
Submitted:
08 January 2024
Posted:
09 January 2024
You are already at the latest version
Abstract
Recent development for synthesis of bio-based long chain aliphatic polyesters by acyclic diene metathesis (ADMET) polymerization of α,ω-dienes, derived from plant oils and bio-based chemicals, like bis(10-undecenoate) with isosorbide, using ruthenium-carbene catalysts have been reviewed. Development of subsequent (one-pot) tandem hydrogenation afforded saturated polyesters under mild conditions. The polymerizations under bulk (without solvent, 80-90 ºC) or in ionic liquids (50 ºC) under vacuum conditions enabled synthesis of high molar mass polymers (Mn >30,000 g/mol). The polymerization by molybdenum-alkylidene catalyst afforded the highest molecular weight polyesters (44000‒49400 g/mol, in toluene at 25 ºC) exhibiting promising tensile properties (strength and elongation at break) beyond polyethylene, polypropylene. Depolymerizations of these polyesters including closed loop chemical recycling were also demonstrated. Catalyst developments (more active, under mild conditions) play a key role for the efficient synthesis.
Keywords:
bio-based
; polyester
; metathesis polymerization
; plant oil
; circular economy
; chemical recycling
; tensile properties
; homogeneous catalysts
1. Introduction
Development of sustainable polymers from the renewable feedstocks attracts considerable attention from the viewpoints of circular economy as well as green sustainable chemistry. Hydrocarbon rich molecular biomass such as vegetable oils (castor, coconut, linseed, olive, palm, soybean, sunflower etc.) presented as triglycerides with fatty acids, or fatty acid esters (FAEs) are naturally abundant and are recognized as low-cost molecular biomass [1,2,3,4,5,6,7,8,9,10,11]. Study on bio-based advanced polyesters (exhibiting tunable mechanical properties and biodegradability), in particular long chain aliphatic polyesters (LCAPEs) are semicrystalline materials considered as a promising alternative of polyethylene [6,8]. The melting temperatures (Tm values) in the polyesters are generally influenced by the methylene length (and direction of dipoles called as odd-even effect) employed [6,12,13,14], placement of longer methylene units should be effective for obtainment of the polyesters without softening at elevated temperatures. It has been considered that the precise polymerization technique provides a new strategy and methodology for design of the macromolecular architectures.
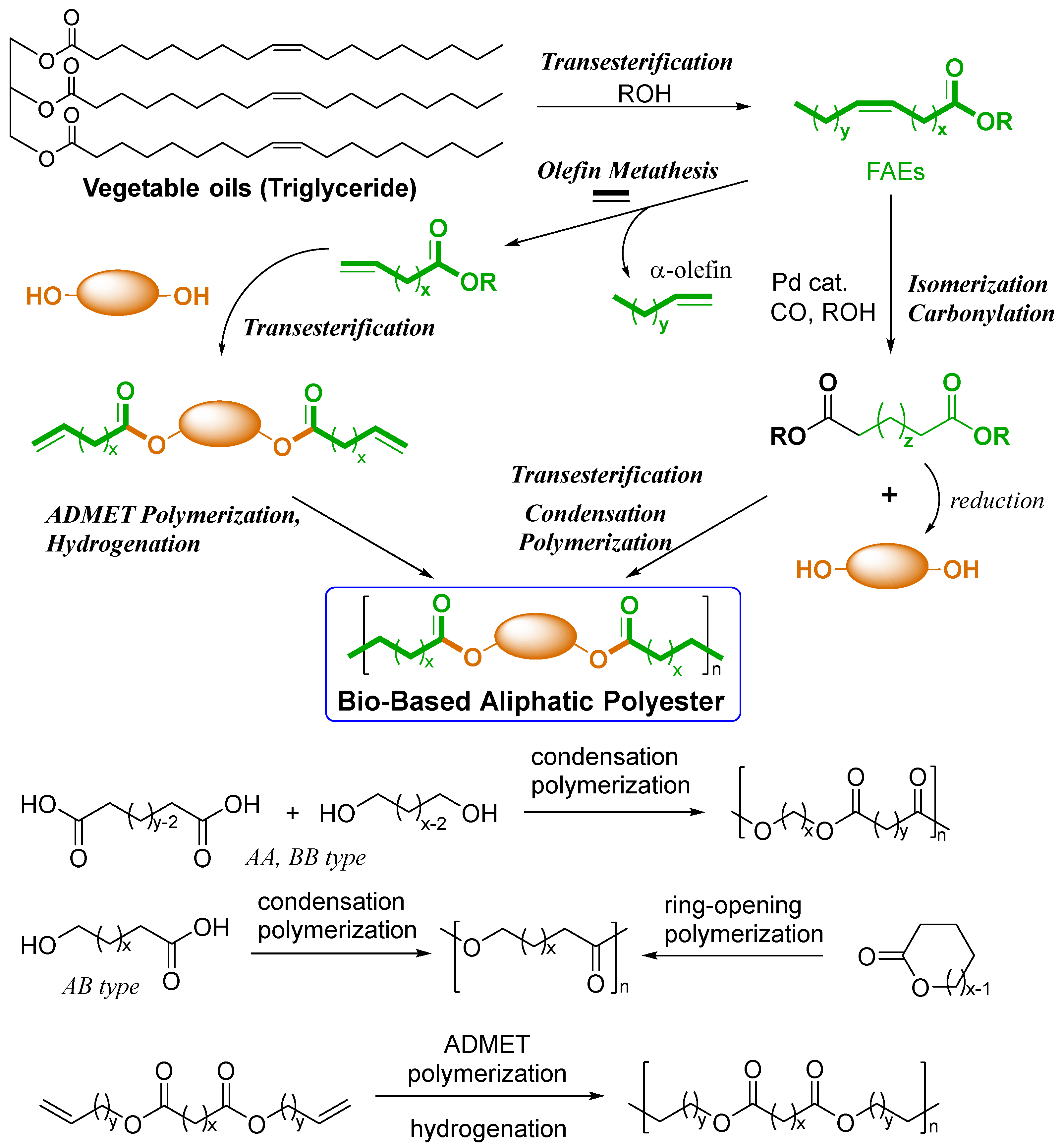
Two condensation polymerization approaches, (i) condensation polymerization by transesterification (dicarboxylic acid and diol etc.) and (ii) acyclic diene metathesis (ADMET) polymerization (nonconjugated α,ω-dienes) and subsequent hydrogenation (Scheme 1) have been considered for the synthesis from FAEs [6,8]. The ring opening polymerization (ROP) approach from cyclic monomers can also be considered, but the method faces a limited monomer scope; the method would also face a difficulty of catalysts that enable synthesis of high molar mass polymers [15,16].
Conventional condensation polymerization approach through transesterification (ester bond exchange) requires high temperature with efficient removals of by product (such as alcohols, water) for obtainment of high molar mass polymers with high degree of polymerization (DPn). For example, synthesis of poly(ethylene terephthalate) (PET), from terephthalic acid (must be purified) with excess ethylene glycol, requires high temperatures up to 290 °C under a reduced pressure [17]. The method, however, seems to be difficult to apply in synthesis of LCAPEs due to difficulty of removing diols with high boiling points (e.g., 1,12-dodecanediol, 189 °C/12 mmHg; 1,16-hexadecane diol 197-199 °C/3 mmHg). Moreover, a precise stoichiometric control (hydroxy and carboxylic groups) should be required for the purpose [6,18,19,20]; the polymerization with a precise stoichiometric ratio of diols (algae oil) and diesters (C17 and C19) to afford high molar mass polymers (Mn = 4.0×104) possessing Tm value of 99 °C [20].
Synthesis of bio-based aliphatic polyesters by adopting the ADMET polymerization [21,22,23] approach especially using commercially available (called Grubbs type) ruthenium-carbene catalysts have been explored by many researchers, since the reactions do not require severe conditions conducted in the condensation polymerization through transesterification (described above). In this mini review, reports concerning synthesis of bio-based aliphatic polyesters by the ADMET approach have thus been summarized.
2. Synthesis of Bio-based Aliphatic Polyesters by the ADMET Polymerization.
2.1. Synthesis of Aliphatic Polyesters by ADMET Polymerization and Hydrogenation.
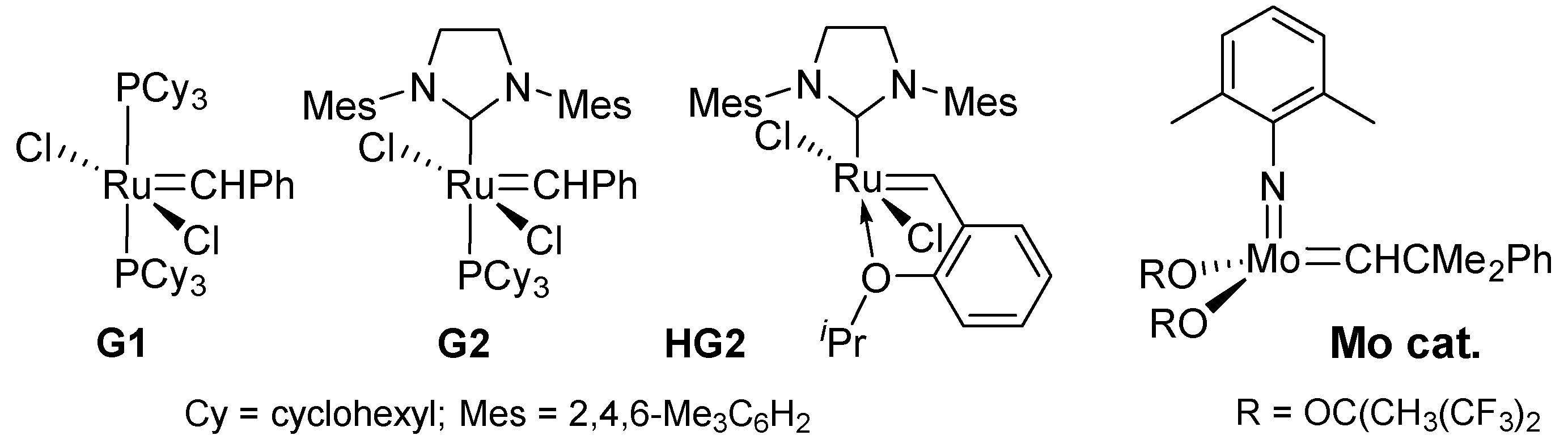
There have been many reports concerning synthesis of bio-based polyesters by ADMET polymerization especially using commercially available (called Grubbs type) ruthenium-carbene catalysts, RuCl2(PCy3)2(CHPh) (G1; Cy = cyclohexyl), RuCl2(PCy3)(IMesH2)-(CHPh) [G2; IMesH2 = 1,3-bis(2,4,6-trimethylphenyl)imidazolin-2-ylidene] and RuCl2(IMesH2)(CH-2-OiPr-C6H4) (HG2), shown in Scheme 2. The ruthenium catalysts have been employed for the purpose [8], because these complexes can be readily available and do not show strict Schlenk technique due to rather insensitivities toward water and oxygen (better functional group tolerance) [24,25,26,27]. More recently, the example by using molybdenum-alkylidene catalyst (Mo cat.) [28,29,30], shown below, was also demonstrated for synthesis of high molar mass polymers that exhibit good tensile properties [31].
