
Submitted:
28 February 2024
Posted:
29 February 2024
You are already at the latest version
Abstract
Due to the difficult metallurgical conditions during production, advanced processing techniques are required to produce functionally graded metal matrix composites. In this study, we explored a novel approach by using a combination of two different methods to produce Functionally Graded 7075 Al / SiCp composites. First process was direct semi-solid stirring that was used to prevent particle agglomeration, brittle reaction products, floating or settling of the reinforcements and poor wettability for the production of SiCp (wt. 5-20%) reinforced aluminum matrix composites. In the direct semi-solid mixing process, the matrix material remains in a semi-solid state until the reinforcement addition process is completed. The second novel process was sequential squeeze casting to provide liquid diffusion between two composite layers that were used to produce functionally graded aluminum matrix composite. The microstructure and interlayer zones were characterized by using optical microscopy and scanning electron microscopy. The resulting functionally graded material was subjected to spectrometer analyses, density measurements, and metallographic examinations in order to determine the characteristics of its layers and interfacial zones, as well as to assess the formation of the graded structure. The results obtained from this research provide the potential to use this new combined manufacturing method, which is relatively inexpensive, efficient and easily applicable, in order to produce functionally graded SiCp reinforced aluminum composites.
Keywords:
metal matrix composites
; functionally graded materials
; semi-solid stirring
; squeeze casting
; SiC
; aluminum alloys
1. Introduction
Functionally graded materials continue to be developed for the purpose of controlling the mechanical and physical properties varying along the material cross-section such as strength, toughness, corrosion resistance, thermal conductivity, etc., by combining structures with different characteristics. These materials are commonly applied in space technologies and high-tech products due to their functionality [1,2,3,4]. Functionally graded materials are used in various application areas such as defense industry, aerospace and space industry, energy sector, nuclear energy, medical industry, biomaterials, automotive, electronic smart structures, and more [5,6,7,8,9,10,11,12,13]. With the growing interest in functionally graded materials, new production methods are being explored, experimented with, and modified in order to meet the increasing demand. This has led to the diversification of Functionally Graded Materials (FGM) by incorporating various production methods, each tailored to specific needs [14]. Consequently, the exploration of numerous different production methods has illuminated various application areas for FGM, expanding its network of applications as a solution to the needs of advanced engineering materials [15]. The vapor deposition method, which is commonly used in FGM (Functionally Graded Materials) productions, is primarily applied in surface coating processes. Its high energy consumption due to the need for high temperatures and the associated costs of expensive equipment make production methods using gas-phase deposition disadvantageous in terms of overall cost. However, its advantages, such as effectiveness in complex geometries and achievement of a final product finish close to the desired shape, contribute to expanding its applications. In production, liquid-phase methods such as liquid-phase precipitation, plasma spray, and centrifugal casting pose challenges, including the inability to control functional distribution, failure to achieve wetting between reinforcement and matrix, inability to prepare a homogeneous mixture, clumping, rejecting of reinforcement out of the material, and the occurrence of undesirable interfacial reactions. Solid-phase methods, such as powder metallurgy, encounter with issues such as time-consuming mixing, compression, and sintering processes, limited dimensions of the resulting product, and challenges in precision and control during the production stages. The measures taken to overcome these problems often significantly increase processing costs. Despite efforts to address these issues, problems persist in the studies conducted by using gas, liquid, and solid-phase methods, and solutions are still not at a satisfactory level. With a focus on lower costs, the Direct Semi-Solid Mixing method is promising as it allows for avoiding the need for high temperatures, the use of inexpensive equipment, and the desire for controlled internal structure. This method is described in a patent held by Urkmez Taskin and Taskin [16]. In this method, the aluminum, which is kept in a semi-solid state, is continuously stirred throughout the process of adding reinforcement. The viscosity of the composite mixture is relatively high, and the mixing process breaks down the naturally occurring dendrites, resulting in a semisolid microstructure surrounded by spherical solid particles dispersed in the liquid. The spherical grain structure which is called as spherical (non-dendritic) and acquired by working very close to the liquid phase, is essential for the semi-solid process and thixotropic state. The particle sizes obtained are also favorable due to working very close to the liquid phase. The combination of semi-solid mixing and sequential squeeze casting methods for the FGM production has not been encountered with in the literature. However, the method that closely resembles the proposed approach is the CDC method (Cast-Decant-Cast), patented in 2008 and licensed by the ECK company. The CDC method involves the merging of different metals and is particularly used in the production of Functionally Graded Materials (FGMs) through semi-solid casting. It has been noted to be a more cost-effective, straightforward, and successful method as compared to other techniques [16,17,18]. The use of the semi-solid mixing process, which allows for the creation of a spherical grain structure with good mechanical properties and achieving desirable grain sizes and homogeneous mixtures, followed by a compression process to reduce porosity, will bring about a new development in the FGM production methods. The Semi-Solid Mixing method overcomes challenges encountered with in both liquid and solid-phase production methods. The reinforcement material can be homogeneously mixed into the matrix material, eliminating issues such as clumping, rejection of reinforcement from the mixture, and segregation. Furthermore, the reinforcement and matrix have relatively shorter contact times at lower temperatures, reducing the occurrence of undesirable interfacial reactions. Additionally, surface-modified reinforcement particles are effective in preventing these reactions. Surface modification of the reinforcement by coating or passive oxidation is one of the methods that prevent the formation of brittle phases between the liquid metal and the reinforcements. This technique is thought to have high potential for practical manufacturing in preventing undesirable interfacial reaction and increasing the wettability of the material (Shi, 2001) [19].
