Submitted:
27 February 2024
Posted:
28 February 2024
You are already at the latest version
Abstract
The mechanical pre-treatment constitutes an unavoidable pre-step prior to biofuels conversion. As the cost of this step is often underestimated, recently researchers have striven to identify and characterize the mechanical pre-treatment effects in terms of post-treatment physical characterization, derived improvement of enzymatic digestibility, and output yields. The status of existing mechanical pre-treatment techniques is reviewed by substrate’s typology for lignocellulose biomass, focusing on comminution techniques. Emphasis has been dedicated to the particle size achieved after treatment, crystallinity breakage and eventual inhibitory phenomena deriving from the application of particle size reduction, which are analysed and discussed.
Keywords:
Mechanical pre-treatment
; methane yield
; Biomass
; Anaerobic digestion technology
1. Introduction
Biogas is produced via anaerobic digestion (AD) in the absence of oxygen, which decomposes organic material by anaerobic microorganisms, producing methane as the most important by-product, along with the digestate which is regarded as a valid soil fertilizer (Li, Chen et al. 2019). This activity addresses UN Sustainable Development Goal (SDG) number 12, that of Responsible Consumption and Production, as it exploits what would otherwise be a waste product. The production of fuel without further extraction of carbon from the earth’s crust addresses UN SDG number 13, that of climate action. Improvement in the AD process will help it address UN SDG number 7, Affordable and Clean Energy, as higher process efficiencies will make it a more likely energy source. AD is a process in which lots of variables contribute to the final product and it is known to be very sensitive to variations in some of these parameters. This is further complicated by the many inhibitory factors that are associated with the process. The most important ones are considered in the first part of this chapter and are: the availability of the substrate, nutrients concentration, temperature, pH variations, moisture content, and carbon/nitrogen ratio in the reactor. To guarantee the overall digestion’s stability, it is also indispensable to adequately monitor the reactor’s control parameters, such as the pH. This research focuses on lignocellulose biomass conversion to methane via anaerobic co-digestion with sludge. When using lignocellulose biomass for fermentation purposes, cell walls and lignin component disruption treatments are generally needed to enhance the hydrolytic phase and the overall biodegradability of biomass during the anaerobic digestion process (Tedesco, Benyounis et al. 2013).
1.1. Brief History of Anaerobic Digestion Technology
AD dates back to the 10th century when it was used for the very first time by the Assyrians to heat up bath water, followed by the Persians during the 16th century (Tedesco 2013). After that period there is no record of any application for centuries, when it appeared again in Europe for the same function of heating water. The first digestion plant was built in Bombay, India (now Mumbai) in 1859 while the first large scale application occurred in the UK in 1895 where it was used to treat wastewater, and particularly to pasteurize sewage sludge and to fuel streetlamps in Exeter, Devon. Wastewater treatment, which addresses UN SDG number 6 of Clean Water and Sanitation, then became one of the main applications of AD as it represents a sanitary and economical way to treat waste while producing heat and gas for cooking in developing countries especially. The first anaerobic plants naturally had significant operational problems and low-technology digesters, due to a lack of sufficient knowledge which limited their exploitation until the 20th century. The development of microbiology as a science enabled research pioneered in the 1930s by Buswell and others in the 1990s to identify more specifically the anaerobic bacteria and the conditions which promote methane production. In Germany in 1951, half of the biogas from sewage sludge was being converted for use as fuel in cars. AD has also been used to treat agricultural waste for the last two decades and more recently also for segregated municipal solid waste. Putrescible material and paper in household waste are ideally suited to anaerobic digestion, as are certain types of garden waste (Alp 2009). After the 1950s many organic-materials-applications started being scaled up for AD until today.
Anaerobic digestion facilities are less demanding compared to other bioconversion technology due to low cost and maintenance. It can also be built based on customer specification and requirements for feedstock while attached to the national gas or electricity grid. Economics of AD systems can be categorised into large scale anaerobic system which are most common in developed countries and small scale anaerobic digestion system (Vasco-Correa, Khanal et al. 2018). Waste-fed systems process external waste including domestic and commercial food waste, sewage sludge and garden waste. They are larger scale than farm-fed systems, with energy output of between 1 MW to 2.5 MW and they use combined heat power (CHP). Germany, Switzerland, France and the UK have totals of 9,989, 632, 574 and 545 anaerobic digestion plants respectively with energy production in GWh per year for Germany, UK and France being 54630, 21754 and 2686 respectively (Jiang, Xie et al. 2020). The capture of methane that would otherwise escape to the atmosphere again addressesUN SDG 13, as atmospheric methane is a powerful greenhouse gas. CHP is an energy efficiency measure that reduces the need for fuel elsewhere.
The UK government aims to limit the waste that end up in landfill. Anaerobic digestion is more economically viable option for energy recovery compared to composting and combustion because it retains all nutrients by the production of digestate. Anaerobic digestion also plays a significant role in helping the UK government meet their commitment to reach targets to reduce carbon emission. This moves towards a low carbon energy and economy, gives the opportunity for growth of industries and services. There are various government financial incentives available to support the anaerobic digestion industry. Examples of such schemes are Rural Community Energy Fund which is a £10 million programme run by Department of Business, Energy &Industrial Strategy (Digestion 2020). The on Farm anaerobic Digestion Loan Fund aims to support the construction of on-farm anaerobic digestion plants generating less than 250 kW of energy (Expert). Green Investment Group offer capital investment to renewable energy projects which includes anaerobic digestion. The Scottish government and Scottish recycling funds renewable energy project in anaerobic digestion.
1.2. Anaerobic Digestion’s Biochemical Reactions
Methane fermentation technology is the most efficient way of handling and generating energy from biomass in comparison to all other technologies of energy production such as biological and thermo-chemical routes of energy conversion (Kumari and Singh 2018). The process of anaerobic digestion involves four distinct phases which begin one after the other in a precise order and then continue simultaneously. The mentioned phases are Hydrolysis, Acidogenesis (sometimes called Fermentation), Acetogenesis and Methanogenesis. Each phase consists of a biochemical transformation of the initial reagents into end products which are the starting reagents for the following phase: a flow-diagram of these phases can be seen in Figure 2.1.
Figure 2.1.
Stages in anaerobic digestion process (Abdelgadir, Chen et al. 2014).
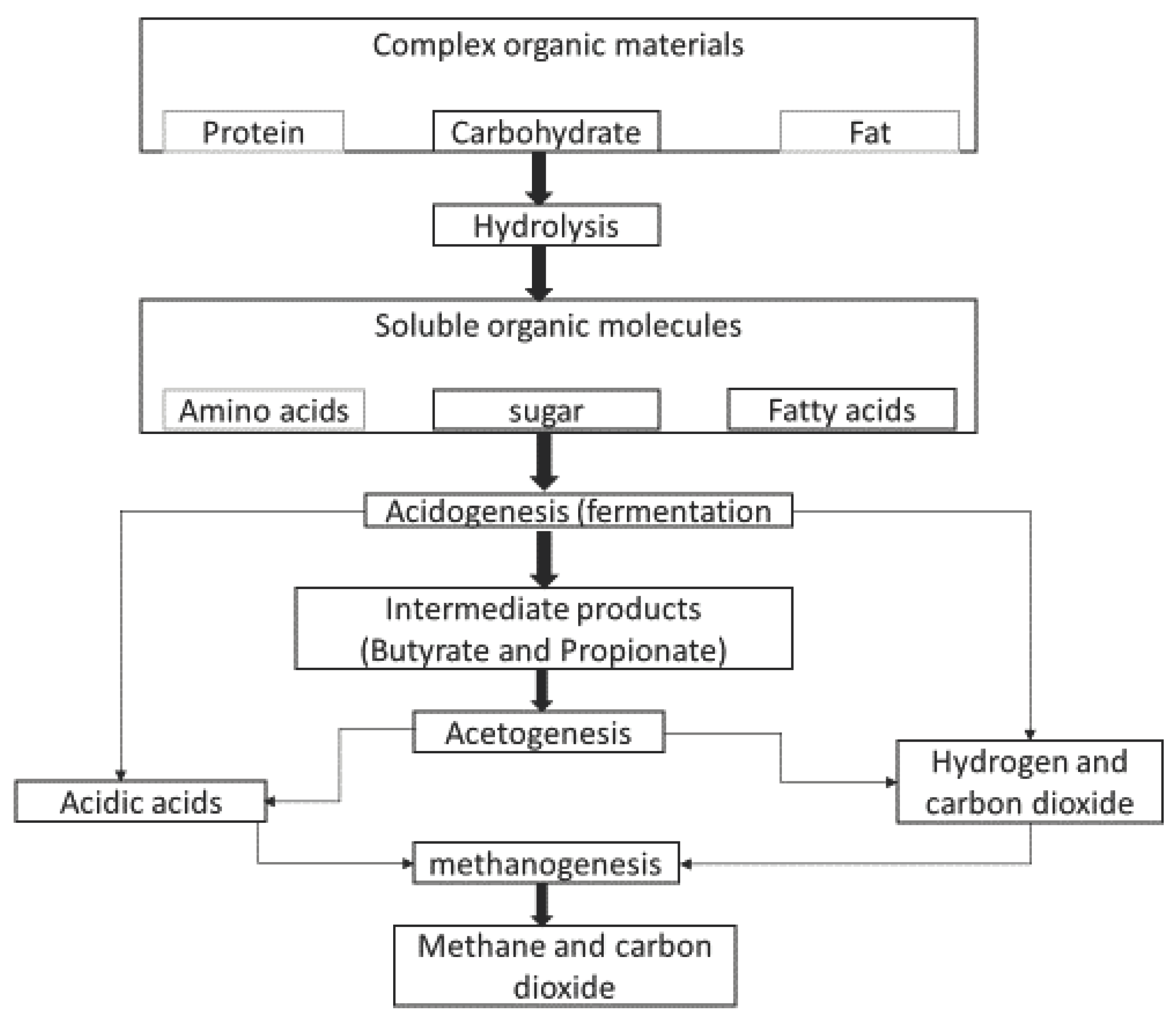
Hydrolysis has been regarded as the most important and complex phase of the whole process. During this stage the degradation of recalcitrant compounds like lignin, cellulose and the walls of viable cells occur (Rodriguez, El-Hassan et al. 2016). This degradation is essentially the solubilisation of insoluble particulate matter and the biological decomposition of organic polymers into simple sugars, such as monomers or dimers. This action seems to be mainly carried out by extracellular enzymes, called hydrolases. Hydrolysis appears to be the rate-limiting step for the whole bioconversion under anaerobic conditions, even though the enzymatic activity is not directly correlated to bacterial growth. The reason for this is that the hydrolytic phase strictly depends on multiple factors such as the particle sizes of the substrate, pH and enzymatic permeability of the substrate’s membranes. To accelerate the biodegradation of the overall biomass, a wide range of pre-treatments are available. These can be physical/mechanical, biological/chemical, and enzymatic pre-treatments. After long-chain organic compounds are split into fatty acids, amino acids, and sugars, the acidogenesis phase takes place. Acidogenic bacteria convert hydrolysis’s products into short chain volatile fatty acids VFAs (such as acetic acid, propionic acid, butyric acid, valeric acid) and alcohol. At the beginning of this breaking-down process some acetic acid, hydrogen and carbon dioxide are also created. VFAs and alcohols are then converted into acetic acid, hydrogen, and carbon dioxide during the acetogenesis. These products are finally transformed into biogas by methanogenic bacteria, such as Archaea.
1.3. Inhibitory Factors for Anaerobic Digestion
Moisture content is mainly on a wet (liquid AD) or dry (solid-state AD) basis. Batch digesters are loaded in batches for materials to digest while new substrates are constantly fed through in a continuous digester. Continuous feed mode digesters are more laborious and time-consuming than batch types. Continuous feed mode has a higher capital cost as feedstocks are fed into the reactor at set times constantly throughout the process. Batch mode has been more widely used because it is a closed system. The hydraulic retention time for mesophilic reaction is between 10 – 40 days and the retention time in thermophilic process is lower. Mesophilic digestion is more stable, costs less and requires less energy in gas production while thermophilic digestion produces gas in less time as performance increases with temperature. Thermophilic digesters are more susceptible to inhibition than mesophilic digesters due to their higher temperature. This higher temperature attributed to thermophilic digesters causes inhibition and instability (Chen, Cheng et al. 2008). When emphasis is based on thermophilic temperature, it should still be operated at stable temperature throughout the anaerobic digestion process without fluctuations in temperature as methanogens are sensitive to flucuating conditions. Thermophilic digestion requires shorter retention time and have higher methane content in biogas compared to mesophilic digestion (Tedesco 2013). However, due to higher operating temperature, higher energy consumption of heating units and heating loss, thermophilic digestion is more expensive to maintain and is more prone to excessive foaming than mesophilic digestion. Therefore, optimization aimed at cost-effective thermophilic anaerobic digestion process is important.
