
Submitted:
23 January 2024
Posted:
25 January 2024
You are already at the latest version
Abstract
The lactic acid bacteria Streptococcus thermophilus and Lactobacillus helveticus are commonly used as starter cultures in dairy product production. This study aimed to investigate the characteristics of fermented milk using different ratios of these strains and analyze the changes in volatile compounds during fermentation and storage. The 10:1 ratio of Streptococcus thermophilus CICC 6063 to Lactobacillus helveticus CICC 6064 showed optimal fermentation time (4.2 h), viable cell count (9.64 log10 colony-forming units/mL), and sensory evaluation score (79.1 points). In total, 56 volatile compounds were identified and quantified by solid-phase microextraction and gas chromatography–mass spectrometry (SPME-GC-MS), including aldehydes, ketones, acids, alcohols, esters, and others. Among these, acetaldehyde, 2,3-butanedione, 2,3-pentanedione, 2-heptanone, acetoin, and 1-heptanol had the highest odor activity values and contributed to the characteristic flavor of fermented milk. The concentrations and types of key flavor compounds reached their peak at the end of fermentation. Throughout the fermentation and storage process, the levels of 2,3-pentanedione and acetoin exhibited synergistic dynamics. These findings enhance our understanding of the chemical and molecular characteristics of milk fermented with Streptococcus thermophilus and Lactobacillus helveticus, providing a basis for improving the flavor and odor of dairy products during fermentation and storage.
Keywords:
Streptococcus thermophilus
; Lactobacillus helveticus
; fermented milk
; fermentation characteristics
; solid-phase microextraction and gas chromatography–mass spectrometry (SPME-GC-MS)
1. Introduction
Fermented milk is produced by the addition of suitable bacteria to usually heat-treated animal milk, followed by incubation to reduce the pH, with or without coagulation pretreatment [1].Lactic acid bacteria (LAB), recognized as safe for consumption (GRAS), are extensively employed in the industrial production of fermented dairy products, wine, bread, sour beer, and vegetables [2,3]. Streptococcus thermophilus is related to other LABs, such as Lactococcus lactis, which is the most important industrial starter culture widely used in the dairy industry [4]. It has the ability to metabolize lactose into exopolysaccharides, vitamins, and several flavor compounds [5]. Lactobacillus helveticus is a widely used starter culture in the production of yogurt, Italian cheeses, and Swiss cheeses, exhibiting probiotic properties such as gastrointestinal survival, epithelial cell adhesion, and pathogen antagonism [6,7]. It also acts as an effective inhibitor of angiotensin-converting enzyme, providing potential benefits for managing hypertension [8]. Moreover, fermented milk with L. helveticus has been found to positively impact calcium metabolism [9]. S. thermophilus and L. helveticus can cooperate to enhance each other’s growth, accelerate acidification, increase exopolysaccharides (EPS) synthesis, and improve the texture, rheological properties and flavor of fermented milk during storage [10,11,12].
During fermentation, milk components undergo conversion into various metabolites, including volatile and non-volatile flavor compounds [13]. These aromatic compounds can be categorized into different groups based on their chemical structures, such as carbonyl compounds, alcohols, acids, esters, hydrocarbons, aromatic compounds, and compounds containing sulfur [14]. The primary volatile chemicals responsible for the desired scent in yogurt are acetaldehyde, diacetyl, acetone, acetic acid, and 2-butanone [15]. Although present in small amounts, these compounds play a significant sensory role in fermented milk. It is worth noting that flavor substances not only undergo changes during fermentation but also during storage [16]. And, L. helveticus is important in the dairy industry for reducing bitterness and imparting a characteristic flavor to cheese [12].
The gas chromatography-mass spectrometry (GC-MS) method is widely used to examine the volatile chemicals. Furthermore, solid-phase micro-extraction (SPME), which enables the quick isolation of volatile chemicals from both solid and liquid matrices, can be used to examine a small number of samples [17]. The odor activity value (OAV) has been used to assess the contribution of different volatile compounds to the overall flavor of a sample. OAVs are calculated as the ratio between the concentration of each compound and its detection threshold concentration. Compounds with an OAV greater than 1 are considered active odorants [18].
Metabolic profiles of fermented milk from S. thermophilus and L. delbrueckii ssp. bulgaricus have been reported [19]. The combined effects of S. thermophilus and L. helveticus on product quality, including flavor and fermentation characteristics, during fermentation and storage, have not, however, been well systematic studied. In a previous study, S. thermophilus CICC 6063 and L. helveticus CICC 6064 have been used in the production of naked oats fermented beverage [20]. Thus, this study aims to investigate how different inoculum ratios of S. thermophilus CICC 6063 and L. helveticus CICC 6064 affect fermentation characteristics and explore the flavor profile during the entire process, particularly under the optimal ratio. This is important for understanding the relationship between S. thermophilus and L. helveticus and their relative contributions to the fermentation process, with the aim of providing a reference for the development and use of starter cultures.
2. Results
2.1. Physicochemical Characteristics of Fermented Milk in Different Inoculum Ratios
Various parameters, including fermentation time, pH, titratable acidity (TA), and viable bacteria count, were measured to assess the fermentation characteristics of S. thermophilus CICC 6063 and L. helveticus CICC 6064 in the fermented milk samples. The pH level of the fermented milk was continuously monitored for 24 hours in Figure 1A. All samples in the six groups reached the casein isoelectric point within 4 to 5 h, with the sample containing a 5:1 and 10:1 ratio fermenting the fastest at 4.2 h. The 1000:1 fermented milk took the longest at 4.6 h to complete fermentation. The titrated acidity at the end of fermentation ranged from 77 to 83 °T. The pH and TA of the samples in each group changed over time (Figure 1B,C). After post-ripening, the pH values increased compared to the end point of fermentation, but gradually decreased during the 21-day storage period, similar to the TA results. The 10:1 sample had the smallest changes in both pH and TA, with values of 0.14 and 4.5, respectively. In the later stages of storage, the pH and TA values of the samples remained relatively stable, ranging from 4.2 to 4.6 and 82 to 104 °T, respectively. The Figure 1 D displays the viable bacteria count results of fermented milk produced using different inoculation ratios. Among the tested samples, the fermented milk made with a 10:1 ratio of CICC 6063 to CICC 6064 exhibited the highest total viable bacteria count (4.36×109 CFU/mL). Moreover, the total viable bacteria count in fermented milk samples prepared using different proportions of the complex starter was found to be higher than that of the commercial starter culture.
2.2. Rheological Properties of Fermented Milk in Different Inoculum Ratios
The MVI value in Figure 2A indicates the sample’s microscopic viscosity. The casein micelles reorganized into a gel structure over two hours as the pH decreased. The 10:1 ratio sample reached its highest viscosity at 4.5 h, near the end of fermentation. Figure 2B demonstrates the agreement between EI and MVI values. The fermented milk groups’ EI values stabilized after 2.5 h, indicating a stable gel structure formed. At a stable state, the control group exhibited a strong gel structure. The FI values of both groups experienced significant fluctuations before reaching the gel point, as illustrated in Figure 2C, indicating that the sample remained in a liquid state. The 1000:1 fermented milk group reached the inflection point first after two hours, resulting in a sharp decrease in the FI value. The solid and elastic properties of the fermented milk fell within the SLB range of 0 to 0.5. However, the fermented milk displayed liquid and viscous characteristics within the SLB range of 0.5 to 1. After three hours, the stable sample tended to become more liquid, while the control group tended to become more solid, as depicted in Figure 2D.
2.3. Sensory Characteristics of Fermented Milk in Different Inoculum Ratios
The use of an electronic nose as a rapid assessment tool for volatile flavor compounds in fermented dairy products offers numerous benefits. Figure 3 presents the electronic nose data for fermented milk prepared using different cultures, highlighting the outcomes of the preparation. The radar map demonstrates that, except for the control group and the 1000:1 ratio, the flavor profiles of the remaining four groups were similar. Furthermore, certain sensors (P10/1, P30/2, P30/1, T30/1, P40/2, and PA/2) exhibited an enhanced response within these four groups, indicating the presence of significant amounts of organic and alcoholic compounds in the samples (Figure 3A). The PCA chart in Figure 3B clearly depicts the differences in flavor attributes among the six groups. The PLS-DA results indicate that PC1 and PC2 account for 65.2 % and 31.2 % of the sample variation, respectively, collectively explaining 96.4 % of the total variance (Figure 3C). The PLS-DA VIP analysis identified several sensors, including P10/1, P30/1, P40/2, PA/2, T70/2, TA/2, and P10/2, that were found to have a significant representation of over 1 (Figure 3D).
A total of six sets of fermented milk samples were evaluated for their flavor, texture, aroma, and taste. In comparison to commercial starter cultures, the combined fermented milk exhibited improved flavor and aroma, as depicted in Figure 3E. The fermented milk with a 10:1 ratio achieved the highest overall score, closely resembling the sensory characteristics of the imported commodity starter, as shown in Figure 3F. Our findings indicate that the ratio of S. thermophilus CICC 6063 to L. helveticus CICC 6064 has a significant impact on the production of volatile flavor compounds and the sensory quality of fermented milk. We recommend using a ratio of 10:1 for producing fermented milk with desirable flavor and storage stability.
2.4. Volatile Compounds Profiles during Fermentation and Storage
The odor and flavor formation in milk products involves the breakdown of chemical components through protein, glycolysis, and lipolysis. In this study, 10:1 co-culture sample was used to analyze volatile compounds at different time points (0h (F), 2h (F), 4h (F), 0d (S), 1d (S), 7d (S), 14 d(S), and 21 d(S)) during fermentation and storage. Table 1 presents the retention index (RI) of the DB-Wax column, which identified a total of 56 compounds. These compounds include 10 acids, 10 aldehydes, 10 ketones, 11 alcohols, 5 esters, and 10 aromatic carbohydrates. Mass spectrometry was used to identify these compounds, and their relative intensities (RIs) were calculated using an alkane mixed standard and cross-referenced with published research.
