
Submitted:
09 January 2024
Posted:
11 January 2024
You are already at the latest version
Abstract
The circular supply chain was applied to many industries in the past studies, whereas the rubber recycling industry has not been explored in detail yet. Therefore, this study indentified the key factors of the circular supply chain used in remanufactured products, thereby perfecting its framework. This study put forward 5 aspects and 19 criteria for reference, so that companies in the rubber recycling industry are able to clearly know the direction of implementation when con-structing the circular supply chain for remanufactured products. This study integrated expert opinions with the fuzzy Delphi method and the fuzzy decision making trial and evaluation laboratory proposed key factors, and performed the ranking of importance. The results have displayed that key aspects include the circular business model (A3), increasing the value of resources in the supply chain (A4), and risk management of the circular supply chain (A2). The factors that the rubber recycling industry needs to pay attention to are: optimizing the production process (C2), sharing data in the product lifecycle (C4), effectively tracking and recycling products (C5), redesigning remanufactured products (C13), enhancing resource efficiency (C16), and identifying waste composition and separating materials (C14) . Based on the abovementioned, we had a discussion in this study.
Keywords:
circular economy supply chain
; fuzzy Delphi method
; Fuzzy DEMATEL
; rubber recycling industry
1. Introduction
Rubber represents a type of material that significantly influences our environment, society, and economy, and it is indispensable in today’s life [47]. In the statistics, the United States population accounted for 4% of the world's population, while its generated waste occupied 12% of the world, about 230 million tons. However, the waste recycling rate of the United States still fell behind compared with other countries in the world. Rubber-related waste accounts for 15% of total waste [12]. However, there are no United States manufacturers that want to take over these wastes, and these still valuable plastic-rubber compounds were sent directly to landfills or incinerators [27]. According to statistics, the global demand for tires in 2022 was as high as 3.2 billion. As the demand increased, the number of waste tires also rose. But among these waste tires, only 15-20% of waste tires were reused while the rest were not properly recycled [42]. It could be learned from the data that lots of waste was not treated well. Gumede et al. (2022) pointed out that the accumulation rate of rubber waste far exceeds the recycling rate, and the proportion of waste that can be recycled is too small. Despite the huge potential in the recycling and reuse of these rubber products, manufacturers may be deterred by the high technical threshold. In past studies, numerous scholars have established different recycling methods. Nonetheless, the demand for recycling rubber products continues to increase, which has repeatedly urged manufacturers to adopt more circular and less toxic methods to solve the problem.
The Circular Economy (CE) can make products, materials, and resources more valuable and minimize waste generation. Not only can promote innovation, eliminate waste, and improve resource efficiency but also balances sustainability and the economy [31]. In the CE model, resources can be reused, repaired, restored, and recycled, so that waste can create value multiple times, and then it can be used rationally and effectively [4]. From a broader perspective, the CE manages waste in the supply chain, which allows waste to continuously keep its usable form in the product lifecycle [21]. Buadit et al. (2023) also stated that rubber waste can be used as the material for other production forms, thereby encouraging the promotion the CE and urging the remanufactured products supply chain to step towards sustainability [7]. Both Hu et al. (2021) and Vegter et al. (2023) indicated that the supply chain management can be overlapped using the CE to dispose and recycle scrap products and increase their recycling value. There is a great diversity of waste rubber remanufactured products. If waste rubber products are regarded as cheap raw materials for other innovative products, then it is feasible to use the waste rubber as a material for remanufactured products in the supply chain to realize the CE [11].
Araujo-Morera et al. (2021) reconsidered the current industrial production system based on the CE and focused on scrapped tire rubber, proposing redesign, using renewable resources, reducing material use, and remanufacturing tire retreading, all of which can allow the CE to operate better in the tire rubber. But since it is a successful application of the project type, if want to look at it from a broader perspective, need to expand its advantages so that it can be used more appropriately. Hu et al. (2021) developed an incorporated supply chain management system used for waste tires. They considered the waste tire lifecycle, divided the supply chain into three stages, and identified thirteen obstacles from them. However, their research focused only on waste tires. Therefore, this study expands its scope and takes the entire rubber recycling industry into account. Based on the CE, Araujo-Morera et al. (2021) based on CE, expanded the new concept of tire rubber materials scrapping, and explained each hierarchical structure strategy's advantages and disadvantages, but did not further analyze the advantages and disadvantages sort by importance.
To understand the key factors for the CE implementation and remanufactured products supply chain in the rubber recycling industry, this study uses the fuzzy Delphi method (FDM) to select key factors, perfect the effective structural barriers originating from the literature, and measurement properties for validating qualitative information and language preference [38]. Next, the fuzzy DEMATEL is adopted to understand the cause-and-effect relationships between key factors [30]. This study discusses and explores the following questions:
RQ1: Identify the CESC framework for remanufactured products in the rubber recycling industry.
RQ2: Identify key aspects and criteria for remanufactured products in the rubber recycling industry.
RQ3: Identify the importance ranking of key aspects and criteria.
This study answers the research questions and makes the following contributions: (1) construct CESC aspects and principles to expand the literature on the CESC for remanufactured products in the rubber recycling industry; (2) provide professional expert data, determine the most effective aspects and criteria, and propose theoretical implications based on them; (3) provide practical management implications, which help enterprises carry out the CESC more effectively and accurately. This study can help decision makers make more effective management decisions and realize sustainability based on the importance when implementing the CESC.
This study's other parts are divided into five sections. Section 2 demonstrates the CE, the supply chain, and remanufactured products as well as tabulates aspects and criteria. Section 3 discusses the industry background of this study and provides a clear introduction to the applied methods. The results are reported in Section 4. Section 5 addresses the theoretical and practical management implications of this study. Finally, conclusions, limitations and future research are presented in Section 6.
2. Literature Review
2.1. Circular Economy Supply Chain (CESC)
The CESC is mainly employed to carry out comprehensive innovation of the supply chain functions by reducing the consumption of resources and energy, lessening pollutant discharge, systematically storing materials, regenerating biomaterials, and constructing an ecosystem responsible for society. Ultimately, productivity and profitability is enhanced, in order to achieve the vision of zero waste and reach an optimal balance among economic, social and environmental benefits [19,35]. Remanufacturing is a key factor of the CE. It can slow down resource consumption, reduce pollution and solid waste, and further lower carbon emissions. Then, the CE can be formed by high-quality remanufacturing [25,46]. Mhatre et al. (2021) pointed out that implementing the CE in the supply chain is conducive to remanufacturing. Therefore, when waste products are input as production materials and enter the supply chain to conduct remanufacturing [25], the CESC can be realized, and the goal of zero waste can be achieved as well. When the industry can carry out value recycling across different supply chains as well as integrate and coordinate supply chains to realize material recycling, then it can exhibit a higher level of CESC and raise its competitiveness and performance [45].
Adopting a CE in the supply chain can keep the products and materials use in the production line at a higher efficiency, so that materials and products can be kept in the longest time of circulation [43]. Additionally, the use of resources can be minimized, carbon dioxide emissions can be lessened, social benefits can be leveled up with more eco-friendly products, and finally the environment can be better protected [35]. Ansari et al. (2020) also proposed that adopting the CESC is an approach to sustainable development, which can help generate economic, social, and environmental benefits, save energy, lessen emissions, and ultimately enhance profitability. When companies adopt CESC, they can decrease carbon emissions in the production process as well as offer environmental benefits [45]. Alternatively, they can cooperate with other organizations to gain more value from waste recycling [5], and waste can also be used as an alternative resource for making new products as well as create new business opportunities while protecting the environment [29].
