Submitted:
10 February 2024
Posted:
14 February 2024
You are already at the latest version
Abstract
Shear dynamics simulation under extreme pressure was used to optimise the composition of ester-based lubricant base oil and extreme pressure additives. As a result, the ester-based lubricant in the weak-gel drilling fluid achieves reduction and increases the efficiency in drilling construction, and the field operation efficiency improves. The results of base oil lubrication simulation show that three base oils, namely, methyl oleate, ethyl oleate and butyl oleate, can be stably adsorbed on the surface layer of the shear surface. Methyl oleate has the lowest system temperature after shear stabilisation and has a high load-bearing capacity. The shear stress of methyl oleate decreases by changing the initial shear temperature and speed. It increases by 6.36 MPa when the speed increases from 10 m/s to 30 m/s. At this time, the shear stress of butyl oleate increases by 10.11 MPa. The results of the four-ball friction experiments show that the radius of the abrasion spot of methyl oleate is 179.83 μm, which is smaller than that of the other two base oils. Moreover, the friction coefficient of methyl oleate is 0.0018, which is approximately 1/3 of that of butyl oleate. Methyl oleate has better lubrication efficiency. The shear simulation results are consistent with the experimental results. The simulation can be used for the molecular design of lubricant materials. The oleic acid amide–containing amine group and the glyceride oleic–containing hydroxyl group were selected as the extreme pressure functional components for shear simulation. Results show that the shear stress of oleic acid amide is much lower than that of oleic acid glyceride when the initial shear temperature and speed change. The extreme pressure lubrication component–containing amine group is better than the extreme pressure lubrication material–containing hydroxyl group. The effects of different oleamide contents in the two-component mixtures on the lubricating properties were investigated through shear simulation, with methyl oleate as the base oil and oleamide as the extreme pressure functional component. The simulation results show that the lubricant has the optimal shear stress when 10% oleamide is added to the lubricant. The base properties of the lubricant were tested using a mixture of 90% methyl oleate and 10% oleamide, formulated as a lubricant. Results show that the friction coefficient can be reduced to 0.03 when 0.5% of the lubricant is added to the base mud. Moreover, the lubricant film formed shows high strength. Then, 1% lubricant was added to the weak-gel drilling fluid to evaluate the effect of the lubricant on the gel structure of the drilling fluid. Results show that adding lubricant does not affect the rheological properties of the drilling fluid. The gel structure of the system also remains stable even after 7 days of continuous ageing. The results of the field experiments in Hua3-01 well show that adding 1% ester-based lubricant to the field drilling fluid reduces the drilling friction by 33%. Thus, the efficiency of directional side drilling can be effectively improved, complicated accidents, such as poor starting and stopping of drilling and stuck jamming, can be avoided, and the goals of reducing quantity and increasing efficiency can be completed.
Keywords:
ester lubricants
; methyl oleate
; shear dynamics simulation
; friction coefficient
; weak-gel drilling fluids
1. Introduction
With the increasing global energy demand, the exploration and development of oil and gas resources are gradually moving to deep and complex formations; moreover, the demand for drilling complex structural wells, such as large displacement wells, long horizontal wells with large slopes and multibranch wells, is increasing [1]. Oil-based drilling fluids are often used as the main wellbore working fluids from the open window sidetrack drilling all the way to the completion of the horizontal section to ensure the downhole safety of complex structured wells [2]. Given the increase in environmental awareness and the strict restriction of environmental regulations, re-placing oil-based drilling fluids using environmentally friendly high-performance weak-gel water-based drilling fluids has achieved a wide consensus worldwide [3,4,5]. Replacing oil-based drilling fluids with water-based drilling fluids faces many realistic engineering complexities, such as the lubrication performance of water-based drilling fluids at the bottom of the well; moreover, this approach cannot easily meet the drilling requirements [6]. Researchers have developed various environmentally friendly and efficient water-based drilling fluid lubricants to improve the lubrication performance of water-based drilling fluids effectively. Amongst them, modified vegetable oils and fats have been the focus of green lubricant development [7].
Although vegetable oils are environmentally friendly and renewable, vegetable oil lubricants are less stable in alkaline environments than mineral oil lubricants. Moreover, they are easily hydrolysed and saponified at wellbore temperatures; thus, using vegetable oil lubricants results in drilling fluid foaming, and the continuity of drilling fluid flow cannot be ensured [8]. The hydrolytically saponified vegetable oil surfactants also cause the weak-gel properties of drilling fluids to deteriorate, affecting the rheology of drilling fluids [9]. In addition, the cost of vegetable oil lubricants is much higher than that of mineral oil-based lubricants. In the field construction process, the dosage of vegetable oil lubricants usually exceeds 3 v/v% of the liquid volume of drilling fluids, resulting in a high cost of use. If the cost-effectiveness ratio of vegetable oil lubricants is not solved, this type of treatment agent cannot be massively promoted in the field [10].
Researchers usually esterify vegetable oleic acid to balance the stability and lubrication performance of vegetable oil lubricants in alkaline drilling fluids [11]. Haseeb et al. [12] systematically investigated the effects of the length of the lipid-based carbon chain of synthetic ester lubricants and the length of the hydrophobic chain segments of the alcohol group on the lubrication and stabilisation properties of synthetic ester lubricants. The results showed that synthetic esters with different hydrophobic chain segments have good thermal stability. Moreover, no thermal decomposition reaction occurred in the 175–425 °C. The viscosity of all the ester lubricants does not decrease during the shear process, and good rheological stability is maintained. Li W. et al. [13] investigated the drilling fluid lubricants based on fatty acid methyl ester. A detailed comparison of the properties of fatty acid methyl esters and other vegetable fats and oils showed that the reduction in extreme pressure lubrication of the drilling fluids exceeds 70% in all cases when 2 wt.% fatty acid methyl esters are added to freshwater drilling fluids. Fatty acid methyl ester lubricants also have outstanding lubrication effects in seawater-based drilling fluids. Liu F. et al. [14] received several hydroxyl groups to the end of vegetable oil fatty acid to form oleic acid-trihydroxypropane polyol ester lubricant. The extreme pressure lubrication reduction rate and filter cake adhesion coefficient reduction rate can reach more than 80% after the ageing process at 150 °C in the base mud. Qian X. et al. [15] synthesised the environmentally friendly lubricant SMLUB-E by esterification reaction between fatty acid and organic polyol. SMLUB-E has a good lubrication effect in water-based drilling fluid. After being aged at 160 °C in base stock, SMLUB-E has a reduced molecular resistance coefficient from 0.47 to 0.05. Moreover, the reduction rate of extreme pressure lubrication is 89.36%. SMLUB-E was applied in deep horizontal wells of the Taha Oilfield. No downhole failures, such as buttress, stuck drilling and other downhole failures, were observed.
On the basis of ester-based lubricants’ good lubricity, researchers focused on adding lubrication elements of different structures to the lubricants to improve the lubrication effect further under extreme working pressure. The selected lubricant must have strong adsorption to the metal surface to survive in the harsh environment of drilling fluids. The Sinopec Petroleum Engineering Research Institute used the fatty chains of monomers S cross-linked vegetable oil esters to form the sulphurised vegetable oil lubricant SMJH-1 and improve the adsorption density of the lubricant on the surface of the drilling tools [16]. The friction coefficient reduction rates before and after the ageing of SMJH-1 at a content of 1.0% in the base mud are 91.4% and 90.7%, respectively. The theoretical basis for this result is that the lubricating functional components containing sulphur, phosphorus and other elements can form a protective film with a high strength on the surface of drilling tools and iron reaction under extreme pressure conditions, thereby improving the macroscopic lubrication effect. These lubricants are added with sulphur, phosphorus and other elements to improve the lubrication performance. Under the high-temperature and high-pressure environment at the bottom of the well, these elements cause corrosion to the drilling tools. This phenomenon tends to cause downhole accidents. In addition to chemically reactive extreme pressure lubrication additives, numerous configurations of solid nanomaterials have been used as extreme pressure lubrication promoter materials for lubricants. Liu Y. et al. [17] added expandable graphite to vegetable oil to form the weak-gel drilling fluid–modified vegetable oil lubricant MVO-3. MVO-3 has excellent dual adsorption characteristics, fluidity and lubrication properties. Modified expandable graphite GIC has a composite lamellar structure with a small surface-to-volume ratio and high ad-sorption capacity. It can form elastic flake expansion in downhole conditions and further generate dense expanded lubricant film by adsorption on a metal surface, thereby obtaining an excellent lubrication effect. Xiao J. et al. [18] added the hexagonal flake organic borate extreme pressure lubricant GEP-2 to the modified vegetable oil to form the drilling fluid lubricant SDGL-2. SDGL-2 can withstand the temperature of up to 160 °C. When SDGL-2 is added at a dosage of 1.0%, the reductions in the lubricity coefficients of freshwater-based bentonite clay and saltwater-based bentonite clay are 85.33% and 77.51%, respectively, after hot rolling at 160 °C/16 h. The lubricity coefficients of the freshwater-based bentonite clay and saltwater-based bentonite clay are reduced by 1.0%. In addition to the typical modified ester lubricants mentioned above, many commercial ester lubricant products can be found, all of which show good lubrication performance and compatibility with weak-gel drilling fluids in the chamber. However, in the field, the lubricant dosage in the well slurry is consistently higher than 2 v/v%. Reducing the cost of lubricant production and the amount of lubricant in the lubricant is still the main research direction of cost reduction and efficiency of environmentally friendly lubricants.
Ester lubricants have gained considerable attention in the study of weak-gel water-based drilling fluids because these materials have good stability and good lubrication properties in their structure. Suppose ester lubricants can be made with outstand-ing extreme pressure lubrication performance without the addition of expensive inorganic nanomaterials. In that case, the cost of lubricants is expected to be reduced from the production and consumption sides of the lubricant. Thus, ester lubricants can be used on a large scale. Akaighe et al. [19] found through theoretical analyses and calculations that the horizontal portion of the complex structure wells is mainly controlled by the friction of boundaries and mixing layers. They also found that the lubricant has good stability, strong adsorption capacity on the metal surface and high coverage density. A systematic study of the molecules defines the lubricant ‘head’ that adsorbs on the metal and the lubricant ‘tail’ that is densely arranged to provide a stable lubricant film, thereby providing insight into the optimal molecular structure. The contribution of each head group to the extreme pressure lubrication performance is in the following order: ethyl ester < methyl ester < alcohol < amine. However, the carbon chain length of the tail group has little influence on the lubrication performance. Our group has also spent a long time simulating and applying vegetable oil-modified lubricants. Guo J. et al. [20] simulated the oil film thickness of vegetable oil lubricants on the surface of drilling tools by adsorption kinetics. Zhang S. et al. [21] simulated amide-modified vegetable oils and fats via restricted shear. They found that amide polar headgroups can be directionally adsorbed in the shear surface. This finding was confirmed by sub-sequent shear friction wear experiments. The understanding of tribology from other industrial applications can also be used in designing molecules to provide optimal lubrication in weak-gel drilling fluids. Wang W. [22] modelled the effect of the poly-a-olefin molecular structure on lubrication performance using band pressure–confined shear and concluded that PAO molecules with long side-chains or with a specific form of side-chain distribution can be aligned in a well-ordered manner along the direction of shear to improve extreme pressure lubrication performance under the ultimate pressure of 500 MPa. This model is close to the state of shear friction in horizontal wells and can be used to simulate the lubrication performance of ester lubricants under extreme pressure conditions. The molecular simulation is used to optimise the extreme pressure lubrication performance of ester lubricants through the organic combination of the previous research foundation and the pressure-constrained shear model to obtain high-efficiency lubricants with a reasonable raw material price and low on-site dosage.