Besides methane and heat production in biogas production plants, anaerobic digestion also produces digestate which is a nutrient-rich substance normally used as fertiliser or soil conditioner. However, nitrogen, phosphorus and potassium remain in high concentration in the digestate. These nutrients are mineralised during digestion and improve plant uptake compared to untreated organic waste. Ammonia is the governing source of nitrogen and it is a very important nutrient for anaerobic digestion but its inhibition at high concentration is a problem (Yenigün and Demirel 2013). Aside from the inhibitory effects of free ammonia at high concentration, its presence is crucial for proper functioning as nitrogen is one of the key nutrients for the microorganisms involved. Tedesco (2013) argues that an ammonia concentration below 200 mg/L is ideal in anaerobic digestion process and concentration below 80 mg/L will prevent inhibition.
Bacteria composition and its population structure, archaea, gas production, and the microbial community functions are influenced by the nutrient balance (Xu, Zhang et al. 2018). Xu, Zhang et al. (2018) concluded that higher bacterial communities were seen for co-digestion with higher methane production compared to a single digested substrate. Higher concentration of light metal ions causes inhibition or toxicity in the anaerobic digestion process. Heavy metals such as iron, cobalt, nickel etc are known to be significantly present in sludge and are vital for growth rate in anaerobic digestion system if they are in the right concentration. This toxicity causes anaerobic digestion failure due to the disruption of enzymes. A wide range of organic compounds also inhibits anaerobic processes, in particular chemicals which are poorly soluble in water or pollutants which will penetrate the bacteria membranes causing cell lysis. The inhibitory concentration ranges vary widely for specific toxicants. The parameters affecting the toxicity of organic compounds include toxicant concentration, biomass concentration, toxicant exposure time, cell age, feeding pattern, acclimation, and temperature. A toxic compound still present although in low concentrations in macroalgal biomass is lignin, which has been confirmed to exercise a blocking action on methanization. Very recent studies have also found the presence of lignin to be the strongest biochemical methane potential (BMP) predictor for energy crops. Lignin pre-treatments have been found to dissolve or alter the lignin structure in lignocellulosic substrates, maximizing the methane yield.
In a biogas plant, the methane yield of digestate during storage depends on the substances it contains, its quality and the storage temperature which explains why the expected digestate methane yield is lower during winter than in summer (Menardo, Gioelli et al. 2011). Tedesco and Daniels (2019), when investigating anaerobic digestion of laminaria sp waste in spring, summer, autumn, and winter, found highest biochemical methane potential is higher on average when using non-acclimated sludge than acclimated sludge when compared to stoichiometric methane that can be achieved from substrate. They concluded pre-treatment is necessary to increase methane in spring and summer when using non-acclimated sludge. Strömberg, Nistor et al. (2014) found ambient temperature as contributing factor to error in methane potential at low altitude and ambient pressure at high altitude. To keep the temperature constant during digestion, reactors can be placed into water baths kept at constant temperature or incubated in thermostatically controlled rooms (Güngör-Demirci and Demirer 2004).
1.4. Mechanical Pre-Treatment of Lignocellulose Biomass for Methane Yield
Non-food crops, namely lignocelluloses, were widely investigated during the second biofuels generation by several pioneer studies. Lignocelluloses include agricultural and forest residues, cellulosic energy crops, food processing residues, municipal paper waste and mill residues, grass, and yard wastes. They are essentially constituted of cellulose, hemicellulose, and lignin. Studies helped identify some barrier-elements to the commercialisation of lignocellulosic biofuels. One of those is represented by the structural complexity of biomass, which fermentable sugars are bound together in a crystalline matrix and their accessibility is restricted by a layer of fermentation recalcitrant compound, namely lignin. Lignin is an aromatic polymer which covers the plant’s cell walls with the dual function of protecting from microbial attack and making the plant robust. For biofuels conversion, lignin acts as an inhibitor as it restricts the enzymatic cellulases activity. For this reason, lignocellulosic biomass must undergo a mechanical pre-treatment phase that aims to increase the biomass’ specific surface area available to the fermenting microorganisms and improve the hydrolysis kinetics. Key factors influencing methane yields in anaerobic digestion are biomass composition and inoculum characteristics, while factors affecting its kinetics are feed concentration and frequency, temperature, particle size, nutrients, and type of mixing (Chynoweth 1987). Organic compounds such as lignin are known to limit process efficiency in anaerobic digestion because it is recalcitrant and hypothetically inhibitory. In addition, increased molecular weight and insolubility of the lignocellulose biomass causes its resistance in the anaerobic digestion system, which will have a negative impact on methane yield. Mechanical pre-treatment of lignocellulose biomass is vital thereby increasing methane yield compared to untreated samples.
Many research studies have reported methane percentage improvement after mechanical pre-treatment of lignocellulose biomass in comparison to untreated biomass. Palmowski and Müller (2000) note that during hydrolysis, smaller particle size increases enzymatic attack. Rodriguez, Alaswad et al. (2017) size reduction increases gas yield by up to 64% compared to untreated samples. The size of the feedstock has to be minimal so as not to block the digester, limiting the rate of digestion and extra care needs to be taken as excessive size reduction can destroy the surface area thereby limiting methane yield. Izumi, Okishio et al. (2010) found that the methane yield increased with shorter particle size. Mshandete, Björnsson et al. (2006) found when reducing size of biomass to 2 mm, methane yield increased by 23%. Lindmark, Leksell et al. (2012) found higher methane yield for mechanical pre-treated biomass compared to untreated samples. Dai, Hua et al. (2019) found pre-treatment by size reduction enhances methane yield. Kang, Zhang et al. (2019) found biomass size to be inversely proportional to methane yield and excessive particle size reduction did not increase methane yield. Degradation process is accelerated in the first few days as result of mechanical pre-treatment and the methane yield for the period of digestion is higher in pre-treated biomass than untreated biomass.
Many studies in energy balance assessment shows that the mechanical pre-treatment offers a positive energy gain after applying mechanical pre-treatments to lignocellulosic feedstocks. Mechanical pre-treatment machines such are used to enable the digestibility of lignocellulosic biomass. However, the Hollander beater as a machine is economically viable while increasing methane yield when used to pre-treat biomass compared to untreated ones. Hollander beaters are used as a mechanical pre-treatment because of its immediate use. It does not use high temperatures for pre-treatment, which reduces health and safety risks as it does not require specialist to operate. Tedesco (2013) using a Hollander beater as mechanical pre-treatment machine found the energy consumption incurred by the treatment resulted in only 5% of the extra energy released from the feedstock due to pre-treatment. As the final energy balance was positive, this indicates that the Hollander beater pre-treatment is cost-effective at lab-scale and has the potential to be scaled up and used commercially. The researcher attained an energy mark-up of 40% over the untreated stock. The Hollander beater mechanical pre-treatment shows higher gas yield when compared to untreated samples. Other machines involves drying of biomass materials prior to pre-treatment as they can only work with low moisture substrates. Rodriguez, Alaswad et al. (2017) also found positive net energy for all process conditions using a Hollander beater for pre-treatment of office paper at 21% higher methane yield compared to untreated samples with maximum net energy gain of 2.19 Wh/ g VS. Apart from particle size reduction in maximizing methane yield, the type of inoculum, digesting temperature and biomass biochemical composition also play important role in maximizing methane yield. It is important to identify the ideal range for these process and operational parameters for an economically viable digestion system and pre-treatment process as described below.
2. Materials and Methods
2.1. Characterisation Methods for Maximizing Methane Yield
Lignocellulose biomass is a distinctive material produced from sunlight, nutrients and carbon dioxide capture by plants (Fatma, Hameed et al. 2018). It is a major source of renewable energy and includes various raw materials such as agricultural residues, forest woody residues, industrial wastes, and municipal wastes, which includes waste cardboard. Hollander beaters are used as a pre-treatment as it is a physical pre-treatment method and does not require the use of chemicals and high temperatures for pre-treatment, which reduces health and safety risks as it does not require specialist to operate. Lignocellulose biomass is primarily composed of plant cell walls containing cellulose, hemicellulose, and lignin. Table 2.1 shows different types of lignocellulose biomass and their chemical composition. Physical pre-treatments include mechanical extrusion, microwaves, ultrasound, steam explosion, and liquid hot water (SAMBUSITI 2013). There are several advantages of particle size reduction by mechanical pre-treatment methods which includes reduction of the degree of crystallinity of cellulose in biomass to increasing accessibility to surface area and pore size of the biomass material (Palmowski and Müller 2000). It is also used as a method for hydrolysis of hemicelluloses, and incomplete disruption of lignin structure (Palmowski and Müller 2000). However, particle size reduction using mechanical pre-treatment method is generally energy intensive, which is a drawback in terms of economic viability, and costs even more when handling high moisture biomass (Yu, Womac et al. 2006). This is a major problem, which this research study aims to investigate by finding a solution for an economically viable pre-treatment method.

Table 2.0.1.
Composition of various lignocellulose biomass (Biswas, Uellendahl et al. 2015).
| Lignocellulose Biomass |
Cellulose (%) | Hemicellulose (%) |
Lignin (%) |
|---|---|---|---|
| Corn stover | 37-42 | 20-28 | 18-22 |
| Sugarcane bagasse | 26-50 | 24-34 | 10-26 |
| Wheat straw | 31-44 | 22-24 | 16-24 |
| Hardwood stems | 40-45 | 18-40 | 18-28 |
| Softwood Stems | 34-50 | 21-35 | 28-35 |
| Rice straw |
32-41 | 15-24 | 10-18 |
| Barley straw | 33-40 | 20-35 | 8-17 |
| Switch grass | 33-46 | 22-32 | 12-23 |
| Energy crops | 43-45 | 24-31 | 19-12 |
| Grasses (average)a | 25-40 | 25-50 | 10-30 |
| Manure solid fibres Municipal organic waste |
8-27 21-64 |
12-22 5-22 |
2-13 3-28 |
Mechanical size reduction methods such as Hollander beater does not include the use of high temperature and pressure for pre-treatments unlike steam explosion and liquid hot water. Irradiation pre-treatments are very harmful to the environment. Apart from high temperature usage of steam explosion and liquid hot water, they produce inhibitors (substances that slow down rate of reaction) which mechanical pre-treatment does not produce. Although all forms of pre-treatment including chemical, biological and combinations are said to have high-energy requirements, mechanical pre-treatment stands out due to its natural means of particle size reduction. Chemicals can destroy the composition of the lignocellulose biomass and that will make biomass conversion for energy and fuel extremely difficult.
When it comes to biomass conversion for energy and fuel, particle size characterisation is an important factor which must be considered after pre-treatment process. Pre-treatment for particle size reduction normally has two effects, which are; they can lead to more rapid digestibility, and an increased yield in biofuel production (Palmowski and Muller 1999). As biomass processing typically requires a degree of particle size reduction to maximize yield and digestibility, there is a need for an effective screening of biomass feedstock, with better understanding of the physical–chemical–morphological characteristics of these materials before and after pre-treatment (Pereira, Maehara et al. 2016). These characterisation methods require the use of improved analytical techniques to find the qualitative and quantitative data necessary to ensure efficient bioconversion. The digital imaging particle analysis (digital microscope) can reveal particle size, shape and dimensions and can capture the extent of particle size reduction during the mechanical pre-treatment process. The physical properties of lignocellulose biomass include particle size, density, flowability, grindability, moisture sorption and thermal properties (Cai, He et al. 2017). Mixing and fluidisation, surface area for heat and mass transfer and the flow behaviour of biomass particles are affected by the shape and size of biomass feedstock particles. The Hollander beater uses metal blades and a chopping action to cut the raw material, resulting in particle size reduction. The blades rotate to beat the fibre into a usable pulp slurry. The distance between the fixed platform and rotating blade is the clearance, which can be increased or decreased depending on the required pre-treatment intensity.
