
Submitted:
31 January 2024
Posted:
31 January 2024
You are already at the latest version
Abstract
Film cooling technology is of great significance to enhance the performance of aero-engines and extend service life. With the increasing requirements for film cooling efficiency, researchers and engineers have carried out a lot of work on the precision and digital measurement of cooling holes. Based on the above, this paper outlines the importance and principles of film cooling technology, reviews the evolution of cooling holes. Also, this paper details the traditional measurement methods of the cooling hole used in current engineering scenarios with their limitations and categorizes digital measurement methods into five main types, including probing measurement technology, optical measurement technology, infrared imaging technology, computer tomography(CT) scanning technology, and composite measurement technology. The five types of methods and integrated automated measurement platforms are also analyzed. Finally, through a generalize and analysis of cooling hole measurement methods, this paper points out technical challenges and future trends, providing a reference and guidance for forward researches.
Keywords:
film cooling
; cooling hole
; optical measurement
; online digital measurement
; simultaneous measurement of multiple parameters
1. Introduction
With the continuous development of the aviation industry, the improvement of aero-engine performance has become a crucial issue with great attention in the modern aeronautical field. The turbine inlet temperature is one of the key technical indicators of aero-engines, and improve of turbine inlet temperature is an effective way to increase thrust and thrust-to-weight ratio. According to calculations, for each 55 ° C increase in total turbine temperature, the engine thrust will increase by approximately 10% [1]. Nowadays, the turbine inlet temperature of the fourth-generation aero-engine, which has a thrust-to-weight ratio of around 10, has reached approximately 2000K [2]. A proposed method from the Beihang University Comprehensive Thermal Management Team indicated that the turbine inlet temperature has even achieved 2400k. This advancement can increase the theoretical speed range by 156%, reduce fuel consumption by 15%, and enable higher Mach numbers and longer flight range [3].
The extremely high temperature means hot section components face harsh operating conditions, especially for turbine blades. To address this issue, the advanced alloy material with thermal barrier coating has been developed to process better heat resistance capacity. However, fourth-generation single-crystal alloy material has a maximum temperature tolerance of about 1450K [4], which cannot meet the required operational condition of approximately 2000K. To overcome the heat resistance limitations of blade materials and avoid blade failure due to excessive operating temperature, thermal protection technology should be integrated in the blade's design and manufacturing. This integration fills the temperature gap and ensures blades maintain excellent reliability and service life in harsh operating conditions. Figure 1 illustrates the development of blade materials in response to the increase turbine temperatures [5].
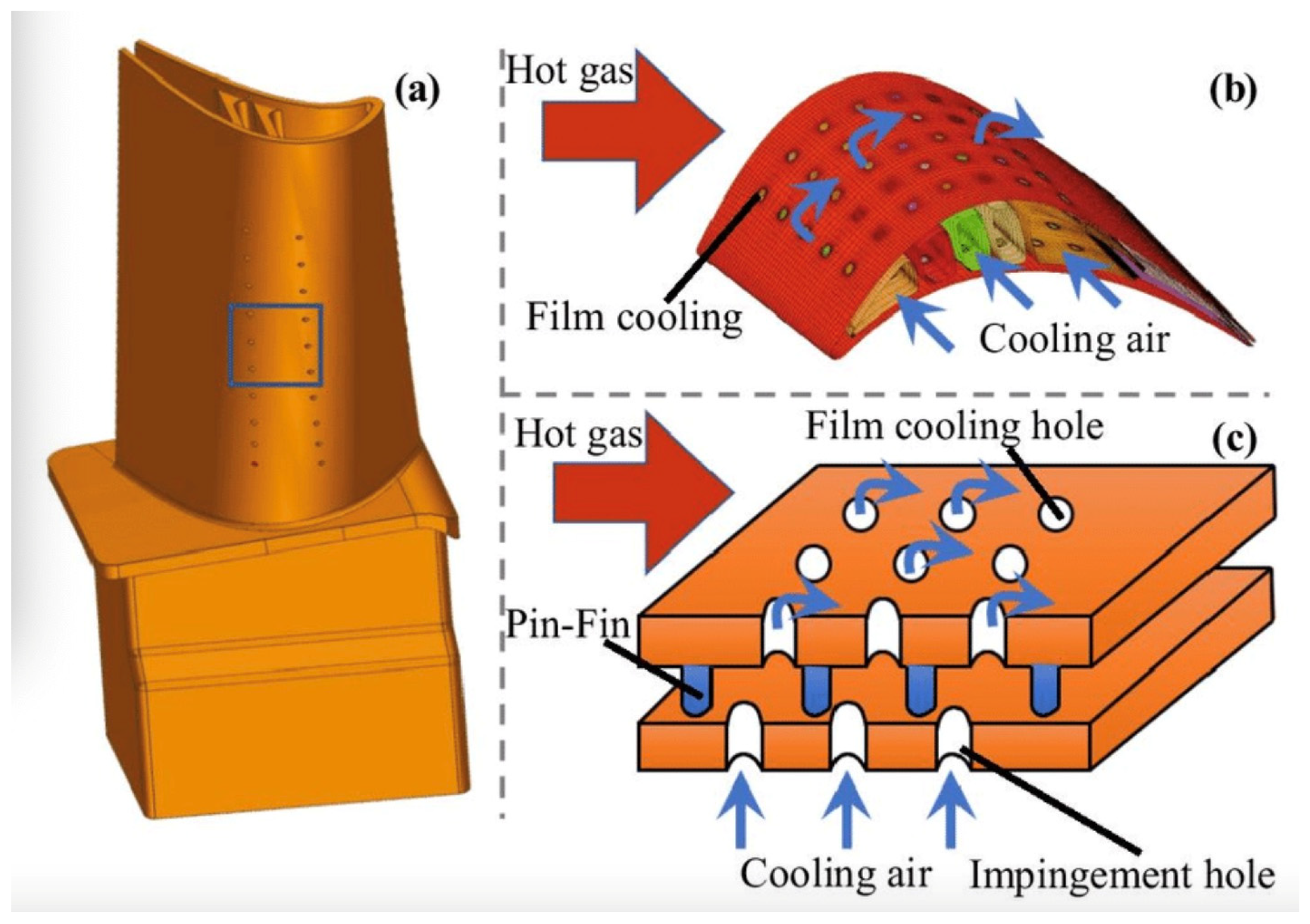
In addition to high temperature resistant materials and thermal barrier coating, thermal protection technologies mainly include air cooling technology which can be generally divided into two types: internal cooling and film cooling (external cooling). Figure 3 presents a schematic diagram of turbine blade film cooling technology [16], including external and internal cooling. In internal cooling, the cool airflow is guided through the internal passage to enhance the heat transfer. In film cooling, cool airflow expels from the internal passage and cooling holes and is applied to the blade surface as the protection layer, shielding the blade from the impact of high-temperature air. And Figure 4 presents a schematic diagram of principle of film cooling [17].
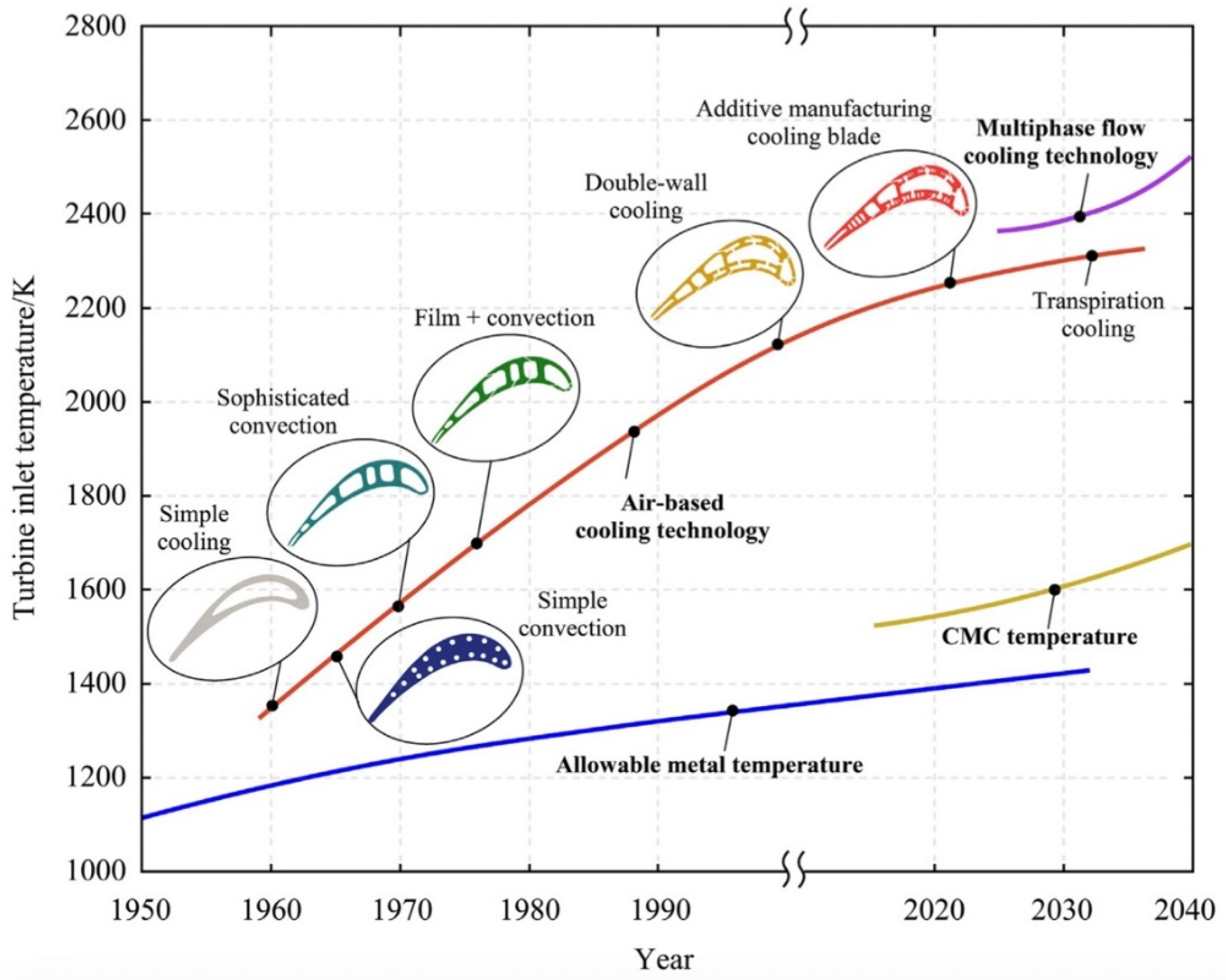
Moreover, the essential of the film cooling technology is to have numerous cooling holes (with diameters about 0.3 to 0.5 mm and depth-to-diameter ratios up to 10:1) distributed as rows along the leading edge, pressure and suction side, and blade tip region to generate air circulation [6,7]. According to literature reports, thermal barrier coatings can reduce the temperature of turbine blades' surface by around 100 to 150K. In comparison, film cooling technology can decrease the temperatures from around 400 to 500K with more effective cooling performance [8]. Since 1970, film cooling technology has been designed into turbine blades and has become an effective method of thermal protection. Also, this method can be used in conjunction with other cooling methods. Figure 2 presents the development of blade cooling methods since 1960 [9].
Figure 2.
Development trend of cooling methods against the turbine inlet temperature [9].
Figure 2.
Development trend of cooling methods against the turbine inlet temperature [9].
The geometrical structures of cooling holes, including axial angle, diameter, orifice shape, spacing, and hole positional accuracy, are key indicators of film cooling technology which influence the effectiveness of cooling performance [10,11,12,13,14,15]. To meet measurement requirements for cooling hole geometrical parameters, it is vital to quantitatively assess all cooling hole characteristics by an efficient and precise method. Measurement results of critical indicators are helpful to understand the relationship between the geometrical structure of cooling holes and the effectiveness of film cooling technology. As well as, researchers can further ensure safe, reliable operation and extend the service life of aero-engines according to the measurement results.
Figure 3.
Schematic diagram of turbine blade cooling technologies [16].
Figure 3.
Schematic diagram of turbine blade cooling technologies [16].
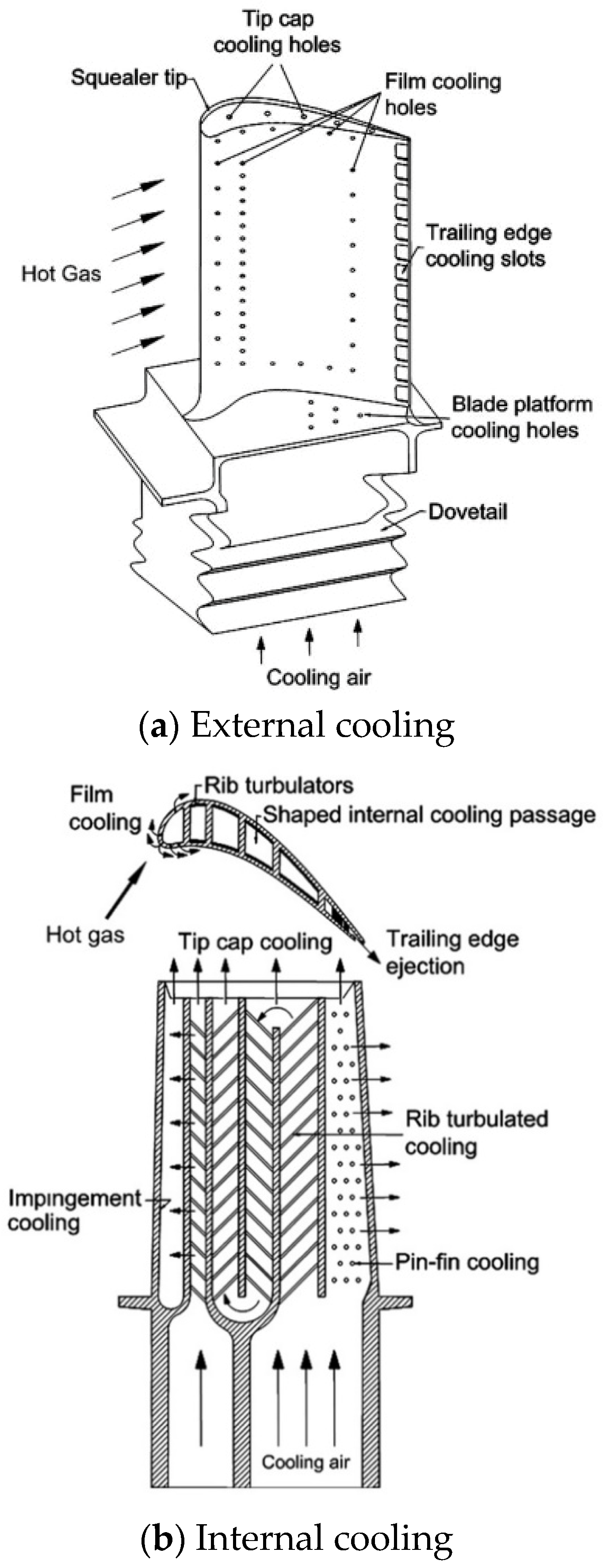
Figure 4.
Schematic diagram of film cooling principle [17].
Figure 4.
Schematic diagram of film cooling principle [17].
In this paper, some of literatures related to the cooling hole measurement are reviewed. The overall structure of this paper is presented as follows. Section 2 briefly describes the development of shaped cooling holes with their geometrical features and corresponding enhanced cooling performance. Section 3 summaries and compares common manufacturing processes of the cooling hole. Section 4 focuses on the measurement technologies for the cooling holes. The key measurement indicators, traditional measurement methods and principles of digital measurement technology are detailed respectively. Further, the advantages, disadvantages and applied scenarios of each digital measurement technology are analyzed and compared. Finally, Section 5 gives the conclusion and outlook for future work.