Recent studies have indicated that insufficient shared data in the supply chain restricts taking CE. However, in the long-term perspective, the CE is the main key to carrying out sustainability programs. Unfortunately, the current literature lacks specific strategies for the effective promotion of data sharing and sharing data in a timely manner [13]. This study believes that this is a key factor in urging CESC in remanufactured products. Chen and Huang (2021) also proposed that the uncertainty of the current CESC mainly comes from the information asymmetry between companies, which make it difficult for companies to make decisions. Nonetheless, most of the methods proposed by other studies are at the theoretical stage and not systematic enough, so it is difficult to carry them out. Zhang et al. (2021) addressed that to effectively manage the CE, appropriate circularity indicators must be developed at product and supply chain levels. Therefore, this study incorporated past literature and integrated the CE and the supply chain into a framework applicable to remanufactured products. Besides, this study provided detailed definitions and proposed aspects and criteria of implementation.
2.2 Proposed Methods
The FDM was developed by Murray et al., combining the fuzzy theory with the Delphi method to conduct analysis [34]. Compared with the traditional Delphi method, the strength of the FDM is that it can reduce the number of expert investigations, explicitly reveal expert opinions, and consider the uncertainty of the collected data [9,34]. FDM can verify the indicators with the level of judgment through experts’ language preferences, which can not only reduce the ambiguity of expert evaluation but also ensure the quality of the results [38]. Additionally, Chen et al. (2021) propose that the FDM strength is that it can shorten the time for experts to make decisions as well as eliminate less important qualitative information and subjective preferences at the same time.
The Geneva Research Center put forward the DEMATEL method, which was helpful to discover the relationship between standards. However, only using DEMATEL was not enough to control the uncertainty of the data, so the fuzzy set theory was suggested to help explain and judge the uncertain environment related to fuzziness [44]. The fuzzy DEMATEL expounds the causal relationships between attributes by computing the weight of each attribute [37]. Consequently, this study first used FDM to select the key factors, determined the key factors, and then used fuzzy DEMATEL so as to determine the cause-and-effect relationships between indicators and their importance ranking.
2.2 Proposed measures s
In the remanufacturing process, information sharing (A1) is an important part, because waste cannot be ordered like ordinary materials. If real-time information cannot be obtained, the cost of remanufacturing increases [10]. Therefore, digital twins (C1) can be used as a solution to information asymmetry. When the company can establish a database for data integration (C4), the company can analyze the data according to its own needs as well as optimize the production process (C3) [8]. In addition, the company can carry out effective tracking and recycling of products during the remanufacturing process (C6). Companies can also apply big data to handle large and rapidly generated data (C2), and share data in the product lifecycle (C5), which is a promising remanufacturing model that can manage the remanufacturing process more meticulously [41]. From an operational perspective, although remanufacturing can preserve product value, it complicates inventory management and makes shared information uncertain. Hence, optimizing inventory strategies (C7) can lift the flexibility of the CESC to prevent the supply chain from being disrupted [1].
The original components which make remanufactured products are repeatedly used. If customers have doubts about the condition of the components, they avoid risks when purchasing. In order to better sell remanufactured products (A2), information about product quality can be disclosed to customers (C11), so that customers can understand the service record of remanufactured products (C10). When customers’ willingness to pay for green responsibility is high (C9), they are willing to buy greener products. Information about tracking and recording components’ lifecycles (C8) can help resolve customers’ mistrust of the quality of remanufactured products. When customer demand shifts from conventional products to remanufactured products, members participating in the CESC can make more flexible pricing decisions (C12) to strengthen the cooperative relationship between members as well as soften downstream competition [32]. To better sell products, remanufacturers conduct business strategies driven based on material usage efficiency in the CESC, which can keep materials and outputs in the chain for a longer circulation time (C13) while simultaneously maintain their value [6,43].
Although the CESC has many environmental and economic benefits, there are still many obstacles posed by risks to prevent it from functioning normally. The CESC risk management (A3) aims to ensure that the supply chain is not destroyed by obstacles. Nevertheless, the critical challenges of remanufacturing are the stability of output and supply (C14) and the maintenance of product quality (C15). These risks make the CESC unstable and cause many problems related to quality and performance [16,39]. Therefore, companies can offset these loopholes by selecting the most acceptable risk solutions, through appropriate de-risking measures, risk assessment, or risk control, such as carbon reduction programs, and enabling managers to quickly deploy resources. (C16), and exploring the possibility of alternative raw materials (C17), all of which can prevent or mitigate the likelihood of supply chain disruption. Furthermore, the different companies' cooperation can boost the effectiveness of implementing CE, make reuse and remanufacturing a feasible solution, and then effectively manage supply chain risks [15,32,36].
The circular business model (A4) mainly focuses on creating value by slowing down, strengthening and closing material loops. In order to better develop recycled and remanufactured products, companies must develop capabilities specific to CESC (C18), such as recycling energy from waste products through new waste treatment technologies [14]. New capabilities can create a new sustainability culture (C20) for companies, build a suitable environment, and develop approaches to circular manufacturing-oriented decision-making and governance. When a company redesigns a remanufactured product (C22), it needs to adopt CE principles and turn to a more sustainable direction. In the meantime, the correct implementation of life cycle assessment (C21) can reduce the materials' consumption or decrease toxic materials during the production process, or standardize it, which can provide a new framework or action plan for subsequent remanufacturing [6,14]. However, consumer acceptance (C19) is a key factor in the remanufactured products. Consumers’ willingness to purchase remanufactured products is relatively important. If companies can instill the manufacturing process and history of products to customers, it can contribute to the follow-up marketing and also build positive attitudes towards potential customers [1,6].
In addition to reducing waste generation, the CE can also reuse and recycle waste [14]. There are many benefits to accepting the CESC, one of which is that it can better improve the resource value in the supply chain (A5). Strategies of the supply chain are considered to encourage remanufacturing and increase resource efficiency (C26) and to optimize the use of materials by reducing waste and using cost-effective waste products. Before entering the CESC, manufacturers need to identify waste composition and separate materials (C23) since harmful components in rubber are likely to increase environmental burdens; thus, this preliminary task is also relatively important [6,24,38]. Besides, the supply chain also plays a crucial role in curbing waste flow into the environment. Not only can it establish an infrastructure which supplements logistics (C24), but it can also restore the value of returned products (C25). Consequently, apart from meeting economic and social goals, efficient CESC can also decrease the effect on the environment. Meanwhile, integrating collaboration and competition (C27) into the remanufacturing system can optimize the system and help decision makers maximize benefits. Moreover, better strategies of adjusting organizations can also satisfy customer demand [33,39].
With the development towards a CE, the recycling of products, components, and materials has also received much attention. Reverse logistics of remanufactured products (A6) is the main driving force for material circulation flow, facilitating the return of remanufactured products to the CESC and carrying out value extraction many times. In particular, the material composition (C28) of the product is one of the most primary characteristics in the reverse logistics. When company can becomes easier use this components in their next product. Both the value chain analysis (C29) and the cost-benefit analysis (C30) can improve the process of reverse logistics, rethink the value chain to prolong product lifetime, or reduce costs and create value via re-evaluating the value of remanufactured products. When the company monitors and evaluates the performance of the remanufacturing reverse logistics (C31), this may lead to an increase in profitability (C32), thereby constituting a competitive economy and market advantages for manufacturers [23,26].
3. Methods
3.1. Industry background
The rubber recycling industry can safeguard the environmental ecology, lower the cost of purchasing industrial raw material, and recycle and reuse resources. Apart from its contribution to environmental benefits, it also assists the development of the industrial economy. Therefore, it can be expected that recycling the usable waste and developing resource regeneration be highlighted. Additionally, the rubber industry adopts the lowest environmental impact factor for sorting and classification, which also provides a great boost to environmental protection. Remanufacturing is economical and eco-friendly, while it has specific technical thresholds. Furthermore, due to the high cost of manufacturing technology, it cannot be implemented smoothly if there are not sufficient funds [46].
