
Submitted:
31 January 2024
Posted:
01 February 2024
You are already at the latest version
Abstract
This study examines the practicality and limitations of using a FANUC CRX-10 iA/l collaborative robot to assemble a product component, highlighting the trade-offs between increased roboisation and reduced manual intervention. Through a detailed case study in the i-Labs laboratory, critical factors affecting precision assembly such as station layout, tooling design and robot programming are discussed. The findings highlight the benefits of robots for non-stop operation, freeing up human operators for higher value tasks despite longer cycle times. In addition, the paper advocates further research into reliable gripping of small components, a current challenge for robotics. The work contributes to open science by sharing partial results and methods that could inform future problem solving in robotic assembly.
Keywords:
Robotic
; Assembly
; FANUC
; Industrial Collaborative Robot
; 3D Printing
; Industrial Automation
; Case Study
; i-Labs Research
; Rapid Prototyping
1. Introduction
The contemporary industry is experiencing an acceleration in changes to productive paradigms, with an increasingly pressing demand for flexibility and product customization. To meet these needs, it is essential to have a flexible production system. Jain et al. [1] point out that there is no unique definition of a flexible production system; specifically, they distinguish between an adaptive approach, reactive to circumstances, and a proactive approach, planned in advance. Regardless of these categories, it’s clear that the adaptability of a production system is crucial, especially for small and medium enterprises (SMEs). This has generated the need for more flexible production systems and complex products with a high degree of variation. Gustavsson et al. [2] add that it is often necessary to choose in advance between productivity and flexibility during the system’s design, offering methodologies for this definition.
Automation has played a key role in this evolution. As Jovane [3] indicates, flexible production systems have made mass customization possible. However, traditional manufacturing solutions might not be sufficient to meet the new requirements, requiring a greater emphasis on flexibility and reconfigurability, as suggested by Urbani [4]. In this context, the industry must not only adapt to changes but also anticipate them, integrating systems that are both efficient and capable of evolving in line with market trends.
Subsequently, as highlighted by Mourtzis [5], the evolution of production systems, driven by changing customer needs and technological advancements, has led to a shift from functional paradigms to customer-oriented ones (User-Centered Design, UCD). In [6], Chammas et al. explore the fundamental concepts of UCD, emphasizing the growing importance of project management through a proper balance of budget, time, and quality, necessary for more personalized production. The use of cobots (collaborative robots) in industry can benefit this triad of elements (quality, time, and budget).
Collaborative robots, or cobots, are emerging as crucial enablers in this context, not only aiding in reducing physical strain on workers but also in optimizing process efficiency through their high reconfigurability and the establishment of optimized work trajectories [7].
As emphasized by Fager et al. in [8], in the case of object sorting in a picking system, cobots can reduce costs and improve performance (time and budget) when there is significant sorting work to be done. El Makrini et al. in [9] demonstrate how the integration of cobots and humans in car assembly leads to improvements in process quality, combining human dexterity and problem-solving with the precision and strength of cobots. Another study in this direction is conducted by Safeea et al. in [10], where they state that a cobot can act as an "assistant third hand," lifting and holding parts while the human performs assembly tasks, improving working conditions, productivity, and reducing safety risks.
While several studies highlight the advantages of adopting robots (both collaborative and industrial) in production processes compared to fully manual solutions, a detailed comparison of the benefits of integrating collaborative robots versus industrial robots seems to still be lacking. An article attempting to assess which solution is better between collaborative and industrial robots is that of Barravecchia et al. [11]. This study presents a methodology for evaluating the optimal layout, especially for customized production, in the use of collaborative robots in assembly. In Barravecchia’s proposed model, costs related to learning and assembly time are also included. The learning process is fater in collaborative solutione that industrial one. The study shows that the cobot solution is ideal in situations of low production volumes, as they can reduce the frequency of defects and do not require reallocating or laying off workers. In the study by Heredia et al. [12], a comparison is made between industrial robots (IR) and collaborative ones (Cobots), focusing on the energy consumption behavior of electronic components (EC). It is highlighted that the Cobot UR3e dedicates about 50% of its energy consumption to electronic components, while the KUKA KR200 only 6%.
Comparing industrial robots with collaborative ones in terms of production flexibility, the collaborative solution brings numerous benefits over industrial robots. Collaborative robotics significantly enhances the flexibility of production, as shown by several studies. In the literature review by Keshvarparast et al. [13], the authors report that flexibility, like safety, is an indicator usually considered important in cobots’ design phase. They define two types of flexibility: "Flexible cobots" (how quickly the robot can be reprogrammed) and "Flexible Collaboration" (how many tasks a robot can perform in a given time). Furthermore, there are several works that speak about the importance of cobots for flexible manufacturing, for instance, Giberti et al. in [14], define flexibility as the system’s ability to quickly reconfigure itself to adapt to a new product within the same product family. The authors propose an approach to simplify the programming of collaborative robots, called Interactive Refinement Programming (IRP). This approach is based on primitives and general skills developed by expert engineers, which can then be connected in a tree structure to generate a specific task.
Lee et al. in [15] highlight that, for more high production flexibility, is neccessary a close collaboration between humans and robots. The authors propose a production structure specifically designed for this collaboration, demonstrating its feasibility. This is particularly important in the context of the Fourth Industrial Revolution, where customer demands are diverse and rapidly changing, as also evidenced by the work of Sherwani et al. [16]. Strassmair et al. [17] further emphasize the importance of worker acceptance, which can be facilitated by granting more flexibility and considering spatial constraints in the collaboration. These findings collectively underscore the role of collaborative robotics in enhancing production flexibility. Furthermore, Othman et al. [18] highlight that Human–Robot Collaboration (HRC) has become a prominent feature of smart manufacturing environments and conduct a systematic review about new technologies that can help in the HRC system, like AI, Collaborative Robots, Augmented Reality, and Digital Twin, providing insights on how this topic should be addressed. A similar work is performed by Michalos et al. [19], where the authors aim to present the existing approaches to the implementation of human collaborative applications and highlight the trends towards achieving seamless integration and robots as co-workers in the factories of the future.