2. Development of Shaped Cooling Hole Geometrical Design
The most common type of cooling hole is the cylindrical hole, which can be manufactured by mature and low-cost methods, such as laser processing and electrical discharge machining (EDM). With the development of film cooling technology, more and more novel shaped cooling holes are utilized to enhance the efficiency of cooling performance when compared to the cylindrical hole [18,19,20,21,22,23].
In 2005, Bunker [19] categorized the geometrical features of early shaped cooling holes into 4 types, as shown in Figure 5. The projection of the hole axis on the blade surface is considered as the longitudinal direction, and then its orthogonal direction is considered as the lateral direction. The cooling hole of shape A is the classic fan-shaped form, with both lateral and longitudinal expansion on the outlet area (angle β and angle δ). The cooling hole of shape B contains only lateral expansion on the outlet area (angle β), while the cooling hole of Shape C contains only longitudinal expansion on the outlet area (angle δ). Shape D is the conical shape hole, expanding equally in all directions from the inlet to the outlet, centered around the hole axis.
Shaped cooling holes mainly adopt the design concept involving expanded outlets. The expansion of the outlet area facilitates the diffusion of the airflow to achieve a lower blowing ratio, reduce aerodynamic loss, and a larger cooling air coverage area, which is beneficial to enhancing cooling performance [20].
References [21,22,23] evaluate the cooling performances of various shaped cooling holes. Liu [23] concluded the improvements in the cooling performance of various shaped cooling holes against cylindrical cooling holes in Table 1. However, shaped cooling holes require more complex manufacturing processes, demanding higher precision and more advanced manufacturing technologies. Also, compared with the cylindrical hole, shaped hole involves more geometrical features can result in measurement difficulties. Finally, as the outlet area of cooling holes expands, the spacing between each hole gets larger. This means that there are fewer shaped holes for the definite blade surface area than normal cylindrical holes. The reformation of shape poses a challenge for the arrangement of cooling holes.
3. Development of Cooling Hole Manufacturing Processes
3.1. Cooling Hole Manufacturing Processes
The main manufacturing processes for cooling holes include electrical discharge machining (EDM), electrohydrodynamic (EHD) jet drilling and laser drilling.
Currently, EDM is the most widely used process with mature technology. The principle of EDM is removing material through electro-erosion which is caused by spark discharge between the positive and negative electrodes of the tool and the workpiece. Whereas, due to the limitation of the material properties, the ceramic material has poor electrical conductivity. It is particularly challenging to process ceramic thermal barrier coatings. Also, EDM is characterized by low efficiency and low precision. The noise, smoke, and harmful gases generated in manufacturing are potentially hazardous to operators [24].
The principle of EHD jet drilling method is based on the micro holes manufacturing using a metal tube electrode. The workpiece is connected to the positive electrode, while a metal tube in a glass nozzle is connected to the negative electrode, and then the electrolyte solution is ejected from the glass tube through a high-voltage electric field. Eventually, excess material from the positive electrode metal workpiece is removed under the influence of an electric field [25]. This method is not a thermal manufacturing method. Therefore, it can lead to better surface quality and lower roughness without microcracks or recast layers on the inner walls of the cooling holes. However, a drawback of this method is the difficulty in controlling the shape of cooling holes during the electrolytic etching process. Compared to the other two methods, its application is less widespread.
The principle of the laser drilling method is removing excess material by heating and melting with a high-energy light beam [26]. This method is known for its high precision, high efficiency, and wide applicability of materials, making it a key area of current research for the cooling hole manufacturing process.
Considering the trade-off against economic benefits and production quality, nanosecond laser drilling and electrical discharge machining (EDM) are common choices in engineering production. However, both methods are thermal processes, which create heat-affected zones on the inner walls of cooling holes, leading to microcracks and recast layers. These effects can significantly impair the cooling efficiency, overall reliability and service life of the turbine [27]. To mitigate thermal damage, important progress has been made in cooling technologies, specifically for cooling hole manufacturing. General Electric(GE)company in the USA, in collaboration with SYNOVA corporation in Switzerland, developed the water-assisted laser method. Water helps to lower the temperature in the manufacturing area, wash away debris, and guide the laser beam to the manufacturing target [28]. Similar research on water-assisted laser methods has been conducted in China, with Zhang Wenwu of the Chinese Academy of Sciences proposing a method [29]. These technologies effectively reduce thermal damage and enable high-quality manufacturing of cooling holes.
On the other hand, drilling processes continuously evolve, with researchers developing methods such as femtosecond laser drilling [28,30] and compound laser drilling with varying pulse width [31]. To some extent, these methods have improved issues related to microcracks and recast layers, reduced the harm caused by the heat-affected zone, and enhanced precision and efficiency in processing. However, these drilling processes cannot completely eliminate the effects of thermal manufacturing, indicating that manufacturing processes of cooling holes should be optimized further [32]. Figure 6 displays three types of micro holes drilled by nanosecond, picosecond, and femtosecond lasers [33].
3.2. Difficulties in Cooling Hole Manufacturing
Currently, there are several technical challenges exist in the manufacturing of cooling holes.
Back strike is a common issue during the laser drilling process. Due to immature manufacturing parameters, hollow and complex structure of blades and other factors, control system is unable to accurately identify the location and timing of drilling. These factors may result in incomplete perforation, creating blind cooling holes, or over-penetration even after the hole is made, leading to melting or scorching on the inner wall of cooling hole and damage to the internal cooling paths of blade [34], as shown in Figure 7 [35]. Due to the complexity of internal cooling paths in the blade, conventional methods cannot observe the internal condition, making it difficult to detect back strike. Hence, it is necessary to implement quality control during the manufacturing of the cooling holes to improve manufacturing precision.
Drilling holes in blades covered with a thermal barrier coating presents another challenge in manufacturing cooling holes. For the blades with a thermal barrier coating, the conventional sequence of the hole manufacturing process is "drilling before coating." This method can result in cooling hole shrinkage, where the coating may obstruct or cover the orifices, causing a reduction in orifices area, diminishing the airflow capability, and even leading to the clogging of the cooling holes. According to literature reports, the shrinkage rate of this method can be 15% to 20%, with the hole diameter reducing from 0.35 - 0.4 mm(before coating)to 0.25 - 0.3 mm(after coating). Additionally, the drilling process may damage the material structure around the edges of the orifice, resulting in fatigue cracks, which ultimately affect the bonding strength between the thermal barrier coating and the blade surface, as well as their impact resistance capabilities [36].
" Drilling after coating " is a new developing trend. The SYNOVA corporation [37] proposed a method that combines abrasive water jet machining and EDM, applying the " drilling after coating " technology to alloy blades. But differences in thermal expansion coefficients, toughness, stiffness, interface geometric structures and other material properties between the thermal barrier coatings and the alloy materials can result in potential issues such as interlayer tearing and cracking [38], impacting the safe service of the blades.
In response to these challenges in the cooling hole manufacturing processes, engineered solutions are unavailable nowadays. It is necessary to improve manufacturing precision to avoid or mitigate the risks associated with the above issues.
4. Development of Cooling Hole Measurement Technology
4.1. Key Quality Indicators for Cooling Hole
The key quality indicators for cooling holes primarily include:
- Hole Diameter: The diameter of hole orifice, with a general tolerance of 0.10 mm.
- Hole Positional Accuracy: the hole geometric position and hole spacing. The geometric position is the coordinate value of the point where the hole's axis intersects the blade profile in the blade coordinate system. The tolerance for position accuracy is generally between 0.10-0.15 mm.
- Orifice Shape: orifice shapes have two main types: circular orifices and shaped orifices.
- Internal Surface Roughness: The surface quality of inner wall is influenced by the manufacturing process. Presently, there are no specific numerical requirements.
- Maximum Thickness of recast layer: thermal manufacturing processes induce thermal effects, forming a recast layer on the hole's inner walls. The thickness of recast layer needs to be controlled. Presently, there are no specific numerical requirements.
- Blind Hole Rate: Design specifications require that the blind hole(blocked hole) rate should be 0%, ensuring that each hole is fully open and functional for proper airflow distribution.
The schematic diagram of discrete cooling hole quality indicators is demonstrated in Figure 8.
4.2. Cooling Hole Measurement Technology
4.2.1. Traditional Measurement Method
Currently, the measurement of cooling holes often relies on manual inspection by quality checkers, including plug gauges, visual comparison, and water flow tests.
- 8.
- Plug gauge method
Quality checkers use plug gauges with different diameters, inserting them into a cooling hole to approximate the internal diameter and thus measure the diameter of the hole. This method is extremely slow and risks the plug gauge breaking inside the hole if mishandled, potentially resulting in scrap. Due to the manufacturing process of cooling holes, the actual internal surface has high roughness, poor roundness and taper shape. The plug gauge can only measure the maximum ideal diameter in such cases, the schematic diagram is shown in Figure 9.
- 9.
- Sample Visual Comparison Method
This method relies on the visual judgment of quality checkers. They compare the blade with the standard sample to judge the positional accuracy, orifice shape, and diameter of the cooling hole. Presently, there is no unified national calibration standard for calibrating the standard sample blades used in visual comparisons, nor are there instruments to calibrate the positional accuracy of cooling holes in standard samples. It is challenging to use standard blade samples for quantitative traceability or data transfer [40].
- 10.
- Water Flow Method
This method involves injecting water inside the blade and visually observing whether the cooling holes allow water to pass through and whether the flow value is similar. This method depends on the blade's internal cooling path design and does not apply to all blades, making it less common than the other methods.
The measurement methods commonly used in engineering scenarios rely heavily on manual operation and invasive inspection techniques. Subjective manual judgments can only provide qualitative indicators. They cannot quantitatively evaluate critical quality indicators simultaneously, such as positional accuracy, hole axis orientation, hole diameter, and blind hole verification. As for the manufacturing quality of the internal surface of cooling holes, including issues like microcracks, recast layers, and thermal barrier coating defects, no corresponding measurement methods are currently available.
The automation and intelligence levels of traditional measurement methods urgently need improvement. By utilizing automated data collection and processing, it is possible to reduce manual intervention, thereby increasing efficiency and the accuracy and precision of measurement results.
4.2.2. Digital Measurement Method
- 11.
- Probing Measurement Technology
Researchers have taken advantage of miniature-sized probes for in-depth micro-hole measurements, including fiber probe technology [41,42,43,44,45] and capacitive probe technology [46,47,48,49,50,51]. Salah crafted a rotational wire probe using stainless steel wire and a microtube, employing an acoustic emission device to perform contact detection by approaching and impacting the inner walls of cooling hole [41]. This method is utilized for measuring the diameter and roundness of the holes. Their experiment successfully measured the micro holes with diameters less than 1mm and depth-to-diameter ratios of approximately 10:1, obtaining 3D profiles of the inner walls. Cui Jiwen [42] developed a twin Fiber Bragg Grating (FBG) probe for measuring large depth-to-diameter ratio micro holes. This design achieved multidimensional tactile perception along the X-axis and Z-axis while guiding the optical signal through the probe [43]. The design mitigates shadow effects to some extent, and the probe, with a diameter of less than 100μm, is suitable for measuring micro holes in various industries. Building on this research, Feng Kunpeng [44] integrated the FBG probe with a measuring machine and introduced a data processing method with transformation of the signal domain and multiple fitting, enhancing the measurement accuracy of micro-hole diameters. Muralikrishnan [45] employed fiber deflection probing technology (FDP), integrating the fiber probe with a coordinate measuring machine to measure the diameter and shape of micro holes, achieving a measurement uncertainty of 0.07 μm. This technology can measure micro holes with depth-to-diameter ratios up to 20:1. However, the accuracy depends on the alignment of the probe with the hole axis and the machine axis, as there is no established reference standard for measurement. Figure 10 displays the measurement principle.
Ma Yuzhen [46,47] researched the capacitive probe measurement method for micro holes. To measure the diameter of deep and angled holes, they developed a non-contact capacitive probe that measures the gap between the probe electrode and the hole's inner wall. They proposed a hole axis fitting algorithm that combines the projection and least squares fitting. Experiment results confirm that the measurement data maintains consistent accuracy for holes with a depth-to-diameter ratio exceeding 10:1 and is not affected by where the probe enters the hole. Sun Xuan [48] established a micro hole diameter measurement system based on a coaxial cylindrical capacitive sensor. By identifying the central axis of the sensor and the micro hole using a charge-coupled device (CCD) camera and aligning the probe with the hole center using a movement system, then driving the capacitive probe into the hole and measuring micro holes with a depth-to-diameter ratio of 13:1. This system can measure the internal diameter at any depth within the hole, with a standard deviation 0.167μm. Lee Neville [49] introduced a low-cost capacitive probe hole measuring system, determining the center position of the signal by locating the position of the minimum capacitive signal. Bian [50] developed a specialized hole diameter measurement system based on spherical scattering electric field technology. This system converts the tiny gap between a detection sphere on the probe and the test piece into an electrical signal, enabling non-contact, nanoscale resolution measurements of hole diameters.
Li Qi [8] utilized the principle of laser interferometry to design a cooling hole measurement system based on a laser rangefinder sensor. Guided by a digital blade model, the coordinate measuring machine(CMM)drives the probe into the cooling hole at various depths. The sensor acquires measurement data, which is processed by specialized software to determine the diameter of cooling holes and any position deviations.
In addressing the micro-probe measurement methods, researchers predominantly integrate CMMs with probes, controlling the probe to follow a planned path and scan the inner wall of cooling holes. These approaches offer high reliability and are not influenced by the hole depth or the inner wall's characteristics, allowing precise measurements for critical areas. However, these methods cannot provide information on the positional accuracy or minor damages. These notable limitations include low efficiency, not being applicable for measuring curved holes, the potential for causing damage to the sample surface, and the inability to meet the demands of large-scale industrial measurements.
- 12.
- Optical Measurement Technology
Optical measurement technology represents a principal approach for non-contact measurement of cooling holes, encompassing machine vision, 3D reconstruction, stripe pattern projection, and luminous flux methods. The non-contact character of optical methods enables in-situ measurement capabilities. Additionally, by not physically interacting with the object, these technologies offer significant advantages in preventing any potential damage to cooling holes during the measurement process.
Cheng Yuqi from Huazhong University of Science and Technology utilized a stereo vision 3D reconstruction technology to measure the diameter of cooling holes. The experiment results indicate that the evaluation error in measuring diameters is within 0.05mm. This method allows simultaneous measurement of multiple cooling holes, significantly enhancing measurement efficiency[51]. Li Lei from Xi'an Jiaotong University [52] developed a cooling hole measurement method based on microscopic image sequence topographical reconstruction. A new measuring operator was established to measure the focus of the cooling hole image sequence. The reconstructed models obtained by this method show a standard deviation ranging from 0.007 mm to 0.018 mm. For cooling holes with a depth-to-diameter ratio close to 5:1, the absolute error in diameter is less than 0.01 mm. Figure 11 demonstrated measurement system. Zhao Yuanyuan from Shanghai Jiaotong University [53] employed a light field camera to capture sub-aperture images of cooling holes. Epipolar plane images(EPI) was generated from sub-aperture images and convert depth information into 3D point cloud data through EPIs. This method captures the 3D point cloud of cooling holes in a single exposure, greatly enhancing the measurement efficiency of cooling holes and demonstrating the potential of light field cameras in the micro hole measurement area. Figure 12 presents the original light field image and 3D cloud point of cooling hole.