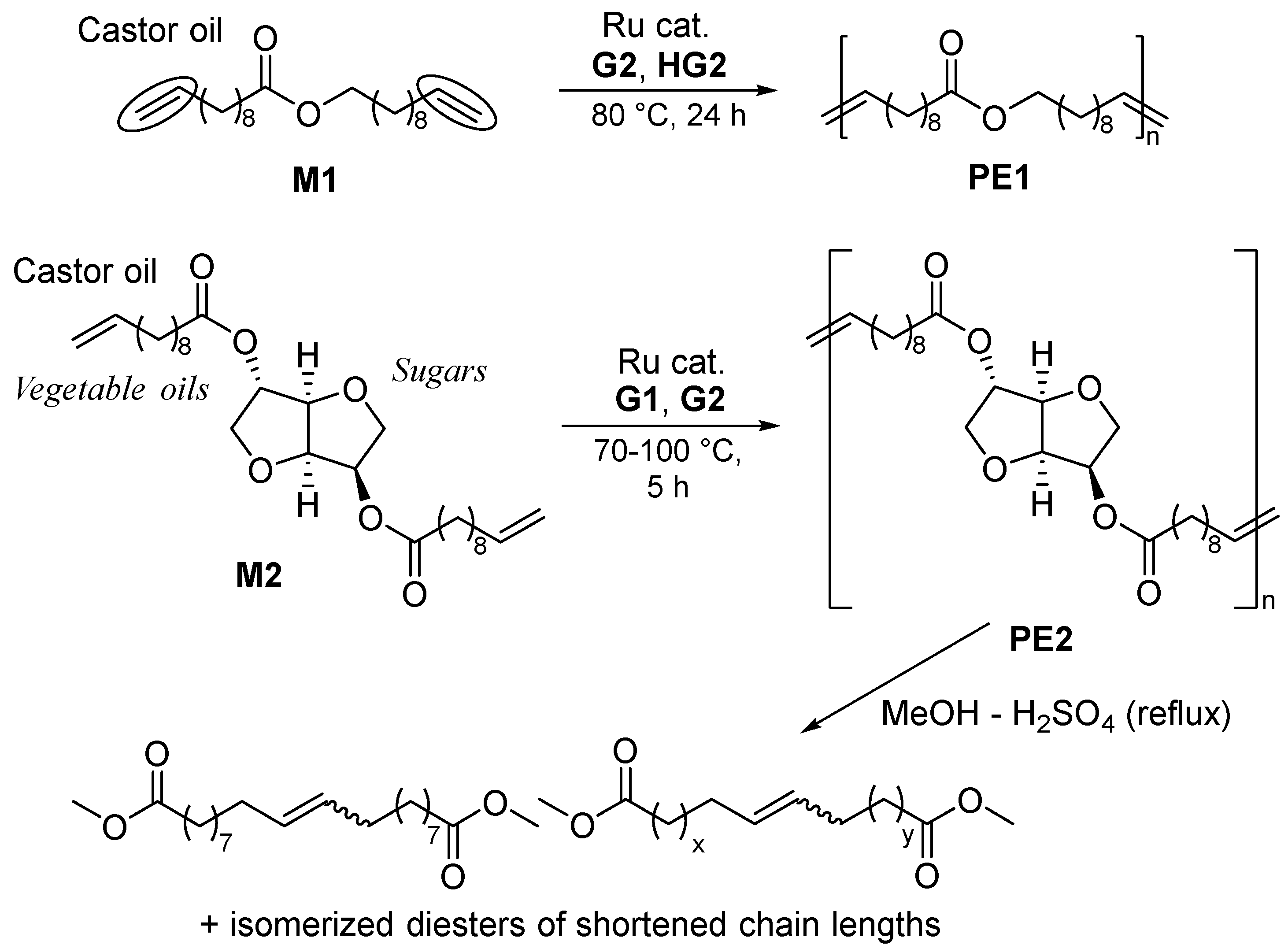
Synthesis of bio-based polyester, expressed as PE1, by the ADMET polymerization of undec-10-en-1-yl undec-10-enoate (M1), prepared by 10-undecenoic acid and 10-undecenol (derived from castor oil) was reported by the group of Meier in 2008 [32]. The resultant PE1 prepared by G2 (0.5 or 1.0 mol%, 80 ºC, 24 h, Scheme 3) possessed rather high molecular weight (Mn = 22000, 26500), and the Mn values were controlled by addition of terminal olefins, such as methyl 10-undecenoate, stearyl acrylate [32]. In contrast, the group reported that the polymerization of bis(undec-10-enoate) with isosorbide (M2, Scheme 3) conducted at 70-100 ºC under bulk conditions yielded rather low molecular weight polymers (PE2, Table 1) [33], whereas the Mn values seemed improving when the polymerizations were conducted at high temperature and/or under nitrogen purge (for removal of ethylene by-produced). This is probably due to catalyst decomposition by conducting the reaction at 70-100 ºC [34,35,36,37,38,39], because these ruthenium catalysts have been known to decompose under these conditions to afford ruthenium-hydride species [36] and/or nano particles [38], which induce olefin isomerization and/or certain side reactions by formed radicals [34,35,36,37,38,39]. G2 showed more significant degree of olefin isomerization compared to G1, and the percentage of isomerization (estimated by GC-MS, after treating the mixture with MeOH-H2SO4 under reflux conditions) [33]. Later, degree of the isomerization could be extensively suppressed when the polymerizations were conducted in presence of benzoquinone [40].
ADMET polymerization of M1 by G1 under high vacuum for two days gave PE1 (Mn = 28000, Mw/Mn = 1.9) and subsequent hydrogenation (Pd/C, 50 bar H2, 60 ºC) gave the saturated polyester (HPE1, PE-20.20, Scheme 4) [41]. The Tm value (103 ºC) observed was somewhat low compared to the HPE1 prepared by condensation polymerization of 1,20-eicosanedioic acid with eicosane-1,20-diol (Tm = 108 ºC), to form ‘regio-regular’ ester groups, C(O)-O, alignment in the polymer chain (Scheme 4). It was thus suggested that the microstructural control directly affects the thermal property, as described above [6,14]. ADMET polymerizations of α,ω -dienes with different methylene chain length, di(icos-19-en-1-yl)tricosanedioate (M3), di(tricos-22-en-1-yl)tricosanedioate (M4), by using G1 and the subsequent olefin hydrogenation by Ru(CHOEt)Cl2(PCy)2 (40 bar H2, 70 ºC, 2 d), prepared from G1, yielded the corresponding PE-38.23 (HPE3), PE-44.23 (HPE4), respectively (Scheme 4) [42]. Polycondensation of 1,26-hexacosanedioate, prepared by cross metathesis of erucic acid, with the corresponding diol (prepared by the reduction with LiAlH4) with Ti(OBu)4 also gave the corresponding polyester (HPE5, PE-26.26, Tm = 114 ºC) [43]. The thermal property (Tm values) in the resultant LCAPEs with different methylene lengths, prepared by ADMET [42] and polycondensation [43,44] approaches, revealed that the Tm value reached to a constant value (Figure 1a) [42]. A linear relationship between the Tm values and the number of ester group in 1000 carbon was observed (Figure 1b) [42]. Polyesters, PE-26.26, PE-12.26 and PE-4.26 [43], PE-18,18 [45] were also prepared by the polycondensation.
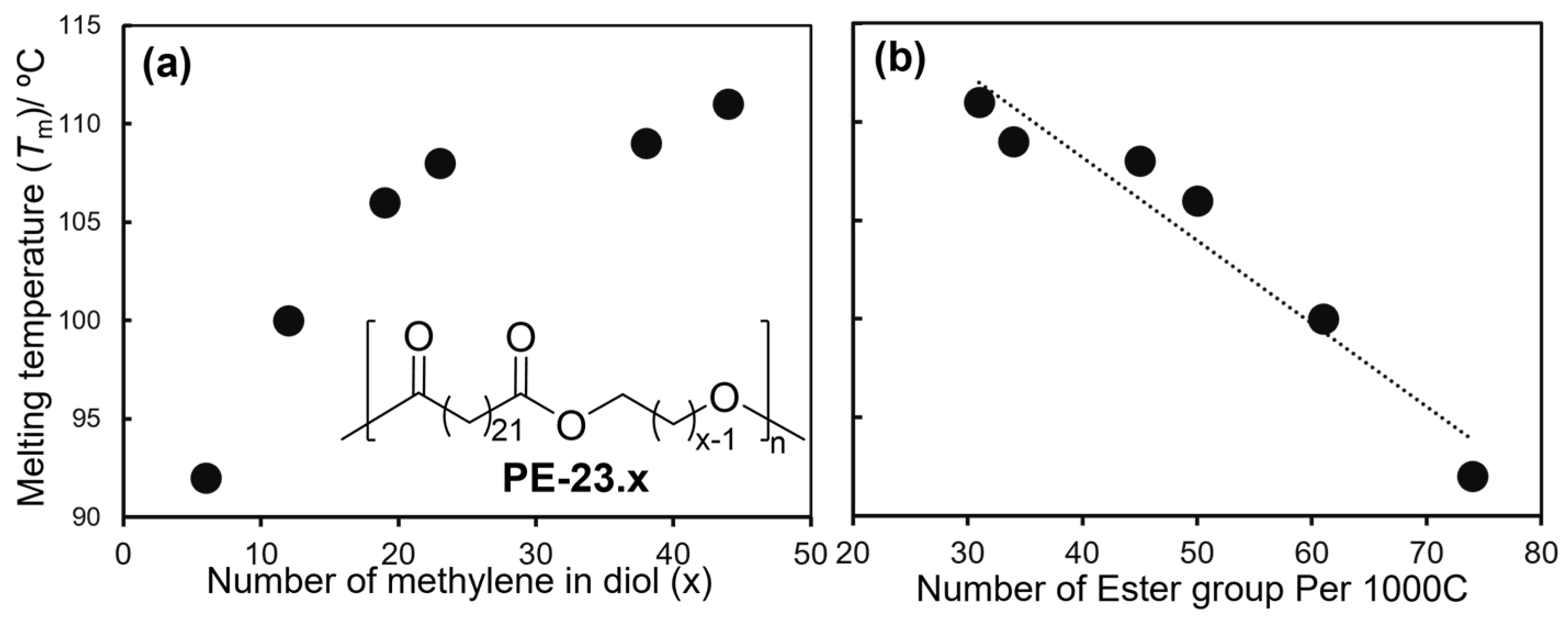
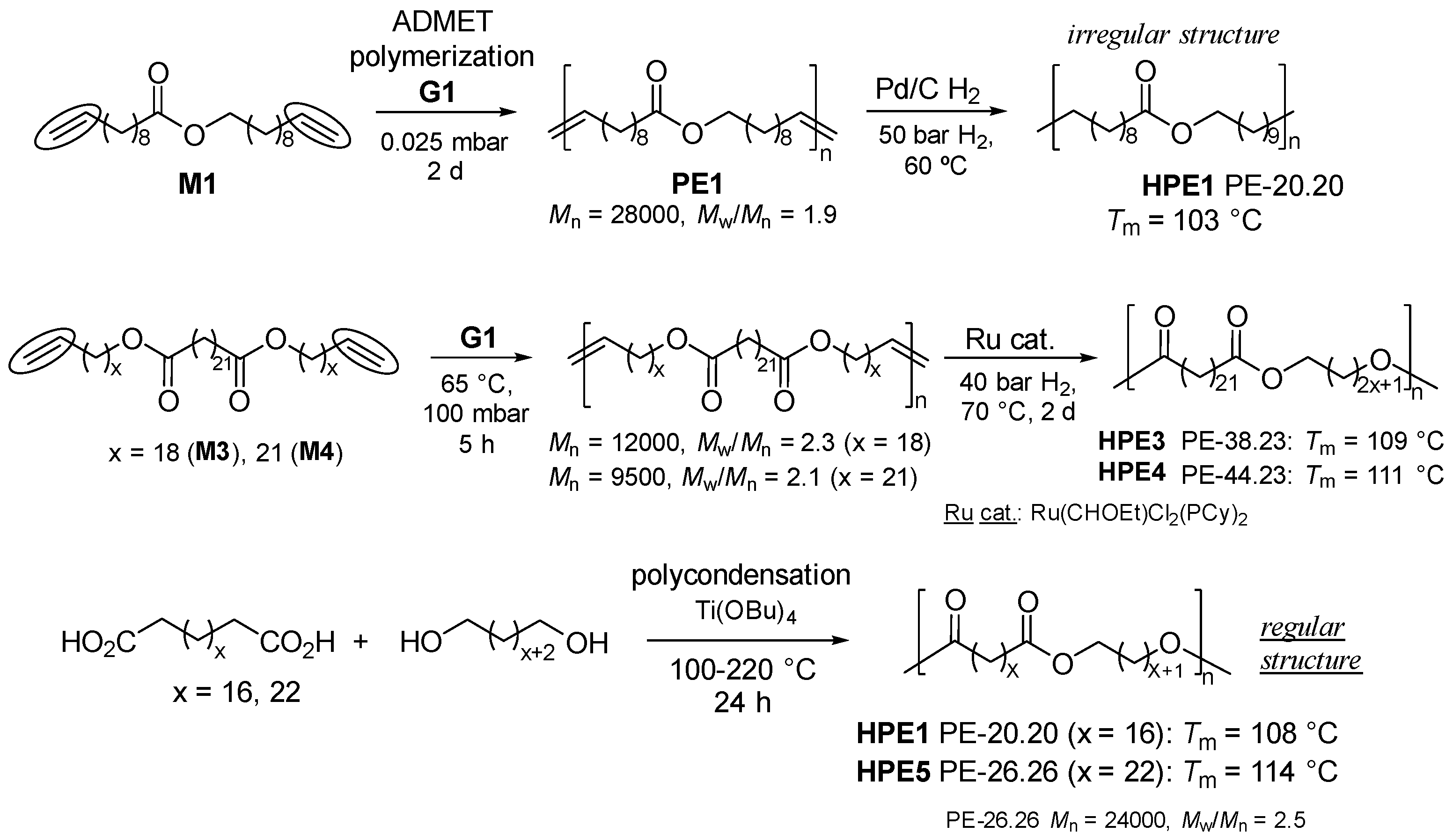
Figure 1.
Plots of melting temperature (Tm) vs number of (a) methylene unit (x) in diol, (b) ester groups per 1000C (methylene) in PE-23.x [42].
Figure 1.
Plots of melting temperature (Tm) vs number of (a) methylene unit (x) in diol, (b) ester groups per 1000C (methylene) in PE-23.x [42].