In the context of flexible manufacturing, robotic assembly stands out as a key solution in many contemporary industrial applications, evident in the diverse range of products on the market. The integration of advanced technologies such as collaborative robotics and 3D printing is becoming increasingly significant. Rapid prototyping, particularly bolstered by low-cost 3D printing, represents a pivotal development in this landscape. Rapid prototyping (RP) is a technology for fabricating physical objects directly from CAD parts using additive layer manufacturing techniques, eliminating the need for extensive manufacturing process planning, tooling, or fixtures [20], 3D printing, or additive manufacturing, plays a vital role in this industrial transformation, thanks to its capability to create objects layer by layer from CAD models. This technology is increasingly utilized in various sectors, including healthcare, automotive, and aerospace. It enables mass customization and the use of diverse materials, marking a significant step towards manufacturing agility [21]. The synergy between cobots and 3D printing is crucial in enhancing the efficiency and adaptability of manufacturing processes. It facilitates a quicker turnaround from design to final product and enables greater customization in response to market demands. Notable examples of rapid prototyping include the work of Geonea et al. [22], who developed a new exoskeleton robotic system for locomotor assistance, utilizing a novel structural solution and virtual prototyping. This was followed by dynamic simulations and stress analysis. Ciceri et al. [23] analyzed building designs using a genetic algorithm with parameters such as shadow length, transportation, and outdoor area. Khalid et al. [24] reviewed developments in additive manufacturing of cellulose nanocrystals (CNCs), highlighting their applications across fields like tissue engineering, robotics, and wearable electronics. These are just a few examples from the extensive literature on rapid prototyping, indicating its widespread impact and application.
The philosophy of this paper: This paper is follow the philosophy of open science, with a commitment to sharing detailed insights from a specific industrial application. Our aim is to contribute to the broader dissemination of knowledge by presenting methods, solutions, and critical observations gleaned from our research. To this end, we detail a comprehensive case study conducted at the i-Labs Industry Laboratory in Jesi, Italy. This study centers on a robotic assembly operation and rapid prototyping [25], offering a practical demonstration of these advanced technologies in an industrial setting and exploration of their operational the impacts on the manufacturing process. Through this approach, we aspire to provide valuable information that can be leveraged by other practitioners and researchers in the field. Furthermore, this article follows the same philosophy as the one proposed in [26] where it not only provides practical results but also defines a procedure for solving problems.
The structure of the paper is outlined as follows: Chapter Two delves deeper into the topic of robotic assembly, highlighting its importance and relevance in the current industrial landscape. This chapter sets the context for the subsequent discussions and underscores the significance of robotic automation in manufacturing. Chapter Three explains the specific task that the study aims to accomplish, providing insights into how the task is traditionally performed manually. Chapter Four details the tools and methods utilized in this project. It encompasses a comprehensive exposition of the technologies, strategies, and programming techniques employed. Chapter Five presents the results of the study. This chapter is dedicated to discussing the findings, observations, and data analysis, providing a critical evaluation of the project outcomes. Finally, Chapter Six offers the conclusions of the paper. It synthesizes the key takeaways, assesses the impact of the study, and discusses the broader implications of the findings within the field of robotic assembly. This chapter also contemplates future directions and potential areas for further research.
2. Robotic assembly task
The field of robotic assembly has long been a critical area of research and development. Initially explored in the early 1980s [27], it continues to be a pivotal topic in modern industries, with applications ranging from precision operations [28] to complex tasks like in-space assembly [29]. The inherent complexity of robotic assembly, as outlined by Sanderson et al. in 1983 [30] lies in the need for precise positioning, handling complex geometries, and managing physical interactions. A significant aspect of this complexity includes teaching robots how to autonomously perform tasks, a concept explored by Eicker in 1989 [31]. These advancements in robotic assembly are crucial for improving adaptability, reliability, and performance across various industries.
The literature is fit with works that address the multifaceted challenges of robotic assembly. For instance, Popa et al. [32] tackle the issue through a multilayer approach, dividing the workspace into mesoscale and microscale operations. Part of the robotic system is developed for coarse operations like positioning, while manipulation tasks are executed at the microscale using grippers and fixtures.
Similarly, Chen et al. [33] focus on high-precision assembly in semi-structured environments, such as inserting a piston into the hole of a valve body. They utilize a vision system to identify the position and orientation of parts, coupled with a force/torque control algorithm for tight-tolerance assembly.
Saric et al. [34] propose a method to estimate and correct part positioning uncertainties in assembly tasks, using contact trajectory data collected during active part interaction. This approach effectively addresses uncertainties through sensing.
Lastly, Peña-Cabrera et al. [35] discuss the challenge of threaded fastening operations in small batch production industries, which demand flexibility due to varied product types. They introduce and test a novel identification algorithm in a semi-structured environment.
Through these diverse approaches, the literature demonstrates the ongoing evolution and problem-solving in robotic assembly, highlighting the field’s dynamic nature and its critical role in modern manufacturing.
3. The Task to be Accomplished
The assembly of the subcomponent, which is the focus of this study and depicted in Figure 1, was initially performed manually by an operators. Although the operations were straightforward for the human operator, they consist of repetitive tasks that lacked perceived added value for the end user, yet were essential for the completion of the product.
