
Submitted:
02 January 2024
Posted:
03 January 2024
You are already at the latest version
Abstract
In the present work, the effects of ageing treatment on the microstructures of a near-β Ti alloy (TC18) are studied. The influence of ageing treatment on the tensile properties and failure mechanisms are systematically analyzed. It is found that the size and morphology of the primary α (αp) phases are insensitive to ageing temperature and time. Furthermore, the ageing temperature and time dramatically influence the precipitation of the secondary α (αs) phases. Massive αs phases precipitate and gradually coarsen, and finally weave together with increasing the ageing temperature or extending the ageing time. The thickness of αs phases is responsible for the material strengths, while the content of α phases can enhance the material ductility. The ductile characteristics of the alloy with coarser αs phases are more obvious than those with thinner αs phases. Therefore, the ageing treatment is helpful for the precipitation and homogeneous distribution of αs phases, which is essential for balancing the strengths and ductility of the studied Ti alloy.
Keywords:
Ti alloy
; ageing treatment
; microstructures
; mechanical properties
; fracture mechanisms
1. Introduction
Near β-Ti alloys such as Ti-10V-2Fe-3Al, Ti-5Al-5V-5Mo-3Cr and Ti-5Al-5Mo-5V-1Cr-1Fe (TC18) have been widely used in the aeronautical industry in virtue of excellent performances in strength, toughness and corrosion resistance [1,2,3,4,5]. In general, the relationship between the desired microstructures and excellent mechanical properties of Ti alloys is inextricable, and the properties can be adjusted by tailoring the proportions or morphologies of α or β phases using heat treatment [6,7,8,9,10]. Hence, the diversity of microstructures and the complex influence of microstructure on properties in Ti alloys have stimulated ever-increasing research interests [11,12,13,14,15,16,17].
Usually, α phases are crucial to balance the mechanical properties such as the strength and ductility of Ti alloys [18,19,20]. Duplex microstructures possess both good ductility and high strengths compared with other typical microstructures (equiaxed, widmannstatten and basket-weave microstructures) [21,22,23,24,25]. The duplex microstructures can be induced by typical thermo-mechanical paths, in particular the ageing conditions. Therefore, in recent decades, some researches have been contributed to obtaining these considerable microstructures of Ti alloys by solution plus ageing treatment. Solution plus single ageing was usually used by some researchers who found that the αp are highly sensitive to the solution temperature, while the αs phases are greatly affected by ageing conditions. Moreover, the precipitation of αs phases could significantly enhance the properties of Ti alloys [26,27,28,29]. Also, the uniform and ultra-fine αs phases were obtained by solution plus duplex ageing [30]. In recent years, the multi-stage treatment methods were employed to optimize the mechanical properties of Ti alloys [31]. It is indicated that the content of αp phase is relatively stable after the multi-stage treatment, while the size of αs phase becomes non-uniform and the content of αs phase increases with increasing cooling rate. Besides, the influence of aged microstructures on mechanical properties was investigated. Guo et. al. [15] demonstrated that the strength of TC4-DT alloy with duplex microstructures is minimally impacted by αp phase, while the ductility significantly increases as the content of αp phase increases. In other words, αs phases are vital for improving the strength and ductility. Also, the αp phase can improve the fracture toughness by changing the crack propagation paths and augmenting energy consumptions [32]. Aeby-Gautier et al. [33] examined that the formation of αs phase during ageing can increase the tensile strength. Hence, the tailoring of αp and αs phases is the key to obtain the excellent properties of Ti alloys with duplex microstructures.
Nevertheless, the previous researchers have devoted to elaborating the influence of heating paths on the morphologies and properties of phases. But, less attention was paid to the quantitative characterization of αp and αs phases in aged near β-Ti alloys. Furthermore, the relationship between the content/size of phase and tensile properties is also inexplicit. The quantitative relation has also not been directly testified by experimental evidences under different ageing conditions. Especially, the evolution law of αs phases and mechanical properties under different ageing conditions are less involved. Therefore, the influences of ageing conditions on the content and morphologies of αp and αs phases in a near β-Ti alloy (TC18) are analyzed. The effects of crucial microstructure features on mechanical properties are also discussed. Subsequently, the tensile failure mechanisms are revealed. These experimental findings and understandings are useful to improve the performance of TC18 alloy.
2. Material and Experiment Procedures
The chemical compositions (wt. %) of the studied TC18 alloy are presented as follows: 5.16 Al, 4.92 Mo, 4.94 V, 1.10 Cr, 0.98 Fe and balance Ti. The transition temperature of full β phase is 875±5 oC. The original microstructures are presented in Figure 1a,b. There are some discontinuous grain boundary α phases (αGB), αp phases, αs phases and β matrix (βm). All specimens were pretreated at 780 oC for 1 h, then cooled by water quenching (WQ) before ageing. The pretreated microstructure is displayed in Figure 1c, and Figure 1d shows the size distribution of αp phases.
To explore the effects of ageing conditions on microstructures and properties, several heat treatment paths were designed, and an air cooling (AC) method was performed after ageing treatment, as presented in Table 1. The specimens for metallographic examination were cut into slices using electrical discharge machining. The section of each specimen was prepared using the standard metallurgical procedures. The specimens were firstly abraded by SiC paper from grid 400# to 2000# and polished with Al2O3 suspension liquid, and then etched in a solution mixed by 2% HF, 5% HNO3 and 93% H2O [5]. In order to carry out transmission electron microscopy (TEM) observation, the thin foils were firstly ground by SiC paper and polished using the twin jet electrochemical polishing in a solution of 5% perchloric acid, 35% normal butanol and 60% methanol. The microstructure and fracture morphologies were characterized by scanning electron microscopy (SEM) technique. The TEM figures were captured by the Tecnai G2-20 microscope. Subsequently, the software of Image-pro plus 6.0 was employed to measure the content, grain diameters and the thickness of phases. The tensile specimens with a gauge length of 30 mm and a diameter of 6 mm were prepared and then polished with 400-1000# grid SiC paper. The tensile tests were performed in the MTS-GWT2105 test machine.
3. Results and Discussions
3.1. Effects of Ageing Conditions on Microstructures
3.1.1. Effects of ageing temperature
Figure 2 illustrates the influence of ageing temperature on the microstructures and the size distribution of αp phases. The αp phases mainly distribute at β grain boundaries, and the size of β grain is only a few tens of microns. It indicates that there is a pinning effect induced by αp phases on the growth of β grain during ageing treatment (Figure 2a,c,e,g). With increasing the temperature, the size uniformity of αp phase gradually decreases but the average size slightly increases. The average sizes of αp phase have been estimated to be 3.11 μm, 3.13 μm, 3.18 μm and 3.24 μm (Figure 2b,d,f,h), respectively, when the alloy was aged at 450 oC, 500 oC, 550 oC and 600 oC. The average size of αp phase is less than 3.3 μm and the growth of αp phase is restricted during ageing treatment. In the ageing process, the transformation of metastable β phases to α phases is dominated by the element diffusion. Therefore, the precipitation of αs phases is slow owing to the low driving force at lower temperatures. The αs phases precipitate not only at α/β interface, but also within βm. The precipitation is dominated by increasing the diffusion driving force as the temperature is increased [34]. In summary, the effects of temperature on αp phases are negligible because the metastable β phases mainly transform to αs phases during the ageing treatment.
Figure 3 shows the influence of ageing temperature on the formation of αs phases. A few dislocations and substructures are found. The precipitated αs phases are cross-distributed irregularly and their thickness vary from 0.2 to 0.6 μm. Also, the orientations of the precipitated αs phases are random [35]. As illustrated in Figure 3a, αs phases with a fine acicular shape precipitate and several unaged areas appear in the βm at the ageing temperature of 400 oC. Meanwhile, the distinguishing αs phases from βm are tricky because the boundaries of αs phases are blurred. Due to the high content of β-stable elements in βm and a smaller driving force for solute atom diffusion at lower ageing temperatures, the transformation for βm to αs phases is insufficient (Figure 3a). Therefore, the content of αs phases is extremely low, and the average thickness is small at lower ageing temperatures. As the temperature is increased, the massive αs phases precipitate in a complete ageing process (Figure 3b–d). Moreover, the αs phases coarsen and tightly weave together. The αs/β interfaces are visible especially at high ageing temperatures such as 600 oC, and the average thickness of αs phases increases to about 0.47 μm (Table 2). So, αs phases are sensitive to the variations of ageing temperature, and the coarsening rate of αs phases is obviously affected by the diffusivity of solute atoms [36].
3.1.2. Effects of Ageing Time
Figure 4 illustrates the influence of ageing time on the microstructures and the particle size distribution of αp phase when the alloy was aged at 450 oC. As shown in Figure 4a–c, there are spherical α phases, αGB and β transition phases. With prolonging the ageing time, the variations of αp phases are inconspicuous. The particle size distribution and average size of αp phases at different ageing time are shown in Figure 4d–f. The average size and content of αp phase fluctuate only slightly with increasing the time, and the average sizes are 3.15, 3.11 and 3.04 μm, respectively, when the ageing time are 1, 4 and 8 h. The content of αp phases shows an opposite pattern, which first decreases and then increases, and the corresponding contents of αp phases are 16.35%、18.34% and 16.53%, respectively.
Figure 5 shows the influence of ageing time on the αs phases at different ageing temperatures. At 450 oC, the fine acicular αs phases appear in βm when aged for 2 h (Figure 5a). As the ageing time is 4 h, the morphologies of αs phases change significantly and display a typical coarsening behavior (Figure 5b). At 500 oC, the same experimental results are obtained with increasing the ageing time (Figure 5c,d). At both 450 oC and 500 oC, αs phases are getting coarser and the spaces between adjacent αs phases become narrow with increasing the ageing time. Actually, the thickness and interlamellar space of αs phases are little varied, compared with those results shown in Figure 3. So, it can be concluded that the influence of ageing time on the microstructures is weaker than that of ageing temperature.