During the fermentation and storage of fermented milk, ten different acids were detected. Notably, the short-chain fatty acids acetic, butanoic, and hexanoic were found to increase significantly, particularly towards the end of fermentation, reaching maximum concentrations of 39.44, 50.45, and 90.84 µg/L, respectively. Additionally, octanoic acid exhibited a fluctuating pattern, initially rising, then declining, and finally rising again. The highest concentration of octanoic acid, 14.34 µg/L, was observed at 0d (S). In summary, the fermented milk contained a diverse range of acids in varying concentrations, which underwent changes throughout the fermentation and storage phases.
During fermentation and storage, ten aldehydes were identified. The highest concentration was observed at 4h (F) and 0d (S). Acetaldehyde, in particular, exhibited high levels during fermentation, reaching its peak at 14 d(S) before gradually decreasing to 74.39 µg/L at the completion of the process. Additionally, benzaldehyde was detected at a concentration of 1.94 µg/L at the end of fermentation. Lastly, 2-methyl-2-butenal (0.31-1.11 µg/L) was detected during the later stages of storage.
Ketone levels were higher in fermented milk compared to other materials during production and storage. Ten distinct types of ketones were identified. The concentration of 2-heptanone was highest during the early stages of fermentation (108.5 µg/L). Acetoin concentration increased and peaked at 0d (S) during fermentation, then decreased at 1d (S) and increased again. After fermentation, the mass concentration of 2,3-butanedione was 111.51 µg/L, with some variations observed during storage. After 21 days of storage, the concentration of 2,3-pentanedione increased to 51.36 µg/L. The concentration of 2-nononone increased again after decreasing during fermentation, following 21 days of storage. After seven days of storage, 4-methyl-2-hexanone was detected, with a mass concentration ranging from 1.02 to 3.03 µg/L. The total content of ketones, including 2,3-butanedione, acetoin, acetone, 2-heptanone, and 2-nononone, among others, was high (32.44 - 135.28 µg/L, 58.65 - 231.14 µg/L, 2.51 - 42.99 µg/L, 28.79 - 41.34 µg/L, and 1.46 - 7.79 µg/L, respectively).
Eleven alcohols, including 3-pentanol, 2-hexanol, and methyl alcohol, were detected in the fermented milk. Initially, methanol had a high concentration of 97.33 µg/L during fermentation, which later decreased. The maximum concentration of 3-pentanol was 6.29 µg/L at the end of fermentation. The concentration of 1,2-ethanediol steadily increased during storage, ranging from 0.43 to 0.83 µg/L. On the other hand, the content of 1-propene-1-thiol ranged from 0.05 to 0.88 µg/L and gradually decreased after fermentation.
At the start of the process, ethyl hexanoate was found at a concentration of 2.12 µg/L among the esters and aromatic carbohydrates. The concentration of p-xylene varied during different stages, reaching its peak at 2h (F). Throughout storage, the content of p-xylene ranged from 8.74 to 29.83 µg/L. Styrene was detected at concentrations ranging from 1.80 to 22.01 µg/L throughout the entire procedure.
2.5. Analysis of Volatile Compounds during Fermentation and Storage
Principal Component Analysis (PCA) is a statistical technique used to reduce the dimensionality of variables while preserving their original information [21]. In the principal component loading diagram, a closer proximity between time points and aroma components indicates a higher correlation. Figure 4A displays the principal component score chart for fermented milk samples during fermentation and storage, which is divided into four distinct regions. The time points 0h (F) and 2h (F) overlap, as do the 4h (F), 0d (S), and 1d (S) time points, suggesting similar flavor profiles. However, 21d (S) stands alone with distinct characteristics, while 1d (S) and 7d (S) exhibit similar flavors. Principal component analysis (PCA) confirms that samples at the late storage stage differ significantly from other time points. Figure 4B shows how samples collected at different times of day form unique clusters, while Figure 4C demonstrates significant variation in the contents of seven volatile flavor substances. These substances include butanoic acid (VIP >1), hexanoic acid, acetic acid, acetaldehyde, 2,3-butanedione, acetoin, and 2,3-pentanedione.
2.6. Evaluation of OAVs
The impact of volatile compounds on the flavor of S. thermophilus CICC 6063 and L. helveticus CICC 6064 was assessed by calculating the odor activity value (OAV) of volatile flavor compounds during fermentation and storage. A total of 56 volatile compounds were identified, with 14 of them recognized as significant contributors to the flavor profile (Table 2). These compounds, including acetaldehyde, 2,3-butanedione, 2,3-pentanedione, 2-heptanone, ethyl hexanoate, styrene, acetoin, 2-methyl-valeraldehyde, 2-nononone, nonanal, 1-heptanol, butanoic acid, and hexanoic acid, exhibited important modifying effects on the flavor. The presence of key flavor compounds such as acetaldehyde, 2,3-butanedione, 2-heptanone, styrene, acetoin, and 2-methyl-valeraldehyde was observed at the start of storage, and 2,3-pentanedione and ethyl hexanoate were subsequently identified during fermentation. The content of key flavor compounds remained stable or increased during storage, except for 2-methyl-valeraldehyde, which was no longer detected. At the end of the 21-day storage period, 2-nononone emerged as the key flavor compound.
3. Discussion
The choice of suitable starter cultures is crucial for producing high-quality and consistent fermented milk products. Previous research has shown that S. thermophilus CICC 6063 exhibits a high fermentation rate. In this study, we aimed to investigate the fermentation characteristics of fermented milk produced using different ratios of S. thermophilus CICC 6063 to L. helveticus CICC 6064. Furthermore, we assessed the production and storage stability of volatile flavor compounds under the optimal ratio.
In selecting a starter with optimal fermentation properties, factors such as fermentation time, pH, titratable acidity (TA), and live cell count are considered important [22]. In this study, a representative sample consisting of a 10:1 ratio was observed to reach the isoelectric point of casein after 4.2 h, indicating the potential to decrease fermentation time through the strategic combination of strains. The pH values of all samples rapidly declined within the initial 2 to 4 h post-inoculation, which is consistent with previous findings [23]. During the 21 days of storage at 4 ℃, pH and titratable acidity of the yogurt samples were significantly influenced by storage time. The pH decreased while titratable acidity increased, as observed in a study by Shah N. on fermented milk co-cultured with L. helveticus and S. thermophilus [24]. Additionally, samples with a 10:1 ratio and a commercial starter exhibited a more pronounced weak post-acidification effect, potentially extending the product’s shelf life.
Microrheology can reflect the rheological properties of fermented milk over time, which in turn affect the texture and taste of the product. The development of viscosity modulus can be measured directly using the MVI index, which captures changes in the lost modulus within a specific time period, providing insights into the variations in viscosity [25]. At the 2-hour mark, co-culture samples showed an increase in viscosity potentially due to the separation of casein micelles, development of emulsion gels, and swift viscosity alteration [26]. The MVI of each fermented milk sample peaked and transitioned into a phase of heightened viscosity [27]. An increase in the Experimental Investigation (EI) value indicates a stronger gel structure and improved stability in the sample. The gel strength in co-culture samples was observed to be lower compared to the control group, possibly due to the efficient proteolytic system of L. helveticus [28]. The fluidity index (FI) quantifies the velocity of particle movement within the system [29]. The SLB analysis revealed that acid production conditions influenced fermentation time variation, with the control group having the lowest SLB value at approximately 0.4. Co-culture samples showed a slightly higher SLB value of around 0.6, while the 10:1 group had a slightly higher SLB value compared to the other groups. Co-culture samples exhibited a higher liquid viscosity, while the control group had superior solid elasticity (CSC group).
The flavor of fermented milk is influenced by various volatile compounds, which undergo significant changes in types and concentrations during fermentation and storage, as depicted in Table 1. This study is the first to examine the flavor fingerprints of S. thermophilus and L. helveticus throughout fermentation and storage, revealing that the highest number of key flavor compounds was observed at 0d (S), indicating superior flavor characteristics compared to other fermentation stages. Furthermore, Figure 5 illustrates the metabolic pathways of 14 important contributors to volatile flavor substances, selected based on OAV results, and their content fluctuations during fermentation and storage.
Carboxylic acids derived from lipolysis, proteolysis, or lactose fermentation in fermented milk enhance taste and contribute to sourness [20,30]. These acids, including methyl ketones, alcohols, esters, and aldehydes, have minimal impact on overall flavor due to their high thresholds [31]. Among them, butanoic acid and hexanoic acid significantly alter the flavor of fermented milk and increase steadily during fermentation, reaching a peak at the end. After storage, there is a temporary decrease followed by a gradual rise. Hexanoic and heptanoic acids are likely released through lipolytic activity [32]. Hexanoic acid imparts a rancid, sweet cheese-like taste, and n-decanoic acid and acetic acid are also detected. Octanoic acid, ranging from 1.57 to 14.34 µg/L, can contribute a soapy taste [33]. Fermented milk containing hexanoic acid, octanoic acid, decanoic acid, and other fatty acids exhibits potential probiotic properties [34]. These fatty acids are present throughout fermentation and storage, with the highest concentration observed at 0d (S). Thus, fermented milk of S. thermophilus CICC 6063 and L. helveticus CICC 6064 may have probiotic potential.
Aldehydes, with their lower threshold, have a significant impact on the flavor of fermented milk [35]. Among the ten aldehydes identified during fermentation and storage, only acetaldehyde was consistently present. Acetaldehyde is considered the most important flavor compound responsible for the fruity aroma in fermented milk, resembling green apple or nutty flavors [36]. The choice of starter cultures and pH level influence acetaldehyde production, with higher levels observed at 0d (S) and 14d (S) due to increased acidity [36,37]. Other aldehydes, like hexanal, are transient and easily converted into acidic compounds or alcohols in fermented milk [20]. The levels of hexanal detected in this study were minimal at both 4h (F) and 21d (S). Straight-chain aldehydes such as hexanal, heptanal, and nonanal, derived from the oxidation of unsaturated fatty acids in milk fat, contribute to the grassy and herbaceous aromas in fermented milk [38].