The sequence of operation that should be perfomed to assemble the the product are as follows:
- Pick and place the Cap
- Pick and place the Magazine
- Pick and place the Cone
- Pick and place the Ring
- Insert the Ring into its seat
- Remove the Cone from the piece and reposition it in its base
The cone, a reusable component depicted in Figure 3, is utilized to facilitate the insertion of the ring into its housing—a method well-established and commonly employed as referenced in [36]. The subsequent step of palletizing the assembled product, although integral to the process, is not within the purview of this paper’s discussion.
The provided list of operations for assembling the component offers a general overview of the necessary steps for assembly. However, it does not dictate the actual sequence that must be followed. Figure 2 illustrates a potential assembly process solution, where operations can be parallelized rather than sequential, enabling simultaneous task execution. This is achievable using dual anthropomorphic arms like YUMI [37]. The sequence initiates with "Pick CAP," grasping a cap, and is succeeded by "Place CAP," for positioning. This pattern continues with other components like "Pick MAG" and "Place MAG," leading up to the picking and placing of a "CONE" and a "RING." The "Push RING" operation secures the ring within its seat. Post assembly, the "CONE" is detached ("Remove CONE") and the is reverted to the starting point ("Home CONE"). The concluding stages involve lifting the assembled component ("Pick Assembled Component") and its palletization ("Palletize"), marking the process completion with the label "FINISH." This outlines the entire automated assembly cycle from beginning to end.
Figure 2.
The UML diagram visually represents the paralysed step-by-step automated assembly process, from component selection to final assembly completion.
Figure 2.
The UML diagram visually represents the paralysed step-by-step automated assembly process, from component selection to final assembly completion.
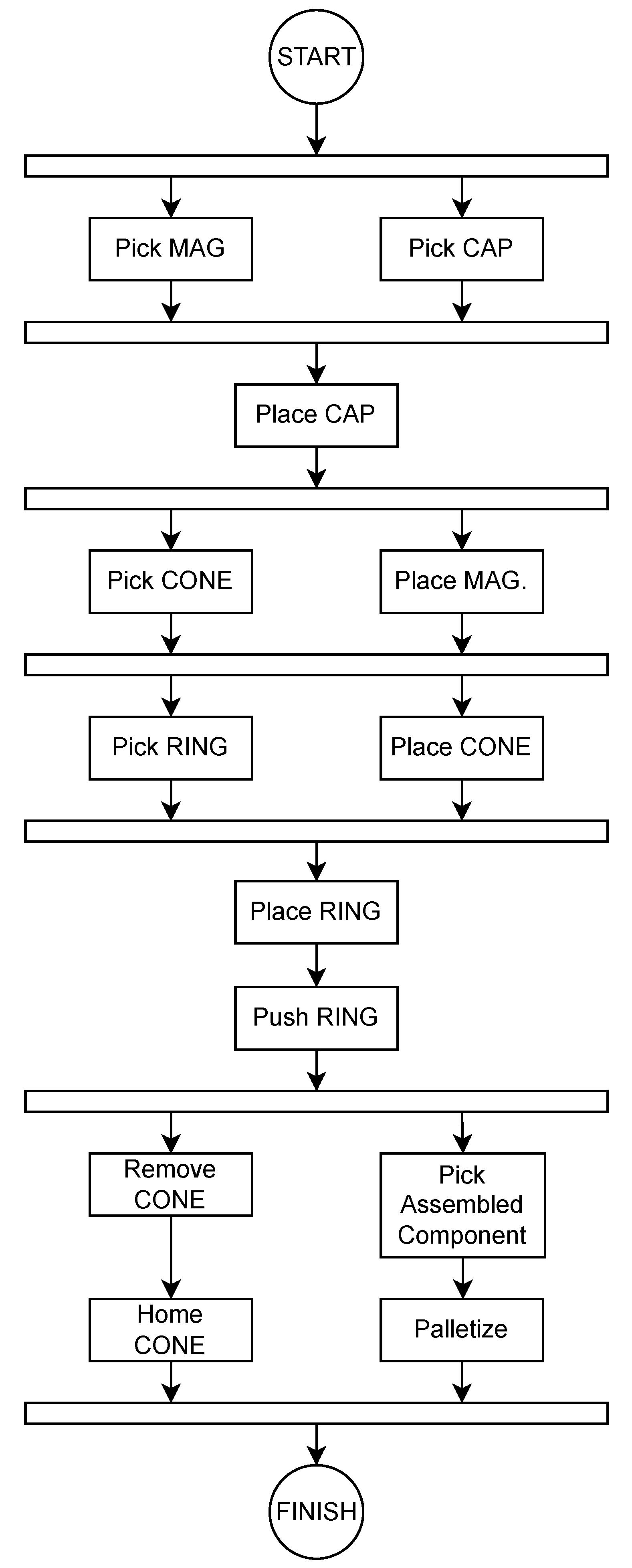
Figure 3.
Set-up of the assembly system used for this operation. At the bottom left, you can see the cone used for the assembly of the part.
Figure 3.
Set-up of the assembly system used for this operation. At the bottom left, you can see the cone used for the assembly of the part.

4. Tools and Methods
The project primarily utilizes the FANUC CRX 10iA/L robot [38] and the Formlabs 3 SLA 3D printer [39]. The Formlabs 3, employing laser technology for resin curing, ensures high precision and detail, though it comes with limitations such as slower print speeds and additional post-processing. Complementing these tools, the SCHUNK Co-act EGP-C gripper [40], is optimized for collaborative operations, enhancing safety and versatility in handling diverse tasks. Further, Siemens NX [41] is used for creating CAD models, which are subsequently exported in STL format for the Formlabs printer through the proprietary software PreForm [42], showcasing Siemens NX’s extensive capabilities in computer-aided design and manufacturing.
This integration of advanced technologies illustrates the project’s alignment with Industry 4.0’s emphasis on flexible automation and customized production.
