Submitted:
08 February 2024
Posted:
09 February 2024
You are already at the latest version
Abstract
In this study on volume determination in waste sorting facilities, we evaluate the effectiveness of ultrasonic sensors and address waste-material-specific challenges. Although ultrasonic sensors offer a cost-effective automation solution, their accuracy is affected by irregular waste shapes, varied compositions, and environmental factors. Notable inconsistencies in volume measurements between storage bunkers and conveyor belts underscore the need for a comprehensive approach to standardize bale production. With prediction reliability being constrained by limited data sets, undocumented modifications to machine-settings and sensor failures, this task renders a challenging application area for Machine Learning. We explore related research and present dataset analyses from three distinct waste sorting facilities in Europe, addressing issues as sensor usability, data quality and material specifics. Our analysis suggests promising strategies and future directions for enhancing waste volume measurement accuracy, ultimately aiming to advance sustainable waste management.
Keywords:
ultrasonic sensors
; machine learning
; volume determination
; waste sorting facilities
1. Introduction
Waste management, a crucial pillar of our global environmental infrastructure, has undergone remarkable evolution and enhancement over time [1,2]. One area commanding attention focuses on the optimization of waste sorting facilities. Various emerging technologies, like robotics, sensor technology, and AI-driven optimization have begun to contribute to the automation and streamlining of sorting processes [1,3].
In waste sorting facilities, materials are separated and typically stored in dedicated bunkers. These bunkers are connected via conveyor belts to mechanical presses, which compress the sorted materials into uniform bales. These compressed bales become valuable raw materials for various industries, fostering a circular economy by supporting the production of new goods. Standardizing their size turns out crucial for efficient storage and transportation logistics. A critical aspect of waste sorting facilities revolves around accurately monitoring and quantifying the volume of waste within the storage compartments after the sorting process completed.
Using ultrasonic sensors for distance measurement as a precursor to volume determination offers a cost-effective alternative to employing large-scale weighing, being hardly practicable in dynamic systems with multiple large bunkers [4,5]. These sensors function by emitting ultrasonic waves and measuring the time taken for the emitted wave to rebound after hitting the object’s surface [6]. Given the known speed of sound in air, the calculation of distance to the object becomes possible. In a more complex setup, using multiple sensors in a row-like arrangement allows for a rudimentary representation of the waste pile, thus providing an estimate of its volume (see Figure 1).
Despite the utility of ultrasonic sensors, they introduce a unique set of challenges. Various factors such as 1) the irregular shapes of waste piles, 2) variability in waste material composition affecting the propagation of ultrasonic waves, 3) differing densities of waste material and 4) inherent or external noise all can impact the accuracy of volume measurements [7,8]. Waste piles within bunkers are inherently dynamic, constantly evolving in both size and shape due to ongoing waste inflow, shifting and removal. This dynamic nature poses significant challenges when attempting to precisely and consistently measure the volume using point-distance measurements. The distance measurements only give limited information about the total volume distribution. When motion occurs inside the bunker, for example during pile shifting under the input area or emptying, it may lead to temporarily unreliable volume estimates. Regarding the effect of inherent noise on sensors, it has been stated that even distinct sensors of the same model may show unique qualities [7]. Further, functioning within a dynamic and noisy environment filled with auditory disturbances can substantially distort the sensor readings. These disturbances could stem from the roar of heavy machinery to the impact noise of waste material dumped into the bunker, or even changes in temperature and humidity [8]. The volume estimates are calculated by an algorithm, taking into account all current sensor readings. To mitigate the negative effect of outlier values caused by sensor malfunctions, the use of advanced signal processing techniques becomes necessary, aiming to filter out noise and outliers to extract true distance measurements [7,8,9]. Furthermore, material-specific characteristics of the consistency between input and output volume were examined.
In this paper, we aim to explore some challenges in detail and suggest some approaches to enhance efficiency and accuracy in waste volume determination and handling. This article will cover related research in this field, present typical data structures relevant to this context, address specific challenges, and consider potential solutions while outlining future directions for the field.
2. Related Research
Research in sensor technology and machine learning algorithms lays the groundwork for diverse applications, including waste management. This section reviews key literature with a connection to waste sorting in three areas: sensor usage, machine learning algorithms, and computer vision techniques.
2.1. Usage of Sensors
To get an estimate of the volume, distance measurements can be utilized, commonly implemented through the use of low-cost ultrasonic (US) and optical sensors [10]. Ultrasonic sensors emit sound waves to precisely measure distances, while laser sensors rely on light and the reflection principle for distance calculation. Studies have demonstrated that laser sensors are more accurate and exhibit lower error rates in distance measurements across various surface types [11,12]. During comparative testing of both optical and ultrasonic sensors, each sensor type manifested distinctive accuracy profiles contingent upon specific material under scrutiny [10]. Numerous research efforts are addressing the advancement of IoT (“Internet of Things”)-enabled smart waste management systems, aiming to address the issue of overflowing garbage bins and its associated environmental pollution [13]. This research involves augmenting traditional waste containers with a combination of ultrasonic, laser, and weight sensors, facilitating the real-time monitoring of waste levels [14]. Thakker et al. [2] described a system named ”Smart Garbage Bin.”, which notifies when nearing full capacity, facilitating timely waste collection, and mitigating garbage overflow, thus addressing environmental and health concerns. Additionally, the authors propose a method employing Near-Infrared (NIR) spectroscopy to differentiate between five types of non-biodegradable plastic resins. This separation process allows for the extraction of biodegradable waste, which can subsequently be utilized for biogas production [2].
Another proposed system by Aguila et Al. incorporates ultrasonic sensors for volume measurement, load cells for weight monitoring, and an Arduino Uno microcontroller for system control. Researchers in this study further optimized the placement of ultrasonic sensors to achieve the highest data accuracy [14].
2.2. Usage of Algorithms and Machine Learning
Characterizing the volume of bulky materials, commonly found in waste, poses a challenging task addressed by multiple approaches, including formulating mathematical models that describe the volume and shape of large granular piles of bulk materials in bunkers. [15].
The exploration of machine learning applications currently emerges as another relevant theme in literature, offering alternative innovative approaches to traditional solid waste management built upon mechanistic models and rigid algorithms. These conventional approaches often fall short, especially when dealing with limited data. In such situations, AI-powered models may yield more promising and effective solutions [16].
Rutqvist et al. [1] offer a compelling instance of this approach. In their work, the authors successfully utilize automated machine learning to detect when recycling containers are emptied, based solely on sensor readings. This implementation significantly improves accuracy and recall rates. Their highest-performing solution leverages a Random Forest classifier, resulting in enhanced predictions for the emptying times of recycling containers.
Bae et al. [9] introduce a unique data processing algorithm for the smoothing and outlier removal of water level data gathered by ultrasonic sensors. This approach effectively addresses the issue of random errors, such as those caused by water waves, often found in data collected from dynamic environments like waste management sites. The introduced algorithm demonstrates promising outcomes, effectively handling outliers and substantial random error, which contributes to improved accuracy and usability.
Sahoo et al. [8] tackle the challenge of enhancing sensor measurement precision. Their novel approach employs a modified neural network architecture, the Levenberg–Marquardt backpropagation artificial neural network (LMBP-ANN), to mitigate the impacts of environmental conditions and noise on distance measurements made with low-cost ultrasonic sensors. The proposed model reduces measurement error to within ±1cm for distances ranging from 2cm to 500cm and extends the maximum standard operating range of the ultrasonic sensor from 400cm to 500cm. This significant enhancement in measurement accuracy and range demonstrates its applicability in contexts where manual and contact-based distance measurements remain challenging.
In the industrial context, Bowler et al. [7] stress the importance of ultrasonic sensors in optimizing manufacturing processes during the fourth industrial revolution. Using supervised machine learning models, they aim to connect ultrasonic sensor data with valuable manufacturing insights. However, this requires labeled data, which can often be challenging to obtain in factory settings. To address this, they explore two domain adaptation methods that enable model transfer without labeled data. Their research demonstrates the effectiveness of these methods in monitoring industrial processes, highlighting the potential of combining ultrasonic measurements with transfer learning techniques.
2.3. Usage of Computer Vision and Related Methods
An alternative to distance measurements includes the utilization of stereo camera vision systems coupled with computer vision. The latter has attracted growing attention in the realm of waste sorting, capitalizing on advancements in computational power and algorithms [17].
One noteworthy application of computer vision is its combination with hierarchical deep learning to enhance waste detection and classification [18]. However, a possible limitation of CV lies in differentiating materials that share similar appearances [17].
Stereo cameras may in turn exhibit suboptimal performance under specific conditions as "plain walls, glass surfaces, or poor lighting", such that an integration of optical and ultrasonic sensors may provide a supplementary boost to the overall vision system’s capabilities [19].
Other cutting-edge technologies, such as LIDAR (“Light Detecting and Ranging“) and 3D Laser scanners, are currently under development by various companies. For example, LIDAR scanners have been employed to monitor the vegetative growth in strawberry plants, including volume estimates from 3D point clouds [20]. These technologies may be applied for accurately determining the volume of different materials within industrial bunkers and conveyor belts. However, it’s worth noting that these new scanners are significantly more expensive than US sensors, preventing them from being a comprehensive alternative for many applications.
In sum, these studies spotlight strategies and techniques that harness sensor technology in optimizing volume determination for industrial processes. The overlapping themes of machine learning applications, advanced data processing techniques, and improvements to sensor-based measurement accuracy signal the potential for substantial innovation in this field. Future research can further fine-tune these methods for specific applications and contexts, building upon the ideas and discoveries showcased in these studies.
3. US-based Volume Determination
To understand the challenges associated with volume determination based on measurements from ultrasonic sensors, one must first delve into the underlying available data and its characteristics. The data repository analyzed in this study encompassed details from three distinct European facilities, with data formats including Excel, CSV, and SQL. This data pertained to components such as bunkers, conveyor belts, and presses and included categories like sensor measurements, activity status, energy consumption, and calculated volumes, each paired with a timestamp (refer to Appendix, Table 2 for exemplary categories).
Each bunker in a facility could have distinct dimensions and sensor mounting positions, such as varying heights. Additionally, the number of sensors assigned to bunkers differed among facilities. The data structure was largely constituted of metrics related to waste material processing. A critical aspect was the calculation of bunker volume, derived from multiple readings from ultrasonic sensors.
To estimate volume based on sensor-readings, an algorithm designed to manage partial sensor outages was used, thus enhancing the accuracy and reliability of estimates (see Appendix, Algorithm). To calculate the average material height, it integrates valid sensor readings and, in case of an invalid reading, the algorithm deduces plausible values using data from neighboring sensors. After calculating the mean height, multiplication by the bunker’s width and length yields the volume estimate. Ensuring accurate volume estimates is pivotal. It helps in determining the optimal time to empty the bunker, guaranteeing that both the conveyor belt and press are available and that an integer number of bales can be produced.
We were particularly interested in three specific relationships: bunker to belt volume, bunker to bale volume and belt to bale volume. These relationships are defined as follows:
Observations indicate that the volume measured on the belt using lasers tends to be a more accurate predictor for operating the press than the volume measured in the bunker. However, this belt volume data is available only after the bunker volume has already initiated the emptying process. For earlier estimates of , we can derive the factor F for each bunker and material type from previous emptying events. This prediction method relies on the median of the last 10 values of F recorded for the same material.
The volume inside the bunker () is notably larger than that of a bale (). The pressing process compacts the loose material from the bunker, effectively removing air. For example, of material in the bunker might compress down to a bale, or in some cases like films, may be compressed to the same bale volume. After the pressing process, measurements were taken to determine both the length and weight of the current bale. In focus of this study was to address the raw sensory data from bunkers filled with various waste materials (see Appendix, Table 1).
The datasets examined in this study did not contain missing values, excepting specific time periods during which the automatic bunker management system was deactivated and hence no data was logged. However, it is important to acknowledge that several sensors exhibited extreme unreliability, generating substantial outliers. These outliers should be treated as missing values. This adds complexity to the analysis as these implausible values must be identified. Timestamps were consistently maintained, enhancing the temporal coherence of the dataset. The data ranged from 2022 to 2023, with each dataset encompassing approximately 4 to 6 months. Nevertheless, certain metrics, especially energy data, remained unrecorded in the dataset used for our analysis. Also, distinct recorded values among all material-types exhibited significant deviations from the anticipated ranges.
4. Challenges
Determining volume in waste sorting facilities is faced with numerous challenges, each requiring in-depth analysis and distinct solutions.
