
Submitted:
04 January 2024
Posted:
05 January 2024
You are already at the latest version
Abstract
This study outlines a comprehensive examination of risks and hazards in three egg sorting and packing stations, covering the entire process from supplier selection and evaluation to egg delivery in chain stores. The analysis is conducted within the framework of Codex Alimentarius and GFSI-integrated food safety programs. Salmonella is the greatest significant threat. To enhance the Hazard Analysis of Critical Control Points (HACCP), preparatory programs were incorporated into the quality management system (QMS) by monitoring and assessing the biological, chemical, and physical threats according to Code Alimentarius and further integrated into GFSI food safety programs, including food authenticity and food defense. The procedure offered sophisticated preventive tools, hand-on at any time, for eliminating, reducing, or mitigating the risks encountered in egg packing and sorting facilities.
Keywords:
PRP
; GHP
; HACCP
; ISO 22000
; FSSC 22000
; IFS Food
; GFSI
; food safety management
; food control
1. Introduction
There is an increasing demand for eggs from farms that prioritize animal welfare among consumers. Consumers perceive eggs produced in non-cage environments as food that not only meets ethical standards but also provides improved acceptance, nutritional content, and taste. The table egg is the most affordable kind of animal protein, rich in nutrients, and has only 75 calories per egg. Due to their optimal amino acid composition and efficient digestion, they serve as a highly commendable protein source for human consumption. Given that it is not forbidden by the majority of religions, it is a fundamental dietary staple that is consumed globally. Asia, with a dominant share of 53.3% in global production in 2018, has emerged as the greatest producer worldwide, surpassing both the United States (8.6%) and the European Union (10% of global production) [1,2].
Laying hens can consume contaminants such as dioxins, heavy metals, dioxins, dl-PCBs, cleaning and sanitizing chemicals, or veterinary pharmaceutical treatments from the environment, water, soil, and feed [3]. These contaminants can then be transferred to the eggs. Due to their elevated fat content, eggs can harbor a substantial amount of persistent organic pollutants (POPs), such as dioxins and polychlorinated biphenyls (PCBs), which pose potential health risks to individuals. Salmonella is the most prevalent pathogen associated with eggs and egg products. Additional pathogens that become significant when the process of egg production is transformed into liquid egg products encompass Bacillus cereus and Listeria monocytogenes [4]. EFSA states that eggs can be stored for an extended duration when chilled in both retail and domestic settings. The danger appears to be primarily impacted by factors such as the size and density of the farm, as well as the hygiene habits of the farmer. EFSA recommends that future monitoring programs systematically record the housing style of laying hens to assess its impact on the prevalence of Salmonella [4,5]. The chief factors contributing to the contamination of eggs and egg products during the initial stage of egg processing are the utilization of inappropriate disinfectants, flawed cleaning processes, and ineffective candling and sorting methods. Effective sanitation and processing techniques are necessary for proper handling, sorting, and cleaning. Implementing sound processing techniques, such as regular maintenance and prompt equipment repairs, along with visual inspections of goods, seem to be efficacious measures in averting the occurrence of physical hazards. In addition, it is necessary to use certain measures in accordance with good manufacturing procedures (GMP), such as the utilization of strainers, metal detectors, or magnets to detect and mitigate physical hazards throughout the processing phase [6].
Conventional methods are ineffective in managing initial process risks to guarantee the hygienic integrity of the end goods [7]. To maintain food safety, it is imperative to adhere to Good Manufacturing Practices (GMP), Good Hygiene Practices (GHP), and the principles of Hazard Analysis of Critical Control Points (HACCP) [8]. The important control points idea is founded on the assessment of food safety concerns through the utilization of a control system [7,9]. This preventive approach assesses the comprehensive dangers to the entire food chain, including those of a physical, chemical, and biological nature. Multiple publications [7,10,11,12] examined the effects of implementing Hazard Analysis and Critical Control Points (HACCP) on the microbiological safety of food products. All small- and medium-sized food enterprises operating in the European Union (EU) must adhere to the Hazard Analysis and Critical Control Points (HACCP) system, which is recognized as a worldwide standard for mitigating the hazards related to foodborne illnesses [13]. The ideas of the Codex Alimentarius guidelines were included into the international standard ISO 22000:2018 [14]. Implementing HACCP systems does not inherently lead to the creation of a traceability system through the documentation procedures. However, it is particularly vital to implement such a system. Although Principle 7 of the HACCP system mandates precise documentation and record-keeping processes, traceability solutions are not obligatory [15]. ISO 22000 mandates that enterprises perform a risk analysis in order to identify significant dangers. One of the crucial steps in the food industry’s HACCP application procedures was the identification of hazards. Furthermore, it is in accordance with the initial tenet of ISO 22000:2018 and Codex HACCP, which mandates the performance of hazard analysis. The objectives of HACCP systems are to identify, evaluate, and control risks. ISO 22000 has not been adopted as a standard reference for food manufacturers by the Global Food Safety Initiative (GFSI) because to its lack of relevant PRP (prerequisite program) information. ISO22000:2018 provides improvements that largely concentrate on the identification of a PRP (pre-requisite program) and the CCP (critical control point) for key risks, employing risk-based thinking and risk reduction as guiding principles [12,14,15,16].
Both the FSSC 22000 and the IFS Foods are GFSI recognized. FSSC 22000 is based on ISO 22000:2018, Pre-requisite: ISO/TS 22002-1:2009, FSSC22000 additional requirements: Part II 2.1.4 (March 2020). The standards have the same objectives, so their requirements are similar and have a certain level of identity, much of the difference is at the audit level, which uses different levels, system points and categories. These standards come with additional requirements regarding genetically modified organisms, food fraud, food defense.
The objective of this study was to comprehensively examine the entire process involved in the selection and evaluation of suppliers, as well as the delivery of eggs to chain stores. This included conducting a detailed analysis of risks and hazards in three specific areas related to egg sorting and packaging. The study focused on establishments that had implemented various food safety management systems. The objective of this project is to facilitate the exchange of technological information to benefit both egg safety scientists and the economic environment (Figure 1).
2. Materials and Methods
2.1. Materials
The study specifically examined three separate breeding units of laying hens situated in different counties in Romania.
Farm A breeds a combined total of 190,000 chickens, with an equal distribution of 50% Lohman Brown and 50% ISA Brown. Production occurs within enlarged enclosures, with each hen assigned a space of 850 cm². The farm consistently achieves an egg yield of over 85%, leading to a daily output of 160,000 eggs, which amounts to an annual production of 58,400,000 eggs.
The MOBA 2500 harvesting and sorting equipment, which originates from the Netherlands, automatically collects the eggs from the sheds. This device has a throughput of 30,000 eggs per hour.
Items are categorized and graded based on their size as follows: size S refers to items weighing less than 53g, size M includes items weighing between 53g and 63g, size L includes items weighing between 63g and 73g, and size XL refers to items weighing more than 73g.
The eggs are enclosed in cartons containing 30 eggs of different sizes, guaranteeing superior packaging to maintain their integrity. Eggs derived from hens confined in battery cages are designated with the code 3.
The adoption of the IFS Food system on this farm represents a significant advancement in the dedication to guaranteeing food safety. Implementing the IFS Food system in the consumer egg sorting factory is a strategic strategy aimed at upholding the utmost standards of safety and quality. This comprehensive strategy systematically tackles every vital area of the egg handling and packaging process. This procedure ensures rigorous oversight and control, commencing from the initial acquisition of the eggs until their ultimate packaging, effectively minimizing the risk of contamination and assuring a uniform standard of quality. Robust and effective procedures and defined system benchmarks are essential to ensure that eggs provided to customers adhere to stringent safety and quality criteria. Consequently, this enhances consumer trust and upholds our exceptional standing in terms of food safety superiority.
Farm B encompasses 20 hectares of land and houses a total of 18 shelters dedicated to the rearing of laying hens. In 2012, the birds underwent modernization to comply with the European Union’s regulations on the birds’ mobility space and degree of freedom. The annual production capacity for eggs intended for consumption has been augmented to 75 million. Sorting and packing are carried out at a rate of 45,000 eggs per hour, utilizing state-of-the-art technology.
Inside the Constanța farm, there is a designated hall for the purpose of breeding free-range laying hens. Each individual hen is allocated a 4 m2 outside area.
The purpose-built facility accommodates 7,000 chickens in a dedicated and uniform area. Hence, two-thirds of the available area is allocated for the purposes of relaxation and nourishment. Furthermore, this area serves as a designated space for the purpose of nesting and egg-laying. It is equipped with two inclined planes that automatically elevate at 18:00, effectively removing both the hens and the eggs from the nest using a conveyor belt. One-third of the hall is allocated for slaughter purposes, with a platform positioned 1 meter below the feeding area and furnished with ruminants. Additionally, the shed is equipped with conventional windows on one side, enabling the birds to access the meadow adjacent to the farm.
The sorting station utilizes the FSSC 22000 technology. This approach, well acknowledged worldwide, employs a rigorous and all-encompassing technique for controlling food safety hazards. It is specifically tailored to tackle the unique difficulties related to managing eggs. By adhering to FSSC 22000 standards, the facility may guarantee systematic identification and control of potential hazards, such as biological pollutants and risks of cross-contamination. Accurate control is essential in egg processing as it is vital to precisely mitigate the risk of salmonella and other infections. Furthermore, the FSSC 22000 system’s emphasis on ongoing enhancement and regular inspections enables the facility to not just uphold, but also elevate food safety standards throughout the course of time. The implementation of this method showcases a strong commitment to producing secure and high-caliber eggs, fostering consumer trust, and adhering to stringent worldwide food safety standards.
Farm C operates a sustainable chicken farming system, where the eggs produced are labeled with the number 0. Currently, the farm possesses three poultry shelters, each capable of accommodating 3000 birds. The breeding process involves using traditionally raised 16-week-old chicks. A 6-week conversion period is observed, during which the chicks are fed. The birds are kept for up to 80 weeks, with an average egg production rate of 70% on the farm. Each hen produces an average of 120 eggs each year.
The eggs are gathered automatically and sent to the sorting room, where they are manually arranged in 30-piece casings, with each casing being supplied to the marking machine.