2.1.1. Particle Size
Many studies note that decreasing particle size increases yield in biofuel production. Gallegos, Wedwitschka et al. (2017) studied the effect of particle size reduction and fermentation on biogas formation and silage quality of wheat straw. They found that particle reduction from 2.0 cm to 0.2 cm led to an increase of methane yield by 26%. It was concluded that the methane yield might be due to the increase in specific area of the enlisted material, which then in turn resulted in increase in the soluble fraction of organic matter due to shearing of fibre. Herrmann, Heiermann et al. (2012) established that smaller particle size enhanced lactic acid fermentation while ensiling (putting into silage clam to preserve as silage) and increased methane yield. A maximum increase in methane yield of 11% to 13% was obtained in the range of median particle lengths of 33 to 6 mm. Comminution of rice straw was investigated by (Jin and Chen 2006). The authors found that the mean fibre length of 60 µm gave the best results with yields 179% higher than untreated native straw. Milling effects on biogas production from softwood spruce were investigated by (Teghammar, Karimi et al. 2012) In their study, authors reduced the biomass from 10 to less than 1mm and used a co-digestion in a municipal solid waste digester in thermophilic conditions, finding up to 84% extra methane production. Straw, grass and deep litter’s particle size reduction (< 1mm) via a twin-screw extruder was studied by (Hjorth, Gränitz et al. 2011). Methane production was increased by 18%–70% after 28 days and 9%–28% after 90 days.
Research on the effect of particle size on anaerobic digestion of food waste was carried out by Izumi, Okishio et al. (2010); they found that the methane production rate increased with decreasing mean particle size. In conclusion it was found that smaller mean particle size makes larger surface area available to microorganisms, resulting in an increased methane production rate. Mshandete, Björnsson et al. (2006) in their study of the effect of particle size on biogas yield from sisal fibre waste was carried out in 1-l digesters with fibre sizes ranging from 2 to 100 mm, at an ambient temperature of 33°C. The results confirmed that methane yield was inversely proportional to particle size. Methane yield increased by 23% when fibres were cut to 2 mm compared to methane yield at 100 mm.
Sharma, Mishra et al. (1988) investigated the effect of particle size and biogas production. They found that out of five particle sizes (0·088, 0·40, 1·0, 6·0, and 30·0 mm), the maximum quantity of biogas was produced from raw materials of 0·088 and 0·40 mm particle size. The results support the concept that a physical pre-treatment such as grinding could significantly reduce the volume of digester required, without decreasing biogas production. Menardo, Airoldi et al. (2012) concluded in their study that smaller particle size increased methane yield i.e. Barley straw at 0.5 cm produced higher methane than particle size of 5 cm. Singh, Khullar et al. (2013) found 16%-32% increase when particle size was decreased from 6.0 mm to 0.08 mm using Miscanthus grass. They credited the increase in percentage conversion to the increased surface area and improved mass and heat transfer. Improved conversion enzymatic hydrolysis of pre-treated biomass was said to be due to increased external surface area and porosity resulting in higher enzyme accessibility.
Victorin (2016) examined the increase in methane yield with high hydrolysis rate; it was suggested that there is the need to increase the external surface area by the reduction of biomass particle size for this to be achieved. He later concluded that higher density, which automatically lessens floating capacity attained by mechanical pre-treatment such as extrusion, will generate a higher cumulative methane yield. However, care needs to be taken during pre-treatment so as not to make the particle size too small. Ko, Um et al. (2015) proved particle size too small will have negative effect on the hydrolysis process due to degradation to weak acid of cellulose and hemicellulose. Also, Izumi, Okishio et al. (2010) noted that excessive reduction of the particle size of the substrate will result in decreased methane production. As particle size reduction is an expensive step, it is important to identify the ideal particle size range for each specific type of biomass that would maximize the biogas and methane yield, and at the same time result in a positive energy balance.
2.1.2. Clearance
Tedesco, Mac Lochlainn et al. (2014) investigated biomass for enhanced methane production. During their study, they found that the gap size between the fly bar and the bedplate of the Hollander beater and beater time have a significant effect on the nature of the particles produced by the Hollander beater. They also confirmed through their results that the beater produced large irregular shaped particles at wider gap sizes and shorter pre-treatment times, and smaller particles at narrower gap sizes with longer pre-treatment time. The researchers revealed that the highest biogas yields involved smaller particle size and the lowest biomass yield involved larger particle size. The smaller particles had a particle surface distribution, which was uniform at 80% below 1.6 mm2 of frontal surface, which represented the recommended threshold of particle size reduction for luminaria spp.seaweeds. However, Alfarjani (2012) in the study of design and optimization of process parameters in bio-gas production systems noted that Pre-treatment treatment as a mechanical pre-treatment technique speeds up the degradability for grass silage. Nevertheless, the extension of pre-treatment time does not always improve the biogas yield. The researcher later concluded that highest biogas yield can be achieved at the optimal condition of 37.3℃ and pre-treatment time of 2 minutes 42 seconds.
2.1.3. Pre-Treatment Temperature
Temperature is an important aspect when it comes to Pre-treatment. Temperature of material rises during pre-treatment due to the conversion of energy of motion into thermal energy (Rémond, Passard et al. 2007). Silvester (2013) observed that the lower the temperature, the more rapidly wetness develops. The researcher identified that where low temperature is accompanied by high moisture content, the strength of the fibre appears to increase with increase of moisture content until a point is reached where expansion produced by ice forming in the fibre damages the structure of the cell walls thereby causing a subsequent falling off in strength. Stephenson (1951) discovered that at higher Pre-treatment temperatures, bursting and tensile strength developed more slowly whereas the tearing strength was greatest under these conditions. Kato and Cameron (1999) noted that while the strength of the fibre generally increases with drop in temperature there is a danger of loss of strength once freezing point is reached in timber, which has a very high moisture content.
2.1.4. Pre-Treatment Time
Aboderheeba, Alfarjani et al. (2015) investigated Pre-treatment to enhance digestibility of fresh grass and concluded that pre-treatment time has influence on improving the yields of the biogas from grass. These researchers described how Pre-treatment reduced crystallinity, increased surface area, and broke down lignin. This resulted in an increase in the biogas production up to 43.1% after 5 minutes pre-treatment time in comparison to untreated samples. Their research also measured 15 minutes and 40 minutes pre-treatment time which resulted in a biogas yield increase by 32.2% and 28.8% respectively. This shows that lower pre-treatment time increases yield in biogas production than higher pre-treatment time. It would be interesting to know the pre-treatment measured clearance. Rodriguez, El-Hassan et al. (2016) investigated the optimization of the anaerobic digestion process of mechanically pre-treated algae (P.Canaliculata) using Hollander beater. They found that upon Pre-treatment algae for 60 minutes, there was improvement of methane production by 74% from a value of corresponding untreated algae of 196 mL gVS-1 to 340.00 mL gVS-1 with net energy of 1.47 Wh gVS-1. A pre-treatment time of 30 minutes resulted in a methane yield of 208.71 mL gVS-1 with net energy of 0.96 Wh gVS-1 while 50 minutes of Pre-treatment resulted in methane yield of 283 mL gVS-1. Their results reveal that the Hollander beater pre-treatment increased the anaerobic biodegradation of P.Canaliculata and the method is economically feasible as positive net energy values were achieved. Dasari and Berson (2007) investigating the effect of particle size on hydrolysis reaction rate found that as pre-treatment time increases, particle size decreases. The most remarkable size reduction occurred at the first 15 minutes. At that time, the average particle size was reduced from 25.52 μm to about 5 μm.
2.1.5. Drainability
Characterisation of pulp generally involves quantifying the drainage capacity or resistance of pulp. Pre-treatment degree or freeness is a measure of how quickly water is able to drain from a fibre furnish sample (Hubbe 2012). They also noted that pre-treatment decreases drainability rate by increasing the level of fine content in the beater. Drainability can be increased by removal of fines, or by enzymatic treatments in bioconversion. The standard for measuring the Pre-treatment degree (SR° Value) is the Schopper-Riegler method. ISO 5267-1: 1999. This apparatus aids in assessing water drainage rate of pulp. A lower Schopper-Riegler degree means better drainabilty. Drainability depends on the pre-treatment process and water quality (Bonfiglio, Curbelo et al. 2013). These researchers found that as drainability decreases (higher SR° value), water conductivity increases because temperature, pH and water conductivity affect drainability by causing fibre and fine swelling during the pre-treatment process. Ibrahem, Yousef et al. (1989) noticed that increasing pre-treatment time increases SR° value linearly. Saad, El-Anwar et al. (1979) found that cellulose, pentosane and alkali soluble substances remained the same during Pre-treatment process but crystallinity and fine contents increased with increasing Pre-treatment from 17 to 78 SR°. Mansouri, Khiari et al. (2012) studied pulp with vine stems with low fine elements content and found that they had low SR value of 16 which meant increased drainage rate. Guo, Zhan et al. (2009) concluded that the elimination of fines from wheat straw pulps improved the drainability of the pulp suspension.
2.1.6. Viscosity
Schneider and Gerber (2014) observed that viscosity increased with increasing total solid content and decreased with increasing temperature. Shen, Wang et al. (2009) in their studies showed the bio-oil viscosity with increasing particle size. There was a drop in bio-oil viscosity with increasing particle size from 0.3 to 1.5 mm, which then had a negative influence on the yield of bio-oil. Particle size reduction leads to an increased biomass surface area thus reducing the degree of polymerisation (DP) and crystallinity of cellulose (Victorin 2016). Unfortunately, longer polymer chains mean thicker pulp solution and higher viscosity (Biermann 1996). Higher viscosity means a higher average cellulose DP, Brown, Shi et al. (2012) found significant difference in methane yield under liquid (lower viscosity/solid content) and solid-state ( higher viscosity/solid content) for wastepaper as they found higher methane yield at liquid anaerobic digestion. Hallac and Ragauskas (2011) suggested that hydrolysis of cellulose breaks the polymers into smaller fragments. The degree of polymerisation value could be a way of measuring the efficiency of that reaction by the hydrolysing enzyme(s) because shorter cellulose polymers (low DP) provide a higher number of chains ends to which the hydrolysing enzyme can bind.
2.1.7. Pre-treatment pH
Hammar, Backstrom et al. (2000) examined how different pH levels during the Pre-treatment process affect unbleached Kraft pulp. It was discovered that the finest beatability was achieved at pH 9, which had the highest form factor, therefore straighter fibres, and maximum swelling and tensile index. Mohlin (2002) found that higher pH levels contributed to higher energy consumption.
2.2. Anaerobic Digestion’s Process Stability Parameters for Maximizing Methane Yield
Hence enhancing methane yield through optimization of process and operational parameters is crucial. Methane yield in anaerobic digestion relies on the microorganism growth which provides the ideal conditions for the methanogens. For a stable and successful anaerobic digestion for methane yield, enhancing process stability parameters and operational parameters is important. The growth and activity of anaerobic bacteria is strongly dependent on the absence of oxygen and other factors such as significant fluctuations in temperature, nutrients supply and stirring frequency/intensity. For a stable anaerobic digestion (AD) process, the parameters to be monitored are:
2.2.1. Solid Organic Substrate
It is essential to select the substrate that will optimize methane yield based on their composition and particle size. Tedesco (2013) notes the amount of methane yield is subject to the type of feedstock, with methane by volume for household waste between 50-60%, wastewater treatment plant sludge 60-75%, agricultural waste 60-75% and waste of agriculture food industry comprising 68%. Ohemeng-Ntiamoah and Datta (2018), found lipid-rich substrate had the highest methane yield. The digestion and methane yield from solid waste lignin, carbohydrates such as cellulose and hemicellulose, lipids, protein in an anaerobic digester was investigated by (Nayono 2010). Lipid are said to be the substance with the highest methane yield from a sizable number of organic substances. The presence of lignin in lignocellulose biomass makes it resilient to anaerobic digestion thereby limiting the rate of methane production. The type of pre-treatment method is important factor for enhancing methane yield in anaerobic digestion. Size reduction increases digestibility of biomass thereby improving the rate of hydrolysis. Palmowski and Müller (2000) note that during hydrolysis, smaller particle size increases enzymatic attack. Rodriguez, Alaswad et al. (2017) size reduction increases gas yield by up to 64% compared to untreated samples. The size of the feedstock has to be minimal so as not to block the digester, limiting the rate of digestion and extra care needs to be taken as excessive size reduction can destroy the surface area thereby limiting methane yield. Izumi, Okishio et al. (2010) they found that the methane yield increased with shorter particle size. Mshandete, Björnsson et al. (2006) found when reducing size of biomass to 2 mm, methane yield increased by 23%. (Lindmark, Leksell et al. 2012) found higher methane yield for mechanical pre-treated biomass compared to untreated samples. (Dai, Hua et al. 2019) found pre-treatment by size reduction enhances methane yield. (Kang, Zhang et al. 2019) found biomass size to be inversely proportional to methane yield and excessive particle size reduction did not increase methane yield. The feed concentration in terms of loading rate of substrate is also an important factor in anaerobic digestion because extreme loading rate (low or high) will have negative effect methane yield.