Ketones are formed through the thermal degradation of amino acids, oxidation of unsaturated fatty acids, and the Maillard reaction. These compounds have a significant impact on the aroma of dairy products due to their low perception thresholds [39]. In this study, 11 ketones were identified, including acetoin, 2,3-butanedione, 2,3-pentanedione, 2-heptanone, and 2-nononone, which are important flavor components. Acetoin, known for its slightly creamy, slightly sweet, buttery flavor, when combined with diacetyl, gives sour milk a mild and pleasant buttery taste [40]. 2,3-Butanedione (diacetyl), responsible for the flavor of sour butter, is derived from the fermentation of citric acid [41]. It has been detected at levels ranging from 32.44 to 135.28 µg/L during fermentation and storage. The production of 2,3-butanedione and 2,3-pentanedione is a result of the chemical decarboxylation of their precursors, 2-acetolactate and 2-aceto-2-hydroxybutyrate. Acetoin, 2,3-butanedione, and 2,3-pentanedione, which are considered important odor compounds in yogurt, showed the highest levels in the samples, consistent with the findings of this study [42]. The stability of 2, 3-pentanedione and acetoin remains unchanged throughout fermentation and storage as shown in Figure 5, indicating a potential enzymatic reduction of acetoin from 2, 3-pentanedione by diacetyl reductase [43].
Alcohols are the final byproducts of amino acid metabolism and glucose degradation in yogurts. The presence of alcohols in fermented milk has been associated with lactose metabolism, reduction of methyl ketones, and amino acid metabolism [44]. A comprehensive analysis found 11 different alcohols in the samples, with 1-heptanol being the only one detected during late storage. The presence of 1-heptanol significantly altered the flavor profile of the sample, as it is considered an important flavor component in fermented milk [45].
Esters can be formed in yogurt when alcohols react with free acids [16]. LAB contains various esters that can be used in the alcoholysis process to produce flavor esters directly from glycerol esters and alcohols [46]. For example, ethyl acetate and ethyl hexanoate can be synthesized by esterifying ethanol with acetic acid and hexanoate acid, respectively, using esterases. Esters, especially ethyl acetate, are important for developing fruity characteristics in dairy products [47]. They contribute to fruity and floral flavors in fermented milk while reducing the strong odors of fatty acids and amines [30]. The analyzed sample had ethyl caproate in concentrations ranging from 0.19-2.12 µg/L, with the highest levels detected at the end of fermentation. Ethyl caproate is a crucial flavor compound that gives the product a fruity taste.
The presence of dominant Lactobacillus species in fermented milk contributes to the production of various compounds, including esters, aldehydes, acids, ketones, and alcohols [16]. Among these species, L. helveticus is noteworthy for its strong lipolysis and proteolytic activity. This activity involves the breakdown of milk proteins into smaller peptides using peptides and proteinases. Through this enzymatic process, desirable flavor compounds are formed from milk peptides and fats [48]. Furthermore, a group of peptidases further degrade the resulting peptides into free amino acids following initial breakdown by rennet and bacterial proteases [49].
In addition to the strain ratio, the flavor of fermented milk can be influenced by various factors such as processing conditions, milk source, and other ingredients used in the production process [50]. The presence of numerous volatile flavor compounds in the sample contributes to the distinct flavor of fermented milk. Fermented milk had the highest number of key flavor compounds detected upon completion of fermentation. Research on flavor during fermentation and storage can enhance the production of consistent yogurt products and improve consumer acceptance. Many studies have shown a strong correlation between lactic acid bacteria and flavor formation in fermented milk and other fermented foods [16]. Therefore, the combination of S. thermophilus CICC 6063 and L. helveticus CICC 6064 shows promising potential in fermented food production.
4. Materials and Methods
4.1. Materials
The strains Streptococcus thermophilus CICC 6063 and Lactobacillus helveticus CICC 6064 were sourced from the China Center of Industrial Culture Collection in Beijing, China. The UHT whole milk used in the study was obtained from Yili Industry Group Co., Ltd, located in Inner Mongolia, China. Additionally, the 2-Methyl-3-heptanone standard was purchased from Sigma-Aldrich.
4.2. Preparation of Fermented Milk
Freeze-dried cultures of S. thermophilus CICC 6063 and L. helveticus CICC 6064, stored at -80 ℃, were utilized for this study. In order to create fermented milk, a standard initial inoculum size of 5×10 6 CFU/mL was employed for all samples. The milk was pasteurized and subjected to heating at 90 ℃ for 30 minutes, followed by cooling to 42 ℃. Various ratios of S. thermophilus CICC 6063 and L. helveticus CICC 6064 were added to the milk, including a control group with commercial cultures. The ratios tested were 1:1, 5:1, 10:1, 100:1, and 1000:1 (S. thermophilus CICC 6063: L. helveticus CICC 6064). The mixture was then incubated at 42 ℃. Fermentation was terminated upon reaching a pH value of 4.6, and all fermented samples were stored at 4 ℃ for a duration of 21 days. Throughout the fermentation and refrigerated storage period, 50 mL samples were collected at specific time intervals for subsequent analysis.
4.3. pH Value, Titratable Acidity Determination and Enumeration of Viable Cell
Throughout the fermentation process, the pH value of the samples was monitored using the iCinac fermentation monitor (France) lasting 24 h, in accordance with the ISO 26323:2009(E) method. Additionally, the pH value was measured during the storage period using a pH meter from Mettler Toledo (USA). To evaluate the titratable acidity (TA), measurements were taken at various time points during the fermentation process. These time points included the initial point of fermentation (0h (F)), two intermediate time points (2h (F), 4h (F)), the termination point of fermentation (0d (S)), and different stages of refrigerated storage (1d (S), 7d (S), 14d (S), and 21d (S)). The protocols outlined in the GB5009.239-2016 guidelines were followed for these measurements. To evaluate the count of viable cells, we consulted the guidelines outlined in GB4789.35-2016.
4.4. Rheological Property Analysis
The gel formation of milk during fermentation was analyzed using the Rheolaser MasterTM (Formulaction, France) equipped with multi-speckle diffusing wave spectroscopy (MS-DWS). In this study, 20 mL of inoculated milk samples were poured into glass tubes with inner diameters of 27.5 mm. These tubes were then placed in the pre-equilibrated Rheolaser Master apparatus at a temperature of 42 ℃. The acidification process was allowed to proceed until the pH of the milk reached 4.6. Measurements were performed at 1-minute intervals using the Rheolaser Master. The collected data was then analyzed using the accompanying software, enabling the determination of various rheological parameters including the macroscopic viscosity index (MVI), solid-liquid balance (SLB), elastic index (EI), and fluidity index (FI).
4.5. Electronic Nose Analysis
For this investigation, the Fox 4000 E-nose system provided by ALPHA MOS in Toulouse, France was utilized. This system incorporates three sensor matrix chambers and a grand total of 18 metal oxide sensors. Given the nature of our analysis, which focused on edible foods, two sensor matrix chambers (Chamber A and Chamber B) were chosen along with a specific set of 12 metal oxide sensors to be employed in the experiment. These sensors, namely T30/1, P10/1, P10/2, P40/1, T70/2, PA/2, P30/1, P40/2, P30/2, T40/2, T40/1, and TA/2, were chosen based on their primary applications [51].
To perform the measurements, we accurately weighed each sample to be 5 g and sealed them in 20 mL centrifugal bottles. These sealed bottles were then incubated at a temperature of 60 ℃ for 5 mins. Subsequently, the 12 metal oxide sensors that were carefully chosen were employed for the purpose of measuring the samples. Throughout the measurement procedure, meticulous attention was given to establishing the specific environmental conditions, namely a sensor cleaning duration of 120 seconds, an internal flow rate of 150 mL/min, and a sample detection time of 120 seconds.
4.6. Sensory Evaluation
To evaluate the sensory characteristics of the different fermented milk samples, a group of 11 trained panelists used a modified 100-point intensity scale based on the guidelines outlined in the Chinese dairy industry guideline RHB 103-2004 [52]. The panelists rated the acidity, sweetness, viscosity, and denseness on a scale ranging from 0 to 15. The taste, flavor, and texture were evaluated on a separate 20-point intensity scale. To calculate the overall mean score for each sample, the highest and lowest scores were discarded, and the average of the remaining scores was calculated.
4.7. Analysis of Volatile Flavor Compounds by SPME-GC-MS
To extract the flavor compounds, a solid-phase microextraction (SPME) fiber (50/30 µm, DVB/CAR/PDMS, Agilent, USA) was used. The extraction process parameters were optimized. The procedure involved placing 10 g of the sample in a 40 mL headspace vial and adding 1 µL of 2-methyl-3-heptanone as an internal standard with a mass concentration of 0.816 mg/mL. After equilibrating at 45 ℃ in a water bath for 30 mins, the SPME fiber was used for headspace extraction for 30 mins. Then, it was desorbed for 5 mins in GC-MS.
GC: A DB-WAX column (60 m × 0.25 mm, 0.25 µm) was used. Helium gas was used as the carrier gas with a constant flow rate of 1.2 mL/min. The temperature program for the column started at 40 ℃ and was ramped up at a rate of 4 ℃/min to 230 ℃, which was then held for 2 mins. The system was operated in split-less mode.
MS: Electron ionization (EI) source was applied at a voltage of 70 eV. The inlet temperature was set at 250 ℃, while the ion source and quadrupole temperatures were maintained at 230 ℃ and 150 ℃, respectively. The mass scan range used was 35 to 350 m/z, employing full scan mode.
4.8. Qualitative analysis
The concentration of each compound was calculated using the following formula after the volatile flavor compounds were automatically identified using the National Institute of Standards Technology Mass Spectral Database 14 (accessed using software from Agilent Technologies, Inc.) Masshunter workstation. The retention indices (RIs) of volatile flavor compounds were calculated based on the retention time, which was determined by injection of a series of n-alkanes - (from AccuStandard Inc., New Haven, CT) under identical conditions. These RIs were then compared with the RI values reported in the literature (http://webbook.nist.gov/chemistry). The relative abundances of all identified volatile compounds were compared using their peak areas in total ion chromatography (TIC), and then normalized by the peak areas of the internal standard (ISTD) from the same sample. Finally, the concentration of each compound was calculated using the following formula:
(1)
where "" signifies the concentration (mg/L) of each compound, "" denotes the concentration (mg/L) of the internal standard (ISTD), "" indicates the chromatographic peak area for each compound, and "" signifies the chromatographic peak area of the ISTD.
4.9. Odor Activity Values Calculation
The odor activity values (OAVs) were employed to assess the individual significance of volatile flavor compounds in shaping the overall flavor profile of the fermented milk [53]. The OAV is a measurement that compares the concentration of each compound to its sensory threshold concentration.