This study explores the combined application of the Direct Semi-Solid Mixing and sequential compression casting methods in the production of Functionally Graded Materials (FGMs). The synergistic use of these methods is expected to ensure the mass production of larger volumetric products in the FGM production, offering solutions to the previously mentioned problems and the production-related issues.
The anticipated outcomes include the production of materials with higher strength, lower porosity, and controllable mechanical properties. Al7075 was selected as the matrix material in this study. SiCp-reinforced composites were created at different ratios by using the Direct Semi-Solid Mixing method. Subsequently, a functionally graded product at the dimensions of 110 mm x 110 mm x 50 mm was produced by using the sequential squeeze casting method. The innovation of this study is the use of a new direct semi-solid mixing method that is used when creating composite mixtures with different reinforcement ratios, and the resulting composites are deposited by using the sequential pressure casting method in order to obtain functionally graded aluminum composites. In addition, ensuring the bonding between composite layers by liquid diffusion and pressure application is a method that is not applied for the FGM production in the literature. The expected contributions of this study to the field include providing insights into the simultaneous use of these methods for obtaining functionally graded metal matrix composite on a mass scale.
2. Materials and Methods
2.1. Materials
AA7075 alloy was used as the matrix material for the production of functionally graded 7075 Al/SiCp composite. In this alloy, copper serves as the primary alloying element, with additional alloying elements such as magnesium, chromium, and zinc, making it having the highest mechanical strength among aluminum alloys. AA7075 Al alloys were obtained from Guray Aluminum Pazarlama ve Sanayi Ticaret Limited Sirketi located in Istanbul, Turkey, and its specifications are provided in the Table 1., Table 2., and Table 3.
The Green SiC powders (GW Micro) had an average size of 12 μm (500 Mesh) according to the supplier’s data sheets. This material, which is known for its low cost, eas of availability and high strength, is widely used in technical ceramics, semiconductor technology and photovoltaic applications with processes such as bonding and polishing. The characteristic properties of SiC powders are given in the Table 4 and their chemical compositions are given in the Table 5.
The Summary of the squeeze casting conditions and designation for the production of FG-7075/SiCp is given in the Table 6.
The oxidation process of SiC particles was carried out in an electric furnace in air at atmospheric pressure. SiC particles were kept in the electric furnace at 1100˚C for 5 hours, then removed from the furnace and allowed to cool at room conditions [19].
2.2. Preparation of FG-7075/SiCp
The combination of semi solid stirring and squeeze casting methods was used for the production of FG-7075/SiCp. The composite mixtures that will form the layers were prepared by direct semi-solid mixing. Matrix alloy was used in small pieces to control the viscosity of the mixture and to ensure that the desired amount of matrix material was added during mixing for the product. The mixing process was carried out under inert gas N2. For each layer, approximately 0.6 kg of alloy was heated to 635°C-655°C. This temperature range is the semi-solid state temperature for 7075 Al alloy and the alloy is kept in this temperature range until the entire reinforcement is homogeneously distributed in the alloy. The process of maintaining metals in the semi-solid state is described in detail in the reference 5. The homogenized composite slurry was poured into a mold (110 mm x110 mm x 50 mm) heated to 340°C after raising the temperature by 5-10°C in order to make it easier to pour into the mold and solidified by applying 100 bar pressure in the press. Thus, the first 7075 layer of the FG-7075/SiCp structure, being the unreinforced aluminum layer, was formed (Figure 1.).
For the 2nd layer; Pre-oxidized ceramic particle reinforcement material, which was heated to a total of 5% by weight, was added to the matrix material prepared by heating to the semi-solid temperature range. While the matrix material was at semi-solid temperature, low-speed mixing and mashing processes were applied with mixer and masher having different end profiles in order to ensure that the reinforcement particles were dispersed into the matrix material. Then, the composite slurry was poured onto the first layer in the mold placed under the press table, and the upper mold was closed and the pressing process was carried out. Thus, the formation of the 2nd layer was achieved and a 2-layer FG-7075/SiCp was obtained. This process was repeated with different reinforcement ratios (10%, 15%, 20% SiCp) until the 3rd, 4th and 5th layers were formed and, 5-layer FG-7075/SiCp production was carried out (Figure 1. and Figure 2. ).
Figure 1.
Process steps of FG-7075/SiCp production.