3.2. Effects of Ageing Conditions on Tensile Properties
3.2.1. Tensile Properties of the Aged TC18 Alloy
Table 3 gives the tensile properties of TC18 alloy aged at different ageing conditions. It is apparent that both the ageing temperature and time are responsible for the strength and ductility of the aged alloy. Compared with the alloy without ageing treatment, the strength or ductility of the aged alloy has been improved. As the ageing temperature is increased, the strength increases first and then decreases. An excellent balance exists between the strength and ductility of the alloy aged at 450–550 ℃. The yield strength (YS) ranges from 1238.6 to 1381.6 MPa, and the ultimate tensile strength (UTS) ranges from 1363.2 to 1516.8 MPa. Also, the moderate elongation (δ) ranges from 9.0% to 10.3%. When aged at 600 ℃, the UTS and YS are almost equal to those at 400 ℃, while the ductility is obviously different. There is a sharp increase in ductility (~15.1%). Unlike common understandings, only 0.9% loss of the UTS (~12 MPa) can result in a ~34% increase in the elongation of the alloy. To further reveal the influences of ageing time on the properties, the specimens were aged at 450 oC for 2, 4 and 8 h. The UTS and YS are still relatively high (1263.4–1516.9 MPa), while the ductility shows a concave parabolic tendency. In addition, the influence of ageing temperature on tensile properties is more obvious than that of ageing time, which is consistent with those analyses in section 3.1. So, the αs phases induced by ageing treatment can optimize the properties of TC18 alloy.
3.2.2. Effects of microstructural features on tensile properties of the aged TC18 alloy
The experimental findings above reveal the effects of the ageing conditions on microstructures, which results in the difference in properties. In general, the morphologies of αs phases mainly determine the strengths, and the content of αp phase and the size of β grain mainly control the ductility of near β-Ti alloys with duplex microstructures [37,38,39]. Due to all the specimens are pretreated by the same method in this work, the size of β grain is insignificant in discussing the factors affecting the mechanical properties. As a rule, the strength of the near β-Ti alloy increases with decreasing the ageing temperature and time after the solution within α+β region [27,35,38]. The trade-off for an excellent strength is a poor ductility. In fact, some differences with the fore-mentioned standpoints are presented in this work, e.g., both the strengths and ductility decrease (aged at 450 and 500 oC for 4 h). Such slight contradictory phenomena might be a consequence of the competitive effects of the content of α phase and the thickness of αs phase, i.e., the content of α phase dramatically decreases (27.61%–23.79%) while the thickness of αs phases slightly increases (0.30 to 0.35 μm shown in Table 2). The detailed changing trend of feature parameters are summarized in Table 4. The tensile strengths and ductility at the ageing temperature of 500 oC are slightly reduced, compared those at 450 oC. Furthermore, the tensile strength continually decreases with increasing the content of α phase or the thickness of αs phase when the ageing temperature exceeds 500 oC (Table 4).
As described above, the fine acicular αs phases precipitate in the βm during ageing treatment at low temperatures such as 400 and 450 oC. These acicular αs phases can create massive phase boundaries that act as dislocation barriers and effectively block the dislocations at interfaces. Thus, the strength increases. Nevertheless, the strength of the alloy aged at 450 oC is better than that aged at 400 oC. In fact, although the size of precipitated αs phases is extremely fine when aged at 400 oC, its content is low due to the lower diffusion driving force. Therefore, the strength is lower than that aged at 450 oC. It must be mentioned that αs phases become coarse with increasing the temperature and time. These coarse αs phases increase the slip distance of dislocations while decrease the number of α/β phase boundaries. So, the strength decreases with increasing the temperature and time. As indicated in the other report [40], the cavities are formed at α/β phase interfaces during plastic deformation. Moreover, the cavities grow along with the α/β interfaces and coarsen or gather to form microcracks. The free path of the cavities growing and the micro-cracks is hindered by α phases. Therefore, the more α phases are, the shorter the free path is. These cavities encounter more obstacles in the growing progress [15], which improves the ductility. In addition, the dislocations are activated at α/β interfaces and firstly slip in α phases with a lower resolved shear stress [30]. An increasing content of α phase can increase the degree of uniform plastic deformation and thus improves the ductility. Also, the mean-free-path of dislocations (or slip) increases with increasing the sizes of αs phases [22]. Especially at 600 oC, the content of α phase tends to be stable (~26%), but the ductility still is better than that aged at 550 oC. This is a result of the coarsening and homogenization of αs phase. Therefore, the coarse αs phases induced by increasing the temperature and time can contribute to the improvement of ductility. In short, the thickness of αs phase is responsible for the strength, while the content of α phase can enhance the ductility.
3.2.3. Crucial roles of affecting tensile strengths for TC18 alloy
The properties of Ti alloys are bound up with the microstructural features [31,41,42], e.g., the content of α phase, the size of β grain, the diameter of αp grain and the thickness of αs phase. In this work, the classical Hall-Petch formula is employed to express the YS or UTS [35,43],
where are the strengths (YS or UTS), represents the total resistance determined by the crystalline structure and the dislocation density, , and are the pin constant of β grain, αp and αs phases, respectively. v denotes the content or volume fraction of β grain, αp or αs phases, d represents the diameter of grain and l is the thickness of lamellar αs phase.
In the present work, all specimens undergo the same solution treatment. Synthesizing the previous analysis, the involved eigenvalue of β grains and αp phases are regarded as constant. So, can be rewritten as,
where f is a linear function of the eigenvalue and , C represents a constant.
From Equation (2), it is apparently manifest that the suitable approach for improving the strength is increasing the volume fraction of αs phase or decreasing the thickness of αs phase. Figure 6 depicts the relationship between the strengths and key factor involving αs phases. When the volume fraction of αs phase is not considered, a good linear correlation exists between the strengths and the reciprocal square root of the thickness of αs phase (Figure 6a). Meanwhile, a non-linear relation exists between the strengths, the product of and the reciprocal square root of αs thickness l (Figure 6b). The results indicate that decreasing the thickness of αs phase can improve the strengths, and the thickness of αs phase is a key factor affecting the strengths of TC18 alloy with duplex microstructures. The conclusions are also consistent with the experimental findings of Mora [39].
In summary, the thin αs phases with large aspect ratio precipitate at low ageing temperatures, which results in a high interface energy and external energy for plastic deformation [35]. The tensile strengths are excellent while the poor ductility appears. The αs phases are coarse and shorter, which reduces the required external energy for plastic deformation. Thus, the strength decreases while the ductility increases at high ageing temperatures.
3.3. Fractographies and Fracture Mechanisms
3.3.1. Fractographies of TC18 alloy
The macroscopic fractures of the alloy at the ageing temperatures from 450 to 600 oC are illustrated in Figure 7. It can be noted that the surface roughness of fractures is quite different at the 4 ageing paths. The surface morphologies vary from the flatness to the roughness with increasing the temperature. In particular, there are large undulating ravines on the fracture surface at 600 oC (Figure 7d), which indicates the excellent ductility (~15.1%). The tensile fracture surfaces can be divided into two distinct zones: fibrous and shear lip zone [44,55]. Figure 8 shows the microscopic images of fibrous zone. Fracture surfaces under different ageing conditions contain some dimples but their sizes are unhomogeneous. The diameters of unhomogeneous irregular dimples are approximately 0.2-6.0 μm. What′s more, a great deal of tear ridges and some facets gather around dimples. The proportion of unhomogeneous dimples is lower at lower temperatures (Figure 8a,b), but increases at higher temperatures (Figure 8c,d). Moreover, these unhomogeneous dimples in Figure 8a,b are shallower than those in Figure 8c,d.
3.3.2. Fracture Mechanisms
Usually, the fracture behavior of TC18 alloy is inextricable to microstructures. Tensile fracture failures of the alloy aged at different conditions are mixed-mode, including a quasi-cleavage and ductile failure. However, the fracture surface roughness and morphologies among 4 ageing routes are quite different. In addition, the degree of necking also varies dramatically. The fracture surface at 450 oC is flat (Figure 7a), and the surfaces become rougher with increasing the average thickness of αs phase (Figure 7c,d). A lot of unhomogeneous cavities that nucleate and coarsen along with the interface of α phase and βm induce the fracture failure of the studied alloy [46]. References [44] and [47] indicated that the interfaces of αp/βm phase are easy to be the potential nucleation site of micro-voids due to the difficulty in coordinating deformation. The bottom sizes of these large dimples are approximately equal to the diameter of αp phases (~3 μm). Some equiaxed αp phases are retained at the bottom of dimples after fracture (Figure 8a–c). Although the retained αp phases are not visible in Figure 8d, these large dimples are still induced by nucleation and coarsening at the αp/βm interfaces. Moreover, some fine dimples exist around the large dimples (Figure 8a), and the size of fine dimple approximately is equal to the thickness of αs phase. Because of the small thickness, αs phases hardly accommodate the plastic deformation. Thus, there are fewer dimples left after fracture (Figure 8a,b). However, the sizes of dimples induced by αs phases gradually increase with increasing the temperature (Figure 8c,d), which indicates that the coarsening of αs phases makes a certain contribution to enhance the ductility. The data shown in Table 3 also verify this conclusion. In addition, αs phases weave tightly in βm with increasing the temperature or time (Figure 3 and 5), and the crack cannot avoid encountering coarse αs phases during propagation. Thus, a larger plastic deformation zone will form nearby the crack tip of coarse αs phases than those with no αs phases or finer αs phases in βm [20]. All aforementioned consequences result in the phenomenon that the ductile failure characters of the alloy with coarser αs phases are more obvious than those with thinner αs phases. Therefore, it is feasible to enhance the ductility of TC18 alloy by controlling the proper ageing conditions to coarsen αs phases.
4. Conclusions
The influences of ageing conditions on microstructures and properties of TC18 alloy were systematically investigated. The crucial conclusions are shown below.
1. αp phases are insensitive to the ageing temperature and time. However, the temperature and time significantly affect αs phases. The fine acicular αs phases precipitate in βm during ageing treatments and become coarsen with increasing the temperature or time.
2. The thickness of αs phases is responsible for the strengths while the content of α phases can enhance the ductility. Nevertheless, an excellent balance exists between strengths and ductility, particularly aged at 450–550 oC. The YS ranges from 1238.6 to 1381.6 MPa, and the UTS ranges from 1363.2 to 1516.8 MPa with the moderate elongations ranging from 9.0% to 10.3%.
3. The failures of the alloy aged under different conditions are mixed-mode, including a quasi-cleavage and ductile failure. The ductile fracture characteristics of the alloy with coarser αs phases are more obvious than those with thinner αs phases. Consequently, the coarsening of αs phases makes a certain contribution to improve the ductility of TC18 alloy with duplex microstructures.