4.10. Statistical Analysis
The data were examined using Origin 2022 software from OriginLab Co. located in Northampton, MA. All data were imported into the MetaboAnalyst 5.0 website (http://www. metaboanalyst.ca) for statistical analysis. To determine the statistical significance between samples, a one-tailed Student’s t-test (P < 0.05) was performed. The variable importance on projection (VIP) score was utilized to identify important metabolite features in the PLS-DA. Volatile compounds that had both P < 0.05 and VIP > 1 were considered significantly different volatile compounds for variable selection [54].
5. Conclusions
Exploring various combinations of starter strains is crucial in the fermented milk manufacturing industry to attain desired qualities such as strong fermentation capability, distinct flavors, and probiotic properties. In this work, we emphasized the synergistic effects of strains of Streptococcus thermophilus CICC 6063 and Lactobacillus helveticus CICC 6064 on fermented milk properties. The 10:1 ratio had a viable count of 9.64 log10 CFU/mL, a fermentation time of 4.4 h, and a sensory evaluation score of 79.1 points. During fermentation and storage, a total of 56 volatile compounds were identified, including carboxylic acids, alcohols, esters, ketones, aldehydes, and aromatic carbohydrates. According to OAVs results, 14 compounds were found to be the key factors determining the product odor/flavor. The peak concentrations of key flavor compounds were observed on 0 day of storage. Throughout fermentation and storage, there was a synergistic relationship between 2,3-pentanedione and acetoin, as their concentrations displayed similar patterns of change. This study contributes to the understanding of the synergistic effects of Streptococcus thermophilus and Lactobacillus helveticus strains in fermented milk production. Additionally, the findings have practical implications for enhancing the flavor and odor of dairy products during fermentation and storage.
Author Contributions
X.Z., Y.G. and S.Y. conceived and designed the experiments; X.Z. and C.L. performed the experiments; X.Z. and X.Y. analyzed the data; H.L. and X.W. contributed reagents/materials/analysis tools; X.Z., Y.G. and S.Y. wrote the paper.
Funding
This work was financially supported by Science and Technology Innovation Key Project of China Light Industry Group (Sinolight) Co., Ltd. (Z02022YY01).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
Thanks to Ms. Wang Bei’s team from Beijing Technology and Business University for their provision of the fermented milk flavor detection platform and method optimization guidance.
Conflicts of Interest
The authors have not stated any conflicts of interest.
References
- Alimentarius, C. Milk and milk products; FAO/WHO: Rome, Italy, 2011. [Google Scholar]
- Dysvik, A.; Liland, K.H.; Myhrer, K.S.; Westereng, B.; Rukke, E.O.; De Rouck, G.; Wicklund, T. Pre-fermentation with lactic acid bacteria in sour beer production. Journal of the Institute of Brewing 2019, 125, 342–356. [Google Scholar] [CrossRef]
- Sánchez, Ó.J.; Barragán, P.J.; Serna, L. Review of Lactobacillus in the food industry and their culture media. Revista Colombiana de Biotecnología 2019, 21, 63–76. [Google Scholar] [CrossRef]
- Del Rio, B.; Linares, D.M.; Ladero, V.; Redruello, B.; Fernández, M.; Martin, M.C.; Alvarez, M.A. Putrescine production via the agmatine deiminase pathway increases the growth of Lactococcus lactis and causes the alkalinization of the culture medium. Applied microbiology and biotechnology 2015, 99, 897–905. [Google Scholar] [CrossRef]
- Leroy, F.; De Vuyst, L. Lactic acid bacteria as functional starter cultures for the food fermentation industry. Trends in Food Science & Technology 2004, 15, 67–78. [Google Scholar]
- Gao, S.; Jiang, Y.; Zhang, X.; Cui, S.; Liu, X.; Zhao, J.; Zhang, H.; Chen, W. Comparative Peptidomics Analysis of Milk Fermented by Lactobacillus helveticus. Foods 2022, 11, 3885. [Google Scholar] [CrossRef]
- Taverniti, V.; Guglielmetti, S. Health-promoting properties of Lactobacillus helveticus. Frontiers in microbiology 2012, 3, 392. [Google Scholar] [CrossRef] [PubMed]
- Hassan, M.U.; Nayab, H.; Shafique, F.; Williamson, M.P.; Almansouri, T.S.; Asim, N.; Shafi, N.; Attacha, S.; Khalid, M.; Ali, N.; others. Probiotic properties of Lactobacillus helveticus and Lactobacillus plantarum isolated from traditional Pakistani yoghurt. BioMed Research International 2020, 2020. [Google Scholar] [CrossRef]
- Narva, M.; Nevala, R.; Poussa, T.; Korpela, R. The effect of Lactobacillus helveticus fermented milk on acute changes in calcium metabolism in postmenopausal women. European Journal of Nutrition 2004, 43, 61–68. [Google Scholar] [CrossRef]
- Rul, F. Yogurt: Microbiology, organoleptic properties and probiotic potential, 2017.
- Hati, S.; Patel, N.; Mandal, S. Comparative growth behaviour and biofunctionality of lactic acid bacteria during fermentation of soy milk and bovine milk. Probiotics and antimicrobial proteins 2018, 10, 277–283. [Google Scholar] [CrossRef]
- Guan, C.; Chen, X.; Zhao, R.; Yuan, Y.; Huang, X.; Su, J.; Ding, X.; Chen, X.; Huang, Y.; Gu, R. A weak post-acidification Lactobacillus helveticus UV mutant with improved textural properties. Food Science & Nutrition 2021, 9, 469–479. [Google Scholar]
- Ayad, E.H.; Verheul, A.; Engels, W.J.; Wouters, J.; Smit, G. Enhanced flavour formation by combination of selected lactococci from industrial and artisanal origin with focus on completion of a metabolic pathway. Journal of applied microbiology 2001, 90, 59–67. [Google Scholar] [CrossRef]
- Fang, X.; Guo, L.; Chen, H.; Ke, W.; Guo, W.; Guo, X.; Zhang, Y. Characteristics of volatile flavor components in traditional fermented yak milk produced in different ecoregions of the Qinghai-Tibetan plateau. Journal of dairy science 2020, 103, 191–200. [Google Scholar] [CrossRef]
- Krastanov, A.; Yeboah, P.J.; Wijemanna, N.D.; Eddin, A.S.; Ayivi, R.D.; Ibrahim, S.A. Volatile Aromatic Flavor Compounds in Yogurt: A Review. Current Issues and Advances in the Dairy Industry 2023. [Google Scholar]
- Zareba, D.; Ziarno, M.; Obiedzinski, M. Volatile profile of non-fermented milk and milk fermented by Bifidobacterium animalis subsp. lactis. International Journal of Food Properties 2012, 15, 1010–1021. [Google Scholar] [CrossRef]
- Delgado, F.J.; González-Crespo, J.; Cava, R.; García-Parra, J.; Ramírez, R. Characterisation by SPME–GC–MS of the volatile profile of a Spanish soft cheese PDO Torta del Casar during ripening. Food Chemistry 2010, 118, 182–189. [Google Scholar]
- Dan, T.; Jin, R.; Ren, W.; Li, T.; Chen, H.; Sun, T. Characteristics of milk fermented by Streptococcus thermophilus MGA45-4 and the profiles of associated volatile compounds during fermentation and storage. Molecules 2018, 23, 878. [Google Scholar] [CrossRef]
- Sieuwerts, S.; Molenaar, D.; van Hijum, S.A.; Beerthuyzen, M.; Stevens, M.J.; Janssen, P.W.; Ingham, C.J.; de Bok, F.A.; de Vos, W.M.; van Hylckama Vlieg, J.E. Mixed-culture transcriptome analysis reveals the molecular basis of mixed-culture growth in Streptococcus thermophilus and Lactobacillus bulgaricus. Applied and environmental microbiology 2010, 76, 7775–7784. [Google Scholar]
- Wang, J.; Liu, Y.; Lan, F.; Wang, J. Screening of the Best Strain for Naked Oat Fermentation Beverage and its Production Process Study. Proceedings of the 2012 International Conference on Applied Biotechnology (ICAB 2012) Volume 1. Springer, 2014, pp. 181–191.