2.3. Microstructural Characterisation
In order to determine the characteristic properties of the functional graded material obtained as five layers, a precision cutting device was used in the sample preparation process for the analyzes to be performed. Test specimens were extracted for microstructure analysis, spectrometer analysis, density measurements and SEM-EDS analysis.
For each layer of the composite FGM, spectrometer analyses were performed by using an Optical Emission Spectrometer (OES) device for 5 different zones (Figure 3).
The densities of the samples were measured by using a Mettler Toledo precision balance with a sensitivity of 0,001g, which can measure according to the Archimedes principle.
Figure 4.
Schematic view of the zones of the density measurement samples.
FG-7075/SiCp was fabricated as a block and then samples were sectioned for microstructural analysis from different zones with a precision cutting device. Prior to metallographic preparation, the density of the samples taken from the different layers (Figure 4) of the cross section was measured by using the Archimedes principle. A Nikon Eclipse L150 metallurgical optical microscope was used to analyze the layers of the FG-7075/SiCp grain structure. The samples were prepared for metallography through successive grinding steps by using various levels of SiC papers and then subsequently polished by using 6 µm, 3 µm, 1 µm diamond suspension and 0.02 m colloidal silica, respectively. Furthermore, SiC particles in the transition zone and matrix -SiCp interfaces (Figure 5) were examined by using a Cambridge S4-10 Stereoscan scanning electron microscope (SEM) at 20 keV. Energy Dispersive X-ray Spectroscopy (EDS) for Elemental composition of the different layers of the FG-7075/SiCp samples were carried out by using the integrated Ortec 6230 EDS system.
SEM analysis was also performed in order to observe the globular structure formed as a result of the semi-solid mixing process.
3. Results and Discussion
Effect of Direct Semi-Solid Stirring and Sequential Squeeze Casting
All layers on the cross section of the 7075/SiC FGM block produced by direct dispersion of oxidised SiC particles into the semi-solid matrix. This method was used to obtain homogeneous mixtures without mixing problems such as agglomeration, settling to the bottom of the mixture and undesirable reaction products. In addition to the SEM and EDS analyses, the spectrometer analyses and density measurements were carried out in different zones of each layer in order to discuss the success of the method. The results of the spectrometer analysis show the layers with different reinforcement ratios on the sample and the elemental distribution within these layers, as presented in the Table 7.
In the spectrometer analysis performed on the FG-7075/SiCp block section, the change in Si element in the composition of SiC used as a reinforcing material increased proportionally with the increase in reinforcement ratio while the ratios of the other elements remained relatively constant along the increasing reinforcement in the cross-sectional direction. The presence of increasing amounts of SiC reinforcing particles in each layer shows that the FGM structure is formed as expected in terms of SiC reinforcement ratios.
Density measurements were made on the samples taken from the functionally graded material layers and transition zones. The Table 8 shows both the measured density values and the theoretical densities and porosity. The values obtained as a result of the density measurements show that the density increases with increasing reinforcement ratios as expected. However, the densities in the transition zones were measured differently from the previous and subsequent composite layers. This indicates partial melting in this zone during production, resulting in localised mixing of the two adjacent layers. On the other hand, in certain transition zones, there were higher or lower density zones in comparison with the previous and subsequent layers. The higher density zones suggest that during partial melting and solidification under pressure, liquid diffusion takes place between layers with different reinforcements, and the reinforcing particles mix and increase the reinforcement ratio in this zone, while the lower density transition zones suggest that the reinforcements drain this zone during the mixing of liquid layers. Microscopic examination showed that there was no precipitation or displacement of reinforcement in the lower density zones. However, it was observed that pore formation was dominant in these zones. In particular, high porosity due to mixing processes was observed in the high reinforcement transition zones, confirming the results of the density measurement.

Table 8.
Results of the density measurement of FG-7075/SiCp layers and transition zones.
| SiCp% | Measured Density (g/cm³) |
Theoretical Density (g/cm³) |
Porosity (%) |
|---|---|---|---|
| 0% | 2.787 | 2.81 | 1.06 |
| 0-5% | 2.790 | --- | --- |
| 5% | 2.799 | 2.83 | 1.413 |
| 5-10% | 2.805 | --- | |
| 10% | 2.812 | 2.85 | 1.403 |
| 10-15% | 2.845 | --- | --- |
| 15% | 2.840 | 2.87 | 1.045 |
| 15-20% | 2.831 | --- | --- |
| 20% | 2.848 | 2.89 | 1.73 |
Figure 6.
Density distribution along the Cross-Section of FG-7075/SiCp sample.
Similar to this study, Prabhu (2017) used the centrifugal casting method to produce functionally graded composites from 7075 aluminium alloy reinforced with 6% and 9% SiC and they confirmed that increasing the reinforcement ratio leads to an increase in material density [20]. They found porosity above 3% in 9% SiCp reinforced FDM. In this study, the density results shown in the Table 8 and the Figure 6. increase as the reinforcement ratio increases in compliance with the literature. In this study, the porosity was found to be less than 2% in all layers. In the FGM material obtained by the successive application of semi-solid mixing and pressure solidification, the highest porosity rate of about 1.5% was measured in the zone with 20% SiCp reinforcement, indicating that the applied method can produce a less porous structure [21,22]. It has also been observed that porosity increases with increasing reinforcement ratio in FGM material, but both this rate of increase and the functional graded transition are more controllable than in centrifugal casting in terms of microstructure [20,23].
