Printability optimization | [55] |
| Ceramic clay | Natural | Direct ink-writing (DIW) | Temperature and humidity sensor | [61] |
| Alginate/ZnO nanoparticles | Natural | Extrusion | Wound healing | [62] |
| Alginate/gelatine/TiO2 | Natural | Extrusion | UV sensor | [46] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