Author Contributions
S.Z.: Data curation, Investigation, Writing-original draft, Writing-review & editing, Methodology. Y.-C.L.: Conceptualization, Methodology, Supervision, Writing-review & editing. L.-H.W.: Data curation, Investigation. H.-B.D.: Data curation, Investigation. Y.-L.Q.: Data curation, Investigation. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the National Key Research and Development Program of China (No. 2022YFB3706901), and the Fundamental Research Funds for the Central Universities of Central South University (Grant No. 2022ZZTS0180), China.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also form part of an ongoing study.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Xiao, Y.W.; Lin, Y.C.; Jiang, Y.Q.; Zhang, X.Y.; Pang, G.D.; Wang, D.; Zhou, K.C. A dislocation density-based model and processing maps of Ti-55511 alloy with bimodal microstructures during hot compression in α+β region. Mater. Sci. Eng. A 2020, 790, 139692. [Google Scholar] [CrossRef]
- Gao, P.; Zhu, Y.X.; Zhu, J.C.; Wang, C.W.; Liu, X.; Han, K.N.; Wang, B.W.; Yang, Q.; Bai, C.Y. Studies on the life, damage evolution, and crack propagation behaviors of TC18 titanium alloy under repeated impact loading. Int. J. Fatigue 2024, 179, 108074. [Google Scholar] [CrossRef]
- Abbasi, S.M.; Morakkabati, M.; Sheikhali, A.H.; Momeni, A. Hot deformation behavior of beta titanium Ti-13V-11Cr-3Al alloy. Metall. Mater. Trans. A 2014, 45, 5201–5211. [Google Scholar] [CrossRef]
- Momeni, A.; Abbasi, S.M.; Sadeghpour, S. A comparative study on the hot deformation behavior of Ti-5Al-5Mo-5V-3Cr and newly developed Ti-4Al-7Mo-3V-3Cr alloys. Vacuum 2019, 161, 410–418. [Google Scholar] [CrossRef]
- Wang, Q.W.; Lin, Y.C.; Jiang, Y.Q.; Liu, X.G.; Zhang, X.Y.; Chen, D.D.; Chen, C.; Zhou, K.C. Precipitation behavior of a β-quenched Ti-5Al-5Mo-5V-1Cr-1Fe alloy during high-temperature compression. Mater. Charact. 2019, 151, 358–367. [Google Scholar] [CrossRef]
- Zhao, Q.Y.; Yang, F.; Torrens, R.; Bolzoni, L. Evaluation of the hot workability and deformation mechanisms for a metastable beta titanium alloy prepared from powder. Mater. Charact. 2019, 149, 226–238. [Google Scholar] [CrossRef]
- Mandal, S.; Gockel, B.T.; Balachandran, S.; Banerjee, D.; Rollett, A.D. Simulation of plastic deformation in Ti-5553 alloy using a self-consistent viscoplastic model. Int. J. Plast. 2017, 94, 57–73. [Google Scholar] [CrossRef]
- Elshaer, R.N.; El-Hadad, S.; Nofal, A. Influence of heat treatment processes on microstructure evolution, tensile and tribological properties of Ti6Al4V alloy. Sci. Rep. 2023, 13, 1–20. [Google Scholar] [CrossRef] [PubMed]
- Dong, Y.; Liu, X.G.; Xu, H.; He, Y.N.; Ke, Y.J.; Zhang, W.W. Relationship between Β→α dynamic transformation and dynamic recrystallization under thermomechanical coupling in Ti-5Al-5Mo-5V-1Cr-1Fe alloy. J. Mater. Sci. Technol. 2024, 179, 98–113. [Google Scholar] [CrossRef]
- Bobbili, R.; Ramudu, B.V.; Madhu, V. A physically-based constitutive model for hot deformation of Ti-10-2-3 alloy. J. Alloys Compd. 2017, 696, 295–303. [Google Scholar] [CrossRef]
- Yasmeen, T.; Rahimi, S.; Hopper, C.; Zhang, C.; Jiang, J. Unravelling thermal-mechanical effects on microstructure evolution under superplastic forming conditions in a near alpha titanium alloy. J. Mater. Res. Technol. 2022, 18, 4285–4302. [Google Scholar] [CrossRef]
- Wen, D.X.; Zhang, M.; Xiong, Y.B.; Wang, W.H.; Li, J.J. Constitutive modeling hot tensile behavior of Ti6Al4V alloy by considering phase transformation and damage mechanisms. Mater. Sci. Eng. A 2023, 890, 145887. [Google Scholar] [CrossRef]
- Prakash, P.S.L.; Rakshit, R.; Mandal, S.; Gopal Roy, G.; Panda, S.K. Uniaxial tensile deformation behaviour of electron beam welded commercially pure titanium and Ti6Al4V joints: experimental and metallurgical characterization. J. Manuf. Process. 2022, 76, 444–456. [Google Scholar] [CrossRef]
- Zhang, C.J.; Jiang, X.; Han, J.C.; Zhang, S.Z.; Peng, P.; Feng, H.; Wang, T.; Cao, P. Probing the texture transition sequence of near β titanium matrix composites by observing the uneven hot deformation microstructure. Mater. Charact. 2023, 198, 112728. [Google Scholar] [CrossRef]
- Guo, P.; Zhao, Y.Q.; Zeng, W.D.; Hong, Q. The effect of microstructure on the mechanical properties of TC4-DT titanium alloys. Mater. Sci. Eng. A 792 (2020) 139822. 2013, 563, 106–111. [Google Scholar] [CrossRef]
- Yu, Y.B.; Yan, H.G.; Zhu, H.M.; Chen, J.H.; Xia, W.J.; Sun, Y.P.; Su, B.; Deng, Y.F.; Song, M. Dynamic recrystallization behavior and mechanism of bimodal TC17 titanium alloy during high strain rate hot compression. Mater. Today Commun. 2023, 34, 105255. [Google Scholar] [CrossRef]
- Saboori, A.; Abdi, A.; Fatemi, S.A.; Marchese, G.; Biamino, S.; Mirzadeh, H. Hot deformation behavior and flow stress modeling of Ti-6Al-4V alloy produced via electron beam melting additive manufacturing technology in single β-phase field. Mater. Sci. Eng. A 2020, 792, 139822. [Google Scholar] [CrossRef]
- Jiang, Y.Q.; Lin, Y.C.; Zhao, C.Y.; Chen, M.S.; He, D.G. A new method to increase the spheroidization rate of lamellar α microstructure during hot deformation of a Ti-6Al-4V Alloy. Adv. Eng. Mater. 2020, 22. [Google Scholar] [CrossRef]
- Wang, J.; Lin, X.; Wang, J.T.; Yang, H.; Zhou, Y.H.; Wang, C.; Li, Q.G.; Huang, W.D. Grain morphology evolution and texture characterization of wire and arc additive manufactured Ti-6Al-4V. J. Alloys Compd. 2018, 768, 97–113. [Google Scholar] [CrossRef]
- He, S.T.; Zeng, W.D.; Xu, J.W.; Chen, W. The effects of microstructure evolution on the fracture toughness of BT-25 titanium alloy during isothermal forging and subsequent heat treatment. Mater. Sci. Eng. A 2019, 745, 203–211. [Google Scholar] [CrossRef]
- Ahmed, M.; Savvakin, D.G.; Ivasishin, O.M.; Pereloma, E.V. The effect of ageing on microstructure and mechanical properties of powder Ti-5Al-5Mo-5V-1Cr-1Fe alloy. Mater. Sci. Eng. A 2014, 605, 89–97. [Google Scholar] [CrossRef]
- He, D.G.; Su, G.; Lin, Y.C.; Jiang, Y.Q.; Li, Z.; Chen, Z.J.; Yan, X.T.; Xia, Y.C.; Xie, Y.C. Microstructural variation and a physical mechanism model for a Ti-55511 alloy during double-stage hot deformation with stepped strain rates in the β region. Materials 2021, 14, 6371. [Google Scholar] [CrossRef]