4.1. Volume-Ratio Is Highly Unstable
Insights into the volume flow dynamics are given by a specific bunker storing PET from a waste sorting facility with two presses over approximately six months (a few hundred emptying cycles), shown in Figure 2. We observed distinct differences between the volume measured inside the storage bunker using ultrasonic sensor technology, and the volume measured on the conveyor belt with laser sensors, of which the latter mostly measured lower volumes (see Figure 2, a). The Figure further illustrates the frequency of press changes, revealing that one press consistently exhibited higher usage than the other. However, this pattern was not uniform across all bunkers (see Figure 2, b). We could observe fluctuations around the average ratio of volume between bunker and belt. Pronounced spikes in the data were observed (see Figure 2, c).
The number of bales produced during each bailing event typically ranged between 2 and 4 (see Figure 2, d).
4.2. US-Sensors Show Serious Fluctuation
A primary challenge involved precisely gauging the bunker volume to determine the optimal time of withdrawal. Figure 3, Figure 4 and Figure 5 augmented our grasp of the problems related to bunker occupancy by offering a detailed picture of sensor readings. The continuous filling of the bunker with regularly shifting the material inside the bunker by moving the bunker-belt can be seen on Figure 3, also showing the spikes of a particular sensor during such movements inside the bunker. Frequent values above or below the given range by certain sensors were regularly observed, as e.g. seen for Sensor 9 in Figure 4. For some materials, multiple sensor malfunctions were observed in parallel. The variance in reading quality increases the complexity and unpredictability of sensor measurements, complicating the task of maintaining consistency.
Figure 5 depicts the sensor behavior during the bunker emptying process. When the bunker volume exceeded a certain threshold, a door opened for emptying. However, even after the emptying process, some cases were observed (lower plot in Figure 5) where sensors still indicated large amount of material remaining inside the bunker. It is important to note that material gets continuously added to the bunker, even during the emptying process, thus preventing it from becoming completely empty. These malfunctions may play a crucial role in understanding deviations from the volume-ratio.
Another challenge arose when emptying bunkers with two presses and corresponding doors. By continuously adding additional waste into the bunker, when opening the door closer to the waste entry point, new waste was automatically added on top of the volume being transported to the press. However, opening the opposite door could lead to trailing waste crowding the bunker’s bottom, resulting in a reduced maximum filling level.
4.3. Effect of Multiple Factors (Material, Bale-Number)
Multiple factors, including the number of bales pressed per bailing cycle and the material type, are important for understanding volume ratios. The distribution of the number of bales produced per emptying cycle per material is illustrated in Figure 6. Despite some materials having a limited number of data points, a consistent trend emerged, showing that most withdrawals result in an average of 1 to 2 compressed bales.
The relationship between the volume ratio and the number of bales pressed at a waste sorting facility is presented in Figure 7. We observed a tendency in the standard deviation to decrease, as the number of bales pressed increased.
This finding gains significance when comparing it with information from Figure 6, which reveals that often lower bale numbers (e.g., 1 or 2) are pressed, resulting in greater variability in the volume ratio.
In Figure 8, we observe the volume ratio in relation to material type at our waste sorting facility. Certain materials exhibited more significant variations in their volume ratios, which may be attributed to physical properties unique to each material. Distinct groups, like PE, exhibit similar tendencies.
4.4. Previous Material Influences Current Pressing
To further analyze the effect of material type on the final volume, we put focus on pressed bales. In a setting where the current bale gets pressed against the previous bale, the material-type of the predecessor may have an impact on the density of the current bale. A comprehensive visualization of the impact of this previous bale material on the Length-to-Mass Ratio of the newly pressed bale (here of type HDPE) can be found in Figure 9. The Figure on the right suggests that outliers can manifest even when the material gets pressed against its same kind. In the shown case, some materials (e.g. EPS), appear to exhibit a more pronounced influence on the resulting Length-to-Mass Ratio than others. This trend has been observed in other materials as well and highlights the challenges in achieving consistent outcomes with variable material inputs.
The impact of previous bale material type on subsequent bale density becomes evident in Figure 10. Specifically, harder materials (e.g. HDPE) from preceding bales appear to result in more compressed bales than soft materials (e.g. Foil), as indicated by the pronounced mean ratio of length to mass on the left side. However, the Figure on the right reveals a large number of outliers within a broad range, highlighting data variability.
An analytical evaluation of volume ratio predictions derived from the median of the last ten actual ratios can be found in Figure 11. We observed material-specific variances in predictive accuracy, with PET manifesting the most pronounced error. When using this approach, we found that each material showed a distinct time-window size for maximal prediction fidelity. Employing the median consistently yielded superior results compared to the mean. Grouping baling events by identical bale numbers was notably less efficacious than grouping events by the same press, in a bi-press setup.
4.5. Inconsistent Ratio between Mass and Length
To reliably achieve a bale length near the configured optimum implies that a specific volume of a particular material type yields a predictable bale length. However, upon analyzing the ratio between the final mass and the weight of individual bales of within a combination of all given material type, we have noticed deviations from the estimated regression line. This phenomenon has been consistently observed across multiple distinct facilities, as depicted in Figure 12, panels A and B. When we examined this ratio for individual materials, we encountered a similar level of uncertainty in the data (Figure 12, C, D). Reviewing the residual plots, one notices the uncertainty most prominently, as illustrated in the middle of Figure 12, panels C and D. Considering these aspects collectively, it becomes apparent that although relevant data is generally accessible, its quality falls short in several key areas, preventing effective and meaningful control.
5. Machine Learning Approach
5.1. Volume Ratio Prediction
We perceive a predictive tool for the upcoming volume ratio as a potential solution for part of the problems at hand. Using the XGBoost algorithm [21] with features holding both current (bunker volume, estimated bale count) and temporal (median of last ten ratios, time difference to last bailing of same material) information, we investigated the importance of predictive features for each individual material. Our aim was to replicate the original distribution of actual correlation factor F. The hyperparameters of the model were tuned with Optuna [22].
However, our predictors scarcely surpassed the pure median values derived from the ten most recent ratios. The ranking order of feature importance has been observed to vary considerably across different materials, highlighting the volatility in the pattern. While neither of the models captured the distribution of real volume ratio values perfectly, the median approach consistently emerged as the more successful modelling method compared to the XGBoost model.
The outcome of all models trained to forecast the current ratio factor is showcased in Figure 13.
5.2. Bale Length Prediction
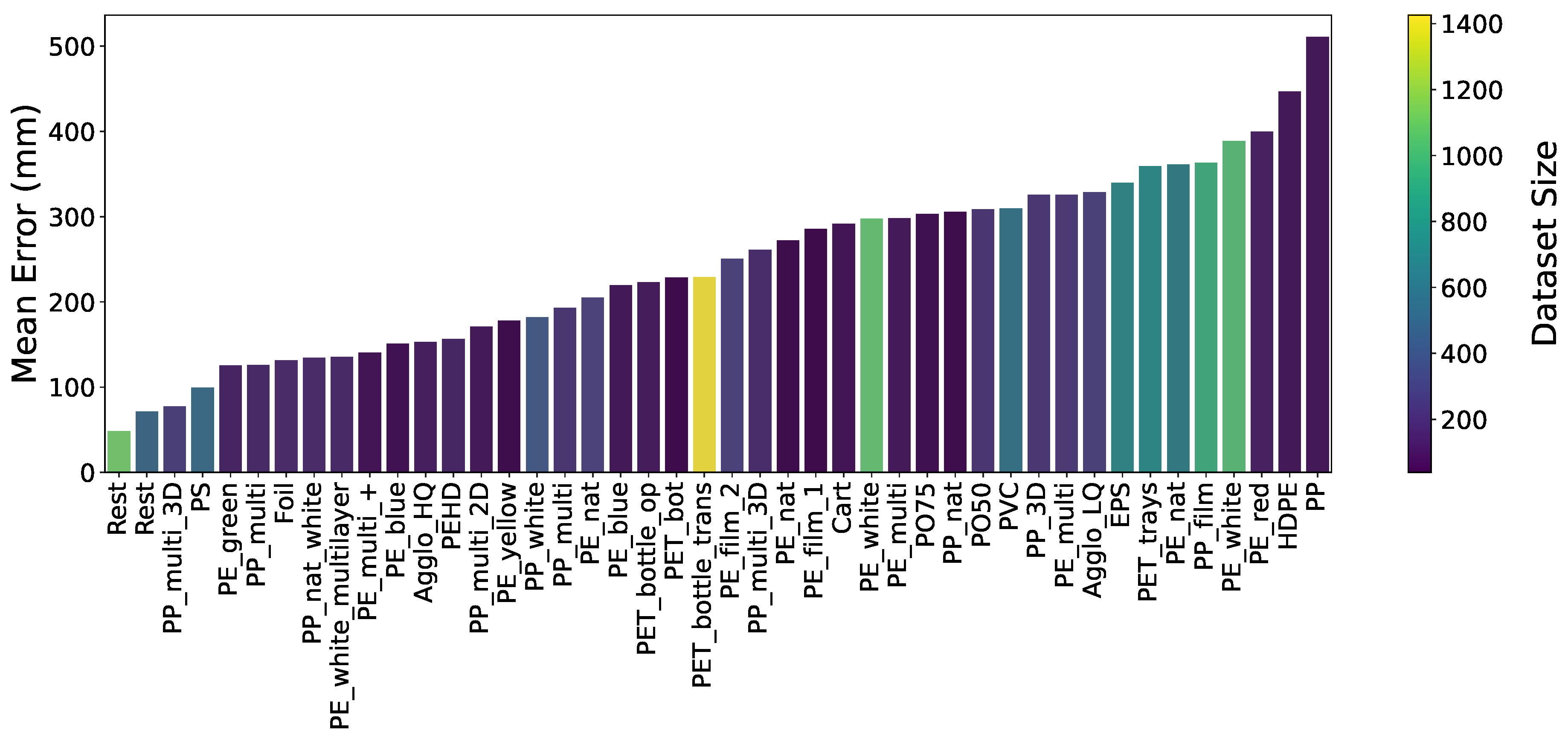
To address the inconsistency in the ratio between final bale mass and length, we trained a Random Forest [23] model aimed at predicting the actual bale length based on varying input parameters. The features utilized in this model encompassed the measured bunker volume, belt volume, total number of bales, total mass of bales generated during the current bailing process, median ratio between bunker and belt volume from the ten most recent measurements, and time elapsed since the last bailing process for the given material. Prior to training, erroneous data, missing entries, and datasets with insufficient sizes were filtered out. The outcomes of these predictive models are presented in Figure 14. It is important to note that the available data for most combinations was severely limited. This data aggregation pertains to bailing processes that resulted in anywhere from 1 to 5 bales. The results indicate that, given the available data, the trained Model was able to predict bale lengths correctly within an error range of 50 to 100 millimeters, depending on the material type. However, most deviations in this range are not suitable for our intended purposes. We further observed that the level of mean error tended to increase with an increasing number of bales.
6. Future work
The results of this examination underline the necessity for further exploring strategies to enhance measurement technology in waste sorting facilities.
6.1. Sophisticated Sensor Technology
To ensure high-quality bale output from the sorting process, an in-depth analysis of output material volumes becomes essential. Incorporating more accurate level-measurements within the bunker by diversifying the sensor suite, albeit potentially higher in cost, could deliver more precise information about current material quantities. The ultrasonic sensors referenced in this study focused on the highest point, while other models may provide more comprehensive data on the 3D surface [20]. Another idea to overcome the challenge of measuring uneven surfaces may involve the installation of sensors before waste entry, above each bunkers input conveyor belt.
When dealing with different material-types, evaluating customized sensors for specific materials may be necessary. This process involves setting up potential analysis devices and confirming data from practical plants. To identify and address substantial deviations from current volume predictions, one may consider installing cameras on selected bunkers and conveyor belts. These cameras can be mapped to the data, capture critical situations, and provide valuable insights for refining the pipeline. An experimental study found that image analysis effectively determined waste composition, showing a strong correlation with physical sorting [24]. Using information about the waste composition may be a promising feature for predicting the volume and length of the bale.
6.2. Algorithms and Machine Learning
The current algorithm used for estimating the volume based on distance measurements from US-sensors (see App., Algorithm 1) may be optimized by considering past sensor readings when detecting erroneous values, given the belt inside the bunker did not move since and the profile of the waste maintains equivalent. Another approach might include the application of Kalman filters for obtaining a volume estimate from several noisy sensor readings. As a recursive algorithm, Kalman filters continuously measure the state of a dynamic system, where all variables change over time [25]. This method, in conjunction with ultrasonic sensors, could potentially address the issue of noise and other uncertainties in the measurement system [26]. Key considerations for this approach include sensor accuracy, system model accuracy, initial state estimation, noise characterization, sampling rate, limited data, and potential nonlinearities in the relationship between measurements and volume.