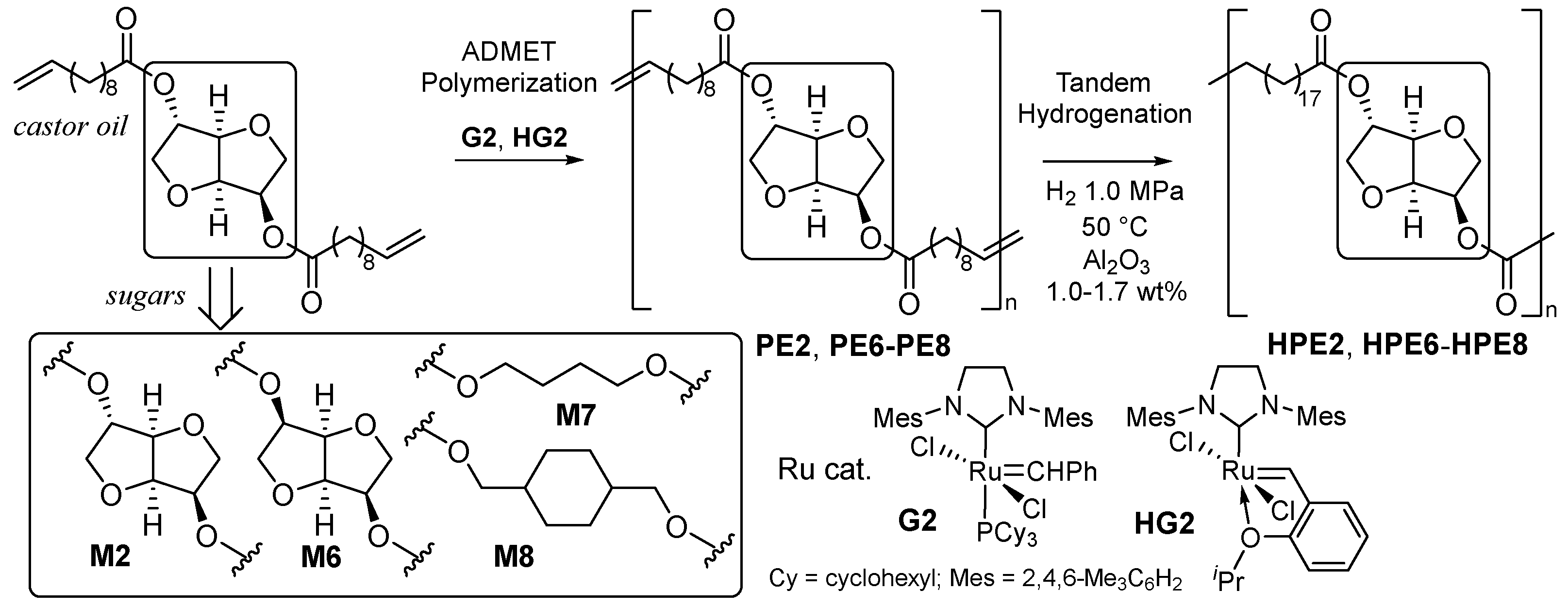
Recently, one-pot synthetic method for the bio-based aliphatic polyesters by the ADMET polymerization and the subsequent hydrogenation was demonstrated (Scheme 5) [46]. The polymerization of bis(undec-10-enoate)s with isosorbide (M2), isomannide (M6), 1,3-propanediol (M7), 1,4-cyclohexanedimethanol (M8), derived from castor oil and glucose, in chloroform by G2 or HG2 under reduced pressure at 50 ºC gave unsaturated polymers (expressed as PE2, PE6‒PE8, respectively) [46]. The Mn values in the resultant polymers (Mn = 11900-15900) were somewhat higher than those reported previously (Mn = 4400-8400) conducted at 70-100 ºC [33], and the Mn values did not change even under rather scale up conditions [46]. One reason for obtainment of high molecular weight could be due to that degree of the catalyst decomposition was significantly suppressed by conducting the polymerization at 50 ºC (and the polymerization was conducted under continuous reduced pressure) [46].
As described above (Scheme 4) and below [47], the conventional olefin hydrogenation requires high hydrogen pressure and high temperature after isolation of unsaturated polyesters after the ADMET polymerization [41,42,47]. In contrast, one-pot hydrogenation under rather mild conditions (1.0 MPa, 50 ºC, 3 h) was demonstrated upon addition of small amount of Al2O3 (ca. 1 wt%) into the reaction mixture (Scheme 5). The completion of the olefin hydrogenation was confirmed by DSC thermograms (uniform composition) due to difficulty (accuracy of integration of olefinic protons) in the 1H NMR spectra. No significant differences in the Mn values and Mw/Mn values were observed before/after hydrogenation [46].
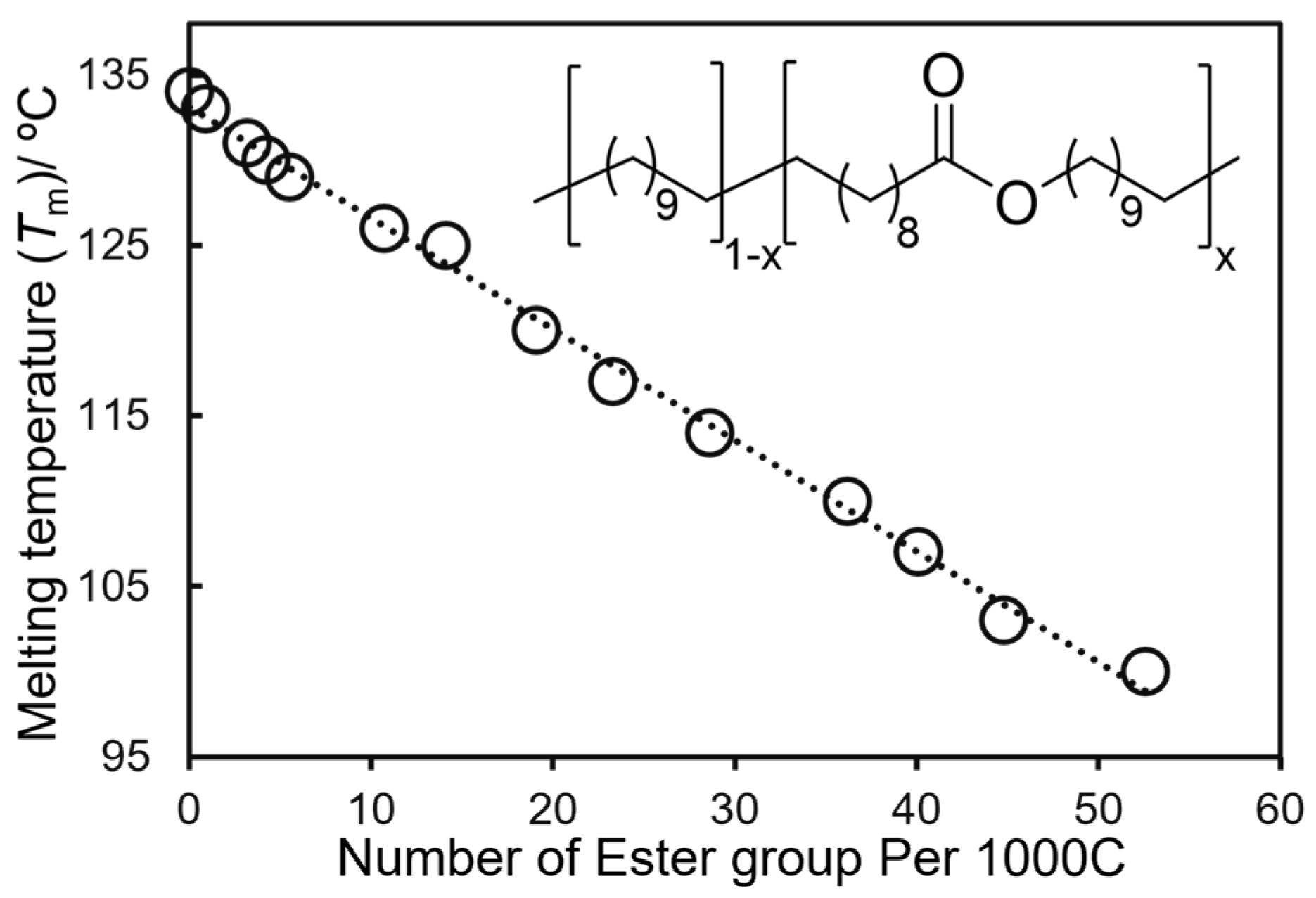
As shown in Figure 1b, melting temperature (Tm values) in the polyesters are influenced by number of the methylene unit (n). As shown in Scheme 6, the copolymerization of M1 with undeca-1,10-diene (UDD) followed by olefin hydrogenation (H2 40 bar, 110 °C, 2 d) gave various LCAPEs with different chain lengths (from 0.9 through 52.6 ester groups per 1000 carbon), expressed as H2-poly(M1-co-UDD) [47]. A linear correlation of the melting temperature (Tm values) with average number of ester groups per methylene units was thus demonstrated, whereas the ester group was incorporated in a random manner. The similar trend was observed in the copolymerization of M2 with 1,9-decadiene (DD) and the subsequent one-pot hydrogenation [48]. The saturated polymers possess a Tm value in range of 71.7–107.6 °C, depending on the molar ratio of M2 and DD.
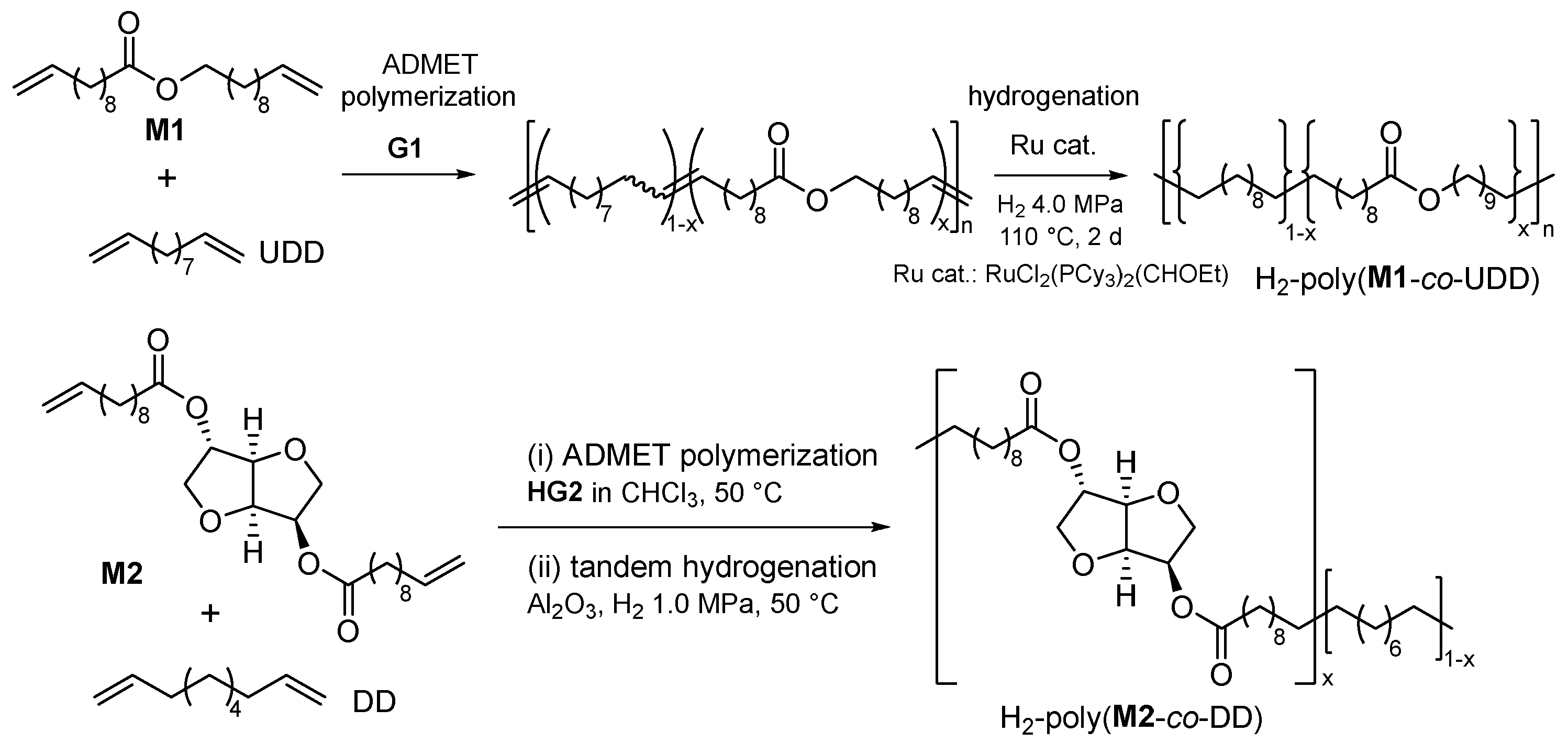
Scheme 6.
ADMET Copolymerization undec-10-en-1-yl undec-10-enoate (M1) or bis(undec-10-enoate) with isosorbide (M2) with nonconjugated dienes, and subsequent hydrogenation [47,48].
Figure 2.
Plots of melting temperature (Tm) vs number of ester groups per 1000C (methylene units) in the hydrogenated copolymers, H2-poly(M1-co-UDD)s [47].
Figure 2.
Plots of melting temperature (Tm) vs number of ester groups per 1000C (methylene units) in the hydrogenated copolymers, H2-poly(M1-co-UDD)s [47].