The process followed a trial-and-error approach, testing various CAD solutions and setups. Results from these attempts were shared online, adhering to open science principles. However, certain proprietary data, like the final product version, remain exclusive to the company.
We publish initial attempts and ideas, embracing a philosophy of disseminating even partial results. The procedure followed to obtain the company’s compliance with the order is as follows:
- Understanding customer requirements.
- Determining what tasks can be executed solely by the robot and which need automation.
- Identifying various tasks and figuring out their execution.
- Testing and evaluating functionality.
- Using the results to make modifications, greatly aided by 3D printing.
- Repeating this process until a satisfactory solution is achieved.
Figure 3 showcases the setup used to test the assembly operation described in this paper. The setup is straightforward and allows for the required evaluation to be conducted effectively. The components—MAG, CAP, RING, and CONE—are arranged in a line to the left, although their positioning is not mandatory for the operation’s success. Additionally, in the same figure, the RING holder and the assembly support near the gripper are depicted. The entire assembly process is carried out directly on this support. In the git repository of the project there is a video that shows the complete procedure to assembly the component. [43]
In this project, the programming of the robot was carried out using Fanuc’s TP (Teach Pendant) language, as requested by the company. The TP language is known for its relative simplicity, which facilitated the programming process. Specifically, it allowed for precise fine-tuning, a critical feature for this project. This meant that we could approximate the robot’s positioning and orientation and then make exact adjustments as needed, enhancing the accuracy and effectiveness of the robot’s operations in the assembly process. This capability proved essential in achieving the desired precision in the assembly tasks.
5. Results
The key findings in this paper are categorized into two main areas: practical industry applications and conceptual research insights. For the industrial application, significant outcomes include the comprehensive operational cycle time of the setup and the development of CAD models, specifically detailing the final dimensions of the robotic fingers. These results offer valuable insights for both industrial implementation and academic study. The upcoming sections will focus on conceptual results, aimed more at research-oriented discussions and generalizations, furthering the theoretical understanding in this field.
5.1. Design of the fingers
The design of the fingers in this project is tailored to perform multiple tasks within a single setup. This section will showcase the various functionalities of these fingers, aiming to share problem-solving methodologies that could be useful for addressing new challenges, applying the principle of problem abstraction.
Figure 4 presents two global views of the fingers designed for this project. Developed using Siemens NX, the designs were exported in STL format for printing with the Formlabs 3 SLA printer. The fingers were printed using gray resin, and their specifications can be found in [44].
5.1.1. Description of the functional parts of the fingers
The fingers of the gripping mechanism are multi-purpose. There are several parts specifically designed to perform specific tasks. In the remainder of this section, the individual parts will be explained. The Table 1 gives a summary description of the parts that make up the fingers and their functionality.
MAG Grip: The MAG has a irregular cylindrical shape. To ensure a firm grip regardless of positioning, the decagonal shape proved to be an effective solution. This shape is designed to fit within the circumference of the MAG, adapting to various placements. CAP Grip: The CAP grip utilizes a similar principle to the MAG grip. With the CAP’s cylindrical shape, a linear geometry aids in ensuring a more secure and universal grip. Figure 4 illustrates the concept behind this choice for both MAG and the CAP. CONE Grip: The CONE grip is designed for interference with a negative form fit. To ensure a firm grip on the CONE and prevent it from being pushed outward, the negative form is designed narrower at the base and wider towards the top. The right side of Figure 5 clearly demonstrates this concept. Forces at play tend to push the CONE upwards, which is then blocked by form interference. This part of the fingers also serves to push the ring into its final seat. Being narrower at the base ensures the ring does not get trapped inside the CONE. RING Grip: This component is the most critical because of the small size of the ring it has to take (outer diameter of 9 mm and thickness of about 0.7 mm), which makes it difficult to grip. To better understand how this part of the fingers must work, the procedure by which the rings are gripped is explained: the rings are inserted into a special holder, lined up one above the other. The gripper is brought into position and then closed with the component shown in the Figure 5. The lower triangular geometry selects only one ring and the inner space of the housing allows only one ring to enter. Furthermore, the internal space is elliptical, not circular, to accommodate the ring and allow for slight deformation. The ring is then transported and inserted into the upper part of the CONE already positioned over the previously assembled component. The ring is released and, with the seat of the CONE, is pushed into its final position.
Normally, the pushing force does not require more than 3kg, but the presence of various frictions can increase the necessary force to unacceptable levels. Additionally, during this phase, the CONE and the gripper must be vertically aligned, as misalignments can lead to a force development that could exceed the robot’s 10kg payload or even break the gripper. This could be avoided by a force control, here not developed.
5.2. Cycle time
The manual assembly process, normally taking about 15 seconds, contrasts sharply with the robotic operation’s 50-second cycle time, which is longer due to the serialized nature of the tasks. However, the robotic solution offers significant advantages, such as enabling continuous assembly outside of regular working hours or with fewer staff. This allows operators to focus on more critical and value-adding tasks within the product development process.
6. Conclusion
In conclusion, this study underscores that while the task could technically be executed entirely by a collaborative robot, it is not recommended due to the complexity of tasks such as gripping and inserting small-sized rings. The sensitivity and malleability of human hands facilitate a simpler grip, which is challenging to replicate with current robotic technology. This limitation has spurred the idea for further research aimed at reliable ring gripping.
The key conclusions of the study are as follows:
- Shifting from manual to robotic assembly in this application is feasible but not advisable. It is important to consider redesigning products with robotic assembly in mind, incorporating specific design features to simplify robot training and facilitate easier assembly by robots.
- Slower operational speeds are crucial for maintaining precision in assembly tasks, particularly due to vibrations caused by motors in various configurations.
- The use of wait commands is essential to minimize vibrations and enhance the repeatability of the cycle.