2. Simulation and Experiments
2.1. Shear Simulation of Ester Lubricants
- 1.
- Structure models
The establishment of a suitable lubricant base oil model has a convincing influence on the accuracy of the molecular dynamics simulation results. The surface of the drilling tools in the drilling process is dominated by iron. The Fe(0 0 1) surface was used as the surface model of the drilling tools to maintain continuity with the previous study [20,21]. As shown in Figure 1, the ‘sandwich model’ of Fe-lubricants-Fe was constructed, with the size of the upper and lower layers of Fe being 80.26 Å × 40.13 Å × 14.4 Å. The single-component structure models of the five lubricants are shown in Figure 2. They are the same as those of the lubricant base oils.
After the lubricant molecules and Fe(0 0 1) surfaces were constructed, the model was optimised in terms of structure and energy with a pcff force field, fine accuracy, an NVT system, a temperature of 298 K, a step size of 1.0 fs and a simulation time of 50 ps. The lubricant system was constructed to contain 200 lubricant molecules. A ‘sandwich model’ was constructed using two layers of Fe(0 0 1) surfaces with the lubricant system. Van der Waals and Coulomb force interactions were calculated using the atom-based and Ewald methods with a truncation radius of 1.55 nm. The initial structure of the ‘sandwich model’ is shown in Figure 3.
- 2.
- Shear simulation of single lubricant structure
After the model was built, the shear simulation was performed according to the following steps:
(1) Structural optimisation: After the establishment of the ‘sandwich model’, the positions of the upper and lower iron layers were fixed, and molecular dynamics simulations were used to optimise the overall structure of the lubricant system in the middle layer.
(2) Load process: The simulation system adopted the NVT system, fixed the lower iron wall and applied a pressure of 500 MPa to the upper iron wall. The system’s temperature was set to 298 K, the step size was 1.0 fs, and the simulation time was 50 ps, thereby allowing the system to reach a stable state. The structural changes in the ‘sandwich model’ before and after loading are shown in Figure 4.
(3) Shear process: After the completion of the load iron wall surface, the system continued using the NVT system, namely, the lubricant system using the NVE system, to simulate the lubricant in the shear process and produce the shear heat phenomenon. The lower iron wall surface was fixed, and the upper iron wall surface of the upper-most layer of iron atoms was set at a speed of 10–30 m/s along the x-axis direction of the shear. The initial temperature of the system was set to 298–398 K. The step size was 1.0 fs, and the simulation time was 2000 ps.
- 3.
- Shear simulation for lubricant structure optimization
The optimised oleic acid esters were used as base oils. The oleic acid amides containing amine groups and oleic acid glycerides containing hydroxyl groups were used as the extreme pressure functional components. The base oils were compounded with the extreme pressure agents to form new lubricants. The shear simulations are conducted according to the above method. The effects of different dosages on the performance of the systems were also compared. The extreme pressure lubricant component was preferred, and the extreme pressure lubricant component and base oil were compounded to optimise the structure of the hybrid lubricant through shear simulation under extreme pressure.
2.2. Experimental Materials and Apparatus
The materials used in this study include ethyl oleate, ethyl oleate, butyl oleate, oleic acid amide and monoglyceride oleate from Wuhan Ranabai Pharmaceutical and Chemical Co., Ltd. Anhydrous ethanol was obtained from Tianjin Beilian Fine Chemicals Development Co., Ltd. The apparatuses used include a four-ball friction tester with steel balls (Jinan Hengxu Testing Machine Technology Co., Ltd.), the orthogonal metallurgical microscope PH-M3230 (Jiangxi Phoenix Optical Science and Technology Co., Ltd.), the four-ball friction tester with lever SGW-10G (Jinan Hengxu Testing Machine Technology Co., Ltd.) and 10G (Jinan Hengxu Testing Machine Technology Co., Ltd.).
2.3. Friction and Wear Experiment
The antiwear performance of the lubricant was tested using the SGW-10G, a four-ball friction tester with lever. The four-ball friction test with lever refers to the industry standard SH/T 0189-92 ‘Determination of Anti-wear Performance of Lubricant (four-ball machine method)’. Before the experiment, anhydrous ethanol was used to clean the instrument parts to ensure that the lubricant was not contaminated by impurities on the instrument’s surface. A load of 147 N was applied to the steel balls at room temperature. The temperature of the test chamber was increased to 75 °C, and the top ball was rotated at 1200 r/min for 60 min. The coefficient of friction was measured during the test. At the end of the test, the size of the wear spots on the ball was observed using an orthogonal metallurgical microscope.
2.4. Evaluation of Lubrication Property in Weak-Gel Drilling Fluids
- 1.
- Preparation of drilling fluids
(1) Base mud
Water, bentonite and sodium carbonate were mixed according to the mass ratio 400:20:1. They were stirred at 6000 r/min for 30 min, sealed and placed at room temperature for 24 h.
(2) Weak-gel drilling fluid
The composition of the weak-gel drilling fluid formulation was 0.3% polymer FA367, 0.8% polyacrylonitrile-polyacrylamide ammonium composite salt, 1% potassium polyacrylate KPA, 3% of the reduction of filtration loss agent QS-4, 1.5% amphiphilic pressure-bearing plugging agent, 1.5% environmental protection nanoblocking agent YRD-BA01 and 0.2% caustic soda. The aggravating agent barite was mixed in the base mud and aggravated to 1.2 g/m3. The weak-gel drilling fluid was mixed at 6000 r/min for 30 min, sealed and placed at room temperature for 24 h.
- 2.
- Evaluation of lubrication performance
(1) Evaluation of extreme pressure lubrication performance
According to the technical indexes and test methods of the Sinopec enterprise standard ‘Technical Requirements of Liquid Lubricant for Water-based Drilling Fluid’ (Q/SH CG0004-2023), FANN 21200 extreme pressure lubrication instrument was used to test the lubrication coefficient of the base mud, with 0.5% lubricant being added to the slurry (the test condition was ageing for 16 h at 120 °C).
(2) Determination of drilling fluid compatibility
The lubricant was added directly into the prepared base mud or polymer drilling fluid and mixed at high speed for 20 min to make the lubricant evenly dispersed. According to the Chinese national standard GB/T 16783-1997 ‘Field Test Procedures for Water-based Drilling Fluids’, the viscosity, filtration loss and rheological parameters of the base mud or polymer drilling fluid were measured to investigate the compatibility of the lubricant with the polymer drilling fluid.
(3) Performance test after long time aging
The lubricant was added into the polymer drilling fluid, stirred well at high speed for 20 min and aged continuously at 120 °C for 7 days. The data of the drilling fluid were tested every day to investigate the effect of the lubricant on the long-time gel performance of the drilling fluid.
3. Results and Discussion
3.1. Shear Simulation and Model Validation of Ester Base Oil
Shear dynamics under extreme pressure were used to simulate the motion state of ester lubricant base oils between Fe shear surfaces and obtain the kinetic data of lubricant molecules. The density distribution of the base oil at different positions between the shear surfaces and the difference in shear stress were analysed. The effects of different molecular structures on these shear parameters were compared to optimise the ester lubricant base oil. The simulation accuracy was verified using four-ball friction and wear experiments with ester lubricants corresponding to the simulation.
The magnitude of the friction generated between the lubricant and the shear surface can be reflected by the magnitude of the shear stress to which the fluid is subjected. The shear stress in the direction of the shear motion of the lubricant can be obtained by calculating the shear stress component to which the lubricant molecules are subjected between the two layers of iron. During the shear simulation, the molecules were subjected to a combination of wall shear action and internal thermal motion of the fluid molecules. Thus, the shear stress of the lubricant fluctuates at the microscopic level. The average of the shear stresses during the shear simulation was taken to represent the shear stress of the lubricant at the macroscopic level. The shear stresses of the three ester lubricant base oils at different initial temperatures and shear rates are shown in Figure 5.
Figure 5(a) shows that the shear stress gradually decreases as the number of carbon atoms on the head group in the ester lubricant decreases at the same initial temperature. Amongst the three ester base oils, the shear stress of methyl oleate is the lowest, approximately one-half of that of butyl oleate. This finding indicates that methyl oleate possesses low shear stress. Under different shear temperature conditions, the shear stress of methyl oleate between the shear surfaces was significantly lower than that of the two other oleate base oils. The results indicate that methyl oleate has good lubricity at different temperatures. The average shear stresses of the three ester lubricants at different shear speeds are shown in Figure 5(b). Figure 5(b) shows that under the same shear rate condition, the shear stress gradually decreases as the number of carbon atoms on the head group in the molecule decreases. With the increase in the shear rate, the shear stresses of methyl oleate between the shear surfaces become significantly lower than those of the other oleates. The results indicate that methyl oleate has good lubricity under different shear rate conditions. The lubricating properties of the base oils become increasingly prominent as the number of carbon atoms in the head group decreases. Moreover, the lubricating properties of methyl oleate are notable.
The amount of frictional heat generated by the ester lubricant can be determined by the temperature change in the fluid during shear. In the case of prolonged friction, the frictional heat leads to an increase in the system temperature. An excessively high temperature causes the material to undergo thermal degradation or lose its original stable structure, thereby affecting the lubricating performance of the material. Figure 6 shows the variation of the average temperature of the ester lubricant base oil with shear time.
Figure 6 shows that during the shear process, all three systems warm up rapidly at the beginning of the shear and gradually tend to equilibrium. The equilibrium time is ap-proximately 500 ps. Compared with the steady state temperature of the two other base oils, that of methyl oleate is approximately 350 K, indicating a low equilibrium temperature. Methyl oleate can reduce wear on the iron surface during shearing, prolong the service life and provide good lubrication performance.
Figure 7 shows the post-shear density distribution profiles of the three ester lubricants.