According to the statistics released by Taiwan’s government, 11,238,654 metric tons of waste was produced in Taiwan in 2022, of which only 6,570,024 metric tons could be recycled, accounting for only 58% of the waste, and the recycling rate of rubber waste amounted to 0.8% of all waste [18]. Therefore, the current problem which Taiwan’s rubber recycling industry is facing is that too much rubber waste is produced nationwide every year, whereas too few companies possessing technologies can dispose it. As a result, most of Taiwan’s rubber waste is sent to incinerators, and negative effects generated by the incineration continuously increase environmental burdens.
3.2. FDM
In the process of developing product design indicators for wearable devices, stakeholders of wearable devices, including industry experts, scholars, healthcare personnel, and users, should participate together. In fact, the evaluation of product design usability indicators and weights for wearable devices is very professional, and it may be difficult for ordinary people to be qualified for this task. In order to achieve a representative consensus in this study, this study not only used purposive sampling but also invited 5 industry experts, scholars, and healthcare personnel to review the content of the expert validity questionnaire as well as 13 others to form a fuzzy Delphi expert group and an Analytic Network Process group.
This study proposed a FDM combining the fuzzy set theory and the Delphi method to solve the ambiguity of human subjective judgments and preferences in complex decision-making situations [37] and adopted expert opinions to refine indicators. FDM can diminish the number of responses; meanwhile, it can be ensured that expert opinions are valid assessments as well as turn ambiguous assessments into precise numbers.
The analysis process starts from expert a, and the measured value of index b is , where a = 1, 2, 3,…, n; b = 1, 2, 3,…, m. Because the weight of jb is b, it is expressed as , where,, then . After that, the qualitative information of the experts is transformed into triangular fuzzy numbers (TFNs), as shown in Table 1.
The convex combination value Db is calculated by as follows:
However, is modified from 0 to 1 according to expert opinions; in general, it is designated as 0.5, and the value of Db is expressed as:
The above is marked as the positive balance of the final expert evaluation, and the threshold of the refined effective index is calculated by .
But when , the indicator b is accepted, otherwise it needs to be deleted.
3.3. Fuzzy Decision Making Trial and Evaluation Laboratory (FDEMATEL)
In uncertain circumstances, the fuzzy set theory transforms language into quantitative data, among which DEMATEL mainly constructs the causal relationship between indicators in complex situations. The fuzzy DEMATEL adopts the defuzzification technology to convert FTNs into clear values. The fuzzy membership function is employed to calculate the total weighted value. Therefore, the minimum and maximum fuzzy numbers are used to calculate the left value and the right value, and then the clear values are applied to the total direct relationship matrix in the graph to simplify the analysis results. In the graph, the interrelationship structure contains specific indicators, which is an important way representing the structure, and a set of indicators is displayed as to perform pairwise evaluation and create connections.
The language scale of this study is denoted from low influence to very high influence to accumulate clear values, as displayed in Table 2. This study assumes that k experts perform assessments, then represents the influence fuzzy weight of the index estimated by the expert on the index.
The fuzzy number is abbreviated as:
where . The normalization of the left value (lv) and the right value (rv) is formed as follows:
The total normalized clear value (cv) is calculated as follows:
The sum value is symbolized to gather individual insights of k experts and then carried out in the following way:
Next, a pairwise comparison is made to get an initial matrix of the direct relationship
, where represents the effective level of indicator i to indicator j, and the adjustment is . The normalized direct relationship matrix (U) is expressed as:
Then, the correlation matrix (W) is obtained by the following method:
where W is . Sum the driving value (α) and the dependent value (β) from the correlation matrix of the row value and column value with the following method:
From the correlation diagram obtained from , the indicators are placed to form horizontal and vertical vectors in sequence. The indicators are also divided into the cause group and effect group according to their positive and negative values. Among them, represents the importance of the indicator, and the larger it is, the more significant the indicator is. This study used the mean of to classify critical cause-and-effect indicators that require attention.
4. Results
4.1 FDM results
This study proposed 6 aspects and 32 criteria as initial attributes. Then, this study converted the expert language into corresponding TFNs. The analysis results are shown in Table 4. Next, the FDM weight of each indicator was calculated to form a threshold to refine and form an effective attribute. The threshold value was γ=0.601. The results demonstrated that among the six aspects, only the aspect adopting blockchain (A2) was removed. Among the 32 criteria, 19 criteria were accepted.

Table 3.
FDM results.
| Criteria | lb | ub | Db | Decision | |
| C1 | Digital twins | 0.000 | 0.633 | 0.585 | Unaccepted |
| C2 | Making better decisions for cleaner production | 0.154 | 0.799 | 0.705 | Accepted |
| C3 | Optimizing the production process | 0.157 | 0.815 | 0.709 | Accepted |
| C4 | Data integration | 0.150 | 0.777 | 0.700 | Accepted |
| C5 | Sharing data in the product lifecycle | 0.141 | 0.723 | 0.688 | Accepted |
| C6 | Efficiently tracking and recalling products | 0.153 | 0.793 | 0.704 | Accepted |
| C7 | Optimization of inventory policy | 0.000 | 0.773 | 0.616 | Accepted |
| C8 | Tracking and recording information about the lifecycle and quality of the component | 0.141 | 0.723 | 0.688 | Accepted |
| C9 | Willingness to pay for green responsibility is high. | 0.000 | 0.651 | 0.589 | Unaccepted |
| C10 | Understanding the history of remanufactured products | 0.000 | -0.500 | 0.333 | Unaccepted |
| C11 | Disclosure of quality information | 0.143 | 0.736 | 0.691 | Accepted |
| C12 | More flexible pricing decisions | 0.000 | 0.645 | 0.588 | Unaccepted |
| C13 | Keeping the time of circulation longer | 0.157 | 0.815 | 0.709 | Accepted |
| C14 | Stability of production and supply | 0.000 | 0.777 | 0.617 | Accepted |
| C15 | Maintaining product quality | 0.000 | -0.500 | 0.333 | Unaccepted |
| C16 | Quickly deploying resources | 0.000 | 0.779 | 0.618 | Accepted |
| C17 | Exploring alternative materials | 0.164 | 0.859 | 0.719 | Accepted |
| C18 | Developing specific organizational capabilities | 0.157 | 0.815 | 0.709 | Accepted |
| C19 | Increasing consumer acceptance | 0.000 | -0.500 | 0.333 | Unaccepted |
| C20 | Creating a new culture of sustainability | 0.157 | 0.815 | 0.709 | Accepted |
| C21 | Properly implementing lifecycle assessments | 0.142 | 0.729 | 0.690 | Accepted |
| C22 | Redesigning rubber | 0.159 | 0.827 | 0.711 | Accepted |
| C23 | Identifying waste composition and separating materials | 0.149 | 0.771 | 0.699 | Accepted |
| C24 | Establishing an infrastructure which complements logistics | 0.154 | 0.799 | 0.705 | Accepted |
| C25 | Restoring the value of returned products | 0.000 | 0.700 | 0.600 | Unaccepted |
| C26 | Enhancing resource efficiency | 0.166 | 0.871 | 0.721 | Accepted |
| C27 | Integrating collaboration and competition | 0.000 | -0.500 | 0.333 | Unaccepted |
| C28 | Material composition of products | 0.000 | -0.500 | 0.333 | Unaccepted |
| C29 | Conducting analysis of value chain | 0.000 | -0.500 | 0.333 | Unaccepted |
| C30 | Cost-benefit analysis | 0.166 | 0.871 | 0.721 | Accepted |
| C31 | Monitoring and evaluating performance | 0.159 | 0.831 | 0.713 | Accepted |
| C32 | Increasing profitability | 0.165 | 0.866 | 0.720 | Accepted |
| Threshold | 0.613 | ||||
4.1.2. FDEMATEL results
In the FDEMATEL analysis, the fuzzy direct relationship matrix and defuzzification were first presented to clarify the uncertainties and convert the language preferences into clear values. The initial direct relation matrix of the aspects is displayed in the following table (Table 5).