The SEM (Scanning Electron Microscopy) images and the EDS (Energy Dispersive Spectroscopy) analyses of SiC reinforcement powders before and after oxidation are shown in the Figure 7. The SEM image before oxidation shows that the powders have a size range of 12µm-15µm and have sharp edges. The SEM and EDS analyses after oxidation show the presence of oxide layers on the SiC particles.
The Figure 8. shows that the SiC reinforcement particles were wetted by Al 7075 matrix material. The EDS analysis carried out did not reveal any voids or undesirable phases around the SiC grains.
In the SEM images shown in the Figure 9. at the magnifications of x1000, x2500 and x5000, it can be seen that after the oxidation applied to the SiC particles, a well oxidised surface resulted in more successful wetting and bonding between the particles and the matrix.
In the SEM image shown in the Figure 10.(a), the intermediate zone between the 0% - 5% SiCp layers and the interfaces of these layers can be seen as a faint line. In the interface zone, there is evidence that some of the SiC has been transferred to the unreinforced zone. Bonding by partial melting between the layers is indicated by the lack of a straight and distinct shape in this line in the interface zone and the transition of the reinforcement into the unreinforced layer by partial melting.
In the SEM image shown in the Figure 10.(b), the intermediate zone between the 5%-10% SiCp layers and the junctions of these layers are seen as an indistinct line. The zones where the line becomes less distinct are thought to be partial diffusion zones. The SEM image in the Figure 10.