Figure 7 shows that the three ester lubricants have the highest spikes near the two iron surfaces, and the peaks are approximately 5 Å wide. Two spikes are significantly higher than the density in the middle on both iron surfaces. This finding indicates that the molecules of the ester lubricants are adsorbed on the iron surfaces, and the adsorbed layers of the three lubricants are all composed of two molecular layers. The density of the adsorbed oleate on the solid surface is significantly higher than that in the interior of the fluid, indicating that all three types of oleate can form dense lubricant films.
The antiwear properties of the three ester lubricants corresponding to the simulation were tested by the four-ball friction test. The test procedure was performed according to the SH/T 0189-92 method. Methyl oleate, ethyl oleate and butyl acetate were tested. The friction spot radius is shown in Figure 8.
Figure 8 shows that the friction spot radius increases sequentially with the increase in the length of the carbon chain of the head group of the oleic acid ester materials. The mottle radius of methyl oleate is 179.83 μm, whereas that of butyl oleate reaches 219.47 μm. The results show that the lubricant’s protective effect on the friction area of the metal weakens with the increase in the length of the head-group covetousness of oleate esters. The friction coefficients of the three oleate esters during the test time of 60 min are shown in Figure 9.
Figure 9 shows that the friction coefficients of methyl oleate, ethyl oleate and butyl oleate decreased sequentially at the same time point. The change rules of the friction coefficient are the same in 60 min test time. The results show that methyl oleate is more capable of reducing the friction coefficient of the shearing process and has better antifriction performance than the two other oleic acid esters. The pattern of simulation results is consistent with the experimental results. This finding is the main reason why most of the ester lubricants in the market choose methyl oleate as a lubricant.
3.2. Selection of Extreme Pressure Components and Simulating of Efficient Lubricant
Methyl oleate is a commonly used drilling fluid lubricant in the market, and the dosage in the drilling fluid usually exceeds 3%. An extreme pressure functional component with a low dosage in the lubricant was selected and mixed with methyl oleate to realise the reduction and increase the efficiency of methyl oleate in drilling fluids by improving the lubrication effect and reducing the dosage of the lubricant. This approach is an economic choice.
Choosing expensive nanosolid extreme pressure materials to improve lubrication performance is slightly economical because oleate derivatives can form high-density oil films on shear surfaces. Oleic acid–modified extreme pressure lubricants are good choices in terms of performance and economy. Glycerol oleate–containing multiple hydroxyl groups and oleic acid amide–containing amine groups were selected for shear dynamics simulation to investigate the extreme pressure lubrication performance of oleic acid–modified materials with different polar head groups. Figure 10 shows the average shear stresses of the extreme pressure functional components and methyl oleate at different initial temperatures and initial shear speeds.
Figure 10 shows that the shear stress of oleate is higher than that of methyl oleate under the same shear conditions. Moreover, oleamide has a significantly lower average shear stress than methyl oleate. This finding suggests that glyceryl oleate may not be suitable as an extreme pressure lubrication component. Oleamide is more suitable than glyceryl oleate to be added to methyl oleate.
Figure 11 shows the average shear temperatures of the two extreme pressure functional components as a function of shear time.
Figure 11 shows that the kinetic equilibrium time between the two functional components at the shear surface is the same as that of the ester base oil, which is approximately 500 ps. The fluid shear temperature reaches equilibrium after 500 ps. The post-equilibrium shear temperature of glycerol oleate is 370 K. Oleamide has a lower equilibrium temperature of approximately 345 K. The equilibrium temperature of the base oil methyl oleate is approximately 350 K. Adding oleamide as an extreme pressure functional component to methyl oleate has little effect. The addition of glycerol oleate to the system may increase the shear temperature. Therefore, oleamide is suitable for use as an extreme pressure lubricant additive.
Methyl oleate was used as the base oil, whereas oleamide was used as the extreme pressure lubrication additive. The two components were mixed to form a lubricant. The effects of different oleamide additions on the lubricant performance were investigated via shear dynamics simulation. Under the same shear conditions, the average shear stress of the two-component mixtures in the simulation varies with the oleamide content, as shown in Figure 12.
Figure 12 shows that the shear stress of the mixtures decreases significantly with the addition of oleic acid amide to methyl oleate. This finding indicates that the adsorption capacity of the amide group on the iron surface is stronger than that of the oleate base oil. The maximum decrease in shear stress of the mixtures was observed when the amount of oleamide was added up to approximately 10%. The shear stress drop of the mixture tends to be moderated when the content of oleamide exceeds 10%. Given the lubrication performance and economy of the mixtures, the mixture with 10% oleamide content was selected for performance evaluation.
3.3. Performance Testing of Ester Lubricants
Methyl oleate was named LUB-1. A mixture of methyl oleate with 10% oleamide was named LUB-2. The lubrication performances of LUB-1 and LUB-2 were tested for their lubricating properties in base stock and weak-gel drilling fluids, respectively. The results of the lubrication performance are shown in Figure 13.
Figure 13 shows that the lubricity coefficient of the base mud is 0.47 after ageing at 120 °C for 16 h. After adding 0.5% lubricant LUB-1, the lubricity coefficient is reduced to 0.06, and the reduction rate of the lubricity coefficient is 87.5%. Under the same conditions, the lubrication coefficient of LUB-2 is reduced by 93.75%. In the weak-gel drilling fluid, the lubricity coefficient of the drilling fluid without lubricant is 0.23. After the addition of 0.5% lubricant LUB-1, the lubricity coefficient is 87.0%, and the lubricity coefficient reduction rate with LUB-2 is 95.65%. The results show that the lubrication performance of methyl oleate with the addition of oleamide is significantly better than that of methyl oleate in the base mud and drilling fluid system.
The effect of lubricant on the foaming and viscosity of the base mud are shown in Table 1.
Table 1 shows that the viscosity of the base mud increases significantly after the addition of LUB-1, and the density decreases. However, the effect of LUB-2 on the rheological properties of the base mud is minimal, and the viscosity increase is small. The rea-son is that after the addition of LUB-1 to the base mud, the base mud is mixed with a large number of air bubbles under stirring conditions, resulting in a decrease in fluid density and an increase in viscosity. The blistering of the base mud after ageing has a prominent disadvantage. When LUB-2 is added to the matrix, the density and viscosity of the matrix do not change significantly before and after ageing. The results show that mixing 10% oleamide in methyl oleate can effectively inhibit the foaming property of methyl oleate on the base stock and avoid the construction difficulties caused by the foaming of the drilling fluid. The effect of 0.5% lubricant on the performance of weak-gel drilling fluid before and after ageing at 120 °C was tested. The results are shown in Table 2.
Table 2 shows that after ageing at 120 °C, the apparent viscosity and plastic viscosity of the weak-gel drilling fluid system with the addition of LUB-1 increase significantly by approximately 2 mPa·s. This increase is caused by the foaming of fatty acid methyl ester in the drilling fluid. Before and after the addition of LUB-2, the viscosity of the drilling fluid decreases by more than 1 mPa·s, and the filtration loss decreases. This result indicates that LUB-2 does not affect the rheology of the drilling fluid and assists in decreasing the filtration loss of the drilling fluid. The experimental results show that LUB-2 is compatible with weak-gel drilling fluid.
Another disadvantage of ester lubricants is that they are easily hydrolysed under alkaline conditions. The formation of oleic soaps as by-products causes foaming of the drilling fluid and a reduction in lubricating properties. The pH of the weak-gel drilling fluid system was set at 8.0, consistent with the pH of the drilling fluid in the field. After the addition of 1% LUB-2 to the drilling fluid, the drilling fluid was aged at 120 °C for 7 days to investigate the long-lasting performance of LUB-2. The results are shown in Table 3.
Table 3 shows that when 1% of weak-gel drilling fluid is added for 1 day of ageing, the apparent viscosity, plastic viscosity and shear force are reduced, and the density is re-duced by 0.01 g·cm−3 because of the self-adjustment of the gel structure before and after ageing. The change rule of viscosity is consistent with that in Table 2. In the later stage of the ageing process lasting 7 days, the viscosity of the drilling fluid system changes by less than 1 mPa-s because of the role of instrumental measurement error. Moreover, the drilling fluid gel structure has not changed fundamentally. The density of the drilling fluid does not change during the continuous ageing process, indicating that LUB-2 is not hydrolysed during the ageing process and can resist the hydrolytic erosion effect at pH 8. This experiment provides support for the future field application of LUB-2.
3.4. Field Application of LUB-2
LUB-2 was applied on-site in the Hua3-01 well. The well was completed at a depth of 3,160 m, with a slope of 42 degrees and a horizontal displacement of 1,194 m. Then, 1% LUB-2 was added during open-window sidetrack drilling. The performance of the drilling fluids at different well depths is shown in Table 4.
Table 4 shows that the viscosity of the field drilling fluid is greater than that of the laboratory-formulated drilling fluid in Table 3 at the same density because of the intrusion of formation clay into the drilling fluid. At 2337 m well depth, the drilling resistance is 15 tonnes before the addition of 1% LUB-2. After the addition of LUB-2, the drilling resistance decreases to 10 tonnes at 2548 m well depth, with a 33% reduction in frictional resistance. The resistance remains unchanged at 10 tonnes during subsequent drilling until completion. After the addition of the lubricant, the apparent viscosity and plastic viscosity of the drilling fluid are reduced by 2.5–3.0 mPa-s, which attenuates the adverse effect on drilling due to the increase in clay viscosity. The results show that methyl oleate mixed with amide can effectively reduce the friction resistance of drilling wells and ensure smooth drilling with less than 1% dosage. Moreover, LUB-2 can achieve the effect of conventional ester lubricants with 2% and 1% dosages. LUB-2 achieved the same effect as a 3% dosage of traditional ester-based lubricants when used at a 1% dosage. Thus, the economy of ester lubricants can be im-proved, and the application prospect of ester lubricants can be expanded.
4. Conclusions
The conclusions of this work are as follows.
(1) Methyl oleate and oleamide are selected as the base oil of the ester lubricant and the extreme pressure lubricant additive through molecular dynamics shear simulation under extreme pressure. The ratio of oleamide and methyl oleate is optimised, and the ester lubricant LUB-2 is formed when 10% oleamide is added to methyl oleate. LUB-2 can effectively balance the lubricating performance and cost of the lubricant.
(2) The results of the in-house evaluation of the lubricant show that the lubricity coefficient of the drilling fluid is reduced by 95.65% when 0.5% LUB-2 is added to the weak-gel drilling fluid. This reduction is more than the reduction in most of the ester lubricants in the market. The lubricant does not affect the rheological properties of the drilling fluid when 1% LUB-2 is added to it. Moreover, the lubricant does not foam in the drilling fluid. LUB-2 does not hydrolyse and does not foam in the weak-gel drilling fluid with a pH value of 8.0. LUB-2 is not hydrolysed in the weak gel at pH 8.0 and is compatible with the drilling fluid. This feature does not affect the gel performance of the drilling fluid.