The latest farm that was inspected features a sorting and packing facility equipped with Good Practices for Food Handling (GPFH). The GPFH system is designed expressly to address the unique challenges associated with egg handling, ensuring that each egg is treated with utmost care to maintain its integrity and safety. By following the requirements outlined in the Good Practices for Food Hygiene (GPFH), the facility establishes a robust framework for upholding cleanliness, regulating temperature, and averting contamination. These attributes are essential for the proper management of eggs. This method efficiently reduces the probability of bacterial growth, such as salmonella, and the spread of disease-causing microorganisms between diverse sources, therefore guaranteeing the safeguarding of public health. Furthermore, the GPFH system improves efficiency in the sorting and packaging process, leading to decreased occurrences of breakage and waste. Furthermore, it ensures the ability to systematically trace and supervise each stage of the egg handling procedure, which is crucial for swiftly addressing any problems related to food safety. Implementing the GPFH quality system enhances the eggs’ quality and safety, while also cultivating consumer trust and faith in the products, which is highly advantageous for any food enterprise.
2.2. Methods:
2.2.1. Evaluating the food risk assessment scheme in three egg sorting/packing units with regards to the implemented food safety initiatives
The risk assessment techniques emphasized in egg sorting and packing stations include the General Principles of Food Hygiene or Good Hygiene Practice (GHP), Good Veterinary Practice (GVP), Good Distribution Practice (GDP), and Good Commercial Practice (GTP). The mentioned standards are Hazard Analysis and Critical Control Points (HACCP), ISO 22000, IFS Food v8 2023, FSSC 22000 v6 April 2023, and GFSI recognized standards.
Food risk can be categorized into two primary categories: food safety and food quality, which are associated with the concept of food integrity as described by Codex Alimentarius 2023 [17]. Food integrity can be categorized into three primary components: food safety, food quality, and food authenticity (non-food fraud). The food risk summary, contingent upon the implementation of food safety programs or systems, can assist entrepreneurs in categorizing which risks constitute food safety hazards for the purpose of identifying and evaluating them in the food safety risk assessment. [18]
2.2.2. Elaboration of PRPs
2.2.3. Elaboration of the HACCP Plan
2.2.3. Analyses
Residues of antibiotics, Charm II System, for Betalactams (in compliance with EU Reg. 1644/2022, DC 657/2002) and Charm II System, for Macrolides (in compliance with EU Reg. 1644/2022, DC 657/2002/ EC Reg. 37/2010/EC). Antimicrobial residues (b-lactams, macrolides, and tetracyclines) were qualitatively detected using the Charm II test following the methodology described by Adesiyun A. et al. [23].The relative humidity, pH of the yolk, pH of the white, and temperature were determined according to the guidelines set by the EFSA BIOHAZ Panel (EFSA Panel on Biological Hazards), 2014 [4]. Heavy metal residues have been determined using Graphite furnace atomic absorption spectrometry (GFAAS) technique following the methodology outlined by Szkoda J. et al. [24]. Dioxin residues have been detected using the method presented by Ten Dam G, et al. [25]. Perfluoroalkyl and polyfluoroalkyl substances were quantitaive determined using LC-MS/MS technique following the method mentioned by Therillat X. et al. [26]. For melamine determination, LC-MS/MS technique mentioned also by Wang P.C. et al. [27], was used. Fipronil residues have been determined via LC-MS/MS analysis following the methodology outlined by Charalampous A. C. et al. [28].
3. Results and discussion
3.1. Materials
The process of sorting and packing eggs involves several processes to ensure the precise quality, integrity, and categorization of the eggs. After being received and stored initially, eggs undergo a subsequent quality examination. Subsequently, they are classified according to their dimensions and mass. The egg packing process involves meticulously arranging them in cardboard boxes or trays, ensuring their security and easing their transportation. The product is then maintained in a controlled environment, where temperature and humidity are regulated, until it is delivered. This ensures that the eggs remain fresh and safe for human consumption.
During the early stage of the technological process, we obtained not only chicken eggs but also packaging materials like PET trays and cardboard packaging, as well as auxiliary materials such as food-grade printing ink, detergents, cleaning utensils, machine components, vaselines, and food-grade oils. The protocols for acquiring, handling, preserving, and conveying table eggs were established with the objective of mitigating any possible contamination or damage to the eggs or their shells. Particular attention was dedicated to the variables of temperature and time, with a specific concentration on fluctuations in temperature. In order to accomplish this goal, the collection equipment must be made of non-toxic materials and must be designed, constructed, installed, maintained, and operated in a way that encourages proper hygiene practices. Moreover, it is crucial to regularly cleanse and sanitize the apparatus and receptacles utilized for egg retrieval. If necessary, they should be regularly replaced to minimize the possibility of contamination in table eggs.
The technology present in the unit is long-lasting, impervious to corrosion, and can be effortlessly cleaned and disinfected. In order to reduce food risks, risk-based control procedures have been put in place to ensure full adherence to process and product standards. These procedures effectively identify and manage hazards that may be present in or on eggs that are meant for human consumption.
The criteria for accepting eggs include several factors, such as the general health of the flock (including the presence of disease-causing organisms), the amount of pathogens present in or on the eggs, the use of agricultural and veterinary chemicals, the age of the eggs, the handling procedures, and any treatments used to kill microorganisms.
During the process of transporting the eggs to the sorting chamber and placing them on the belt, they were handled with great care to prevent any harm, reduce the moisture level on the shell, and prevent any contamination. Therefore, eggs that have been cracked have been separated from those intended for business use (lower quality eggs, grade B, and confiscated eggs), or classified as animal waste in category III. During this phase, eggs that are broken or leaking, as well as eggs that are not acceptable for eating, are identified and deemed unfit for human consumption. The eggs underwent disinfection by the use of UV rays, with close supervision to minimize any harm to the shell and prevent any contamination of the egg’s contents.
The next stage entails ovoscoping the eggs to inspect and measure the air cell, guaranteeing its compliance with the European-level criteria. The eggs were confiscated at this level due to the presence of abnormalities in the structure and/or freshness of the product, which were identified within 24 hours. The assessment of weight and subsequent classification of eggs was carried out in accordance with internal procedures for egg categorization, following the currently applicable European standards (Class A: XL: > 72 g; L: 63 – 73 g; M: 53 – 63 g; S: < 53 g). Class B quality eggs are eggs that do not match the quality criteria established for class A eggs, or they are class A eggs that have been demoted and intended for use in the processing industry. Eggs that did not fall into either of the above described categories were categorized as non-compliant and unfit for human consumption.
The process of marking or printing eggs entails affixing them with distinct information, such as the date, farm identity, and quality grade. In this stage, edible inks that are safe for human consumption were used. Eggs are packaged and labeled using board formworks and PET casseroles, which are specifically engineered to protect the eggs throughout shipment. The packaging of these boxes provides comprehensive information on the eggs’ source, dimensions, expiry date, and quality, ensuring transparency and adherence to food safety regulations.
The product collective packaging entailed the consolidation of eggs into larger units to optimize the effectiveness of distribution. Once the eggs were organized into pallets, they were secured using pallet strapping. The eggs that had been divided into categories A and B were placed in a facility with controlled temperature to minimize the growth of harmful germs and limit the chances of biological hazards. The temperature range in egg storage rooms, normally ranging from 5°C to 18°C, is optimal for inhibiting the proliferation of infections.
In essence, the procedure of transporting grade A and B eggs from an egg sorting center include distributing the eggs into different package sizes (4, 6, 10, or 30 eggs) during the transportation process. Maintaining the correct temperature is essential as a fundamental control measure to prevent the presence of biological hazards, particularly the contamination caused by pathogenic bacteria. The transportation temperature has been controlled to maintain the air temperature within the range of 5 to 18 degrees Celsius. Ensuring the temperature remains within this range is crucial to ensure the safety and quality of eggs until they reach retail stores or end consumers.
Accumulation of garbage in the egg processing area, storage facilities, other workstations, and nearby areas was severely banned in order to ensure proper disposal and management of waste.
3.2. Evaluating the risk factors associated with eggs at three sorting and packing stations that have implemented distinct food safety protocols.
Table 1 provides a comparison of food risk assessment schemes, specifically focusing on IFS Food v8 (April 2023), FSSC 22000 v6 (April 2023), and GPFH (GHPs HACCP, Codex 2023).
The initial column displays the identified risk factors in the egg sorting and packaging stations. The issue of contaminants involves both the safety and quality of food. They are included in all food safety analysis systems. Additionally, we can highlight the following shared elements: sanitation and sterilization, detailed product and process descriptions, meticulous operational control and monitoring, corrective measures in the event of process malfunction, validation and verification procedures, record-keeping practices, identification of hazards and their sources, assessment of their likelihood and severity in the absence of control.
The impression of control measures, control limits, corrective actions, and specific features such as fraud assessment, food defense, or incident management may vary depending on the applied system.
3.2. Assessment and Implementation of the PRPs
Contemporary approaches to guaranteeing the safety of food for consumers encompass many initiatives for managing food safety, which include regulations aimed at protecting against potential acts of food terrorism. The implemented PRPs in egg sorting and packaging units include personnel hygiene, space and building hygiene, means of transport hygiene, egg hygiene, disinfection and cleaning, prevention of cross-contamination, maintenance of a cold chain during food storage, pest control, equipment maintenance, quality control of eggs, packaging and raw materials inspection upon reception, water supply management, waste and wastewater disposal, storage and transport procedures, management of finished products, and supply management. These programs are executed according to a clearly defined strategy. PRPs, or Protection and Response Programs, are essential and conceptual programs designed to set security baselines. HACCP is built upon a foundation of various essential programs and supplementary programs. The programs are founded on GMP (Good Manufacturing Practices) and GHP (Good Handling Practices) for products, encompassing the handling and delivery of finished products. These programs are designed to adhere to the ISO 22000:2018 standard, which focuses on food safety management systems.
An evaluation was conducted to analyze the application of PRPs in relation to buildings, facilities, equipment, utensils, food handlers, production, food transportation, and documentation. After the evaluation and identification of deviations, operational protocols were implemented. Training in the deployment of food safety systems is the crucial stage. Observations were made on the implementation of theoretical and practical training in order to modify habits and behavior related to Good Manufacturing Practices (GMP) and Good Hygiene Practices (GHP) [29].