Munkelt [54] addressed the issue of thermal barrier coating potentially covering or filling cooling holes. An optical 3D scanning method based on the fringe projection principle was utilized to scan the blades, enabling the automatic detection of covered cooling holes and precise guidance for the laser drilling process. Xu Dongjing at Nanjing University of Aeronautics and Astronautics [55,56] proposed a method for measuring the geometric parameters of micro holes based on luminous flux. They established a mathematical model correlating the area of an orifice with the emitted luminous flux. A measured hole is non-compliant if the measured luminous flux does not align with the luminous flux values for standard holes. This method can meet the industrial measurement requirements, which is a variation rate of 5%. Still, it only provides qualitative assessments, lacking the capability for quantitative measurement of hole geometry parameters. Jin, from South Korea [57], studied through silicon via (TSV) used in semiconductor device packaging. TSVs have an aspect ratio of 20:1 and diameters ranging from 50 to 200μm [58]. Jin used an optical comb of femtosecond pulse laser in the infrared range as a light source and, based on spectral resolved interferometry, achieved measurement for micro holes with a depth-to-diameter ratio of 7:1. However, this method cannot provide information on the 3D profile of inner walls [57]. Wu Chunxia [59] developed a near-infrared microscopic interferometry technology with aberration compensation for TSV inspection. This method enabled micro hole measurement with a depth-to-diameter ratio up to 6:1, including the depth and bottom surface morphology.
The above measurement methods primarily focus on finished cooling holes. However, in-situ measurements during the manufacturing process of cooling holes can timely detect errors, allowing for adjustment and optimization of manufacturing parameters, enhancing manufacturing quality to its maximum and avoiding defective workpieces. Weifang Sun [60] implemented an in-situ measurement method during the drilling process by integrating an image-capturing device into a laser drilling machine with an image edge feature extraction algorithm, enabling the measurement of cooling holes' diameter and roundness. The experimental results indicate that the absolute errors of the diameter and roundness are 0.05 μm and 11.13 μm, respectively. This method demonstrates the potential and feasibility of in-situ measurements in the domain of cooling holes. Shetty [61] utilized a vision system to acquire the diameter and orifice shape of cooling holes, coupled with a collimating tube to illuminate the inner wall to determine the presence of hole bottom. This method enables real-time in-situ measurement of the drilling depth and drilling speed.
- 13.
- Infrared Imaging Technology
Besides optical measurement technologies, researchers have exploited the principles of infrared imaging, generating heat within the blade and identifying the geometric characteristics of cooling holes through infrared images [62]. Rosemau [63] developed a measurement system for cooling holes based on infrared imaging. This system cyclically heats and cools the blade, capturing infrared images of the thermal airflow effusing from the cooling holes. The temperature intensity change rate during the heating and cooling processes is utilized to assess hole quality. Experiment results indicate that the system achieved a 98.3% recognition rate for defective holes and a 99.7% recognition rate for qualified holes. This method allows for preliminary filtering of cooling hole quality through qualitative assessment, although it is limited in measuring precise geometric parameters due to its measuring principle. He Qing [64] proposed a high-pressure turbine cooling hole testing method based on infrared imaging principles, capable of identifying whether the holes are clear or blocked. Xia Kailong [36] optimized He Qing’s work by constructing an infrared measurement system, including a thermal imager, heat excitation source, turntable, and movement system. The system applies thermal excitation to cooling holes, captures infrared image sequences, and uses the canny algorithm and Hough circle transform function for image processing to calculate the diameters of cooling holes. Experiment results demonstrate that average deviations between the horizontal and vertical row of cooling holes and plug gauge are 4.40% and 2.32%, respectively. The infrared map of cooling hole is shown in Figure 13.
- 14.
- CT Scanning Technology
Industrial CT technology is a widely used non-destructive testing method that generates 3D profiles of both the internal and external structures of the workpiece through radiation scanning. This technology applies to various aerospace components [65]. Wang Wenhu[66] conducted measurements on blades using industrial CT scanner. They extracted a 3D point cloud of shaped cooling holes as key features. Through computational processing, they obtained critical parameters such as the size, shape, and contour of cooling holes. The typical measurement results from industrial CT are presented in Figure 14 [67].
Jiang Qilin [68] conducted quality inspections on blades, using industrial CT to measure the cooling hole profiles. By examining cross-sectional scans, any internal wall intersections can be observed clearly. Figure 7 demonstrates a blade cross-section by industrial CT scan. Yang Zenan [69] utilized cone-beam CT technology to compare cooling holes manufactured with different manufacturing parameters and analyze their geometrical features and manufacturing quality. This work demonstrates the feasibility of using cone-beam CT technology to evaluate the quality of cooling holes.
- 15.
- Composite Measurement Technology
Due to the limitations of single-method measurements in obtaining comprehensive quality indicators of cooling holes, multi-sensor composite measurement methods have garnered attention.
Chen Xiaomei [70] researched measuring micro hole positions on complex curved surfaces. Traditional methods typically employ a single optical vision sensor, but the optical focusing function faces limitations due to the complexity of surfaces. Consequently, they proposed a dual-sensor autofocus method combining vision with tactile sensing, and experiment results indicate that for measuring micro holes with a diameter of 0.5mm distributed on an elliptical cylinder, the focusing deviation ranges from -23 μm to +95 μm. This dual-sensor autofocus method proves to be a more accurate and reliable method for measuring micro holes on complex surfaces, detailed diagrams are shown in Figure 15. Sui Xin from Changchun University of Science and Technology [71,72] developed a multi-sensor technology combining contact and non-contact measurements. They utilized a fiber probe to touch the inner wall along the hole, with a CCD recording the relative position of the inner wall and the probe. This method achieves the measurement of five parameters for micro holes, including cylindricity, diameter, roundness, taper, and straightness. Additionally, measurement results for cylindricity and taper demonstrate repeatability of 1.36 μm and 1.51 μm, respectively.
Stimpson [73] conducted research on the cooling performance of cooling holes produced via additive manufacturing. To assess these cooling holes, they employed a combination of Industrial CT and Scanning Electron Microscope (SEM), which allowed them to measure the geometric features of cooling holes and the roughness of inner walls. The integration of these two technologies provided a comprehensive analysis of both the macro-structural and micro-structural characteristics of cooling holes, offering insights into how additive manufacturing technology affects these critical components.
NOVACAM company from Canada [74] developed the cooling hole inspection system, EDGEINSPECTTM, based on low coherence interferometry measurement technology. This non-contact inspection system is capable of acquiring high-precision 3D point cloud at speeds from 2,100 to 100,000 points per second. The measurement results provided by this system include parameters such as the orifice shape, inner diameter and the axial orientation of cooling holes. SURVICE Metrology, a company based in the United States, have integrated blade surface images from optical scanners with internal 3D profile from industrial CT, and analyzed the manufacturing accuracy of cooling holes [75]. The technology roadmap is illustrated in Figure 16. Additionally, General Electric (GE)company proposed a composite method combining CMMs with optical scanners to inspect the distribution of cooling holes in blades [76].
- 16.
- Automated Measurement Platform
To meet the measurement requirements of cooling holes, researchers have constructed an automated measurement platform that integrates machine vision and image processing methods to address practical inspection challenges and to study problems encountered in engineering applications. Bao Chenxing [77] designed and developed a 4-axis cooling hole measurement system based on CCD. This system uses a turntable to rotate the blade along a specific axis, and the CCD captures images of cooling holes during rotation without aligning a CCD with a hole. Further, the standard for cooling hole alignment is where the image of the cooling hole is a perfect circle. The hole axis and diameter are identified and calculated by Halcon, an open-source image processing software. This system demonstrates the repeatability error of 0.2° for the hole axis and 0.1mm for the hole diameter. Figure 17 illustrates the detection device and imaging system used in the experiment [77].
Bi Chao and team from the Precision engineering Institute for aircraft industry conducted a series of studies [78,79,80,81,82,83,84] focused on cooling hole measurement and construction and design of the measurement system. These studies include establishing coordinate systems within the measurement systems and transforming measurement data from 2D coordinates in the image coordinate systems to 3D coordinates in global coordinate systems by mathematical approach [78]. Additionally, Bi constructed 4-axis and 5-axis visual measurement platforms using CMM, high-precision turntables, and CCD [79,80,81,82,83]. The 4-axis visual measurement platform captures sequential images of the inner wall of cooling holes with different depths by axially moving the CCD, using depth from focus methods to get the 3D profile of the inner wall of cooling holes, the detailed measurement system is illustrated in Figure 18, whereas it cannot provide specific dimensions of the inner wall. The 5-axis visual measurement platform organizes the measurement trajectory based on the 3D digital model of blades, achieving a repeatability accuracy for hole diameter within -10μm to +10μm and for hole center coordinates within -12μm to +12μm. Building on this research, Bi [84] proposed a method for synthesizing axis of cooling hole using a 3D point cloud. By fitting the annular point cloud of inner wall to obtain the center coordinates and then fitting the center coordinates at different depths into a straight line, the axis of cooling hole is finally established. To simplify, convert the calculated direction vector of axis into the angle between the vector and the coordinate axis, as well as the angle between the vector projection and the coordinate axis. The angles show a repeatability error within 0.3°.
Wang Cheng [40] utilized a 5-axis optical CMM to measure cooling holes. They employed a CCD to capture images of cooling holes and calculate the diameter and center coordinates of the holes. To validate the measurement accuracy, the measuring platform was used to measure a simulation specimen (standard disc), and limit error is 0.024mm for diameter and 0.042mm for positional accuracy. Nevertheless, since the measurement process requires continuous adjustments relative position of the CCD and cooling hole to align the hole axis, it relied on manual experience and subjective visual judgment, which can potentially affect the precision of the measurement results.
LiaoTao [85] modelled a digital virtual specimen of blades by extracting blade profile parameters, including the number and position information of cooling holes. They developed specialized software based on the digital virtual specimen, enabling real-time prediction and compensation of drilling positions during the manufacturing, according to the extent of blade deformation. The simulation results and experiment results demonstrate that the positioning errors of cooling holes are 1.34μm and 4.25μm, respectively, proving this prediction method can satisfy the cooling efficiency requirements. Zhang Min [86] researched the issue of axial inspection of cooling holes. They proposed an inspection scheme for the axial direction based on an improved Gaussian mapping algorithm. Using a line laser scanner, the high-precision point cloud is obtained to extract the axial feature parameters of cooling holes. The experiment results confirm that this method achieved an extraction precision of 0.6290°.
Based on the above studies, Table 2 organizes and summarizes the main measurement technologies for cooling holes, outlining the measurement parameters of each technology along with their advantages and disadvantages.
4.3. Difficulties in Application of Digital Measurement Technology for Cooling Hole
Based on the background mentioned above, this section summarizes the technological difficulties in applying digital measurement technologies to cooling holes:
- Microscale and Complex Geometries
Cooling holes typically have small sizes, large depth-to-diameter ratios, and complex axial angles. It is challenging for light to illuminate the cooling holes and reflect to the camera, which restricts ordinary visual observation and visual inspection of orifice areas. These geometric characteristics result in significant inconvenience to the measurement.
- Requirements for High Precision and High Resolution
In addition to vital quality indicators such as the diameter and axis orientation of cooling holes, which evidently impact cooling efficiency, some minute damages like recast layers and microcracks are hard to measure accurately. Traditional measurement equipment and technologies often struggle to achieve the aim of precise measurement, failing to meet the requirements for high precision and resolution.
- Standardization and Uniformity
The absence of uniform quality assessment standards and standardized measurement methods can influence the accuracy and reliability of cooling hole measurement results. Different measurement devices and technologies may generate varying data types, posing an adverse to ensuring data consistency and comparability across different measurement platforms and methodologies.
- Time Efficiency
While ensuring measurement accuracy, the time cost of measurement must also be considered. Given that a single blade has hundreds of cooling holes and an aero-engine requires several hundred blades, manual inspection methods are impractical for large-scale production. Therefore, efficient measurement methods are crucial to meet large-scale production requirements without sacrificing high precision.
4.4. Shortcoming of Current Measurement Technology for Cooling Hole
The shortcomings of current measurement technologies are analyzed in this section.
- Single Measurement Quality Indicators
Research on non-contact measurement primarily focused on the geometric shape of the orifice, with less emphasis on positional accuracy and inner wall manufacturing quality. Contact measurement can measure the geometry of the inner walls but fails to reflect manufacturing quality and micro defects accurately. So far, single-measurement methods can only assess the geometric shape, positional accuracy, or inner wall quality of cooling holes and cannot measure all quality indicators in a single operation.
- Absence of Digital Measurement Strategy
Most current research primarily focuses on individual cooling hole measurement methods and enhancing measurement precision. The absence of comprehensive measurement planning, position and orientation modelling of blades and measuring equipment, digital modelling of cooling hole geometric features, and the construction of cooling hole measurement platforms are notable. It is urgent to fulfil the aim of efficient and precise automated measurement.
- Absence of Error Analysis
In the actual measurement process of cooling holes, due to the wide distribution of holes and significant variation in axial orientation, measuring each cooling hole individually requires the measurement devices to vary the position and orientation continuously. This process may induce cumulative errors, affecting the final measurement results. Currently, there is no specialized research addressing this issue.
- Absence of Comprehensive Multi-Hole Measurement
Discrete hole characteristics cannot estimate the influence of positional accuracy on cooling performance from the perspective of cooling hole distribution. At the moment, there is limited research on combining multiple discrete hole measurement data to obtain a comprehensive cooling hole distribution pattern on the blade.
5. Summary and Outlook
As the requirements of aero-engine performance continuously increase, the development of cooling technologies, including the optimization and improvement of shaped cooling holes and manufacturing processes, presents problems for precise measurement. This paper focuses on analyzing various cooling hole measurement methods with different principles, comparing their advantages and appropriate applied scenarios, and identifying the difficulties and current technological drawbacks. This paper is of significant value for future research.
Future work in this field should be developed in the following directions:
- Establishing a Comprehensive Technical Framework for Cooling Hole Measurement
This framework involves generating measurement planning strategies based on digital blade models, implementing automated digital measurement based on intelligent equipment, and conducting data analysis and quality assessment. The ultimate goal is to enhance the level of automation and efficiency in cooling hole measurement.
- Optimizing Vision Measurement Methods
For vision-based measurement technologies, the design of the optical path, selection of measurement equipment and construction of the measurement system should be refined. These optimizations point to improving the precision of measurement results and operation efficiency. Enhancements should include advanced image processing algorithms, calibration technologies, and the utilization of higher resolution CCD.
- Focusing on Comprehensive Cooling Hole Quality Indicators
Future research should not only concentrate on measuring discrete hole geometrical features but also pay attention to a comprehensive study of the overall distribution of cooling holes and the manufacturing quality of inner walls. By employing composite measurement methods and integrating results, a 3D digital model of the blade can be established. This model will facilitate analysis of the relationship between cooling performance and cooling hole distribution, as well as their geometrical features and manufacturing quality. Understanding these relationships is beneficial for optimizing blades' design and manufacturing processes to enhance cooling efficiency.
- Analyzing and Assessing Errors in Cooling Hole Measurement Systems
The sources and quantity of error in cooling hole measurement systems should be analyzed and evaluated in detail. Implementing software algorithms helps mitigate the impact of the errors and enhances measurement precision consequently. This aspect should be harmonized with the efficiency of automated measurement equipment to balance accuracy against efficiency. Application strategies should include developing advanced calibration technologies, improving data processing algorithms, and integrating real-time feedback mechanisms into the measurement process.
Author Contributions
Conceptualization, Y.S.; methodology, Y.S., S.J. and Z.W.; resources, Y.S., S.J., L.G., W.Y.; Y.H. and H.C.; investigation, Y.S., S.J., L.G., W.Y. and H.C.; writing—original draft preparation, Y.S.; writing—review and editing, Y.S., S.J. and Z.W.; supervision, S.J., W.Y. and Z.W.. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Key Research and Development Program of China, grant number 2023YFF0722803.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
No new data were created or analyzed in this study. Data sharing is not applicable to this article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Han, J.C.; Dutta, S.; Ekkad, S. Gas Turbine Heat Transfer and Cooling Technology, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2012; pp. 1–27. [Google Scholar]
- Liu, J.Y.; Quan, Y.K.; Xu, G.Q.; Chai, J.M.; Yin, Q.Y.; Liu, J.S. Research Progress on Phosphor Thermometry Technology for Aero Engine Hot Section Components. J. Aerosp. Power 2023, 38, 2861–2871. [Google Scholar] [CrossRef]
- Ding, S.T.; Liu, C.K.; Qiu, T.; Li, G. A Combined Cycle Method of Primary and Secondary Flows in Turbine Engines. CN111237085B, May 14, 2021.