Time series forecasting methods could also offer a valuable approach for predicting future waste volume based on historical data. Techniques such as auto regressive integrated moving average (ARIMA) or Long Short-Term Memory (LSTM) neural networks could provide viable solutions, given their efficacy in understanding, modeling, and forecasting temporal data [27,28]. Some further conclusions about controlling the complex system of bunkers to presses may involve training an RL-agent to learn hidden dynamics of the systems and find the best points in time for emptying the bunker at an optimal volume, given the current sensory data and historical data as input. A recent study proposed an RL-based environment for regulating this specific part of a waste sorting facility [29]. To address the possible effect of data scarcity, investigating whether limited data acts as a constraint by further reducing data amounts and analyzing the resultant impact might prove insightful.
7. Discussion
Waste sorting facilities serve as pivotal components in the recycling industry, playing an integral role in processing and preparing waste for future use, with volume determination of waste being essential for producing standardized bales. These bales must exhibit uniformity in length to streamline both the storage and transport processes. In this context, our study delved into the viability of implementing ultrasonic sensors to measure waste volume and explored potential challenges that may arise while striving to produce bales of consistent length.
Distance sensors, including ultrasonic variants, can offer data that feeds into algorithms designed for estimating waste volume. These sensors typically facilitate volume calculation and, subsequently, aid in the production of quality bales. However, our investigation revealed that several factors often undermine the efficiency of ultrasonic sensors. The findings from our research are discussed in the following.
7.1. Volume Ratio and Measurement Discrepancies
While ultrasonic sensors provide valuable data for volume determination, the complexities of waste pile characteristics and environmental disruptions may limit their efficiency. Our analysis reveals that reliance solely on ultrasonic sensors can yield imprecise outcomes. Factors such as varying waste material compositions, the ever-changing state of waste piles, and external noise interference play a significant role in these discrepancies. However, identifying the primary source of inaccuracies requires further investigation. The evolution of ultrasonic sensor technology should be closely monitored, as recent advancements might mitigate some of these challenges.
7.2. Effects and Challenges
Investigations into the factors affecting the volume ratio between bunker and belt have been conducted, with material type and the total number of bales per emptying being relevant variables. We found that a larger volume of waste, which results in a greater number of bales pressed, tends to provide a more stable and consistent volume ratio. Consequently, a strategy that emphasizes processing more bales per emptying likely enhances the predictability of these ratios.
The study revealed that volume ratios for some materials exhibited more substantial variations compared to others. The differences in spreading behavior on the conveyor belt and levels of compression that materials underwent possibly contributed to these variations. In systems where a current bale is pressed against the previous one, the material of a previously pressed bale can impact the subsequent bale’s quality and metrics. The physical properties of materials, such as their compressibility and elasticity, were proposed as potential sources of pronounced variations in quality. Recognizing the effect of these properties, especially the impact of using softer or harder materials on the compression of subsequent materials, becomes crucial when developing a machine-learning model intended for bale size prediction.
Initial volume-ratio estimates, based on the median of the last ten ratios, were refined through material-specific best time-windows and data grouping by press type, resulting in a 12% MAE reduction for all materials together. Importantly, our findings indicate that precise bale length cannot be determined solely based on the total final mass. This raises pivotal questions regarding the potential benefits of enhancing volume estimation through the enhancement of sensors in the system. Lastly, materials such as boxes displayed significant discrepancies between their measured volume and actual density. These discrepancies, which are not captured individually, contribute to a stochastic composition of waste, representing inherent noise in the system that is currently challenging to accurately quantify.
7.3. Predictive Machine Learning
We see a great potential in leveraging machine learning techniques, e.g. time series forecasting, to refine volume determination in waste management. The overarching goal is to achieve higher efficiency, accuracy, and sustainability in waste management practices. However, our current efforts to employ machine learning techniques have yielded suboptimal results, underscoring the necessity of refining our approaches.
Our predictive tool for upcoming volume ratio using the XGBoost algorithm underperformed across different materials, compared to a simpler method that employs the median of the last ten volume ratios. This suggests that models capable of adaptive learning, based on shorter timeframes, may need to be explored. Similarly, a Random Forest model designed to predict bale length from various features failed to generate practical results, indicating that optimizing volume measurements alone is insufficient for accurate bale size prediction. These findings underscore the presence of missing features and temporal variations in the data, which obstruct the discernment of clear patterns by the machine learning algorithms.
The fragmentation of existing data sets further compromises the reliability of these models, with scant data available for individual materials often subdivided into small segments, each associated with different material types. It necessitates the expansion and consolidation of data for each material, allowing for more effective training of predictive models.
However, variations in waste compositions and machine settings over time limit the usefulness of historical data, rendering past data sometimes less applicable to current waste volume predictions. Addressing waste management challenges requires urgent innovation, including the development of target functions and identification of key factors such as the relationship between bale length and energy consumption in bale presses. As studies suggest, the integration of advanced machine learning techniques can significantly enhance waste sorting processes, optimize routing efficiency, and improve predictive maintenance, thereby offering substantial benefits over the long term [30].
8. Conclusion
This study revealed marked discrepancies in volume measurements between storage bunkers and conveyor belts, underscoring the need for a multi-faceted approach to waste volume determination to enhance the production of standardized, quality bales. Although ultrasonic sensors provide valuable insights, they cannot be solely relied upon due to the inherent challenges associated with varying waste compositions, the unstable state of waste piles, external interference, and variations in material-specific densities.
Multiple aspects make this setting a challenging field for Machine Learning. The reliability of predictions gets hampered by limited datasets, undocumented changes in machine configurations, and sensor malfunctions. Major improvements are anticipated from two distinct areas, enhancing the system of sensors and developing adequate algorithms to efficiently handle the sensory data and make adequate predictions.
Testing some of the proposed approaches may allow for a more accurate waste volume determination promoting sustainability beneficial to both the environment and society.
Author Contributions
Conceptualization, Tom Maus, Nico Zengeler, Dorothee Sänger and Tobias Glasmachers; Data curation, Tom Maus; Formal analysis, Tom Maus and Nico Zengeler; Funding acquisition, Dorothee Sänger and Tobias Glasmachers; Investigation, Tom Maus; Methodology, Tom Maus; Project administration, Dorothee Sänger and Tobias Glasmachers; Resources, Dorothee Sänger and Tobias Glasmachers; Software, Tom Maus and Dorothee Sänger; Supervision, Tobias Glasmachers; Validation, Tom Maus and Nico Zengeler; Visualization, Tom Maus; Writing – original draft, Tom Maus and Nico Zengeler; Writing – review & editing, Tom Maus, Nico Zengeler, Dorothee Sänger and Tobias Glasmachers. All authors have read and agreed to the published version of the manuscript.
Funding
This research received external funding by the German Federal Ministry for Economic Affairs and Climate Action through the grant “EnSort”.
Data Availability Statement
In compliance with confidentiality agreements, the raw data used in this study is not publicly available. However, we are committed to promoting transparency and reproducibility in research. The data processing scripts used in this study are available upon request to the first author.
Conflicts of Interest
The authors declare no conflicts of interest.
Appendix A
| Algorithm 1 Calculate Bunker Volume from Sensor Data |
|

Table A1.
This table provides the material abbreviations, their corresponding full descriptions (Description), and examples for each material. These materials are processed in the examined waste sorting facilities and form the basis for all other figures in this document.
Table A1.
This table provides the material abbreviations, their corresponding full descriptions (Description), and examples for each material. These materials are processed in the examined waste sorting facilities and form the basis for all other figures in this document.
| Abbreviations | Description | Examples |
|---|---|---|
| Agglo_HQ | Agglomerate (High Quality) | High-quality recycled plastic products |
| Agglo_LQ | Agglomerate (Low Quality) | Low-quality recycled plastic products |
| Alu_LQ | Aluminium | Aluminium foil for packaging |
| Card | Cardboard | Boxes, packaging materials |
| Cardboard | Cardboard Packaging | Cardboard boxes, food packaging |
| Cart | Cartridges | Cartridges for printing, etc. |
| Cont | Contaminants | Non-recyclable materials mixed in with the recyclables |
| EPS | Expanded Polystyrene (Styrofoam) | Coffee cups, packaging peanuts |
| Foil | Foil | foil packaging |
| HDPE | High Density Polyethylene | Sturdy containers, corrosion-resistant piping |
| HDPE | High-Density Polyethylene | Milk jugs, detergent bottles |
| Label_Foil | Label Foil | Foil used in labels, often with an adhesive on one side |
| PCC | Paper Cardboard Carton | Copy paper, boxes, etc. |
| PE | Polyethylene | Plastic bags, plastic films, containers |
| PE_blue | Polyethylene Blue | Blue plastic containers |
| PE_color | Polyethylene Colored | Colored plastic containers |
| PE_color | Polyethylene Colored | Colored plastic containers |
| PE_film_1 | Polyethylene Film Type 1 | Shrink wrap, plastic food wrap |
| PE_film_2 | Polyethylene Film Type 2 | Plastic shopping bags |
| PE_green | Polyethylene Green | Green plastic containers |
| PE_multi | Polyethylene Multi-Colored | Multi-colored plastic products |
| PE_nat | Polyethylene Natural | Plastic bags, bottles |
| PE_red | Polyethylene Red | Red plastic containers |
| PE_white | Polyethylene White | White plastic containers |
| PE_yellow | Polyethylene Yellow | Yellow plastic containers |
| PET_bot | Polyethylene Terephthalate Bottles | Beverage bottles, like water or soda bottles |
| PET_bot_tray | Polyethylene Terephthalate Bottle + Tray | Combo products that include both a PET bottle and tray |
| PET_bottle_op | Polyethylene Terephthalate Opaque Bottles | Certain types of beverage bottles |
| PET_bottle_trans | Polyethylene Terephthalate Clear Bottles | Water bottles |
| PET_brown | Polyethylene Terephthalate Brown | Brown PET products, like bottles |
| PET_brown+ | Polyethylene Terephthalate Brown + | Products that are primarily brown PET with other colors |
| PET_clear | Polyethylene Terephthalate Clear | Clear PET products, like beverage bottles |
| PET_green | Polyethylene Terephthalate Green | Green PET products, like bottles |
| PET_multi | Polyethylene Terephthalate Multi-Colored | Multi-colored PET products |
| PET_opaq | Polyethylene Terephthalate Opaque | Non-transparent PET products |
| PET_tray | Polyethylene Terephthalate Tray | Trays made from PET, often for food packaging |
| PET_trays | Polyethylene Terephthalate Trays | Food packaging trays |
| PO50 | Polyolefin 50 | Various types of packaging films |
| PO75 | Polyolefin 75 | Various types of packaging films |
| PP | Polypropylene | Bottle caps, yogurt containers, toys |
| PP_3D | Polypropylene 3D | 3D printed objects |
| PP_blue | Polypropylene Blue | Blue plastic containers made from polypropylene |
| PP_color | Polypropylene Colored | Colored polypropylene products |
| PP_color_2D | Polypropylene Colored 2D | Colored polypropylene products |
| PP_color_3D | Polypropylene Colored 3D | Colored polypropylene products |
| PP_film | Polypropylene Film | Snack packaging |
| PP_green | Polypropylene Green | Green plastic containers made from polypropylene |
| PP_nat | Polypropylene Natural | Non-dyed polypropylene products |
| PP_nature_white | Polypropylene Natural + White | Products that include both natural and white polypropylene |
| PP_red | Polypropylene Red | Red plastic containers made from polypropylene |
| PP_white | Polypropylene White | White plastic containers made from polypropylene |
| PP_yellow | Polypropylene Yellow | Yellow plastic containers made from polypropylene |
| PS | Polystyrene | Disposable cutlery, CD cases |
| PVC | Polyvinyl Chloride | PVC pipes, vinyl flooring |
| RDF_tray | Refuse-Derived Fuel | non-recyclable waste |
| Rest | Residual Waste | Waste that cannot be recycled or composted |
| Tetra | Tetra Pak | carton packaging for beverages |
Table A2.
List of abbreviations related to parameters and measurements used in the waste sorting process. Each abbreviation is followed by its description and examples. These parameters form the basis several figures in this document.
Table A2.