3.3. Implementation of HACCP plan
The implementation of the HACCP plan respects the 12 essential steps.
Preliminary steps to enable hazard analysis (Step 1-6) include:
Food safety teams
The teams responsible for ensuring the quality and safety of the eggs in the 3 stations are multidisciplinary, thoroughly trained and are made up of: HACCP team leader, technological engineer, test laboratory head, hygiene manager, mechanical engineer, supply manager, distribution manager, HACCP team secretary.
Specifications and intended purpose of the product
Prior to providing a comprehensive description of the eggs, the food safety team identified their exact composition as stated in the technical sheet. Table 2 provides a concise overview of the attributes of eggs and their suggested use for all population segments, except individuals who are sensitive due to egg allergies.
Flow diagram
The flow diagram encompasses all the stages of the technological process at the three egg sorting and packaging stations. The diagram illustrates not only the various stages of the technological process, but also includes the processes leading up to the final delivery of the product to the consumer. Providing this material is crucial to enhance the presentation of the situations that may impact the safety and security of the product. These aspects should be taken into account because of their significance [39]. The food safety team conducted on-site verification of the flow charts. Figure 2 illustrates the several stages involved in the egg producing process.
The concepts of the HACCP plan (Steps 7-12)
Assessing risks and establishing permissible thresholds
Hazard identification and assessment is a fundamental principle in all HACCP systems [40] and is necessary to safeguard public health. In order to complete this stage, the food safety team has established a procedure that clearly outlines the hazard analysis approach, as outlined in Table 3. The hazard analysis is conducted throughout the entire process, starting from the eggs’ production on the farm and continuing until their delivery. Hazards might exert either a direct or indirect influence on the eggs. These methods rely on the utilization of PRPs and have the objective of detecting CCPs.
The risks that have been identified are categorized into diseases (biological hazards), poisonous chemicals (chemical hazards), and foreign particles (physical hazards). These hazards arise from contamination, proliferation, and persistence [12]. The HACCP team is responsible for identifying and analyzing potential risks related to eggs at every stage of the manufacturing process.
Evaluating the potential risks in egg sorting and packing facilities by considering the seriousness of known health impacts on consumers (severity) and the probability of these hazards occurring. The probability (P) is influenced by the historical data and the knowledge of the units. Every potential danger is assessed and assigned a numerical rating ranging from 1 to 3. A hazard is deemed significant if the hazard rating (HR), obtained by multiplying the likelihood by the severity, exceeds 3 [8,12,13]. A hazard of significant magnitude is one that must be eliminated or reduced to an acceptable level in order to ensure the production of safe eggs.
After conducting the hazard analysis, the hazard rating (HR) is determined. Control measures are implemented using PRP for hazards with an HR value of 2 or below, which are classified as low or nearly non-existent hazards, without the requirement of CP or CCP [40,44].
The occurrence of potential chemical hazards in eggs, such as residues of veterinary drugs, food additives, migration residues from packaging materials, heavy metals, and air compressor oil, as well as potential biological hazards, is mitigated by the implementation of PRP to minimize the chance of their presence.
While chemical and biological dangers are typically prioritized, it is crucial to recognize that physical hazards in eggs hold comparable significance. Physical risks can arise from failure to comply with PRPs, unintentional contamination, and are associated with interaction with different objects, improper packaging, or inaccurate labeling [29,45].
Cleaning is not considered in the assessment of units evaluated when HR is equal to or more than 3 (CCP or CP). However, periodic inspections are conducted to verify the absence of foreign particles. (glass, plastic, wood, metal, etc.) [45]
When risks with a Hazard Ranking (HR) of 3 or above are detected, a decision tree called the 4Q is utilized to determine if the hazard should be classified as a Critical Control Point (CCP) or a Control Point (CP), as outlined in Table 4. While the usage of the decision tree technique CCP decision from ISO 22000:2018 is not obligatory, it is recommended in Codex Alimentarius 2023. The decision tree is a visually analytical tool that is clear, well-organized, and easy to comprehend. It should be employed for determining CCP [44].
The initial critical control point (CCP) identified pertained to the storage of unsorted eggs. Failure to adhere to the specified settings during this stage may result in the proliferation of harmful bacteria, hence posing potential health risks to customers.
The second CCP is designated for the storage of categorized eggs, specifically those classified as category A and B. The current temperature in the technical process ranges from 5 to 18°C. Elevated temperatures can result in an escalation of the microbial burden, or temperature variations that result in condensation and subsequently toxins. Strict regulation of time and temperature can effectively manage bacterial development. Hence, it is imperative to meticulously monitor both the duration and the degree of heat during the storage procedure. The distribution and sale stages must adhere to same stringent requirements, as specified by CCP 3 [46,47,48].
Table 5 provides detailed information on the critical limits, monitoring methods, and necessary actions to be conducted in the event that the critical limits or action limits or action criteria are exceeded, following the successful execution of the CCPs.
In order to assess the effectiveness of the HACCP plan, the food safety team devised a verification plan in Table 6. This plan outlines the scope, frequency, and assigned duties for the verification activities.
The research utilizes the documents and records generated throughout the execution of the plan to fulfill the final principle of the HACCP plan. These records serve as proof of the use of HACCP principles, surveillance of CCP parameters, and suggested remedial measures. The materials are categorized into instructions and processes and are comprised of evidence-based documents. Their components consist of a title, purpose, application/scope, definitions, abbreviations, authority, duties, description of operations, records, linked papers, references, and annexes.
3.4. Findings and discourse on the analysis
3.4.1. Evaluation of quality parameters
Concerning the assessment of the quality criteria of eggs from farms A, B, and C, by Regulation (EU) 589/2008, the following table emphasizes that the majority of the examined eggs were categorized as high quality and safe for human consumption. Thus, less than 1% of all farms were found to have eggs with abnormal shapes, indicating that most of the eggs have a typical shape. The percentage of dirty eggs exhibited a slightly elevated number, particularly in farm C, indicating that while the majority of eggs are clean, there is still a need for improvement in the handling procedures to mitigate the incidence of dirty eggs. The studied farms reported a percentage of damaged eggs below 2%, which complies with the regulations requiring eggs to be free from dirt and damage.
A small proportion of the eggs had an air cell height that was beyond 6 mm, adhering thus to the requirement that the air cell height should not exceed 6 mm. The occurrence of yolk abnormalities was not significant, in farm A having a higher frequency than farms B and C. However, all farms had an incidence below 0.2%, suggesting that the majority of yolks had no signs of significant abnormalities. Cloudiness or lack of transparency was rarely observed in the egg whites from farm A, occurring in less than 0.1% of the cases. This indicates that nearly all of the eggs had clear and transparent whites.
According to the Table 7, there were no detected (nd) cases of germ growth or the presence of foreign matter, which complies with the accepted standards. Farm B experienced two cases of foreign smells that resulted in the rejection of eggs at reception. This fact also suggests the implementation of efficient quality control procedures to identify and eliminate eggs that do not match the requirements established by European laws. Based on the research, the data shows a significant level of compliance to EU regulations, while there are certain places where improvements in the technological flow might be implemented.
3.4.2. Evaluation of veterinary drugs
The following data shows that after conducting analyses on the egg sorting station, no antibiotic residues were found in eggs from farms A, B, and C for chlortetracycline, erythromycin, oxytetracycline, tetracycline, and tylosin. The absence of antibiotic detection in the examined eggs indicates that their levels are below the detectable threshold of the used testing procedures, confirming their compliance with the maximum residue limits (MRLs) set by Regulation (EU) 37/2010 [33]. Regarding Neomycin, and Tiamulin, the designation "not applicable" (na) indicates that the determinations for these antibiotics were not relevant in relation to the waiting period of 0 days. However, it should be noted that these antibiotics do have established Maximum Residue Limits (MRLs). The current Maximum Residue Limit (MRL) is implemented for egg-laying poultry farms through national-level monitoring programs. Thus, the responsibility of the farmer is to conduct tests to confirm to validate the clearance of antibiotics from the body. The lack of detectable residues in the examined samples indicates that the egg sorting centres guarantee the safety of the eggs for human consumption in relation to the specified antibiotics. The reference to withdrawal periods for specific antibiotics underscores the significance of practicing responsible usage of veterinary drugs in poultry farming. In this context, a specific time frame must pass between the final administration of the antibiotic and the collection of eggs intended for human consumption. This precaution is taken to guarantee that antibiotic residues remain below the permissible threshold (Table 8).
3.4.3. The egg quality and safety characteristics
The egg quality and safety characteristics at farms A, B, and C comply with the reference values established by the European Food Safety Authority (EFSA) [4] and Regulation 589/2008 [49]. This suggests that these farms employ efficient management and monitoring systems.
The relative humidity (RH) in all three farms examined falls within the optimal range of 70-80%, in accordance with the recommendations specified in the EFSA study of 2014. Furthermore, this suggests that the eggs remained fresh and of high quality during the whole testing period.
The pH level of both the yolk and white plays a crucial role in determining the quality and freshness. The pH levels of the yolk exhibit variation, but they typically hover around the ideal range of 6 throughout all farms. The pH of albumen displays significant variability, yet it consistently remains close to an optimal value. The observed discrepancy can be ascribed to natural fluctuations in the composition of eggs and the circumstances in which they are stored and handled prior to being examined.
Moreover, the temperature of the eggs is vital in maintaining their quality and freshness. According to Regulation 589/2008 [49], the temperatures recorded at all farms fall within the range of 5 to 18°C. Farm C displayed a higher average temperature, falling within the range of 5-18°C. This suggests the need for more care to ensure proper storage conditions.
The obtained results underscore the importance of continuous monitoring and adherence to established standards to ensure the safety, quality, and freshness of eggs intended for human consumption (Table 9).
3.4.4. The contamination of the eggs
The monitoring results from farms A, B, and C (Table 10) confirm adherence to the predetermined threshold limits for various pollutants that could potentially be found in eggs meant for human consumption. This showcases the application of effective strategies for managing the presence of substances that could be harmful to customers and the safety of food.