Subsequently, the total interrelationship matrix of the aspects was constructed, and the mutual cause-and-effect relationships of the aspects were inspected as well. Finally, D+R and D-R were used to classify the aspects into the effect group and the cause group, as displayed in Table 6 below. Figure 1 depicts a cause-and-effect model with four aspects: information sharing (A1), the CESC risk management (A2), the circular business model (A3), and increasing the value of resources in the supply chain (A4), all of which are classified into the cause group, while the reverse logistics of remanufactured products (A5) is classified as the result group.
The causal relationship between criteria is shown in Table 7. In these criteria, optimizing the production process (C2), sharing data in the product lifecycle (C4), effectively tracking and recycling products (C5), redesigning and remanufacturing products (C13), enhancing resource efficiency (C15), and identifying waste composition and separating materials (C14) are the most important ones. In addition, C2, C3, C7, C9, C11, C12, C13, C14, C15, C16, and C17 are classified into the effect group, while C1, C4, C5, C6, C8, C10, C18, and C19 are the cause group. The cause-and-effect diagram is depicted in Figure 2.
5. Implication
5.1. Theoretical implications
This study expands the CESC used in the rubber industry for remanufactured products and makes clear definitions and measures with six aspects, so that the rubber recycling industry can have clearer and practical measures for reference when reusing the CESC.
First of all, the most important aspect is the circular business model (A3). When the rubber recycling industry wants to apply the CESC to remanufactured products, it is necessary to build a new circular business model first. When constructing a new model, the company had better develop the capabilities extended by the CE, so that it can better develop remanufactured products when the circular business model is formed. This new process become a culture of development because most companies use it (Ahmad et al., 2023), forming an atmosphere and even an institutional pressure as well as sending a message to other companies that do not apply CESC, so as to urge the management of the companies to adopt the CESC together. This non-economic factor conducive to the environment helps companies carry out the circular business model. The new model also brings new job opportunities, because it means that the company needs to redesign the process so that the CESC can be better implemented. In this case, the company needs talents with professional knowledge to have better development (Bhubalan et al., 2022).
When a company adopts a CESC, it can better improve the value of resources in the supply chain (A4). Therefore, when a company can effectively use the resources in the CESC, it can reduce the amount of energy used. At the same time, it can also reduce waste generation, and the environment burdens also are lowered (Vegter et al., 2023). The CESC can make remanufactured products develop a greater value, which can be captured and developed in a better way. In addition to reducing the generation rate of waste and improving sustainability, it can also improve social and environmental benefits (Lahane et al., 2020). Moreover, integrating collaboration and competition into the system of remanufactured products can not only optimize the system but also enable the organization to rethink strategies, promote coordination and integration, and ensure that information, materials, and resources all flow efficiently and effectively in the CESC. Furthermore, it can also urge the integration of suppliers and consumers with the company, deepen the degree of cooperation, and construct more efficient processes to create more value (Tsai et al., 2021).
The risk management of the CESC (A2) can help the company choose the most suitable solution, plan the solution quickly and efficiently, and eliminate loopholes (Tsai et al., 2021). When the company implements the CESC, it is necessary to thoroughly evaluate and prepare solutions to deal with the possible obstacles that may arise. These obstacles make the CESC unstable (Dulia et al., 2021), thereby resulting in many problems and affecting the subsequent CESC, such as the quality, output, or performance related to remanufactured products. Therefore, through these assessments, the company can carry out risk control and prevent the interruption of the CESC. The stability of the CESC is relatively important for the sustainable operation of the company. If the CESC is interrupted, it may lead to insufficient production and supply, which means low utilization of resources such as waste products; conversely, it may also result in extremely low return on investment and affect subsequent operations (Dulia et al., 2021; Sankaran, 2023).
This study started to conduct research in response to the overly low recycling rate in the rubber recycling industry. The study demonstrated that when the rubber industry wants to make remanufactured products, the CESC is a major focus. When the company can use the concept of CE to develop new capabilities, then it can form a new circular business model and then better manage the risk of the CESC. Additionally, it can also better use the resources in the CESC, so that it can stay in the CESC for a longer period of time.
5.2. Practical implications
This section discusses several key factors that the rubber recycling industry needs to take into account when using a CESC in remanufacturing products, including the following five items: optimizing the production process (C2), sharing data in the product lifecycle (C4), effectively tracking and recycling products (C5), redesigning and remanufacturing products (C13), enhancing resource efficiency (C16), and identifying waste composition and separating materials (C14). Then, management implications are provided to the industry for reference,
Since waste products cannot be ordered like ordinary raw materials, it is not conducive to the entire remanufacturing process if the relevant information of waste products cannot be controlled. Therefore, in order to optimize the production process (C2), the company may consider introducing a database to obtain the real-time information of scrap products, thereby diminishing the defect rate of the products. Also, because collecting and remanufacturing scrap products is a dynamic process, failing to grasp the information enable the CESC to increase the cost when producing remanufactured products, and it is not beneficial to the companies of the rubber industry intending to expand the production lines of remanufactured products. It is even possible to interrupt the running CESC. Therefore, if the industry wants to optimize the production process, this preliminary task must be completed first. In addition, eliminating the production equipment of low efficiency and high energy consumption is also a method. Using the updated product manufacturing technology can increase production efficiency as well as the rate of resource reuse; meanwhile, it can also reduce the waste generated in the production process, thereby cutting the consumption cost and increasing income. As to how to make the production process more perfect, this study believes that automation technology and digital production equipment can be introduced into the standardization of the production process, and then the entire production line can be upgraded, which can not only reduce the mistakes caused by human beings but also increase the yield of products and boost product quality at the same time.
Similarly, sharing data in the product lifecycle (C4) is also an important measure of implementation when companies want to make more accurate decisions. The benefit of these data is that they enable various departments and organizations to achieve collaborative operations. Another effective model is to integrate the product lifecycles for stakeholders in the entire CESC. This study considers that if most stakeholders can reach a consensus on data sharing, it not only ensures the data accuracy and integrity, but it can also elevate the sharing data feasibility in the product lifecycle, so that the industry can better track the quality and efficiency of the product lifecycle through data sharing as well as better re-develop the product design. Sharing data can also help companies conduct more meticulous management of the manufacturing process, enabling the business owners to make decisions that are more beneficial to companies and the environment, avoiding the testing task required in the early stage, and making the more widely used waste produce remanufactured products, thereby decreasing the costs of remanufacturing products as well as advancing manufacturing efficiency and quality.
After optimizing the production process and then integrating the product lifecycle, companies can track and recycle products more quickly and effectively (C5) in the CESC of remanufactured products. Based on the analysis of data, data, such as product history, design number, batch, or barcode, are sorted into a database, which can ensure that the source and flow of the product can be clearly traced throughout the waste remanufacturing process. In addition, effective and targeted measures can also be carried out based on such a database, or real-time data sharing through standard operating procedures can contribute to improving the efficiency and accuracy of tracking and recycling products. Since this type of data statistics includes regular product monitoring and evaluation data, it enables companies to review and improve. Conducting comprehensive data analysis can also help ensure that waste is effectively recycled and treated. Both resource sustainability and remanufacturing can ease environmental burdens.