List of abbreviations related to parameters and measurements used in the waste sorting process. Each abbreviation is followed by its description and examples. These parameters form the basis several figures in this document.
| Abbreviations | Description | Examples |
|---|---|---|
| _unix_dt | Unix timestamp in date format | 1628000000, 1635001200, ... |
| _dt | Date | 2023-07-31, 2023-08-01, ... |
| TargetName | Target name | Press_1,... |
| BaleID | Bale ID | 001, 002, 003, ... |
| Impulse | Impulse | 25, 30,... |
| BunkerName | Bunker name | Bunker A, Bunker B, ... |
| BunkerVolume | Bunker volume right before emptying (US) | 17,... |
| BeltVolume | Belt volume of full flow batch (laser) | 15,... |
| RecipeNumber | Recipe number | 3, 4, ... |
| MaterialNumber | Material number | 001, 002, 003, ... |
| MaterialName | Material name | PET, PE, ... |
| CorrelationFactor | BunkerVolume / BeltVolume | 0.95, 0.98, 1.00, ... |
| ImpulseVolume | Impulse volume | 0.7,... |
| Regular | Regular | -1, 1 |
| External | External | -1, 1 |
| BaleVolumeTarget | Bale volume (target) | 9.5,... |
| BaleVolumeCalculated | Bunkervolume/Number of produced bales | 10.5,... |
| BaleVolumeActual | BaleVolumeCalculated * CorrelationFactor | 8.5,... |
| ActiveEnergy | Active energy | 2850,... |
| ReactiveEnergy | Reactive energy | 0,... |
| ApparentEnergy | Apparent energy | 0,... |
| BindingImpulses | Binding impulses | 5, 6, 7, ... |
| ActualLength | Actual length | 1205,... |
| ActualMass | Actual mass | 625,... |
| TargetImpulsesConfig | Target impulses configuration | Company’s requirements |
| TargetImpulses | Target impulses | Company’s requirements |
| TargetLength | Target length | Company’s requirements |
| TargetMass | Target mass | Company’s requirements |
Table A3.
Abbreviations and Descriptions from Ultrasonic Sensors (SQL database)
| Abbreviations | Description | Examples |
|---|---|---|
| _unix_dt | Unix timestamp in date format | 1628000000, 1635001200, ... |
| _dt | Date and time | 2023-08-01 12:30:00, 2023-08-01 12:35:00, ... |
| h_US_0 | Ultrasonic sensor 0 height measurement | 865, 1783, ... |
| h_US_1 | Ultrasonic sensor 1 height measurement | 865, 1783, ... |
| h_US_2 | Ultrasonic sensor 2 height measurement | 865, 1783, ... |
| h_US_3 | Ultrasonic sensor 3 height measurement | 865, 1783, ... |
| h_US_4 | Ultrasonic sensor 4 height measurement | 865, 1783, ... |
| h_US_5 | Ultrasonic sensor 5 height measurement | 865, 1783, ... |
| MountingHeight_US_0 | Mounting height of sensor 0 | 1953, 2035,... |
| MountingHeight_US_1 | Mounting height of sensor 1 | 1953, 2035,... |
| MountingHeight_US_2 | Mounting height of sensor 2 | 1953, 2035,... |
| MountingHeight_US_3 | Mounting height of sensor 3 | 1953, 2035,... |
| MountingHeight_US_4 | Mounting height of sensor 4 | 1953, 2035,... |
| MountingHeight_US_5 | Mounting height of sensor 5 | 1953, 2035,... |
| Volume | Volume measurement | 6.5, ... |
| Active | Activity status | Yes, No |
| Read_Door_Left_Open | Read status of left door (open) | 0, 1 |
| Read_Door_Left_Closed | Read status of left door (closed) | 0, 1 |
| Read_Door_Right_Open | Read status of right door (open) | 0, 1 |
| Read_Door_Right_Closed | Read status of right door (closed) | 0, 1 |
| Read_Bunker_Belt_Left | Read status of left bunker band | 0, 1 |
| Read_Bunker_Belt_Right | Read status of right bunker band | 0, 1 |
References
- Rutqvist, D.; Kleyko, D.; Blomstedt, F. An Automated Machine Learning Approach for Smart Waste Management Systems. IEEE Transactions on Industrial Informatics 2020, 16, 384–392. [Google Scholar] [CrossRef]
- Thakker, S.; Narayanamoorthi, R. Smart and wireless waste management. 2015 International Conference on Innovations in Information, Embedded and Communication Systems (ICIIECS), 2015, pp. 1–4. [CrossRef]
- Chen, X.; Huang, H.; Liu, Y.; Li, J.; Liu, M. Robot for automatic waste sorting on construction sites. Automation in Construction 2022, 141, 104387. [Google Scholar] [CrossRef]
- Kanade, P.; Alva, P.; Prasad, J.P.; Kanade, S. Smart Garbage Monitoring System using Internet of Things(IoT). 2021 5th International Conference on Computing Methodologies and Communication (ICCMC). IEEE, 2021, pp. 330–335. [CrossRef]
- Vicentini, F.; Giusti, A.; Rovetta, A.; Fan, X.; He, Q.; Zhu, M.; Liu, B. Sensorized waste collection container for content estimation and collection optimization. Waste Management 2009, 29, 1467–1472. [Google Scholar] [CrossRef] [PubMed]
- Kelemen, M.; Virgala, I.; Kelemenová, T.; Miková, L.; Frankovský, P.; Lipták, T.; Lörinc, M. Distance Measurement via Using of Ultrasonic Sensor. Journal of Automation and Control 2015. [Google Scholar] [CrossRef]
- Bowler, A.L.; Watson, N.J. Transfer learning for process monitoring using reflection-mode ultrasonic sensing. Ultrasonics 2021, 115, 106468. [Google Scholar] [CrossRef] [PubMed]
- Sahoo, A.K.; Udgata, S.K. A Novel ANN-Based Adaptive Ultrasonic Measurement System for Accurate Water Level Monitoring. IEEE Transactions on Instrumentation and Measurement 2020, 69, 3359–3369. [Google Scholar] [CrossRef]
- Bae, I.; Ji, U. Outlier Detection and Smoothing Process for Water Level Data Measured by Ultrasonic Sensor in Stream Flows. Water 2019, 11, 951. [Google Scholar] [CrossRef]
- Adarsh, S.; Kaleemuddin, S.M.; Bose, D.; Ramachandran, K.I. Performance comparison of Infrared and Ultrasonic sensors for obstacles of different materials in vehicle/ robot navigation applications. IOP Conference Series: Materials Science and Engineering 2016, 149, 012141. [Google Scholar] [CrossRef]
- S. D. Tumbo.; M. Salyani.; J. D. Whitney.; T. A. Wheaton.; W. M. Miller. Investigation of Laser and Ultrasonic Ranging Sensors for Measurements of Citrus Canopy Volume. Applied Engineering in Agriculture 2002, 18. [CrossRef]
- Ezhov, Y.; Zub, I.; Zhuravlev, A.; Schemelev, V. Ultrasonic and Laser Sensors Measurement Errors Detection. Proceedings of the Second International Scientific Conference on Advances in Science, Engineering and Digital Education: (ASEDU-II 2021); 2022; p. 060013. [CrossRef]
- Gomathy, G.; Kalaiselvi, P.; Selvaraj, D.; Dhinakaran, D.; P, A.T.; Arul Kumar, D. Automatic Waste Management based on IoT using a Wireless Sensor Network. 2022 International Conference on Edge Computing and Applications (ICECAA). IEEE, 2022, pp. 629–634. [CrossRef]
- Aguila, J.M.U.; Dimayuga, H.S.; Pineda, K.O.F.; Magwili, G.V. Development of Smart Waste Bin with Integrated Volume and Weight Sensor. 2019 IEEE 11th International Conference on Humanoid, Nanotechnology, Information Technology, Communication and Control, Environment, and Management ( HNICEM ). IEEE, 2019, pp. 1–5. [CrossRef]
- Ahmed, S.A.; Buckingham, R.; Gremaud, P.A.; Hauck, C.D.; Kuster, C.M.; Prodanovic, M.; Royal, T.A.; Silantyev, V. Volume determination for bulk materials in bunkers. International Journal for Numerical Methods in Engineering 2004, 61, 2239–2249. [Google Scholar] [CrossRef]
- Andeobu, L.; Wibowo, S.; Grandhi, S. Artificial intelligence applications for sustainable solid waste management practices in Australia: A systematic review. Science of The Total Environment 2022, 834, 155389. [Google Scholar] [CrossRef] [PubMed]
- Lu, W.; Chen, J. Computer vision for solid waste sorting: A critical review of academic research. Waste Management 2022, 142, 29–43. [Google Scholar] [CrossRef] [PubMed]
- Sousa, J.; Rebelo, A.; Cardoso, J.S. Automation of Waste Sorting with Deep Learning. 2019 XV Workshop de Visão Computacional (WVC). IEEE, 2019, pp. 43–48. [CrossRef]
- Mohammad, T. Using Ultrasonic and Infrared Sensors for Distance Measurement. World Academy of Science, Engineering and Technology 2009, 3. [Google Scholar]
- Saha, K.K.; Tsoulias, N.; Weltzien, C.; Zude-Sasse, M. Estimation of Vegetative Growth in Strawberry Plants Using Mobile LiDAR Laser Scanner. Horticulturae 2022, 8, 90. [Google Scholar] [CrossRef]
- Chen, T.; He, T.; Benesty, M.; Khotilovich, V.; Tang, Y.; Cho, H.; Chen, K.; Mitchell, R.; Cano, I.; Zhou, T.; others. Xgboost: extreme gradient boosting. R package version 0.4-2 2015, 1, 1–4.
- Akiba, T.; Sano, S.; Yanase, T.; Ohta, T.; Koyama, M. Optuna: A Next-generation Hyperparameter Optimization Framework, 2019, [1907.10902 [cs, stat]]. [CrossRef]
- Breiman, L. Random Forests. Machine Learning 2001, 45, 5–32. [Google Scholar] [CrossRef]
- Wagland, S.; Veltre, F.; Longhurst, P. Development of an image-based analysis method to determine the physical composition of a mixed waste material. Waste Management 2012, 32, 245–248. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.; Li, R.; Ji, K.; Dai, W. Kalman Filter and Its Application. 2015 8th International Conference on Intelligent Networks and Intelligent Systems (ICINIS). IEEE, 2015, pp. 74–77. [CrossRef]
- Al Tahtawi, A.R. Kalman Filter Algorithm Design for HC-SR04 Ultrasonic Sensor Data Acquisition System. IJITEE (International Journal of Information Technology and Electrical Engineering) 2018, 2. [Google Scholar] [CrossRef]
- Huang, L.; Cai, T.; Zhu, Y.; Zhu, Y.; Wang, W.; Sun, K. LSTM-Based Forecasting for Urban Construction Waste Generation. Sustainability 2020, 12, 8555. [Google Scholar] [CrossRef]
- Marandi, F.; Fatemi Ghomi, S. Time series forecasting and analysis of municipal solid waste generation in Tehran city. 2016 12th International Conference on Industrial Engineering (ICIE). IEEE, 2016, pp. 14–18. [CrossRef]
- Pendyala, A.; Dettmer, J.; Glasmachers, T.; Atamna, A. ContainerGym: A Real-World Reinforcement Learning Benchmark for Resource Allocation, 2023, [2307.02991 [cs]]. [CrossRef]
- Munir, M.T.; Li, B.; Naqvi, M. Revolutionizing municipal solid waste management (MSWM) with machine learning as a clean resource: Opportunities, challenges and solutions. Fuel 2023, 348, 128548. [Google Scholar] [CrossRef]
Figure 1.
An exemplary illustration of the discussed setting. A row of ultrasonic sensors per bunker scans the waste piles within the bunker to estimate the volume.
Figure 1.
An exemplary illustration of the discussed setting. A row of ultrasonic sensors per bunker scans the waste piles within the bunker to estimate the volume.