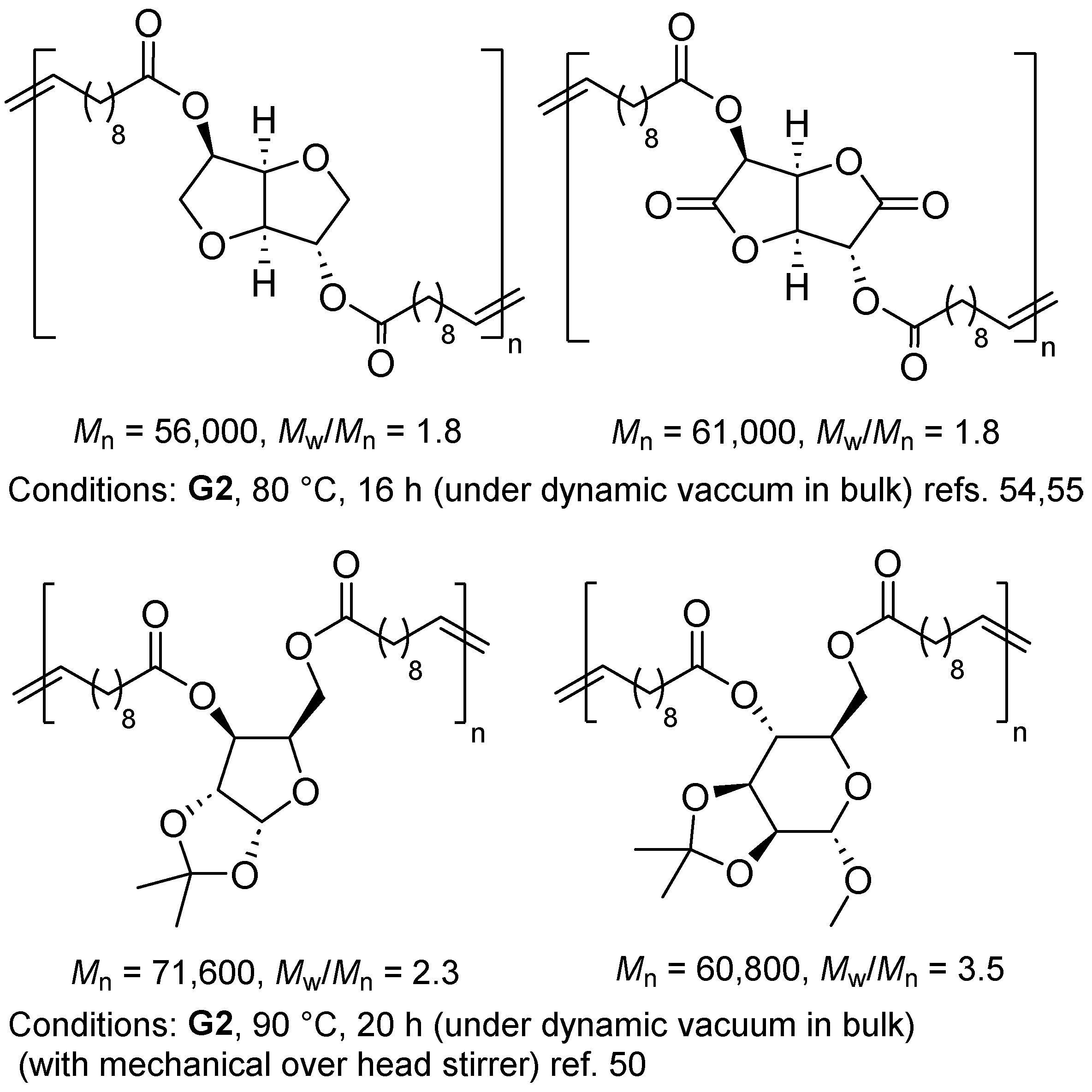
The polymerizations of bis(undec-10-enoate)s with D-xylose (1,2-O-isopropylidene-α-D-xylofuranose , M9c), D-mannose (M10) by G2 were studied under dynamic vacuum (0.1 mbar) without solvent (bulk) conditions (60-90 ºC, 20 h, Scheme 7) [49]. The molecular weights in the resultant polymers (PE9c, PE10) were affected by the polymerization temperature employed as well as monomer/Ru molar ratios. Conducting the polymerization at 90 ºC under low Ru concentration (0.1 mol%) seemed to be the optimized conditions (PE9c: Ru, Mn = 7.14-7.16×104, Mw/Mn = 2.2-2.3, PE10: Mn = 3.24×104, Mw/Mn = 2.4) [49]. Due to the polymerization was conducted without solvent, the PDI (Mw/Mn) values became rather high due to difficulty to control stirring [49]. Later, the polymerizations of D-xylose diester analogues with different methylene length (M9, x = 0, 2, 8, Scheme 7) and the corresponding diether analogues (M11) were explored [50]. The Mn values in the resultant polymer decreased upon decreasing the methylene length, and the monomers that do not possess methylene spacer [50]. Some polymerization runs failed due to precipitation or difficulty for isolation [50]. The resultant unsaturated polymers were amorphous except PE11a, and both glass transition temperatures (Tg) increased after reducing the olefinic double bonds by treating with p-toluenesulfonyl hydrazide as a reducing agent; most of the resultant saturated polymers (HPE9 and HPE11) are amorphous except HPE9a and HPE11a derived from castor oil (10-undecenoate), suggesting that placing the methylene spacer is important (as shown in Figures 1a, and 2) [50]. The resultant hydrogenated polymer films, especially HPE11a oriented film exhibited good tensile strength (43 MPa) with elongation at break of 155%, but the hot press film showed much less tensile strength (7.8 MPa) with improved elongation at break (667 %) [50].
Syntheses of polyesters containing vanillin (PE12) [51] afforded high molecular weight PE12 (Mn = 10000, Mw/Mn = 1.6) possessing Tg value of 4 ºC (Scheme 7), whereas the polymerization of 4-allyl-2-methoxyphenyl 10-undecenoate (M13) by G2 gave amorphous high molar mass polymers with low PDIs (Mw/Mn) with Tg at -9.6 ºC [52]. The ADMET polymerization of M13 in the presence of 5-formylbenzene-1,2,3-triyl tris(undec-10-enoate) gave rather high molar mass network polymers [52].
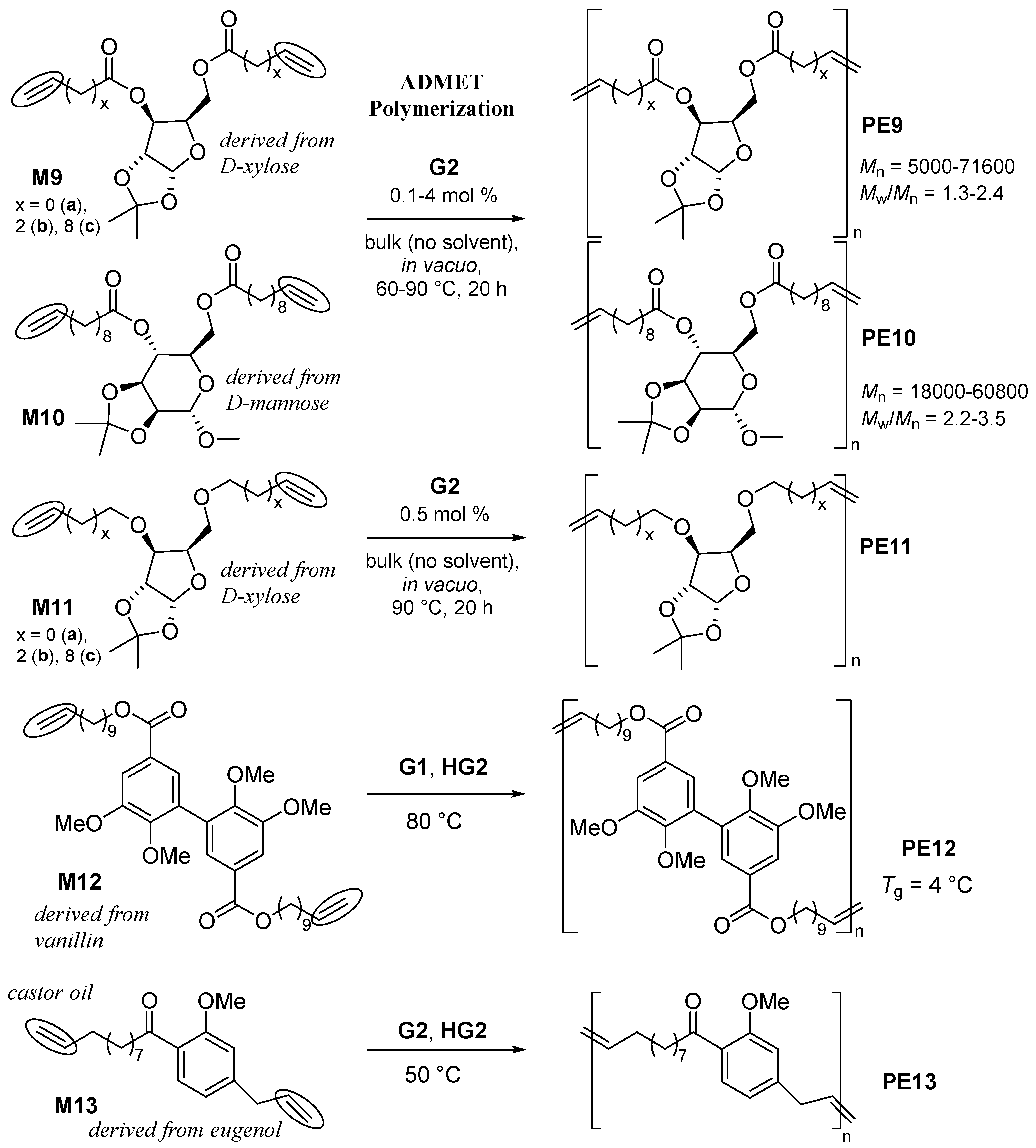
Scheme 7.
ADMET polymerization of α,ω-dienes containing D-xylose, D-mannose, vanillin, and eugenol as the monomer unit [49‒52].
Scheme 7.
ADMET polymerization of α,ω-dienes containing D-xylose, D-mannose, vanillin, and eugenol as the monomer unit [49‒52].
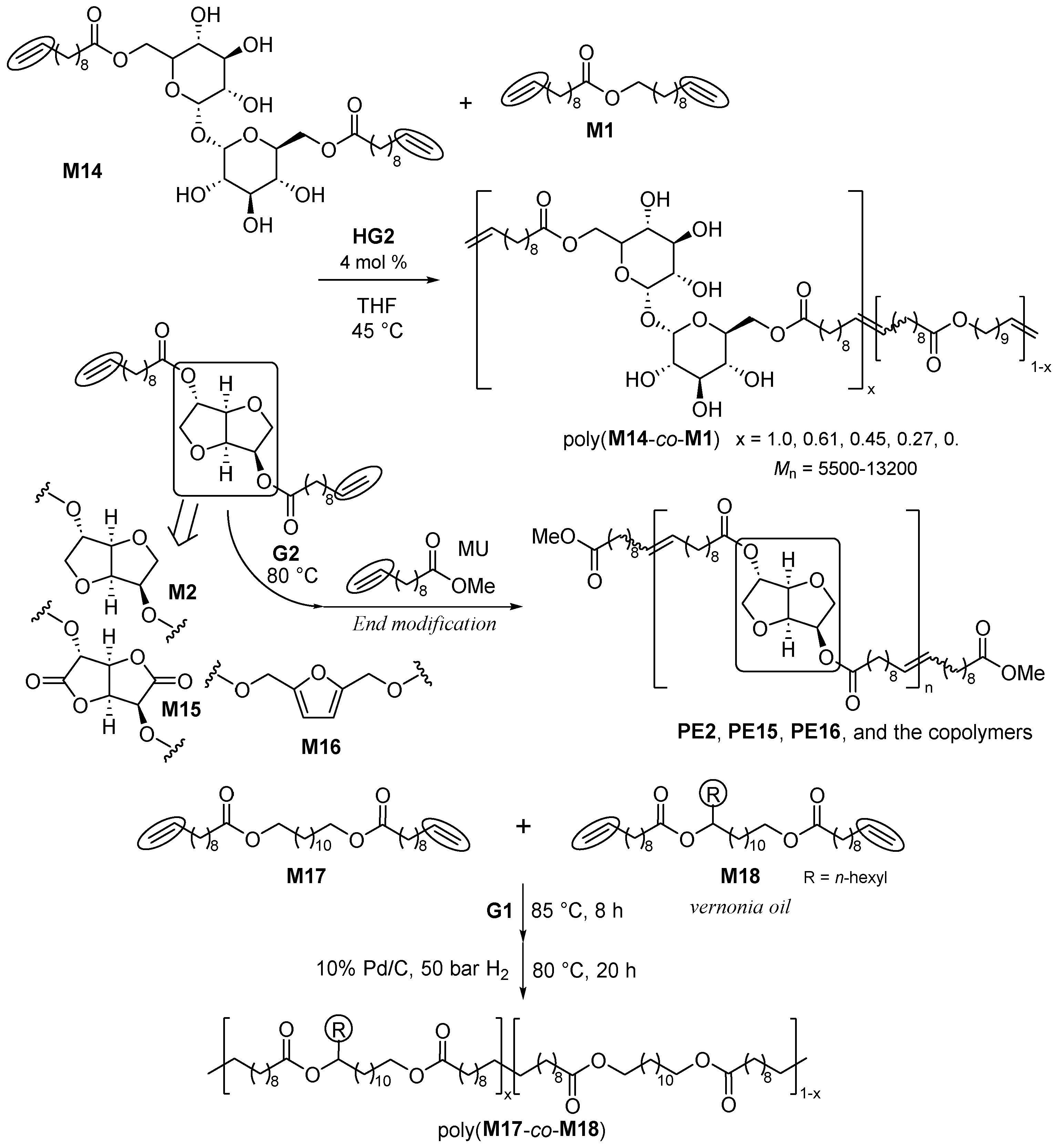
Polymerization of trehalose bis(10-undecenoate) (M14) by HG2 (4.0 mol%) in THF at 45 ºC for 24 h (Scheme 8) gave the semicrystalline polymers (PE14) possessing high molecular weight with unimodal molecular weight distribution (Mn = 13200, Mw/Mn = 2.1) with higher Tm value (156 ºC) [53]. Both molecular weight and the melting temperature (Tm values) in the resulting copolyesters with undec-10-en-1-yl undec-10-enoate (M1) decreased with increase of the percentage of M1 [53].