The cumulative amounts of dioxins and dioxin-like PCBs detected in eggs obtained from all farms are determined to be lower than the reference criterion of 5.0 pg/g fat. Station A has the most minimal average concentration compared to all the other farms. The quantities of non-dioxin-like PCBs detected in all farms were well below the reference limit of 40 ng/g fat. This suggests that the management procedures are successfully executed, hence preventing contamination with these persistent organic pollutants.
The levels of perfluoroalkyl and poly-fluoroalkyl chemicals (PFOS, PFOA, PFNA, and PFHxS) found in eggs from the examined farms are far lower than the reference value of 1.7, suggesting that there is very little risk to human health. These pollutants are a concern because they persist for a long time and have the potential to negatively impact human health. Farm B demonstrates the lowest average concentration, suggesting the successful implementation of effective management practices.
4. Conclusions
The risk and hazard analysis conducted in the three egg sorting and packing stations adheres to the GPFH (GHPs HACCP, v. 2023), FSSC 22000 V6, and IFS Food V8 standards. This study encompasses the entire process, starting from the assessment and selection of suppliers and ending with the distribution of eggs to chain stores. Salmonella poses the greatest substantial risk. The study presented offered advanced preventive measures readily available to avoid, minimize, or alleviate the risks observed in egg packing and sorting operations. The units equipped with the FSSC and IFS systems possess comprehensive analysis tools for genetically modified organisms, food fraud, and food defense. These tools assist scientists and processing units via the transfer of technology.
Author Contributions
For research articles with several authors, a short paragraph specifying their individual contributions must be provided. The following statements should be used “Conceptualization, R.A.M. and A.N.P.; methodology, I.C.C.; software, A.N.P.; validation, C.C.M.; formal analysis, I.D.V.; investigation, R.N.R..; resources, R.N.R..; data curation, F.S..; writing—original draft preparation, R.A.M., C.C.M., A.N.P., F.S., I.C.C., I.D.V. and R.N.R.; writing—review and editing, R.A.M. and A.N.P.; visualization, R.A.M..; supervision, C.C.M.; project administration, R.A.M..; funding acquisition, R.A.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
The authors give thanks to the anonymous reviewers and all the editors in the process of manuscript revision.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Magdelaine: P., Marché de l’œuf et des ovoproduits:. from https://www.itavi.asso.fr/ (accessed 2023-12-12), 21 July 2021.
- Nys, Y., et al., Qualités des oeufs de consommation. 2018.
- Rusu, M., et al., TRANSFER OF HEAVY METALS IN SOIL IN-PLUM CULTIVATION: A FIELD STUDY IN ADAMACHI IASI, ROMANIA. Journal of Applied Life Sciences and Environment, 2023. 56: p. 59-74. [CrossRef]
- (BIOHAZ)., E.P.o.B.H., Scientific Opinion on the Public Health Risks of Table Eggs Due to Deterioration and Development of Pathogens: Public Health Risks of Table Eggs Due to Deterioration and Development of Pathogens. EFSA 2014, 12 (7), 3782. [CrossRef]
- Hazards, E.Panel o.B., et al., Salmonella control in poultry flocks and its public health impact. 2019. 17(2): p. e05596. [CrossRef]
- (ORAR), O.f.R.A.R., Advice on the Risks in the Egg Supply Chain Netherlands Food and Consumer Product Safety Authority. Ministry of Agriculture Nature and Food Quality;, 2017.
- Allata, S., A. Valero, and L. Benhadja, Implementation of traceability and food safety systems (HACCP) under the ISO 22000:2005 standard in North Africa: The case study of an ice cream company in Algeria. Food Control, 2017. 79: p. 239-253. [CrossRef]
- Kamboj, S., et al., Food safety and hygiene: A review. International Journal of Chemical Studies, 2020. 8: p. 358-368. [CrossRef]
- Manley, D., 3 - Quality management systems and hazard analysis critical control point (HACCP) in biscuit manufacture, in Manley’s Technology of Biscuits, Crackers and Cookies (Fourth Edition), D. Manley, Editor. 2011, Woodhead Publishing. p. 23-28. [CrossRef]
- Ammar, D.e., et al., Implementation of the Hazard Analysis Critical Control Point (haccp) System for Processed Cheese Production Line. 2017. [CrossRef]
- Nada, S., et al., Implication of food safety measures on microbiological quality of raw and pasteurized milk. Food Control, 2012. 25(2): p. 728-731. [CrossRef]
- Chen, H., et al., Establishment the critical control point methodologies of seven major food processes in the catering industry to meet the core concepts of ISO 22000:2018 based on the Taiwanese experience. 2019. 39(6): p. e12691. [CrossRef]
- Panghal, A., et al., Role of Food Safety Management Systems in safe food production: A review. 2018. 38(4): p. e12464. [CrossRef]
- ISO22000:2018, ISO 22000-Food Safety Management Systems Requirements for Any Organization in the Food Chain; ISO. Geneva, Switzerland.
- Chhikara, N., et al., Importance of Traceability in Food Supply Chain for Brand Protection and Food Safety Systems Implementation. Annals of biology, 2018. 34: p. 111-118. [CrossRef]
- Panghal, A., et al., Role of Food Safety Management Systems in safe food production: A review. Journal of Food Safety, 2018. 38: p. e12464. [CrossRef]
- WHO., F.a., CODEX – 60 years of standards. Codex Alimentarius Commission. Rome. 2023.
- Surareungchai, S., et al., Comparison of Risk Assessment Schemes in GHPs and HACCP, FSMA Preventive Controls for Human Food, ISO 22000, and GFSI Recognized Standards with Risk Scoring Guidance in General Use with Fresh Produce. 2022. 8(2): p. 181. [CrossRef]
- Cusato, S., et al., Food safety systems in a small dairy factory: implementation, major challenges, and assessment of systems’ performances. Foodborne Pathog Dis, 2013. 10(1): p. 6-12. [CrossRef]
- Mureşan, C.C., et al., Food Safety System (HACCP) as Quality Checkpoints in a Spin-Off Small-Scale Yogurt Processing Plant. 2020. 12(22): p. 9472. [CrossRef]
- V6, F.F.S.M.S.C., FSSC 22000 Food Safety Management System Certification V6. 2023.
- v8, I.F., IFS FOOD. IFS FOOD, 2023.
- Adesiyun, A., et al., Prevalence of Antimicrobial Residues in Table Eggs in Trinidad. Journal of Food Protection, 2005. 68(7): p. 1501-1505. [CrossRef]
- Szkoda, J. and J. Zmudzki, Determination of lead and cadmium in biological material by graphite furnace atomic absorption spectrometry method. Bulletin of the Veterinary Institute in Pulawy, 2005. 49: p. 89-92.
- ten Dam, G., et al., The performance of atmospheric pressure gas chromatography–tandem mass spectrometry compared to gas chromatography–high resolution mass spectrometry for the analysis of polychlorinated dioxins and polychlorinated biphenyls in food and feed samples. Journal of Chromatography A, 2016. 1477: p. 76-90. [CrossRef]
- Theurillat, X., et al., An LC-MS/MS method for the quantitative determination of 57 per- and polyfluoroalkyl substances at ng/kg levels in different food matrices. Food Additives & Contaminants: Part A, 2023. 40(7): p. 862-877. [CrossRef]
- Wang, P.C., et al., Determination of cyromazine and melamine in chicken eggs using quick, easy, cheap, effective, rugged and safe (QuEChERS) extraction coupled with liquid chromatography-tandem mass spectrometry. Anal Chim Acta, 2012. 752: p. 78-86. [CrossRef]
- Charalampous, A.C., K.S. Liapis, and E.D. Bempelou, Fipronil in eggs. Is LC-MS/MS the only option? A comparison study of LC-MS/MS and GC-ECD for the analysis of fipronil. Journal of Chromatography B, 2019. 1129: p. 121785. [CrossRef]
- Owusu-Apenten, R. and E. Vieira, Food Safety Management, GMP & HACCP, in Elementary Food Science, R. Owusu-Apenten and E.R. Vieira, Editors. 2023, Springer International Publishing: Cham. p. 217-236. [CrossRef]
- 1441/2007, C.R.E., 1441/2007 OF THE COMMISSION of December 5, 2007 amending Regulation (EC) no. 2073/2005 regarding microbiological criteria for food products.
- 2023/915, C.R.E., 2023/915 of 25 April 2023 on maximum levels for certain contaminants in food and repealing Regulation (EC) No 1881/2006.
- 96/23/EC, C.D., COMMISSION DECISION of 12 August 2002 implementing Council Directive 96/23/EC concerning the performance of analytical methods and the interpretation of results.
- 37/2010, C.R.E.N., No 37/2010 of 22 December 2009 on pharmacologically active substances and their classification regarding maximum residue limits in foodstuffs of animal origin (Text with EEA relevance).
- 396/2005, R.E.N., NO 396/2005 OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL of 23 February 2005 on maximum residue levels of pesticides in or on food and feed of plant and animal origin and amending Council Directive 91/414/EEC.
- 2023/710, C.R.E., Commission Regulation (EU) 2023/710 of 30 March 2023 amending Annexes II, III and V to Regulation (EC) No 396/2005 of the European Parliament and of the Council as regards maximum residue levels for bromopropylate, chloridazon, fenpropimorph, imazaquin and tralkoxydim in or on certain products (Text with EEA relevance.
- 2023/1049, C.R.E., Commission Regulation (EU) 2023/1049 of 30 May 2023 amending Annexes II and IV to Regulation (EC) No 396/2005 of the European Parliament and of the Council as regards maximum residue levels for fish oil, pendimethalin, sheep fat and spirotetramat in or on certain products (Text with EEA relevance).
- 2023/1042, C.R.E., Commission Regulation (EU) 2023/1042 of 26 May 2023 amending Annex II to Regulation (EC) No 396/2005 of the European Parliament and of the Council as regards maximum residue levels for folpet in or on certain products (Text with EEA relevance).
- 2016/52, C.R.E., 2016/52 of 15 January 2016 laying down maximum permitted levels of radioactive contamination of food and feed following a nuclear accident or any other case of radiological emergency, and repealing Regulation (Euratom) No 3954/87 and Commission Regulations (Euratom) No 944/89 and (Euratom) No 770/90.