- The introduction of vibrations during assembly, especially for handling rings, is suggested as a method to reduce interference and improve operational efficiency.
All results obtained in this study are freely available online in the project’s GitHub repository [43]. The outputs of this research have also been instrumental in better understanding the potential challenges in executing certain robotic assembly operations. This has allowed us to provide solutions that can be utilized by other companies or researchers, while also highlighting the weaknesses of this process. The aim is to use these findings to enhance the flexible framework proposed in [45], thereby improving its efficacy and applicability.
Author Contributions
Conceptualization, A.B. and D.C.; methodology, A.B.; software, A.B.; validation, D.C.; formal analysis, A.B.; investigation, A.B.; resources, A.B.; data curation, A.B.; writing—original draft preparation, A.B.; writing—review and editing, A.B., M.C.P. and F.E.; visualization, A.B.; supervision, D.C.; project administration, D.C. All authors have read and agreed to the published version of the manuscript.
Data Availability Statement
The data of the project are available online in the GitHub Repository [43].
References
- Jain, A.; Jain, P.; Chan, F.T.; Singh, S. A review on manufacturing flexibility. International Journal of Production Research 2013, 51, 5946–5970. [Google Scholar] [CrossRef]
- GUSTAVSSON, S.O. Flexibility and productivity in complex production processes. International Journal of Production Research 1984, 22, 801–808. [Google Scholar] [CrossRef]
- Jovane, F.; Koren, Y.; Boër, C. Present and Future of Flexible Automation: Towards New Paradigms. CIRP Annals 2003, 52, 543–560. [Google Scholar] [CrossRef]
- Urbani, A.; Molinari-Tosatti, L.; Pierpaoli, F. New frontiers for manufacturing in mass customization. In Proceedings of the Proceedings of the 5th Biannual World Automation Congress. TSI Press, WAC-02. [CrossRef]
- Mourtzis, D.; Doukas, M. , The Evolution of Manufacturing Systems: From Craftsmanship to the Era of Customisation. In Advances in Logistics, Operations, and Management Science; IGI Global, 2014; pp. 1–29. [CrossRef]
- Chammas, A.; Quaresma, M.; Mont’Alvão, C. A Closer Look on the User Centred Design. Procedia Manufacturing 2015, 3, 5397–5404. [Google Scholar] [CrossRef]
- Bragança, S.; Costa, E.; Castellucci, I.; Arezes, P.M. , A Brief Overview of the Use of Collaborative Robots in Industry 4.0: Human Role and Safety. In Occupational and Environmental Safety and Health; Springer International Publishing, 2019; pp. 641–650. [CrossRef]
- Fager, P.; Sgarbossa, F.; Calzavara, M. Cost modelling of onboard cobot-supported item sorting in a picking system. International Journal of Production Research 2020, 59, 3269–3284. [Google Scholar] [CrossRef]
- El Makrini, I.; Elprama, S.A.; Van den Bergh, J.; Vanderborght, B.; Knevels, A.J.; Jewell, C.I.; Stals, F.; De Coppel, G.; Ravyse, I.; Potargent, J.; et al. Working with Walt: How a Cobot Was Developed and Inserted on an Auto Assembly Line. IEEE Robotics & Automation Magazine 2018, 25, 51–58. [Google Scholar] [CrossRef]
- Safeea, M.; Neto, P.; Béarée, R. , The Third Hand, Cobots Assisted Precise Assembly. In Lecture Notes in Computer Science; Springer International Publishing, 2019; pp. 454–457. [CrossRef]
- Barravecchia, F.; Mastrogiacomo, L.; Franceschini, F. A general cost model to assess the implementation of collaborative robots in assembly processes. The International Journal of Advanced Manufacturing Technology 2023, 125, 5247–5266. [Google Scholar] [CrossRef]
- Heredia, J.; Schlette, C.; Kjærgaard, M.B. Breaking Down the Energy Consumption of Industrial and Collaborative Robots: A Comparative Study. In Proceedings of the 2023 IEEE 28th International Conference on Emerging Technologies and Factory Automation (ETFA). IEEE; 2023. [Google Scholar] [CrossRef]
- Keshvarparast, A.; Battini, D.; Battaia, O.; Pirayesh, A. Collaborative robots in manufacturing and assembly systems: literature review and future research agenda. Journal of Intelligent Manufacturing 2023. [Google Scholar] [CrossRef]
- Giberti, H.; Abbattista, T.; Carnevale, M.; Giagu, L.; Cristini, F. A Methodology for Flexible Implementation of Collaborative Robots in Smart Manufacturing Systems. Robotics 2022, 11, 9. [Google Scholar] [CrossRef]
- Lee, E.; Barthelmey, A.; Reckelkamm, T.; Kang, H.; Son, J. A Study on Human-Robot Collaboration based Hybrid Assembly System for Flexible Manufacturing. In Proceedings of the IECON 2019 - 45th Annual Conference of the IEEE Industrial Electronics Society. IEEE; 2019. [Google Scholar] [CrossRef]
- Sherwani, F.; Asad, M.M.; Ibrahim, B. Collaborative Robots and Industrial Revolution 4. In 0 (IR 4.0). In Proceedings of the 2020 International Conference on Emerging Trends in Smart Technologies (ICETST). IEEE; 2020. [Google Scholar] [CrossRef]