Polymerization of bis(10-undecenoate)s with isosorbide (M2) and glucarodilactone (M15) and the copolymerization with different molar ratios were conducted in the presence of methyl-10-undecenoate (MU, 1.0 mol%) by using G2 (1.0 mol%) at 80 ºC for 16 h under reduced pressure (Scheme 8) [54]. MU was employed as the monofunctional chain stoppers (chain transfer reagent by placement of MU unit as the end group) [54]. The resultant polymers possessed high molecular weights with unimodal molecular weight distributions. The copolymerizations with bis(hydroxymethylfuran) undecenoate (M16) were conducted [55]. The resultant PE2 possessed the low Tg value (-10 ºC) compared to PE15 (Tg = 32 ºC), and the homopolymers, PE2 and PE15, were brittle materials, whereas these copolyesters were rubbery materials possessing better tensile properties, elastic behavior as well as shape memory properties.
Copolymerizations of α,ω-dienes (linear M17 and n-hexyl branched M18), derived from castor oil and vernonia oil, by G1 at 85 ºC, gave the LCAPEs containing branching in certain percentage (after subsequent hydrogenation by Pd/C, Scheme 8) [56]. These polymers were considered as LLDPE (linear low-density polyethylene) and VLDPE very low-density polyethylene) mimics. However, their DSC thermograms possessed multiple melting temperatures, suggesting the composition in the resultant copolymers are not uniform [56].
2.2. Synthesis of High Molecular Weight Polymers Exhibiting Tensile Properties Beyond Polyethylene, Polypropylene.
In spite of many reports for synthesis of the bio-based aliphatic polyesters by ADMET polymerization of α,ω-diene monomers containing carbohydrate unit (such as M2, M6, M9, M10, M14, M15) using ruthenium catalysts [33,46,49,50,53,54,55], however, reports for synthesis of high molecular weight polymers (ca. Mn = >30,000 considered for better mechanical property as film, shown below) has been limited so far (Scheme 9) [50,54,55]. The catalyst decomposition can be highly considered, when the metathesis polymerizations (reactions) were conducted at high temperature (70–100 ºC) and the subsequent isomerization and/or undesired side reaction caused by the formed radicals were known [34,35,36,37,38,39]. The catalyst decomposition also causes a difficulty in separation of metal (present as the ruthenium metal, particles) from the resultant polymers, and this is often observed in metathesis polymerization chemistry especially using ruthenium catalysts. Moreover, the reported synthetic methods were conducted under direct vacuum and bulk conditions without solvent [50,54,55], the method would thus face a difficulty for stirring with high viscosity [50] and was applicable to process for synthesis of amorphous materials or semicrystalline materials with Tm values below 90 ºC. Therefore, development of the methods in the solution polymerization in the presence of appropriate solvent seems to be better in terms of better process control (by lowering viscosity of the reaction mixture under rather mild conditions to avoid the catalyst decomposition) and of wide monomer scope.
The ADMET polymerization is the condensation polymerization by-producing small molecules (ethylene) and the removal is quite effective for obtainment of high molar mass polymers under certain equilibrated conditions. Conducting the polymerization under continuous dynamic vacuum and bulk conditions [50,54,55] is thus effective for the purpose. Consideration of these points, ionic liquids (ILs) can be thus considered as the ideal solvents not only due to their no (or extremely low) vapor pressure, ability for providing the homogeneous conditions with their good miscibility with polymers, organic compounds, and with metal catalysts, but also due to their high stability ranging from -30 to >300 ºC [57,58,59,60,61,62,63,64]. Although olefin metathesis reactions in ILs have been known, however, the reported examples in the ADMET polymerization still have been limited [65,66,67,68,69,70].
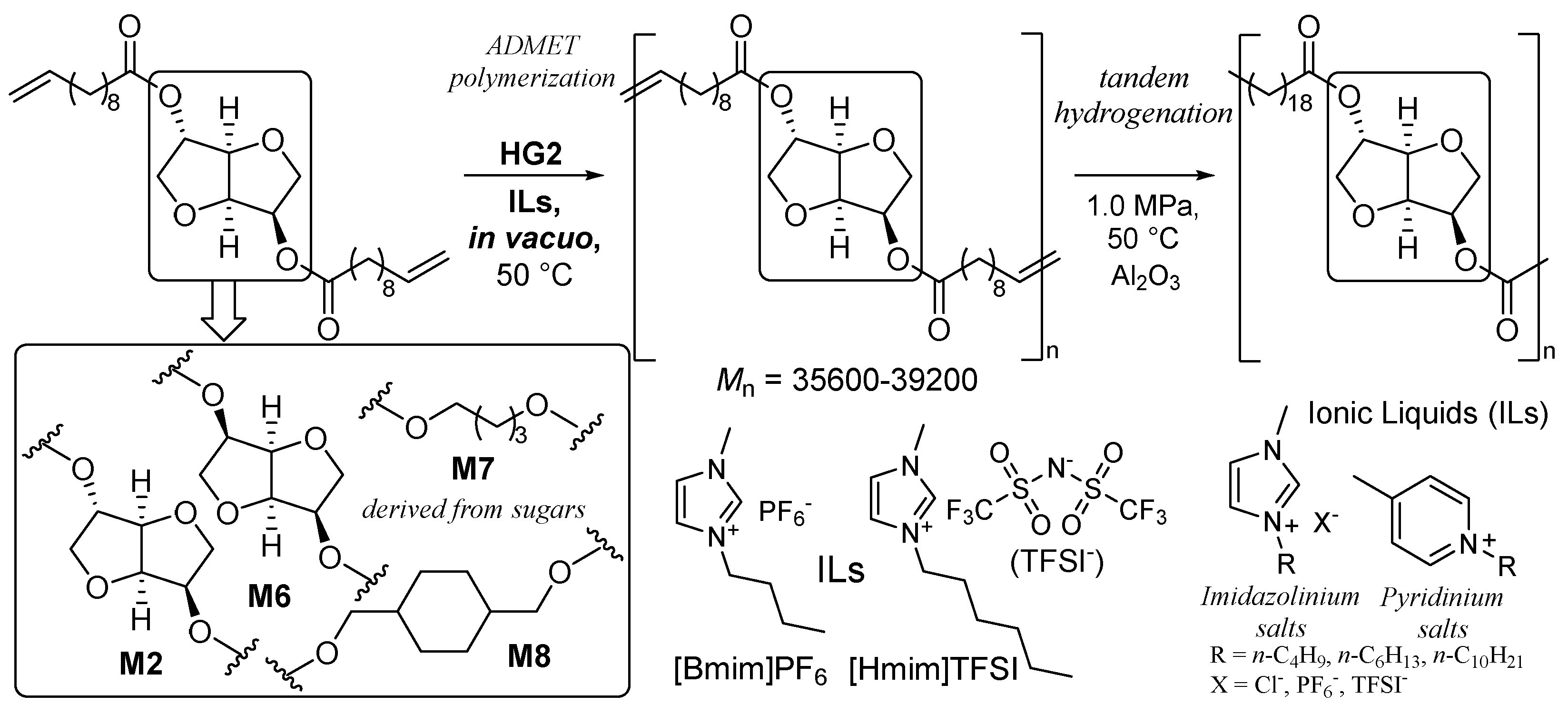
More recently, synthesis of high molecular weight polymers (PE2, Mn = 32,200‒39,200) was demonstrated in the polymerization of α,ω-diene monomer [M2, dianhydro-D-glucityl bis(undec-10-enoate)] using HG2 catalyst in ionic liquids (ILs) under continuous vacuum conditions at 50 ºC (Scheme 10) [71]. The Mn values were apparently higher than those reported previously (Mn = 5600‒14700) [33,46]. 1-n-Butyl-3-methyl imidazolium hexafluorophosphate, [Bmim]PF6, and 1-n-hexyl-3-methyl imidazolium bis(trifluoromethanesulfonyl)imide, [Hmim]TFSI, were found to be effective as solvent among a series of the imidazolium salts and the pyridinium salts. As summarized in Table 2, the method is also effective for syntheses of high molar mass polymers containing isomannide (PE6), 1,4-cyclohexanedimethanol (PE8), and 1,4-butanediol (PE7) units as the diol segment in place of isosorbide (PE2); the Mn values did not decrease even under the scale-up conditions (300 mg → 1.0 g scale) [71]. Tandem hydrogenation of the resultant unsaturated polymers (PE2) in [Bmim]PF6‒toluene biphasic system upon addition of Al2O3 (H2 1.0 MPa at 50 ºC) gave the corresponding saturated polymers (HPE2).
As described above, the polymerization of M2 conducted in ILs with continuous removal of ethylene by-produced afforded high molar mass polymers (Scheme 10) [71], whereas the polymerization conducted in toluene or CHCl3 (even under optimized conditions with careful removal of ethylene) afforded polymers of Mn values up to 15000 [46]. Development of the method without using (expensive) ILs could be favored from the practical point of view.
We demonstrated more recently that synthesis of higher molar mass polymers (Mn = 44000‒49400 g/mol) has been achieved by the polymerization in toluene by using the molybdenum-alkylidene catalyst, Mo(CHCMe2Ph)(2,6-Me2C6H3)[OC(CH3)(CF3)2] (Mo cat., Scheme 11) [31]. As summarized in the selected results in Table 3, the Mn values were affected by the M2/Mo molar ratios and amount of toluene employed. As observed in the conventional ADMET polymerization, the polymerization with low catalyst loading under high initial monomer conditions should be suited to this condensation polymerization; it seemed that the Mn value in PE2 increased with increasing the reaction scale [90.5 (43.5 mg) → 261 μmol (543 mg)] with increasing the initial monomer concentration (by varying the amount of toluene) [31]. The method is applicable to the other monomers (M6, M19). Olefinic double bonds in the resultant polymers were hydrogenated by using rhodium catalyst under mild conditions (1.0 MPa, 50 ºC), and no significant changes in the Mn values as well as the PDI values in the polymers after hydrogenation were observed.
It should be noted that both tensile strength (stress) and elongation at break (strain) in the prepared polymer films of HPE2 increased remarkably upon increasing the Mn value (Figure 3) [31]; a fairly good linear correlation was observed between the stress and the strain; the HPE2 sample with the highest Mn value (Mn = 48200) exhibited the tensile strength of 39.7 MPa along with the elongation at break of 436 %. The value is higher than not only PE-18,18, prepared from C18 dimethyl dicarboxylate and the corresponding diol by a condensation polymerization [9], but also poly(lactic acid) (PLA), poly(ethylene terephthalate) (PET), high density polyethylene (HDPE), low density polyethylene (LDPE), polypropylene (PP) [31,72]. The PE2 sample before hydrogenation showed higher strain (elongation at break) with less stress (tensile strength) compared to HPE2, and the isomannide-based HPE6 showed similar tensile property to the isosorbide-based HPE2 [31]. Importance of development of synthetic method for synthesis of high molar mass polymer by the ADMET polymerization has thus been demonstrated [31].