- Service, F.S.a.I., Egg Products Hazards and Controls Guide. United States Department of Agriculture 2020.
- Lee, J.C., et al., Implementation of Food Safety Management Systems along with Other Management Tools (HAZOP, FMEA, Ishikawa, Pareto). The Case Study of Listeria monocytogenes and Correlation with Microbiological Criteria. Foods, 2021. 10(9). [CrossRef]
- 1998, O.n.d.d., ORDIN nr. 976 din 16 decembrie 1998 Romanian Ministry of Health 1998.
- COUNCIL, R.E.N.O.T.E.P.A.O.T. and o.O. 2004, REGULATION (EC) No 1935/2004 OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL of 27 October 2004. THE EUROPEAN PARLIAMENT AND OF THE COUNCIL, 2004.
- 2023/2006, C.R.E.N. and o.D. 2006, COMMISSION REGULATION (EC) No 2023/2006 of 22 December 2006. Official Journal of the European Union, 2006.
- Motarjemi, Y. and B.R. Warren, Chapter 36 - Hazard Analysis and Critical Control Point System (HACCP), in Food Safety Management (Second Edition), V. Andersen, H. Lelieveld, and Y. Motarjemi, Editors. 2023, Academic Press: San Diego. p. 799-818.
- van Asselt, E.D., et al., Risk-based monitoring of chemical substances in food: Prioritization by decision trees. Food Control, 2018. 93: p. 112-120. [CrossRef]
- Cardoso, M.J., et al., Salmonella in eggs: From shopping to consumption—A review providing an evidence-based analysis of risk factors. 2021. 20(3): p. 2716-2741. [CrossRef]
- Charles Robert Stilz, S.C., Katie Garman, and John R. Dunn, Salmonella Enteritidis Outbreaks Associated with Egg-Producing Farms Not Regulated by Food and Drug Administration’s Egg Safety Rule. 2022. 19(8): p. 529-534. [CrossRef]
- Upadhyaya, I., et al., Chapter 19 - Natural Approaches for Improving Postharvest Safety of Egg and Egg Products, in Producing Safe Eggs, S.C. Ricke and R.K. Gast, Editors. 2017, Academic Press: San Diego. p. 391-420. [CrossRef]
- 589/2008, C.R.E.N., No 589/2008 of 23 June 2008 laying down detailed rules for implementing Council Regulation (EC) No 1234/2007 as regards marketing standards for eggs.
Figure 1.
Implementation of food safety systems from the farm to the consumer.
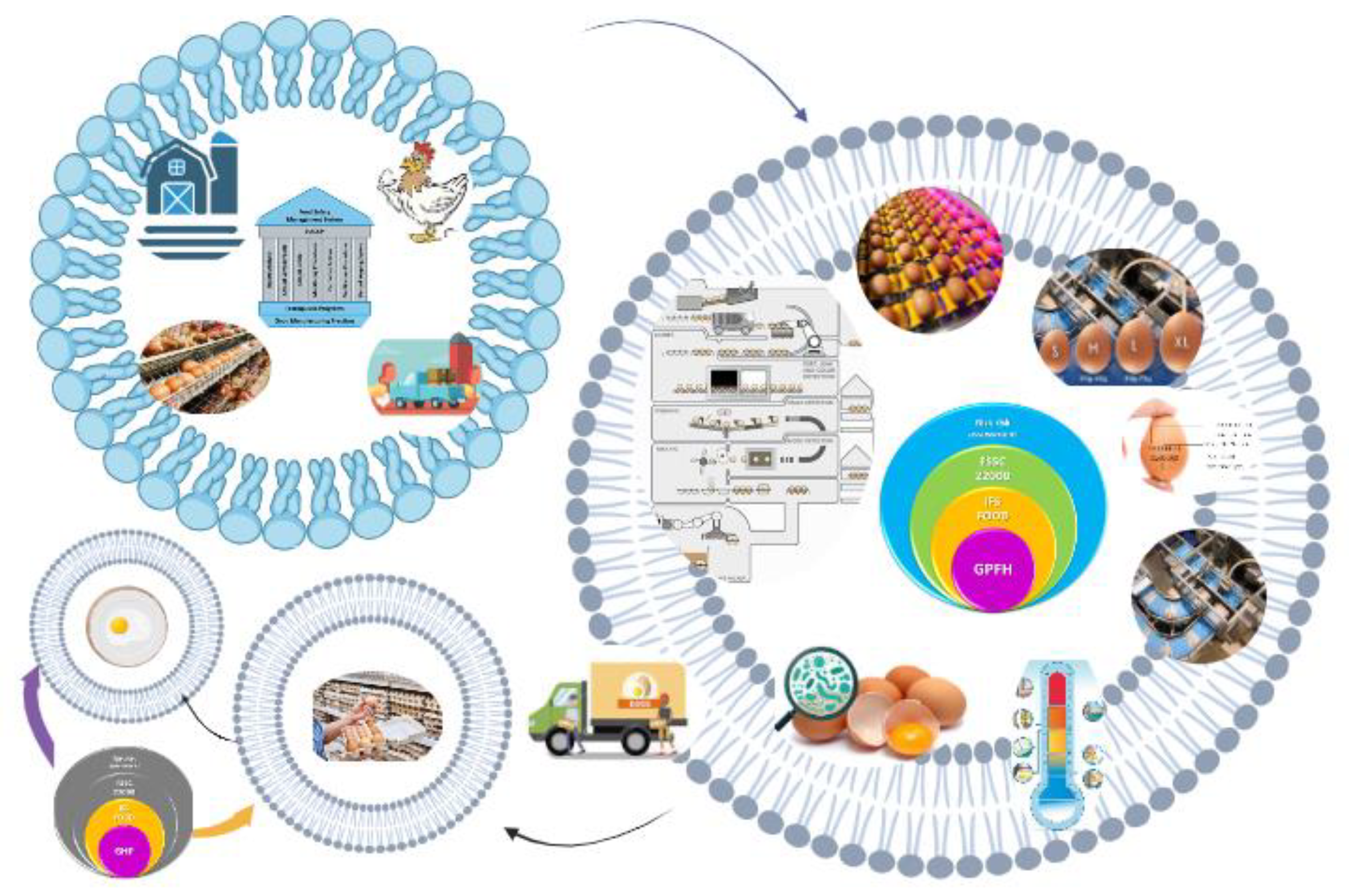
Figure 2.
Flow diagram.
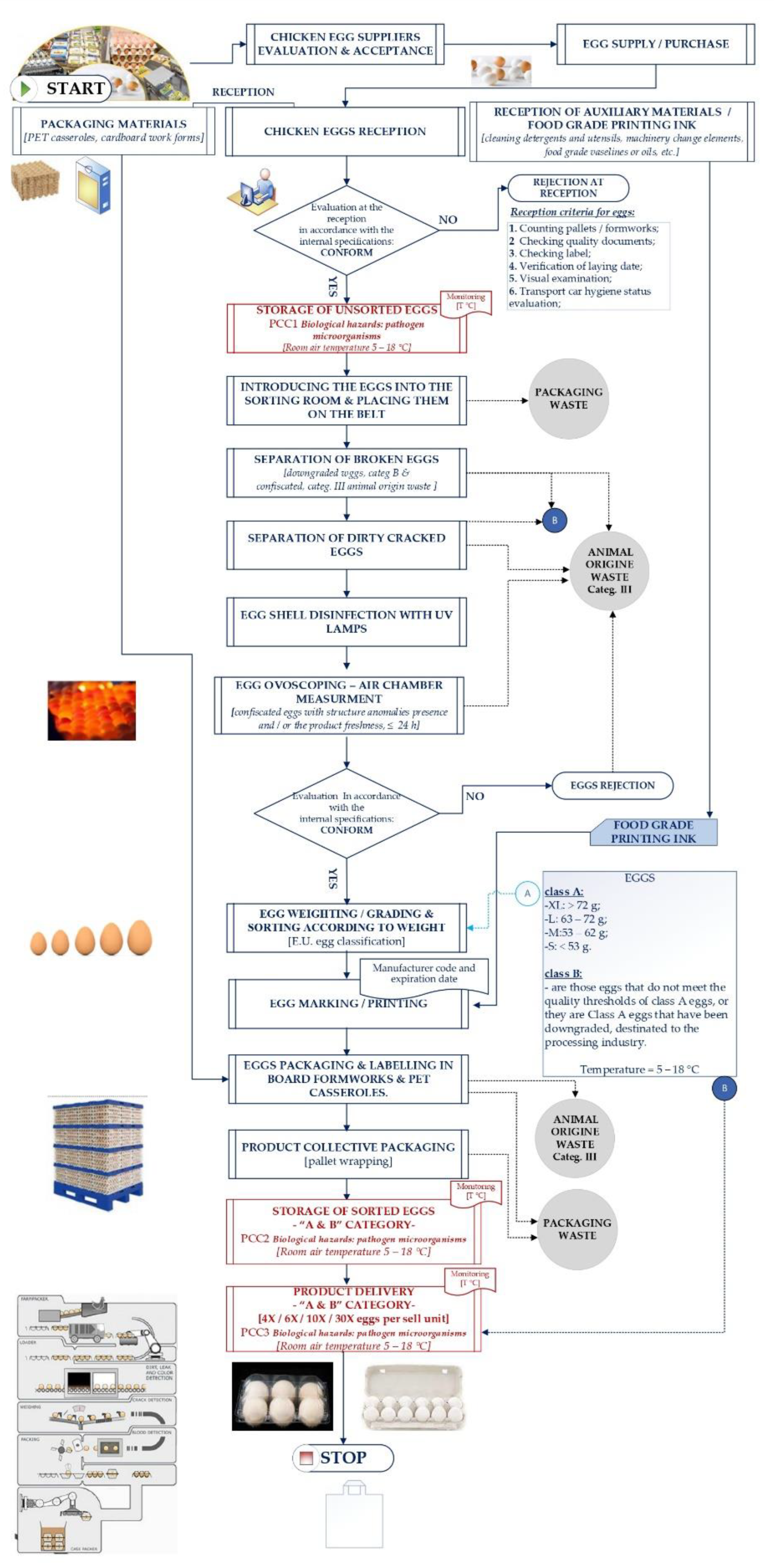

Table 1.