- Strassmair, C.; Taylor, N. Human Robot Collaboration in Production Environments. 2014. 23rd IEEE International Symposium on Robot and Human Interactive Communication 2014 : Towards a Framework for Joint Action Workshop, IEEE RO-MAN 2014, Conference date: 25-08-2014. Through 29-08-2014. [Google Scholar]
- Othman, U.; Yang, E. Human–Robot Collaborations in Smart Manufacturing Environments: Review and Outlook. Sensors 2023, 23, 5663. [Google Scholar] [CrossRef]
- Michalos, G.; Karagiannis, P.; Dimitropoulos, N.; Andronas, D.; Makris, S. , Human Robot Collaboration in Industrial Environments. In Intelligent Systems, Control and Automation: Science and Engineering; Springer International Publishing, 2021; pp. 17–39. [CrossRef]
- Chang, K.H. , Rapid Prototyping. In e-Design; Elsevier, 2015; pp. 743–786. [CrossRef]
- Shahrubudin, N.; Lee, T.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manufacturing 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Geonea, I.; Copilusi, C.; Dumitru, S.; Margine, A.; Rosca, A.; Tarnita, D. A New Exoskeleton Prototype for Lower Limb Rehabilitation. Machines 2023, 11, 1000. [Google Scholar] [CrossRef]
- Ciceri, M.; Gauterio, M.; Scaccabarozzi, S.; Paz, J.; Garcia-Carmona, R.; Aruanno, B.; Covarrubias, M. Rapid Prototyping in Engineering Education: Developing a Hand Exoskeleton for Personalized Rehabilitation. Computer-Aided Design and Applications. [CrossRef]
- Khalid, M.Y.; Arif, Z.U.; Noroozi, R.; Hossain, M.; Ramakrishna, S.; Umer, R. 3D/4D printing of cellulose nanocrystals-based biomaterials: Additives for sustainable applications. International Journal of Biological Macromolecules 2023, 251, 126287. [Google Scholar] [CrossRef]
- Albin, B.; Palpacelli, M.C. From Traditional Automation to Collaborative Robotics in Fine Robotic Assembly: a Case Study at i-Labs. In Proceedings of the 2023 I-RIM Conference. I-RIM, 2023. [In Press]. [Google Scholar]
- Bajrami, A.; Palpacelli, M.C. A Proposal for a Simplified Systematic Procedure for the Selection of Electric Motors for Land Vehicles with an Emphasis on Fuel Economy. Machines 2023, 11, 420. [Google Scholar] [CrossRef]
- Fox, B.; Kempf, K. Opportunistic scheduling for robotic assembly. In Proceedings of the Proceedings. 1985 IEEE International Conference on Robotics and Automation, Vol. 2; 1985; pp. 880–889. [Google Scholar] [CrossRef]
- Cho, H.S.; Warnecke, H.J.; Gweon, D.G. Robotic assembly: a synthesizing overview. Robotica 1987, 5, 153–165. [Google Scholar] [CrossRef]
- Garzón, M.A.R.; Nottensteiner, K.; Wedler, A.; Grunwald, G. Robotic Technologies for In-Space Assembly Operations. 2017. [Google Scholar]
- Sanderson, A.; Perry, G. Sensor-based robotic assembly systems: Research and applications in electronic manufacturing. Proceedings of the IEEE 1983, 71, 856–871. [Google Scholar] [CrossRef]
- Eicker, P.; Strip, D. Current research in robotics and automation-automated planning and programming for robotic batch mechanical assembly. Computer 1989, 22, 53–54. [Google Scholar] [CrossRef]
- Popa, D.O.; Stephanou, H.E. Micro and Mesoscale Robotic Assembly. Journal of Manufacturing Processes 2004, 6, 52–71. [Google Scholar] [CrossRef]
- Chen, H.; Zhang, G.; Zhang, H.; Fuhlbrigge, T.A. Integrated robotic system for high precision assembly in a semi-structured environment. Assembly Automation 2007, 27, 247–252. [Google Scholar] [CrossRef]
- Sarić, A.; Xiao, J.; Shi, J. Reducing uncertainty in robotic surface assembly tasks based on contact information. In Proceedings of the 2014 IEEE International Workshop on Advanced Robotics and its Social Impacts; 2014; pp. 94–100. [Google Scholar] [CrossRef]
- Peña-Cabrera, M.; Lopez-Juarez, I.; Rios-Cabrera, R.; Corona-Castuera, J. Machine vision approach for robotic assembly. Assembly Automation 2005, 25, 204–216. [Google Scholar] [CrossRef]
- BM MECCANICA - assembly line solution - Coni per guarnizione di diverse misure. https://www.bmmeccanica.com/prodotti/coni-per-guarnizioni-o-ring-di-diverse-misure/. Accessed: 2024-01-18.
- Dual-arm YuMi collaborative robot - ABB Group. https://new.abb.com/products/robotics/robots/collaborative-robots/yumi/dual-arm. Accessed: 2024-01-18.
- FANUC. CRX-10iA/L. https://www.fanuc.eu/it/it/robot/robot-filter-page/robot-collaborativi/crx-10ial, 2024. Accessed: 2024-01-19.
- Formlabs. Form 3. https://formlabs.com/it/3d-printers/form-3/, 2024. Accessed: 2024-01-19.
- SCHUNK. Co-act EGP-C Collaborating gripper for small components. https://schunk.com/gb/en/gripping-systems/parallel-gripper/co-act-egp-c/c/pgr_3995, n.d. SCHUNK. Co-act EGP-C Collaborating gripper for small components. https://schunk.com/gb/en/gripping-systems/parallel-gripper/co-act-egp-c/c/pgr_3995, n.d. Accessed: 2024-01-19.
- NX software including CAD and CAM | Siemens Software. https://plm.sw.siemens.com/en-US/nx/. Accessed: 2024-01-19.
- Formlabs. Software PreForm. https://formlabs.com/it/software/. Accessed: 2024-01-19.
- AlbinEV. Miscellaneous Projects. https://github.com/AlbinEV/miscellaneous_projects/tree/main/Progetto_1, 2024.
- Formlabs. Grey Resin | Formlabs. https://formlabs.com/it/negozio/materials/grey-resin/. Accessed: 2024-01-19.