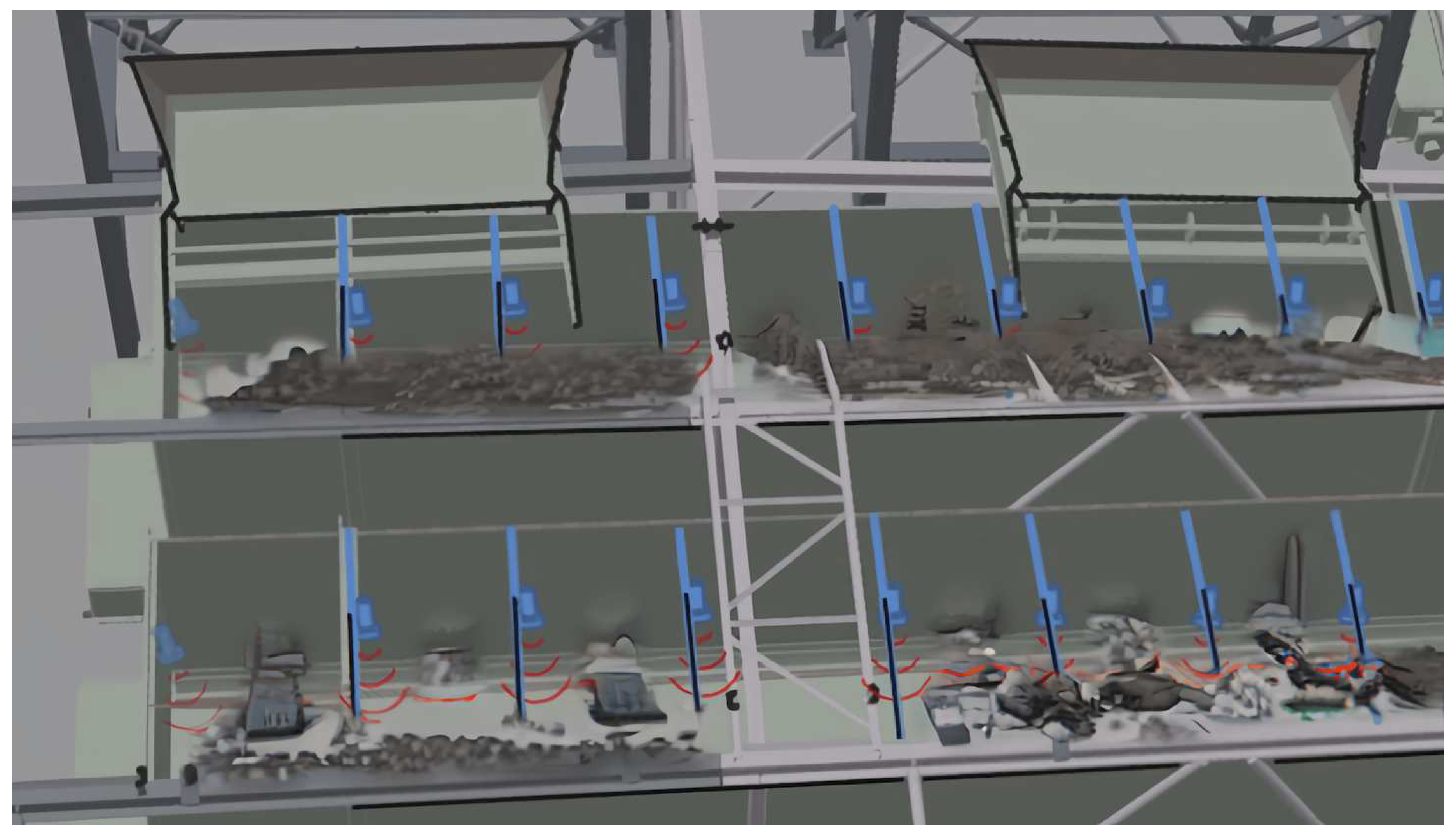
Figure 2.
This Figure offers an analysis of volume flows in a waste sorting facility with two presses. It juxtaposes the volume measured in the Bunker (red) and Belt (blue) (a), shows selection of press 1 (blue) or press 2 (red), based on bailing event frequency (b), presents variation (trimmed) in the Bunker/Belt ratio around its mean (c), and quantifies bales pressed per bailing event (d).
Figure 2.
This Figure offers an analysis of volume flows in a waste sorting facility with two presses. It juxtaposes the volume measured in the Bunker (red) and Belt (blue) (a), shows selection of press 1 (blue) or press 2 (red), based on bailing event frequency (b), presents variation (trimmed) in the Bunker/Belt ratio around its mean (c), and quantifies bales pressed per bailing event (d).
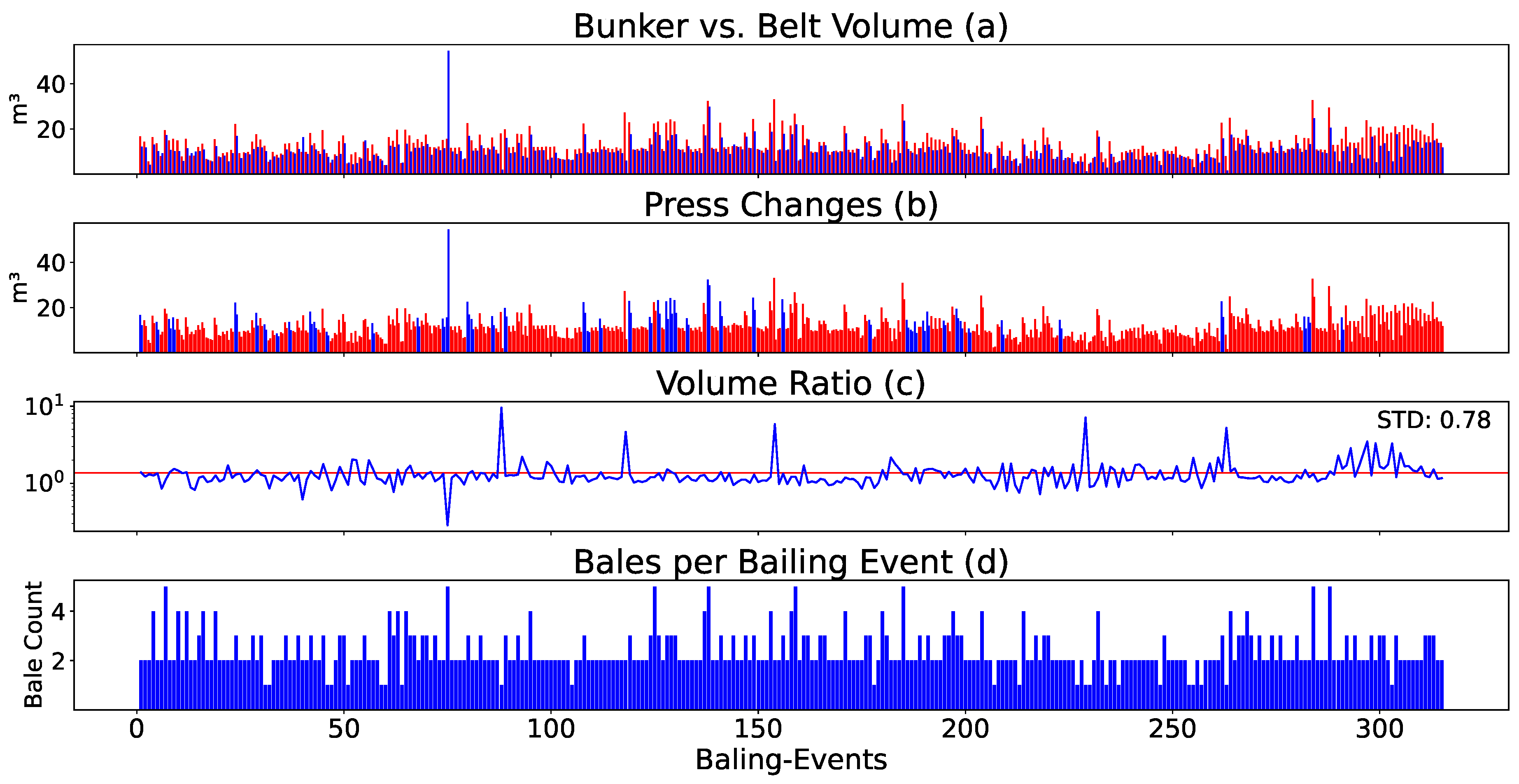
Figure 3.
Graphical representation of raw sensor outputs from a designated bunker during the emptying phase, captured over intervals of 1-2 seconds. A discernible malfunction is e.g. evident in Sensor_03 and Sensor_09.
Figure 3.
Graphical representation of raw sensor outputs from a designated bunker during the emptying phase, captured over intervals of 1-2 seconds. A discernible malfunction is e.g. evident in Sensor_03 and Sensor_09.
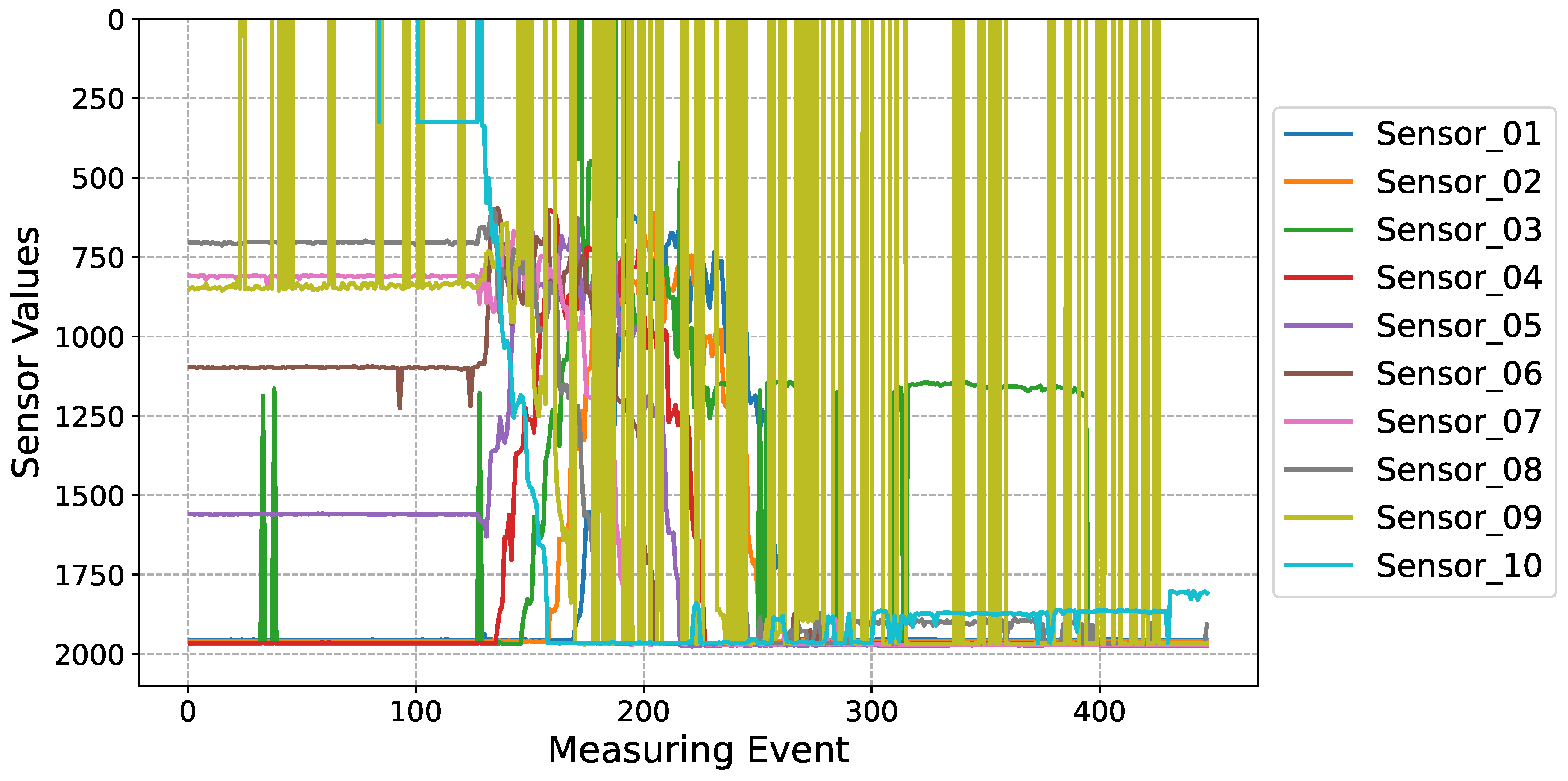
Figure 4.
The Figure presents a detailed analysis of sensor readings obtained from a specific bunker ("PP_nat"). The bold orange line represents the trend of volume, calculated using the Algorithm 1 (see Appendix) and scaled for better visibility as explained in the the legend. Opening of the bunker doors marks the specific time designated for bunker emptying, highlighted at the top of the figure. The movement of the belt inside the bunker is further displayed, aiding in understanding the shifting distance measurements. Notably, Sensor 6 (brown) exhibits values outside the plausible range (0 – 2036 mm). The visual representation utilizes an inverted y-axis for clarity., indicating that at the bottom, the bunker is empty and sensors measure down to the ground of the bunker, while decreasing values indicate filling of the bunker (opaque lines).
Figure 4.
The Figure presents a detailed analysis of sensor readings obtained from a specific bunker ("PP_nat"). The bold orange line represents the trend of volume, calculated using the Algorithm 1 (see Appendix) and scaled for better visibility as explained in the the legend. Opening of the bunker doors marks the specific time designated for bunker emptying, highlighted at the top of the figure. The movement of the belt inside the bunker is further displayed, aiding in understanding the shifting distance measurements. Notably, Sensor 6 (brown) exhibits values outside the plausible range (0 – 2036 mm). The visual representation utilizes an inverted y-axis for clarity., indicating that at the bottom, the bunker is empty and sensors measure down to the ground of the bunker, while decreasing values indicate filling of the bunker (opaque lines).