As mentioned above, companies can redesign and remanufacture products (C13) through the collection of the latest information. When redesigning remanufactured rubber products, companies can make the remanufactured rubber products more in line with the function of resource recycling and enhance the properties of its recyclable materials, such as rubber powder and recycled rubber made of waste rubber. Through this processing cycle waste recycling process and remanufacturing, reduce natural resource usage. By means of redesigning, companies can design the remanufactured rubber products into the structures that are easy to decompose and try not to use complex material formulas as much as possible, which is also beneficial to subsequent recycling and remanufacturing. This type of redesigned rubber remanufactured products is more durable and less prone to wear; meanwhile, it can also be heat-resistant and corrosion-resistant. In the long run, not only can the process of the CESC be perfected, but the industry also can be encouraged to implement the CESC together. In addition, cooperation with government agencies for research and development can make the industry move towards sustainable development and promote the effective recycling and reuse of rubber products, thus lightening environmental burdens.
Performing the CESC can effectively enhance resource efficiency (C16). The use of cost-effective waste in the supply chain can promote better recycling and reuse of waste, maximize the use of waste, and prevent waste from flowing into the environment to avoid possible environmental burdens. Besides, a resource recycling system can be build to sort and classify recyclable waste as raw materials for remanufacturing products, maximize the value of waste, and reduce carbon dioxide emissions. In addition, adopting innovative energy technologies can boost resource efficiency. These new energy technologies contain applications to the research and development of new waste energy technology, intelligent monitoring and control systems, etc. Efficient resource efficiency represents an efficient CESC, which can not only increase economic and social benefits but also lessen the impact on the environment. When decision makers implement corresponding strategies, they can maximize sustainable benefits and improve the entire CESC simultaneously, so that the CESC can move toward the sustainable development to achieve the optimal balance. Furthermore, the government can urge relevant environmental protection policies or formulate regulations, such as setting goals for resource recycling and polices for green procurement, which can not only stimulate economic development but also encourage enterprises to improve resource efficiency, so as to promote the environmental and economic sustainability
Identifying waste composition and separating materials (C14) is one of the important steps to effectively manage waste materials and realize resource recycling. The preliminary task before entering the supply chain is that companies must analyze and separate waste composition. In this process, companies must apply to the government agency for the permit of the reuse identification listed in the category of the reusable waste rubber, and then they apply for the export permit of waste rubber to the manufacturers of rubber goods who need to refer to the serial number. Both parties should access the government’s environmental management system (EMS) for matching, as depicted in Figure 3. Waste composition and materials are separated and identified, and whether the batch of waste rubber can be used as resource materials for remanufacturers is conformed. If the batch of materials can be recycled or remanufactured, companies must report on the EMS and choose to receive. In this process, the raw materials entering the factory and output quantities must be reported and provided to the governmental agency for verification. This is to prevent waste rubber from flowing to the external environment and causing pollution. This EMS system can avoid illegal dumping of waste. At the same time, integration is performed by regulations to increase the recycling and remanufacturing of resource-recycled materials, reduce waste output, and alleviate environmental burdens. At present, in the US, European, and other countries, most government units and non-governmental organizations are responsible for managing and supervising the flow of waste and statistical data. However, in Asia, government agencies supervise waste management. For instance, China, South Korea, Japan, and Taiwan all have set up EMS to facilitate the identification of waste composition and separation of materials. The operation of this system can not only diminish the waste of natural resources, maintain the balance of the ecological environment, save energy, reduce carbon emissions, and delay the greenhouse effect, but it also brings people better environment and quality of life.
6. Conclusion
This study constructed a framework of the CESC and applied it to the remanufactured products in the rubber recycling industry. Previous data have revealed that there was too much rubber waste, but too little could be recycled. Therefore, this study proposed the framework to help companies refer to corresponding references when they take relevant measures. This study uses FDM to filter out key factors, and then uses the FDEMATEL to sort criteria, and finally propose suggestions.
This study found that three aspects – the circular business model (A3), enhancing resource value in the supply chain (A4), and the risk management of CESC (A2) – are most important. Among the original 32 criteria, 19 important criteria are accepted. Therefore, when companies in the rubber industry implement CESC, there are six criteria that they need to pay the most attention to, including optimizing the production process (C2), sharing data in the product lifecycle (C4), effectively tracking and recycling products (C5), redesigning remanufactured products (C13), enhancing resource efficiency (C16), identifying waste composition and separating materials (C14). These six criteria are the implementation measures that need to be noticed when companies are implementing the CESC of remanufactured product. Through the completion of these criteria, companies can better perform the CESC.
This study contributes to expanding the literature on CESC by defining the critical criteria for remanufactured products in CESC. The result shows that currently performing CESC for remanufactured products needs to develop a circular business model, enhance the value of resources in the supply chain, and conduct good risk management. If companies do not understand several aspects, they may encounter difficulties when expanding CESC. When companies promote the CESC for remanufactured products, several main criteria need to be noticed, namely: optimizing the production process (C2), sharing data in the product lifecycle (C4), effectively tracking and recycling products (C5), redesigning remanufactured products (C13), enhancing resource efficiency (C16), and identifying waste composition and separating materials (C14). These measures are offered to companies for reference when making decisions, so that the companies can implement CESC for remanufactured products more completely.
In the future, other studies can be verified by the same industry in other countries. Since the source of data in this study is the expert opinions from Taiwan’s rubber industry, it may not be applicable to every region. Of course, the CESC can not only be used in the rubber recycling industry, but the future research can also use other industries for verification, so as to further expand the concept of CE and make the literature more diverse and abundant.
Author Contributions
All authors contributed meaningfully to this study.
Funding
This research received no external funding.
Acknowledgments
The authors would like to express their sincere gratitude to a number of anonymous reviewers for their careful reading of our manuscript and their many valuable comments and suggestions.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Ahmad, F., Bask, A., Laari, S. and Robinson, C. V. (2023), “Business management perspectives on the circular economy: Present state and future directions”, Technological Forecasting and Social Change, Vol.187, pp.122-182.
- Aithal, S. and Aithal, P. S. (2023), “Importance of Circular Economy for Resource Optimization in Various Industry Sectors–A Review-based Opportunity Analysis”, International Journal of Applied Engineering and Management Letters (IJAEML), Vol.7 No.2, pp.191-215.
- Ansari, Z. N., Kant, R. and Shankar, R. (2020), “Evaluation and ranking of solutions to mitigate sustainable remanufacturing supply chain risks: a hybrid fuzzy SWARA-fuzzy COPRAS framework approach”, International Journal of Sustainable Engineering, Vol.13 No.6, pp.473-494.
- Araujo-Morera, J., Verdejo, R., López-Manchado, M. A. and Santana, M. H. (2021), “Sustainable mobility: The route of tires through the circular economy model”, Waste Management, Vol.126, pp.309-322.
- Berlin, D., Feldmann, A. and Nuur, C. (2022), “Supply network collaborations in a circular economy: A case study of Swedish steel recycling”, Resources, Conservation and Recycling, Vol.179, pp.106-112.
- Bhubalan, K., Tamothran, A. M., Kee, S. H., Foong, S. Y., Lam, S. S., Ganeson, K., Vigneswari, S., Amirul, AI. and Ramakrishna, S. (2022), “Leveraging blockchain concepts as watermarkers of plastics for sustainable waste management in progressing circular economy”, Environmental Research, Vol.213, pp.113-631.