(c) shows the intermediate zone between the 10%-15% SiCp layers and the junctions of these layers. In the interface zone, a transition zone was formed where the SiC particles were homogeneously distributed and no proportional difference was observed in this zone.
In the SEM image shown in the Figure 10.(d), the intermediate zone between the 15%-20% SiCp layers and the junctions of these layers are almost indistinct. A transition zone was formed where the SiC particles were homogeneously distributed and no proportional difference in the layer transition was observed. It is observed that successful bonding is achieved as the reinforcement content increases, although there are small agglomerations between the composite layers.
Figure 11.
SEM photographs of 5% SiCp zone at the magnifications of a) 100X, b) 250X, c) 500X and d) 1000X, showing the formation of globular grains and the separation surfaces formed at the grain boundaries.
Figure 11.
SEM photographs of 5% SiCp zone at the magnifications of a) 100X, b) 250X, c) 500X and d) 1000X, showing the formation of globular grains and the separation surfaces formed at the grain boundaries.
In the Figure 11., it can be seen from the SEM photographs obtained from the sample taken from the 5% SiCp layer at the magnifications of 100X, 250X, 500X and 1000X, respectively, that the separation surfaces between the grains are suitable for the globular structure. It can be seen that the globular structure of the grains expected from semi-solid mixing was successfully achieved and maintained.
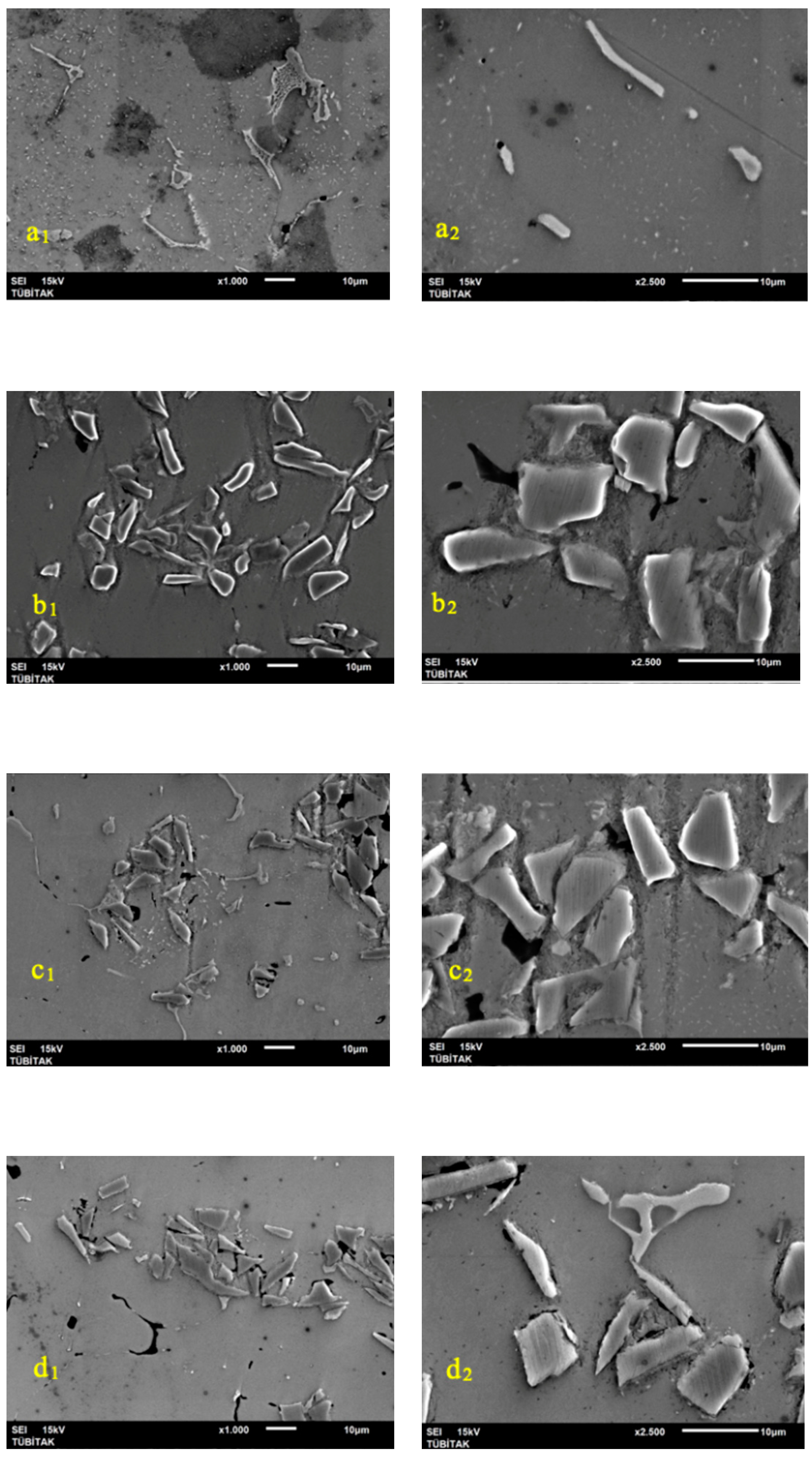
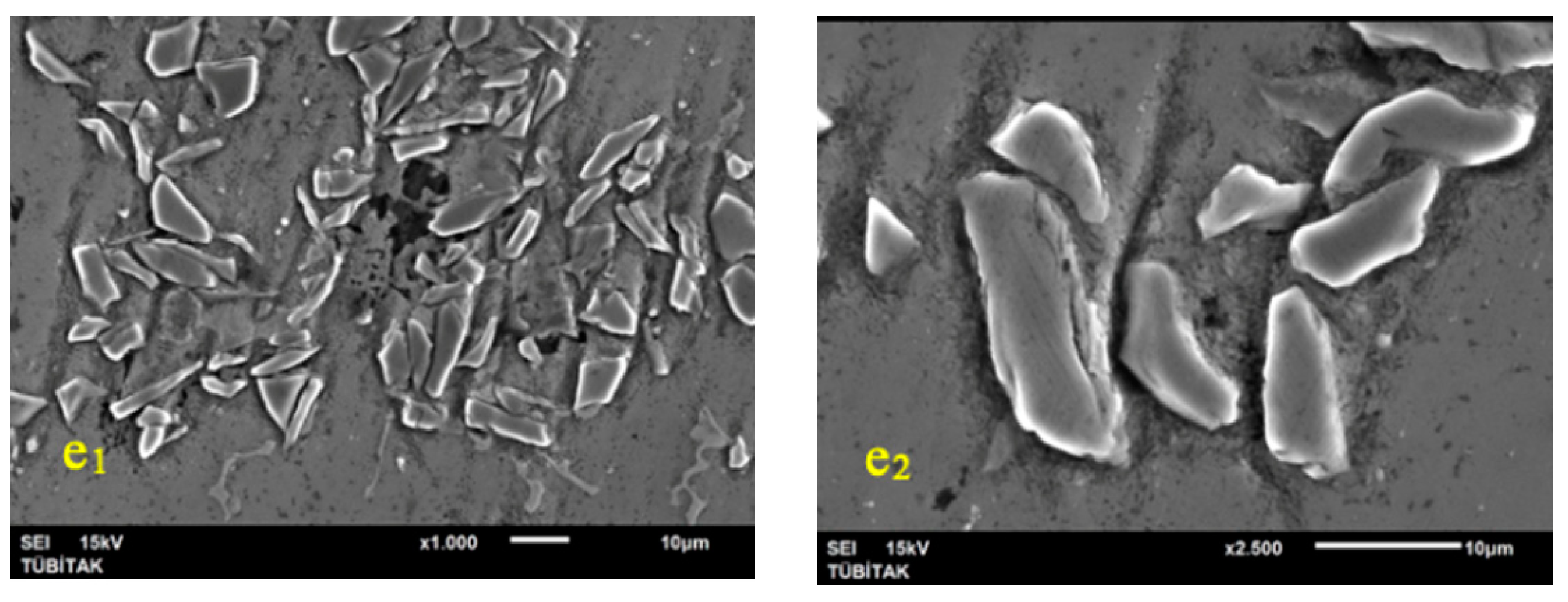
Figure 12.