(3) The results of the field application show that LUB-2 can reduce the friction resistance by 33% when 1% of LUB-2 is added into the drilling fluid in the field, and the lubrication performance remains unchanged after a total horizontal displacement of 1194 m from the opening of the window side drilling to the completion of the well. Thus, the lubrication effect of the traditional lubricant of 2% is reached. The addition of 10% oleic acid amide to fatty acid methyl ester can greatly improve the economy of ester lubricants and increase the application prospect of ester lubricants.
Author Contributions
Y.Dai. completed the investigation; F.Lu., Y.Tang. and T.Wang. designed the research; Y.Wang. and X.He. completed the experiments; J.Wu. and Y.Wang. in charge of writing. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China Youth Project (42202182). The authors also thank the anonymous reviewers for their valuable comments.
Acknowledgments
T. Wang acknowledge financial support from the National Natural Science Foundation of China Youth Project (42202182). Thanks to Dr Wei-Wei Wang for molecular simulation guidance.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Sonmez, A.; Kok, M.V.; Bal, B.; Bagatir, G.; Gucuyener, I.H. Comprehensive Approach to Torque and Lost Circulation Problems in Geothermal Wells in Terms of Drilling Fluid. Geothermics 2021, 95. [CrossRef]
- Zhang, Y.; Mian, C.; Jin, Y.; Lu, Y.; Liang, C.; Wang, D.; Du, X.; Li, W. The Influence of Oil-Based Drilling Fluid on the Wellbore Instability and Fracturing in Complex Shale Formation. ARMA 16-561 2016.
- Danny Rojas; Andrea Soruco; C. Jiménez; V. Soriano; R. Ahmed High Performance Water-Based Fluid Replaces Oil-Based Mud on the Execution of a Complex 3D Well Trajectory. SPE-213155-MS 2023. [CrossRef]
- Heikal, A.; Banna, M.E.; Manescu, G.; Mulaifi, M.A.; Mohammed, I. High-Performance Water-Base Fluid Performs As An Environmentally Friendly Alternative To Oil-Base for Drilling Challenging. SPE-192050-MS 2018. [CrossRef]
- Dye, W.; Daugereau, K.; Hansen, N.A.; Otto, M.J.; Shoults, L.; Leaper, R.; Clapper, D.K.; Xiang, T. New Water-Based Mud Balances High-Performance Drilling and Environmental Compliance. Spe Drilling & Completion 2006, 21, 255–267. [CrossRef]
- Liu, J.; Li, G.; Xia, Y. Technical Progress on Environmental-Friendly, High-Performance Water-Based Drilling Fluids. Environmental and Earth Sciences Research Journal 2020, 7, 121–126. [CrossRef]
- Zhang,L.; Hou, S.; Wu, Y.; You, F.; Zhang, J. Research Progress and Development Trend of Environmentally Friendly Lubricants for Drilling Fluids. Oilfield Chemistry 2022, 163–169. [CrossRef]
- Kania, D.; Yunus, R.; Omar, R.; Abdul Rashid, S.; Mohamad Jan, B. A Review of Biolubricants in Drilling Fluids: Recent Research, Performance, and Applications. J. Petrol. Sci. Eng. 2015, 135, 177–184. [CrossRef]
- Md. Amanullah; Amanullah; Ramasamy, J.; Alouhali, R. HSE- Friendly Lubricants to Safeguard Environment and Enhance Operational Excellence.; IPTC: Dhahran, Saudi Arabia, January 13 2020. [CrossRef]
- Zhao, X.; Zhang, X.; Li, D.; Li, D.; Zhu, H.; Ma, J.; An, Y. Advanced Developments in Environmentally Friendly Lubricants for Water-Based Drilling Fluid: A Review. RSC Adv. 2022, 12, 22853–22868. [CrossRef]
- Raof, N.A.; Hamid, H.A.; Aziz, N.; Yunus, R. Prospects of Plant-Based Trimethylolpropane Esters in the Biolubricant Formulation for Various Applications: A Review. Frontiers in Mechanical Engineering 2022, 8. [CrossRef]
- Nehal S. Ahmed Citric Acid-Based Esters as Potential Synthetic Lubricants: A Study of Their Synthesis, Rheological Properties and Thermal Stability. Tribology transactions 2023, 66, 095–1104. [CrossRef]
- Li, W.; Zhao, X.; Peng, Tuo, J.; Chen, B.; You, Z.; Liu, L. A Novel Environmentally Friendly Lubricant for Water-Based Drilling Fluids as a New Application of Biodiesel. 2016. [CrossRef]
- Liu, F. Study on Mechanism of Shear Response Gel and Strong Adsorption Water-Based Lubricant. Degree of Doctor of Engineering, China University of Petroleum: Beijing, 2019.
- Qian, x.; Xuan, Y.; Lin, Y.; Yang, X. Development and Application of an Environmental-Friendly Drilling Fluid Lubricant SMLUB-E. Petroleum Drilling Techniques 2020, 34–39. [CrossRef]
- Dong, X.; Wang, L.; Yang X.; Lin, Y.; Xue Y. Effect of Ester Based Lubricant SMJH-1 on the Lubricity Properties of Water Based Drilling Fluid. J. Petrol. Sci. Eng. 2015, 135, 161–167. [CrossRef]
- Liu, Y.; Qiu, Z.; Zhong, H.; Meng, M.; Zhao X. Development of a Novel Anti-Temperature, Anti-Wear and Ecofriendly Lubricant SDL-1 for Water-Based Drilling Fluid. IPTC-19406-MS 2019. [CrossRef]
- Shan, K.; Qiu, Z.; Zhang, W.; Zhong, H.; Zhao, X.; Mo, J. Preparation and Performance Evaluation of an Environmentally Friendly Lubricant for Water-Based Drilling Fluid. IOP Conference Series: Earth and Environment 2021, 787, 012008. [CrossRef]
- Nelson A.; Sabine C. Zeilinger; Joshua C.; Dhaval B.; Jeffrey B.; Nidheesh B. Low Friction Drilling Fluid Additive Technology. SPE-212480-MS 2023. [CrossRef]
- Guo, J.; Zhou, J.; Lu, F.; Li, Y; Wang, Z; Huang, C.; Tian, Z; Kong, Y. Simulation of Adsorption of Lubricant Base Oil on the Surface of Drilling Tools. Drilling Fluid & Completion Fluid 2018, 27–30. [CrossRef]
- Zhang, S.; dai, Y.; Xu, H.; Wang, J.; Lu, F.; Liu, G. Friction Reduction of Oleamide Lubricants on Iron Surface. Drilling Fluid & Completion Fluid 2022, 596–600. [CrossRef]
- Wang, W. Design of Base Oil Molecular Structure for Diesel Engine and the Study of Lubricating mechanism. Degree of Doctor of Engineering, Dalian Maritime University: Dalian, 2018.
Figure 1.
The model of Fe(0 0 1).
Figure 2.
The model of component structure models of lubricants.
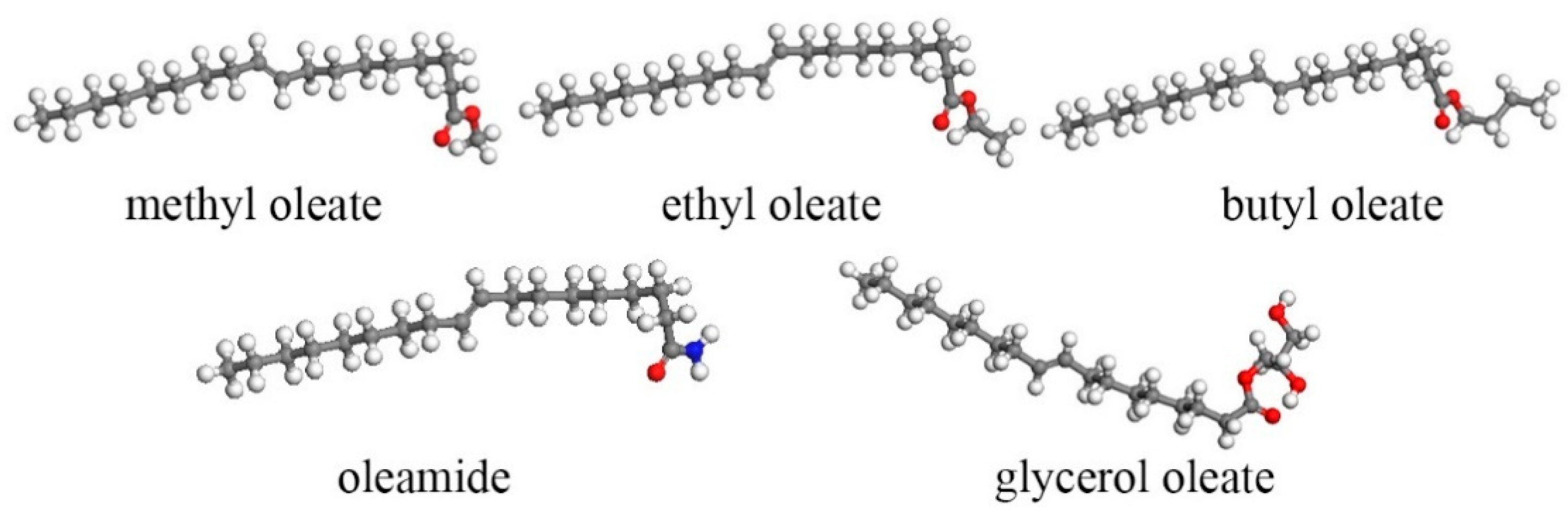
Figure 3.
Shear simulation of the “sandwich model”.