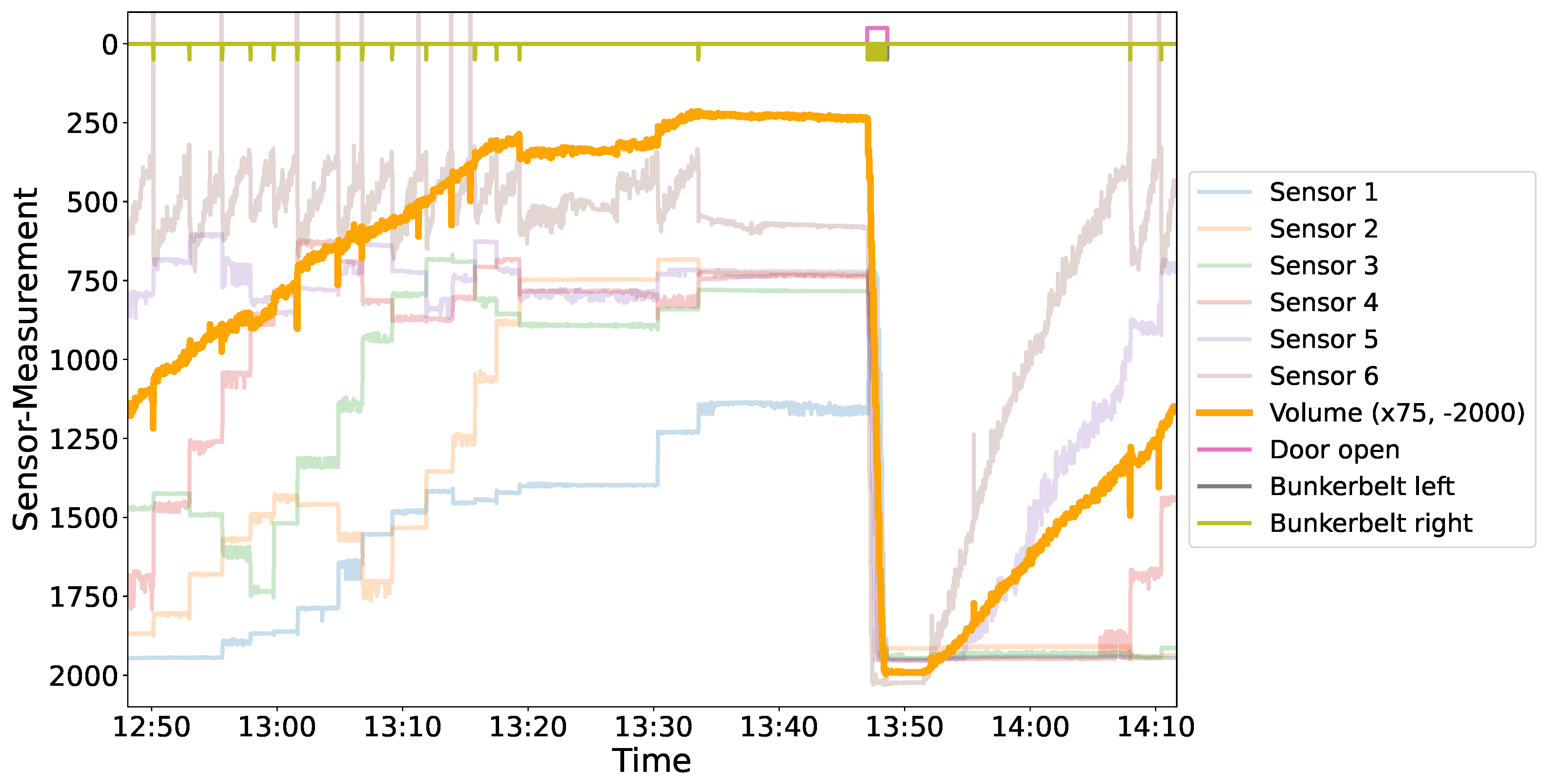
Figure 5.
These graphs illustrate both a successful (upper) and unsuccessful (lower) emptying process. It shows that once the computed volume exceeds a certain threshold (red cross), a door opens (indicated by shifted line at the top), and the bunker empties. The raw sensor values (translucent, in ), their mean (red) and median (blue) are compared to the volume calculated by the algorithm (see Appendix, Algorithm 1), magnified by factor 10x for visual purposes (yellow area & curve, in ). The measurement from the laser sensors on the conveyor belt and the resulting ratio between this value and the previously measured Bunker-Volume is shown as F.
Figure 5.
These graphs illustrate both a successful (upper) and unsuccessful (lower) emptying process. It shows that once the computed volume exceeds a certain threshold (red cross), a door opens (indicated by shifted line at the top), and the bunker empties. The raw sensor values (translucent, in ), their mean (red) and median (blue) are compared to the volume calculated by the algorithm (see Appendix, Algorithm 1), magnified by factor 10x for visual purposes (yellow area & curve, in ). The measurement from the laser sensors on the conveyor belt and the resulting ratio between this value and the previously measured Bunker-Volume is shown as F.
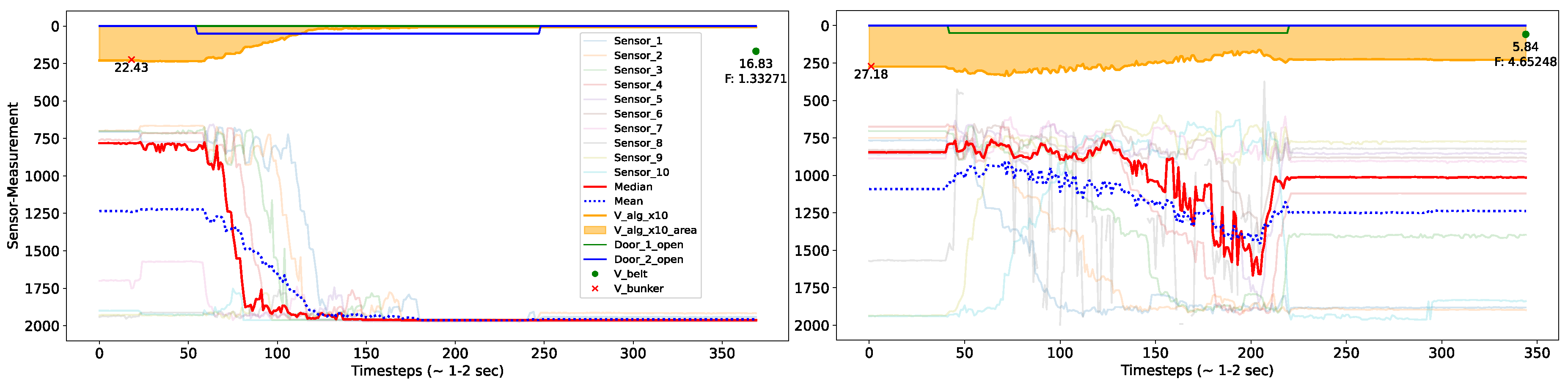
Figure 6.
Boxplots displaying the distribution of the number of bales produced per emptying cycle per material in a selected waste sorting facility over a timespan of approximately 5 months.
Figure 6.
Boxplots displaying the distribution of the number of bales produced per emptying cycle per material in a selected waste sorting facility over a timespan of approximately 5 months.
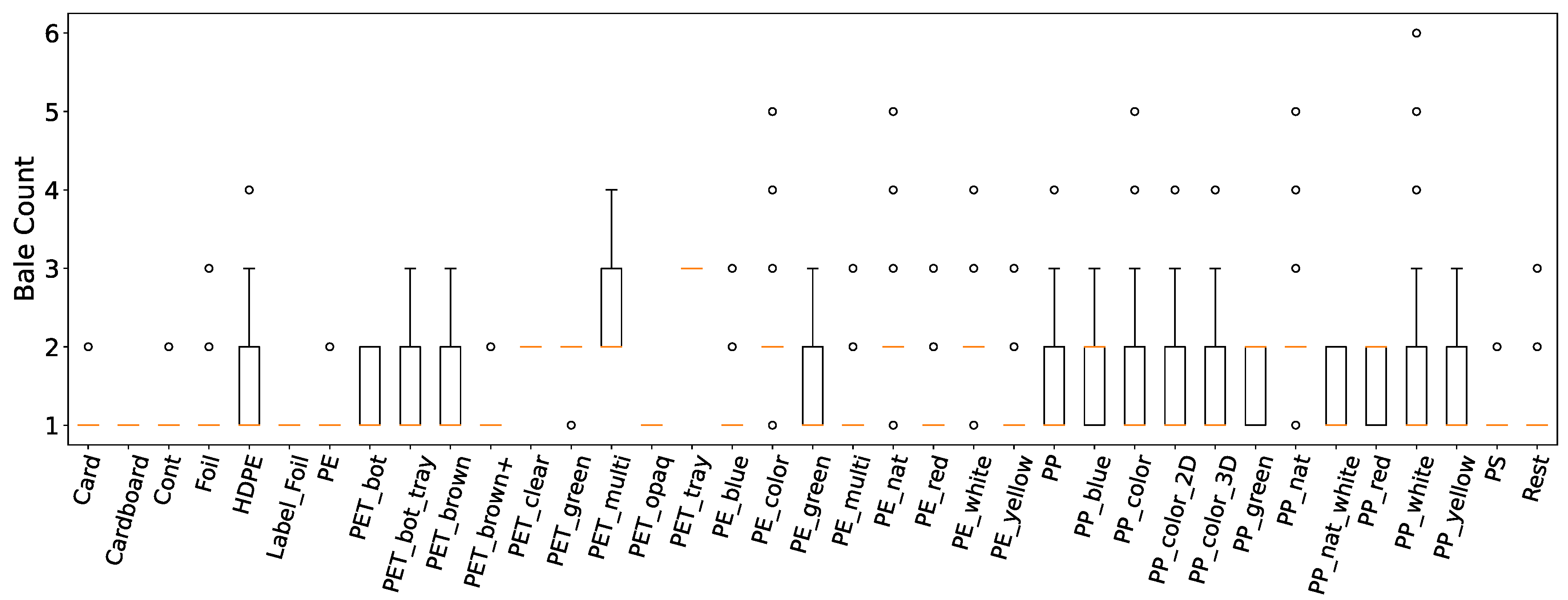
Figure 7.
Boxplots illustrating the volume ratio F as a function of the number of bales pressed at a selected waste sorting facility. They display the distribution of data points, while the number of samples and the Standard deviation are provided for additional context.
Figure 7.
Boxplots illustrating the volume ratio F as a function of the number of bales pressed at a selected waste sorting facility. They display the distribution of data points, while the number of samples and the Standard deviation are provided for additional context.
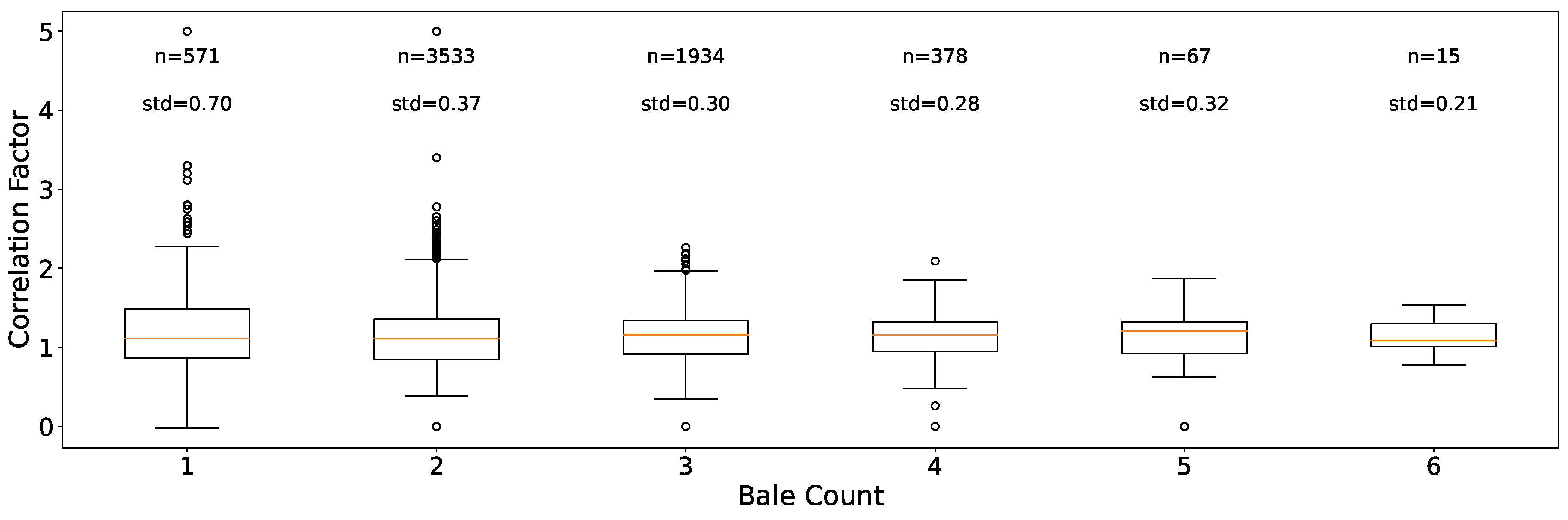
Figure 8.