- Jia, R.C.; Zeng, W.D.; Zhao, Z.B.; Wang, S.M.; Xu, J.W.; Wang, Q.J. Growth mechanism of αp and interface relationships between αp and αs during cooling of a near α titanium alloy. Mater. Des. 2022, 223, 111191. [Google Scholar] [CrossRef]
- Lypchanskyi, O.; Śleboda, T.; Łukaszek-Sołek, A.; Zyguła, K.; Wojtaszek, M. Application of the strain compensation model and processing maps for description of hot deformation behavior of metastable β titanium alloy. Materials 2021, 14, 2021. [Google Scholar] [CrossRef] [PubMed]
- Dong, J.Z.; Li, F.G.; Wang, C.P. Micromechanical behavior study of α phase with different morphologies of Ti-6Al-4V alloy by microindentation. Mater. Sci. Eng. A 2013, 580, 105–113. [Google Scholar] [CrossRef]
- Ren, L.; Xiao, W.L.; Chang, H.; Zhao, Y.Q.; Ma, C.L.; Zhou, L. Microstructural tailoring and mechanical properties of a multi-alloyed near β titanium alloy Ti-5321 with various heat treatment. Mater. Sci. Eng. A 2018, 711, 553–561. [Google Scholar] [CrossRef]
- Lin, Y.C.; Pang, G.D.; Jiang, Y.Q.; Liu, X.G.; Zhang, X.Y.; Chen, C.; Zhou, K.C. Hot compressive deformation behavior and microstructure evolution of a Ti-55511 alloy with basket-weave microstructures. Vacuum 2019, 169, 108878. [Google Scholar] [CrossRef]
- Liu, C.; Zhou, G.; Wang, X.; Liu, J.J.; Li, J.L.; Zhang, H.Y.; Chen, L.J. Rheological law and mechanism for superplastic deformation of Ti-6Al-4V. Materials 2019, 12, 3520. [Google Scholar] [CrossRef] [PubMed]
- Shekhar, S.; Sarkar, R.; Kar, S.K.; Bhattacharjee, A. Effect of solution treatment and aging on microstructure and tensile properties of high strength β titanium alloy, Ti-5Al-5V-5Mo-3Cr. Mater. Des. 2015, 66, 596–610. [Google Scholar] [CrossRef]
- Santhosh, R.; Geetha, M.; Saxena, V.K.; Nageswararao, M. Studies on single and duplex aging of metastable beta titanium alloy Ti-15V-3Cr-3Al-3Sn. J. Alloys Compd. 2014, 605, 222–229. [Google Scholar] [CrossRef]
- Long, W.; Zhang, S.; Liang, Y.L.; Ou, M.G. Influence of multi-stage heat treatment on the microstructure and mechanical properties of TC21 titanium alloy. Int. J. Miner. Metall. Mater. 2020, 28, 1–9. [Google Scholar] [CrossRef]
- Yadav, P.; Saxena, K.K. Effect of heat-treatment on microstructure and mechanical properties of Ti alloys: An overview. Mater. Today Proc. 2019, 26, 2546–2557. [Google Scholar] [CrossRef]
- Aeby-Gautier, E.; Denand, B.; Teixeira, J.; Dehmas, M.; Appolaire, B.; Settefrati, A. Influence of microstructure on tensile properties of β-metastable Ti 17 alloy. 12th World Conf. Titan. (Ti-2011) 2012, 2, 1191–1195. [Google Scholar]
- Qi, L.; He, S.Y.; Chen, C.J.; Jiang, B.B.; Hao, Y.L.; Ye, H.Q.; Yang, R.; Du, K. Diffusional-displacive transformation in a metastable β titanium alloy and its strengthening effect. Acta Mater. 2020, 195, 151–162. [Google Scholar] [CrossRef]
- Wu, C.; Zhan, M. Microstructural evolution, mechanical properties and fracture toughness of near β titanium alloy during different solution plus aging heat treatments. J. Alloys Compd. 2019, 805, 1144–1160. [Google Scholar] [CrossRef]
- Fan, J.K.; Li, J.S.; Kou, H.C.; Hua, K.; Tang, B.; Zhang, Y.D. Influence of solution treatment on microstructure and mechanical properties of a near β titanium alloy Ti-7333. Mater. Des. 2015, 83, 499–507. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wu, Q.; Pang, G.D.; Jiang, X.Y.; He, D.G. Hot tensile deformation mechanism and dynamic softening behavior of Ti-6Al-4V alloy with thick lamellar microstructures. Adv. Eng. Mater. 2020, 22, 1901193. [Google Scholar] [CrossRef]
- Elshaer, R.N.; Ibrahim, K.M. Effect of cold deformation and heat treatment on microstructure and mechanical properties of TC21 Ti alloy. Trans. Nonferrous Met. Soc. China 2020, 30, 1290–1299. [Google Scholar] [CrossRef]
- Mora, L.; Quesne, C.; Penelle, R. Microstructure, and tensile properties of a near beta-titanium treatments and tensile properties. J. Mater. Res. 1996, 12, 89–99. [Google Scholar] [CrossRef]
- Bantounas, I.; Dye, D.; Lindley, T.C. The Role of microtexture on the faceted fracture morphology in Ti-6Al-4V subjected to high-cycle fatigue. Acta Mater. 2010, 58, 3908–3918. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wang, L.H.; Wu, Q.; Xiao, Y.W.; Cheng, H.; Zhang, X.Y. Effects of solution temperature and cooling rate on α phases and mechanical properties of a forged Ti-55511 alloy. Mater. Res. Express 2019, 6, 1165h2. [Google Scholar] [CrossRef]
- Zhu, Z.G.; Ng, F.L.; Seet, H.L.; Nai, S.M.L. Tailoring the microstructure and mechanical property of laser powder bed fusion fabricated Ti-6Al-2Sn-4Zr-2Mo via heat treatment. J. Alloys Compd. 2022, 895, 162648. [Google Scholar] [CrossRef]
- Wen, X.; Wan, M.P.; Huang, C.W.; Lei, M. Strength and fracture toughness of TC21 alloy with multi-level lamellar microstructure. Mater. Sci. Eng. A 2019, 740–741, 121–129. [Google Scholar] [CrossRef]
- Qin, D.Y.; Lu, Y.F.; Guo, D.Z.; Zheng, L.; Liu, Q.; Zhou, L. Tensile deformation and fracture of Ti-5Al-5V-5Mo-3Cr-1.5Zr-0.5Fe alloy at room temperature. Mater. Sci. Eng. A 2013, 587, 100–109. [Google Scholar] [CrossRef]
- Ma, W.; Liu, S.G.; Zhang, X.; Chen, B.H.; Wang, F.; Zhang, X.Y.; Ma, M.Z.; Liu, R.P. Microstructural evolution and mechanical properties of hot-rolled Ti-30Zr-5Al-2.5Sn alloy with mixed α and α′ phases. Mater. Sci. Eng. A 2020, 792, 139812. [Google Scholar] [CrossRef]
- Huang, C.W.; Zhao, Y.Q.; Xin, S.W.; Zhou, W.; Li, Q.; Zeng, W.D. Effect of microstructure on tensile properties of Ti-5Al-5Mo-5V-3Cr-1Zr alloy. J. Alloys Compd. 2017, 693, 582–591. [Google Scholar] [CrossRef]
- Bieler, T.R.; Fallahi, A.; Ng, B.C.; Kumar, D.; Crimp, M.A.; Simkin, B.A.; Zamiri, A.; Pourboghrat, F.; Mason, D.E. Fracture initiation/propagation parameters for duplex TiAl grain boundaries based on twinning, slip, crystal orientation, and boundary misorientation. Intermetallics 2005, 13, 979–984. [Google Scholar] [CrossRef]
Figure 1.
Microstructures of as-received alloy: (a) SEM observation; (b) TEM observation (bright field); (c) SEM observation (pretreated); (d) Particle size distribution of αp phases (pretreated).
Figure 1.
Microstructures of as-received alloy: (a) SEM observation; (b) TEM observation (bright field); (c) SEM observation (pretreated); (d) Particle size distribution of αp phases (pretreated).
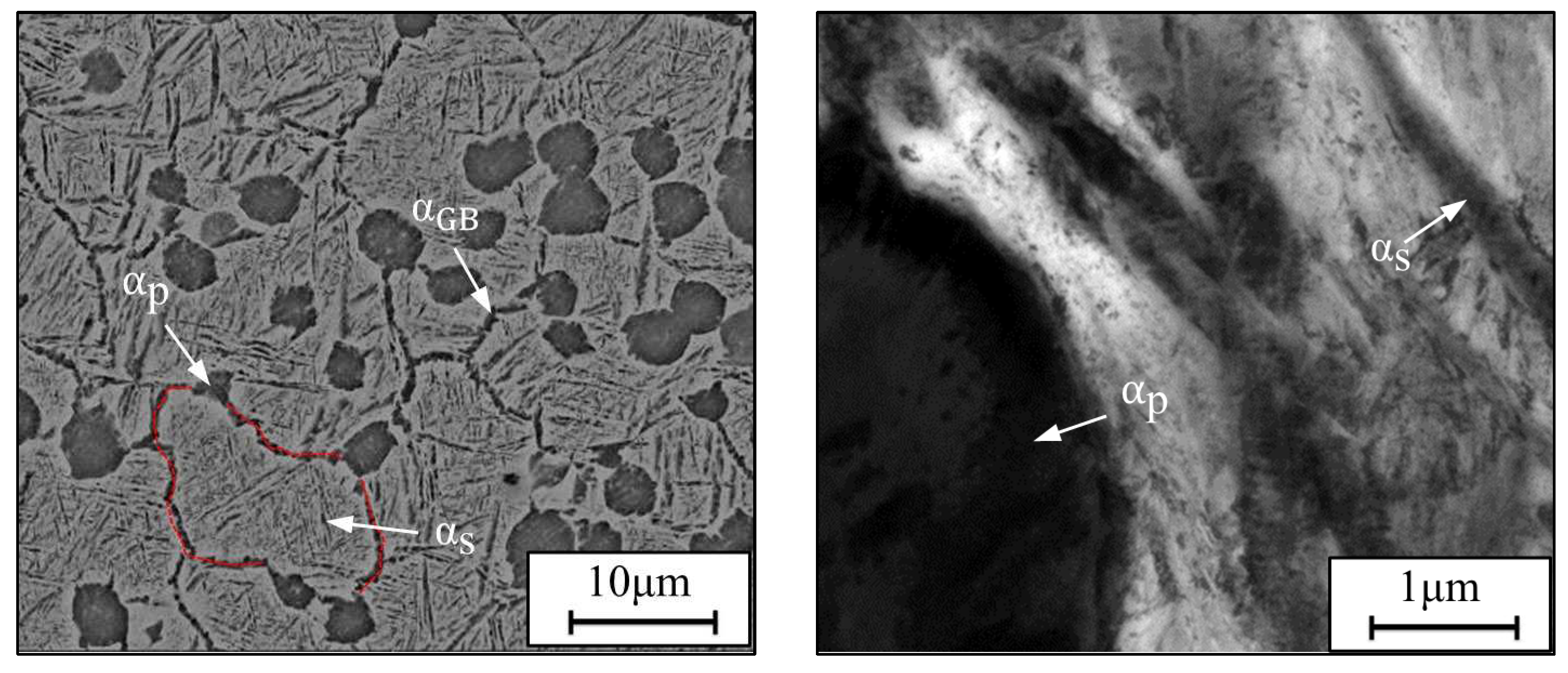
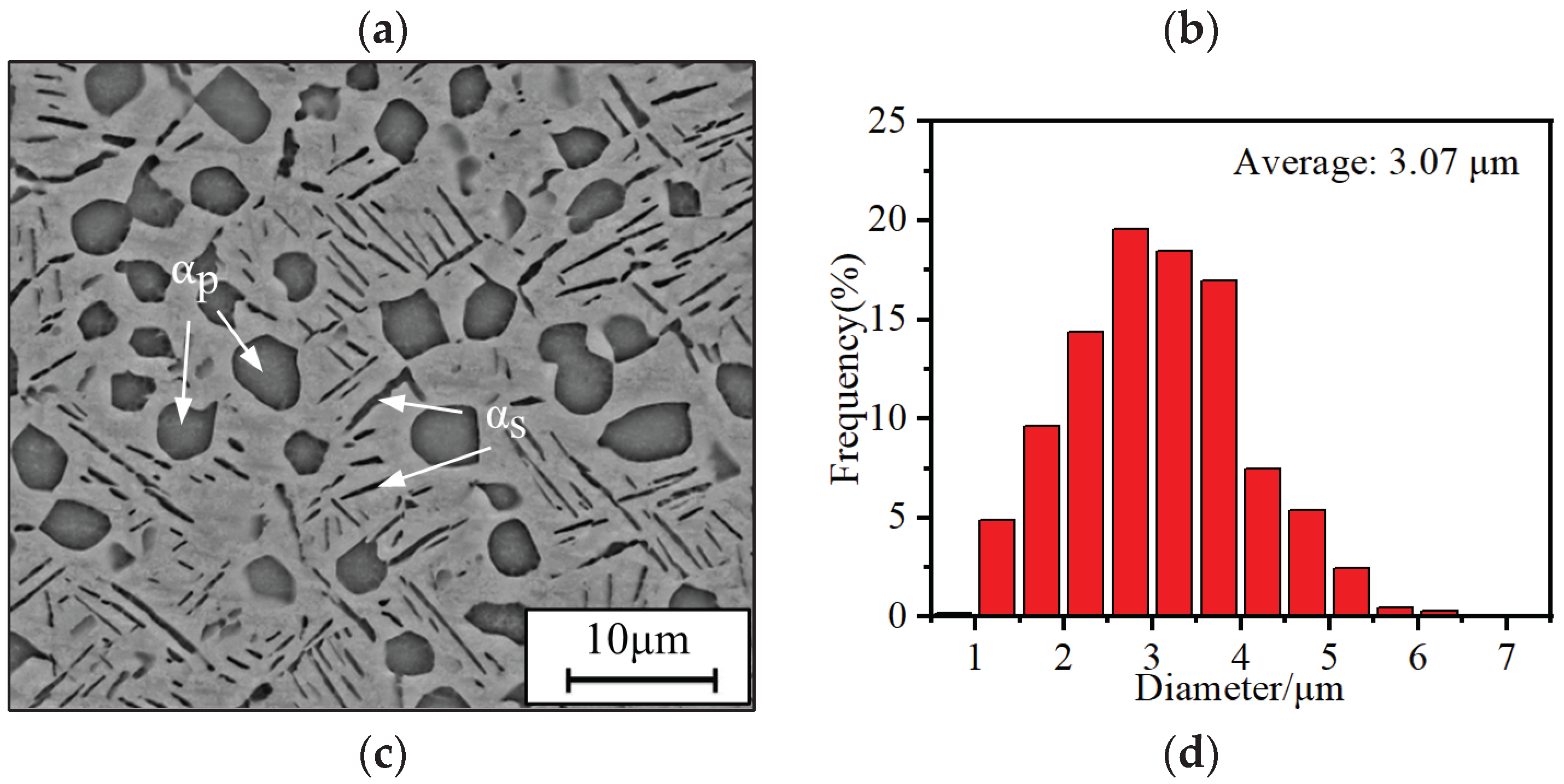
Figure 2.