Elements of the risk assessments applied in the studied egg sorting and packaging stations A, B, C, according with GPFH [GHPs, HACCP], FSSC 22000, and IFS Food scheme requirements.
Table 1.
Elements of the risk assessments applied in the studied egg sorting and packaging stations A, B, C, according with GPFH [GHPs, HACCP], FSSC 22000, and IFS Food scheme requirements.
| Item | Requirements | ||
|---|---|---|---|
| 2 GFSI schemes | Station C: GPFH [GHPs HACCP, v. 2023] |
||
| Station A: IFS Food v8, April 2023 | Station B: FSSC 22000 v6, April 2023 | ||
| Contaminants |
|
|
|
| Cleaning and disinfection |
|
|
|
| Product description |
|
|
|
| Process description |
|
|
|
| Operational control |
|
|
|
| Operational monitoring |
|
|
|
| Corrective actions in case of process failure |
|
|
|
| Validation |
|
|
|
| Verification |
|
|
|
| Records |
|
|
|
| Hazards |
|
|
|
| Hazard sources |
|
|
|
| Occurrence in absence of control |
|
|
|
| Severity in absence of control |
|
|
|
| Significant hazard |
|
|
|
| Control measure |
|
|
|
| Control limit |
|
|
|
| Limit control definition |
|
|
|
| Monitoring |
|
|
|
| Correction |
|
|
|
| Corrective action |
|
|
|
| Validation |
|
|
|
| Verification |
|
|
|
| Test reports |
|
|
|
| Records keeping |
|
|
|
| Recall |
|
|
|
| Input raw material and auxiliary risk assessment |
|
|
|
| Fraud assessment |
|
|
|
| Threat assessment / Food defense |
|
|
|
| Supplier control |
|
|
|
| Incoming inspection |
|
|
|
| Quality control |
|
|
|
| Incident management |
|
|
|
Table 2.
Eggs product description.
| Specification | Description | Mentions |
|---|---|---|
| Product name | Eggs – category A | |
| Technical quality conditions | The eggs come from hens farms that are sanitary and veterinary authorized for consumption. Hens for consumption eggs are raised in batteries or on the ground in compliance with the legal requirements regarding the welfare of the consumption egg hens. |
|
| Qualitative characteristics | Shell and cuticle: clean, intact, normal; Air chamber: the height does not exceed 6 mm, immovable; however, for eggs marketed with the mention "extra", it must not exceed 4 mm; Yolk: visible in the beam of light only as a shadow, without a precise outline; when the egg is turned, the yolk is slightly mobile and returns to the central position; Albumen: clear, translucent; Foreign bodies: no foreign bodies; Foreign odor: no foreign odor. |
Tolerances for category A quality defects: At the packing center, just before shipping - 5% of the eggs have quality defects; In the other stages of marketing - 7% of the eggs have quality defects; For eggs with the mention "extra", no tolerance for the height of the air chamber is allowed during the inspection carried out during packaging; The percentages are doubled when the controlled lot contains less than 180 eggs. |
| Classification of eggs according to weight | XL - very large - weight greater than or equal to 73 g; L - large - weight less than 73 g and greater than or equal to 63 g, M - medium - weight less than 63 g and greater than or equal to 53 g; S - small - weight less than 53 g |
Tolerances for egg weight A batch can contain no more than 10% of eggs from the weight categories close to the one marked on the package, but no more than 5% from the weight category immediately below. When eggs of different sizes are packed in the same package, the minimum net weight of these eggs is indicated in grams, and the mention "eggs of different sizes" is applied on the outside of the package. Category A eggs are neither washed nor cleaned, neither before nor after classification. Eggs should not be washed or cleaned, as this can cause damage to the shell, which due to its antimicrobial characteristics represents an effective barrier against bacterial contamination. |
| Physical - chemical characteristics | The protein content of the albumen: 11 – 12 % pH albumen: 7.8 – 9.3 The protein content of the yolk: 16 – 17 % pH yolk: 5.6 – 7 |
|
| Microbiological conditions | Salmonella (Spp/25 g): absent | According Reg. 1441 / 2007 [30] |
| Maximum contaminant limits | Sum of dioxin – max 2.5 pg/g fat Sum of dioxins and dioxin-like PCBs – max 5.0 pg/g fat |
According Reg. 915 / 2023 [31] |
| Residues of medicine | ≤ 200 - Chlortetracyclin, Oxytetracycline, Tetracycline, Tylosin; ≤ 150 - Erythromycin; ≤ 400 - Neomycin; ≤ 1000 - Tiamulin |
According DC 657/2002/EC [32]; Reg. 37 / 2010 [33] |
| Residues of pesticides | absent | According Reg. 396 / 2005 [34]; Reg. 710 / 2023 [35]; Reg. 1049 / 2023 [36]; Reg. 1042 / 2023 [37] |
| Radioactive contamination | absent | According Reg. 52 / 2016 [38] |
| Melamine | max 2.5 mg/kg | According Reg. 915 / 2023 [31] |
| Rules for checking quality | Checking the quality of the eggs is carried out according to the "Monitoring and measuring" procedure. Each batch is examined with an ovoscope before marking and packaging. | The verification of the microbiological and physico-chemical conditions is done by collecting samples, according to the self-control program and analyzing them in authorized laboratories with which the unit collaborates. |
| Marking and packaging | Eggs are packed in formwork, they are palletized and wrapped. Eggs are marked in an automated system with the code of the farm of origin and the expiration date. Sale of eggs in bulk: information are communicated visibly and perfectly legibly, information regarding: quality category; weight category; the way of raising chickens; manufacturer code; explanation of the meaning of the manufacturer’s code; minimum validity date. The bands and labels for category A eggs will be white, and the indications will be printed in black. |
Marking of packages containing category A eggs: - the packages containing category A eggs have written on the outside, easily visible and perfectly legible; - packaging center code; the meaning of the code is explained on the outside or inside the packaging; letters and numbers of at least 2 mm; - Quality category category A or by the letter A accompanied or not by the mention "fresh"; - Weight category; a 12 mm circle around the mark for the weight class, consisting of letters at least 2 mm high; - Storage conditions "keeping eggs in the refrigerator after purchase"; - Method of raising chickens: "eggs raised in batteries"; - Minimum validity date: it must be a maximum of 28 days calculated from the laying date; letters and numbers of at least 2 mm including the day and month; for packaging "to be consumed, preferably, before..."; for the egg, the date of minimum durability followed by the date, the day, expressed in numbers from 1 to 31 and the month expressed in letters from 1 to 12 or 4 letters from the alphabet; - The "extra" mentions can only be used on packages containing category A eggs until the 9th day after laying; the laying date and the 9-day period must be written; - The way of feeding the chickens can also be indicated. Tolerances regarding the marking of packaging and eggs A tolerance of 20% is allowed for eggs bearing illegible markings during batch and packaging control. |
| Storage, transport, documentations | 5 – 18oC, in clean spaces, free of pests. Eggs should not be refrigerated in spaces with a temperature ˂5 oC. | Eggs are transported with properly equipped, authorized and well-sanitized means of transport. During transport, the cold chain must be maintained. Eggs are delivered according to the "Product release" procedure. Documents: The transport of eggs is accompanied by the following documents: shipping notice, declaration of conformity |
| Terms of validity | 28 days from the date of laying. | |
| Intended use | Chicken eggs are widely used in many types of food, both sweet and salty, including baked ones. Eggs can be scrambled, fried, boiled, soft-boiled and pickled. They can also be eaten raw, although this is not recommended for people who may be particularly sensitive to salmonellosis. | The average weekly consumption of eggs should be reduced to 4 pieces. Eggs are part of the group of potentially allergenic foods, they can cause allergies. |
Table 3.
Hazard analysis and assessment.