SEM images of zones with 0%, 5%, 10%, 15% and 20% SiC reinforcement.
In the SEM images shown in the Figure 12. at the magnifications of x1000 and x2500, it can be seen that the surface of the SiC particles has undergone significant oxidation following pre-oxidation, resulting in wetting and binding between the particles and the matrix. In addition, the presence of intermetallic formations and microvoids can be seen in certain zones (a1,a2=0% SiC; b1,b2=5% SiC; c1,c2=10% SiC; d1,d2=15% SiC; e1,e2=20% SiC).
The light microscope images of the zones with SiCp reinforcement of 0%, 5%, 10%, 15% and 20% and the junctions of these zones were taken at the magnification of 5X. The images labelled with a, c, d and g in the Figure 13. represent intermediate zones (junctions). The images b, d, f and h belong to the main zones of the layers.
In the Figure 13a, it can be seen that the interface line between the zones with 0 % and 5 % SiC reinforcement has almost disappeared and there is no significant void or oxide layer, which is indicative of a good bond. A partial diffusion zone (DB) is observed where the line is absent in the intermediate zone, and adhesion is observed where the line is present, as shown in the Figure 13c. In the main zones, there is generally agglomeration to some extent. The Figure 14. illustrates the functionally graded 7075Al/SiCp composite structure (FGM) by combining optical images taken at the same magnification from the intermediate and main zones.
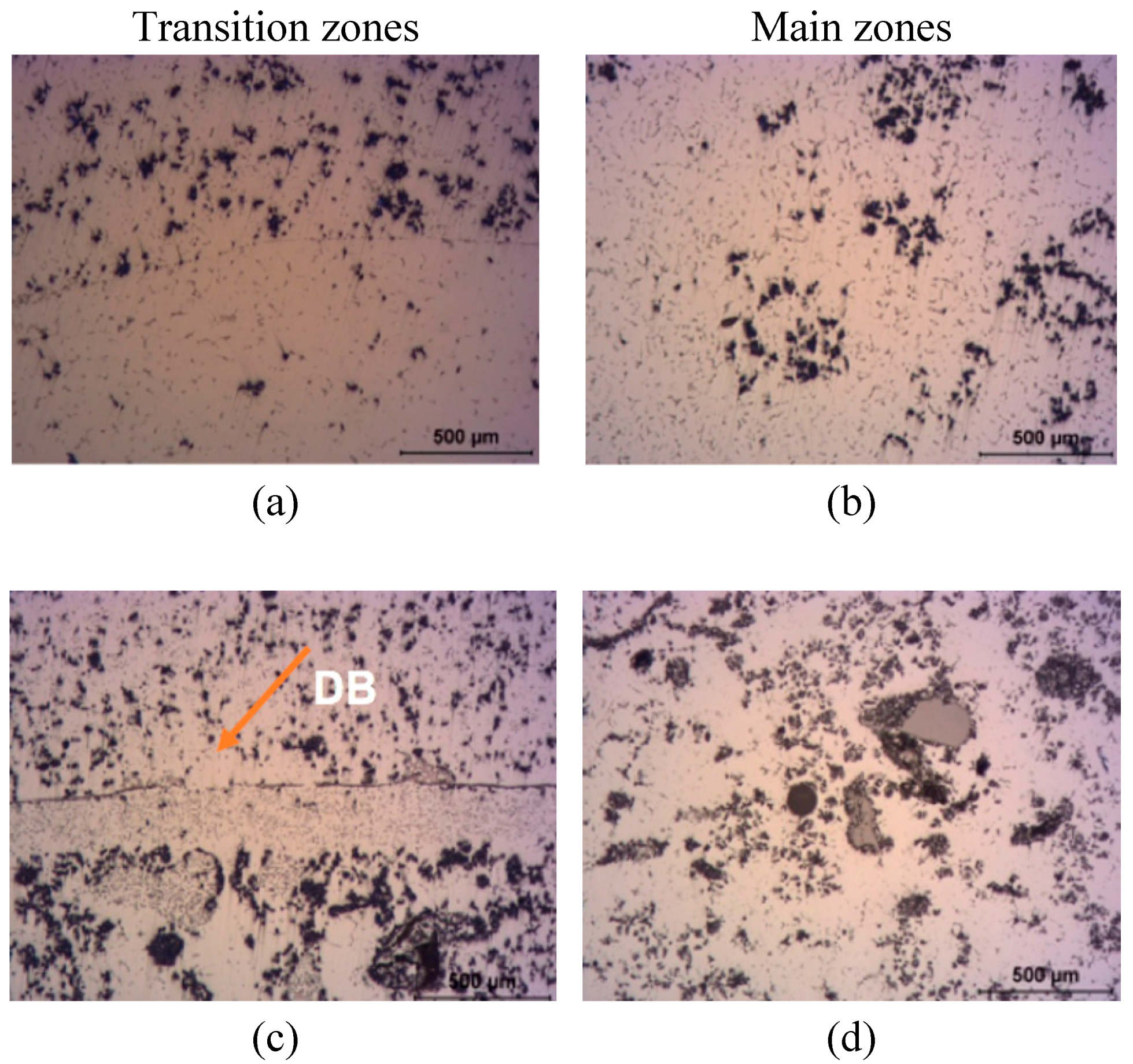
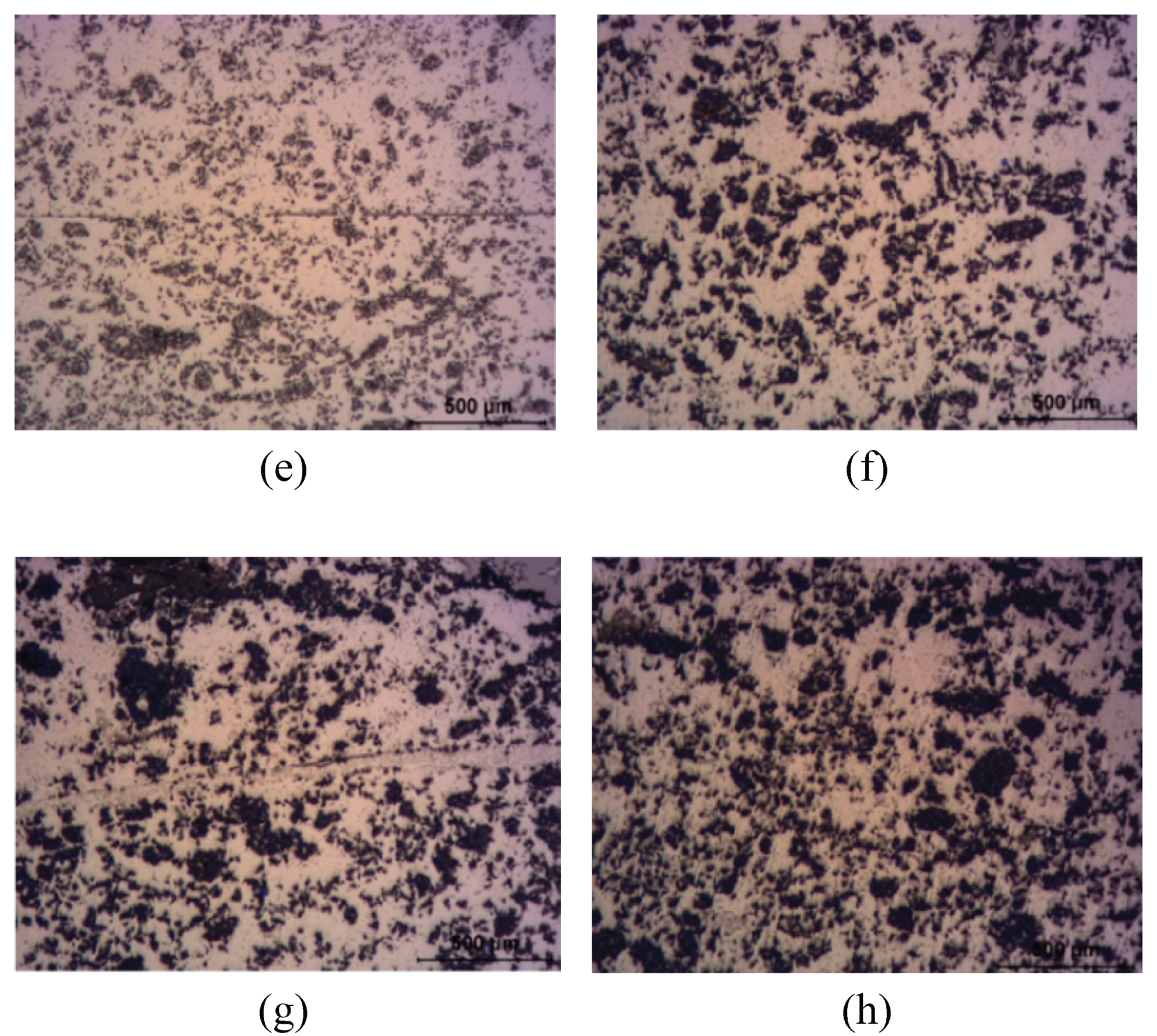
Figure 13.
Light microscopy images of transition zones a) AA7075-%5 SiCp, c) %5-%10 SiCp, e) %10-%15 SiCp, g) %15-%20 SiCp and main zones b) %5 SiCp, d) %10 SiCp, f) %15 SiCp, g)%20 SiCp of the FG-7075/SiCp composites.
Figure 13.
Light microscopy images of transition zones a) AA7075-%5 SiCp, c) %5-%10 SiCp, e) %10-%15 SiCp, g) %15-%20 SiCp and main zones b) %5 SiCp, d) %10 SiCp, f) %15 SiCp, g)%20 SiCp of the FG-7075/SiCp composites.