- Chen, R.Z., Wang, L.B., Li, J.H. Review and Prospect of the Development of Casting Superalloys. J. Aeronaut. Mater 2000, 01, 55–61.
- Cumpsty, N. A. Jet Propulsion: A Simple Guide to the Aerodynamic and Thermodynamic Design and Performance of Jet Engines 1997.
- Unnikrishnan, U.; Yang, V. A Review of Cooling Technologies for High Temperature Rotating Components in Gas Turbine. Propuls. Power Res 2022, 11, 293–310. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, S.; Wang, C.; Tan, X. Recent Advances in Film Cooling Enhancement: A Review. C. J. Aeronau 2020, 33, 1119–1136. [Google Scholar] [CrossRef]
- Li, Q.; Ma, Y.L.; Zhang, L. Discussion on Blade Film Hole Detection Technology Based on Laser Ranging Principle. Sci. Informatization 2021, 1, 94–96. [Google Scholar]
- Clifford, R.J. Rotating heat transfer investigations on a multi-pass cooling geometry, AGARD Heat Transfer and Cooling in Gas Turbines 1985, N86-29823, 07-21.
- Ni, M.; Zhu, H.R.; Qiu, Y. Overview of Cooling Technology for Aero Engine Turbine Blades. Gas Turbine Technol., 2005, 04, 25–33+38. [Google Scholar]
- Li, S.F.; Huang, K.; Ma, H.S.; Chen, D.Y. Research Progress on Design and Manufacture Technology of Film Cooling Holes for Aeroengine Turbine Blades. J. Therm. Eng Power 2022, 37, 1–11. [Google Scholar]
- Huang, K.N.; Zhang, J.Z.; Guo, W. Effect of Partial Blockage inside Film Hole on Film Cooling Characteristics. J. Aerosp. Power 2014, 29, 1330–1338. [Google Scholar] [CrossRef]
- Li, G.C.; Zhu, H.R.; Bai, J.T.; Xu, D.C.; et al. Experimental Investigation of Film Cooling Effectiveness on Leading Edge with Various Geometries. J. Propuls. Technol 2008, 02, 153–157. [Google Scholar]
- Liu, Z.; Ding, Y.Q.; Xie, Y.H.; Zhang, W.X.; Wei, Z.P. Study on Effects of Film Hole Arrangement on Turbine Endwall Film Cooling Characteristics and Aerodynamic Performance. J. Xi'an Jiaotong Univ 2023, 57, 22–33. [Google Scholar]
- Tang, X.Z.; Li, L.P.; Huang, Z.J.; Liang,Y. C.; Zhong, W.L. Influence of Hole Spacing on the Film Cooling Effectiveness of a Gas Turbine Moving Blade. J. Power Eng 2018, 38, 105–113+131. [Google Scholar]
- Han, J.C. Recent Studies in Turbine Blade Cooling. Int. J. Rotating Mach 2004, 10, 443–457. [Google Scholar] [CrossRef]
- Sun, W.; Yi, J.; Ma, G.; Li, F.; Liu, X.; Gao, F.; Lu, C. A Vision-Based Method for Dimensional in Situ Measurement of Cooling Holes in Aero-Engines during Laser Beam Drilling Process. Int. J. Adv. Manuf. Technol 2022, 119, 3265–3277. [Google Scholar] [CrossRef]
- Goldstein, R.J.; Eckert, E.R.G.; Burggraf, F. Effects of Hole Geometry and Density on Three-Dimensional Film Cooling. Int.J. Heat. Mass. Transf 1974, 17, 595–607. [Google Scholar] [CrossRef]
- Bunker, R. S. A Review of Shaped Hole Turbine Film-Cooling Technology. J. Heat Trans Asme 2005, 127, 441–453. [Google Scholar] [CrossRef]
- Wilson, D. J.; Goldstein, R. J. Effect of Film Cooling Injection on Downstream Heat Transfer Coefficients in High Speed Flow. J. Heat Trans 1973, 95, 505–509. [Google Scholar] [CrossRef]
- Kim, S.; Lee, K.; Kim, K.-Y. A Comparative Analysis of Various Shaped Film-Cooling Holes. Heat. Mass. Trans 2012, 48, 1929–1939. [Google Scholar] [CrossRef]
- Zhai, Y.N.; Liu, C.L. Experimental Study on the Film Cooling Performance of Odd-Shaped Film Holes with Large Inclination Angle under High Turbulence Intensity. J. Xi'an Jiaotong Univ 2017, 51, 16–23. [Google Scholar]
- Liu, J. S.; Malak, M. F.; Tapia, L. A.; Crites, D. C.; Ramachandran, D.; Srinivasan, B.; Muthiah, G.; Venkataramanan, J. Enhanced Film Cooling Effectiveness with New Shaped Holes. Volume 4: Heat Transfer, Parts a and B, 2010. [Google Scholar] [CrossRef]
- Kang, X.L.; Principles and Applications of EDM Composite Machining. Mech. Electr. Prod. Dev. Innov 2007, 4, 175–176. [Google Scholar]
- Shi, W.X.; Zhang, M.Q.; Yin, M. Research and Development of Electro-Stream Machining Technology. Aeronaut. Manuf. Technol 2001, 000, 25–27. [Google Scholar]
- Shirk, M. D.; Molian, P. A Review of Ultrashort Pulsed Laser Ablation of Materials. J. Laser App 1998, 10, 18–28. [Google Scholar] [CrossRef]
- Xia, K.L.; Ge, C.; Wang, Q.T.; He, Q. Research Progress on Detection Technology for Film Cooling Holes and Coating Defects of Turbine Blades. Aeronaut. Manuf. Technol 2022, 65, 13. [Google Scholar]
- Song, J.B.; Yi, H.Y. Technology for Gas Film Hole of Aircraft Engine Turbine Blade. Tool Technol 2020, 54, 82–86. [Google Scholar]
- Zhang, W.W.; Wang, Y.F.; Wang, B.; Zhang, G.Y.; Zhang, TR. A Composite Water-Assisted Laser Processing System and Its Processing Method. CN112824004B, November 22, 2022.
- Li, X.J.; Dong, Y.W.; Yin, C.P.; Zhao, Q.; You, Y.C. Geometric Parameters Evolution experiment of Hole during Femtosecond Laser helical drilling. Chin. J. Lasers 2018, 45, 102–111. [Google Scholar]
- Zhang, X.B.; Sun, R.F. Sequential Laser Drilling Technology. Acta Aeronaut 2014, 35, 894–901. [Google Scholar]
- Dong, Y.W.; Wu, Z.P.; Li, X.J.; Yin, C.P.; You, Y.C. Current Situation and Development Trend of Processing and Measurement Technology for Turbine Blade Film Cooling Hole. Aeronaut. Manuf. Technol 2018, 61, 16–25. [Google Scholar]
- Liu, X.L.; Tao, C. H.; Liu, C.J.; Hu, C.Y.; Chen, X. Investigation of Processing Methods and Development of Gas Holes of Engine Blade. Mater. Rep 2013, 27, 117–120. [Google Scholar]
- Wang, J.Q.; Zhao, W.S. Breakthrough Detection Technology of High-Speed EDM Drilling Based on Support Vector Machine. Electr. Mach. Moulds 2017, 4, 56–59+67. [Google Scholar]
- Tao, J. The Experimental Studies on Laser Drilling and Back Strike Protection. Ningbo: University of Chinese Academy of Sciences, Postgraduate Thesis, Ningbo Institute of Materials Technology and Engineering, Chinese Academy of Sciences, Ningbo, 2017. [Google Scholar]
- Xia, K.L.; He, Q.; Zhang, Y.S. Measurement Method of Turbine Blade Film Aperture Based on Infrared Thermal Imaging and Shrinkage Law. Acta Aeronaut 2022, 43, 594–606. [Google Scholar]
- Gao, C.; Zhuang, L.; Zhao, K.; Guo, C. Abrasive Water Jet Drilling of Ceramic Thermal Barrier Coatings. Procedia CIRP 2018, 68, 517–522. [Google Scholar] [CrossRef]
- Gao, C.; Zhuang, L.; Qiu, Y.; Zhao, K. Feasibility of Drilling Holes on Thermal Barrier Coated Superalloy Using Electrical-Discharge Machining. Procedia CIRP 2020, 95, 522–526. [Google Scholar] [CrossRef]
- Bi, C.; Hao, X.; Liu, M.C.; Fang, J.G. Design and establishment of the machine Vision Measuring System for Film cooling Holes. Acta Metrologica Sinica 2020, 41, 775–780. [Google Scholar]
- Wang, C.; Liu, T.; Mu, X.; Liu, P.; Zhu, L.Z. Research on Aero Engine Blade Film Hole Measuring Technology. Meas. Technol 2012, 32, 27–30. [Google Scholar]
- Elfurjani, S.; Ko, J.; Jun, M. B. G. Micro-Scale Hole Profile Measurement Using Rotating Wire Probe and Acoustic Emission Contact Detection. Measurement 2016, 89, 215–222. [Google Scholar] [CrossRef]
- Cui, J.; Feng, K.; Hu, Y.; Li, J.; Tan, J. A Twin Fiber Bragg Grating Probe for the Dimensional Measurement of Microholes. IEEE Photonics Technology Letters 2014, 26, 1778–1781. [Google Scholar] [CrossRef]
- Chen, C.; Li, D.G. Optical Properties and Applications of Fiber Bragg Gratings. J. Naval Univ. Eng 2000, 4, 11–15+22. [Google Scholar]
- Feng, K.; Cui, J.; Zhao, S.; Li, J.; Tan, J. A Twin FBG Probe and Integration with a Microhole-Measuring Machine for the Measurement of Microholes of High Aspect Ratios. IEEE-ASME Transactions on Mechatronics 2016, 21, 1242–1251. [Google Scholar] [CrossRef]
- Muralikrishnan, B.; Stone, J. A.; Stoup, J. R. Fiber Deflection Probe for Small Hole Metrology. Pre. Eng 2006, 30, 154–164. [Google Scholar] [CrossRef]
- Ma, Y.Z.; Yu, Y.X.; Wang, X.H. Diameter Measuring Technique Based on Capacitive Probe for Deep Hole or Oblique Hole Monitoring. Measurement 2014, 47, 42–44. [Google Scholar] [CrossRef]
- Ma, Y.Z.; Ma, L.; Zheng, Y.Z. The Measurement Techniques for Angular 3-D Pinholes Based on Capacitive Probe. Measurement 2017, 97, 145–148. [Google Scholar] [CrossRef]
- Sun, X.; Ma,Y. Z.; Yu, Y.X.; Zheng, Y.Z. Inner Hole Diameter Measuring Based on Capacitive Sensor. Adv. Mater. Res 2013, 739, 596–601. [Google Scholar] [CrossRef]
- Lee, N. K.-S.; Chow, J.; Chan, A. C. K. Design of Precision Measurement System for Metallic Hole. Int. J. Adv Manuf Technol 2008, 44, 539–547. [Google Scholar] [CrossRef]
- Bian, X.; Cui, J.; Lu, Y.; Tan, J. Ultraprecision Diameter Measurement of Small Holes with Large Depth-To-Diameter Ratios Based on Spherical Scattering Electrical-Field Probing. App Sci 2019, 9, 242. [Google Scholar] [CrossRef]
- Cheng, Y.Q; Li, W.L.; Jiang, C.; Wang, G.; Xu, W.; Peng, Q. Y. A Novel Cooling Hole Inspection Method for Turbine Blade Using 3D Reconstruction of Stereo Vision. Meas. Sci. Tech 2021, 33, 015018. [Google Scholar] [CrossRef]
- Li, L.; Li, B.; Zhang, R.; Xue, Z.; Wei, X.; Chen, L. Geometric Parameters Measurement for the Cooling Holes of Turbine Blade Based on Microscopic Image Sequence Topographical Reconstruction. Measurement 2023, 210, 112562. [Google Scholar] [CrossRef]
- Zhao, Y.Y.; Zeng, F.; Li, Y.; Gan, M.Y.; Shi, S.X. 3D Measurement Technique for Film Cooling Holes Based on Light Field Imaging. Acta Aeronaut 2021, 42, 1–11. [Google Scholar]
- Munkelt, C.; Kühmstedt, P.; Aschermann, L.; Seidel, F. Automatic Complete High-Precision Optical 3D Measurement of Air Cooling-Holes of Gas Turbine Vanes for Repair. Opt. Mea. Sys IX 2015. [Google Scholar]
- Xu, D.J. ; Research on Micro-Aperture Rapid Measuring System Based on Luminous Flux. Postgraduate Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, 2013. [Google Scholar]
- Xu, D.J; Ye, M.; Ni, Z.Q. The Study of the Micro-Aperture Rapid Measuring Theory Based on Luminous Flux. J. Mech. Eng 2013, 2, 7–9. [Google Scholar]
- Jin, J.; Kim, J. W.; Kang, C.-S.; Kim, J.-A.; Lee, S. Precision Depth Measurement of through Silicon Vias (TSVs) on 3D Semiconductor Packaging Process. Opt.Exp 2012, 20, 5011. [Google Scholar] [CrossRef] [PubMed]
- Wang, M.Y.; Zhang, H.B.; Hu, W.B.; Mei, Y.H. Review on the through Silicon Via Technology in the 3D System in Package (3D-SiP). J. Mech. Eng 2023, 59, 1–16. [Google Scholar]
- Wu, C.X.; Ma, J.Q.; Gao, Z.S.; Guo, Z.Y.; Yuan, Q. Measurement of through Silicon Via by Near-Infrared Micro Interferometry Based on Aberration Compensation. Opt. Precis. Eng 2023, 31, 12. [Google Scholar] [CrossRef]
- Sun, W.; Yi, J.; Ma, G.; Li, F.; Liu, X.; Gao, F.; Lu, C. A Vision-Based Method for Dimensional in Situ Measurement of Cooling Holes in Aero-Engines during Laser Beam Drilling Process. Int. J. Manuf. Technol 2022, 119, 3265–3277. [Google Scholar] [CrossRef]
- Shetty, D.; Eppes, T.; Campana, C.; Filburn, T.; Nazaryan, N. New Approach to the Inspection of Cooling Holes in Aero-Engines. Opt. Laser. Eng 2009, 47, 686–694. [Google Scholar] [CrossRef]
- Ciampa, F.; Mahmoodi, P.; Pinto, F.; Meo, M. Recent Advances in Active Infrared Thermography for Non-Destructive Testing of Aerospace Components. Sensors 2018, 18, 609. [Google Scholar] [CrossRef] [PubMed]
- Rosemau, R. D.; Nawaz, S.; Niu, A.; Wee, W. G. <Title>Aircraft Engine Blade Cooling Holes Detection and Classification from Infrared Images. Proceedings of SPIE 1999. [Google Scholar]
- He, Q.; Ge, C.; Wang, Q.T. Method and Platform for Detecting Cooling Film Holes on Working Blades ofHigh-Pressure Turbines. CN109751972B, February 26, 2021.
- Li,X. Y.; Yang, L.; Sun, C.G.; Li, X.J.; Liu, Y. High-Pressure Turbine Blade Defect Technology Based on Micro-Focus Industrial CT. Foundry 2023, 72, 904–908. [Google Scholar]
- Wang, W.H.; Zhang, Z.F.; Jiang, R.S.; Qin, C.C.; Zhu, X.X.; Huang, B. Method for Detecting and Evaluating the Geometric Structure of Shaped Film Holes Based on Industrial CT Scanning. CN201910970716.7, October 14, 2019.