Microstructures and the size distribution of αp phases of TC18 alloy aged at: (a–b) 450 oC; (c–d) 500 oC; (e–f) 550 oC; (g–h) 600 oC.
Figure 2.
Microstructures and the size distribution of αp phases of TC18 alloy aged at: (a–b) 450 oC; (c–d) 500 oC; (e–f) 550 oC; (g–h) 600 oC.
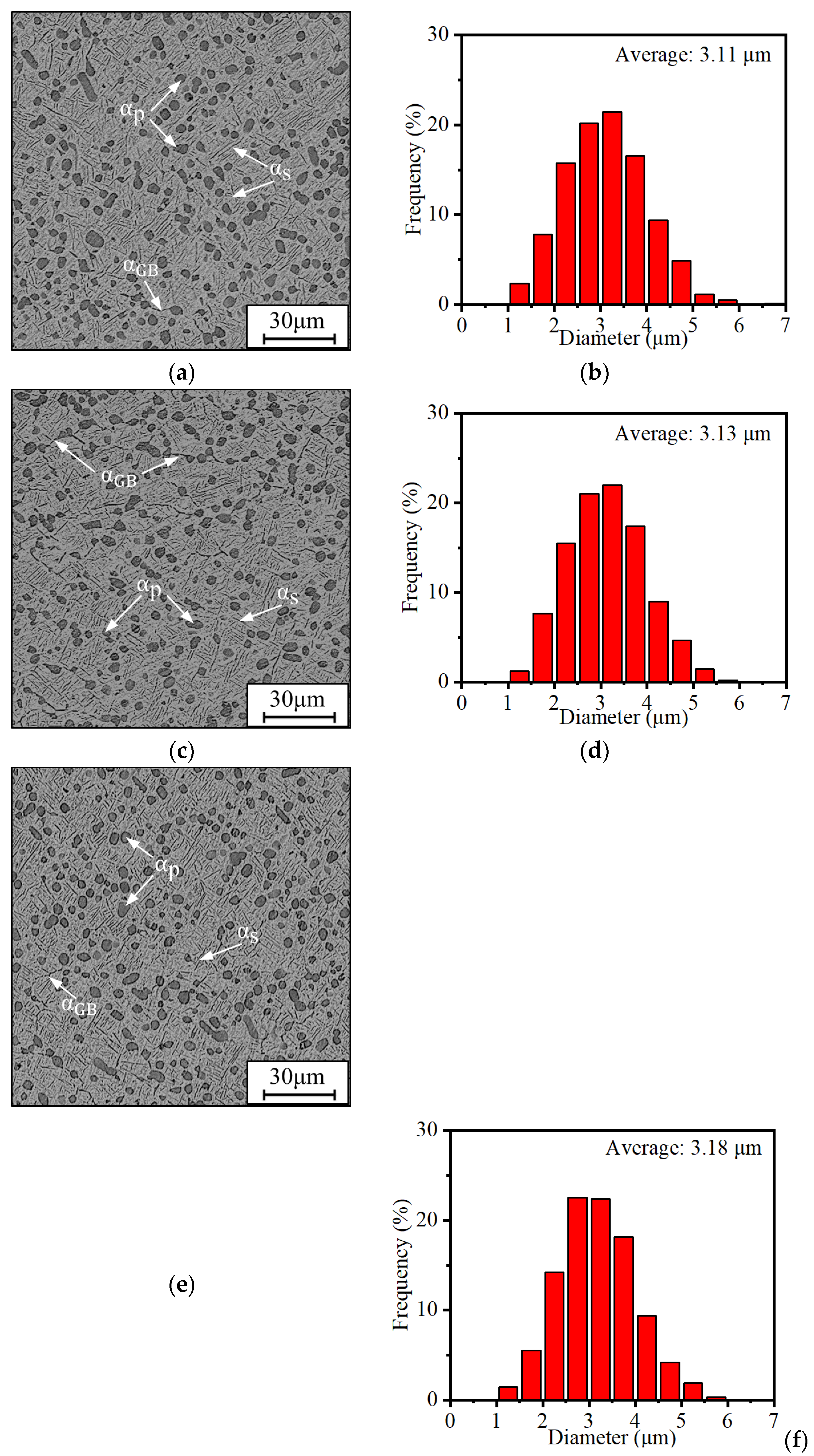
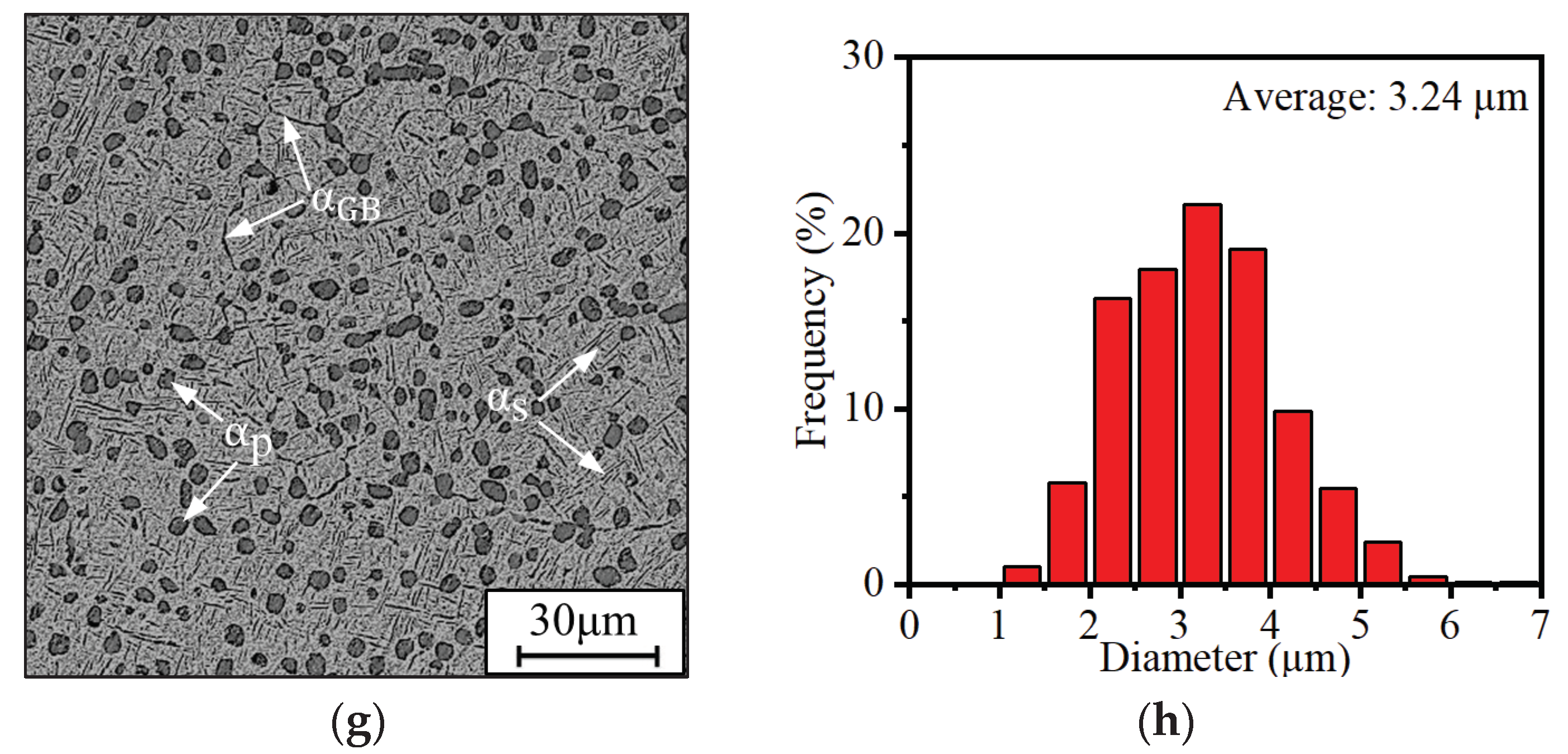
Figure 3.
TEM micrographs of TC18 alloy aged at: (a) 400 oC; (b) 450 oC; (c) 500 oC; (d) 550 oC; (e) 600 oC.
Figure 3.
TEM micrographs of TC18 alloy aged at: (a) 400 oC; (b) 450 oC; (c) 500 oC; (d) 550 oC; (e) 600 oC.