- Buadit, T., Ussawarujikulchai, A., Suchiva, K., Papong, S., Ma, H. W. and Rattanapan, C. (2023), “Environmental impact of passenger car tire supply chain in Thailand using the life cycle assessment method”, Sustainable Production and Consumption, Vol.37, pp.156-168.
- Chen, C. C., Sujanto, R. Y., Tseng, M. L., Fujii, M. and Lim, M. K. (2021), “Sustainable consumption transition model: Social concerns and waste minimization under willingness-to-pay in Indonesian food industry”, Resources, Conservation and Recycling, Vol.170, pp.105-590.
- Chen, H. M., Wu, H. Y. and Chen, P. S. (2022), “Innovative service model of information services based on the sustainability balanced scorecard: Applied integration of the FDM, Kano model, and TRIZ”, Expert Systems with Applications, Vol.205, pp.117-601.
- Chen, Z. and Huang, L. (2021), “Digital twins for information-sharing in remanufacturing supply chain: A review”, Energy, Vol.220, pp.119-712.
- Chittella, H., Yoon, L. W., Ramarad, S. and Lai, Z. W. (2021), “Rubber waste management: A review on methods, mechanism, and prospects”, Polymer Degradation and Stability, Vol.194, pp.109-761.
- 12. Chrissy Sexton (2019). “The United States produces three times the global average of waste”, available at: https://www.earth.com/news/united-states-global-waste/.
- da Silva, E. R., Lohmer, J., Rohla, M. and Angelis, J. (2023), “Unleashing the CE in the electric vehicle battery supply chain: A case study on data sharing and blockchain potential”, Resources, Conservation and Recycling, Vol.193, pp.106-969.
- Delai, I. and Alcantara, R. L. C. (2022), “Circular value chain practices for developing resource value retention options”, Journal of Cleaner Production, Vol.359, pp.131-925.
- De Lima, F. A. and Seuring, S. (2023), “A Delphi study examining risk and uncertainty management in circular economy supply chain”, International Journal of Production Economics, Vol.258, pp.108-810.
- Dulia, E. F., Ali, S. M., Garshasbi, M. and Kabir, G. (2021), “Admitting risks towards circular economy practices and strategies: An empirical test from supply chain perspective”, Journal of Cleaner Production, Vol.317, pp.128-420.
- European Environment Agency (2022), “Challenges in shifting from a linear towards a circular plastics system”, available at: https://www.eea.europa.eu/media/infographics/challenges-in-shifting-from-a/view.
- Executive Yuan Environmental Protection Agency (EPA). (2023), “Environmental Impact Statement Review Statistics”, available at: https://statis91.epa.gov.tw/epanet/index.html.
- Govindan, K., Salehian, F., Kian, H., Hosseini, S. T. and Mina, H. (2023), “A location-inventory-routing problem to design a circular closed-loop supply chain network with carbon tax policy for achieving circular economy: An augmented epsilon-constraint approach”, International Journal of Production Economics, Vol.257, pp.108-771.
- Gumede, J. I., Hlangothi, B. G., Mabuto, B., Woolard, C. D. and Hlangothi, S. P. (2022), “Devulcanization of natural rubber/styrene-butadiene rubber unfilled blend in supercritical carbon dioxide using Tulbaghia violacea crude extract”, Journal of Cleaner Production, Vol.362, pp.132-478.
- Hettiarachchi, B. D., Brandenburg, M. and Seuring, S. (2022), “Connecting additive manufacturing to circular economy implementation strategies: Links, contingencies and causal loops”, International Journal of Production Economics, Vol.246, pp.108-414.
- Hu, H., Liu, J., Zhu, Q. and Chen, Q. (2021), “An integrated supply chain management system for end-of-life tires in China and its promotion barriers: a stakeholder perspective”, Resources, conservation and recycling, Vol.164, pp.105-214.
- Julianelli, V., Caiado, R. G. G., Scavarda, L. F. and Cruz, S. P. D. M. F. (2020), “Interplay between reverse logistics and circular economy: critical success factors-based taxonomy and framework”, Resources, Conservation and Recycling, Vol.158, pp.104-784.
- Lahane, S., Kant, R. and Shankar, R. (2020), “Circular economy supply chain management: A state-of-art review and future opportunities”, Journal of Cleaner Production, Vol.258, pp.120-859.
- Li, W., Sun, H., Dong, H., Gan, Y. and Koh, L. (2023), “Outsourcing decision-making in global remanufacturing supply chains: the impact of tax and tariff regulations”, European Journal of Operational Research, Vol.304 No. 3, pp.997-1010.
- Mallick, P. K., Salling, K. B., Pigosso, D. C. and McAloone, T. C. (2023), “Closing the loop: Establishing reverse logistics for a circular economy, a systematic review”, Journal of Environmental Management, Vol.328, pp.117-017.
- McCormick, E., Simmonds, C., Glenza, J. and Gammon, K. (2019), “Americans' plastic recycling is dumped in landfills, investigation shows”, The Guardian, Vol.21.
- Mhatre, P., Panchal, R., Singh, A. and Bibyan, S. (2021), “A systematic literature review on the circular economy initiatives in the European Union”, Sustainable Production and Consumption, Vol.26, pp.187-202.
- Mastos, T. D., Nizamis, A., Terzi, S., Gkortzis, D., Papadopoulos, A., Tsagkalidis, N., Ioannidis,D., Votis, K., & Tzovaras, D. (2021). Introducing an application of an industry 4.0 solution for circular supply chain management. Journal of Cleaner Production, Vol.300, pp.126-886.
- Negash, Y. T., Hassan, A. M., Tseng, M. L., Wu, K. J. and Ali, M. H. (2021), “Sustainable construction and demolition waste management in Somaliland: Regulatory barriers lead to technical and environmental barriers” Journal of Cleaner Production, Vol.297, pp.126-717.
- Nishitani, K., Kokubu, K., Wu, Q., Kitada, H., Guenther, E. and Guenther, T. (2022), “Material flow cost accounting (MFCA) for the circular economy: An empirical study of the triadic relationship between MFCA, environmental performance, and the economic performance of Japanese companies”, Journal of Environmental Management, Vol.303, pp.114-219.
- Niu, B., Bao, J. and Cao, B. (2022), “Retailer's make-or-buy decision for remanufactured products under in-house yield uncertainty”, Omega, Vol.110, pp.102-627.
- Orji, I. J., U-Dominic, C. M. and Okwara, U. K. (2022), “Exploring the determinants in circular economy supply chain implementation in the Nigerian manufacturing industry”, Sustainable Production and Consumption, Vol.29, pp.761-776.
- Padilla-Rivera, A., do Carmo, B. B. T., Arcese, G. and Merveille, N. (2021), “Social circular economy indicators: Selection through FDM”, Sustainable Production and Consumption, Vol.26, pp.101-110.
- Rodríguez-González, R. M., Maldonado-Guzmán, G., Madrid-Guijarro, A. and Garza-Reyes, J. A. (2022), “Does circular economy affect financial performance? The mediating role of sustainable supply chain management in the automotive industry”, Journal of Cleaner Production, Vol.379, pp.134-670.
- Sankaran, K. (2023), “Turning black to green: circular economy of industrial carbon emissions”, Energy for Sustainable Development, Vol.74, pp.463-470.
- Tseng, M. L., Tran, T. P. T., Ha, H. M., Bui, T. D. and Lim, M. K. (2022), “Causality of circular business strategy under uncertainty: A zero-waste practices approach in seafood processing industry in Vietnam”, Resources, Conservation and Recycling, Vol.181, pp.106-263.