- Bajrami, A.; Palpacelli, M.C. A Flexible Framework for Robotic Post-Processing of 3D Printed Components. In Proceedings of the Volume 7: 19th IEEE/ASME International Conference on Mechatronic and Embedded Systems and Applications (MESA). American Society of Mechanical Engineers, IDETC-CIE. 2023. [Google Scholar] [CrossRef]
Figure 1.
The sub-component subject of the assembly study. On the left, an actual image of the component; on the right, a symplified section of it, to demestrate how the subcomponets should be assembled.
Figure 1.
The sub-component subject of the assembly study. On the left, an actual image of the component; on the right, a symplified section of it, to demestrate how the subcomponets should be assembled.
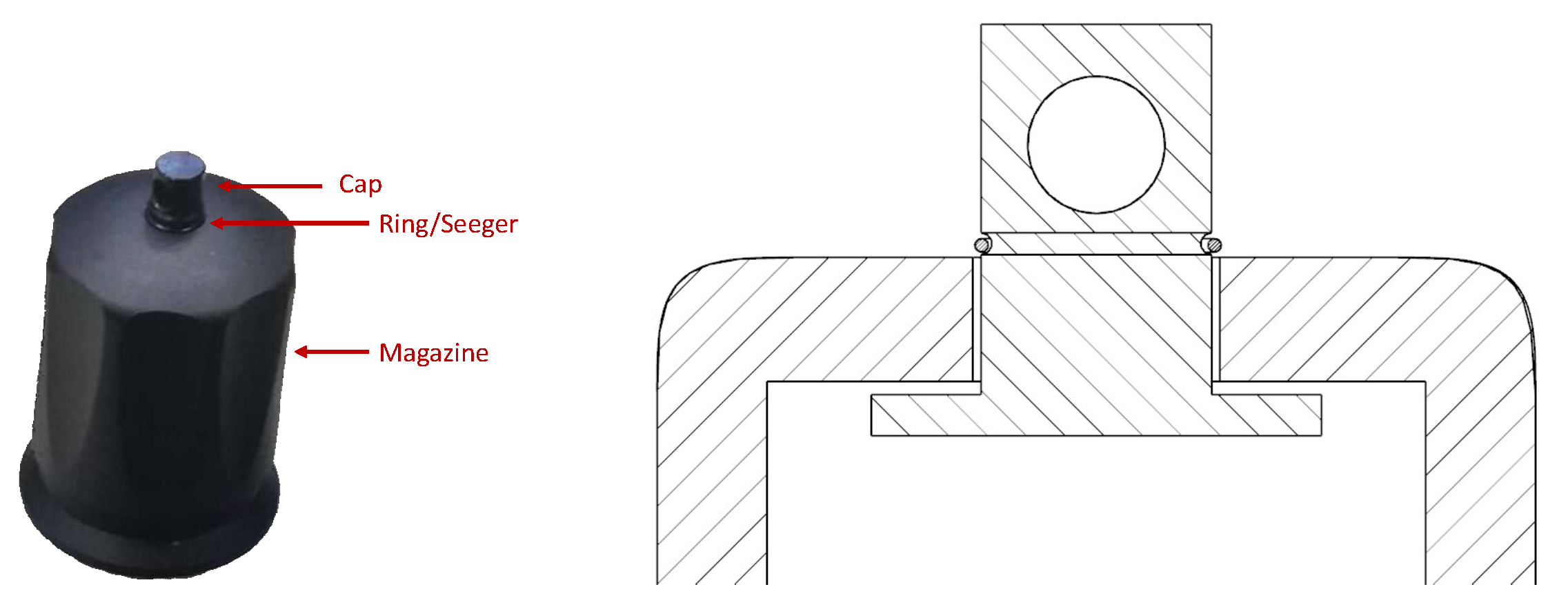
Figure 4.
The left view is a top-down perspective highlighting the central decagonal (10-sided) hole for gripping the MAG. Moving to the right, there’s a hole for the CAP and a conical hole for gripping the CONE.
Figure 4.
The left view is a top-down perspective highlighting the central decagonal (10-sided) hole for gripping the MAG. Moving to the right, there’s a hole for the CAP and a conical hole for gripping the CONE.
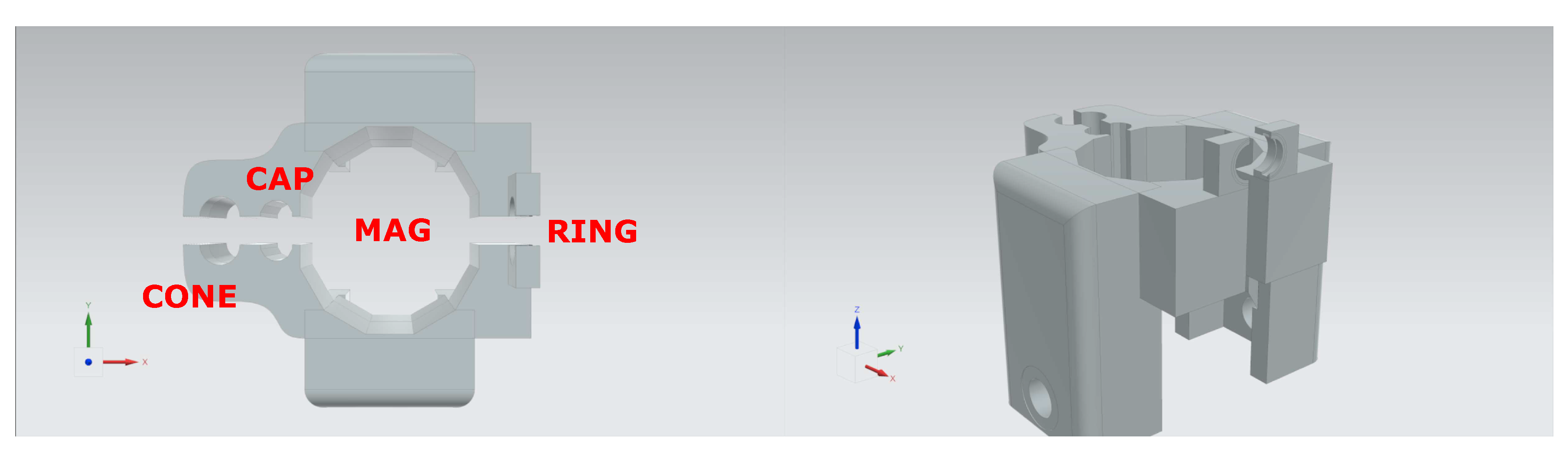
Figure 5.