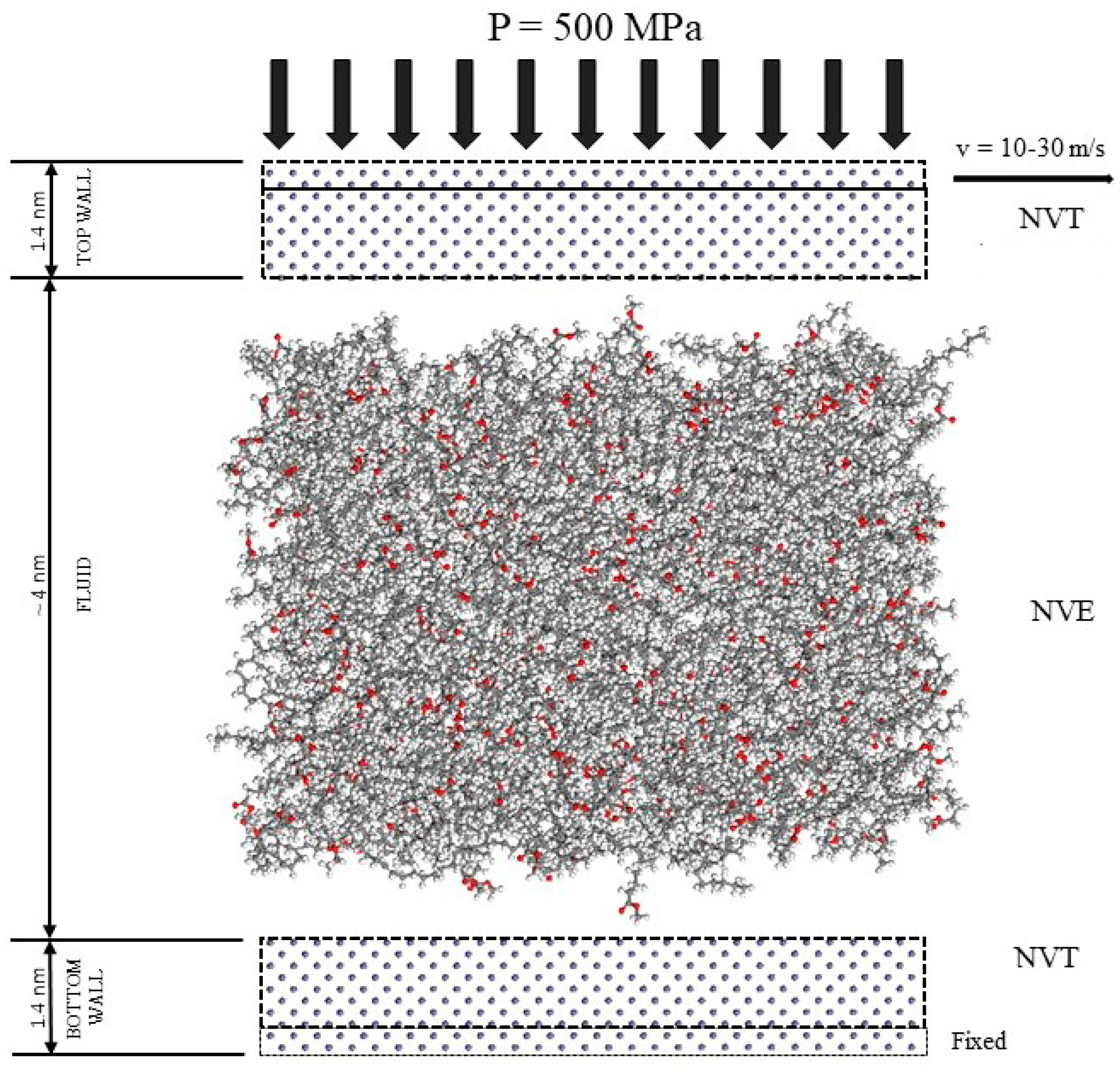
Figure 4.
Structural changes of the “sandwich model” before and after loading.
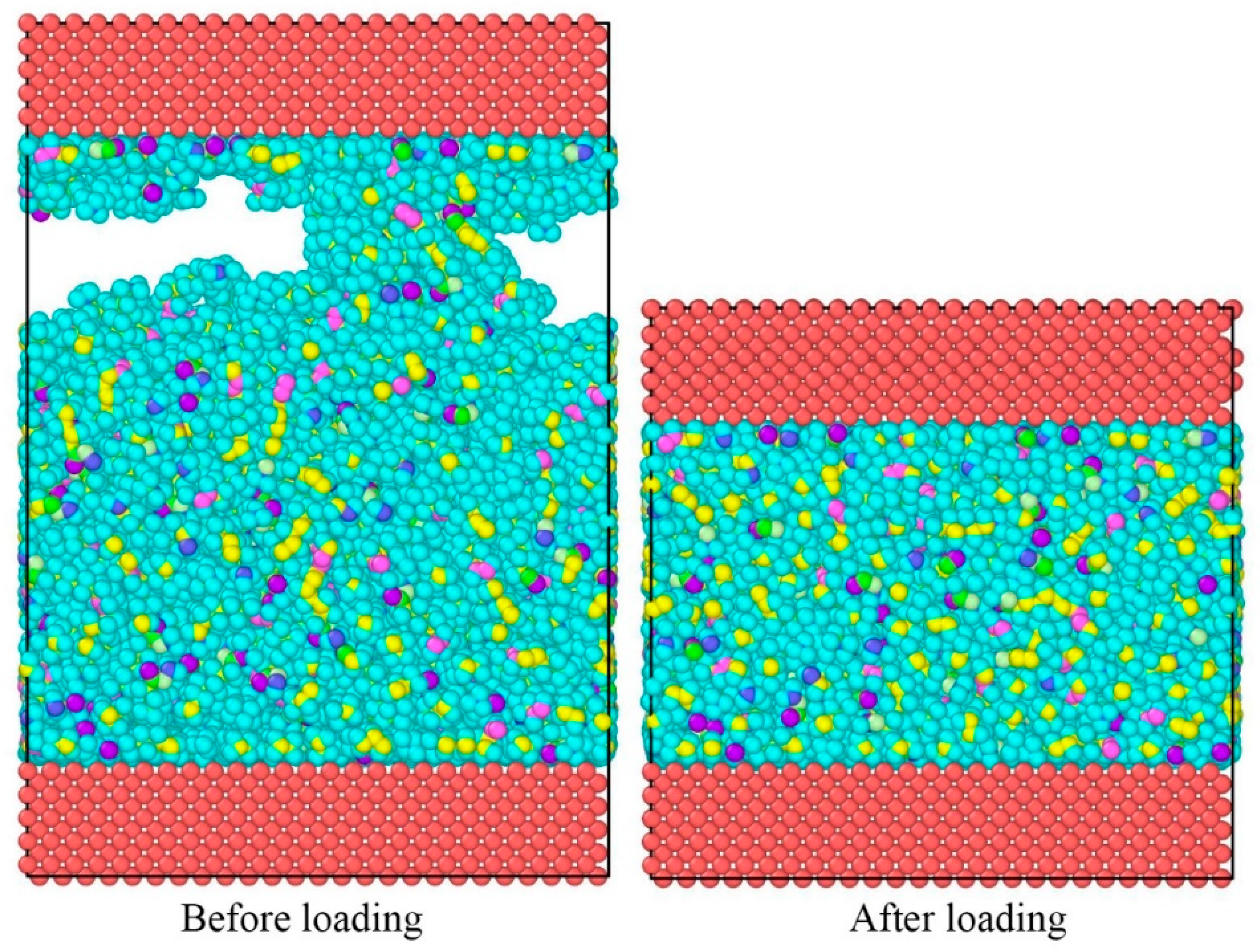
Figure 5.
Average shear stress of base oils under different conditions: (a) Different initial temperatures, (b) Different shear speeds.
Figure 5.
Average shear stress of base oils under different conditions: (a) Different initial temperatures, (b) Different shear speeds.
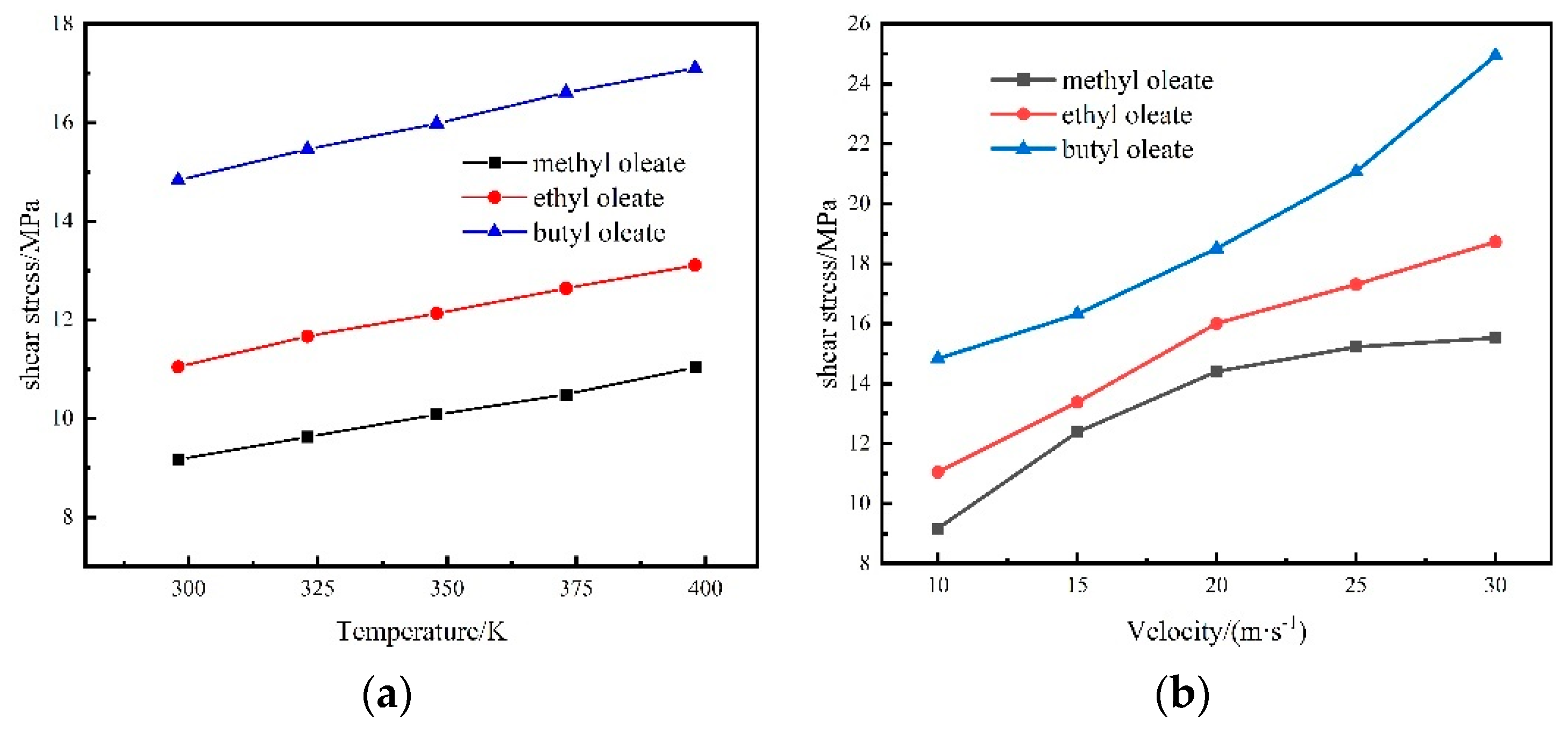
Figure 6.
Variation of mean temperature of ester base oils with shear time.