2.3. Chemical Recycling of Polyesters.
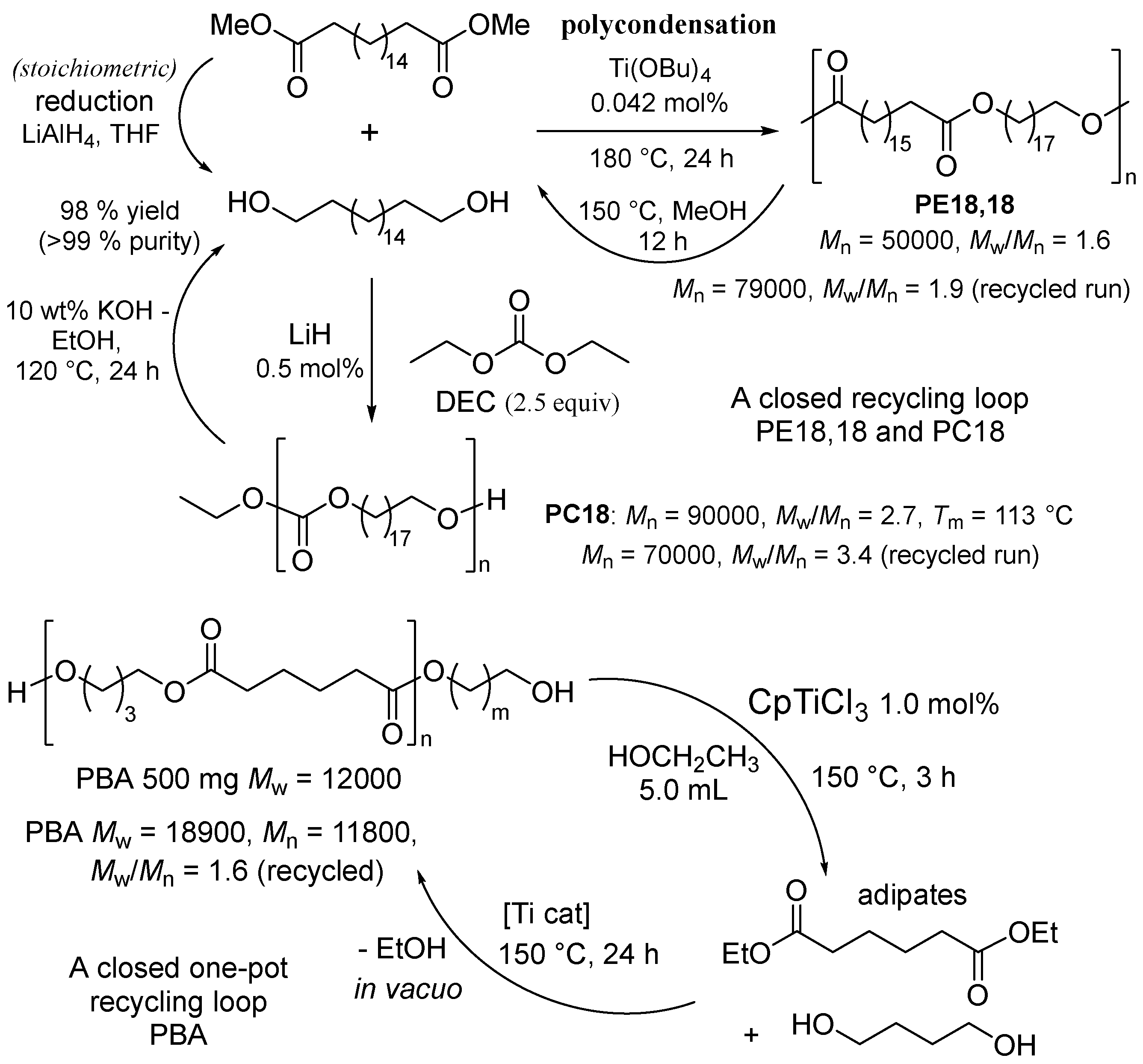
PE18,18, prepared by condensation polymerization of 1,18-octadeca dicarboxylic acid with 1,18-octadecanediol, was treated with MeOH (150 ºC, 12 h) to give a solid mixture consisting of dicarboxylic acid and diol after MeOH removal. The resultant solid was used for the subsequent condensation polymerization with Ti(OnBu)4 to yield recycled PE18,18 with high molecular weight (Mn = 79000, Mw/Mn = 1.9, Scheme 12) [9]. Moreover, treatment of polycarbonate (PC18, Mn = 90000, Mw/Mn = 2.7), prepared by condensation polymerization of 1,18-octadecane diol with diethyl carbonate (DEC) in the presence of LiH, with 10 wt% KOH ethanol solution (at 120 ºC, 24 h) gave 1,18-octadecanediol exclusively (yield 98 %, purity 99 % after recrystallization from MeOH). The subsequent polycondensation with DEC gave recycled PC18 without loss of the Mn value (Mn = 70000, Mw/Mn = 3.4), which exhibited similar properties as the fresh one [9]. These results indicate a possibility of closed loop chemical recycling.
More recently, exclusive acid-, base-free chemical conversions of polyesters [poly(ethylene adipate) (PEA), poly(butylene adipate) (PBA), poly(ethylene terephthalate) (PET), poly(butylene terephthalate) (PBT)] to the corresponding monomers (diethyl adipate, diethyl terephthalate, ethylene glycol, 1,4-butane diol) by transesterification with ethanol using Cp’TiCl3 (Cp’ = Cp, Cp*) catalyst were demonstrated [73,74]. The depolymerizations proceeded completed conversions (>99 %) of PET, PBT to afford diethyl terephthalate and ethylene glycol or 1,4-butanediol exclusively (selectivity >99 %, 150-170 ºC, Ti 1.0 or 2.0 mol%) [74]. The resultant reaction mixture after the depolymerization of PBA with ethanol by CpTiCl3 catalyst (1.0 mol%, 150 ºC, 3 h), consisting of diethyl adipate and 1,4-butanediol, was heated at 150 ºC in vacuo for 24 h to afford high molecular weight recycled PBA with unimodal molecular weight distribution (Mn = 11800, Mw/Mn = 1.6, Scheme 12), strongly demonstrating a possibility of one pot (acid-, base-free) closed loop chemical recycling [74]. The method can also be applicable to the bio-based aliphatic polyesters, reaction of HPE2 with ethanol by CpTiCl3 afforded the corresponding dicarboxylic acid and isosorbide exclusively [71].
3. Concluding Remarks
This review summarizes recent development for synthesis of bio-based LCAPEs by acyclic diene metathesis (ADMET) polymerization of α,ω-dienes, derived from plant oils and bio-based chemicals (carbohydrate and the derivatives etc.) in the presence of ruthenium-carbene catalysts (G1, G2, HG2, Scheme 2). Development of subsequent (one-pot) tandem hydrogenation afforded saturated polyesters under mild conditions. Reported examples for synthesis of high molecular weight polymers still have been limited; the polymerizations under bulk (without solvent, 80-90 ºC) or in ionic liquids (50 ºC) under vacuum conditions enabled synthesis of high molar mass polymers (Mn >30,000), that exhibit better mechanical properties as film. However, the high temperature polymerization (at 70-100 ºC) caused possibility of catalyst decompositions. The polymerization by using molybdenum-alkylidene catalyst afforded the highest molecular weight polyesters (44000‒49400 g/mol) even in toluene at 25 ºC). Hydrogenated polyester films, prepared by polymerization of bis(10-undecenoate) with isosorbide and the subsequent hydrogenation, exhibited promising tensile properties (strength and elongation at break) beyond polyethylene, polypropylene. Significant effect of molecular weight toward the tensile properties were demonstrated, clearly indicating an importance of synthesis of high molar mass polymers for the better materials properties. Reported procedure for closed loop chemical recycling of polyesters by the depolymerizations and the re-polymerization were also introduced. The depolymerization of poly(butylene adipate) (PBA) with ethanol using CpTiCl3 catalyst afforded diethyl adipate and 1,4-butandiol exclusively, and the subsequent polycondensation gave PBA without loss of the Mn value. Catalyst developments (more active, under mild conditions) play a key role for the efficient synthesis.
Author Contributions
Conceptualization, project administration, funding acquisition, K.N.; writing—original draft preparation, X.W. and K.N.; writing—review and editing, K.N. All authors have read and agreed to the published version of the manuscript.
Funding
This project was partly supported by JST-CREST (Grant Number JPMJCR21L5), JST SICORP (Grant Number JPMJSC19E2), Japan, and Tokyo Metropolitan Government Advanced Research (Grant Number R2-1). KN and HH express their thanks to Prof. Hiroki Takeshita (The University of Shiga Prefecture) for fruitful discussion. XW thanks to the Tokyo Metropolitan government (Tokyo Human Resources Fund for City Diplomacy) for pre-doctoral fellowship.
Acknowledgments
K.N. would like to express his heartfelt thanks to the laboratory members who contributed as coauthors in the cited references for their wonderful contributions.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Selected reviews, book chapters, see references 1–11: Gandini, A., Polymers from renewable resources: A Challenge for the future of macromolecular materials. Macromolecules 2008, 41, 9491–9504. [CrossRef]
- Meier, M. A. R.; Metzger, J. O.; Schubert, U. S. Plant oil renewable resources as green alternatives in polymer science. Chem. Soc. Rev. 2007, 36, 1788–1802. [Google Scholar] [CrossRef]
- Xia, Y.; Larock, R. C. Vegetable oil-based polymeric materials: Synthesis, properties, and applications. Green Chem. 2010, 12, 1893–1909. [Google Scholar] [CrossRef]
- Biermann, U.; Bornscheuer, U.; Meier, M. A. R.; Metzger, J. O.; Schäfer, H. J. Oils and fats as renewable raw materials in chemistry. Angew. Chem. Int. Ed. 2011, 50, 3854–3871. [Google Scholar] [CrossRef]
- Hillmyer, M. A.; Tolman, W. B. Aliphatic polyester block polymers: Renewable, degradable, and sustainable. Acc. Chem. Res. 2014, 47, 2390–2396. [Google Scholar] [CrossRef]
- Stempfle, F.; Ortmann, P.; Mecking, S. Long-chain aliphatic polymers to bridge the gap between semicrystalline polyolefins and traditional polycondensates. Chem. Rev. 2016, 116, 4597–4641. [Google Scholar] [CrossRef]
- Monomers and polymers from chemically modified plant oils and their fatty acids. In Polymers from Plant Oils, 2nd Ed.; Gandini, A.; Lacerda, T. M. Eds.; John Wiley & Sons, Inc., Hoboken, NJ, USA and Scrivener Publishing LLC, Beverly, MA, USA, 2019, pp.33-82.
- Nomura, K.; Awang, N. W. B. Synthesis of bio-based aliphatic polyesters from plant oils by efficient molecular catalysis: A selected survey from recent reports. ACS Sustainable Chem. Eng. 2021, 9, 5486–5505. [Google Scholar] [CrossRef]
- Häußler, M.; Eck, M.; Rothauer, D.; Mecking, S. Closed-loop recycling of polyethylene-like materials. Nature 2021, 590, 423–427. [Google Scholar] [CrossRef] [PubMed]
- Biermann, U.; Bornscheuer, U. T.; Feussner, I.; Meier, M. A. R.; Metzger, J. O. Fatty acids and their derivatives as renewable platform molecules for the chemical industry. Angew. Chem. Int. Ed. 2021, 60, 20144–20165. [Google Scholar] [CrossRef] [PubMed]
- Worch, J. C.; Dove, A. P. 100th Anniversary of macromolecular science viewpoint: Toward catalytic chemical recycling of waste (and future) plastics. ACS Macro Lett. 2020, 9, 1494–1506. [Google Scholar] [CrossRef] [PubMed]
- Ishioka, R.; Kitakuni, E.; Ichikawa, Y. Aliphatic polyesters: “Bionolle”. In Biopolymers; Steinbüchel, A., Doi, Y., Eds.; Wiley-VCH: Weinheim, Germany, 2002; Vol. 4, pp. 275–297. [Google Scholar]
- Korshak, W. V.; Vinogradova, S. V. Polyesters of 1,20-eicosanediol. Bull. Acad. Sci. USSR, Div. Chem. Sci. 1953, 2, 995–998. [Google Scholar] [CrossRef]
- Bunn, C. W. The melting points of chain polymers. J. Polym. Sci. 1955, 16, 323–343. [Google Scholar] [CrossRef]
- Gallagher, J. J.; Hillmyer, M. A.; Reineke, T. M. Isosorbide-based polymethacrylates. ACS Sustainable Chem. Eng. 2015, 3, 662–667. [Google Scholar] [CrossRef]
- Wang, J.; Mahmud, S.; Zhang, X.; Zhu, J.; Shen, Z.; Liu, X. Bio-based amorphous polyesters with high Tg: Trade-off between rigid and flexible cyclic diols. ACS Sustainable Chem. Eng. 2019, 7, 6401–6411. [Google Scholar] [CrossRef]
- Rogers, M. E.; Long, T. E. Synthetic methods in step-growth polymers; Wiley-Interscience: Hoboken, NJ, 2003. [Google Scholar]
- Le Fevere de Ten Hove, C.; Penelle, J.; Ivanov, D. A.; Jonas, A. M. Encoding crystal microstructure and chain folding in the chemical structure of synthetic polymers. Nat. Mater. 2004, 3, 33–37. [Google Scholar] [CrossRef]
- Menges, M. G.; Penelle, J.; Le Fevere de Ten Hove, C.; Jonas, A. M.; Schmidt-Rohr, K. Characterization of long-chain aliphatic polyesters: Crystalline and supramolecular structure of PE22,4 elucidated by X-ray scattering and nuclear magnetic resonance. Macromolecules 2007, 40, 8714–8725. [Google Scholar] [CrossRef]
- Roesle, P.; Stempfle, F.; Hess, S. K.; Zimmerer, J.; Río Bartulos, C.; Lepetit, B.; Eckert, A.; Kroth, P. G.; Mecking, S. Synthetic polyester from Algae oil. Angew. Chem. Int. Ed. 2014, 53, 6800–6804. [Google Scholar] [CrossRef] [PubMed]
- Atallah, P.; Wagener, K. B.; Schulz, M. D. ADMET: The future revealed. Macromolecules 2013, 46, 4735–4741. [Google Scholar] [CrossRef]
- Pribyl, J.; Wagener, K. B.; Rojas, G. ADMET polymers: synthesis, structure elucidation, and function. Mater. Chem. Front. 2021, 5, 14–43. [Google Scholar] [CrossRef]
- Chen, Y.; Abdellatif, M. M.; Nomura, K. Olefin metathesis polymerization: Some recent developments in the precise polymerizations for synthesis of advanced materials (by ROMP, ADMET). Tetrahedron 2018, 74, 619–692. [Google Scholar] [CrossRef]
- Trnka, T. M.; Grubbs, R. H. The development of L2X2Ru=CHR olefin metathesis catalysts: An organometallic success story. Acc. Chem. Res. 2001, 34, 18–29. [Google Scholar] [CrossRef]
- Samojzowicz, C.; Bieniek, M.; Grela, K. Ruthenium-based olefin metathesis catalysts bearing N-heterocyclic carbene ligands. Chem. Rev. 2009, 109, 3708–3742. [Google Scholar] [CrossRef] [PubMed]
- Grubbs, R. H.; Wenzel, A. G.; O’Leary, D. J.; Khosravi, E. Eds. Handbook of Metathesis 2nd Ed.; Wiley-VCH: Weinheim, Germany, 2015.