2.2.2. Anaerobic Digestion Process
The threshold in determining percentage for total solid content (TS) depends on the author but most authors have greater than 15% as threshold for dry (solid-state) and less than 15% for wet (liquid-state). However, Li, Park et al. (2011) and Liotta, d’Antonio et al. (2014) considered wet anaerobic digestion as less than 10% TS and dry AD as over 15% TS. Abbassi-Guendouz, Brockmann et al. (2012) investigated TS content in the range of 10% to 35% and found TS content over 30% showed inhibition in the digestion system thereby lowering methane yield. It was later concluded that the hydrolysis rate decreased as TS content increases which caused lower methane yield. Du, Liang et al. (2014) investigating the total solids 3.0%, 7.5%, 12% and 15% found decrease in methane yield as TS content increased to 15%. Experimental and kinetic study on anaerobic digestion investigating liquid and solid state TS content ranging from 5% to 15% found liquid state TS content at neutral pH has the highest gas yield. Li, Zhang et al. (2013) found increasing total solid from 5% to 20% results in a seven-fold decrease in total methane yield. Darwin, Cheng et al. (2016) investigating influence of total solids for methane yield at 35°C digestion temperature found the highest methane yield at 2% TS.
Brown, Shi et al. (2012) found significant difference in methane yield under liquid and solid-state for wastepaper. However, they found higher methane yield at liquid anaerobic digestion. The low methane yield in solid-state digestion is linked to souring due to organic overloading while the higher methane yield seen in liquid anaerobic digestion for wastepaper is attributed to its lower organic loading rate and higher buffering capacity. Fernández, Pérez et al. (2008) found 20% TS produced significantly higher methane compared to 30% TS content. Forster-Carneiro, Pérez et al. (2008) found that TS at 20% had higher gas yield than TS at 30%. However, in the case where total solid concentration increases thereby decreasing methane yield, mixing can enhance methane yield (Forster-Carneiro, Pérez et al. 2008). Xu, Wang et al. (2014) found lower methane yield associated with solid-state anaerobic digestion makes it less economically viable compared to wet anaerobic digestion. They investigated total solid ranging from 18% to 28% and concluded that the methane yield decreased as the TS increases to 28%.
In summary, higher TS content of lignocellulose biomass has negative impact on methane yield due to its accumulation of inhibitors. Low water content associated with dry anaerobic digestion affects the metabolic rate of microorganisms. In this light, liquid anaerobic digestion is more economically viable than dry anaerobic digestion due to less inhibition thereby producing higher methane yield. Therefore, principles of the German standard VDI (2006) suggesting that the solid content in anaerobic digestion should be at a maximum of 10% TS (wet basis) is essential for an adequate mass transfer to avoid inhibition.
2.2.3. Co-Digestion
Apart from co-digesting increasing methane yield and production rate, it also reduces investment and operational cost (Zhu, Zheng et al. 2014). Co-digestion can increase gas yield up to 400% compared to mono-digestion (Astals, Nolla-Ardèvol et al. 2012). As previously stated, the OFMSW such as paper and cardboard have high concentration of heavy materials which quickens acidification, pH reduction and high VFA concentration all of which inhibit methanogens. Therefore co-digestion with high nitrogen content will enhance stability and performance of organic biodegradation, thereby optimizing methane yield. Pavi, Kramer et al. (2017) found co-digestion resulted in 141% and 43.8% increase in methane yield compared to mono-digestion of organic fraction of municipal solid waste and fruit and vegetable waste. Astals, Nolla-Ardèvol et al. (2012) notes higher methane yield found in co-digestion is attributed to the synergy between substrates. Zheng, Liu et al. (2015) found co-digestion had higher methane yield compared to mono-digestion of substrate. Zhang, Xiao et al. (2013) found methane yield was enhanced in co-digestion of food waste and cattle manure batch test by 41.1% compared to mono-digestion. Rodriguez, Alaswad et al. (2018) found methane yield when wastepaper and macroalgae were co-digested was 30% higher compared to mono-digestion and synergistic effect as present during co-digestion.
Sosnowski, Wieczorek et al. (2003) found the nitrogen content is higher in sludge than OFMSW. Methane yield increased over 60% when sludge and OFMSW were co-digested. Zhu, Hsueh et al. (2011) found co-digestion enhanced bio methanation of municipal waste sludge by 65% - 138% and inhibition and pipe block problems of high grease content was resolved by co-digestion of substrates. Mshandete, Kivaisi et al. (2004) found co-digestion improved digestibility with 59% - 94% increase in methane yield when sisal pulp and fish waste were co-digested compared to when substrate were mono-digested. Wang, Sahu et al. (2013) found co-digestion of microalgae with waste sludge increased methane yield by 73% - 79%. This also led to better volatile solids reduction of waste sludge. The dewatering of co-digested substrates were also better than digesting sludge or algae alone. Ohemeng-Ntiamoah and Datta (2018) found mono-digestion of waste activated sludge has lower methane yield. Xie, Wickham et al. (2017) found higher methane yield when co-digesting individual substrates. Li, Siddhu et al. (2018) found microbial diversity and richness in co-digestion of cardboard and office paper. Umetsu, Yamazaki et al. (2006) found higher methane yield when co-digesting dairy manure and beet tops compared with mono-digestion of dairy manure. Wang, Yang et al. (2012) found better anaerobic digestion performance when co-digesting substrate compared to when substrates were individually digested. Wang, Yang et al. (2012) found co-digestion has higher methane yield than individually digested feedstock.
2.2.4. Inoculum Characteristics
parra-Orobio, Donoso-Bravo et al. (2018) found that methane yield varies depending on quantity and quality of the inoculum. They concluded that the inoculum source can alter requirements thereby affecting methane yield. Pellera and Gidarakos (2016) found anaerobic sludge has highest methane yield and higher sludge amount increased methane yield. Forster-Carneiro, Pérez et al. (2007) found using digested sludge as inoculum showed a higher methane yield compared to other sources of inoculum. Ajeej, Thanikal et al. (2015) note sewage sludge increases the digestibility of microalgae and enhances the production of methane, while co-digesting wastepaper and algal sludge efficiently balance the feed stock giving an optimum ratio for increased methane yield. Suksong, Mamimin et al. (2019) found higher methane production rate in liquid-anaerobic sludge than recycling solid-anaerobic sludge.
Hidalgo and Martín-Marroquín (2014) found anaerobic digested sludge with organic waste from combination of different sources such as hotels, restaurant and catering leftovers showed higher methane yield. This shows that inoculum source from complex mix of substrates will yield higher methane due to presence of different microbial consortia than single substrate. Chynoweth, Turick et al. (1993) found inoculum which contains several microbial species will achieve faster conversion rate in anaerobic digestion process. Raposo, De la Rubia et al. (2012) found that the methane yield of a substrate is directly proportional to the extent of solubilisation for the specific inoculum type. The inoculum-to substrate ratio does affects the rate of biodegradability as higher concentration of inoculum speeds up anaerobic process. Pommier, Llamas et al. (2010) in their study found that higher concentration of inoculum increased methane yield in anaerobic digestion of paper and cardboard. Cordoba, Fernandez et al. (2016) found the addition of inoculum improved methane yield, but stabilised swine wastewater and sewage sludge had a methane yield comparable to rumen.
Pakarinen, Lehtomaki et al. (2007) found for inoculum without heat treatment and pH adjustment, methane was mostly produced but heat treatment efficiently inhibited methane production. (Wang, Yin et al. 2014) found anaerobic activated sludge increased hydrolysis compared to aerobic activated sludge. Dechrugsa, Kantachote et al. (2013) found pig farm digester inoculum showed higher methane yield at feedstock-to-inoculum ratios at 0.5 and above. According to Wang, Strömberg et al. (2016) concluded that filtration should only be used when excessively large particles are present in the inoculum as it causes loss of micro-organisms. Therefore, fresh inoculum is recommended to maximize methane yield.
2.2.5. Feedstock-to Inoculum Ratio
Rodriguez, Alaswad et al. (2017) studied mechanical pre-treatment of wastepaper for biogas production for untreated and treated wastepaper. They investigated feedstock/inoculum ratios of 0.3, 0.5 and 0.7. The highest difference in gas yield for treated and untreated sample occurred at higher feedstock/inoculum ratio of 0.5 and 0.7 compared to 0.3 at 63%, 64% and 20% respectively. This shows that for optimum anaerobic digestion performance, it is best to use a higher inoculum to feedstock ratio as no report has been given for inhibition at this ratio of 0.5 and above, therefore German standard VDI (2006) is recommended. Boulanger, Pinet et al. (2012) ratios 0, 0.015, 0.03, 0.06, 0.12, 0.25, 1, 2 and 4. They found the higher methane yield and minimal latency were at feedstock to inoculum ratios of over 0.5 compared to lower ratios. This proves that having feedstock to inoculum ratio of 0.5 or above will reduce dissolved lower organic carbon thereby reducing the risk of acid inhibition. Meng, Xie et al. (2018), found 0.5 showed highest methane yield. Chynoweth, Turick et al. (1993) found higher methane yield at 0.5 with maximum volatile solid reduction rates at 1. Kafle, Bhattarai et al. (2014) found stability during anaerobic digestion from 0.5 to 2.0 with methane potential at 372 196 mL gVS-1 – 389 mL gVS-1 respectively and 169– 328 mL gVS-1 at thermophilic conditions. Zeng, Yuan et al. (2010) found methane yield increased from 94.42 196 mL gVS-1 to 140.48 mL gVS-1 when F/I ratio reduced from 2 to 0.5 verifying the appropriate stability of the anaerobic digestion process at 0.5. Neves, Oliveira et al. (2004) found for granular inoculum between 0.5 and 2.3 mL gVS-1 prevents acidification in batch anaerobic digestion at higher alkalinity/COD ratio thereby improving process stability. However, when suspended sludge was used, methane production rate and biodegradability was lower at feedstock to inoculum ratio of 2.3 with pH of 5.5. At lower alkalinity/ COD ratio, both sludges showed acidification at feedstock to inoculum ratio above 0.5. They concluded that inoculum concentration should be higher than concentration of substrate to maximize methane yield.
Fagbohungbe, Herbert et al. (2014) found the higher methane yield and pathogen inactivation were achieved at 0.5. Researchers further suggested optimum substrate to inoculum ration should be set at 0.5. Pellera and Gidarakos (2016) found optimum feedstock to inoculum ratio was determined to be 0.5 and higher feedstock present in digestion process reduced methane production due to process inhibition. Braguglia, mininni et al. (2006) in their study found beneficial effect of sonication for all experimental conditions with volatile solid reduction at feed/inoculum ratio of between 0.1-2. The maximum gas yield was seen at 0.5.