- Jiang, R.S.; Wang, W.H.; Wang, Z.Q.; Zhang, D.H.; Bu, K. Precision Forming Technology and Its Development Trend of Aero Engine Turbine Blades. Aeronaut. Manuf. Technol 2016, 21, 6. [Google Scholar]
- Jiang, Q.L.; Cao, K.Q.; Chen, L.; Feng, Z.P.; Jia, T.Q.; Sun, Z.R. Process of Turbine Blade Film Cooling Holes by Nanosecond and Femtosecond Laser Pulses. Aeronaut. Manuf. Technol 2021, 64, 53–61. [Google Scholar]
- Yang, Z.N.; Zha, H.Y.; Huang, Z.Y.; Xu, J.J.; Liang, W.; Zhang, Z.; Wang, Z.D.; Huang, H.D. Development and Prospect of the Drilling and Detection of Film Cooling Hole on Turbine Blade and Vanes. Fail. Anal. Prev 2023, 18, 14–20. [Google Scholar]
- Chen, X.; Longstaff, A. P.; Fletcher, S.; Myers, A. Analysing and Evaluating a Dual-Sensor Autofocusing Method for Measuring the Position of Patterns of Small Holes on Complex Curved Surfaces. Sensors and Actuators 2014, 210, 86–94. [Google Scholar] [CrossRef]
- Sui, X.; Xu, X.P.; Sun, J.; Zhang, L. Microhole Geometry Measurement Applying Multi-Sensor Technology. Opt. Optoelectron. Technol, 2009; 07, 79–82. [Google Scholar]
- Sun, Q.S.; Sui, X.; Xu, H.F. Research on an Optoelectronic Detection System for Microhole Shape Measurement. Sci. Technol. Inf 2008, 14, 14. [Google Scholar]
- Stimpson, C. K.; Snyder, J. C.; Thole, K. A.; Mongillo, D. Effectiveness Measurements of Additively Manufactured Film Cooling Holes. J. Turbo 2017, 140. [Google Scholar]
- Cooling Holes Inspection & 3D Metrology – Novacam. Available online: https://www.novacam.com/applications/cooling-holes-inspection/ (27.01.2024).
- Survice_Measurement of Cooling Hole CMSC 2011 Sub. Available online: https://www.cmsc.org/stuff/contentmgr/files/0/2bdcf766d9d5daf6e892c46153c591d3/misc/cmsc2011_wed_gh_0800_survice.pdf (27.01.2024).
- Nigmatulin, T. Turbine Shroud Cooling Hole Diffusers and Related Method. US20030082046A1, Oct 26, 2001.
- Bao, C.X.; Wang, L.; Li, K.; Min, L.X.; Geng, C.K. Research on Rapid Detection Technology of Gas Film Hole Based on CCD. Aviat. Precis. Manuf. Technol 2017, 053, 52–55. [Google Scholar]
- Bi, C.; Hao, X.; Liu, M.C.; LIU, Y. Establishment and Conversion of Coordinate System in Visual Measurement of Film Cooling Holes. J. Sens. Technol 2019, 32, 1515–1521. [Google Scholar]
- Bi, C.; Hao, X.; Liu, M.; Ji, G.B. Design and Establishment of Five-Axis Visual Measuring System for Film cooling Holes. Mach. Tool Hydraul 2021, 49, 123–127. [Google Scholar]
- Bi, C.; Pi, K.S.; Sheng, B.; Long, K.; Hao, X. Measurement Technology of blade-Shaped Holes Based on Machine Vision. Tool Technol 2022, 56, 147–151. [Google Scholar]
- Bi, C.; Zhang, Y.; Zhang, C.; Zhou, P. Study on Automatic Focusing Strategy of Visual Coordinate Measuring System. Tool Technol 2022, 56, 136–141. [Google Scholar]
- Bi, C.; Hao, X.; Liu, M.C.; Fang, J.G. Design and Establish of the machine vision measuring system for Film Cooling Holes. Acta Metro Sinica 2020, 41, 775–780. [Google Scholar]
- Bi, C.; Hao, X.; Liu, M.C.; Fang, J.G. Study on Calibration Method of Rotary Axis Based on Visual Measurement. Infrared Laser Eng 2020, 49, 167–174. [Google Scholar]
- Bi, C.; Zhang, C.; Fan, C.Y.; Fang, J.G. Study on Visual Measuring Technology of Axis Direction of Film Cooling Holes. J. Aerosp. Metro. Meas 2022, 42, 37–42. [Google Scholar]
- Liao, T.; Dong, Y.W.; Zhang, S.T.; Bi, C.; Fang, J.G. Error Analysis Method of Turbine Blade Film Hole Based on Virtual Measurement. Aeronaut. Sci. Technol 2021, 32, 50–59. [Google Scholar]
- Zhang, M.; Yan, X.S.; Xi, X.C.; Zhao, W.S. Measurement of Axial Orientation of Film Cooling Holes of Turbine Blade Based on Laser Sensor. Electr. Mach. Moulds 2022, 004, 000. [Google Scholar]
Figure 1.
Development trend of aero-engine blade material [5].
Figure 1.
Development trend of aero-engine blade material [5].
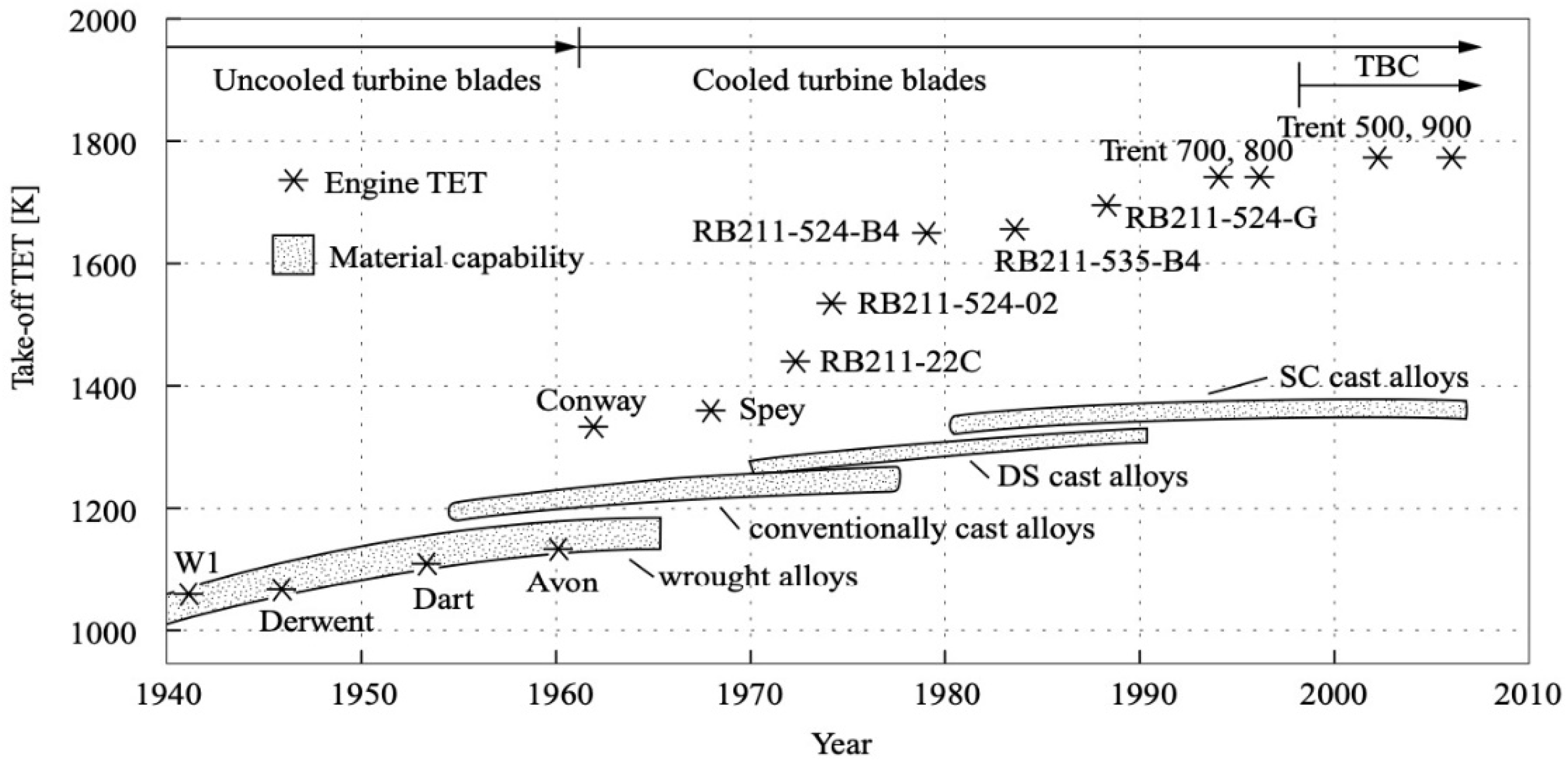
Figure 5.
Geometries for 4 types of shaped cooling hole [19].
Figure 5.
Geometries for 4 types of shaped cooling hole [19].
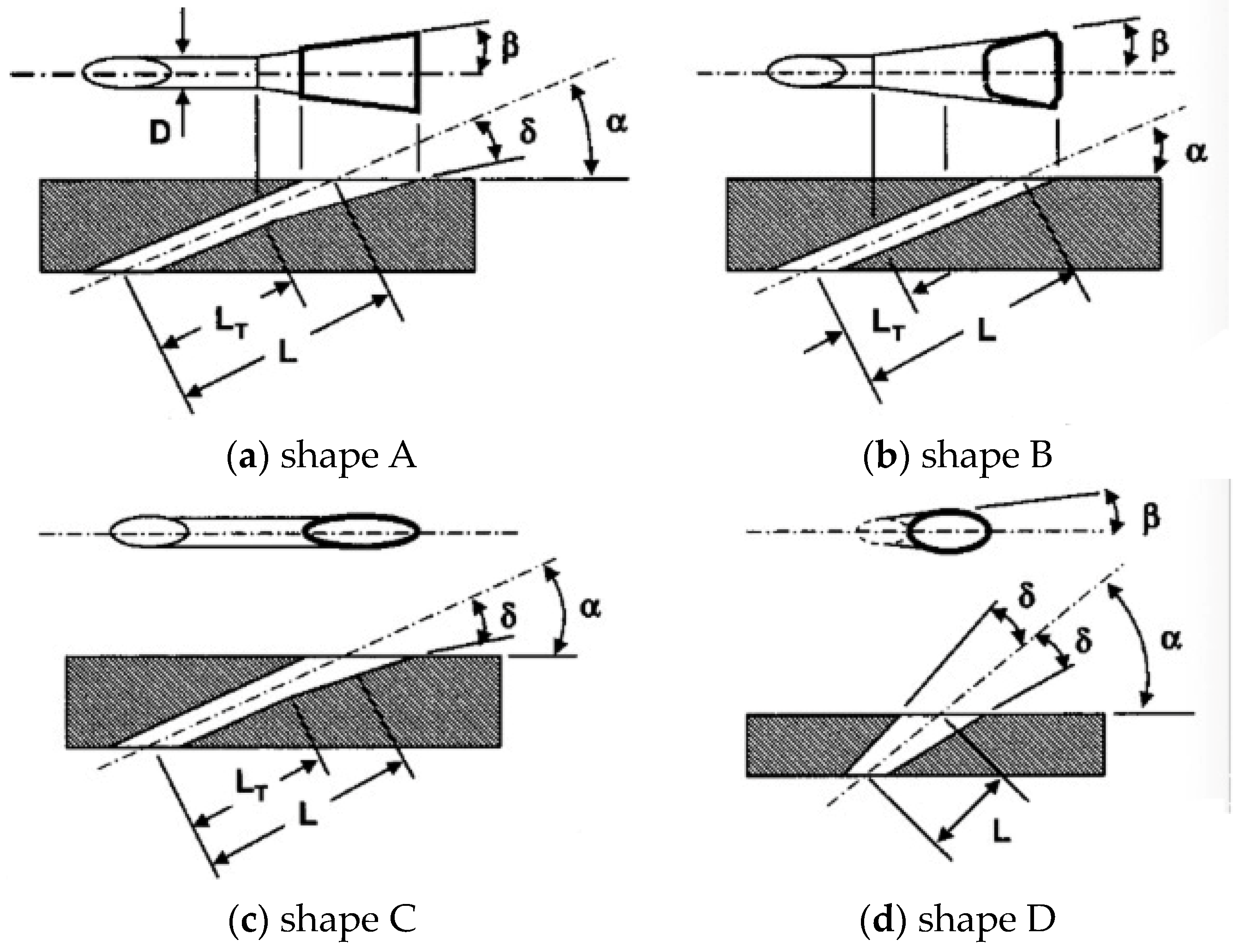
Figure 6.
Manufacturing quality against 3 types laser drilling method [33].
Figure 6.
Manufacturing quality against 3 types laser drilling method [33].
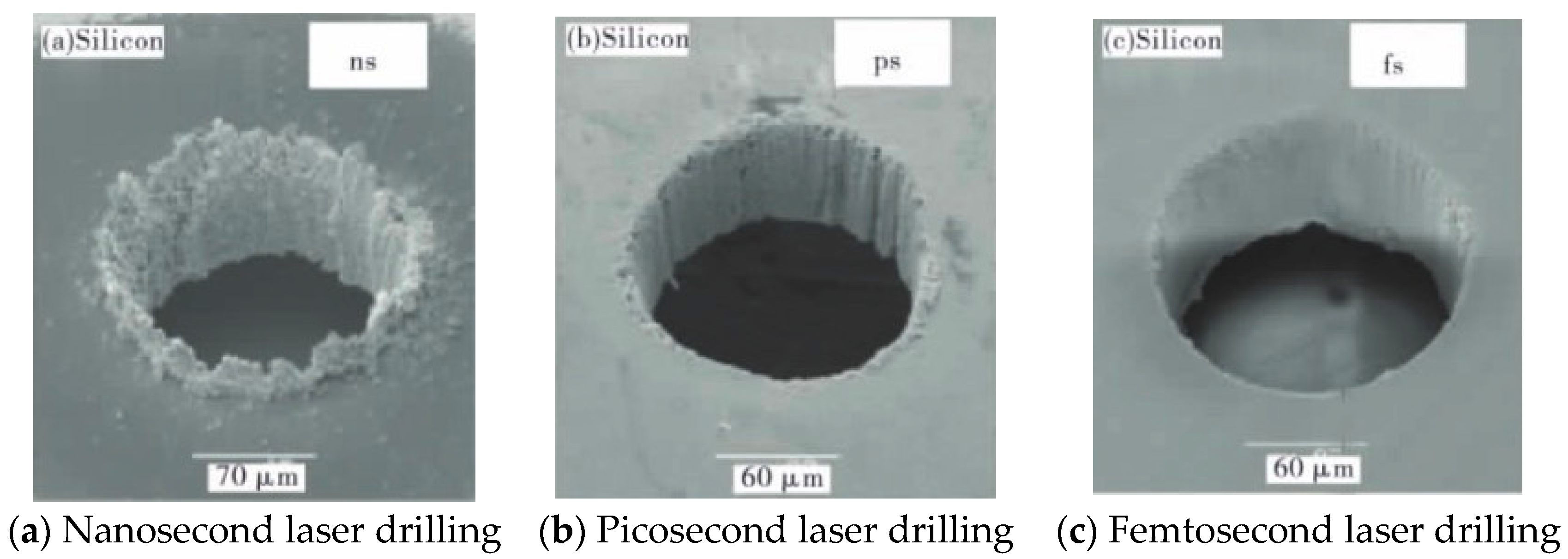
Figure 7.
Schematic diagram of back strike.