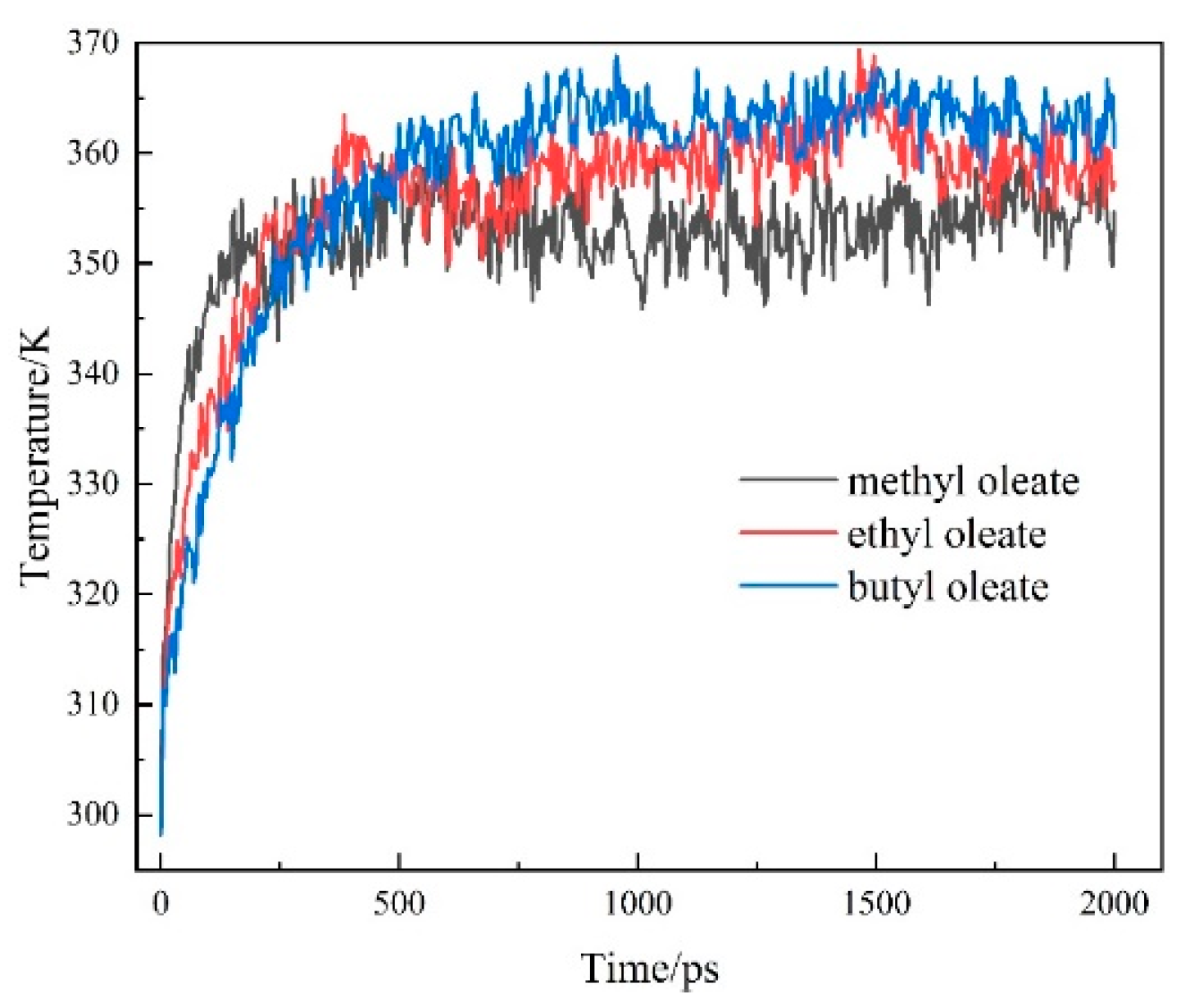
Figure 7.
Density distribution profile of ester lubricants after shearing.
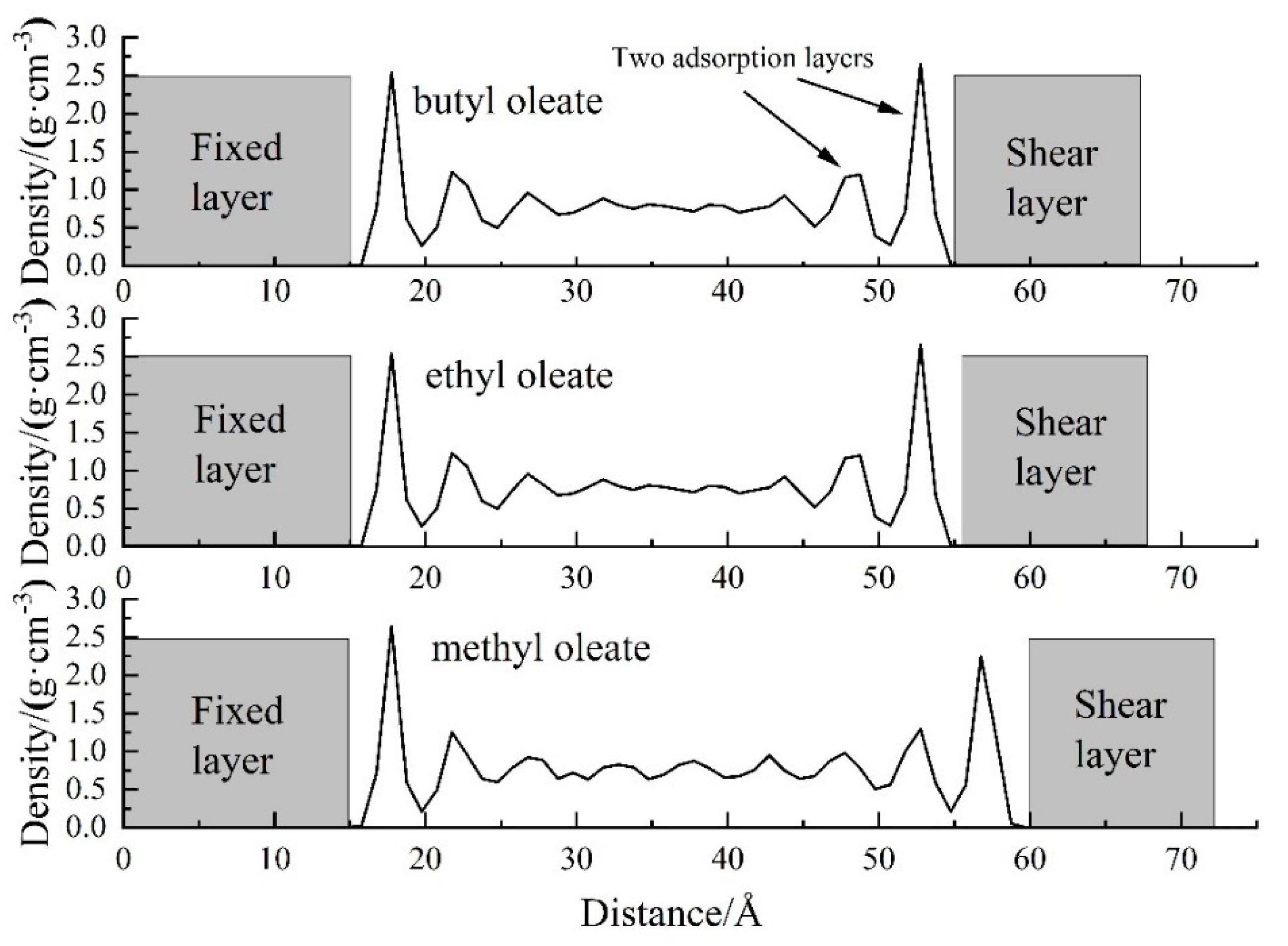
Figure 8.
Friction test wear spot size of ester lubricants.
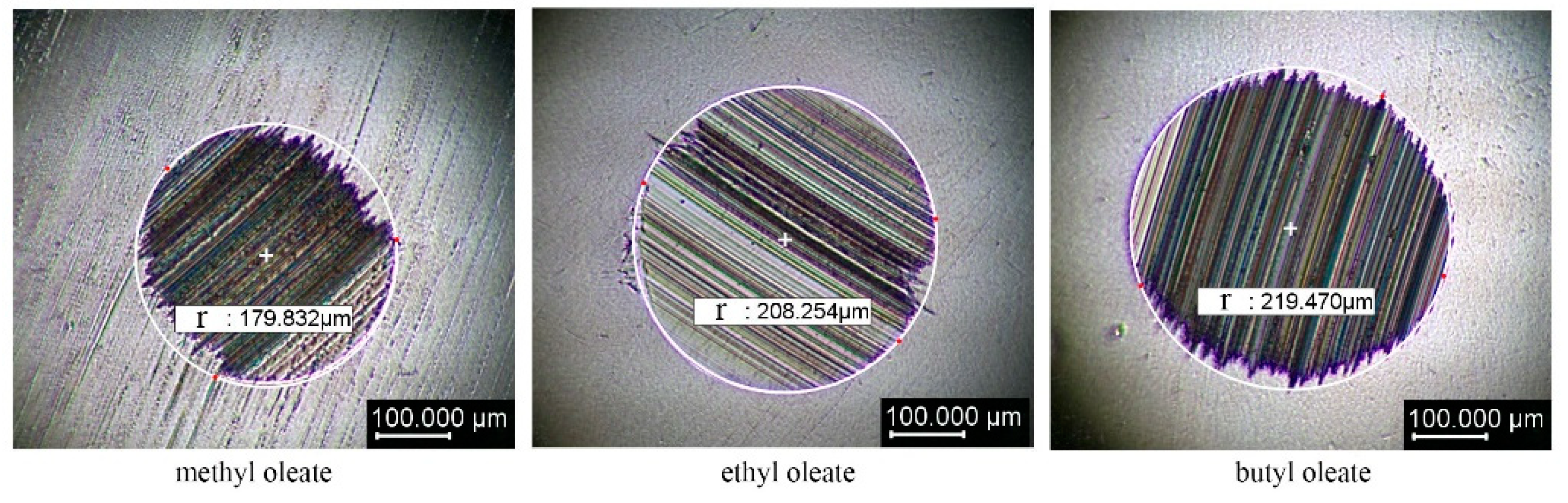
Figure 9.
Coefficient of friction of ester lubricants over time.