Brown, Shi et al. (2012) found higher methane yield in wastepaper at feedstock/inoculum ratio of 0.5, TS 5% compared 3, TS of 18-19%. Raposo, Banks et al. (2006) investigating feedstock- ratios of 1, 1.5, 2 and 3 found system stability and gas yield coefficients showed little variation 216± 6196 mL gVS-1 of methane. Raposo, Borja et al. (2009) found stability during the anaerobic digestion process for the inoculum-substrate ratio 3.0 to 0.8. Cristina Gonzalez-Fernandez and Garcia-Encina (2008) found the no significant change in methane yield with the three experimental ratios 1, 2 and 3. They concluded that inoculum concentration should be higher than concentration of substrate to maximize methane yield. Hashimoto (1989) found methane yield increased at inoculum-to-substrate ratios above 0.25. Methane production rate increased up to an 2 but no improvement was shown afterwards. Ohemeng-Ntiamoah and Datta (2019) recommend 0.5 to 1 in anaerobic digestion for highly degradable substrate. Since it has been found that pre-treatment increases the surface area of biomass to increase enzymatic attack for improved methane yield, pre-treated lignocellulose materials are highly degradable so 0.5 or above will be appropriate.
2.2.6. pH
OFMSW are known to be slightly acidic with pH between 4.2 and 5.9 and this low pH range causes VFA inhibition during batch anaerobic digestion (Panigrahi and Dubey 2019). Ideally, the optimum pH for acidogenesis and methanogenic stages during anaerobic digestion ranges from pH 5.5 to 6.5 and from 6.5 to 8.2, respectively (Zamri, Hasmady et al. 2021). Optimum pH conditions for high methane yield recovery in AD is reported to be pH 6 to 7 and the optimum biogas yield of OFMSW in AD, optimal pH range should be 6.5–7.5. However, the results vary depending on the OFMSW properties and acid conditions. Co-digestion with two or more substrates is effective for nutrient balance essential. Volatile acid formation during anaerobic digestion process decreases the pH and causes inhibition in the system thereby reducing methane yield. To avoid these negative impacts of pH instability during AD, pH needs to be adjusted through alkalinity neutralization. Buffering capacity is used to measure digester imbalance rather than the pH in the AD process. Potassium dihydrogen phosphate, sodium hydroxide and sodium bicarbonate can be used as buffer solution prior to digestion. Modifying the inoculum-to substrate ratio will cause the pH in the digestion system to be constant (Gunaseelan 1995).
2.2.7. Temperature
Temperature determines stability of anaerobic digestion and influences methane yield (Labatut, Angenent et al. 2014). Higher temperature increases likelihood of inhibition. However, anaerobic digestion under mesophilic temperatures (~37°C) increases stability and gas yield while thermophilic temperatures (~50°C) showed faster degradation rate and higher inhibition. Krause, Chickering et al. (2018) found that thermophilic reactors have shorter retention times and increased digestion rate, the higher temperature for operation comes at higher cost which means mesophilic digestion is more economically viable than thermophilic digestion. Interestingly, after 60 days of digestion, mesophilic digestion of cardboard at 35°C had a higher methane yield than thermophilic 3digestion. Furthermore, paperboard biomethane potential for thermophilic and mesophilic ranged from 235 mL gVS-1 and 273 mL gVS-1. Similar results were recorded for cardboard as the methane yield at mesophilic conditions was significantly higher than that at thermophilic conditions.
Montañés, Solera et al. (2015) found that mesophilic digestion has higher methane yield in the bio-methane potential test for the same organic matter,. Chae, Jang et al. (2008) investigated anaerobic digestion under mesophilic and psychrophilic anaerobic conditions and found the highest methane yield at 35°C mesophilic temperature. Kafle, Bhattarai et al. (2014) investigating mesophilic and thermophilic anaerobic conditions of 36.5°C and 55°C respectively found higher methane yield in mesophilic conditions at 372 mL gVS-1 at Feedstock- inoculum ratio 0.5 compared to thermophilic conditions at 169 mL gVS-1 at the same feedstock- inoculum ratio. Montanes, Solera et al. (2015) found methane yield was higher in a mesophilic biochemical methane potential test of 35°C than a thermophilic biochemical methane potential test at 55° C.
Adaption of microorganisms to temperature change can result in shift methanogenic pathway and process stability (Lin, De Vrieze et al. 2016). The researchers found that methane yield increased with temperatures. Pap, Györkei et al. (2015) investigating microbial community where mesophilic at 37°C was gradually switched to thermophilic at 55°C. Temperature adaptation resulted in decreased yield in thermophilic operation compared to mesophilic system. Increased role of hydrogenotrophic methanogens were observed under thermophilic conditions as well as Fe-hydrogenases and hydrogen producer bacteria were observed in thermophilic systems. Fernández-Rodríguez, Pérez et al. (2015) concluded that using thermophilic range first to encourage hydrolysis and then mesophilic temperature for increased processes stability and gas yield.
Ahn and Forster (2002) found lower gas yield when the mesophilic digester temperature was lowered to room temperature of 18°C to 24°C while a drop in temperature from thermophilic to mesophilic showed no negative effect on methane yield. Temperature increases in mesophilic digestion showed no negative effect in gas yield up to 45°C but gas yield dropped significantly when temperature increased to 55°C. Methane yield also in a thermophilic digester. It was later concluded that temperature increase had a more severe effect on mesophilic microorganisms than temperature decrease; also, thermophilic microorganism is more resilient to temperature increase than mesophilic micro-organisms.
Gao, Leung et al. (2011) found temperature shocks of 5 and 10°C under anaerobic and thermophilic conditions (45°C) respectively gave slight and significant anaerobic performance and microbial structure was affected by the temperature variation. However, at mesophilic conditions of 37°C they reported that the submerged anaerobic membrane bioreactor can tolerate 5°C and 10°C and that temperature shock did not affect the biogas production. Tedesco (2013) found in mesophilic digestion, temperature range of ± 2° C minimally influences methane content and does not significantly alter the growth rate of bacteria. To keep the temperature constant during digestion, reactors can be placed in water baths kept at constant temperature or incubated in thermostatically controlled rooms (Güngör-Demirci and Demirer 2004).
2.2.8. Mixing
Mixing aims to optimize process performance in anaerobic digestion which supports efficient substrate conversion (Ganidi, Tyrrel et al. 2009). As well as enabling interaction between substrate and the microorganism, mixing improves pH and temperature uniformity, separates gas from digestants and reduces the particle size of substrates (Hoffmann, Garcia et al. 2008, Esposito, Frunzo et al. 2012). Mixing increases methane yield in anaerobic digestion, demonstrating that gas yield is hindered in unmixed settings. Mixing can be grouped into mechanical, hydraulic and pneumatic mixing (Lindmark, Thorin et al. 2014). Mechanical mixing uses propellers and agitators to homogenise substrates in the digester; hydraulic mixing involves the use of pumps outside the digester for substrate mixing; pneumatic mixing uses gas pumped back into digester which causes bubble columns to rise to the surface. Out of the three types of mixing, mechanical mixing requires the least energy for operation. Mixing intensity and mode of mixing significantly affect gas yield for anaerobic digestion. Intermittent mixing is turned on or off depending on required time from few seconds per day to continuous mixing throughout digestion period. When it comes to sludge, gas yields in non-continuous mixed digester are up to 70% higher than in continuous mixing (Lindmark, Thorin et al. 2014). Kowalczyk, Harnisch et al. (2013) notes energy demand for mixing in anaerobic digestion accounting for up to 54%, energy consumption can be decreased by 12% - 29% when non-continuous mixing is used instead of continuous mixing. It was later concluded that when left unmixed, microorganisms build layers in digestates with methanogen microorganism desiring lower layer which has negative impact on gas yield.
Kaparaju, Buendia et al. (2008) studied effect of mixing intensity in terms of rotor speed at minimal (10 minutes mixing before feeding), intermediate (35 times per minutes) and rigorous (110 times per minute) with both high (40:60) and low (10:90) substrate-to-inoculum ratios. They found lower intensity mixing had higher methane production compared to higher intensity. The researchers found minimal feed distributes feeds adequately across an anaerobic digestion system while excessive mixing disrupts structure of microbial flocs which affects syntrophic relationship between microorganism thereby affecting reactor performance. In conclusion, continuous mixing increased gas production compared to unmixed. Stroot, McMahon et al. (2001) note that decreasing the minimal mixing increases methane yield. It was concluded that continuous mixing shows inhibition at higher loading rate while minimal mixing showed stability at all loading rates tested. Also, lower mixing intensity saves energy and improves energy balance in anaerobic digestion system while volatile fatty acid in digestate increasing in higher mixing intensity causes unstable anaerobic digestion (Lindmark, Thorin et al. 2014).
2.2.9. Hydraulic Retention Time
Longer retention time contributes to high-energy consumption thereby increasing production cost. Further research is needed to reduce hydraulic retention or improve methane yield at the same retention time by optimizing process parameters in anaerobic digestion for cost reduction. The gas production in the anaerobic digestion system is normally higher during summer compared to winter, which means digestion in temperate climates will require longer time with increased energy consumption. The researchers stated further that the hydraulic retention time can be minimized to 10 days at TS content of 10% without having negative effects on the process stability in the digester. However the optimum gas production was seen between 10 – 20 days. Heo, park et al. (2006) found the optimum methane yield found to be a hydraulic retention time of 13 days. Hansen, Schmidt et al. (2004) investigating 50 days hydraulic retention time, found that 80% to 90% of methane production happened during the first 8-10 days. Liu, Zhang et al. (2009) found 80% of gas yield was found during the first 10 days of digestion. Anbalagan A, Schwede S et al. (2016) found maximum gas yield was observed within 9 days of incubation. Wang, Lei Wang et al. (2014) They found 20 days was the optimum hydraulic retention time.
2.2.10. Gas Measurement
Gas measurement system is significant in batch tests. A common approach to gas measurement system is the gasometrical method, which is evaluated either by manometric or volumetric techniques. The manometric technique uses gas tight system, and methane production is measured at constant volume while measuring the increase in pressure. The rate and volume of methane produced from anaerobic digestion can be assessed by gas chromatography. Lower gas yield usually happens due to gas leakage, solubility of gasses in liquid due to over-pressure and dissolved gas affecting pH in reactor which further inhibits AD process (Wang 2016). Gas measurement by volumetric methods is done by water displacement methods or the inflation of a gastight bag. For volumetric technique, methane production is measured at constant pressure slowing the gas volume measurement. Unlike volumetric gas measurement, manometric methods are more rigorous, expensive and time consuming than volumetric methods, as gases in reactor need to be released and analyzed more frequently due to pressure build up by produced gas. Strömberg, Nistor et al. (2014) found environmental factors such as temperature and pressure impact volumetric gas measurement.
2.2.11. Reactor Volume
The size of reactor is influenced by the substrate characteristics as substrates with similar composition will require smaller reactors, which makes it easier for more accurate analysis of the rate of biodegradability in the anaerobic assay. Whereas, larger reactor volume causes inadequate mixing which will decrease methane yield and the most frequently used reactor volumes are less than 1L (Ohemeng-Ntiamoah and Datta 2019). Meng, Xie et al. (2018) in laboratory scale AD found only 27% increase in methane yield with 20 L reactor compared to 500 mL serum bottle. The energy that will be consumed in the process of 20 L is assumed to be higher than 500 mL so it will be more economical to use smaller reactor size such as 500 mL to maximize methane potential.
2.2.12. Headspace Gas and Volume
The presence of oxygen in anaerobic digestion acts as an inhibitory and toxic agent due to involvement of anaerobic microorganism group of acetogens and methanogens (Whitman, Bowen et al. 2006). Botheju, Lie et al. (2009) found that oxygen reduces bio-gasification in proportion to the degree of oxygenation, i.e. the more oxygen present in anaerobic digestion, the less methane yield because oxygen inhibits anaerobic microorganisms. Kato, Field et al. (1997) found the presence of oxygen in anaerobic digestion causes reactor instability and failure, slow start up and low methane yield. Park and Lee (2020) studied the effect nitrogen gas flushing in comparison to argon and found nitrogen flushing increases methane yield. Also, nitrogen flushing group had increased in ammonia nitrogen without affecting volatile fatty acid profile and pH. Koch, Fernández et al. (2015) found that eliminating oxygen to stop aerobic digestion is essential to maximize methane yield. German standard VDI (2006) suggests working either in a purely N2 atmosphere or to flush headspace with N2 before incubation for optimum gas yield. Valero, Montes et al. (2016) found that headspace overpressure higher than 600 mbar had negative effect on methane yield from coffee grounds, whereas headspace overpressure with 600 mbar to 100 mbar did not have negative impact in methane yield for cocoa shell and dairy manure.