- Tseng, M. L., Ardaniah, V., Sujanto, R. Y., Fujii, M. and Lim, M. K. (2021), “Multicriteria assessment of renewable energy sources under uncertainty: Barriers to adoption”, Technological Forecasting and Social Change, Vol.171, pp.120-937.
- Tsai, F. M., Bui, T. D., Tseng, M. L., Ali, M. H., Lim, M. K. and Chiu, A. S. (2021), “Sustainable supply chain management trends in world regions: A data-driven analysis”. Resources, Conservation and Recycling, Vol.167, pp.105-421.
- Vegter, D., van Hillegersberg, J. and Olthaar, M. (2023), “Performance measurement system for circular supply chain management”, Sustainable Production and Consumption, Vol.36, pp. 171-183.
- Wang, Y., Wang, S., Yang, B., Zhu, L. and Liu, F. (2020), “Big data driven Hierarchical Digital Twin Predictive Remanufacturing paradigm: Architecture, control mechanism, application scenario and benefits”, Journal of Cleaner Production, Vol.248, pp.119-299.
- Wu, Q., Leng, S., Zhang, Q. and Xiao, J. (2021), “Resource and environmental assessment of pyrolysis-based high-value utilization of waste passenger tires”, Waste Management, Vol.126, pp.201-208.
- Yontar, E. (2023), “Critical success factor analysis of blockchain technology in agri-food supply chain management: A circular economy perspective”, Journal of Environmental Management, Vol.330, pp.117-173.
- Yorulmaz, M. and Karabulut, K. (2022), “Analyzing the factors determining the effectiveness of the international safety management code applied on ships through the fuzzy DEMATEL method”, Safety science, Vol.155, pp.105-872.
- Zhang, A., Wang, J. X., Farooque, M., Wang, Y. and Choi, T. M. (2021), “Multi-dimensional circular economy supply chain management: A comparative review of the state-of-the-art practices and research”, Transportation Research Part E: Logistics and Transportation Review, Vol.155, pp.102-509.
- Zhang, L. and Zhang, Z. (2022), “Dynamic analysis of the decision of authorized remanufacturing supply chain affected by government subsidies under cap-and-trade policies”, Chaos, Solitons and Fractals, Vol.160, pp.112-237.
- Zhou, X., Zhai, Y., Zhang, T., Li, Z., Cheng, Z., Li, C., Xu, T. and Hong, J. (2023), “Uncovering the energy-carbon-water footprint of waste rubber recycling: Integrated environmental and economic perspectives”, Journal of Environmental Management, Vol.345, pp.118-916.
Figure 1.
>The aspects cause-and-effect diagram.
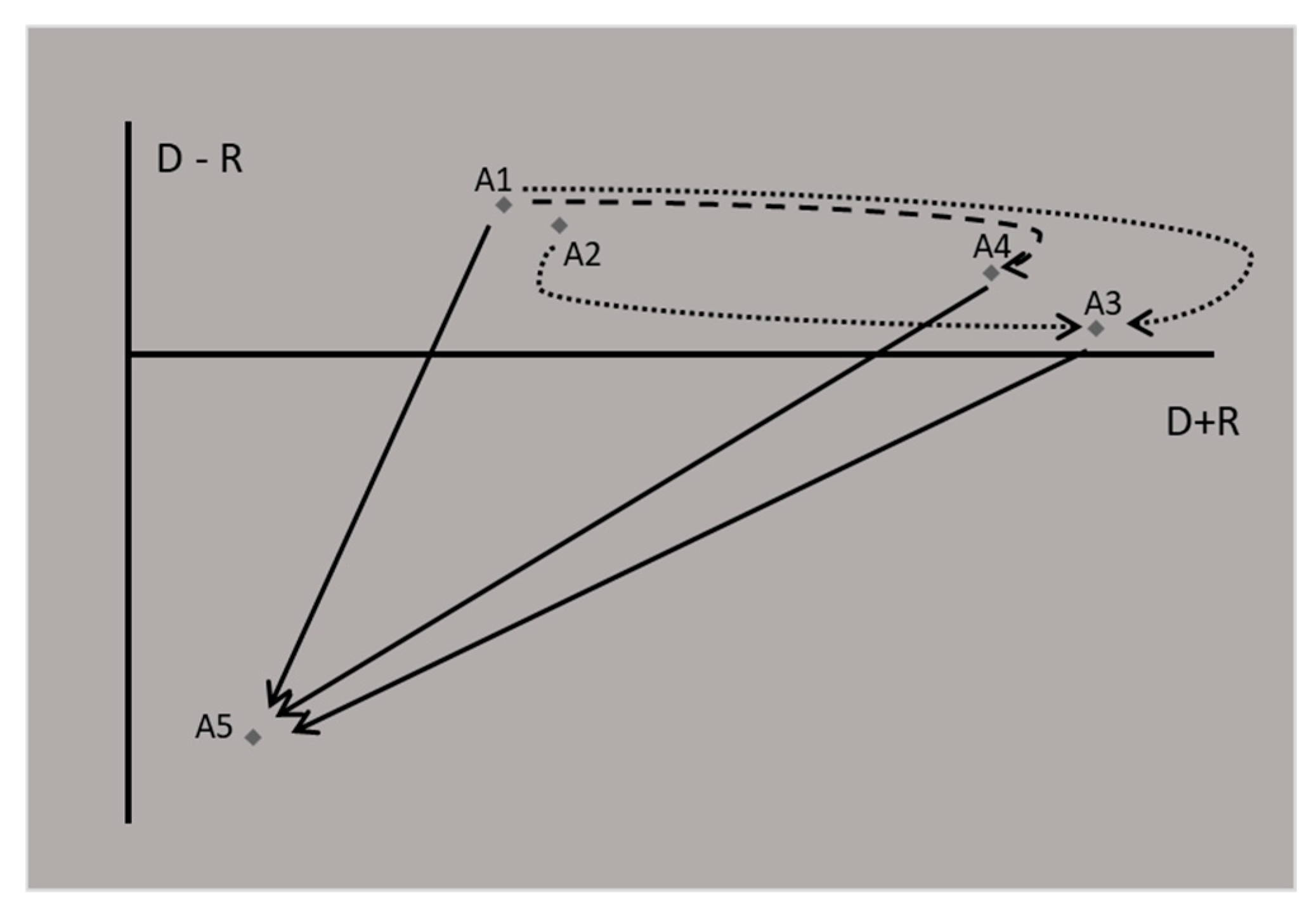
Figure 2.
The criteria cause-and-effect diagram.