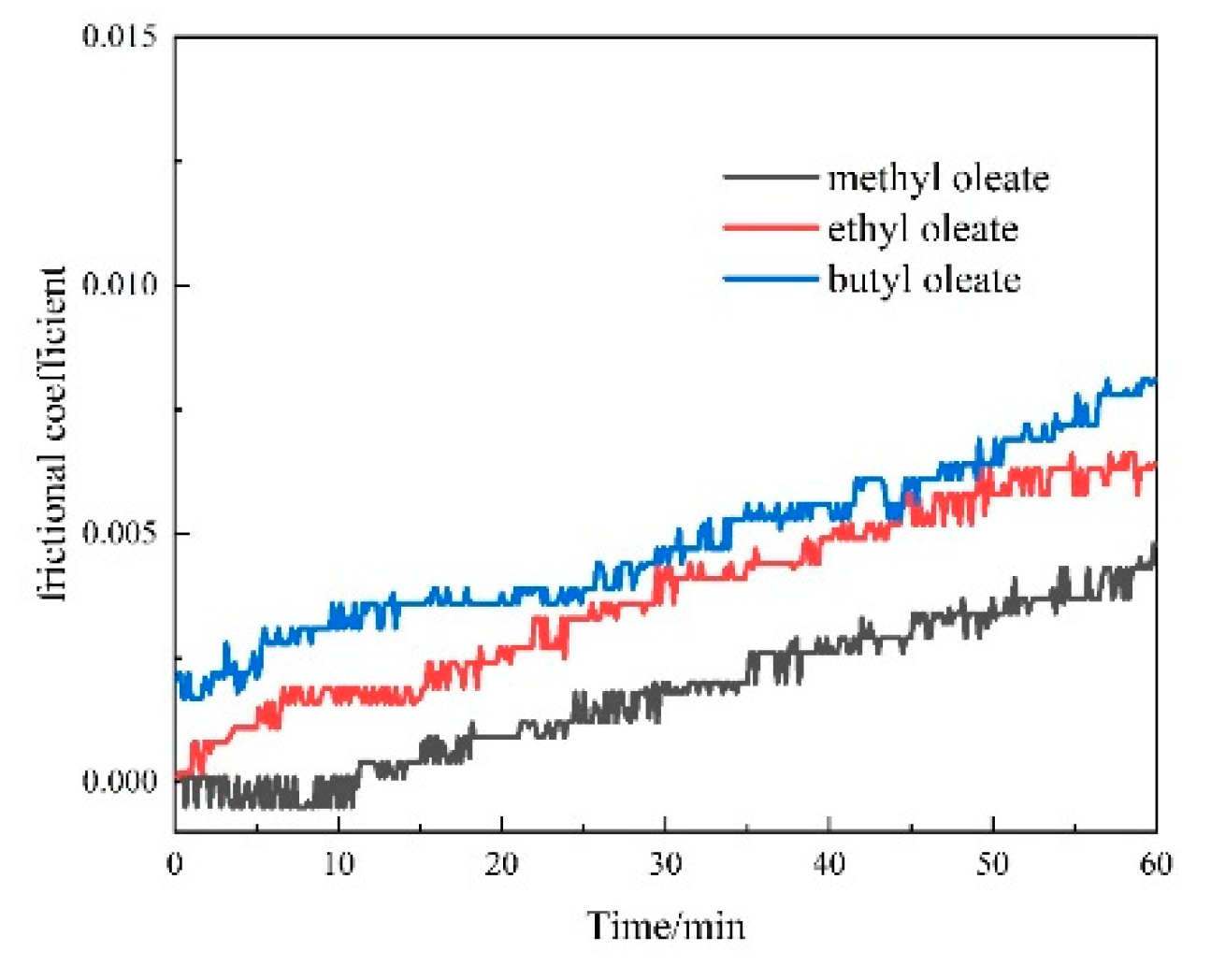
Figure 10.
Mean shear stresses of extreme pressure functional components: (a) Different initial temperatures, (b) Different shear speeds.
Figure 10.
Mean shear stresses of extreme pressure functional components: (a) Different initial temperatures, (b) Different shear speeds.
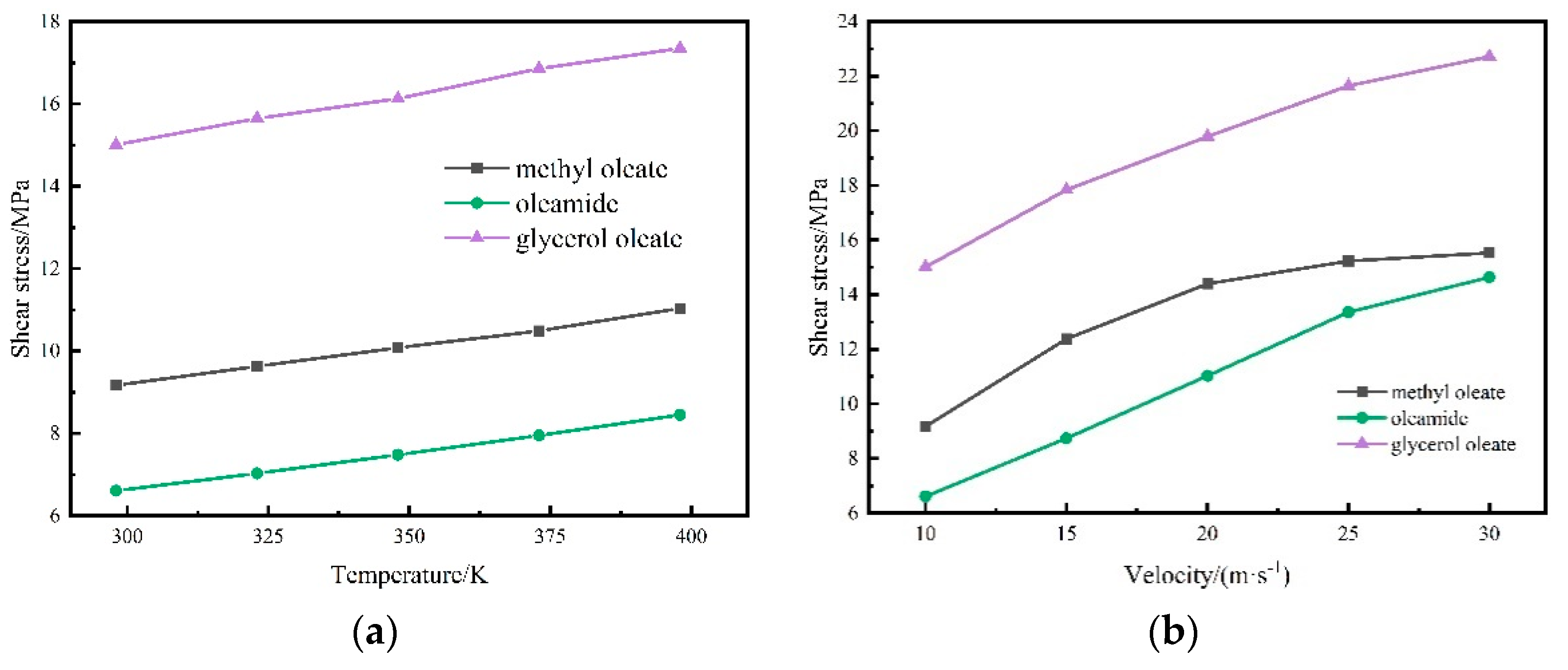
Figure 11.
Average shear temperature of extreme pressure lubrication component fluids.
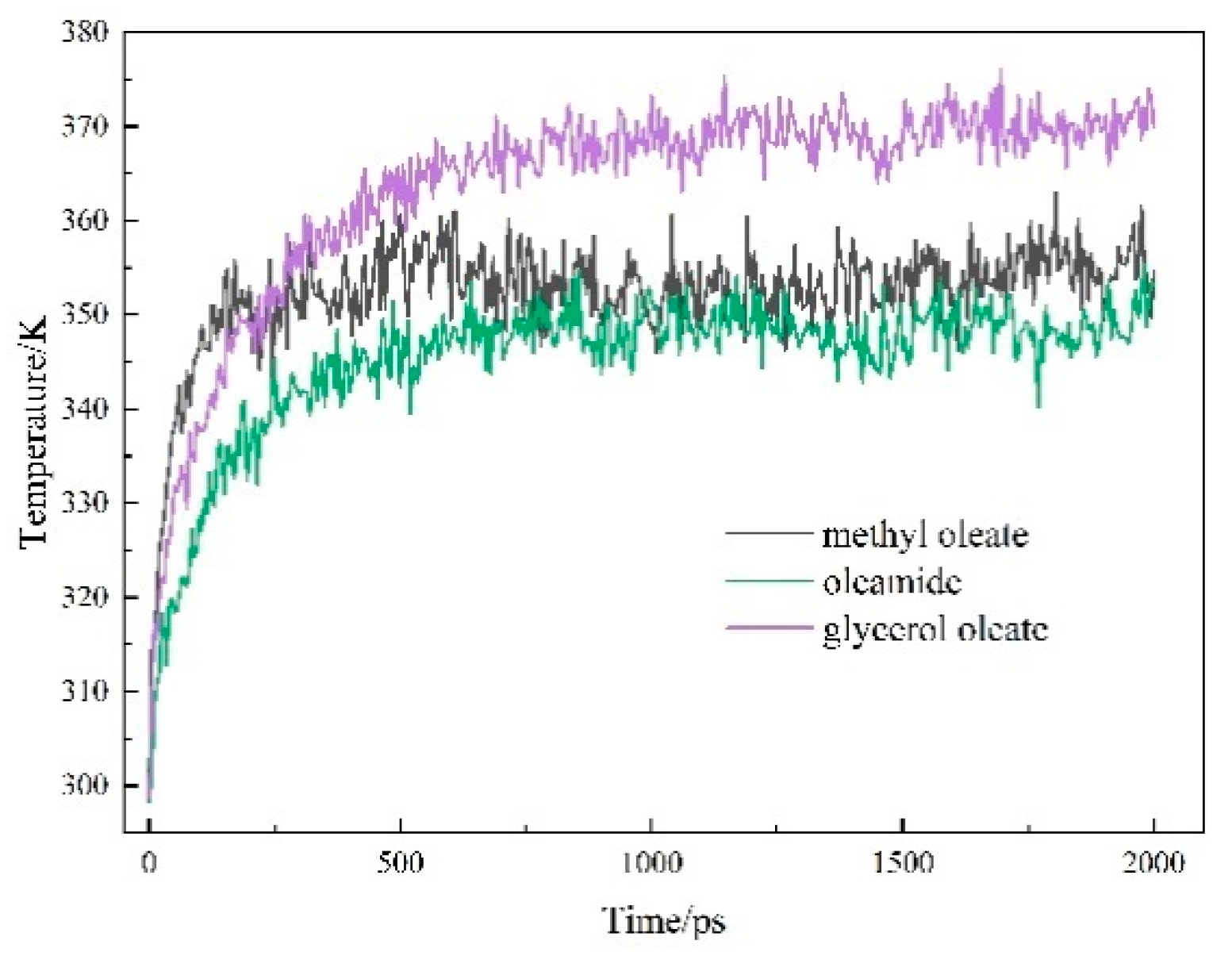
Figure 12.
Average shear stress of two-component mixtures of methyl oleate and oleamide.