Headspace volume can lead to lower or higher methane yield during anaerobic digestion process, according to Ohemeng-Ntiamoah and Datta (2019). Headspace volume affects volumetric gas measurement because lower headspace volume makes it easy to accurately measure gas yield. Himanshu, Voelklein et al. (2017) in their comparison of manometric biomethane potential and volumetric test found manometric test had similar methane yield to volumetric test, headspace were seen in manometric biomethane potential with maximum pressure reducing biogas yield and not methane yield. Ohemeng-Ntiamoah and Datta (2019) notes headspace volume can range from 10% to 76% with lower headspace volume increasing accuracy during gas measurement than higher headspace volume with average being 40% for most study investigated. No research so far has yet investigated influence of headspace volume in anaerobic digestion.
3. Conclusion
The restraint of first-generation biofuels generated from food crops has triggered the need for alternative means of biofuel production. Therefore, continuous research and development by both public and private sector together with policy support mechanisms are vital. Since wastepaper are abundantly produced throughout the year and are one on the most biodegradable waste that end up in landfill coupled with the fact that they may no longer be accepted in landfill. Foaming is an indication of instability in anaerobic digestion and foam causing microorganism needs to be investigated. optimizing the anaerobic digestion process is expected to achieve sustainable foam control. Before using a new substrate in laboratory scale AD system, it is important to keep the temperature constant during digestion, reactors can be placed in water baths kept at constant temperature or incubated in thermostatically controlled rooms and monitored daily. It can be concluded that process stability and process optimization in anaerobic digestion depends on operational parameters with insufficient or defective operational process being the main causes of process instability. Regular process monitoring is mandatory for to maximize gas output anaerobic digestion process while minimizing internal energy consumption. Therefore, choosing suitable mixing frequency in relation to the type of reactor, temperature fluctuation caused by fluctuation in water bath, working volume and load in reactor should be kept minimal for the purpose of increasing methane yield.
Funding
This research received no external funding.
Conflicts of Interest
No conflict of interest.
References
- Abbassi-Guendouz, A., D. Brockmann, E. Trably, C. Dumas, J.-P. Delgenès, J.-P. Steyer and R. Escudié (2012). "Total solids content drives high solid anaerobic digestion via mass transfer limitation." Bioresource technology 111: 55-61. [CrossRef]
- Abdelgadir, A., X. Chen, J. Liu, X. Xie, J. Zhang, K. Zhang, H. Wang and N. Liu (2014). "Characteristics, process parameters, and inner components of anaerobic bioreactors." BioMed research international 2014. [CrossRef]
- Aboderheeba, A. K., F. A. Alfarjani and A. G. Olabi (2015). "Beating treatment to enhance digestibility of fresh grass." International Journal of Global Warming 7(1): 48-61. [CrossRef]
- Ahn, J. and C. Forster (2002). "The effect of temperature variations on the performance of mesophilic and thermophilic anaerobic filters treating a simulated papermill wastewater." Process Biochemistry 37(6): 589-594. [CrossRef]
- Ajeej, A., J. V. Thanikal, C. Narayanan and r. S. Kumar (2015). "An oveview of bio augmentation of methane by anaerobic co-digestionof municipal sludge along with microalgae and waste paper " 2015 50: 270-276. [CrossRef]
- Alfarjani, F. (2012). Design and Optimization of Process Parameters in Bio-Gas Production Systems, Dublin City University.
- Alp, Ö. (2009). Further treatment of digested blackwater for extraction of valuable components, Technische Universität Hamburg.
- Anbalagan A, Schwede S, Lindberg CF and E. Nehrenheim (2016). "Influence of hydraulic retention time on indigenous microalgae and activated sludge process." Water research: 277-284. [CrossRef]
- Astals, S., V. Nolla-Ardèvol and J. Mata-Alvarez (2012). "Anaerobic co-digestion of pig manure and crude glycerol at mesophilic conditions: Biogas and digestate." Bioresource Technology 110: 63-70. [CrossRef]
- Biermann, C. J. (1996). Handbook of pulping and papermaking, Academic press.
- Biswas, R., H. Uellendahl and B. K. Ahring (2015). "Wet explosion: a universal and efficient pretreatment process for lignocellulosic biorefineries." BioEnergy Research 8(3): 1101-1116. [CrossRef]
- Bonfiglio, F., V. Curbelo, E. Santana and J. Doldánd (2013). "Influence of water conductivity on the drainability of Eucalyptus bleached Kraft pulp.".
- Botheju, D., B. Lie and R. Bakke (2009). "Oxygen effects in anaerobic digestion.". [CrossRef]
- Boulanger, A., E. Pinet, M. Bouix, T. Bouchez and A. A. Mansour (2012). "Effect of inoculum to substrate ratio (I/S) on municipal solid waste anaerobic degradation kinetics and potential." Waste management 32(12): 2258-2265. [CrossRef]
- Braguglia, C., G. mininni, M. Tomei and E. Rolle (2006). "Effect of feed/inoculum ratio on anaerobic digestion of sonicated sludge " Water Science and Technology: 77-84. [CrossRef]
- Brown, D., J. Shi and Y. Li (2012). "Comparison of solid-state to liquid anaerobic digestion of lignocellulosic feedstocks for biogas production." Bioresource technology 124: 379-386. [CrossRef]
- Cai, J., Y. He, X. Yu, S. W. Banks, Y. Yang, X. Zhang, Y. Yu, R. Liu and A. V. Bridgwater (2017). "Review of physicochemical properties and analytical characterization of lignocellulosic biomass." Renewable and Sustainable Energy Reviews 76: 309-322. [CrossRef]
- Chae, K., A. Jang, S. Yim and I. S. Kim (2008). "The effects of digestion temperature and temperature shock on the biogas yields from the mesophilic anaerobic digestion of swine manure." Bioresource technology 99(1): 1-6. [CrossRef]
- Chen, Y., J. J. Cheng and K. S. Creamer (2008). "Inhibition of anaerobic digestion process: a review." Bioresource technology 99(10): 4044-4064. [CrossRef]
- Chynoweth, D., C. Turick, J. Owens, D. E. Jerger and M. Peck (1993). "Biochemical methane potential of biomass and waste feedstocks." Biomass and bioenergy 5(1): 95-111. [CrossRef]
- Chynoweth, D. P. (1987). "Anaerobic digestion of biomass.".
- Cordoba, V., M. Fernandez and E. Santalla (2016). "The effect of different inoculums on anaerobic digestion of swine wastewater." Journal of environmental chemical engineering 4(1): 115-122. [CrossRef]
- Cristina Gonzalez-Fernandez and P. A. Garcia-Encina (2008). "Impact of substrate to inoculum ratio in anaerobic digestion of swine slurry.". [CrossRef]
- Dai, X., Y. Hua, L. Dai and C. Cai (2019). "Particle size reduction of rice straw enhances methane production under anaerobic digestion." Bioresource technology 293: 122043. [CrossRef]
- Darwin, J. J. Cheng, J. Gontupil and Z. Liu (2016). "Influence of total solid concentration for methane production of cocoa husk co-digested with digested swine manure." International Journal of Environment and Waste Management 17(1): 71-90. [CrossRef]
- Dasari, R. K. and R. E. Berson (2007). The effect of particle size on hydrolysis reaction rates and rheological properties in cellulosic slurries. Applied biochemistry and biotecnology, Springer: 289-299.
- Dechrugsa, S., D. Kantachote and S. Chaiprapat (2013). "Effect of inoculum to substrate ratio, substrate mix ratio and inoculum source on batch co-digestion of grass and pig manure " Bioresource Technology 146: 101-108. [CrossRef]
- Digestion, T. O. I. P. o. A. (2020). "Funding ".
- Du, L., J. Liang, P. Yang, W. Gao and K. Zhang (2014). "Influence of total solid content on anaerobic digestion of swine manure and kinetic analysis." Transactions of the Chinese Society of Agricultural Engineering 30(24): 246-251.
- Esposito, G., L. Frunzo, F. Liotta, A. Panico and F. Pirozzi (2012). "Bio-methane potential tests to measure the biogas production from the digestion and co-digestion of complex organic substrates." The Open Environmental Engineering Journal 5(1). [CrossRef]
- Expert, W.-C. E. R. E. "ON-Farm Anaerobic Digestion Loan Fund.".
- Fagbohungbe, M. o., B. M. J. Herbert, H. Li, L. Ricketts and K. T. Semple (2014). "The effect of substrate to inoculum ratios on the anaerobic digestion of human faecal material " Energy Technology & Innovation 121-129. [CrossRef]
- Fatma, S., A. Hameed, M. Noman, T. Ahmed, M. Shahid, M. Tariq, I. Sohail and R. Tabassum (2018). "Lignocellulosic biomass: A sustainable bioenergy source for the future." Protein and peptide letters 25(2): 148-163. [CrossRef]
- Fernández-Rodríguez, J., M. Pérez and L. Romero (2015). "Temperature-phased anaerobic digestion of Industrial Organic Fraction of Municipal Solid Waste: A batch study." Chemical Engineering Journal 270: 597-604. [CrossRef]
- Fernández, J., M. Pérez and L. I. Romero (2008). "Effect of substrate concentration on dry mesophilic anaerobic digestion of organic fraction of municipal solid waste (OFMSW)." Bioresource technology 99(14): 6075-6080. [CrossRef]
- Forster-Carneiro, T., M. Pérez and L. Romero (2008). "Influence of total solid and inoculum contents on performance of anaerobic reactors treating food waste." Bioresource technology 99(15): 6994-7002. [CrossRef]
- Forster-Carneiro, T., M. Pérez, L. Romero and D. Sales (2007). "Dry-thermophilic anaerobic digestion of organic fraction of the municipal solid waste: focusing on the inoculum sources." Bioresource technology 98(17): 3195-3203. [CrossRef]
- Gallegos, D., H. Wedwitschka, L. Moeller, A. Zehnsdorf and W. Stinner (2017). "Effect of particle size reduction and ensiling fermentation on biogas formation and silage quality of wheat straw." Bioresource technology 245: 216-224. [CrossRef]
- Ganidi, N., S. Tyrrel and E. Cartmell (2009). "Anaerobic digestion foaming causes–a review." Bioresource technology 100(23): 5546-5554. [CrossRef]
- Gao, W., K. Leung, W. Qin and B. Liao (2011). "Effects of temperature and temperature shock on the performance and microbial community structure of a submerged anaerobic membrane bioreactor." Bioresource technology 102(19): 8733-8740. [CrossRef]
- Gunaseelan, V. N. (1995). "Effect of inoculum/substrate ratio and pretreatments on methane yield from Parthenium." Biomass and Bioenergy 8(1): 39-44. [CrossRef]
- Güngör-Demirci, G. and G. N. Demirer (2004). "Effect of initial COD concentration, nutrient addition, temperature and microbial acclimation on anaerobic treatability of broiler and cattle manure." Bioresource technology 93(2): 109-117. [CrossRef]
- Guo, S., H. Zhan, C. Zhang, S. Fu, A. Heijnesson-Hultén, J. Basta and T. Greschik (2009). "PULP AND FIBER CHARACTERIZATION OF WHEAT STRAW AND EUCALUPTUS PULPS-A." BioResources 4(3).
- Hallac, B. B. and A. J. Ragauskas (2011). "Analyzing cellulose degree of polymerization and its relevancy to cellulosic ethanol." Biofuels, Bioproducts and Biorefining 5(2): 215-225. [CrossRef]
- Hammar, L., M. Backstrom and M. Htun (2000). "Effect of the counterion on the beatability of unbleached kraft pulps." NORDIC PULP & PAPER RESEARCH JOURNAL 15(3): 189-193. [CrossRef]
- Hansen, T. L., J. E. Schmidt, I. Angelidaki, E. Marca, J. la Cour Jansen, H. Mosbæk and T. H. Christensen (2004). "Method for determination of methane potentials of solid organic waste." Waste management 24(4): 393-400. [CrossRef]
- Hashimoto, A. G. (1989). "Effect of inoculum/substrate ratio on methane yield and production rate from straw." Biological wastes 28(4): 247-255. [CrossRef]
- Heo, N. H., S. C. park and p. H. Kang (2006). "Effect of mixture ratio and hydraulic retention time on anaerobic co-digestion of foodwaste and waste activated sludge.".