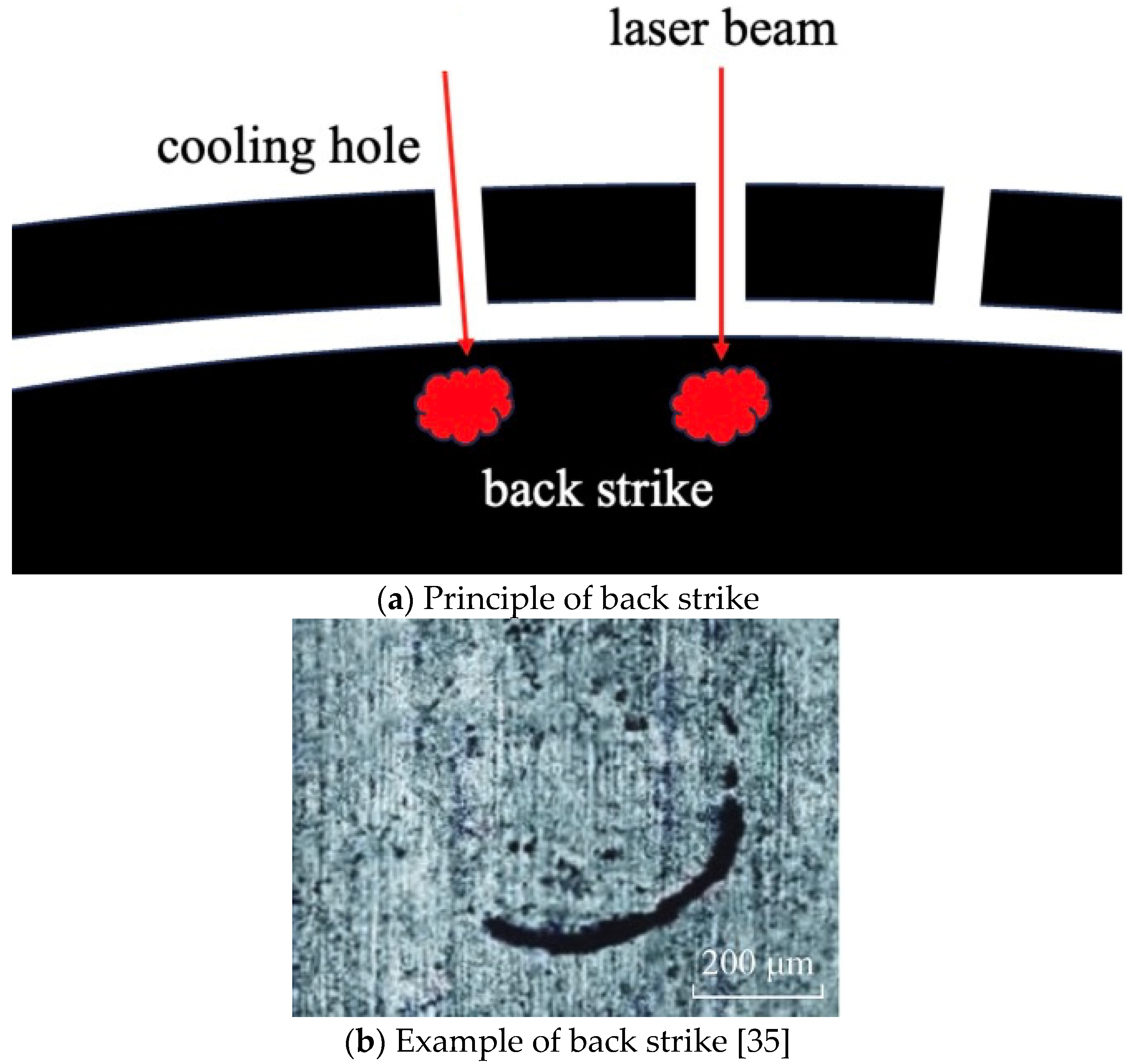
Figure 8.
Schematic diagram of discrete cooling hole quality indicators.
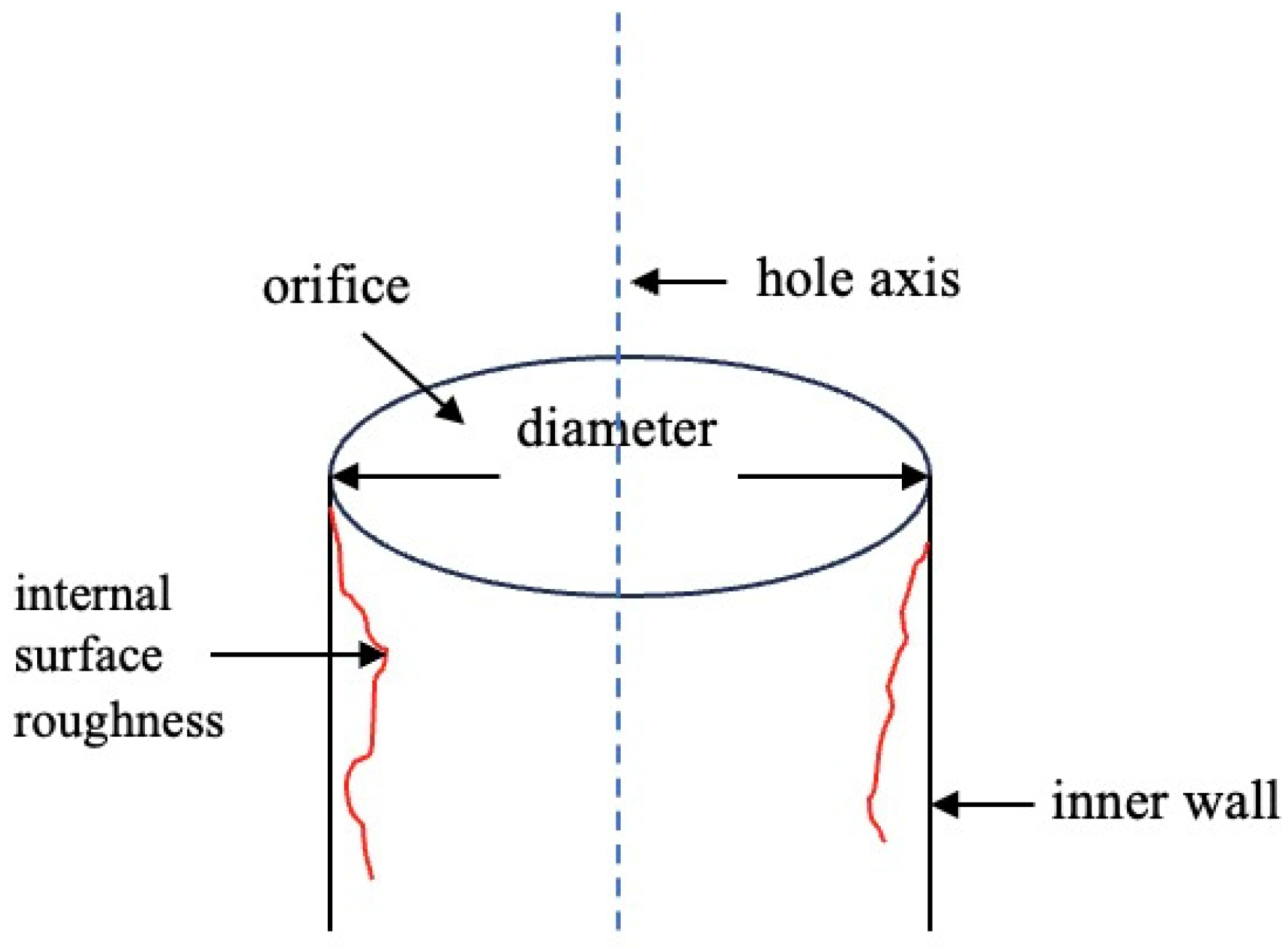
Figure 9.
Schematic diagram of plug gauge measurement.
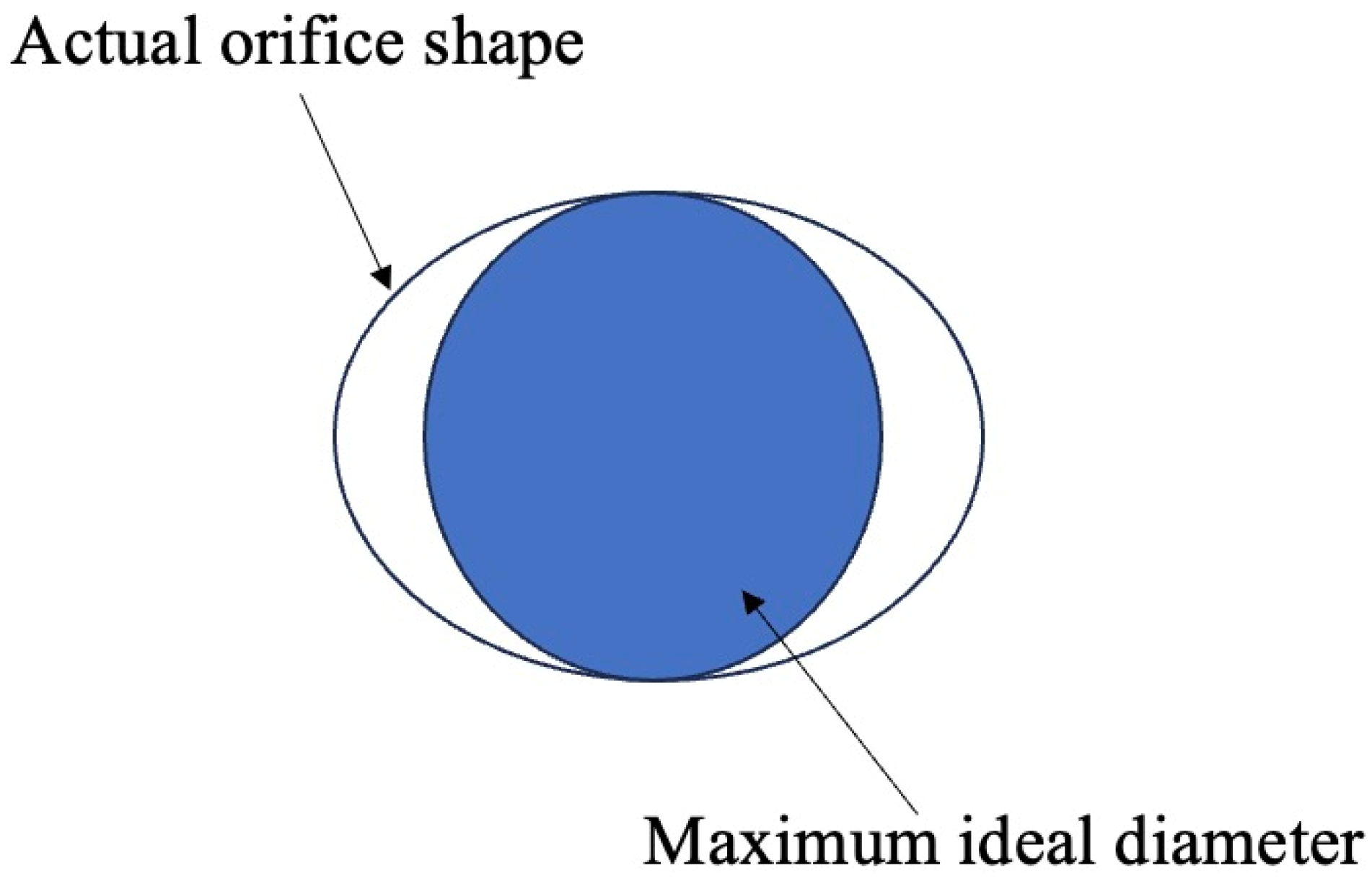
Figure 10.
Measurement principle [45].
Figure 10.
Measurement principle [45].
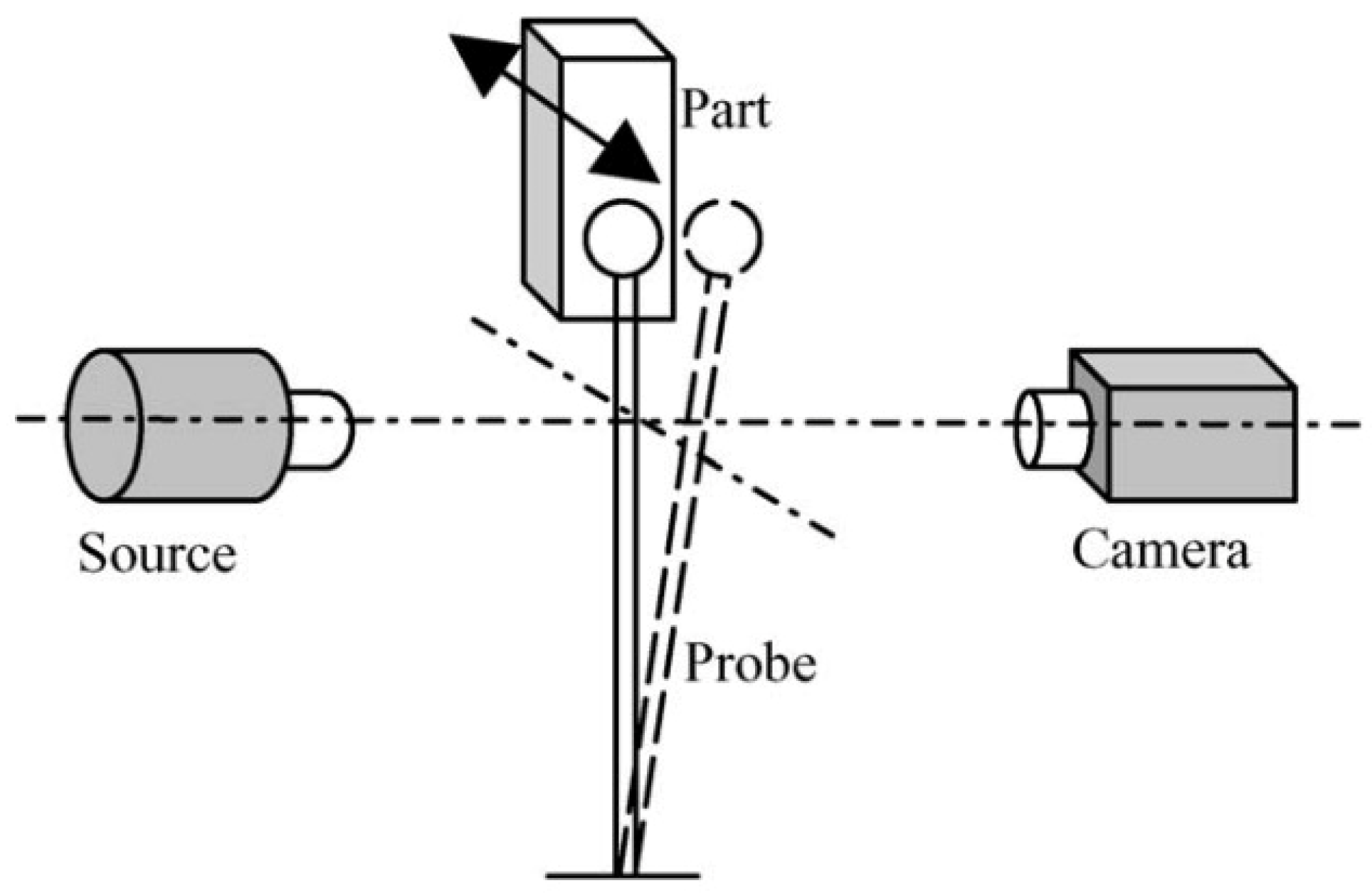
Figure 11.
Principle of optical measuring system [52].
Figure 11.
Principle of optical measuring system [52].