- Monge, M.E.; Negri, R.M.; Giacomazza, D.; Bulone, D. Correlation between rheological properties and limonene release in pectin gels using an electronic nose. Food hydrocolloids 2008, 22, 916–924. [Google Scholar] [CrossRef]
- Rault, A.; Bouix, M.; Béal, C. Fermentation pH influences the physiological-state dynamics of Lactobacillus bulgaricus CFL1 during pH-controlled culture. Applied and environmental microbiology 2009, 75, 4374–4381. [Google Scholar] [CrossRef]
- Tian, H.; Shen, Y.; Yu, H.; He, Y.; Chen, C. Effects of 4 probiotic strains in coculture with traditional starters on the flavor profile of yogurt. Journal of Food Science 2017, 82, 1693–1701. [Google Scholar] [CrossRef]
- Shah, N.; Prajapati, J. Effect of carbon dioxide on sensory attributes, physico-chemical parameters and viability of Probiotic L. helveticus MTCC 5463 in fermented milk. Journal of food Science and Technology 2014, 51, 3886–3893. [Google Scholar] [CrossRef]
- Lazaridou, A.; Serafeimidou, A.; Biliaderis, C.G.; Moschakis, T.; Tzanetakis, N. Structure development and acidification kinetics in fermented milk containing oat β-glucan, a yogurt culture and a probiotic strain. Food Hydrocolloids 2014, 39, 204–214. [Google Scholar] [CrossRef]
- Yang, S.; Li, W.; Bai, M.; Wang, J.; Sun, Z. Analysis of cofermentation characteristics of Lactobacillus bulgaricus and Streptococcus thermophilus based on microrheology. Food Bioengineering 2022, 1, 233–240. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Y.; Wang, P.; Tian, Y.; Liang, Q.; Ren, F. Rennet-induced coagulation properties of yak casein micelles: A comparison with cow casein micelles. Food Research International 2017, 102, 25–31. [Google Scholar] [CrossRef]
- Zhong, Z.; Hu, R.; Zhao, J.; Liu, W.; Kwok, L.Y.; Sun, Z.; Zhang, H.; Chen, Y. Acetate kinase and peptidases are associated with the proteolytic activity of Lactobacillus helveticus isolated from fermented food. Food Microbiology 2021, 94, 103651. [Google Scholar] [CrossRef]
- Titapiccolo, G.I.; Corredig, M.; Alexander, M. Acid coagulation behavior of homogenized milk: effect of interacting and non-interacting droplets observed by rheology and diffusing wave spectroscopy. Dairy science & technology 2011, 91, 185–201. [Google Scholar]
- Cheng, H. Volatile flavor compounds in yogurt: A review. Critical reviews in food science and nutrition 2010, 50, 938–950. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Mi, S.; Liu, R.; Sang, Y.; Wang, X. Evaluation of volatile compounds in milks fermented using traditional starter cultures and probiotics based on odor activity value and chemometric techniques. Molecules 2020, 25, 1129. [Google Scholar] [CrossRef] [PubMed]
- Wang, B.; Xu, S. Effects of different commercial lipases on the volatile profile of lipolysed milk fat. Flavour and fragrance journal 2009, 24, 335–340. [Google Scholar] [CrossRef]
- Cadwallader, K.R.; Singh, T.K.; Jerrell, J.P. Streamlined analysis of short-, medium-, and long-chain free fatty acids in dairy products; ACS Publications, 2007. [Google Scholar]
- Liu, C.; Xu, X.; Shi, Y.; Wang, C. Nutritional value and current research status of goat milk. J. Dairy Sci. Technol 2013, 36, 25–28. [Google Scholar]
- Brányik, T.; Silva, D.P.; Baszczyňski, M.; Lehnert, R.; e Silva, J.B.A. A review of methods of low alcohol and alcohol-free beer production. Journal of Food Engineering 2012, 108, 493–506. [Google Scholar] [CrossRef]
- Baranowska, M.; others. Intensification of the synthesis of flavour compounds in yogurt by milk enrichment with their precursors. Polish journal of food and nutrition sciences 2006, 15, 5. [Google Scholar]
- Bongers, R.S.; Hoefnagel, M.H.; Kleerebezem, M. High-level acetaldehyde production in Lactococcus lactis by metabolic engineering. Applied and environmental microbiology 2005, 71, 1109–1113. [Google Scholar] [CrossRef] [PubMed]
- Villavicencio, J.D.; Zoffoli, J.P.; Plotto, A.; Contreras, C. Aroma compounds are responsible for an herbaceous off-flavor in the sweet cherry (Prunus avium L.) Cv. regina during fruit development. Agronomy 2021, 11, 2020. [Google Scholar] [CrossRef]
- Dan, T.; Ren, W.; Liu, Y.; Tian, J.; Chen, H.; Li, T.; Liu, W. Volatile flavor compounds profile and fermentation characteristics of milk fermented by Lactobacillus delbrueckii subsp. bulgaricus. Frontiers in Microbiology 2019, 10, 2183. [Google Scholar] [CrossRef]
- Rincon-Delgadillo, M.; Lopez-Hernandez, A.; Wijaya, I.; Rankin, S. Diacetyl levels and volatile profiles of commercial starter distillates and selected dairy foods. Journal of dairy science 2012, 95, 1128–1139. [Google Scholar] [CrossRef]
- Vedamuthu, E.R. Starter cultures for yogurt and fermented milks. Manufacturing yogurt and fermented milks 2013, pp. 115–148.
- Zhao, M.; Li, H.; Zhang, D.; Li, J.; Wen, R.; Ma, H.; Zou, T.; Hou, Y.; Song, H. Variation of Aroma Components of Pasteurized Yogurt with Different Process Combination before and after Aging by DHS/GC-O-MS. Molecules 2023, 28, 1975. [Google Scholar] [CrossRef]
- Comasio, A.; Harth, H.; Weckx, S.; De Vuyst, L. The addition of citrate stimulates the production of acetoin and diacetyl by a citrate-positive Lactobacillus crustorum strain during wheat sourdough fermentation. International journal of food microbiology 2019, 289, 88–105. [Google Scholar] [CrossRef]
- Molimard, P.; Spinnler, H.E. Compounds involved in the flavor of surface mold-ripened cheeses: Origins and properties. Journal of dairy science 1996, 79, 169–184. [Google Scholar] [CrossRef]
- Dan, T.; Wang, D.; Jin, R.; Zhang, H.; Zhou, T.; Sun, T. Characterization of volatile compounds in fermented milk using solid-phase microextraction methods coupled with gas chromatography-mass spectrometry. Journal of dairy science 2017, 100, 2488–2500. [Google Scholar] [CrossRef] [PubMed]
- Hu, Y.; Zhang, L.; Wen, R.; Chen, Q.; Kong, B. Role of lactic acid bacteria in flavor development in traditional Chinese fermented foods: A review. Critical reviews in food science and nutrition 2022, 62, 2741–2755. [Google Scholar] [CrossRef] [PubMed]
- Curioni, P.; Bosset, J. Key odorants in various cheese types as determined by gas chromatography-olfactometry. International Dairy Journal 2002, 12, 959–984. [Google Scholar] [CrossRef]
- Kenny, O.; FitzGerald, R.; O’Cuinn, G.; Beresford, T.; Jordan, K. Autolysis of selected Lactobacillus helveticus adjunct strains during Cheddar cheese ripening. International Dairy Journal 2006, 16, 797–804. [Google Scholar] [CrossRef]
- Lortal, S.; Chapot-Chartier, M.P. Role, mechanisms and control of lactic acid bacteria lysis in cheese. International Dairy Journal 2005, 15, 857–871. [Google Scholar] [CrossRef]
- Routray, W.; Mishra, H.N. Scientific and technical aspects of yogurt aroma and taste: a review. Comprehensive Reviews in Food Science and Food Safety 2011, 10, 208–220. [Google Scholar] [CrossRef]
- Xu, M.; Ye, L.; Wang, J.; Wei, Z.; Cheng, S. Quality tracing of peanuts using an array of metal-oxide based gas sensors combined with chemometrics methods. Postharvest Biology and Technology 2017, 128, 98–104. [Google Scholar] [CrossRef]
- Zhang, Z.; Guo, S.; Wu, T.; Yang, Y.; Yu, X.; Yao, S. Inoculum size of co-fermentative culture affects the sensory quality and volatile metabolome of fermented milk over storage. Journal of Dairy Science 2022, 105, 5654–5668. [Google Scholar] [CrossRef]
- Dan, T.; Chen, H.; Li, T.; Tian, J.; Ren, W.; Zhang, H.; Sun, T. Influence of Lactobacillus plantarum P-8 on fermented milk flavor and storage stability. Frontiers in microbiology 2019, 9, 3133. [Google Scholar] [CrossRef]
- Dan, T.; Hu, H.; Li, T.; Dai, A.; He, B.; Wang, Y. Screening of mixed-species starter cultures for increasing flavour during fermentation of milk. International Dairy Journal 2022, 135, 105473. [Google Scholar] [CrossRef]
Figure 1.
Characteristics of fermented milk with varying strain proportions: (A) 24-hour pH monitoring results during fermented milk fermentation by varying ratios of S. thermophilus CICC 6063 and L. helveticus CICC 6064 co-cultures for fermented milk fermentation, including 1:1, 5:1, 10:1, 100:1, 1000:1 (S. thermophilus: L. helveticus) and commercial starter culture (CSC); (B) Variations in fermented milk pH during storage; (C) Variations in fermented milk titration acidity during storage; (D) Counting viable bacteria in fermented milk stored for 1 day (S: Streptococcus, L: Lactobacillus).
Figure 1.
Characteristics of fermented milk with varying strain proportions: (A) 24-hour pH monitoring results during fermented milk fermentation by varying ratios of S. thermophilus CICC 6063 and L. helveticus CICC 6064 co-cultures for fermented milk fermentation, including 1:1, 5:1, 10:1, 100:1, 1000:1 (S. thermophilus: L. helveticus) and commercial starter culture (CSC); (B) Variations in fermented milk pH during storage; (C) Variations in fermented milk titration acidity during storage; (D) Counting viable bacteria in fermented milk stored for 1 day (S: Streptococcus, L: Lactobacillus).
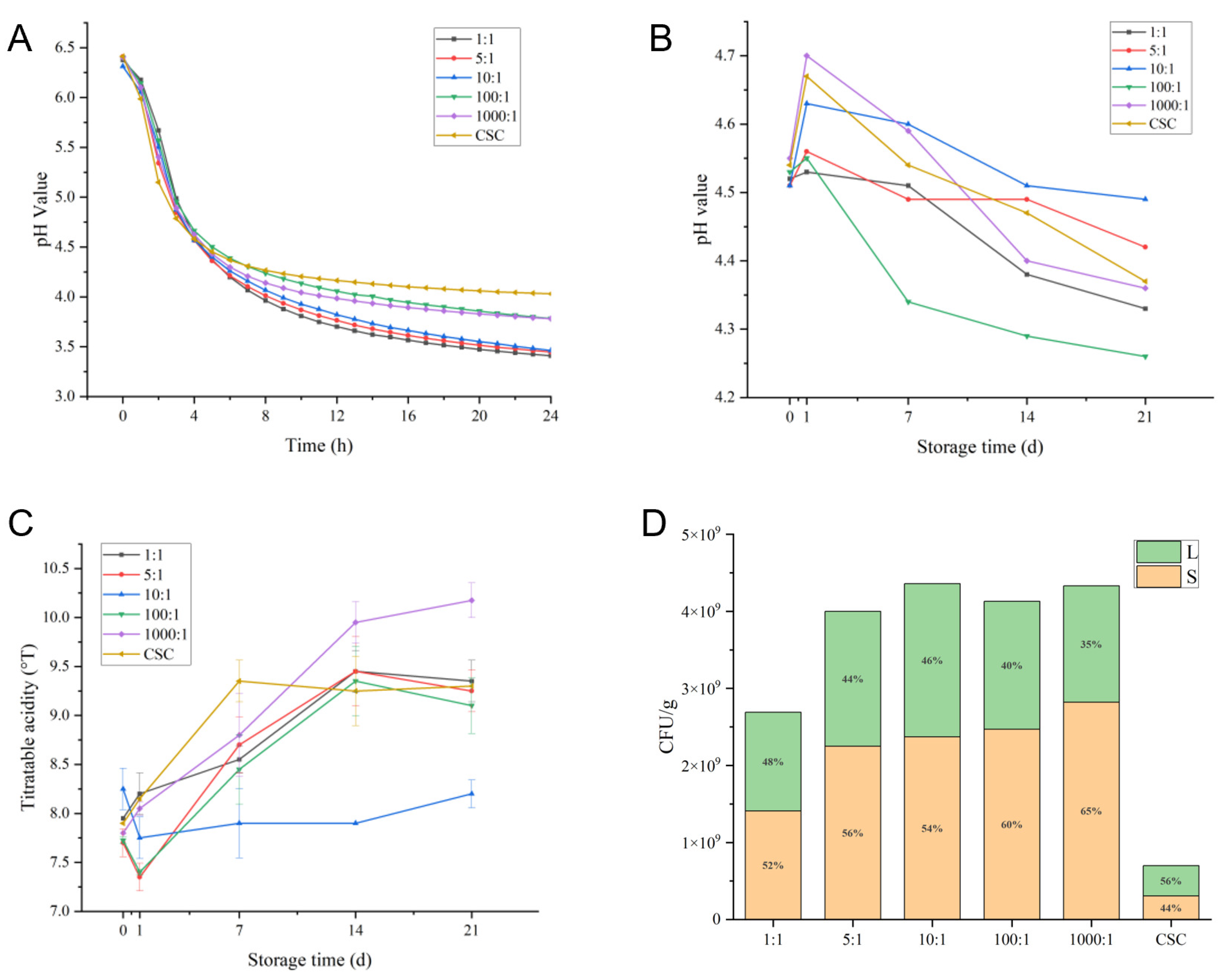
Figure 2.