- Herrmann, C., M. Heiermann, C. Idler and A. Prochnow (2012). "Particle size reduction during harvesting of crop feedstock for biogas production I: effects on ensiling process and methane yields." BioEnergy Research 5(4): 926-936. [CrossRef]
- Hidalgo, D. and J. M. Martín-Marroquín (2014). "Effects of inoculum source and co-digestion strategies on anaerobic digestion of residues generated in the treatment of waste vegetable oils." Journal of environmental management 142: 17-22. [CrossRef]
- Himanshu, H., M. A. Voelklein, J. D. Murphy, J. Grant and P. O'Kiely (2017). "Factors controlling headspace pressure in a manual manometric BMP method can be used to produce a methane output comparable to AMPTS." Bioresource technology 238: 633-642. [CrossRef]
- Hjorth, M., K. Gränitz, A. P. Adamsen and H. B. Møller (2011). "Extrusion as a pretreatment to increase biogas production." Bioresource Technology 102(8): 4989-4994. [CrossRef]
- Hoffmann, R. A., M. L. Garcia, M. Veskivar, K. Karim, M. H. Al-Dahhan and L. T. Angenent (2008). "Effect of shear on performance and microbial ecology of continuously stirred anaerobic digesters treating animal manure." Biotechnology and Bioengineering 100(1): 38-48. [CrossRef]
- Hubbe, M. (2012). "Mini-encyclopedia of papermaking wet-end chemistry." Anti-Foam/Defoamers.[WWW].[Viitattu 10.6. 2012]. Saatavissa: http://www4. ncsu. edu/~ hubbe/DFOM. htm.
- Ibrahem, A., M. Yousef and S. El-Meadawy (1989). "Effect of beating on fibre crystallinity and physical properties of paper sheets." Medical Journal of Islamic World Academy of Sciences 2(4): 295-298.
- Izumi, K., Y.-k. Okishio, N. Nagao, C. Niwa, S. Yamamoto and T. Toda (2010). "Effects of particle size on anaerobic digestion of food waste." International biodeterioration & biodegradation 64(7): 601-608. [CrossRef]
- Jiang, Y., S. Xie, C. Dennehy, P. Lawlor, Z. Hu, G. Wu, X. Zhan and G. Gardiner (2020). "Inactivation of pathogens in anaerobic digestion systems for converting biowastes to bioenergy: A review." Renewable and Sustainable Energy Reviews 120: 109654. [CrossRef]
- Jin, S. and H. Chen (2006). "Superfine grinding of steam-exploded rice straw and its enzymatic hydrolysis." Biochemical Engineering Journal 30(3): 225-230. [CrossRef]
- Kafle, G. K., S. Bhattarai, S. H. Kim and L. Chen (2014). "Effect of feed to microbe ratios on anaerobic digestion of Chinese cabbage waste under mesophilic and thermophilic conditions: biogas potential and kinetic study." Journal of environmental management 133: 293-301. [CrossRef]
- Kang, X., Y. Zhang, B. Song, Y. Sun, L. Li, Y. He, X. Kong, X. Luo and Z. Yuan (2019). "The effect of mechanical pretreatment on the anaerobic digestion of Hybrid Pennisetum." Fuel 252: 469-474. [CrossRef]
- Kaparaju, P., I. Buendia, L. Ellegaard and I. Angelidakia (2008). "Effects of mixing on methane production during thermophilic anaerobic digestion of manure: Lab-scale and pilot-scale studies." Bioresource technology 99(11): 4919-4928. [CrossRef]
- Kato, K. and R. Cameron (1999). "A review of the relationship between thermally-accelerated ageing of paper and hornification." Cellulose 6(1): 23-40. [CrossRef]
- Kato, M., J. Field and G. Lettinga (1997). "Anaerobe tolerance to oxygen and the potentials of anaerobic and aerobic cocultures for wastewater treatment." Brazilian Journal of Chemical Engineering 14(4). [CrossRef]
- Ko, J. K., Y. Um, Y.-C. Park, J.-H. Seo and K. H. Kim (2015). "Compounds inhibiting the bioconversion of hydrothermally pretreated lignocellulose." Applied microbiology and biotechnology 99(10): 4201-4212. [CrossRef]
- Koch, K., Y. B. Fernández and J. E. Drewes (2015). "Influence of headspace flushing on methane production in Biochemical Methane Potential (BMP) tests." Bioresource technology 186: 173-178. [CrossRef]
- Kowalczyk, A., E. Harnisch, S. Schwede, M. Gerber and R. Span (2013). "Different mixing modes for biogas plants using energy crops." Applied energy 112: 465-472. [CrossRef]
- Krause, M. J., G. W. Chickering, T. G. Townsend and P. Pullammanappallil (2018). "Effects of temperature and particle size on the biochemical methane potential of municipal solid waste components." Waste management 71: 25-30. [CrossRef]
- Kumari, D. and R. Singh (2018). "Pretreatment of lignocellulosic wastes for biofuel production: a critical review." Renewable and Sustainable Energy Reviews 90: 877-891. [CrossRef]
- Labatut, R. A., L. T. Angenent and N. R. Scott (2014). "Conventional mesophilic vs. thermophilic anaerobic digestion: A trade-off between performance and stability?" Water research 53: 249-258. [CrossRef]
- Li, W., M. A. H. Siddhu, F. R. Amin, Y. He, R. Zhang, G. Liu and C. Chen (2018). "Methane production through anaerobic co-digestion of sheep dung and waste paper." Energy Conversion and Management 156: 279-287. [CrossRef]
- Li, Y., Y. Chen and J. Wu (2019). "Enhancement of methane production in anaerobic digestion process: A review." Applied energy 240: 120-137. [CrossRef]
- Li, Y., S. Y. Park and J. Zhu (2011). "Solid-state anaerobic digestion for methane production from organic waste." Renewable and sustainable energy reviews 15(1): 821-826. [CrossRef]
- Li, Y., R. Zhang, C. Chen, G. Liu, Y. He and X. Liu (2013). "Biogas production from co-digestion of corn stover and chicken manure under anaerobic wet, hemi-solid, and solid state conditions." Bioresource technology 149: 406-412. [CrossRef]
- Lin, Q., J. De Vrieze, J. Li and X. Li (2016). "Temperature affects microbial abundance, activity and interactions in anaerobic digestion." Bioresource Technology 209: 228-236. [CrossRef]
- Lindmark, J., N. Leksell, A. Schnürer and E. Thorin (2012). "Effects of mechanical pre-treatment on the biogas yield from ley crop silage." Applied Energy 97: 498-502. [CrossRef]
- Lindmark, J., E. Thorin, R. B. Fdhila and E. Dahlquist (2014). "Effects of mixing on the result of anaerobic digestion." Renewable and Sustainable Energy Reviews 40: 1030-1047. [CrossRef]
- Liotta, F., G. d’Antonio, G. Esposito, M. Fabbricino, L. Frunzo, E. D. Van Hullebusch, P. N. Lens and F. Pirozzi (2014). "Effect of moisture on disintegration kinetics during anaerobic digestion of complex organic substrates." Waste Management & Research 32(1): 40-48. [CrossRef]
- Liu, G., R. Zhang, H. M. El-Mashad and R. Dong (2009). "Effect of feed to inoculum ratios on biogas yields of food and green wastes." Bioresource technology 100(21): 5103-5108. [CrossRef]
- Mansouri, S., R. Khiari, N. Bendouissa, S. Saadallah, F. Mhenni and E. Mauret (2012). "Chemical composition and pulp characterization of Tunisian vine stems." Industrial Crops and Products 36(1): 22-27. [CrossRef]
- Menardo, S., G. Airoldi and P. Balsari (2012). "The effect of particle size and thermal pre-treatment on the methane yield of four agricultural by-products." Bioresource technology 104: 708-714. [CrossRef]
- Menardo, S., F. Gioelli and P. Balsari (2011). "The methane yield of digestate: effect of organic loading rate, hydraulic retention time, and plant feeding." Bioresource technology 102(3): 2348-2351. [CrossRef]
- Meng, L., L. Xie, C. T. Kinh, T. Suenaga, T. Hori, S. Riya, A. Terada and M. Hosomi (2018). "Influence of feedstock-to-inoculum ratio on performance and microbial community succession during solid-state thermophilic anaerobic co-digestion of pig urine and rice straw." Bioresource technology 252: 127-133. [CrossRef]
- Mohlin, U. (2002). "Industrial refining of unbleached kraft pulps—The effect of pH and refining intensity." Sweden: STFI AB, Swedish Pulp and Paper Research Institute.
- Montanes, R., R. Solera and M. Perez (2015). "Anaerobic co-digestion of sewage sludge and sugar beet pulp lixiviation in batch reactor: Effect of temperature.." Bioresource Technology 180: 177-184. [CrossRef]
- Montañés, R., R. Solera and M. Pérez (2015). "Anaerobic co-digestion of sewage sludge and sugar beet pulp lixiviation in batch reactors: Effect of temperature." Bioresource technology 180: 177-184. [CrossRef]
- Mshandete, A., L. Björnsson, A. K. Kivaisi, M. S. Rubindamayugi and B. Mattiasson (2006). "Effect of particle size on biogas yield from sisal fibre waste." Renewable energy 31(14): 2385-2392. [CrossRef]
- Mshandete, A., A. Kivaisi, M. Rubindamayugi and B. Mattiasson (2004). "Anaerobic batch co-digestion of sisal pulp and fish wastes." Bioresource technology 95(1): 19-24. [CrossRef]
- Nayono, S. E. (2010). Anaerobic digestion of organic solid waste for energy production, KIT scientific Publishing.
- Neves, L., R. Oliveira and M. Alves (2004). "Influence of inoculum activity on the bio-methanization of a kitchen waste under different waste/inoculum ratios." Process Biochemistry 39(12): 2019-2024. [CrossRef]
- Ohemeng-Ntiamoah, J. and T. Datta (2018). "Evaluating analytical methods for the characterization of lipids, proteins and carbohydrates in organic substrates for anaerobic co-digestion." Bioresource technology 247: 697-704. [CrossRef]
- Ohemeng-Ntiamoah, J. and T. Datta (2019). "Perspectives on variabilities in biomethane potential test parameters and outcomes: A review of studies published between 2007 and 2018." Science of the Total Environment. [CrossRef]
- Pakarinen, O., A. Lehtomaki and J. Rintala (2007). "Batch dark fermentative hydrogen production from grass silage: The effectof inoculum, pH, temperature and VS ratio." International Journal of Hydrogen Energy 33(2): 594-601. [CrossRef]
- Palmowski, L. and J. Muller (1999). "Influence of comminution of biogenic materials on their bioavailability." Muell Abfall 31(6): 368-372.