| The step of the technological process |
Identify potential hazards introduced, controlled, or improved at this step | Does this potential hazard need to be addressed in the HACCP plan? Yes/No |
Justify your decision | Hazard assessment | What measure(s) can be applied to prevent or eliminate the hazard or reduce in to an acceptable level? | |||
|---|---|---|---|---|---|---|---|---|
| S | P | HR | ||||||
| General, for all steps | B | Human diseases such as the SARS-CoV-2 virus or different zoonosis | Yes | It can lead to comsumer health impact | 3 | 1 | 3 |
|
| C | Chemical residues of substances used inside the facility | No | It can lead to comsumer health impact | 2 | 1 | 2 | ||
| P | Foregn bodies from company infrastructure | No | The presence of these hazards have low impact; in general lead to damages of the egg, which will not be delivered to the consumer | 2 | 1 | 2 | ||
| Egg supplier election | B | Presence of Salmonella spp. and Campylobacter jejuni for the supplied eggs | Yes | It can lead to comsumer health impact | 3 | 1 | 3 |
|
| C | Pesticide residues, mycotoxins, heavy metals, drugs, hormones, dioxines, radioactivity, allergens (other than eggs protein). | Yes | It can lead to comsumer health impact | 3 | 1 | 3 | ||
| P | Presence of insects, rodent droplets, plastic, glass. | No | The presence of these hazards have low impact; in general lead to damages of the egg, which will not be delivered to the consumer | 2 | 1 | 2 | ||
| Fraud | No | 97% of the eggs come from own farms; exception → station A with 5 external suppliers, and the matrix does not lead itself to fraud | 2 | 1 | 2 | |||
| Egg supply |
B | Development of pathogenic microorganisms due to improper transport temperature (Salmonella spp. and Campylobacter jejuni). | Yes | It can lead to comsumer health impact | 3 | 1 | 3 |
|
| C | Chemical residues of substances used to sanitize means of transport. | Yes | It can lead to comsumer health impact | 2 | 1 | 2 | ||
| P | Contamination with foreign bodies during transport: minerals, insects parts, rodents, dust | No | The presence of these hazards has a low impact; in general, they lead to damage to the egg, which cannot be processed further or delivered to the consumer. | 2 | 1 | 2 | ||
| Reception | B | Development of pathogenic microorganisms due to farm conditions and / or improper transport: Salmonella spp., Campylobacter jejuni; |
Yes | It can lead to comsumer health impact | 3 | 1 | 3 |
|
| C | Pesticide residues, mycotoxins, heavy metals, melamine, drugs, hormones, dioxins, radioactivity, allergens (eggs protein), chemical residues of substances used to sanitize farms and means of transport; | Yes | It can lead to comsumer health impact | 3 | 1 | 3 |
|
|
| P | Presence of minerals, insects, rodents, rodent drops, plastic, glass, metals, etc. Contamination with foreign bodies during transport: |
No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
|
| - | Food fraud | No | 97% of the eggs come from own farms; exception → station A with 5 external suppliers, and the matrix does not lead itself to fraud | 2 | 1 | 2 |
|
|
| - | Food Defence | No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
|
| Reception of packaging [cardboard packaging, paper rolls, PET casserols, PP bags], labels, and food-grade ink | B | Presence of Total viable count (TVC) and coliforms | Yes | It can lead to comsumer health impact | 3 | 1 | 3 |
|
| C | Components that can migrate into the product (global migration, heavy metals), toxic substances in the marking ink | Yes | It can lead to comsumer health impact | 3 | 1 | 3 |
|
|
| P | Presence of metals, glass, dust, insects, rodents traces | No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
|
| Storage of unsorted eggs | B | Proliferation of pathogenic microorganisms in favorable temperature conditions results in the formation of condensation on the eggshell. Contamination from the storage space Salmonella spp, Campylobacter jejuni, TVC, Moulds) |
Yes | It can result an unsuitable product or possibly have a health repercussion leading to various illnesses. | 3 | 1 | 3 |
|
| C | Residues from pest control activities and/or cleaning chemicals | No | The presence of this hazards can cause illness and injury to the consumer | 2 | 1 | 2 |
|
|
| P | Cracked egg. Contamination with foreign bodies during storage and internal manipulation from the storage: glas, parts of insects, hard plastic, dust |
No | The presence of these hazards has a low impact; in general, they lead to damage to the egg, which cannot be processed further or delivered to the consumer. | 2 | 1 | 2 |
|
|
| Storage of packaging | B | Contamination from the storage space (TVC, Moulds) | No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
| C | Residues from pest control activities and / or clenning chemicals | No | The presence of this hazards can cause illness and injury to the consumer | 2 | 1 | 2 |
|
|
| P | Presence of glass, insects, rodents, dust |
No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
|
| Introducing eggs for sorting | B | Contamination from personnel, MOBA work line or working space (TVC, Moulds, Staphylococcus haemolyticus, Staphylococcus coagulase positive, Enterobacteriacea) |
No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
| C | Residues from pest control activities and / or clenning chemicals | No | The presence of this hazards can cause illness and injury to the consumer | 2 | 1 | 2 |
|
|
| P | Presence of glass, metal, insects, rodents or rodents traces | No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
|
| Separation and removal of confiscated, dirty and cracked eggs | B | Contamination from machinery, and personnel; Contamination due to breaking eggs |
No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
| C | Contamination with oils used to lubricate equipment. Contamination with residues and substances used for sanitation and pest control activities |
No | the presence of residues of oils used for greasing or washing substances cannot cause serious illness | 2 | 1 | 2 |
|
|
| P | Presence of glass, metal, parts from other eggs | No | It can lead to comsumer health impact | 1 | 1 | 2 |
|
|
| Disinfection with UV lamp | B | Inefficient disinfection [for Total viable count of germs (TVC), coliform bacteria] |
No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
| C | - | - | - | - | - | - | - | |
| P | Presence of: glass, hard plastic, metal | No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
|
| Egg ovoscopy and air chamber measurement | B | Inappropriate removal of eggs with dirty shell, broken | No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
| C | Contamination with residues and substances used for sanitation and pest control activities or oils used to lubricate equipment. | No | the presence of residues of oils used for greasing or washing substances cannot cause serious illness | 2 | 1 | 2 |
|
|
| P | Presence of metals, glass, plastic | No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
|
| Weighing eggs and sorting according to weight | B | Development of pathogenic bacteria in favorable temperature conditions. The formation of condensation on the egg shell. Contamination from machinery or working area. |
Yes | It can lead to comsumer health impact | 3 | 1 | 3 |
|
| C | Residues of chemical substances used for sanitation of MOBA equipments; lubricants | No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
|
| P | - | - | - | - | - | - | - | |
| Marking eggs/Printing | B | - | - | - | - | - | - | - |
| C | Heavy metals in the substances used for marking/ printing [Pb, Cd, As, Hg) | No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
|
| P | Presence of glass, metal, insects, rodents | No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
|
| Egg packaging in formwork and labeling | B | The development of pathogenic bacteria in favorable temperature conditions. The formation of condensation on the surface of the eggs. Contamination from packaging materials. |
Yes | It can lead to comsumer health impact | 3 | 1 | 3 |
|
| C | Chemical components that can migrate from the packaging to the product. Residues from substances used for sanitation and pest control activities. |
No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
|
| P | Presence of glass, metal, insects. | No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
|
| Storage of sorted eggs, category A and B | B | Development of pathogenic bacteria, due to improper storage conditions (Salmonella spp., Campylobacter jejun, Aerobic TVC, Moulds, Coliforms) | Yes | it can lead to obtaining an inappropriate product or even to a health impact causing different diseases. | 3 | 1 | 3 |
|
| C | Residues of chemicals from cleaning operations and / or pest control activities | Yes | It can lead to comsumer health impact | 2 | 1 | 2 |
|
|
| P | Presence of glass, plastic, insects, rodents | No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
|
| Product delivery A and B category | B | Development of pathogenic bacteria as a result of non-compliance with storage temperatures or the formation of condensation on the surface of the eggshell (Salmonella spp., Campylobacter jejuni, Aerobic TVC, Moulds, Coliforms ) | Yes | It can lead to obtaining an inappropriate product or even to a health impact causing different diseases. | 3 | 1 | 3 |
|
| C | Residues of chemicals from cleaning operations, fuel residue, or other residue from products transported | No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
|
| P | Presence of impurities: metal, plastic protection lamps, and stitches from windows | No | It can lead to comsumer health impact | 2 | 1 | 2 |
|
|
*1S, Severity; 2P, Probability; 3HR, Hazard Rating; 4B, Biological; 5C, Chimical; 6P, Physical.
Table 4.
CCP / CP identification.
| Process step | Significant hazard | Q11 | Q22 | Q33 | Q44 | CCP/ CP YES / NO |
|---|---|---|---|---|---|---|
| Egg supplier election | B [f.e.: Salmonella spp. and Campylobacter jejuni]: the supplied eggs | Yes | No | No | - | CP 1 |
| C [f.e.: pesticide residues, mycotoxins, heavy metals, drugs, hormones, dioxines, radioactivity, allergens (other than eggs protein).]: eggs can be contaminated from the farm; | Yes | No | No | - | ||
| Egg supply | B [f.e.: Salmonella spp. and Campylobacter jejuni]: eggs can be contaminated from improper transport temperature; | Yes | No | No | - | CP2 |
| Reception | B [f.e.: Salmonella spp, Campylobacter jejuni, TVC, Moulds]: egg supplier election | Yes | No | No | - | CP 3 |
| C [f.e. Pesticide residues, mycotoxins, heavy metals, melamine, drugs, hormones, dioxins, radioactivity, allergens (eggs protein), chemical residues of substances used to sanitize farms and means of transport]: egg supplier election | Yes | No | No | - | ||
| Reception of packaging materials, labels and ink | B [f.e. TVC, coliforms]: contamination from the manufacturer or transport; | Yes | No | No | - | CP 4 |
| C [chemicals residue, overall migration limit (OML) for plastic packaging > 60mg/kg food, or 10 mg/dm2 of the contact material]: contamination from the manufacture; | Yes | No | No | - | ||
| Storage of unsorted eggs | B [f.e.: Salmonella spp]: contamination due to the improper temperature [limits → 5 – 18 °C]; | Yes | No | Yes | No | CCP - 1 |
| Weighing eggs and sorting according to weight | B [f.e.: Salmonella spp., Campylobacter jejuni, TVC, Coliforms]: contamination of eggs due to improper temperatures, condensation or equipment; | Yes | No | No | - | CP - 5 |
| Egg packaging in formwork and labeling | B [f.e.: Salmonella spp., Campylobacter jejun, TVC, Coliforms]: contamination of eggs due to improper temperatures, condensation or equipment; | Yes | No | No | - | CP - 6 |
| Storage of sorted eggs, category A și B | B [f.e.: Salmonella spp., Campylobacter jejun, Aerobic TVC, Moulds, Coliforms]: contamination due to the improper temperature [limits → 5 – 18 °C]; | Yes | No | Yes | No | CCP - 2 |
| Product delivery A and B category | B [f.e.: Salmonella spp., Campylobacter jejun, Aerobic TVC, Moulds, Coliforms]: contamination due to the improper temperature [limits → 5 – 18 °C]; | Yes | No | Yes | No | CCP - 3 |
1Q1 - Do control measure(s) exist for the identified hazard? 2Q2 - Is the step specifically designed to eliminate or reduce a hazard to an acceptable level. 3Q3 - Could contamination occur at or increase to unacceptable level(s). 4Q4 - Will a subsequent step eliminate or reduce the likely occurrence of the hazard to an acceptable level?
Table 5.