Rheological results of fermented milk prepared Stwith different proportions of co-culture and commercial starter culture: (A) Macroscopic viscosity index (MVI) values; (B) Elastic index (EI) values; (C) Fluidity index (FI) values; (D) Solid-liquid balance (SLB) values.
Figure 2.
Rheological results of fermented milk prepared Stwith different proportions of co-culture and commercial starter culture: (A) Macroscopic viscosity index (MVI) values; (B) Elastic index (EI) values; (C) Fluidity index (FI) values; (D) Solid-liquid balance (SLB) values.

Figure 3.
Electronic nose and sensory evaluation results of fermented milk prepared with different proportions of co-culture and commercial starter culture: (A) Radar fingerprint chart of electronic nose; (B) Principal Component Analysis (PCA); (C) and (D) scores by PLS-DA of E-nose data; (E) Sensory scores of different sensory indexes; (F) Total sensory scores of samples.
Figure 3.
Electronic nose and sensory evaluation results of fermented milk prepared with different proportions of co-culture and commercial starter culture: (A) Radar fingerprint chart of electronic nose; (B) Principal Component Analysis (PCA); (C) and (D) scores by PLS-DA of E-nose data; (E) Sensory scores of different sensory indexes; (F) Total sensory scores of samples.
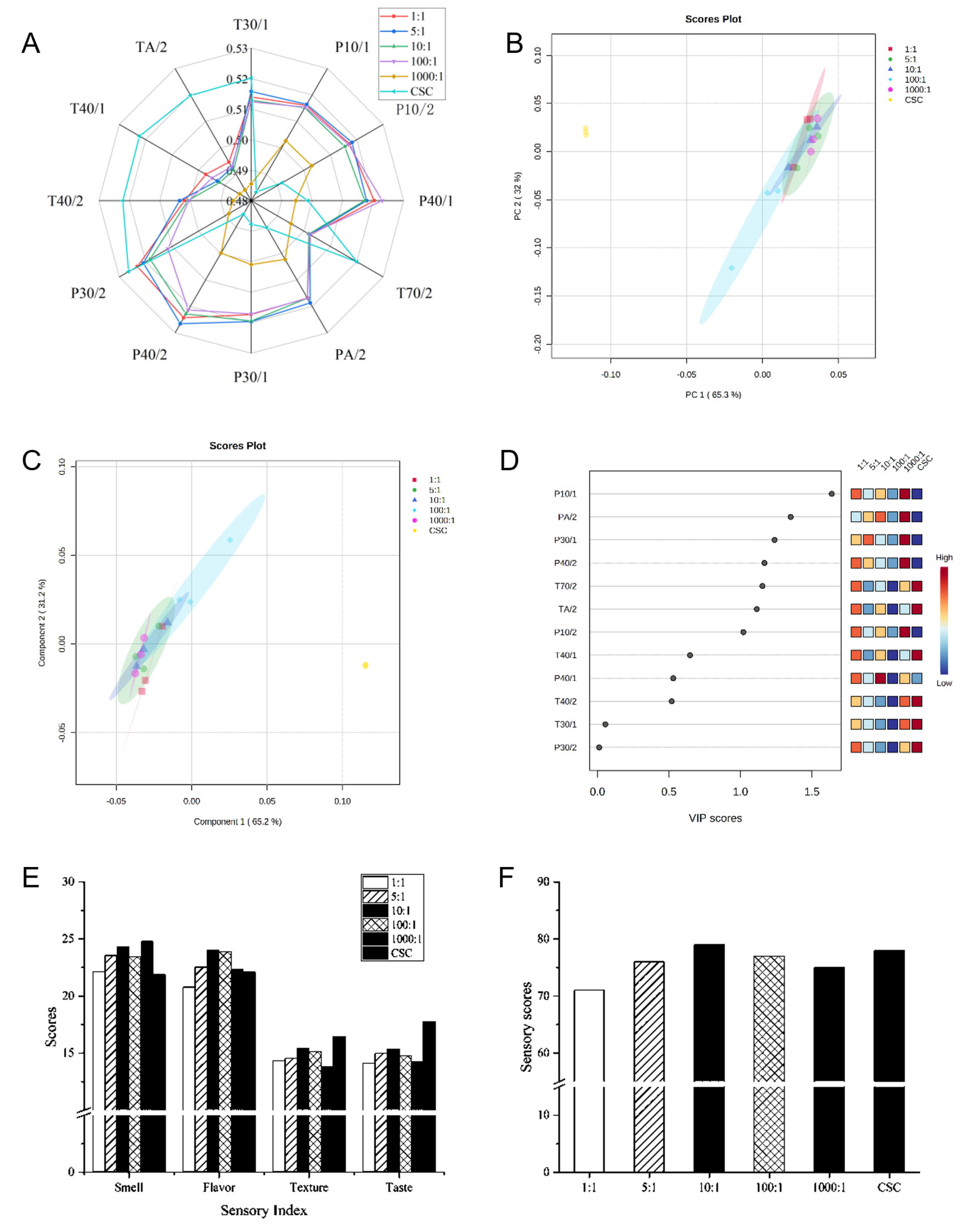
Figure 4.
Differences in volatile metabolome of 10:1 (S. thermophilus: L. helveticus) fermented milk at different time points during fermentation and storage: (A) The principal component analysis (PCA) score plot revealed the volatile metabolomes. These time points included the initial point of before fermentation (0h (F)), two intermediate time points (2h (F), 4h (F)), the termination point of fermentation (0d (S)), and different stages of refrigerated storage (1d (S), 7d (S), 14d (S), and 21d (S)); (B) Heatmap of identified volatile metabolites in each group; (C) VIP result diagram of PLS-DA.
Figure 4.
Differences in volatile metabolome of 10:1 (S. thermophilus: L. helveticus) fermented milk at different time points during fermentation and storage: (A) The principal component analysis (PCA) score plot revealed the volatile metabolomes. These time points included the initial point of before fermentation (0h (F)), two intermediate time points (2h (F), 4h (F)), the termination point of fermentation (0d (S)), and different stages of refrigerated storage (1d (S), 7d (S), 14d (S), and 21d (S)); (B) Heatmap of identified volatile metabolites in each group; (C) VIP result diagram of PLS-DA.
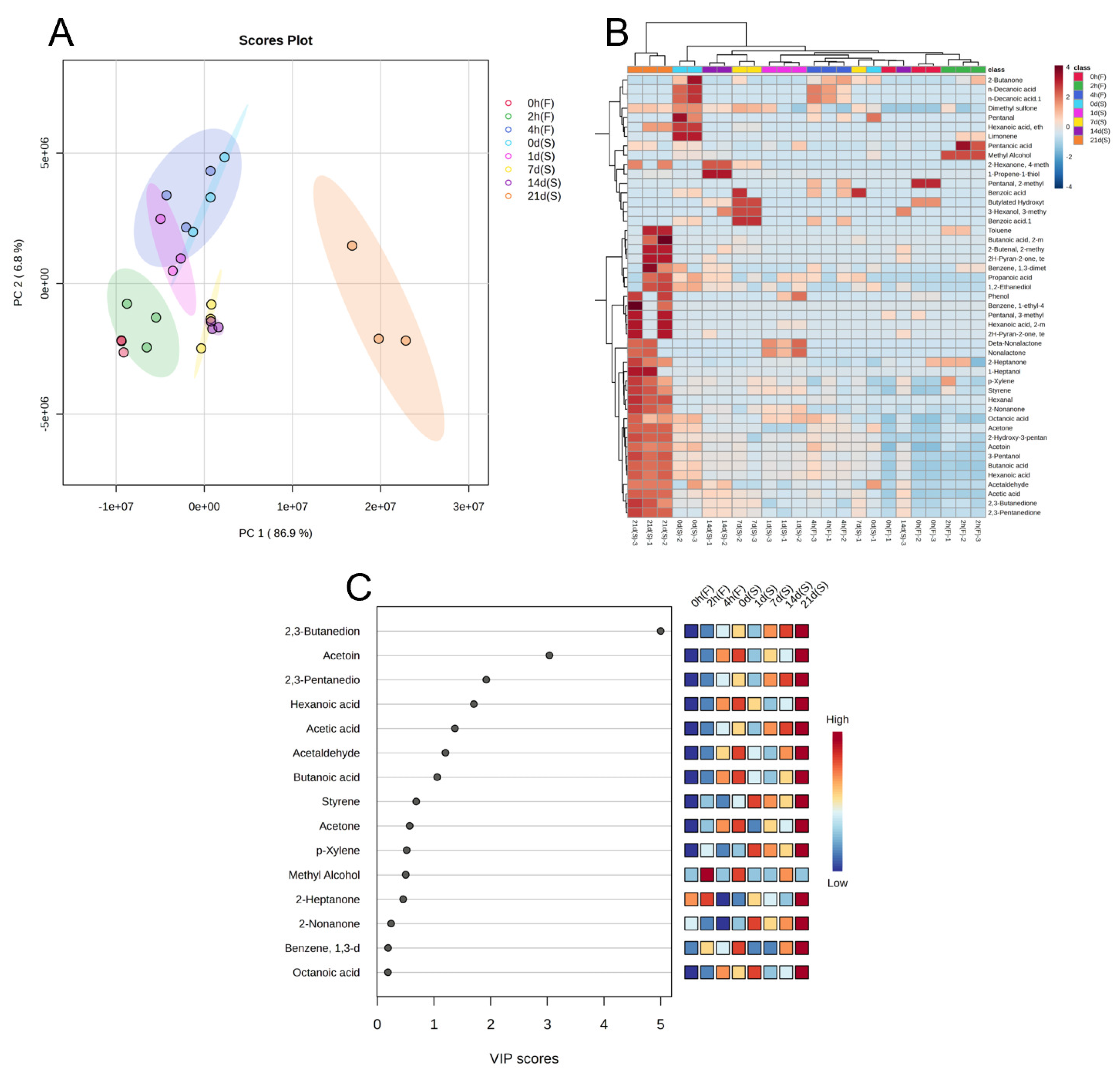
Figure 5.