Volume ratio variation (belt volume / bunker volume) per material type (varying sample sizes) at a waste sorting facility over a 5-month period.
Figure 8.
Volume ratio variation (belt volume / bunker volume) per material type (varying sample sizes) at a waste sorting facility over a 5-month period.
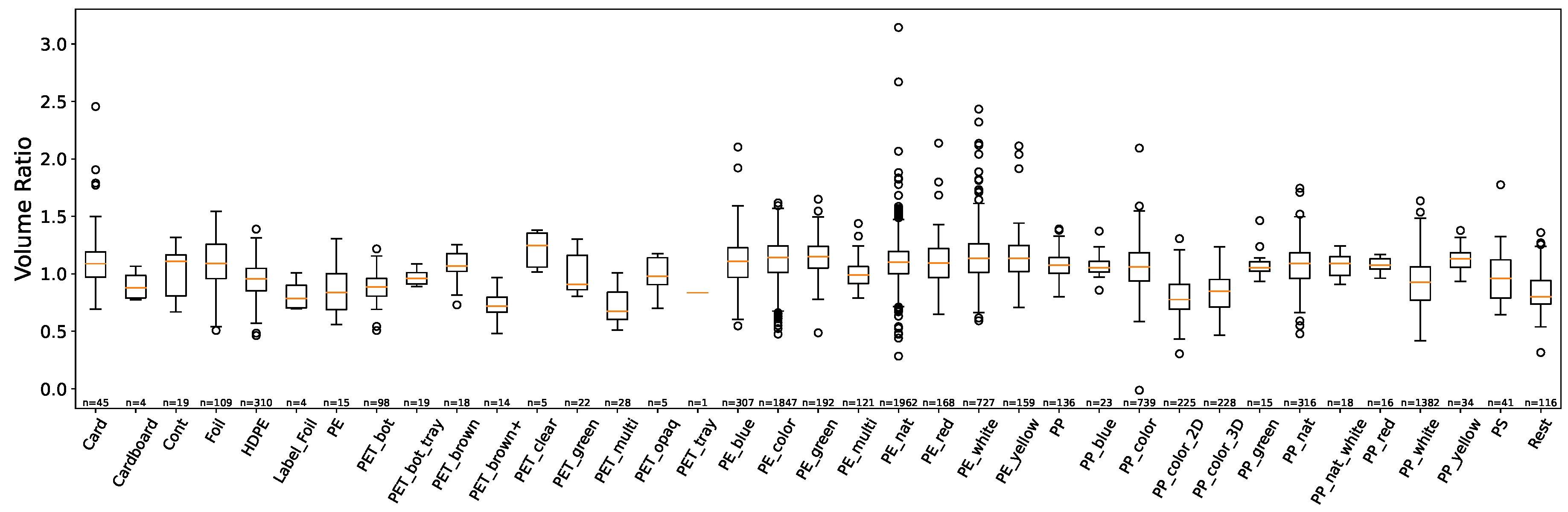
Figure 9.
Influence of previous bale material on Length-to-Mass Ratio of newly pressed HDPE Bale. Mean ratios are shown on the left, while the right side displays a boxplot representation, including minimum, maximum, median values, variances and outliers. Materials with less than 5 datapoints were excluded from the plot.
Figure 9.
Influence of previous bale material on Length-to-Mass Ratio of newly pressed HDPE Bale. Mean ratios are shown on the left, while the right side displays a boxplot representation, including minimum, maximum, median values, variances and outliers. Materials with less than 5 datapoints were excluded from the plot.
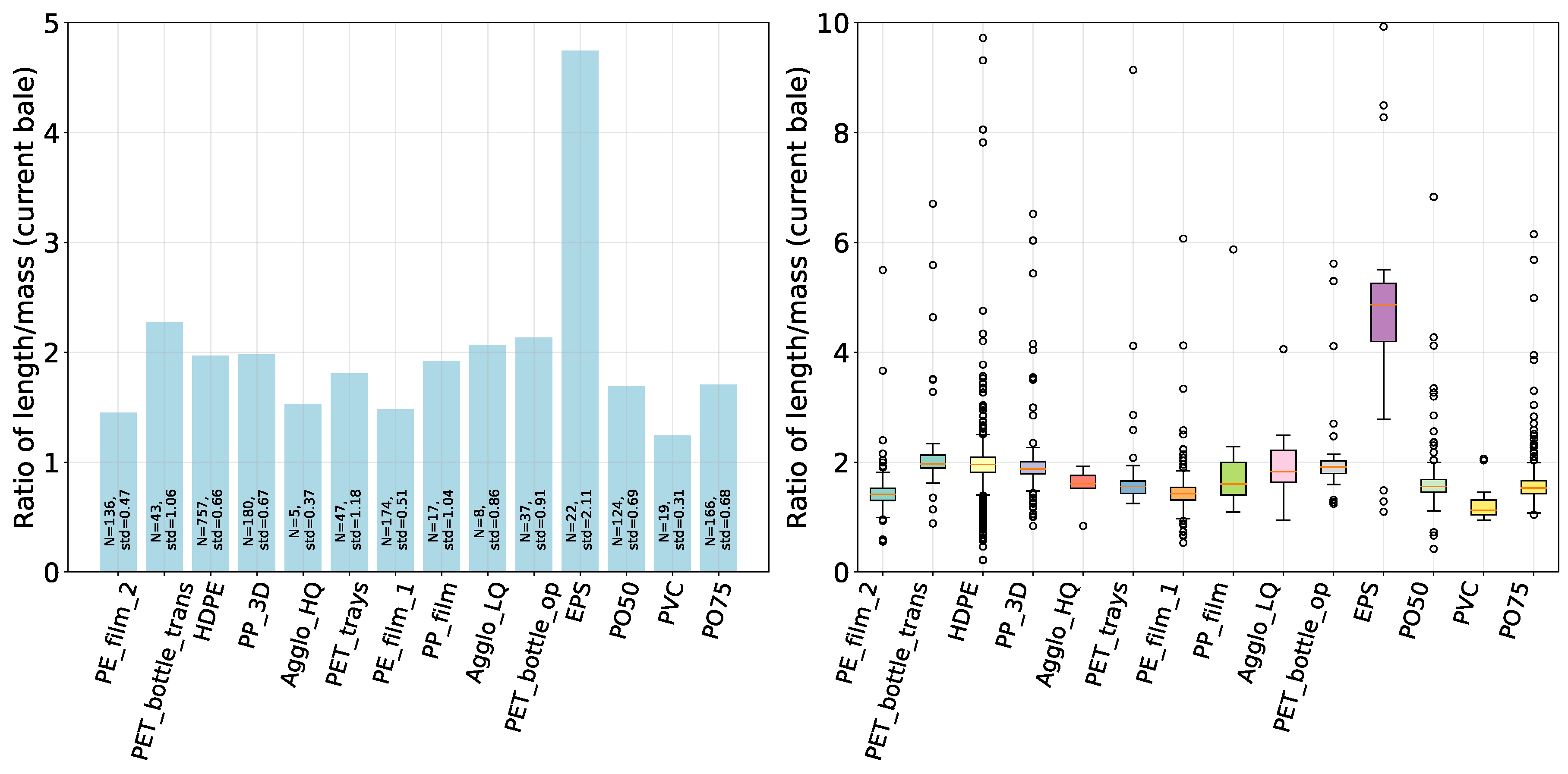
Figure 10.
Comparative Analysis of (inverse) bale density influenced by properties of previous bale materials. The left plot visualizes the impact of soft ("EPS") and hard ("HDPE") materials from preceding bales on the density of the current bale. The right box plots highlights the variance in the distributions of these effects.
Figure 10.
Comparative Analysis of (inverse) bale density influenced by properties of previous bale materials. The left plot visualizes the impact of soft ("EPS") and hard ("HDPE") materials from preceding bales on the density of the current bale. The right box plots highlights the variance in the distributions of these effects.
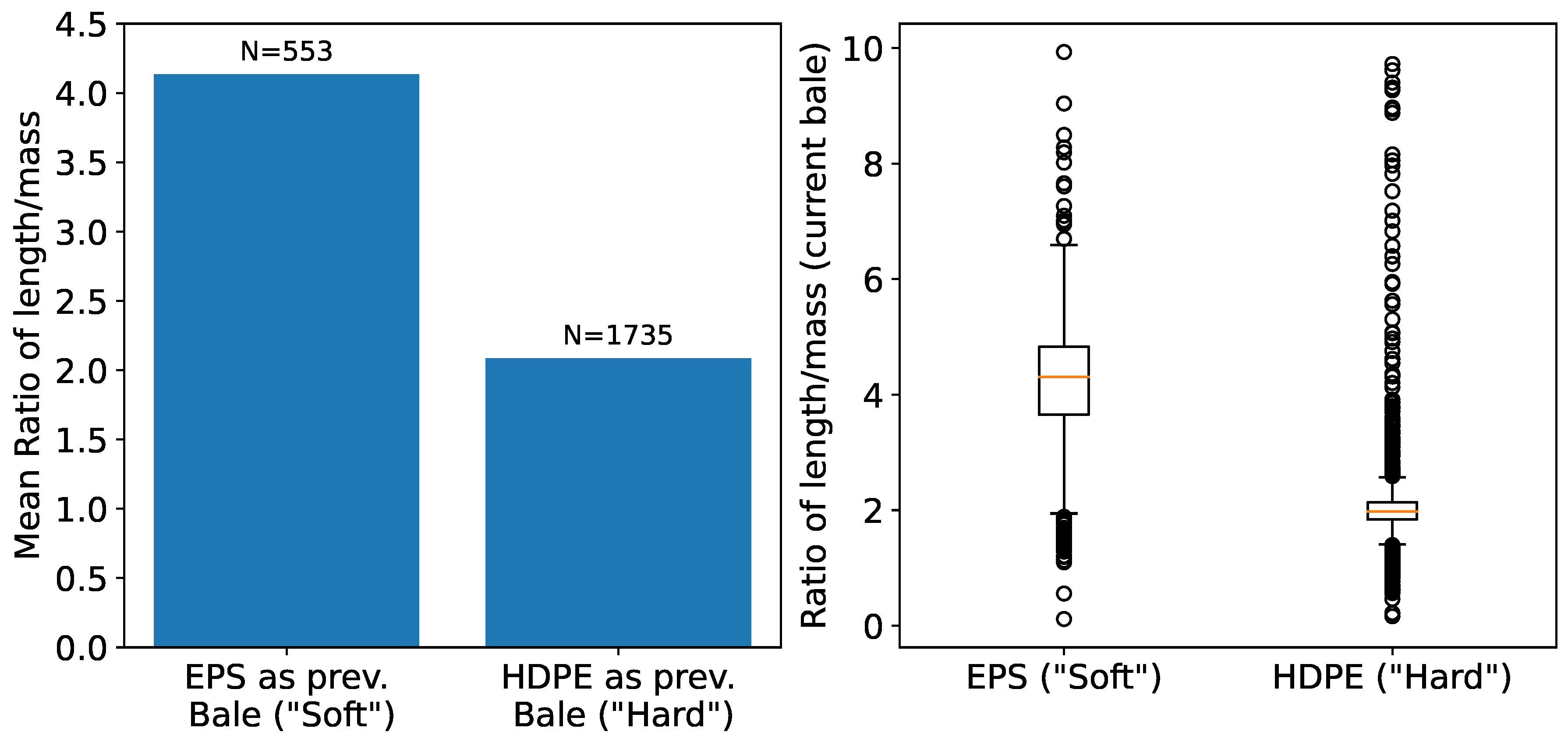
Figure 11.
On the left, the graph depicts the MAE for predicted volume ratios (belt-volume / bunker-volume), calculated using the median of the last ten actual ratios for various materials at a waste sorting facility with two presses. The red line indicates the overall mean MAE. On the right, the subplot compares various median window sizes for predictions against actual ratios. Insufficient data for "Buckets" prevented testing across all time-windows.
Figure 11.
On the left, the graph depicts the MAE for predicted volume ratios (belt-volume / bunker-volume), calculated using the median of the last ten actual ratios for various materials at a waste sorting facility with two presses. The red line indicates the overall mean MAE. On the right, the subplot compares various median window sizes for predictions against actual ratios. Insufficient data for "Buckets" prevented testing across all time-windows.