- Palmowski, L. and J. Müller (2000). "Influence of the size reduction of organic waste on their anaerobic digestion." Water science and technology 41(3): 155. [CrossRef]
- Panigrahi, S. and B. K. Dubey (2019). "A critical review on operating parameters and strategies to improve the biogas yield from anaerobic digestion of organic fraction of municipal solid waste." Renewable Energy 143: 779-797. [CrossRef]
- Pap, B., Á. Györkei, I. Z. Boboescu, I. K. Nagy, T. Bíró, É. Kondorosi and G. Maróti (2015). "Temperature-dependent transformation of biogas-producing microbial communities points to the increased importance of hydrogenotrophic methanogenesis under thermophilic operation." Bioresource Technology 177: 375-380. [CrossRef]
- Park, K. and H. Lee (2020). "Effects of nitrogen gas flushing in comparison with argon on rumen fermentation characteristics in in vitro studies." Journal of Animal Science and Technology 62(1): 52. [CrossRef]
- parra-Orobio, B. A., A. Donoso-Bravo, J. c. Ruiz-Sanchez, K. J. Valencia-Molina and P. Torres-Lozada (2018). "Effect of inoculum on anaerobic digestion of food waste accounting for concentration of waste elements." Waste Management 71: 342-349. [CrossRef]
- Pavi, S., L. E. Kramer, L. P. Gomes and L. A. S. Miranda (2017). "Biogas production from co-digestion of organic fraction of municipal solid waste and fruit and vegetable waste." Bioresource technology 228: 362-367. [CrossRef]
- Pellera, F.-M. and E. Gidarakos (2016). "Effect of substrate to inoculum ratio and inoculum type on the biochemical methane potential of solid agroindustrial waste." Journal of environmental chemical engineering 4(3): 3217-3229. [CrossRef]
- Pereira, S. C., L. Maehara, C. M. Machado and C. S. Farinas (2016). "Physical–chemical–morphological characterization of the whole sugarcane lignocellulosic biomass used for 2G ethanol production by spectroscopy and microscopy techniques." Renewable Energy 87: 607-617. [CrossRef]
- Pommier, S., A. M. Llamas and X. Lefebvre (2010). "Analysis of the outcome of shredding pretreatment on the anaerobic biodegradability of paper and cardboard materials." Bioresource technology 101(2): 463-468. [CrossRef]
- Raposo, F., C. Banks, I. Siegert, S. Heaven and R. Borja (2006). "Influence of inoculum to substrate ratio on the biochemical methane potential of maize in batch tests." Process Biochemistry 41(6): 1444-1450. [CrossRef]
- Raposo, F., R. Borja, M. Martín, A. Martín, M. De la Rubia and B. Rincón (2009). "Influence of inoculum–substrate ratio on the anaerobic digestion of sunflower oil cake in batch mode: process stability and kinetic evaluation." Chemical Engineering Journal 149(1-3): 70-77. [CrossRef]
- Raposo, F., M. De la Rubia, V. Fernández-Cegrí and R. Borja (2012). "Anaerobic digestion of solid organic substrates in batch mode: an overview relating to methane yields and experimental procedures." Renewable and Sustainable Energy Reviews 16(1): 861-877.
- Rémond, R., J. Passard and P. Perré (2007). "The effect of temperature and moisture content on the mechanical behaviour of wood: A comprehensive model applied to drying and bending." European Journal of Mechanics-A/Solids 26(3): 558-572. [CrossRef]
- Rodriguez, C., A. Alaswad, Z. El-Hassan and A.-G. Olabi (2017). "Mechanical pretreatment of waste paper for biogas production." Waste Management 68: 157-164. [CrossRef]
- Rodriguez, C., A. Alaswad, Z. El-Hassan and A. G. Olabi (2018). "Waste paper and macroalgae co-digestion effect on methane production." Energy 154: 119-125. [CrossRef]
- Rodriguez, C., Z. El-Hassan, A. G. Olabi and A. Alaswad (2016). Optimization of anaerobic digestion for mechanically pretreated waste paper. 11th Conference on Sustainable Development of Energy, Water and Environment Systems, SDEWES. Faculty of Mechanical Engineering and Naval Architecture, Zagreb, Lisbon.
- Rodriguez, C., Z. El-Hassan, A. G. Olabi and A. Alaswad (2016). Optimization of the anaerobic digestion process of mechanically pretreated algae. 11th Conference on Sustainable Development of Energy, Water and Environment Systems, SDEWES; Faculty of Mechanical Engineering and Naval Architecture: Zagreb, Croatia.
- Saad, S., I. El-Anwar and N. Metwally (1979). "Evaluation of Egyptian Unbleached Kraft Bagasse Pulp-Part I. Effect of Beating on Chemical and Mechanical Properties." Holzforschung-International Journal of the Biology, Chemistry, Physics and Technology of Wood 33(3): 90-92. [CrossRef]
- SAMBUSITI, C. (2013). "Physical, chemical and biological pretreatments to enhance biogas production from lignocellulosic substrates.".
- Schneider, N. and M. Gerber (2014). "Correlation between viscosity, temperature and total solid content of algal biomass." Bioresource technology 170: 293-302. [CrossRef]
- Sharma, S. K., I. Mishra, M. P. Sharma and J. Saini (1988). "Effect of particle size on biogas generation from biomass residues." Biomass 17(4): 251-263. [CrossRef]
- Shen, J., X.-S. Wang, M. Garcia-Perez, D. Mourant, M. J. Rhodes and C.-Z. Li (2009). "Effects of particle size on the fast pyrolysis of oil mallee woody biomass." Fuel 88(10): 1810-1817. [CrossRef]
- Silvester, F. D. (2013). Timber: Its mechanical properties and factors affecting its structural use, Elsevier.
- Singh, V., E. Khullar, B. Dien, K. Rausch and M. Tumbleson (2013). "Effect of particle size on enzymatic hydrolysis of pretreated miscanthus.". [CrossRef]
- Sosnowski, P., A. Wieczorek and S. Ledakowicz (2003). "Anaerobic co-digestion of sewage sludge and organic fraction of municipal solid wastes." Advances in Environmental Research 7(3): 609-616. [CrossRef]
- Stephenson, J. N. (1951). Pulp and Paper Manufacture. Vol. 1: Preparation and Treatment of Wood Pulp, JSTOR.
- Strömberg, S., M. Nistor and J. Liu (2014). "Towards eliminating systematic errors caused by the experimental conditions in Biochemical Methane Potential (BMP) tests." Waste Management 34(11): 1939-1948. [CrossRef]
- Stroot, P. G., K. D. McMahon, R. I. Mackie and L. Raskin (2001). "Anaerobic codigestion of municipal solid waste and biosolids under various mixing conditions—I. Digester performance." Water research 35(7): 1804-1816.
- Suksong, W., C. Mamimin, P. Prasertsan, P. Kongjan and O. Sompong (2019). "Effect of inoculum types and microbial community on thermophilic and mesophilic solid-state anaerobic digestion of empty fruit bunches for biogas production." Industrial Crops and Products 133: 193-202. [CrossRef]
- Tedesco, S. (2013). Mechanical Pre-treatment Assessment of Marine Biomass, Dublin City University. School of Mechanical and Manufacturing Engineering.
- Tedesco, S., K. Benyounis and A. Olabi (2013). "Mechanical pretreatment effects on macroalgae-derived biogas production in co-digestion with sludge in Ireland." Energy 61: 27-33. [CrossRef]
- Tedesco, S. and S. Daniels (2019). "Evaluation of inoculum acclimatation and biochemical seasonal variation for the production of renewable gaseous fuel from biorefined Laminaria sp. waste streams." Renewable Energy 139: 1-8. [CrossRef]
- Tedesco, S., D. Mac Lochlainn and A. G. Olabi (2014). "Particle size reduction optimization of Laminaria spp. biomass for enhanced methane production." Energy 76: 857-862. [CrossRef]
- Teghammar, A., K. Karimi, I. S. Horváth and M. J. Taherzadeh (2012). "Enhanced biogas production from rice straw, triticale straw and softwood spruce by NMMO pretreatment." Biomass and Bioenergy 36: 116-120. [CrossRef]
- Umetsu, K., S. Yamazaki, T. Kishimoto, J. Takahashi, Y. Shibata, C. Zhang, T. Misaki, O. Hamamoto, I. Ihara and M. Komiyama (2006). Anaerobic co-digestion of dairy manure and sugar beets. International Congress Series, Elsevier. [CrossRef]
- Valero, D., J. A. Montes, J. L. Rico and C. Rico (2016). "Influence of headspace pressure on methane production in Biochemical Methane Potential (BMP) tests." Waste management 48: 193-198. [CrossRef]
- Vasco-Correa, J., S. Khanal, A. Manandhar and A. Shah (2018). "Anaerobic digestion for bioenergy production: Global status, environmental and techno-economic implications, and government policies." Bioresource technology 247: 1015-1026. [CrossRef]
- VDI, V. D. I. (2006). "Fermentation of organic materials, Characterisation of Substrate, Sampling, Collection of Material Data, Fermentation Tests." VDI, Gesellschaft, Energietechnik.
- Victorin, M. (2016). "Development of characterization methods for lignocellulosic biogas substrates.".
- Wang, B. (2016). "Factors that influence the biochemical methane potential (BMP) test." Lund University.
- Wang, B., S. Strömberg, I. A. Nges, M. Nistor and J. Liu (2016). "Impacts of inoculum pre-treatments on enzyme activity and biochemical methane potential." Journal of bioscience and bioengineering 121(5): 557-560. [CrossRef]
- Wang, G. H., Lei Wang, Xue Jun Tan, Yi Xian Wang and F. Wang (2014). "Two-Phase Mesophilic Anaerobic Co-Digestion of Food Waste and Sewage Sludge: Effect of Hydraulic Retention Time." Advanced Materials Research 852. [CrossRef]
- 789-796.
- Wang, K., J. Yin, D. Shen and N. Li (2014). "Anaerobic digestion of foodwaste for volatile fatty acids (VFAs) production with different types of inoculum: Effect of pH." Bioresource technology 161: 395-401. [CrossRef]
- Wang, M., A. K. Sahu, B. Rusten and C. Park (2013). "Anaerobic co-digestion of microalgae Chlorella sp. and waste activated sludge." Bioresource technology 142: 585-590. [CrossRef]
- Wang, X., G. Yang, Y. Feng, G. Ren and X. HAn (2012). "Optimising feeding composition and carbon-nitrogen ratiosfor improved methane yield during anaerobic co-digestion of dairy, chicken manure and wheat straw." Bioresource technology 120: 78-83. [CrossRef]
- Wang, X., G. Yang, Y. Feng, G. Ren and X. Han (2012). "Optimizing feeding composition and carbon–nitrogen ratios for improved methane yield during anaerobic co-digestion of dairy, chicken manure and wheat straw." Bioresource technology 120: 78-83. [CrossRef]
- Whitman, W. B., T. L. Bowen and D. R. Boone (2006). "The methanogenic bacteria." Prokaryotes 3(Chapter 9): 165-207.
- Xie, S., R. Wickham and L. D. Nghiem (2017). "Synergistic effect from anaerobic co-digestion of sewage sludge and organic wastes." International Biodeterioration & Biodegradation 116: 191-197. [CrossRef]
- Xu, F., Z.-W. Wang, L. Tang and Y. Li (2014). "A mass diffusion-based interpretation of the effect of total solids content on solid-state anaerobic digestion of cellulosic biomass." Bioresource technology 167: 178-185. [CrossRef]
- Xu, R., K. Zhang, P. Liu, A. Khan, J. Xiong, F. Tian and X. Li (2018). "A critical review on the interaction of substrate nutrient balance and microbial community structure and function in anaerobic co-digestion." Bioresource technology 247: 1119-1127. [CrossRef]
- Yenigün, O. and B. Demirel (2013). "Ammonia inhibition in anaerobic digestion: a review." Process Biochemistry 48(5-6): 901-911. [CrossRef]
- Yu, M., A. Womac, C. Igathinathane, P. Ayers and M. Buschermohle (2006). "Switchgrass ultimate stresses at typical biomass conditions available for processing." Biomass and Bioenergy 30(3): 214-219. [CrossRef]
- Zamri, M., S. Hasmady, A. Akhiar, F. Ideris, A. Shamsuddin, M. Mofijur, I. R. Fattah and T. Mahlia (2021). "A comprehensive review on anaerobic digestion of organic fraction of municipal solid waste." Renewable and Sustainable Energy Reviews 137: 110637. [CrossRef]
- Zeng, S., X. Yuan, X. Shi and Y. Qiu (2010). "Effect of inoculum/substrate ratio on methane yield and orthophosphate release from anaerobic digestion of Microcystis spp." Journal of Hazardous Materials 178(1-3): 89-93. [CrossRef]
- Zhang, C., G. Xiao, L. Peng, H. Su and T. Tan (2013). "The anaerobic co-digestion of food waste and cattle manure." Bioresource technology 129: 170-176. [CrossRef]
- Zheng, Z., J. Liu, X. Yuan, X. Wang, W. Zhu, F. Yang and Z. Cui (2015). "Effect of dairy manure to switchgrass co-digestion ratio on methane production and the bacterial community in batch anaerobic digestion." Applied Energy 151: 249-257. [CrossRef]
- Zhu, J., Y. Zheng, F. Xu and Y. Li (2014). "Solid-state anaerobic co-digestion of hay and soybean processing waste for biogas production." Bioresource technology 154: 240-247. [CrossRef]
- Zhu, Z., M. K. Hsueh and Q. He (2011). "Enhancing biomethanation of municipal waste sludge with grease trap waste as a co-substrate." Renewable Energy 36(6): 1802-1807. [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