- Vougioukalakis, G.; Grubbs, R. H. Ruthenium-based heterocyclic carbene-coordinated olefin metathesis catalysts. Chem. Rev. 2010, 110, 1746–1787. [Google Scholar] [CrossRef]
- Oskam, H. J.; Fox, H. H.; Yap, B. K.; McConville, H. D.; O`Dell, R.; Lichtenstein, J. B.; Schrock, R. R. Ligand variation in alkylidene complexes of the type Mo(CHR)(NR’)(OR”)2. J. Organomet. Chem. 1993, 459, 185–198. [Google Scholar] [CrossRef]
- Schrock, R. R.; Hoveyda, A. H. Molybdenum and tungsten imido alkylidene complexes as efficient olefin-metathesis catalysts. Angew. Chem. Int. Ed. 2003, 42, 4592–4633. [Google Scholar] [CrossRef] [PubMed]
- For example, Miyashita, T.; Kunisawa, M.; Sueki, S.; Nomura, K. Synthesis of poly(arylene vinylene)s containing different end groups by combined acyclic diene metathesis polymerization with Wittig-type coupling. Angew. Chem. Int. Ed. 2017, 56, 5288-5293. [CrossRef]
- Kojima, K.; Wang, X.; Go, L.; Makino, R.; Matsumoto, Y.; Shimoyama, D.; Abdellatif, M. M.; Kadota, J.; Hirano, H.; Nomura, K. , Synthesis of high molecular weight bio-based aliphatic polyesters exhibiting tensile properties beyond polyethylene. ACS Macro Lett. 2023, 12, 1403–1408. [Google Scholar] [CrossRef] [PubMed]
- Rybak, A.; Meier, M. A. R. Acyclic diene metathesis with a monomer from renewable resources: Control of molecular weight and one-step preparation of block copolymers. ChemSusChem 2008, 1, 542–547. [Google Scholar] [CrossRef]
- Fokou, P. A.; Meier, M. A. R. Use of a renewable and degradable monomer to study the temperature-dependent olefin isomerization during ADMET polymerizations. J. Am. Chem. Soc. 2009, 131, 1664–1665. [Google Scholar] [CrossRef]
- Ulman, M.; Grubbs, R. H. Ruthenium carbene-based olefin metathesis initiators: Catalyst decomposition and longevity. J. Org. Chem. 1999, 64, 7202–7207. [Google Scholar] [CrossRef]
- Lehman, S. E.; Wagener, K. B. Comparison of the kinetics of acyclic diene metathesis promoted by Grubbs ruthenium olefin metathesis catalysts. Macromolecules 2001, 35, 48–53. [Google Scholar] [CrossRef]
- Schmidt, B. Catalysis at the interface of ruthenium carbene and ruthenium hydride chemistry: Organometallic aspects and applications to organic synthesis. Eur. J. Org. Chem. 2004, 1865–1880. [Google Scholar] [CrossRef]
- Hong, S. H.; Wenzel, A. G.; Salguero, T. T.; Day, M. W.; Grubbs, R. H. Decomposition of ruthenium olefin metathesis catalysts. J. Am. Chem. Soc. 2007, 129, 7961–7968. [Google Scholar] [CrossRef]
- Higman, C. S.; Lanterna, A. E.; Marin, M. L.; Scaiano, J. C.; Fogg, D. E. Catalyst decomposition during olefin metathesis yields isomerization-active ruthenium nanoparticles. ChemCatChem 2016, 8, 2446–2449. [Google Scholar] [CrossRef]
- Jawiczuk, M.; Marczyk, A.; Trzaskowski, B. Decomposition of ruthenium olefin metathesis catalyst. Catalysts 2020, 10, 887. [Google Scholar] [CrossRef]
- Fokou, P. A. : Meier, M. A. R. Studying and suppressing olefin isomerization side reactions during ADMET polymerizations. Macromol. Rapid Commun. 2010, 31, 368–373. [Google Scholar] [CrossRef] [PubMed]
- Trzaskowski, J.; Quinzler, D.; Bährle, C.; Mecking, S. Aliphatic long-chain C20 polyesters from olefin metathesis. Macromol. Rapid Commun. 2011, 32, 1352–1356. [Google Scholar] [CrossRef] [PubMed]
- Stempfle, F.; Ortmann, P.; Mecking, S. Which polyesters can mimic polyethylene? Macromol. Rapid Commun. 2013, 34, 47–50. [Google Scholar] [CrossRef] [PubMed]
- Vilela, C.; Silvestre, A. J. D.; Meier, M. A. R. Plant oil-based long-chain C26 monomers and their polymers. Macromol. Chem. Phys. 2012, 213, 2220–2227. [Google Scholar] [CrossRef]
- Stempfle, F.; Quinzler, D.; Heckler, I.; Mecking, S. Long-chain linear C19 and C23 monomers and polycondensates from unsaturated fatty acid esters. Macromolecules 2011, 44, 4159–4166. [Google Scholar] [CrossRef]
- Roumanet, P.-J.; Jarroux, N.; Goujard, L.; Le Petit, J.; Raoul, Y.; Bennevault, V.; Guégan, P. Synthesis of linear polyesters from monomers based on 1,18-(Z)-octadec-9-enedioic acid and their biodegradability. ACS Sustainable Chem. Eng. 2020, 8, 16853–16860. [Google Scholar] [CrossRef]
- Nomura, K.; Chaijaroen, P.; Abdellatif, M. M. Synthesis of bio-based long-chain polyesters by acyclic diene metathesis polymerization and tandem hydrogenation and depolymerization with ethylene. ACS Omega 2020, 5, 18301–18312. [Google Scholar] [CrossRef]
- Ortmann, P.; Mecking, S. Long-spaced aliphatic polyesters. Macromolecules 2013, 46, 7213–7218. [Google Scholar] [CrossRef]
- Kojima, M.; Abdellatif, M. M.; Nomura, K. Synthesis of semi-crystalline long chain aliphatic polyesters by ADMET copolymerization of dianhydro-D-glucityl bis(undec-10-enoate) with 1,9-decadiene and tandem hydrogenation. Catalysts 2021, 11, 1098–1106. [Google Scholar] [CrossRef]
- Piccini, M.; Leak, D. J.; Chuck, C. J.; Buchard, A. Polym. Chem. 2020, 11, 2681-2691. [CrossRef]
- Piccini, M.; Lightfoot, J.; Castro, D. B.; Buchard, A. Xylose-Based Polyethers and Polyesters Via ADMET Polymerizationtoward Polyethylene-Like Materials. ACS Appl. Polym. Mater. 2021, 3, 5870–5881. [Google Scholar] [CrossRef]
- Llevot, A.; Grau, E.; Carlotti, S.; Greliera, S.; Cramail, H. ADMET polymerization of bio-based biphenyl compounds. Polym. Chem. 2015, 6, 7693–7700. [Google Scholar] [CrossRef]
- Le, D.; Samart, C.; Kongparakul, S.; Nomura, K. Synthesis of new polyesters by acyclic diene metathesis polymerization of bio-based α,ω-dienes prepared from eugenol and castor oil (undecenoate). RSC Adv. 2019, 9, 10245–10252. [Google Scholar] [CrossRef] [PubMed]
- Hibert, G.; Grau, E.; Pintori, D.; Lecommandoux, S.; Cramail, H. ADMET polymerization of α,ω-unsaturated glycolipids: synthesis and physico-chemical properties of the resulting polymers. Polym. Chem. 2017, 8, 3731–3739. [Google Scholar] [CrossRef]
- Shearouse, W. C.; Lillie, L. M.; Reineke, T. M.; Tolman, W. B. Sustainable Polyesters Derived from Glucose and Castor Oil: BuildingBlock Structure Impacts Properties. ACS Macro Lett. 2015, 4, 284–288. [Google Scholar] [CrossRef] [PubMed]
- Lillie, L. M. W.; Tolman, B. T.; Reineke, M. Structure/property relationships in copolymers comprising renewable isosorbide, glucarodilactone, and 2,5-bis(hydroxymethyl)-furan subunits. Polym. Chem. 2017, 8, 3746–3754. [Google Scholar] [CrossRef]
- Lebarbé, T.; Neqal, M.; Grau, E.; Alfos, C.; Cramail, H. Branched polyethylene mimicry by metathesis copolymerization of fatty acid-based α,ω-dienes. Green Chem. 2014, 16, 1755–1758. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, J.; Lu, X.; Zhou, Q. Structures and Interactions of Ionic Liquids, Springer Berlin, Heidelberg, Germany. 2014. [Google Scholar] [CrossRef]
- Zhang, S.; Lu, X.; Zhou, Q.; Li, X.; Zhang, X.; Li, S. Ionic Liquids. Physicochemical Properties; Elsevier B.V.: Amsterdam, The Netherlands, 2009. [Google Scholar] [CrossRef]
- Dong, K.; Liu, X.; Dong, H.; Zhang, X.; Zhang, S. Multiscale studies on ionic liquids. Chem. Rev. 2017, 117, 6636–6695. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; He, H.; Wang, C.; Lu, Y.; Dong, K.; Huo, F.; Zhang, S. Insights into ionic liquids: From Z-bonds to quasi-liquids. JACS Au 2022, 2, 543–561. [Google Scholar] [CrossRef] [PubMed]
- Yang, J.; Lu, X.; Zhou, Q.; Xu, J.; Xin, J.; Zhang, S. Efficient biomass pretreatment process based on the simple reuse of a low-viscosity ionic-liquid solvent system. ACS Sustainable Chem. Eng. 2022, 10, 12738–12750. [Google Scholar] [CrossRef]
- Wang, X.; Zeng, J.; Lu, X.; Xin, J.; Zhang, S. High aluminum content beta zeolite as an active Lewis acid catalyst for γ-valerolactone decarboxylation. Ind. Eng. Chem. Res. 2019, 58, 11841–11848. [Google Scholar] [CrossRef]
- Amesho, K. T. T.; Lin, Y.-C.; Mohan, S. V.; Halder, S.; Ponnusamy, V. K.; Jhang, S.-R. Deep eutectic solvents in the transformation of biomass into biofuels and fine chemicals: a review. Environ. Chem. Lett. 2022. web released. [Google Scholar] [CrossRef]
- Yang, Y.; Yang, S.; Yao, X.; Kang, Y.; Xin, J.; Ibrahim, T.; Xu, J.; Lu, X. A Renewable co-solvent promoting the selective removal of lignin by increasing the total number of hydrogen bonds. Green Chem. 2020, 22, 6393–403. [Google Scholar] [CrossRef]
- Simocko, C.; Yang, Y.; Swager, T. M.; Wagener, K. B. Metathesis step-growth polymerizations in ionic liquid. ACS Macro Letters. 2013, 2, 1061–1064. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, D.; Autenrieth, B.; Buchmeiser, M. R. First acyclic diene metathesis polymerization under biphasic conditions using a dicationic ruthenium alkylidene: access to high-molecular-weight polymers with very low ruthenium contamination. Macromol Rapid Commun. 2015, 36, 190–194. [Google Scholar] [CrossRef]
- Ponkratov, D. O.; Shaplov, A. S.; Vygodskii, Y. S. Metathesis polymerization in ionic media. Polym. Sci., Ser. C. 2019, 61, 2–16. [Google Scholar] [CrossRef]
- Selected reports for ADMET polymerization in high boiling point solvent, refs. 63-65: Weychardt, H.; Plenio, H. Acyclic diene metathesis polymerization of divinylarenes and divinylferrocenes with Grubbs-type olefin metathesis catalysts. Organometallics 2008, 27, 1479-1485. [CrossRef]
- Sydlik, S. A.; Delgado, P. A.; Inomata, S.; VanVeller, B.; Yang, Y.; Swager, T. M.; Wagener, K. B. Triptycene-containing polyetherolefins via acyclic diene metathesis polymerization. J. Polym. Sci., Part A: Polym. Chem. 2013, 51, 1695–1706. [Google Scholar] [CrossRef]
- Lucero, J. M.; Romero, Z.; Moreno, A.; Huber, D. L.; Simocko, C. ADMET polymerization in affordable, commercially available, high boiling solvents. SN Applied Sciences 2020, 2, 1–8. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, W.; Nomura, K. Synthesis of high molecular weight bio-based aliphatic polyesters by acyclic diene metathesis polymerization in ionic liquids. ACS Omega 2023, 8, 7222–7233. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Chin, A. L.; Zhou, J.; Wang, H.; Tong, R. Resilient poly(α-hydroxy acids) with improved strength and ductility via scalable stereosequence-controlled polymerization. J. Am. Chem. Soc. 2021, 143, 16813–16823. [Google Scholar] [CrossRef] [PubMed]
- Nomura, K.; Aoki, T.; Ohki, Y.; Kikkawa, S.; Yamazoe, S. Transesterification of methyl-10-undecenoate and poly(ethylene adipate) catalyzed by (cyclopentadienyl)titanium trichlorides as model chemical conversions of plant oils and acid-, base-free chemical recycling of aliphatic polyesters. ACS Sustainable Chem. Eng. 2022, 10, 12504–12509. [Google Scholar] [CrossRef]
- Ohki, Y.; Ogiwara, Y.; Nomura, K. Depolymerization of polyesters by transesterification with ethanol using (cyclopentadienyl)titanium trichlorides. Catalysts 2023, 13, 421. [Google Scholar] [CrossRef]
Scheme 1.