Metabolic pathway prediction and concentration changes of key flavor compounds in this study.
Figure 5.
Metabolic pathway prediction and concentration changes of key flavor compounds in this study.
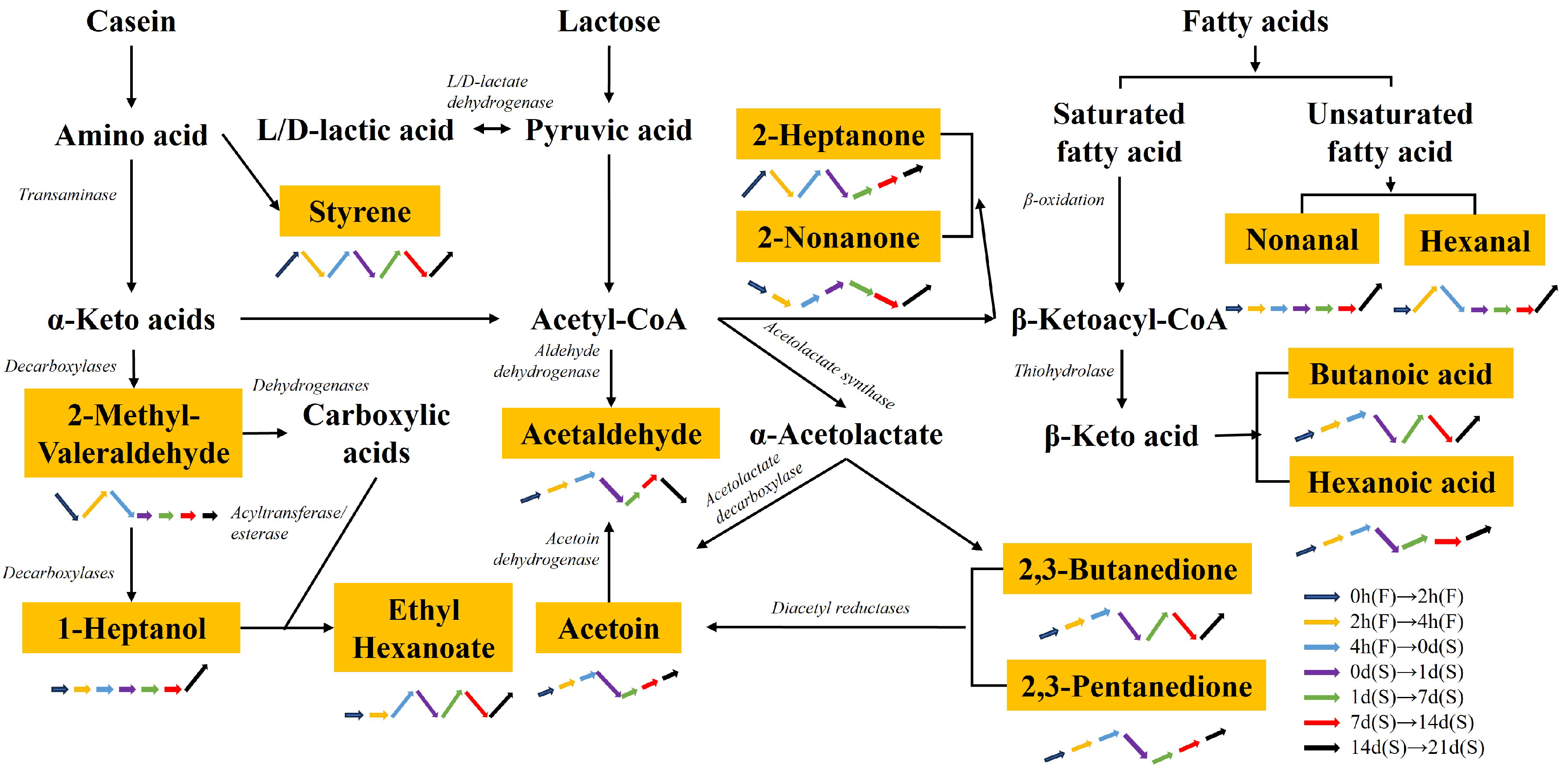

Table 1.
Volatile compounds produced in milk fermented by S. thermophilus CICC 6063 and L. helveticus CICC 6064 during fermentation and storage.
Table 1.
Volatile compounds produced in milk fermented by S. thermophilus CICC 6063 and L. helveticus CICC 6064 during fermentation and storage.
| Volatile Compound | µg/L | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2h (F) | 4h (F) | 1d (S) | 7d (S) | 14d (S) | 21 d(S) | |||||||
| Carboxylic acid compounds | ||||||||||||
| Acetic acid | 23.51 | 1408 | 1461 | MS, RI | 0.39±0.03 | 4.25±2.92 | 27.68±7.06 | 39.44±12.65 | 12.71±1.22 | 34.53±2.51 | 42.38±0.91 | 35.62±0.93 |
| Propanoic acid | 27.111 | 1516 | 1540 | MS, RI | - | - | 0.18±0 | 0.32±0.1 | 0.11±0 | 0.17±0.05 | 0.17±0 | 0.16±0.01 |
| Butanoic acid | 30.655 | 1605 | 1647 | MS, RI | - | 4.19±4.17 | 34.75±6.65 | 50.45±14.54 | 15.42±1.17 | 25.69±4.15 | 26.67±1.1 | 31.56±0.82 |
| 2-Methyl-hexanoic acid | 32.183 | 1645 | nf | MS | - | - | - | - | 0.09±0 | - | - | 0.34±0 |
| 2-Methyl-butanoic acid | 32.242 | 1647 | 1652 | MS, RI | - | - | - | - | - | 0.15±0 | - | 0.4±0.15 |
| Hexanoic acid | 38.709 | 1822 | 1861 | MS, RI | - | 13.85±0 | 60.05±11.77 | 90.84±35.89 | 28.92±3.44 | 37±3.63 | 37.12±3.47 | 55.67±3.65 |
| Pentanoic acid | 38.735 | 1822 | 1762 | MS, RI | - | 2.84±0.62 | - | 0.54±0.22 | 0.28±0.2 | - | 0.12±0.05 | 0.21±0.01 |
| Octanoic acid | 45.911 | 2036 | 2072 | MS, RI | - | 3.06±2.6 | 10.81±3.11 | 14.34±6.93 | 6.8±0.85 | 4.97±0.83 | 5.71±0.68 | 6.34±1.45 |
| n-Decanoic acid | 52.46 | 2248 | 2314 | MS, RI | - | - | 1.15±0.41 | 2.47±0.35 | - | - | - | - |
| Benzoic acid | 57.177 | 2413 | 2457 | MS, RI | - | - | 3.63±0 | 3.3±0.48 | - | 7.41±0 | - | - |
| Aldehydes | ||||||||||||
| Acetaldehyde | 3.497 | STD | 714 | MS | - | 5.59±0 | 20.26±5.27 | 74.39±56.32 | 8.35±5.89 | 5.93±0.58 | 41.32±10.56 | 35.62±0 |
| Pentanal | 8.955 | 1056 | 1100 | MS, RI | - | - | 0.31±0 | 1.11±0.33 | - | - | - | - |
| Hexanal | 9.087 | 1061 | 1079 | MS, RI | - | - | 0.78±0.27 | - | - | - | - | 2.4±0.23 |
| 3-Methyl-pentanal | 9.207 | 1065 | nf | MS | 1.1±0 | - | - | - | - | - | - | 1.23±0 |
| 2-Methyl-2-butenal | 13.622 | 1195 | 1104 | MS, RI | 0.15±0 | - | - | - | - | 0.31±0 | 0.72±0 | 1.11±0 |
| 2-Methyl-pentanal | 21.114 | 1370 | nf | MS | 6.26±0 | - | 2.32±0 | - | - | - | - | - |
| 2-Methyl-hexanal | 21.306 | 1375 | nf | MS | - | - | - | - | - | - | 4.77±0 | - |
| Nonanal | 23.814 | 1410 | 1390 | MS, RI | - | - | - | - | - | - | - | 0.76±0 |
| Furfural | 23.865 | 1410 | 1468 | MS, RI | - | - | 0.22±0 | - | - | - | - | - |
| Benzaldehyde | 26.316 | 1428 | 1520 | MS, RI | - | - | - | 1.94±0 | - | - | - | - |
| Ketones | ||||||||||||
| Acetone | 4.237 | STD | 814 | MS | - | 18.81±0 | 23.45±0 | 42.99±0 | 2.51±0 | 14.85±0 | 13.63±0 | 22.63±0 |
| 2-Butanone | 4.994 | STD | 881 | MS | - | 2.06±1.36 | 2.04±0.86 | 4.02±2.56 | - | 1.42±0 | - | - |
| 2,3-Butanedione | 6.418 | STD | 971 | MS | - | 52.39±0 | 49.75±36.67 | 111.51±9.48 | 32.44±0 | 129±1.94 | 122.87±6.89 | 135.28±24.24 |
| 2,3-Pentanedione | 8.311 | 1033 | 1062 | MS, RI | - | 6.08±1.85 | 12.93±2.91 | 21.8±2.99 | 9.18±0.35 | 37.25±5.72 | 45.01±0.47 | 51.36±3.78 |
| 2-Heptanone | 12.604 | 1167 | 1184 | MS, RI | 64.9±26.76 | 108.5±0 | 28.79±2.37 | 41.34±13.74 | 22.85±0.23 | 31.77±2.88 | 28.91±2.84 | 39.17±5.93 |
| Acetoin | 16.66 | 1267 | 1280 | MS, RI | - | 76.26±28.11 | 153.22±38.03 | 231.14±45.89 | 58.65±3.37 | 109.48±19.04 | 97.74±1.95 | 104.88±6.01 |
| Cyclohexanone | 16.945 | 1274 | 1282 | MS, RI | - | - | - | - | - | - | - | 0.73±0 |
| 2-Hydroxy-3-pentanone | 19.702 | 1338 | 1380 | MS, RI | - | 3.21±0 | 4.95±0.79 | 6.57±1.61 | 2.42±0.25 | 4.19±0.03 | 4.18±0 | 5.69±0.26 |
| 4-Methyl-2-hexanone | 21.205 | 1372 | nf | MS | - | - | - | - | - | 1.39±0 | 3.03±0 | 1.02±0 |
| 2-Nonanone | 21.441 | 1378 | 1386 | MS, RI | 2.91±0 | 1.46±0 | - | 2.99±0 | 4.57±0.92 | 3.99±1.55 | 3.95±0 | 7.79±0.92 |
| 2h (F) | 4h (F) | 1d (S) | 7d (S) | 14d (S) | 21 d(S) | |||||||
| Alcohols | ||||||||||||
| Methyl alcohol | 3.669 | STD | 888 | MS | - | 97.33±0 | - | 20.41±0 | - | - | 8.35±2.54 | - |
| 2-Methyl-1-pentanol | 17.213 | 1281 | nf | MS | - | - | - | - | - | - | - | 0.19±0 |
| 3-Penten-2-ol | 18.304 | 1306 | 1170 | MS, RI | - | - | 0.82±0 | - | - | - | - | - |
| 3-Pentanol | 19.017 | 1323 | 1108 | MS, RI | - | - | 4.17±1.34 | 6.29±1.7 | 2.39±0.18 | 3.86±0.78 | 4.09±0.1 | 5.48±0.4 |
| 2-Hexanol | 19.721 | 1339 | 1226 | MS, RI | - | - | - | - | - | 3.47±0 | - | - |
| 1,2-Ethanediol | 20.355 | 1353 | 1621 | MS, RI | - | - | - | 1.61±0.32 | 0.43±0.05 | 0.58±0 | 0.64±0.08 | 0.83±0.03 |