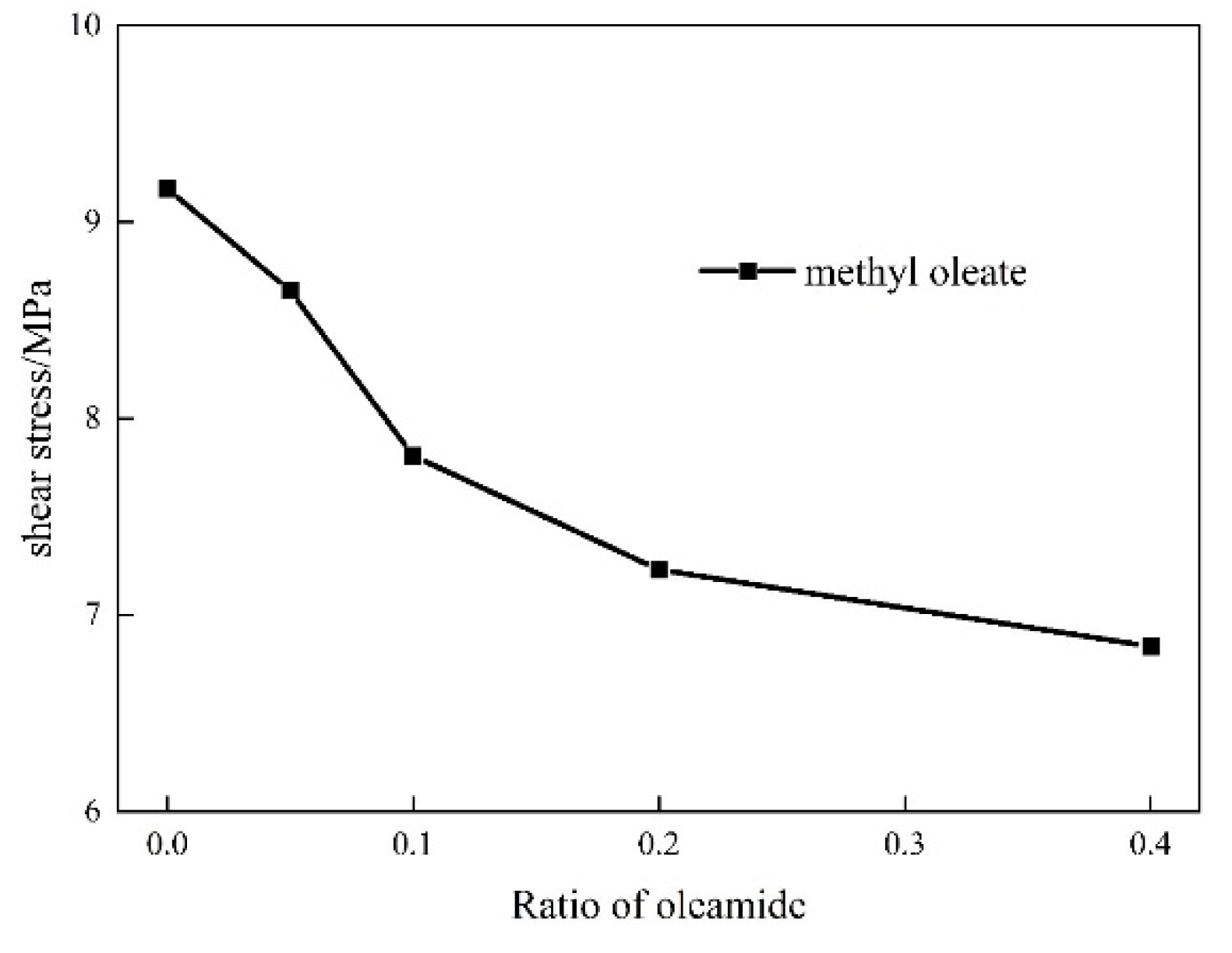
Figure 13.
Lubricity factor of test system with 0.5% lubricant: (a) Base mud, (b) Weak gel drilling fluid.
Figure 13.
Lubricity factor of test system with 0.5% lubricant: (a) Base mud, (b) Weak gel drilling fluid.
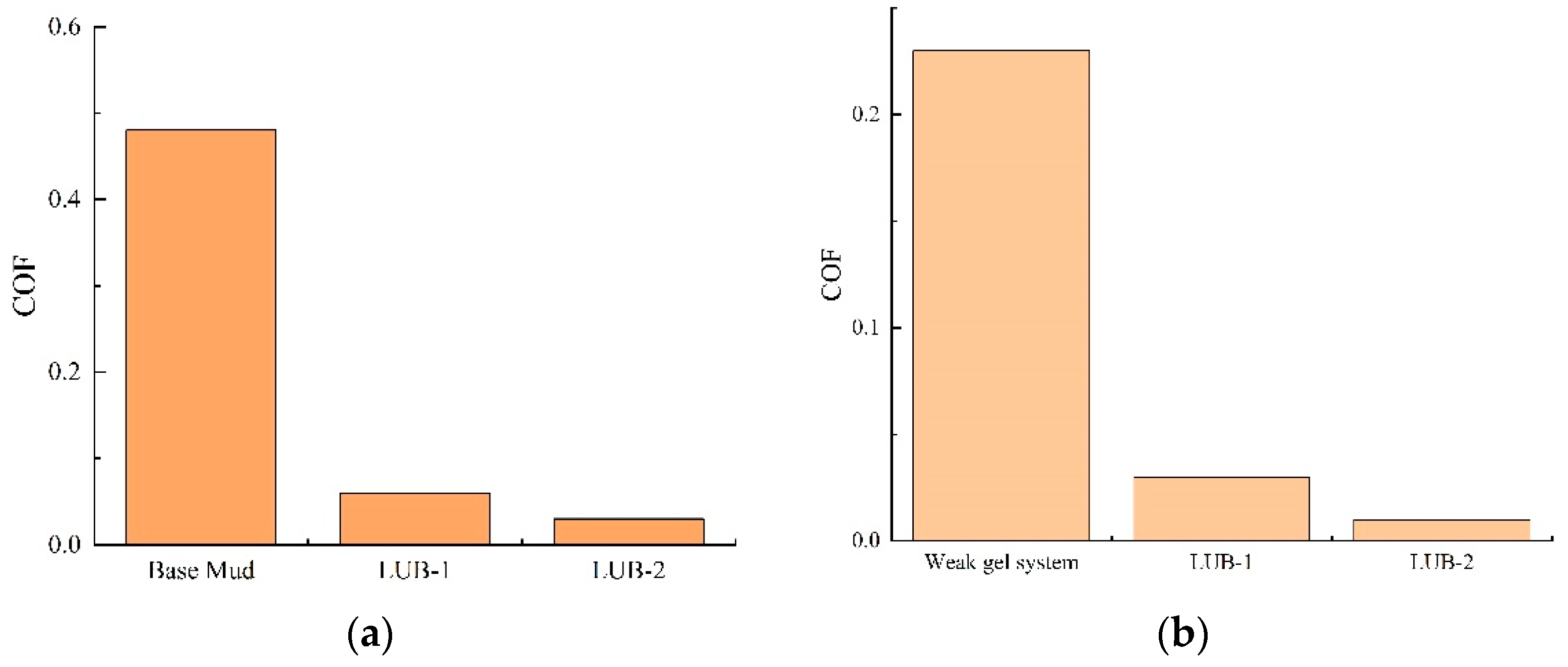

Table 1.
The impact of lubricants on the performance of base mud.
| Test Conditions | AV/ mPa·s |
PV/ mPa·s |
YP/ Pa |
FLAPI / mL | ρ/ (g·cm-3) |
|
| Base mud | before hot rolling | 7.0 | 6.0 | 1.0 | 23.2 | 1.03 |
| 120℃ 16h | 7.5 | 5.5 | 2.0 | 28.4 | 1.03 | |
| 0.5% LUB-1 | before hot rolling | 10.0 | 7.0 | 3.0 | 18.9 | 0.98 |
| 120℃ 16h | 9.0 | 6.5 | 2.5 | 24.5 | 0.95 | |
| 0.5% LUB-2 | before hot rolling | 7.5 | 6.0 | 1.5 | 18.5 | 1.025 |
| 120℃ 16h | 8.5 | 6.5 | 2.0 | 23.9 | 1.02 |
Table 2.
The impact of lubricants on the performance of weak gel drilling fluids.
| Test Conditions | AV/ mPa·s |
PV/ mPa·s |
YP/ Pa |
FLAPI / mL |
|
| Weak-gel drilling fluid | before hot rolling | 43.0 | 35.0 | 8.0 | 2.8 |
| 120℃ 16h | 36.5 | 32.0 | 4.5 | 3.4 | |
| Weak-gel drilling fluid +0.5% LUB-1 | before hot rolling | 46.0 | 38.5 | 7.5 | 2.6 |
| 120℃ 16h | 38.0 | 34.0 | 4.0 | 3.0 | |
| Weak-gel drilling fluid +0.5% LUB-2 | before hot rolling | 42.0 | 35.0 | 7.0 | 2.4 |
| 120℃ 16h | 34.5 | 31.0 | 3.5 | 3.1 |
Table 3.
The influence of lubricants on the stability of weak gel drilling fluids.
| Test Conditions | Gel/ Pa | AV/ mPa·s | PV/ mPa·s | YP/ Pa | ρ/(g·cm-3) | |
| 10 s | 10 min | |||||
| before hot rolling | 3 | 6 | 42.0 | 35.0 | 7.0 | 1.20 |
| Day 1 | 1.5 | 4.5 | 34.5 | 31.0 | 3.5 | 1.19 |
| Day 2 | 1.5 | 4 | 34.0 | 31.0 | 3.0 | 1.19 |
| Day 3 | 1.5 | 4.5 | 34.0 | 30.5 | 3.5 | 1.19 |
| Day 4 | 1.5 | 4.5 | 33.0 | 30.5 | 2.5 | 1.19 |
| Day 5 | 2 | 4 | 33.5 | 30.5 | 3.0 | 1.19 |
| Day 6 | 1.5 | 4 | 33.0 | 30.5 | 2.5 | 1.19 |
| Day 7 | 1.5 | 4 | 33.0 | 30.0 | 3.0 | 1.19 |
Table 4.
Drilling fluid performance in Hua3-01 Well.
| Well depth/ m |
AV/ mPa·s |
PV/ mPa·s |
YP/ Pa |
FLHTHP/120℃ | Drilling resistances/T | Note |
| 2143 | 47 | 33 | 14 | 14.8 | 14 | Without Lubricants |
| 2337 | 50 | 35 | 15 | 14.0 | 15 | Adding 1% LUB-2 |
| 2428 | 47.5 | 33 | 14.5 | 12.8 | 10 | |
| 2713 | 48.5 | 33 | 14.5 | 14.2 | 10 | |
| 3160 | 48.5 | 33 | 14.5 | 14.0 | 11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