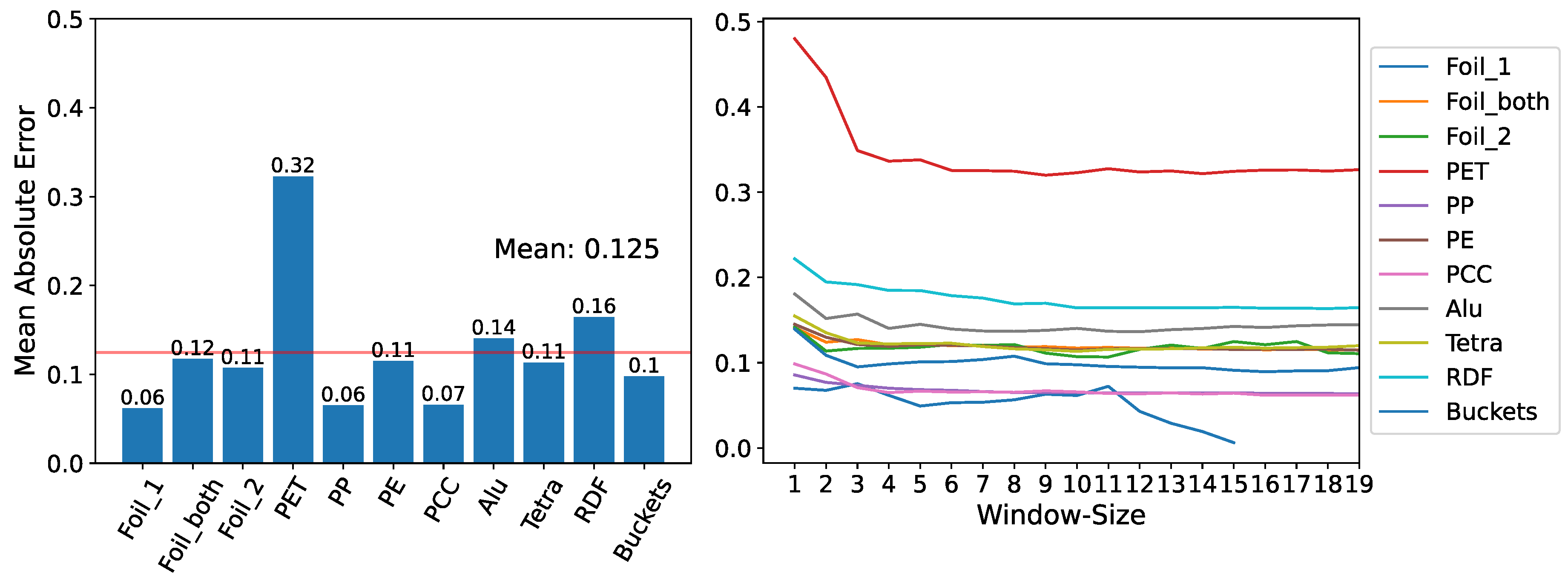
Figure 12.
In Figures A and B, we present regression analyses between the measured mass (kg) and length (mm) of pressed bales from two distinct facilities, covering all materials. The quality of the previous material—categorized as "soft" or "hard"— is also indicated. For Figure A, soft materials include "Foil", "Label-Foil", and "Cardboard", for Figure B, soft materials refer to "EPS". In both cases hard material refer to "HDPE". We highlighted only the data where the current material differed from the previous one to emphasize the effect on different materials. Figures C and D show data from these facilities for specific materials. Figure C focuses on ’PP_White’, and Figure D on ’PP_3D’. Both figures present: 1) regression of mass vs. length for the material, 2) residual plots detailing the discrepancies between observed and predicted regression values, and 3) bar plots emphasizing the frequency distribution of residuals.
Figure 12.
In Figures A and B, we present regression analyses between the measured mass (kg) and length (mm) of pressed bales from two distinct facilities, covering all materials. The quality of the previous material—categorized as "soft" or "hard"— is also indicated. For Figure A, soft materials include "Foil", "Label-Foil", and "Cardboard", for Figure B, soft materials refer to "EPS". In both cases hard material refer to "HDPE". We highlighted only the data where the current material differed from the previous one to emphasize the effect on different materials. Figures C and D show data from these facilities for specific materials. Figure C focuses on ’PP_White’, and Figure D on ’PP_3D’. Both figures present: 1) regression of mass vs. length for the material, 2) residual plots detailing the discrepancies between observed and predicted regression values, and 3) bar plots emphasizing the frequency distribution of residuals.
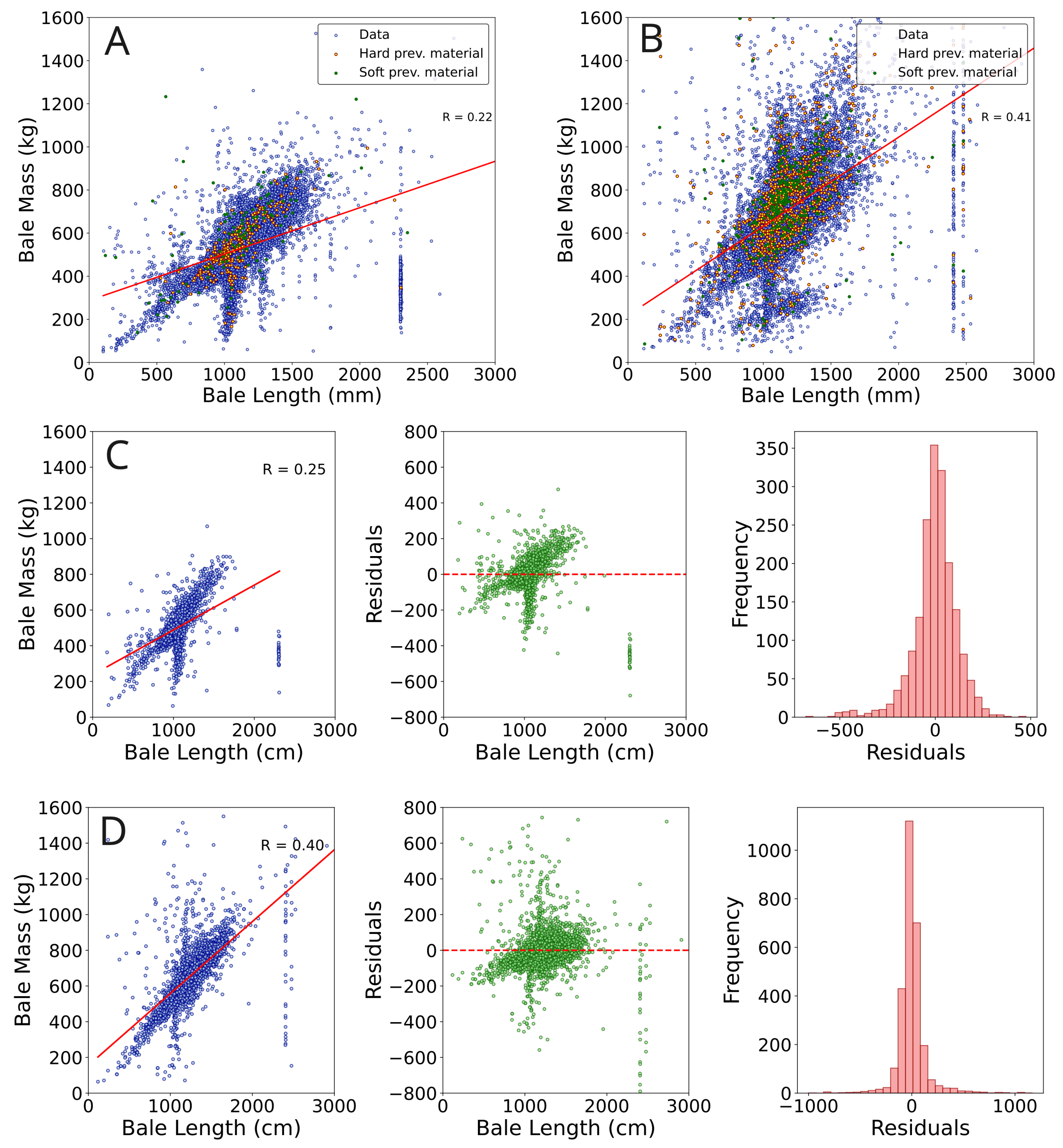
Figure 13.
Comparison of the XGBoost Model trained individually for each material against the "Median10" method in predicting the Volume-Ration Factor F. The Performance of each model was computed with the ratio of XGBoost Model’s MAE to Median10’s MAE. A red line and color shift indicate which model had closer predictions to the actual volume ratio. The number of data points per material appears above the X-axis. The overview was generated based on the data from two waste sorting facilities.
Figure 13.
Comparison of the XGBoost Model trained individually for each material against the "Median10" method in predicting the Volume-Ration Factor F. The Performance of each model was computed with the ratio of XGBoost Model’s MAE to Median10’s MAE. A red line and color shift indicate which model had closer predictions to the actual volume ratio. The number of data points per material appears above the X-axis. The overview was generated based on the data from two waste sorting facilities.
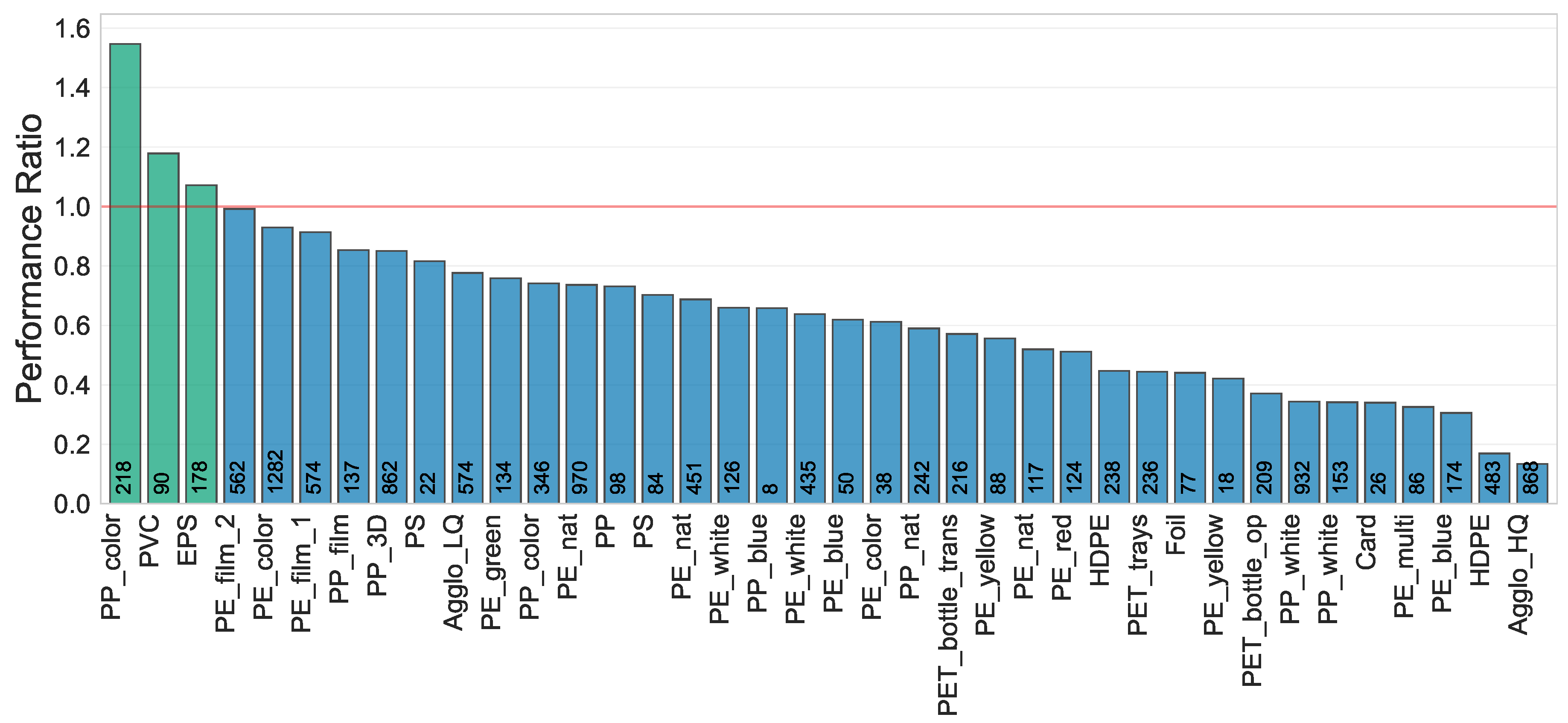
Figure 14.
This Figure illustrates the mean prediction errors for estimating the actual length of the total bailing product, considering a range of 1 to 5 bales, utilizing a Random Forest Model. The data originates from two separate waste sorting facilities, each handling different materials. The color of the bars corresponds to the dataset size, with variations in dataset sizes denoted by distinct color gradients.
Figure 14.
This Figure illustrates the mean prediction errors for estimating the actual length of the total bailing product, considering a range of 1 to 5 bales, utilizing a Random Forest Model. The data originates from two separate waste sorting facilities, each handling different materials. The color of the bars corresponds to the dataset size, with variations in dataset sizes denoted by distinct color gradients.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