| Benzaldehyde | 26.316 | 1428 | 1520 | MS, RI | - | - | - | 1.94 | - | - | - | - |
| Linalool | 27.563 | 1527 | 1549 | MS, RI | - | - | - | - | - | - | - | 0.18±0 |
| 1-Propene-1-thiol | 41.706 | 1908 | nf | MS | - | - | - | - | 0.05±0 | 0.03±0 | 2.58±0 | 0.06±0 |
| 1,4-Butanediol | 41.75 | 1909 | nf | MS | - | - | - | 0.77±0 | - | - | - | - |
| 3-Methyl-3-hexanol | 43.237 | 1954 | nf | MS | - | - | - | - | - | 0.02±0 | 0.02±0 | - |
| Esters | ||||||||||||
| Ethyl acetate | 8.77 | 1049 | nf | MS | - | 0.16±0 | - | - | - | - | - | - |
| Ethyl hexanoate | 14.494 | 1216 | 1246 | MS, RI | - | - | - | 2.12±0 | - | 0.19±0 | - | 0.36±0 |
| Ethyl orthoformate | 29.256 | 1570 | nf | MS | - | - | - | - | - | 0.04±0 | - | - |
| -Nonalactone | 50.4 | 2179 | nf | MS | - | - | - | - | 0.42±0.1 | - | - | 0.35±0.01 |
| 2H-Pyran-2-one, tetrahydro-6-pentyl- | 50.435 | 2180 | 1999 | MS, RI | - | - | - | - | - | - | 0.21±0.01 | 0.37±0 |
| Others | ||||||||||||
| Toluene | 7.28 | STD | 1037 | MS | - | 2.09±0 | - | - | - | - | - | 1.32±0 |
| p-Xylene | 10.532 | 1110 | 1164 | MS, RI | - | 29.83±30.25 | 12.41±5.51 | 18.13±3.89 | 8.74±1.93 | 14.87±3.51 | 13.86±3.21 | 17.04±4.02 |
| 1,3-Dimethyl-benzene | 10.919 | 1121 | 1141 | MS, RI | - | 12.01±0 | 8.28±4.67 | 16.18±9.71 | - | - | 8.67±0 | 11.84±4.84 |
| Limonene | 13.047 | 1179 | 1198 | MS, RI | - | 2.91±0 | - | 8.86±0 | - | - | - | - |
| 1-Ethyl-4-methyl-benzene | 14.106 | 1207 | 1216 | MS, RI | - | - | - | - | - | - | - | 1.39±0.5 |
| Styrene | 15.405 | 1238 | 1259 | MS, RI | 1.8±1.29 | 20.24±11.45 | 14.34±4.11 | 21.29±7.97 | 14.99±0.97 | 18.22±4.9 | 16.79±2.2 | 22.01±3.41 |
| Mesitylene | 16.363 | 1261 | 1237 | MS, RI | - | - | - | - | - | - | - | 1.14 |
| Dimethyl sulfone | 40.667 | 1878 | 1912 | MS, RI | - | 0.42±0.26 | 0.35±0.28 | 0.91±0.36 | 0.22±0.15 | 0.59±0.11 | 0.41±0.03 | 0.21±0.02 |
| Butylated Hydroxytoluene | 40.851 | 1883 | 1920 | MS, RI | 0.31±0 | - | - | - | - | 0.32±0 | 0.1±0 | - |
| Phenol | 43.943 | 1975 | 1987 | MS, RI | 0.06±0 | - | - | - | 0.1±0.04 | - | - | 0.1±0 |
| Internal standard | ||||||||||||
| 3-Heptanone, 2-methyl- | 11.987 | 1150 | nf | MS | 81.60 | 81.60 | 81.60 | 81.60 | 81.60 | 81.60 | 81.60 | 81.60 |
1 RT, retention time; 2 RI, retention index. The RI of unknown compounds in an DB-Wax column calculated against the GC-MS retention time of n-alkanes (C9-C25); 3 RI from a database (http://webbook.nist.gov/chemistry); 4 RI, agreed with the retention index from the literature; MS, compared with NIST 14 Mass Spectral Database; STD, agreed with the mass spectrum of standard chemical; nf, not found; ‘-’, not detected; 5 F, fermentation; 6 S, storage; Data are expressed in mean ± SD.
Table 2.
Odor activity values (OAVs) for compounds produced in milk fermented during fermentation and storage.
Table 2.
Odor activity values (OAVs) for compounds produced in milk fermented during fermentation and storage.
| Volatile Compound | Odor threshold ( µg/L)1 | Description1 | OAV | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 0 h (F)2 | 2 h (F) | 4 h (F) | 0 d (S)3 | 1 d (S) | 7 d(S) | 14 d(S) | 21 d (S) | |||
| Acetaldehyde | 0.7 | as a flavor ingredient /enhancer | - | 7.99 | 28.94 | 106.26 | 17.90 | 27.96 | 59.02 | 50.88 |
| 2, 3-Butanedione | 0.3 | buttery odor | - | 174.62 | 204.29 | 371.71 | 108.12 | 429.99 | 409.57 | 450.95 |
| 2, 3-Pentanedione | 20 | a penetrating, buttery taste | - | 0.30 | 0.65 | 1.09 | 0.46 | 1.86 | 2.25 | 2.57 |
| Hexanal | 4.1 | fatty, green, grassy, fruity odor | - | - | 0.19 | - | - | - | - | 0.59 |
| 2-Heptanone | 1 | fruity, spicy, cinnamon, banana | 49.47 | 108.50 | 28.79 | 41.34 | 22.85 | 29.09 | 30.96 | 39.17 |
| Ethyl Hexanoate | 0.3 | a powerful, fruity odor | - | - | - | 7.08 | - | 0.64 | - | 1.20 |
| Styrene | 3.6 | a characteristic, sweet, balsamic, almost floral odor | 0.50 | 5.62 | 3.98 | 5.91 | 4.16 | 5.06 | 4.66 | 6.11 |
| Acetoin | 5 | a bland, woody, yogurt odor | - | 15.25 | 26.31 | 46.23 | 11.73 | 17.59 | 19.55 | 20.98 |
| 2-Methyl-Valeraldehyde | 1.6 | ethereal, fruity odor | 3.92 | - | 1.45 | - | - | - | - | - |
| 2-Nononone | 5 | a rose and tea-like flavor | 0.58 | 0.29 | - | 0.60 | 0.91 | 0.80 | 0.79 | 1.56 |
| Nonanal | 1 | a fatty, citrus-like flavor | - | - | - | - | - | - | - | 0.76 |
| 1-Heptanol | 3 | fragrant, woody, heavy, oily, faint, aromatic, fatty odor | - | - | - | - | - | - | - | 0.12 |
| Butanoic acid | 240 | persistent, butter-like odor | - | 0.02 | 0.14 | 0.21 | 0.06 | 0.12 | 0.11 | 0.13 |
| Hexanoic acid | 93 | sour, pungent, cheesy, fatty | 0.01 | 0.15 | 0.57 | 0.98 | 0.31 | 0.40 | 0.40 | 0.60 |
1 Odor threshold and description of volatile compounds from the book (Fenaroli’s Handbook of Flavor Ingredients); 2 F, fermentation; 3 S, storage.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