Synthesis of bio-based polyesters from plant oil (triglycerides).
Scheme 2.
Ruthenium-carbene and molybdenum-alkylidene catalysts for synthesis of aliphatic polyesters by ADMET polymerization.
Scheme 2.
Ruthenium-carbene and molybdenum-alkylidene catalysts for synthesis of aliphatic polyesters by ADMET polymerization.
Scheme 5.
One-pot synthesis of bio-based polyesters by Ru-catalyzed ADMET polymerization and hydrogenation [46].
Scheme 5.
One-pot synthesis of bio-based polyesters by Ru-catalyzed ADMET polymerization and hydrogenation [46].
Scheme 9.
Selected reports for synthesis of high molecular weight aliphatic polyesters by acyclic diene metathesis (ADMET) polymerization of α,ω-diene monomers containing carbohydrate units [50,54,55].
Scheme 10.
Synthesis of high molecular weight bio-based polyesters by ADMET polymerization in ionic liquids (ILs) and tandem hydrogenation, and depolymerization by olefin metathesis, transesterification [71].
Scheme 10.
Synthesis of high molecular weight bio-based polyesters by ADMET polymerization in ionic liquids (ILs) and tandem hydrogenation, and depolymerization by olefin metathesis, transesterification [71].
Scheme 11.
Synthesis of high molecular mass polyesters by ADMET polymerization using molybdenum catalyst [31].
Scheme 11.
Synthesis of high molecular mass polyesters by ADMET polymerization using molybdenum catalyst [31].
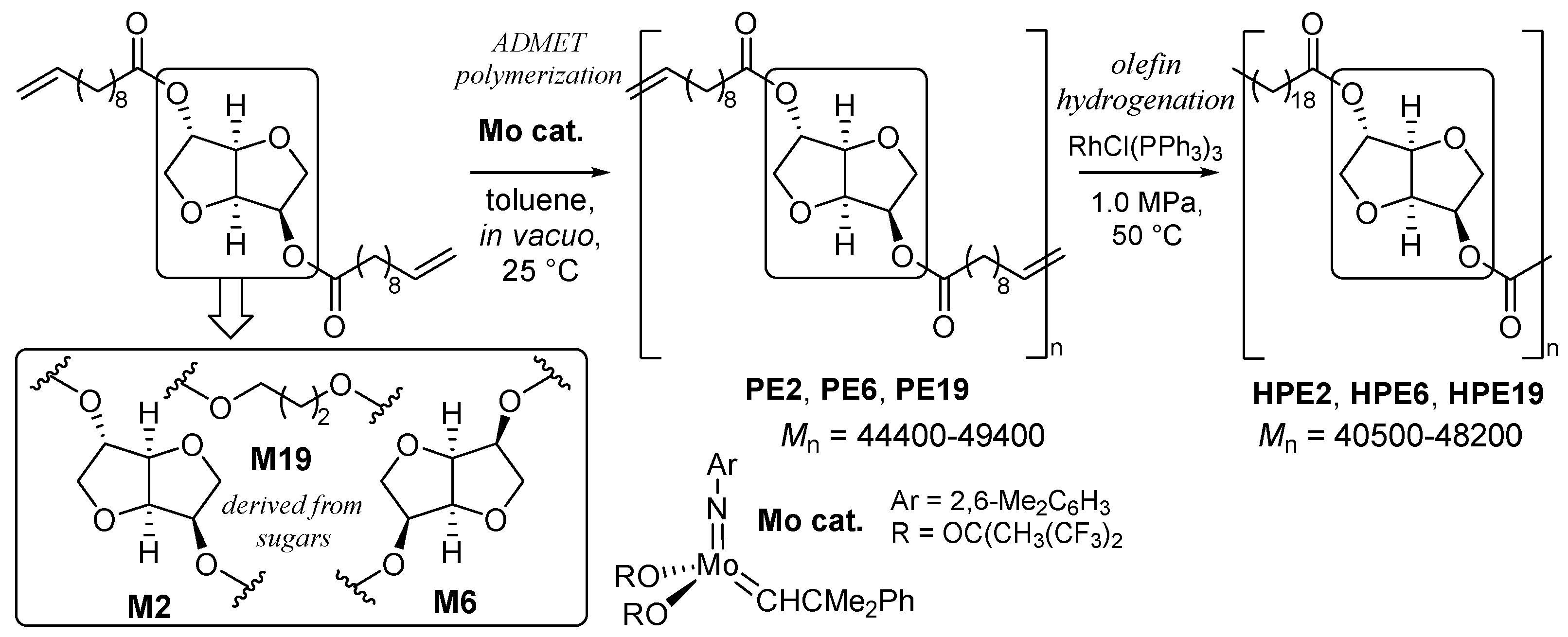
Figure 3.
Plots of tensile (fracture) strengths and strains (elongation at breaks) of HPE2 with different Mn values. The plots of PE18.18 (polyester-18.18) [9], commercially available polyethylene terephthalate (PET), poly(lactic acid) (PLA), high-density polyethylene (HDPE), low-density polyethylene (LDPE), polypropylene (PP) [31].
Figure 3.
Plots of tensile (fracture) strengths and strains (elongation at breaks) of HPE2 with different Mn values. The plots of PE18.18 (polyester-18.18) [9], commercially available polyethylene terephthalate (PET), poly(lactic acid) (PLA), high-density polyethylene (HDPE), low-density polyethylene (LDPE), polypropylene (PP) [31].
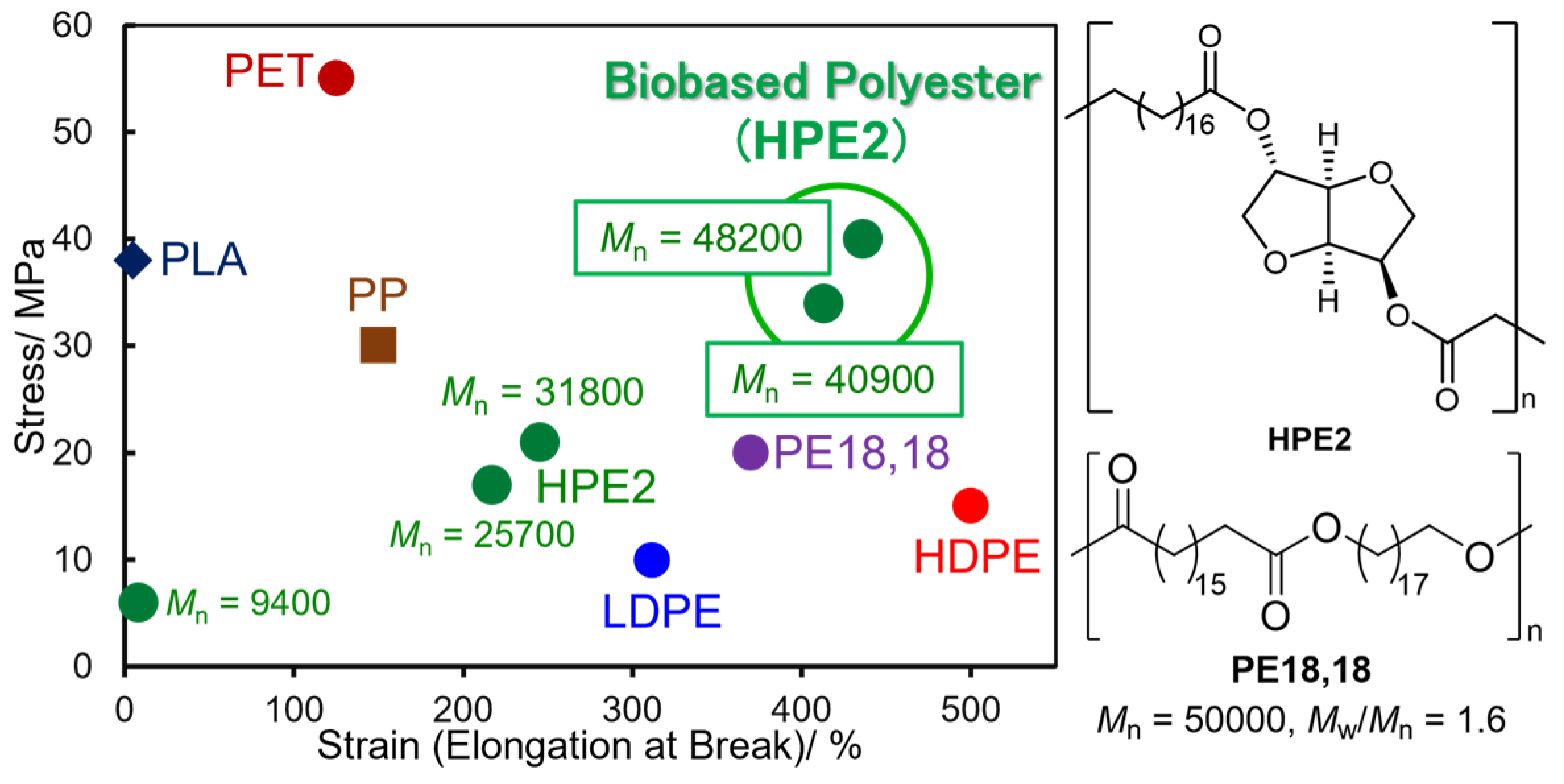

Table 1.
Synthesis of PE2 by ADMET polymerization using ruthenium catalysts [33].1.
Table 1.
Synthesis of PE2 by ADMET polymerization using ruthenium catalysts [33].1.
| Ru cat. | temp. / °C |
nitrogen purge 2 | Mn3 | Mw/Mn3 | isomerization 4 / % |
| G2 | 60 | no | 5600 | 1.65 | 48 |
| G1 | 70 | no | 4400 | 1.57 | 3 |
| G2 | 70 | no | 6000 | 1.71 | 49 |
| G1 | 80 | no | 4750 | 1.56 | 4 |
| G2 | 80 | no | 6100 | 1.61 | 69 |
| G1 | 80 | yes | 6600 | 1.77 | 3 |
| G2 | 80 | yes | 8400 | 1.75 | 76 |
| G1 | 90 | no | 5450 | 1.69 | 3 |
| G2 | 90 | no | 6200 | 1.65 | 66 |
| G1 | 100 | no | 5000 | 1.61 | 42 5 |
1 Conditions: Ru cat 1.0 mol%, 5 h. 2 N2 purge during polymerization. 3 GPC in THF vs polystyrene stds. 4 Isomerized diesters (%) estimated with GC-MS after transesterification. 5 Unidentified side-products.
Table 2.
ADMET polymerization of M2, M6‒M8 by HG2 in [Hmim]TFSI.1.
| monomer | yield 2/ % | Mn3 | Mw/Mn3 |
| M2 | 93 | 39,200 | 1.95 |
| M24 | 86 | 37,500 | 1.91 |
| M6 | 92 | 26,000 | 1.95 |
| M7 | 89 | 33,400 | 2.30 |
| M7 4 | 87 | 34,900 | 1.82 |
| M8 | 94 | 38,800 | 3.38 |
1 Conditions: Monomer 300 mg in IL 0.14 mL [initial conc. 4.48 M (M2), 4.48 M (M6), 5.07 M (M7), 4.69 M (M8)], HG2 1.0 mol%, 50 ℃ in vacuo. 2 Isolated yield. 3 GPC data in THF versus polystyrene standards. 4 Reaction scale: monomer 1.0 g in [Hmim]TFSI 0.30 mL [initial concentration: 6.97 M (M2), 7.80 M (M7)].
Table 3.
ADMET polymerization of M2, M6, and M19 by molybdenum catalyst (25 ºC, 6 h) [31]. 1.
Table 3.
ADMET polymerization of M2, M6, and M19 by molybdenum catalyst (25 ºC, 6 h) [31]. 1.
| monomer (μmol) | cat./ mol% | yield 2/ % | Mn3 / g·mol-1 | Mw/Mn3 |
| M2 (90.5) | 5.0 | 99 | 16000 | 1.79 |
| M2 (90.5) | 2.5 | 90 | 25100 | 1.43 |
| M2 (90.5) | 1.0 | 88 | 34400 | 1.49 |
| M2 (272) | 1.0 | 88 | 46100 | 2.08 |
| M2 (272) | 1.0 | 91 | 46100 | 1.84 |
| M6 (272) | 1.0 | 87 | 34800 | 1.87 |
| M19 (272) | 1.0 | 99 | 67200 | 2.27 |
| M2 (272) | 0.5 | 90 | 48700 | 2.04 |
| M2 (543) 4 | 0.5 | 91 | 49400 | 2.47 |
1 Conditions: Mo(CHCMe2Ph)(N-2,6-Me2C6H3)[OC(CH3)(CF3)2]2 (Mo), toluene 0.72 mL, quenched by C6H5CHO or 4-Me3SiOC6H3CHO (for termination through Wittig-type cleavage). 2 Isolated yield (as MeOH insoluble fraction). 3 GPC data in THF (at 40 ºC) vs polystyrene standards. 4 Toluene 1.0 mL.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