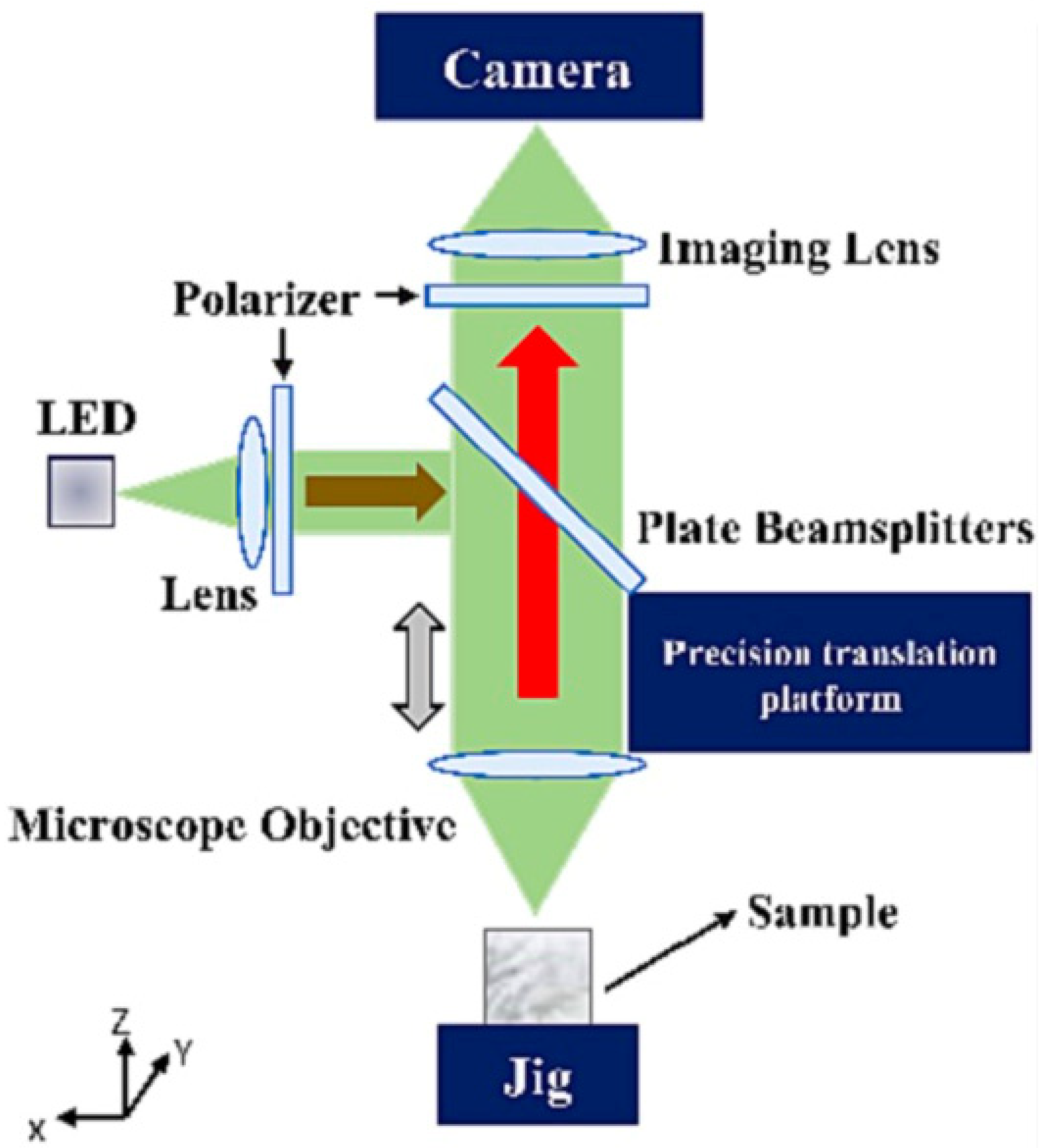
Figure 12.
Experimental results of cooling hole [53].
Figure 12.
Experimental results of cooling hole [53].
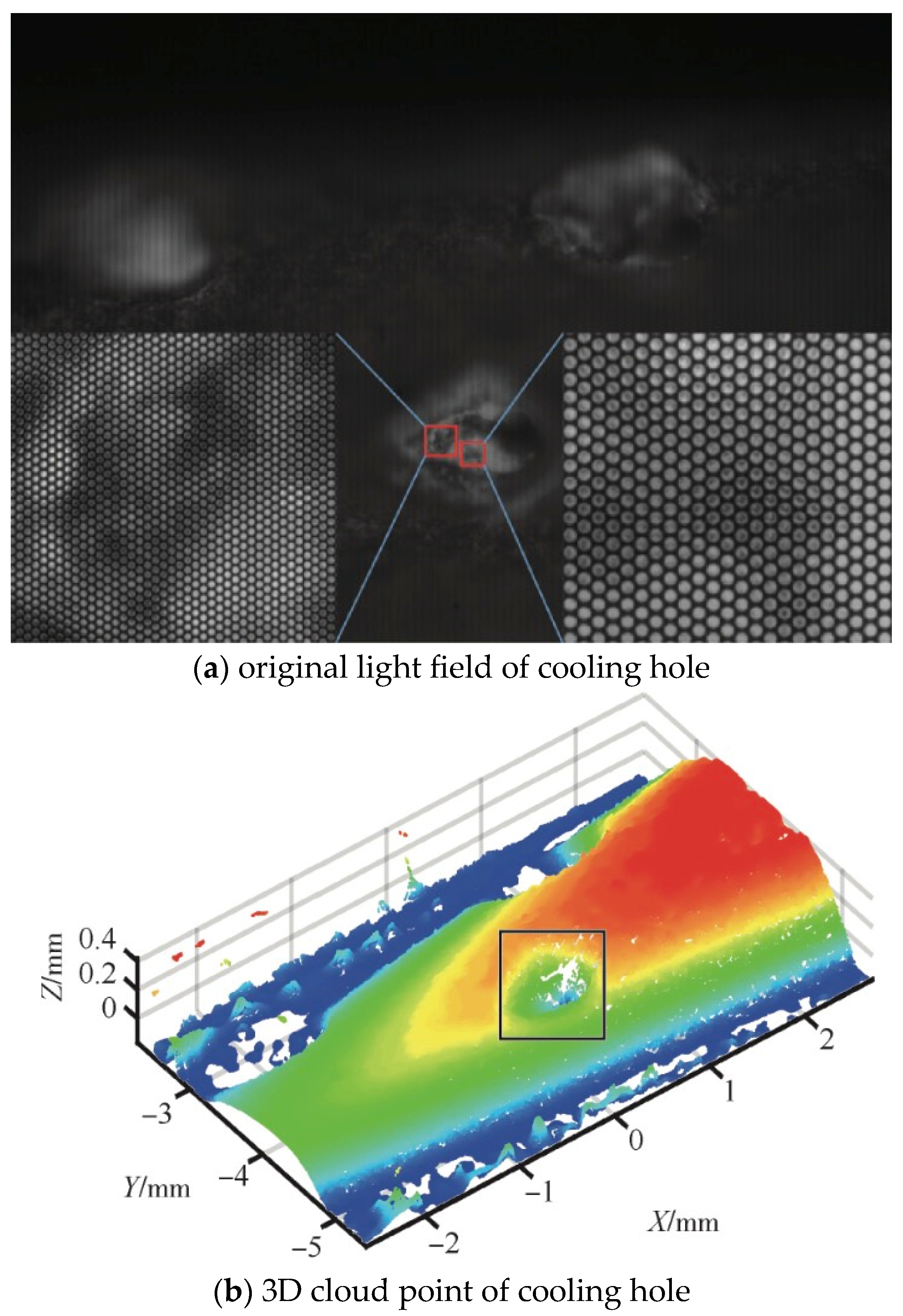
Figure 13.
Infrared image of cooling hole [36].
Figure 13.
Infrared image of cooling hole [36].
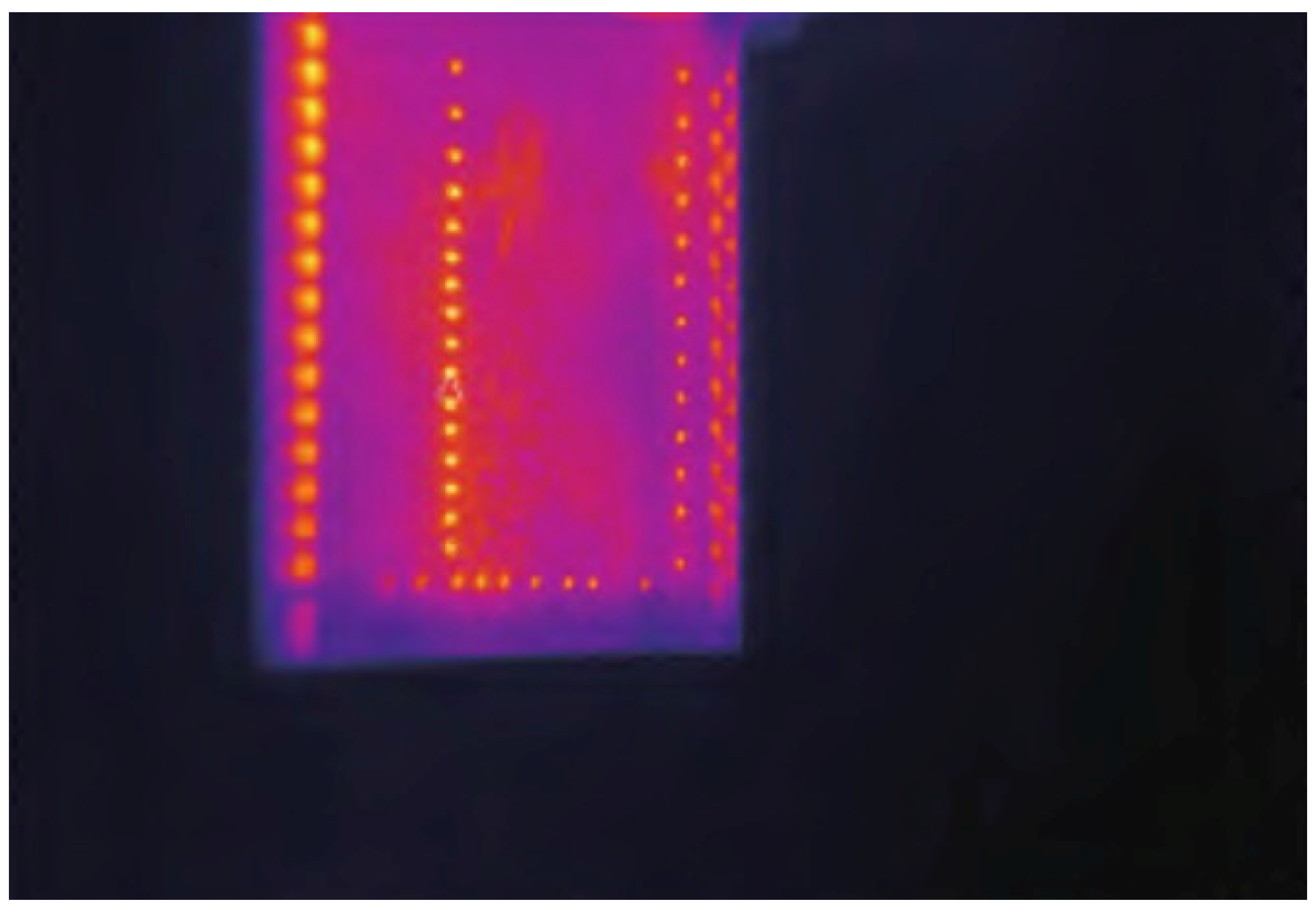
Figure 14.
Blade profile image from industrial CT [67].
Figure 14.
Blade profile image from industrial CT [67].
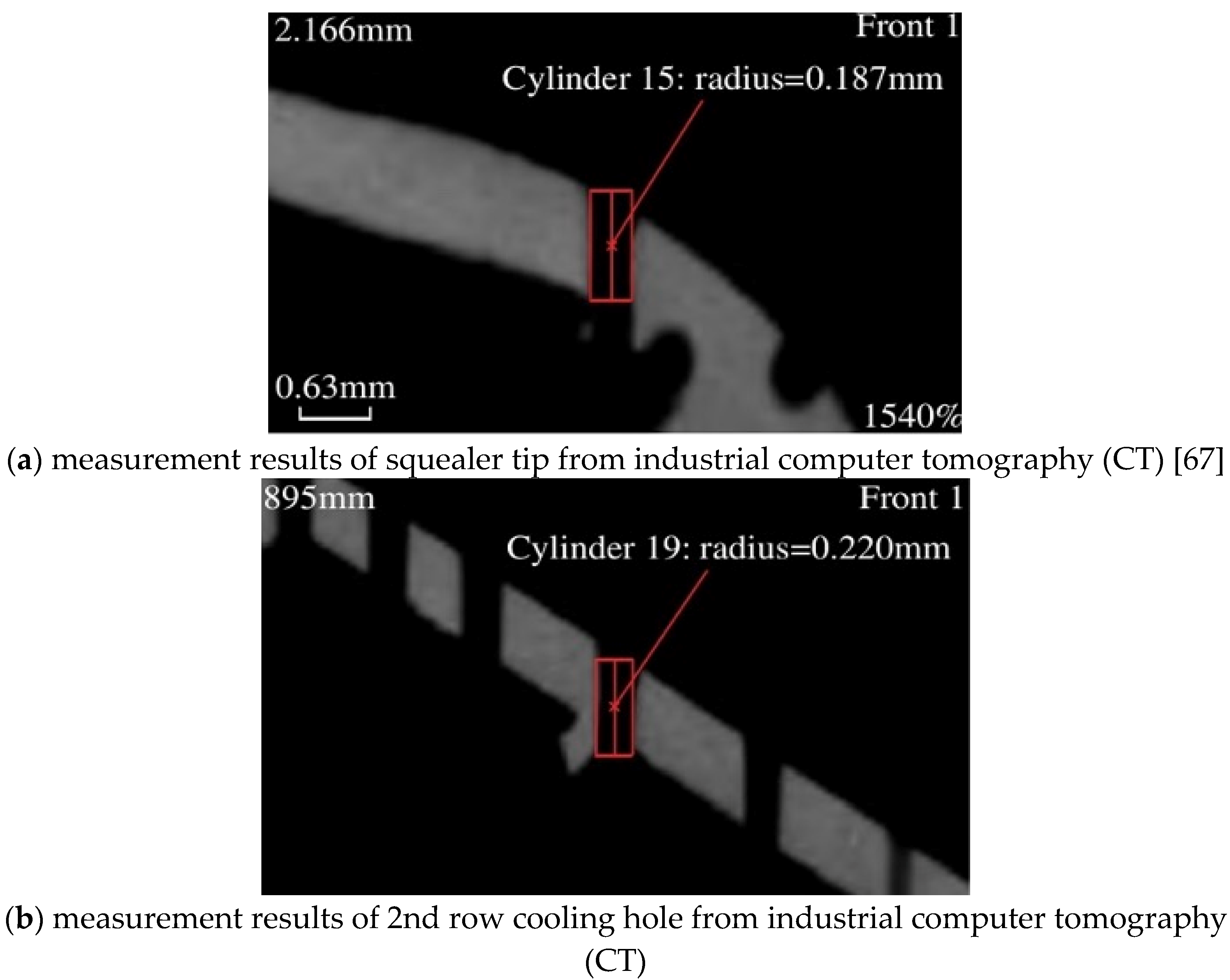
Figure 15.
Dual-sensor autofocusing configurations [70].
Figure 15.
Dual-sensor autofocusing configurations [70].