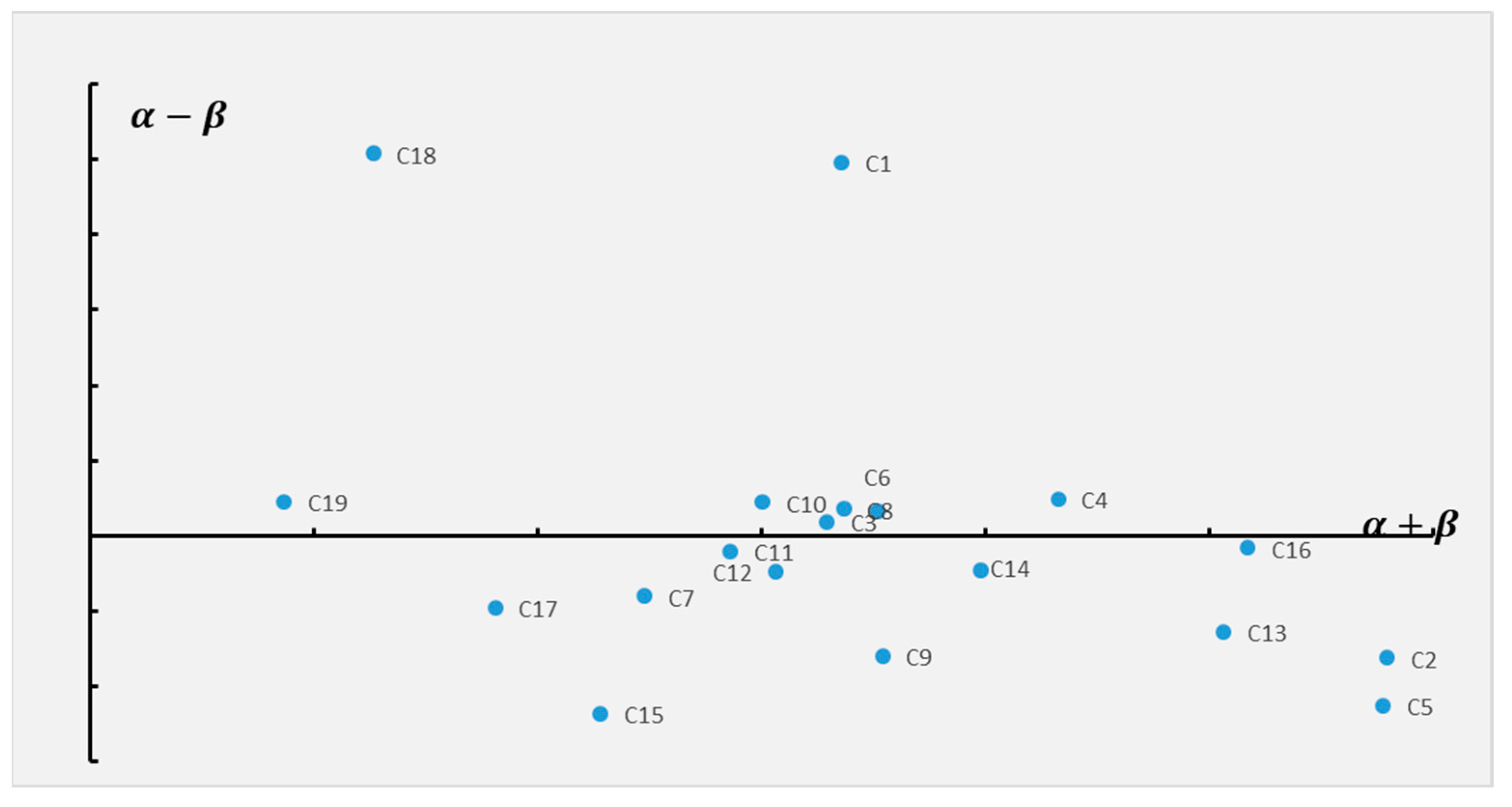
Table 1.
Transformation table of linguistic terms for FDM.
| Linguistic terms (performance/importance) | Corresponding triangular fuzzy numbers (TFNs) |
| Extreme | (0.75, 1.0, 1.0) |
| Demonstrated | (0.5, 0.75, 1.0) |
| Strong | (0.25, 0.5, 0.75) |
| Moderate | (0, 0.25, 0.5) |
| Equal | (0, 0, 0.25) |
Table 2.
TFNs linguistic scale for Fuzzy DEMATEL.
| Scale | Linguistic terms | Corresponding TFNs |
| 1 | No influence | (0.0, 0.1, 0.3) |
| 2 | Very low influence | (0.1, 0.3, 0.5) |
| 3 | Low influence | (0.3, 0.5, 0.7) |
| 4 | High influence | (0.5, 0.7, 0.9) |
| 5 | Very high influence | (0.7, 0.9, 1.0) |
Table 4.
Valid hierarchical model.
| Aspects | Criteria | ||
| A1 | Information sharing | C1 | Making better decisions for cleaner production |
| C2 | Optimizing the production process | ||
| C3 | Data integration | ||
| C4 | Sharing data in the product lifecycle | ||
| C5 | Efficiently tracking and recalling products | ||
| C6 | Optimization of inventory policy | ||
| A2 | CESC risk management | C7 | Stability of production and supply |
| C8 | Maintaining product quality | ||
| C9 | Exploring alternative materials | ||
| A3 | Circular business model | C10 | Consumer acceptance |
| C11 | Creating a new culture of sustainability | ||
| C12 | Properly implementing lifecycle assessments | ||
| C13 | Redesigning rubber | ||
| A4 | Raising the value of resources in the supply chain | C14 | Identifying waste composition and separating materials |
| C15 | Establishing an infrastructure which complements logistics | ||
| C16 | Enhancing resource efficiency | ||
| A5 | Reverse logistics of remanufactured products | C17 | Cost-benefit analysis |
| C18 | Monitoring and evaluating performance | ||
| C19 | Increasing profitability | ||
Table 5.
The initial direct relation matrix of the aspects.
| A1 | A2 | A3 | A4 | A5 | |
| A1 | 0.769 | 0.603 | 0.557 | 0.617 | 0.567 |
| A2 | 0.594 | 0.671 | 0.592 | 0.603 | 0.674 |
| A3 | 0.655 | 0.603 | 0.733 | 0.584 | 0.582 |
| A4 | 0.626 | 0.528 | 0.622 | 0.800 | 0.646 |
| A5 | 0.054 | 0.307 | 0.574 | 0.375 | 0.920 |
Table 6.
The aspects interrelationship matrix.
| A1 | A2 | A3 | A4 | A5 | D | R | D+R | D-R | |
| A1 | 2.071 | 2.060 | 2.340 | 2.259 | 2.585 | 11.316 | 9.398 | 20.714 | 1.917 |
| A2 | 2.000 | 2.071 | 2.343 | 2.244 | 2.614 | 11.271 | 9.624 | 20.896 | 1.647 |
| A3 | 2.060 | 2.086 | 2.427 | 2.276 | 2.624 | 11.473 | 11.153 | 22.626 | 0.320 |
| A4 | 2.076 | 2.089 | 2.427 | 2.380 | 2.686 | 11.658 | 10.630 | 22.288 | 1.029 |
| A5 | 1.190 | 1.319 | 1.617 | 1.470 | 1.901 | 7.497 | 12.409 | 19.906 | (4.913) |
Table 7.
The cause-and-effect relationships among the criteria.
| D | R | D+R | D-R | |
| C1 | 7.675 | 6.686 | 14.361 | 0.989 |
| C2 | 8.234 | 8.560 | 16.794 | (0.325) |
| C3 | 7.166 | 7.130 | 14.295 | 0.036 |
| C4 | 7.711 | 7.614 | 15.325 | 0.096 |
| C5 | 8.162 | 8.614 | 16.776 | (0.453) |
| C6 | 7.293 | 7.227 | 14.520 | 0.065 |
| C7 | 6.658 | 6.820 | 13.478 | (0.162) |
| C8 | 7.218 | 7.149 | 14.368 | 0.069 |
| C9 | 7.110 | 7.431 | 14.541 | (0.321) |
| C10 | 7.047 | 6.959 | 14.006 | 0.088 |
| C11 | 6.911 | 6.952 | 13.863 | (0.042) |
| C12 | 6.985 | 7.080 | 14.065 | (0.095) |
| C13 | 7.905 | 8.160 | 16.065 | (0.256) |
| C14 | 7.442 | 7.536 | 14.978 | (0.094) |
| C15 | 6.405 | 6.877 | 13.282 | (0.472) |
| C16 | 8.069 | 8.103 | 16.171 | (0.034) |
| C17 | 6.311 | 6.502 | 12.814 | (0.191) |
| C18 | 6.641 | 5.628 | 12.269 | 1.013 |
| C19 | 5.979 | 5.890 | 11.869 | 0.088 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