The image illustrates in isometric view the particular RING (4) of the pliers’ fingers. Its particular geometry makes it possible to take a single ring with an external diameter of 9mm and a thickness of 0.7 from a pile of rings arranged one above the other.
Figure 5.
The image illustrates in isometric view the particular RING (4) of the pliers’ fingers. Its particular geometry makes it possible to take a single ring with an external diameter of 9mm and a thickness of 0.7 from a pile of rings arranged one above the other.
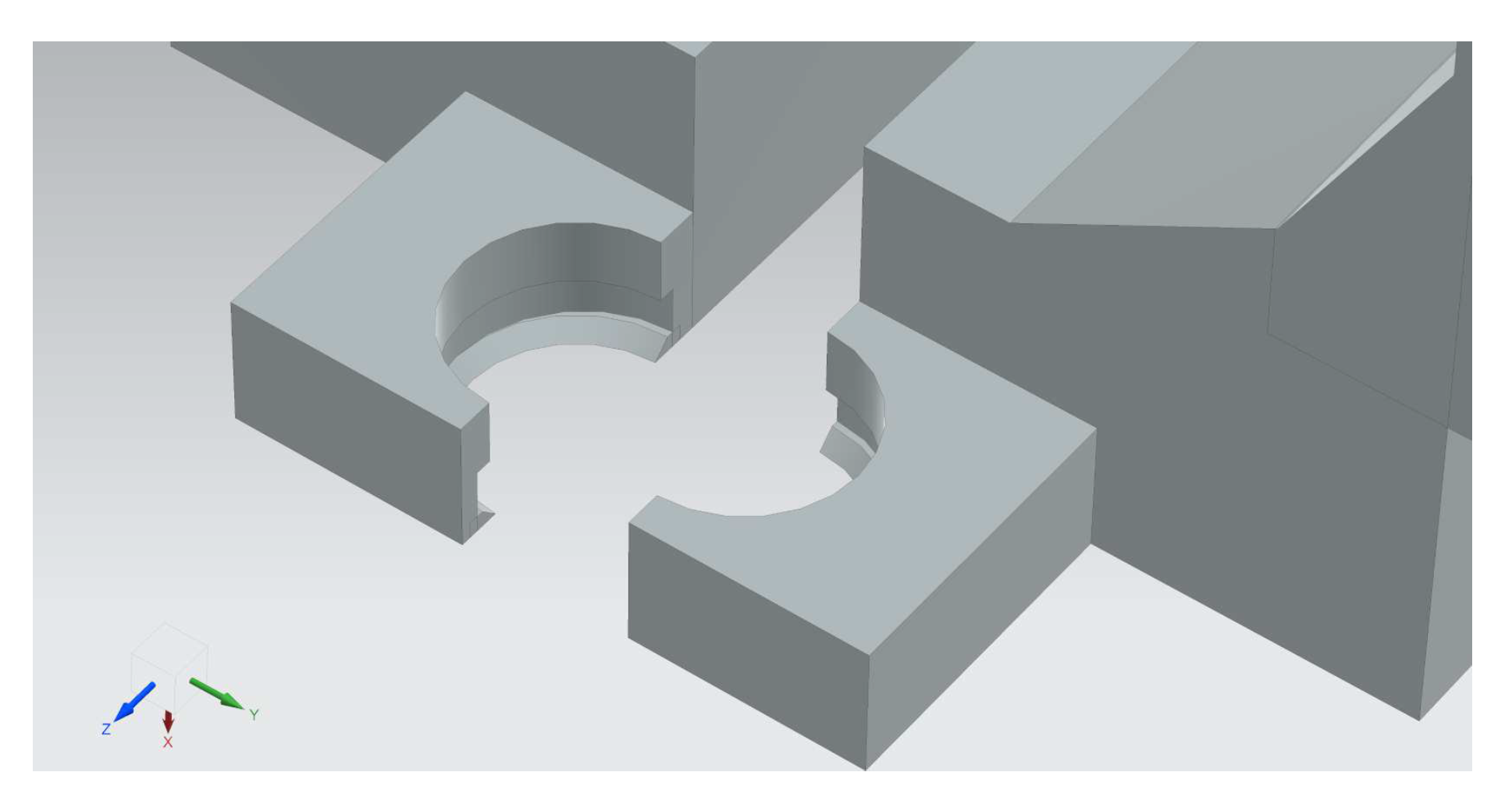

Table 1.
Summury description of the functional parts of the robot fingers.
| Component | Shape and Function | Special Features |
|---|---|---|
| MAG Grip | Irregular cylindrical, decagonal shape | Adaptable to various positions |
| CAP Grip | Cylindrical with linear geometry | Ensures secure and universal grip |
| CONE Grip | Negative form, narrow at base | Prevents CONE from being pushed out |
| RING Grip | Triangular and elliptical internal space | Selects and grips small rings (Ø 9mm, thickness 0.7mm) |
Note: The RING Grip is critical due to the small size of the rings it needs to handle.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