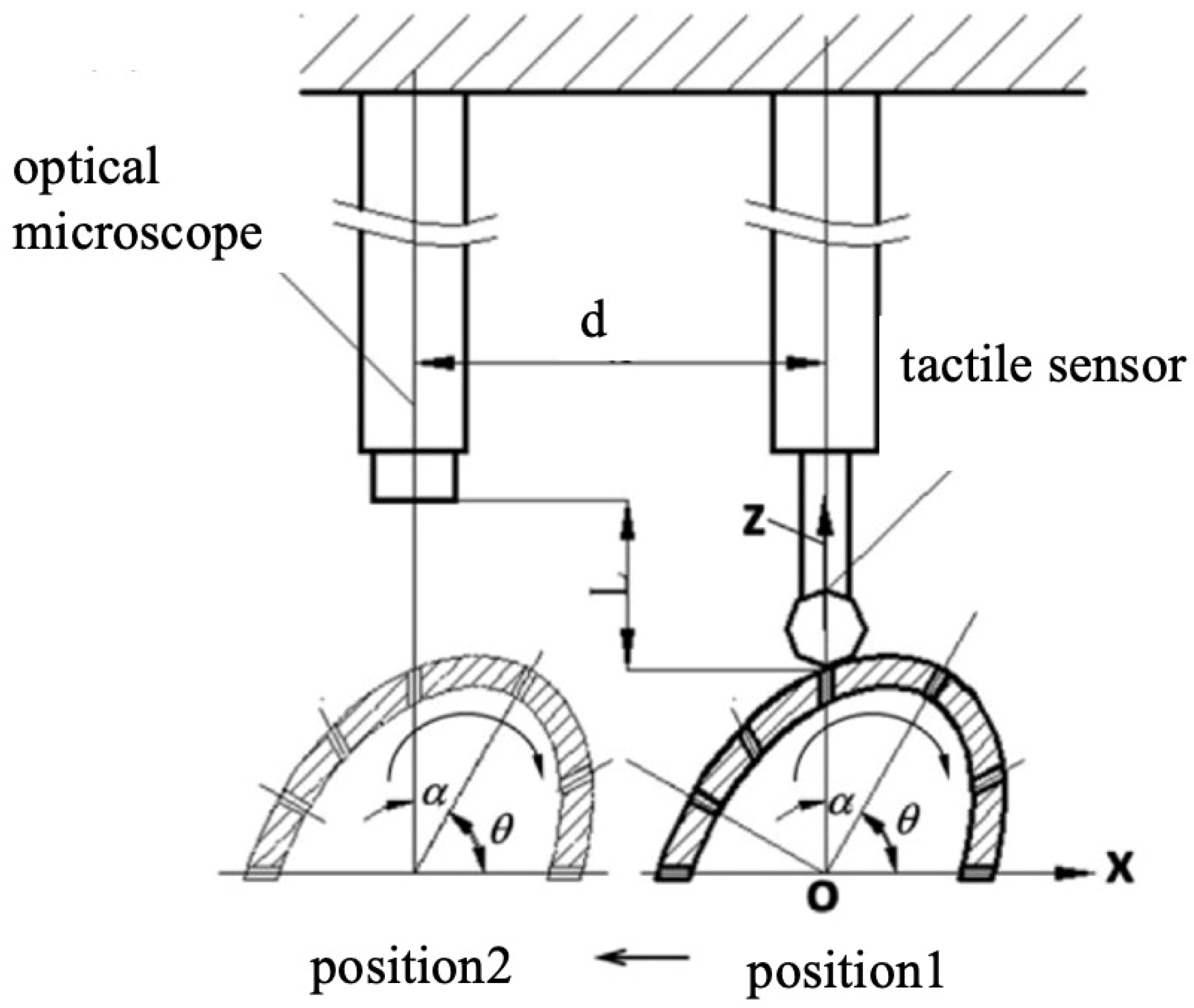
Figure 16.
Technology roadmap of composite measurement system from SURVICE Metrology corporation [32].
Figure 16.
Technology roadmap of composite measurement system from SURVICE Metrology corporation [32].
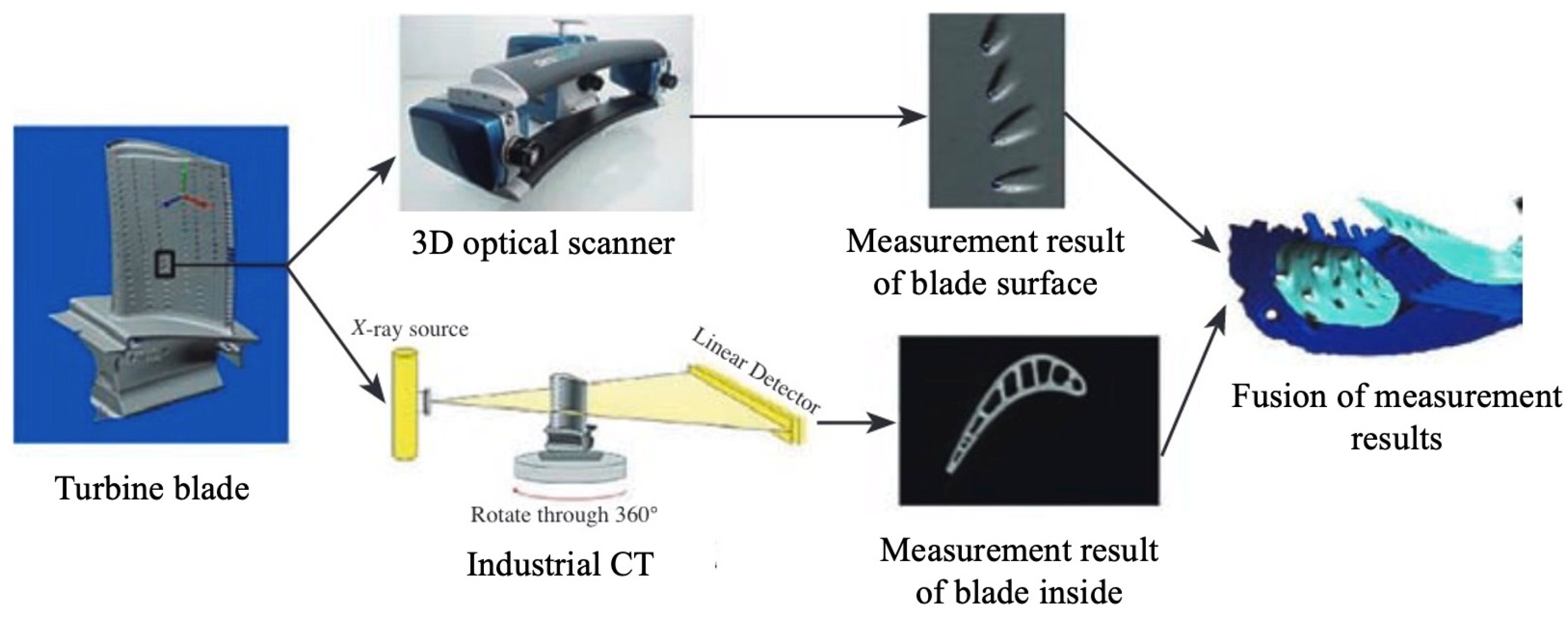
Figure 17.
Diagram of detection device and imaging system [77].
Figure 17.
Diagram of detection device and imaging system [77].
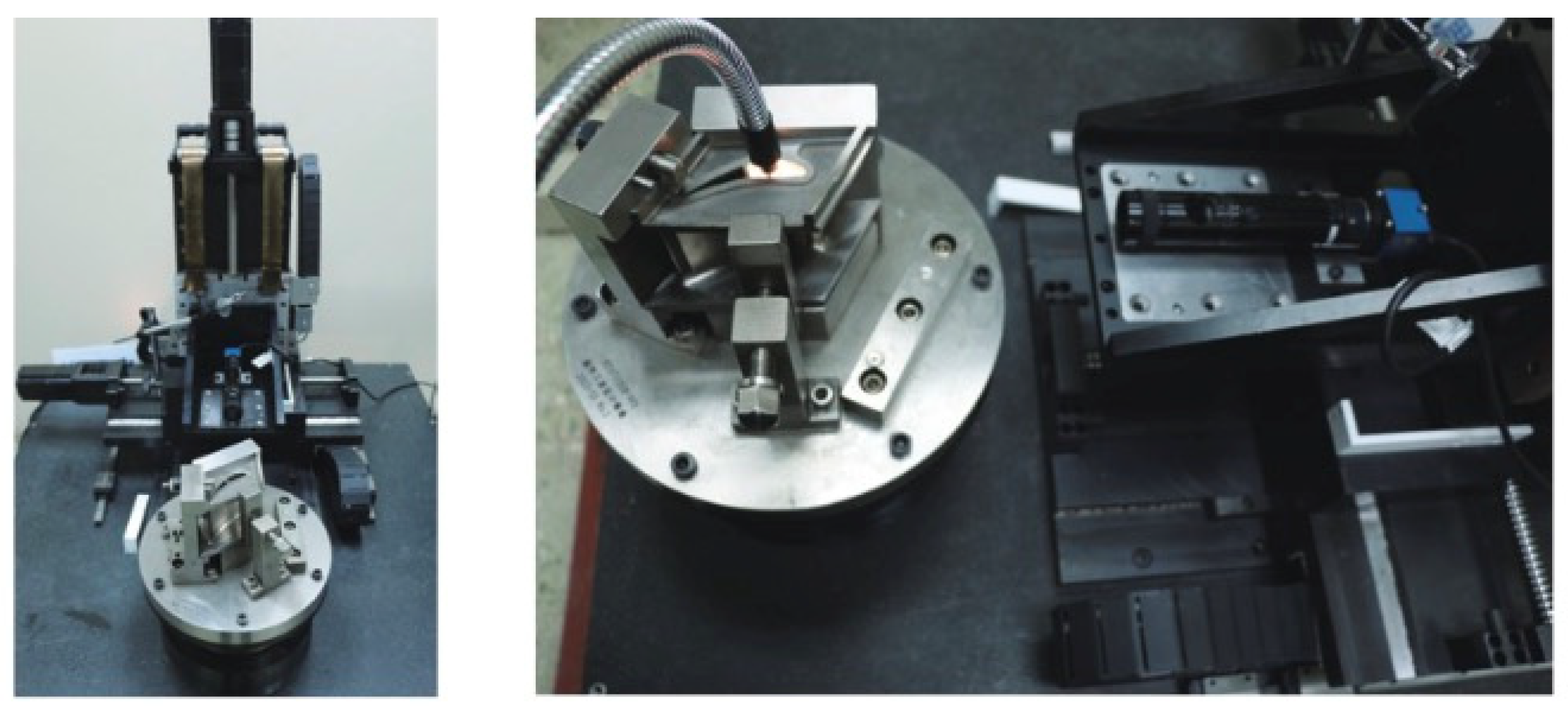
Figure 18.
Schematic diagram of measurement 4 axis vision coordinate measuring machine (CMM) [83].
Figure 18.
Schematic diagram of measurement 4 axis vision coordinate measuring machine (CMM) [83].
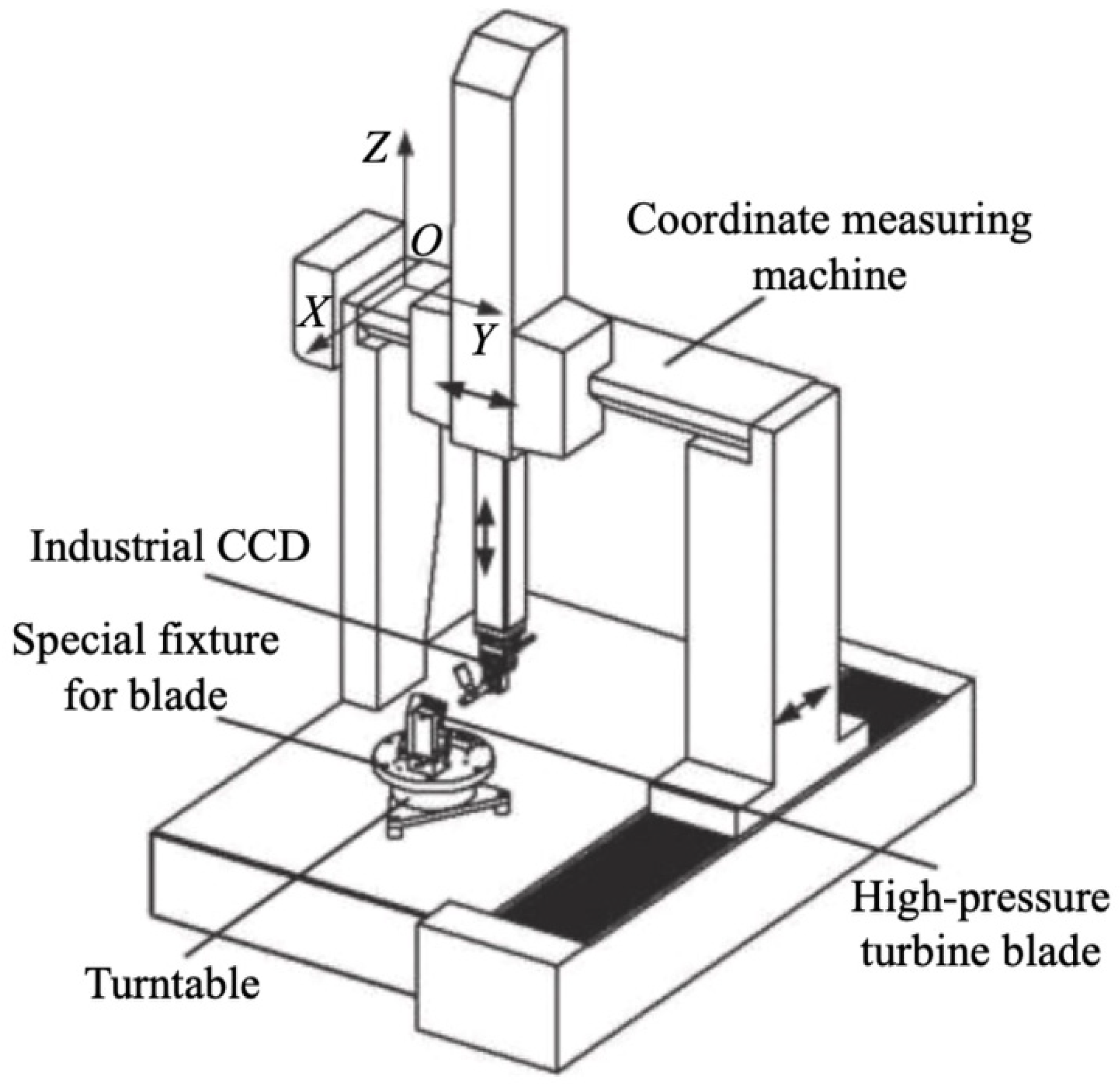

Table 1.
Improvement in cooling performance against shaped cooling holes [23].
Table 1.
Improvement in cooling performance against shaped cooling holes [23].
| Hole shape | % Improvement of cooling performance |
|---|---|
| Fan shape | 10-40 |
| Conical | 15 |
| Console | 20 |
| Sister hole | 15-23 |
| Compound angle | 4-10 |
| Trench shape | 15-20 |
Table 2.
Comparison of main measurement technology for cooling hole.
| Main measurement technology | Measured features | Advantage | Disadvantage | |
|---|---|---|---|---|
| Optical measurement | Light field | Geometrical feature of hole inner wall(partial) Orifice shape and diameter |
high efficiency | Limited data; |
| Image recognition | Orifice shape and diameter | high efficiency |
Limited data; | |
| luminous flux | Orifice diameter | high efficiency |
Limited data; | |
| 3D reconstruction | Geometrical feature of hole inner wall(partial) Orifice shape and diameter |
high efficiency |
Limited data; | |
| Industrial CT | Geometrical feature of hole inner wall | Generalized measurement result | High cost; Low efficiency; |
|
| Infrared imaging | Orifice diameter | high efficiency convenient construction of measurement system |
Limited data; | |
| Probing measurement | Capacitive probe | Geometrical feature of hole inner wall | Suitable for High depth to diameter ratio hole | Low efficiency; Low resolution; Limited data; |
| Fiber probe | Geometrical feature of hole inner wall | Suitable for High depth to diameter ratio hole | Low efficiency; Low resolution; Limited data; |
|
| Laser interferometry | Geometrical feature of hole inner wall | Suitable for High depth to diameter ratio hole | Low efficiency; Low resolution; |
|
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