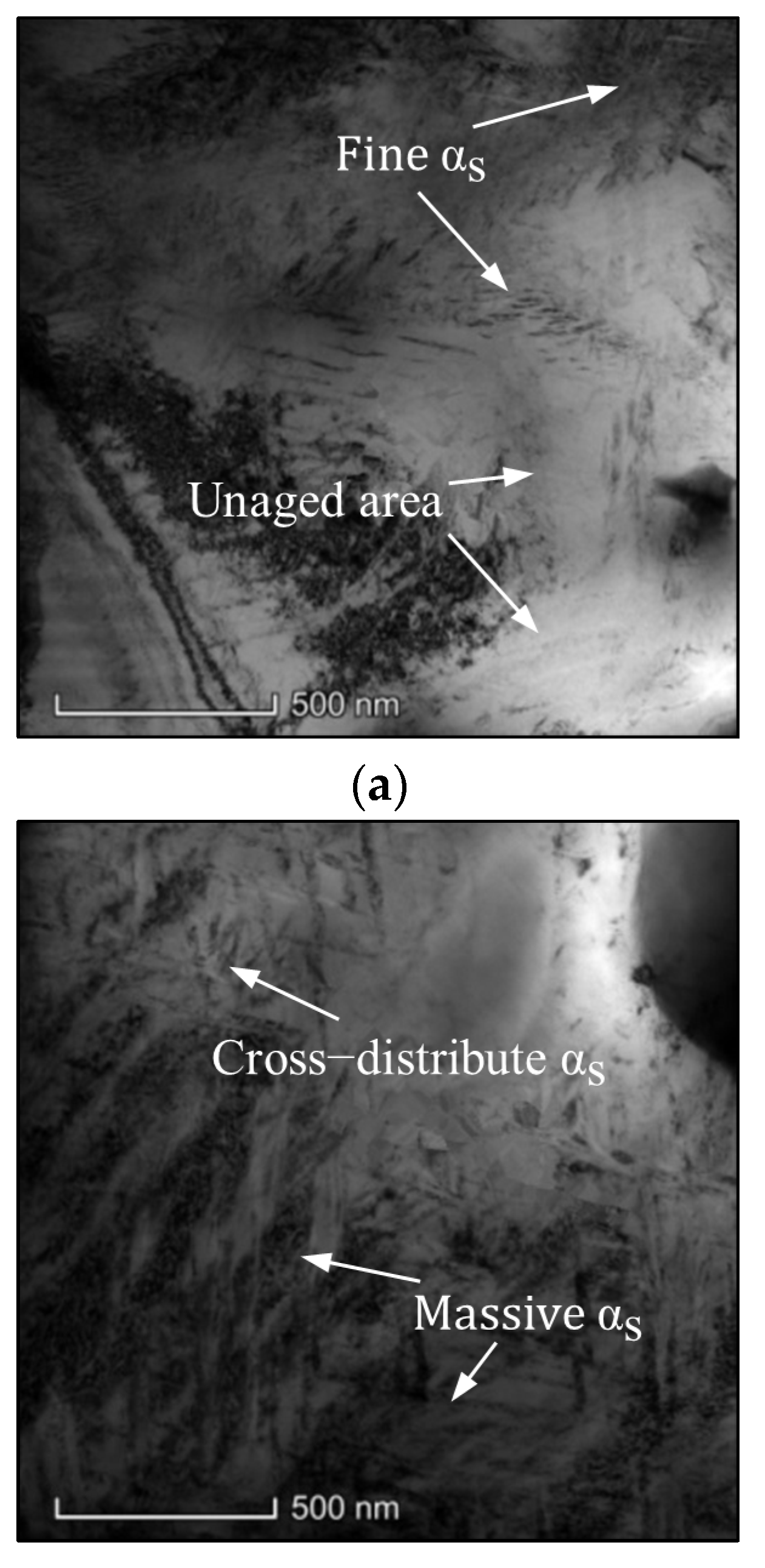
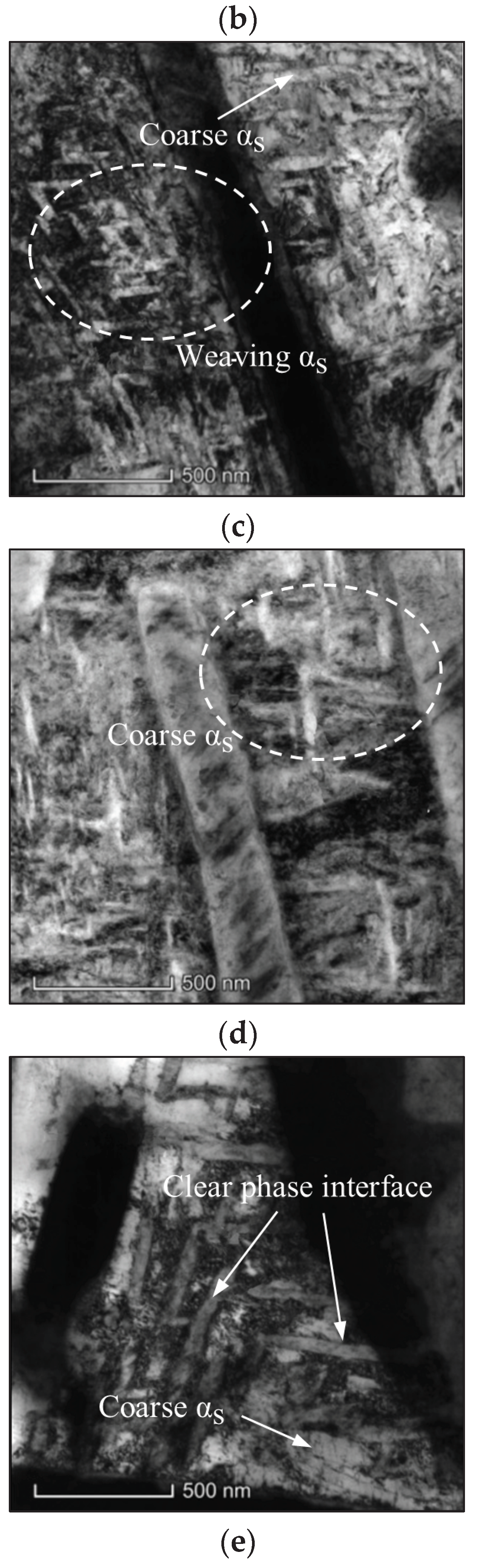
Figure 4.
Microstructures and size distributions of αp phases after aged at 450 oC and the ageing time of: (a), (d) 1 h; (b), (e) 4 h; (c), (f) 8 h.
Figure 4.
Microstructures and size distributions of αp phases after aged at 450 oC and the ageing time of: (a), (d) 1 h; (b), (e) 4 h; (c), (f) 8 h.
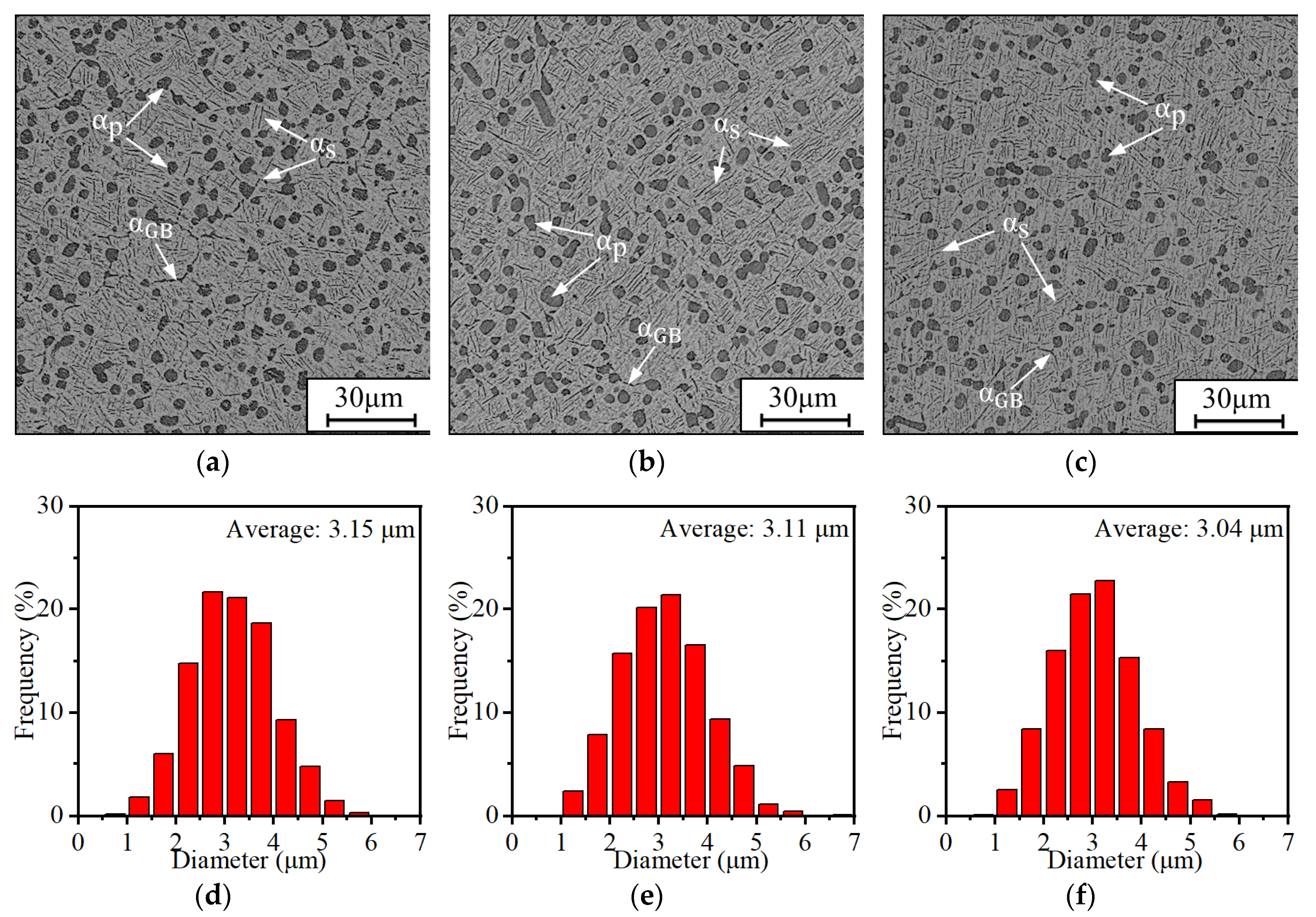
Figure 5.
TEM micrographs of TC18 alloy aged at: (a) 450 oC/2 h/AC; (b) 450 oC/4 h/AC; (c) 500 oC/4 h/AC; (d) 500 oC/8 h/AC.