Identifying critical limits, monitoring procedures and corrective actions.
| CCPs | Significant hazard (s) | CCP parame- ter |
Value pro-grammed and validated | Critical limits | Monitoring procedure | Correction and Corrective action | Records | |||
|---|---|---|---|---|---|---|---|---|---|---|
| What? | How? | When -frequency? | Who? | |||||||
|
Storage of unsorted eggs CCP – 1 Storage of sorted eggs, category A and B CCP - 2 |
Biological hazard: Proliferation of pathogenic microorganisms in favorable temperature conditions, formation of condensation on the eggshell; Contamination from the storage space. |
Temp. in the storage room | 5 – 18 oC | > 18oC for more than 3 hours | Air temp. | Reading and recording storage space temperature Checking/ validation of the internal system with the ethalon thermometer [standard measuring and monitoring devices]. |
Continue through electronic systems and physical by the stockkeeper 2 x/ day from Monday to Sunday. | Monitoring: the stockkeeper and the person responsible for security during the weekend; Verification: Quality Assurance Manager and Production Responsible; Corective action: Production Responsible and/or Administrator; |
Correction If the temperature is near the critical limit (> 15 °C), immediate notification of the technical department and production responsible is done. During storage, a free space is ensured between the formwork / boxes, sufficient for the circulation of cold air. If the defect cannot be fixed and there is a danger that the temperature of the egg warehouse [at reception or at delivery] will exceed the value of 18 °C, the eggs should be urgently inserted for sorting if possible or transferred to another space with a corresponding temperature of 5–18 °C [case of CCP1], and / or delivered urgently or transferred to another space with a corresponding temperature of 5–18 °C [case of CCP2]. If the temperature of the air warehouse has reached > 18 °C for more than 3 hours, the product lots are identified as potentially unsafe and treated according to the procedure "Control of non-compliant products [quarantified, externally tested reports for Salmonella and sensoy parameters, and the decision of the Food Safety Team]. Sorting, packaging, and commercialization within a maximum of 3 days of eggs that have been stored at a temperature < 5 °C. Moldy, rotten, cloudy, or even opaque eggs, without separation between white and yolk, or those with dark spots on the inner side of the shell, produced by various molds or bacteria, are confiscated and destined for denature. Corrective action Maintaining the annual verifications of the cooling system according with the internal schedule for preventive measures. If the electricity supply stops, the electric group will be automatically turned on to ensure the appropriate conditions. Establishment and application of equipment maintenance program Establishing and following the specific training of the employees (on food safety and on technical part). |
Online system database and temperature sheet |
|
Product delivery CCP - 3 |
Biological hazard: Development of pathogenic bacteria as a result of non-compliance with storage temperatures, or the formation of condensation on the surface of the eggshell; contamination from the means of transport. |
Temp. during product delivery [inside the truck] | 5 – 18oC | > 18oC for more than 3 hours | Air temp. | Reading and recording the temperature inside the truck at product loading; Automatic system, checking the thermodiagrame before unloading the product |
Continue through electronic systems. Visualisation every 2 hours during transport [inside the driver cabine] |
Monitoring: the driver; Verification: Logistic Responsible Corective action: Logistic Responsible and / or Administrator; |
Correction The product is not loaded in the truck until the temperature of the truck-transported room is max. 10 oC. In case of failure of the system, the truck will be changed (maximum 3 hours) or will be redirected nearest the closest refrigerated warehouse [due to our networking partners and collaborations]. Corrective action Revision in time on all trucks and on all refrigerated systems. between If the temperature are not in the range 5 – 18oC Compliance with GMP, GHP measures and staff training. Respecting the product legal parameteres and compliance with product technical parameters; Corect sanitation of the transport trucks after easch delivery [thawing process and sanitation]; |
Thermodiagrame picture at delivery |
Table 6.
Establishing verification procedures.
| No. crt. | Field of verification / item | Frequency | Responsible for verification |
|---|---|---|---|
| 1. | Verification of compliance with the procedure for selecting suppliers; | Annual or at introduction of a new supplier in the system | Purchase Responsible |
| 2. | Checking the quality and safety of eggs: - quality parameters (pH, sensory) → once every 3 months; - safety parameters: veterinary residue, mycotoxins, PCB, heavy metals, drugs, hormones, dioxins, melamine, radioactivity, allergens (other than egg protein), chemical residues of substances used to sanitize the farms (e.g., fipronil) → annual. - Sallmonela spp., Campylobacter jejuni: monthly |
Annual, biannual and / or monthly | HACCP team leader |
| 3. | Checking the conformity of transport at reception (daily or each reception) and at delivery (each delivery); | Daily or each reception / each transport | Stockkeeper Logistic responsible |
| 4. | Checking the temperature and hygiene conditions from storage warehouses and transport, until sale; | Daily / as long the product is kept into the storage or transported | Logistic Responsible Production Responsible Stockkeeper Driver |
| 5. | Potable water supply check | Annual | Hygiene Responsible |
| 6. | Verification of compliance with the stages of the technological flow | Monthly | Technological engineer |
| 7. | Verification of compliance with equipment maintenance | Annual, biannual and / or monthly | Maintenance manager |
| 8. | Verification of calibration of measuring and control device | Annual or when it is necessary. | Maintenance responsible |
| 9. | Checking the hygiene of production protective equipment, spaces, annexes, and social groups | Internal (weekly) External (1x/ 3 months) |
Hygiene Responsible HACCP Team leader |
| 10. | Checking the control of the health of the staff | Biannual | Production Responsible |
| 11. | Checking the hygiene of the work equipment | Internal (weekly) External (1x/ 3 months) |
Hygiene Responsible HACCP Team leader |
| 12. | Checking efficiency for waste disposal | Monthly | HACCP team leader |
| 13. | Verification of compliance with the pest control procedure | Monthly | Hygiene Responsible |
| 14. | Verification of CCP records; deviations from critical limits; execution of corrections and / or corrective actions | Daily | HACCP team leader |
| 15. | Checking CP records | Daily | Production responsible HACCP team leader |
| 15. | Checking the efficiency of employees training | Once every three months | HR Manager Production Responsible HACCP team leader |
| 16. | Checking the quality control and safety of the finished eggs | Internal (daily) External (monthly) |
Production Responsible HACCP team leader |
| 17. | Checking the registration activity | Monthly | HACCP team secretary |
| 18. | Checking the registration and settlement mode of complaints, trend analysis conclusions | Monthly | HACCP team leader |
| 19. | Checking team biovigilance | Annual | TACCP team |
| 20. | Checking the fraud vulnerability | Annual | VACCP team |
Table 7.
Evaluation of quality parameters.
| Eggs quality parameters | Station A | Station B | Station C | Referince description [Reg. E.U. 589 / 2008] [49] |
|
|---|---|---|---|---|---|
| (a) shell and cuticle: | irregular shape (%) | 0.31 | 0.26 | 0.16 | normal shape, clean and undamaged; |
| dirty (%) | 0.81 | 1.15 | 1.98 | ||
| damaged (%) | 1.49 | 1.53 | 1.27 | ||
| (b) air space: | height > 6 mm (%) | 0.37 | 0.44 | 0.28 | height not exceeding 6mm, stationary; however, for eggs to bemarketed as ‘extra’, it may not exceed 4mm; |
| for extra eggs: height ≤ 4 mm (%) | nd | nd | nd | ||
| (c) yolk: | abnormalities presence at yolk | 0.16 | < 0.1 | < 0.1 | referince values: visible on candling as a shadow only, without clearly discernible outline, slightly mobile upon turning the egg, and returning to a central position; |
| (d) white: | unclear, nontranslucent | < 0.1 | clear, translucent; | ||
| development | nd | nd | nd | imperceptible development; | |
| (f) foreign matter | presence | nd | nd | nd | not permissible |
| (g) foreign smell | presence | nd | presence 2 cases / rejection at reception | nd | not permissible |
Table 8.
Evaluation of veterinary drugs.
| Veterinary drugs | Station A | Station B | Station C | Reference values [Reg. E.U.37 / 2010. max. μg/kg] [33] |
Observations |
|---|---|---|---|---|---|
| X±sx | X±sx | X±sx | |||
| Chlortetracyclin | nd | nd | nd | ≤ 200 | waiting period 6 days |
| Erythromycin | nd | nd | nd | ≤ 150 | waiting period 4 days |
| Neomycin | na | na | na | ≤ 500 | for this type of antibiotic no waiting period is required |
| Oxytetracycline | nd | nd | nd | ≤ 200 | waiting period 4 days |
| Tetracycline | nd | nd | nd | ≤ 200 | waiting period 4 days |
| Tiamulin | na | na | na | ≤ 1000 | for this type of antibiotic no waiting period is required |
| Tylosin | nd | nd | nd | ≤ 200 | waiting period 4 days |
X - the average of the determined value; sx - standard deviation; nd – not detected; na - not applicable.
Table 9.
The egg quality and safety characteristics.
| Parameter | Station A | Station B | Station C | Reference values |
|---|---|---|---|---|
| X±sx | X±sx | X±sx | ||
| RH | 76.8±1.33 | 73.2±2.13 | 79.1±1.02 | 70-80% [4] |
| pH yolk | 6.3±2.14 | 6.2±1.46 | 6.4±1.62 | 6 [4] |
| pH white | 7.8±1.09 | 7.1±2.03 | 7.2±2.59 | 7.6 [4] |
| Temparature | 5.6±2.53 | 5.1±1.36 | 7.2±3.02 | 5 - 18 °C [49] |
X - the average of the determined value; sx - standard deviation.
Table 10.
Contamination from the 3 egg sorting and packaging stations.
| Parameter | Station A | Station B | Station C | Reference values |
|---|---|---|---|---|
| X±sx | X±sx | X±sx | ||
| Sum of dioxins (pg WHO- PCDD/F- TEQ/g) | 1.7±.03 | 1.2±0.21 | 1.6±0.02 | 2,5 pg/g fat [31] |
| Sum of dioxins and dioxin-like PCBs (pg WHO-PCDD/ F-PCB-TEQ/g) | 2.6±0.34 | 3.2±1.29 | 3.4±1.25 | 5,0 pg/g fat [31] |
| Sum of non dioxin-like PCBs (ng/g) | 28±1.32 | 27.1±2.38 | 30.2±2.61 | 40 ng/g fat [31] |
| Sum of PFOS, PFOA, PFNA and PFHxS (Perfluoroalkyl and polyfluoroalkyl substances) | 0.9±0.34 | 0.2±0.21 | 0.3±0.07 | 1.7 [31] |
| Melamine | 1.9±0.05 | 2.1±1.36 | 1.9±1.01 | 2.5 mg/kg [31] |
| Fipronil (sum Fipronil + Fipronil sulfone) | < LOD | <LOD | <LOD | LOD = 0.005 mg/kg [34] |
X - the average of the determined value; sx - standard deviationl; LOD – limit of detection.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