Figure 5.
TEM micrographs of TC18 alloy aged at: (a) 450 oC/2 h/AC; (b) 450 oC/4 h/AC; (c) 500 oC/4 h/AC; (d) 500 oC/8 h/AC.
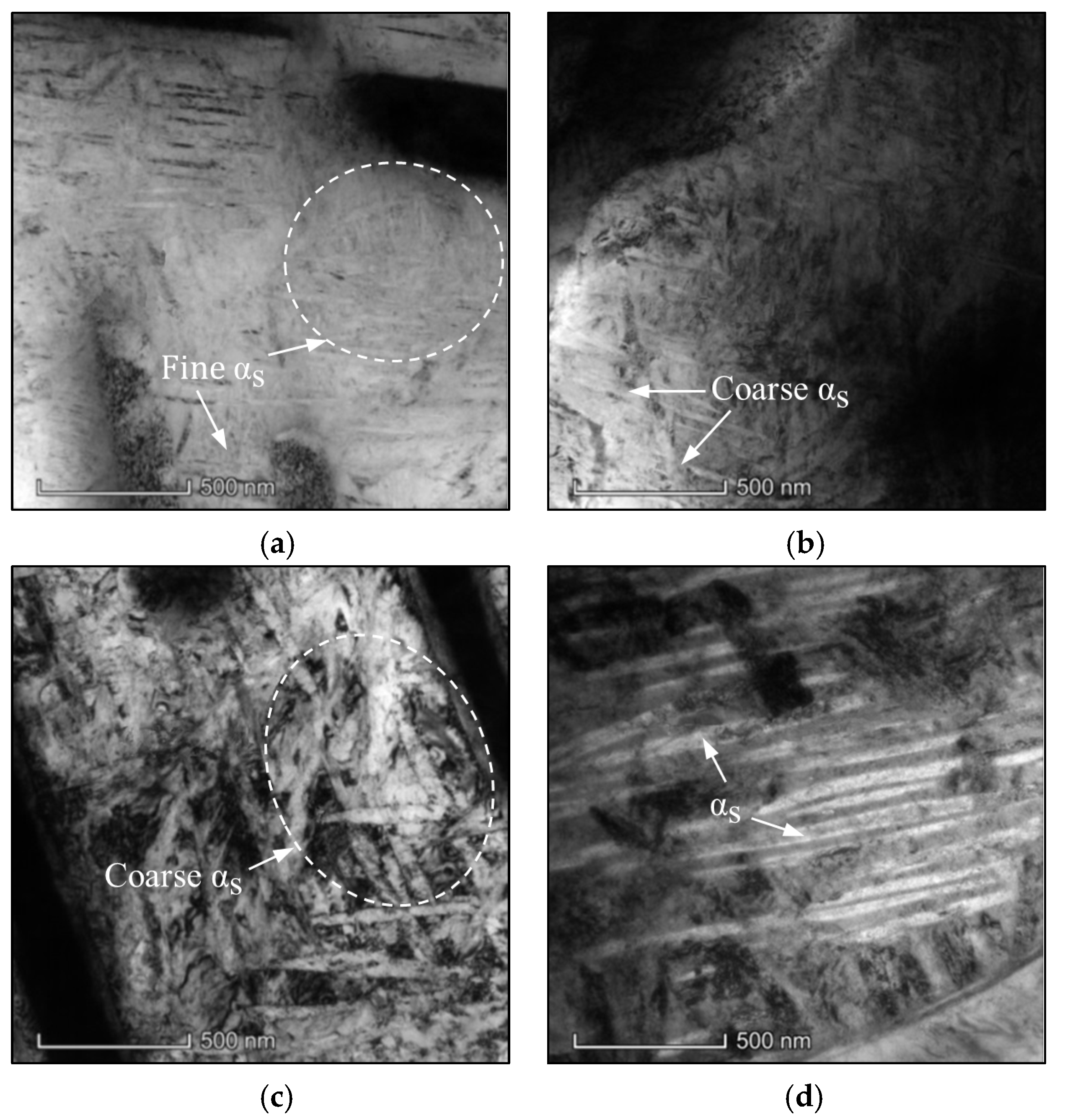
Figure 6.
The relationship between the strengths and key factor involving αs phases: (a); (b).
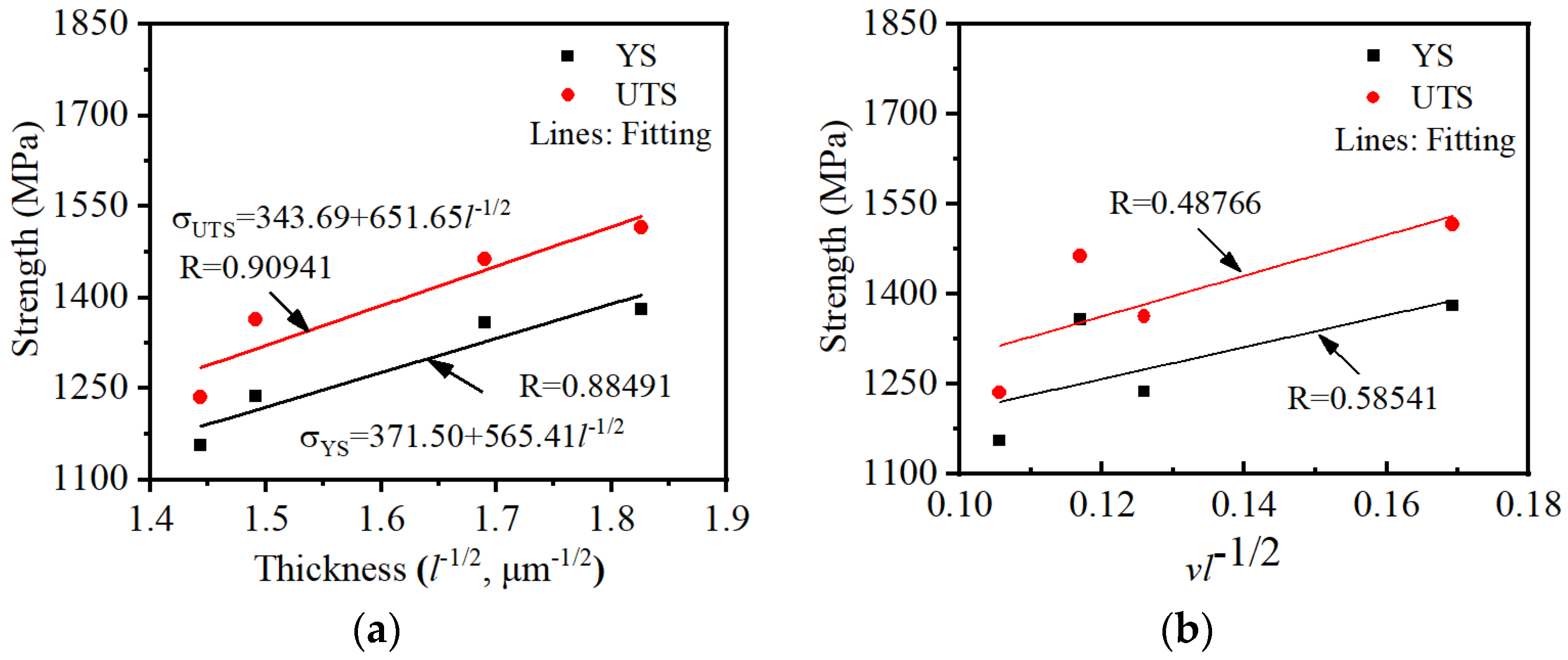
Figure 7.
The macroscopic fracture of TC18 alloy aged at: (a) 450 oC; (b) 500 oC; (c) 550 oC; (d) 600 oC.
Figure 7.
The macroscopic fracture of TC18 alloy aged at: (a) 450 oC; (b) 500 oC; (c) 550 oC; (d) 600 oC.
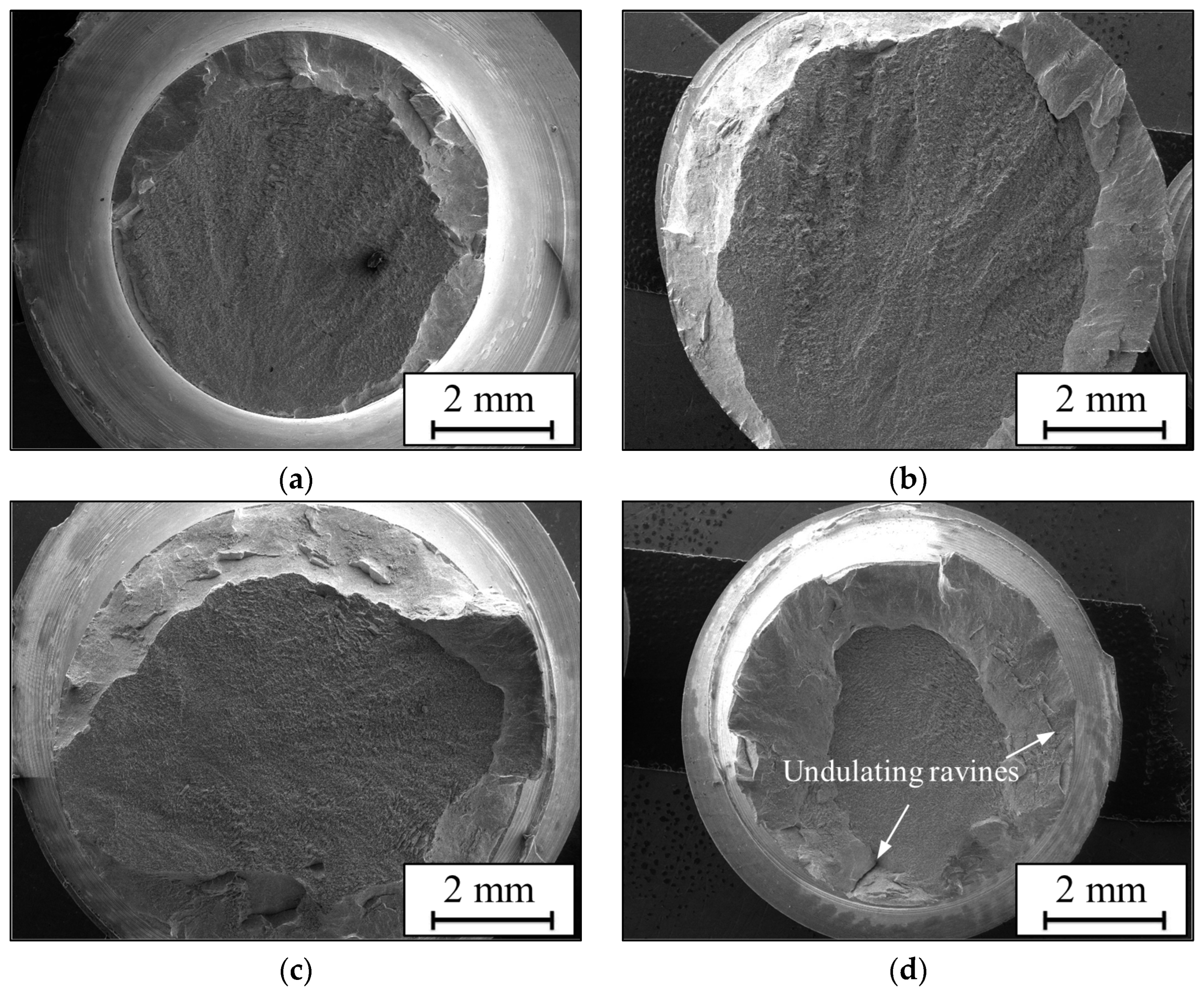
Figure 8.
The microscopic fracture morphologies of TC18 alloy aged at: (a) 450 oC; (b) 500 oC; (c) 550 oC; (d) 600 oC.
Figure 8.
The microscopic fracture morphologies of TC18 alloy aged at: (a) 450 oC; (b) 500 oC; (c) 550 oC; (d) 600 oC.
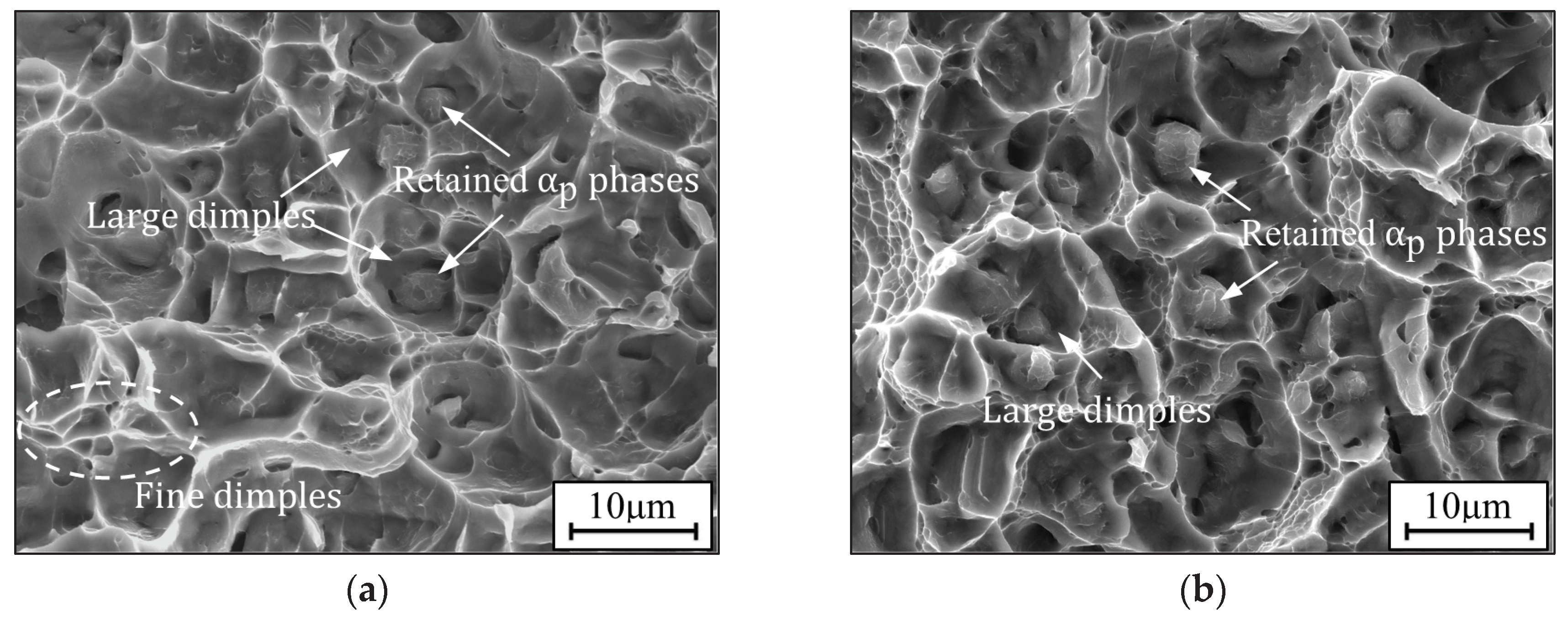
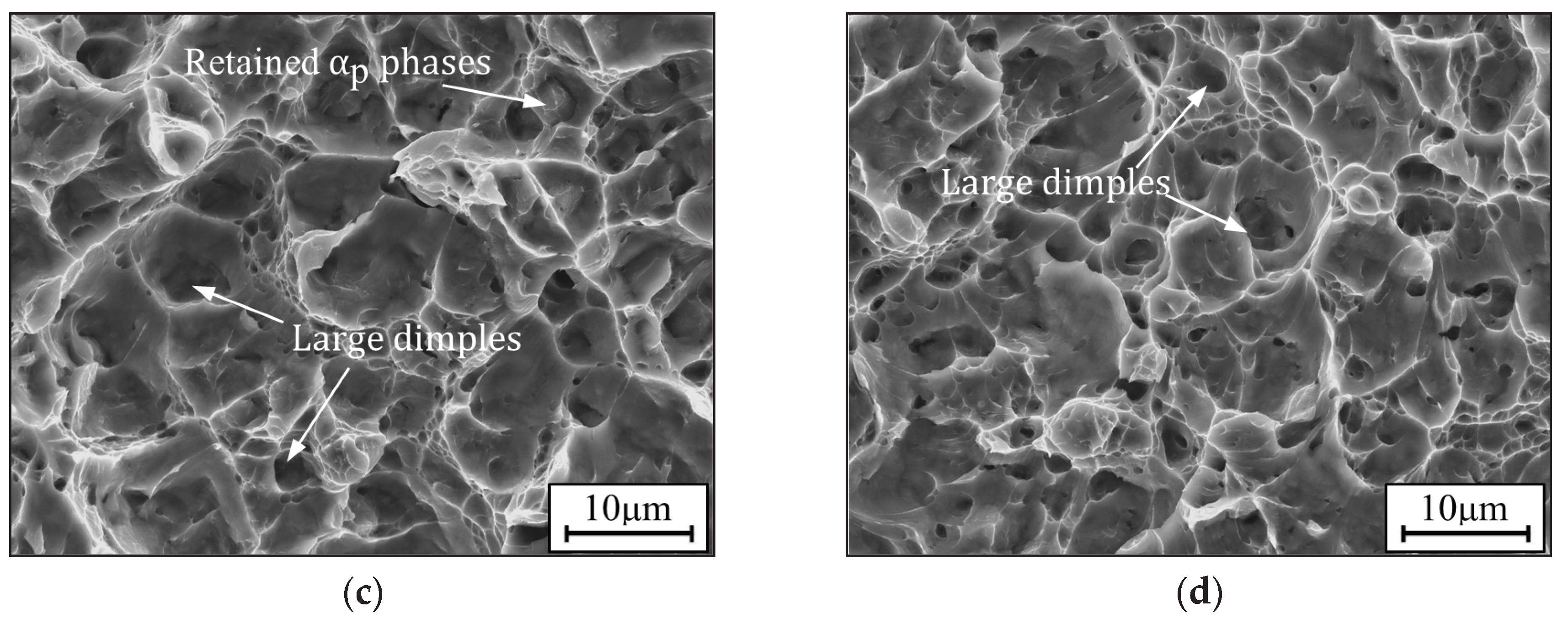

Table 1.
Experimental schemes for heat treatment.
| Route No. | Pretreatment | Ageing Condition | ||
|---|---|---|---|---|
| Temperature (oC) | Hold Time (h) | Cooling Method | ||
| 1 | 780 oC/1h/WQ | 400 | 4 | AC |
| 2 | 450 | |||
| 3 | 500 | |||
| 4 | 550 | |||
| 5 | 600 | |||
| 2-1 | 450 | 1 | ||
| 2-2 | 450 | 2 | ||
| 2-3 | 450 | 8 | ||
Table 2.
Content and size of phases with different ageing conditions.
| Ageing Condition d | The content of α phases (%) | The content of αp phases (%) | The diameter of αp phases (μm) | The content of αs phases (%) | The thickness of αs phases (μm) |
|---|---|---|---|---|---|
| 450 oC | 27.61 | 18.34 | 3.11 | 9.27 | 0.30 |
| 500 oC | 23.79 | 16.87 | 3.13 | 6.92 | 0.35 |
| 550 oC | 27.01 | 18.56 | 3.18 | 8.45 | 0.45 |
| 600 oC | 25.89 | 18.57 | 3.24 | 7.32 | 0.47 |
d Ageing time of 4h and subsequent AC.
Table 3.
Tensile properties of the alloy aged for different conditions.
| Pre-treatment | Ageing conditions | Yield strength (YS)/MPa | Ultimate tensile strength (UTS)/MPa | Elongation(δ)/% |
|---|---|---|---|---|
| 780 oC/1 h/WQ | / | 1220.2 | 1359.9 | 9.1 |
| 400 ℃/4 h/AC | 1157.9 | 1248.2 | 11.3 | |
| 450 ℃/2 h/AC | 1263.4 | 1406.9 | 12.5 | |
| 450 ℃/4 h/AC | 1381.6 | 1516.8 | 9.3 | |
| 450 ℃/8 h/AC | 1353.7 | 1516.9 | 11.2 | |
| 500 ℃/4 h/AC | 1358.3 | 1463.5 | 9.0 | |
| 550 ℃/4 h/AC | 1238.6 | 1363.2 | 10.3 | |
| 600 ℃/4 h/AC | 1156.8 | 1236.7 | 15.1 |
Table 4.
Tensile properties of the alloy aged for different conditions.
| Temperature | The content of α phases | The thickness of αs phases | The tensile strength | Ductility |
|---|---|---|---|---|
| 450→500 oC | ↓ | ↑ | ↓ | ↓ |
| 500→550 oC | ↑ | ↑ | ↓ | ↑ |
| 550→600 oC | ↓ | ↑ | ↓ | ↑ |
The symbols “↑” and “↓” represent the increase and decrease, respectively.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