4. Conclusions
A new processing path for metal matrix FGMs was developed by combining semi-solid mixing and squeeze casting. The functionally graded AA7075/SiCp composite were obtained by these two methods. The following conclusions can be drawn from this study:
- Semi-solid mixing was found to be an effective and efficient method of achieving homogeneous dispersion of SiCp in AA7075 Al alloy. This process prevented the movement of SiCp to the surface, precipitation and largely eliminated agglomeration of SiCp particles during mixing.
- Semi-solid mixing and sequential squeeze casting were used together in order to produce functionally graded metal matrix composite, and the production of FG-AA7075/SiCp composite was successfully achieved by casting the composite mixture with five different reinforcement ratios and solidifying it under pressure in each layer.
- The addition of 5-20 wt% SiCp to AA7075 Al by using the semi-solid mixing method resulted in an increase in density with increasing reinforcement ratio. The SEM results revealed a good interfacial bonding between SiCp and Al-matrix. This was an important finding due to the addition of SiCs at different ratios, indicating a cost-effective incorporation of the particles.
- It was observed that the composite mixture poured in liquid form onto the solidified first layer formed a partial melting and combined with the layer underneath by forming a transition zone under pressure.
- The densities at the intermediate transition zones of the two high reinforcement layers were generally measured higher than the layers before and after the transition zone. These results indicate that partial melting occurred in this zone during production and that two layers were locally diffused with each other.
- Porosity was found to be within the range of 1%-1.7% over the entire cross section. This value is lower than the porosity value obtained when the particle reinforced composites were produced by other methods. It was observed that the sequential application of the squeeze casting method was effective in achieving this result.
A new processing path for metal matrix FGMs was developed by combining semi-solid mixing and squeeze casting. 7075 Al matrix FGMs were obtained by these two methods. By optimising the casting temperature and pressure according to the type of matrix material and by changing the number of layers, the thickness of the layers and the type and proportion of the reinforcing material, FGMs with different functions can be produced by this method. For the practical use of FGMs in the future, studies on the production processes are required to be continued. Further research will open up a new field and market for FGMs.
Funding
This work was supported by Research Fund of the Trakya University. Project Number: 2016/173.
Acknowledgments
The constructive comments of the reviewers are gratefully acknowledged.
References
- Kawasaki, A., & Watanabe, R. (1997). Concept and P/M fabrication of functionally gradient materials. Ceramics international, 23(1), 73-83. [CrossRef]
- Khor, K. A., &Gu, Y. W. (2000). Thermal properties of plasma-sprayed functionally graded thermal barrier coatings. Thin Solid Films, 372(1-2), 104-113. [CrossRef]
- Kieback, B., Neubrand, A., & Riedel, H.(2003). Processing techniques for functionally graded materials. Materials Science and Engineering: A, 362(1-2), 81-106. [CrossRef]
- Koizumi, M. F. G. M. (1997). FGM activities in Japan. Composites Part B: Engineering, 28(1-2), 1-4. [CrossRef]
- Ghosh, K. B., Mukhopadhyay, J., & Basu, R.N. (2016). Functionally graded doped lanthanum cobalt ferrite and ceria-based composite interlayers for advancing the performance stability in solid oxide fuel cell. Journal of Power Sources, 328, 15-27. [CrossRef]
- Vaidya, R. U., Castro, R. G., Peters, M. I., Gallegos, D. E., & Petrovic, J. J. (2002). Use of plasma spraying in the manufacture of continuously graded and layered/graded molybdenum disilicide/alumina composites. Journal of thermal spray technology, 11(3), 409-414. [CrossRef]
- Woolley, R. J., & Skinner, S. J. (2014). Functionally graded composite La2NiO4+ δ and La4Ni3O10− δ solid oxide fuel cell cathodes. Solid State Ionics, 255, 1-5. [CrossRef]
- Marin, L. (2005). Numerical solution of the Cauchy problem for steady-state heat transfer in two-dimensional functionally graded materials. International Journal of Solids and Structures,42(15), 4338-4351. [CrossRef]
- Kim, J. I., Kim, W. J., Choi, D. J., Park, J. Y., & Ryu, W. S. (2005). Design of a C/SiC functionally graded coating for the oxidation protection of C/C composites. Carbon,43(8), 1749-1757. [CrossRef]
- Limarga, A. M., Widjaja, S., & Yip, T. H. (2005). Mechanical properties and oxidation resistance of plasma-sprayed multilayered Al2O3/ZrO2 thermal barrier coatings. Surface and Coatings Technology, 197(1), 93-102. [CrossRef]
- Negahdari, Z., Willert-Porada, M., & Scherm, F. (2010). Development of novel functionally graded Al2O3-lanthanum hexaaluminate ceramics for thermal barrier coatings. In Materials Science Forum, 631, 97-102. [CrossRef]
- 12. Udupa, G., Rao, S. S., & Gangadharan, K. V. (2014). Functionally graded composite materials: an overview. Procedia Materials Science, 5, 1291-1299. [CrossRef]
- Zhang, L. X., Zhang, B., Sun, Z., Pan, X. Y., Shi, J. M., & Feng, J. C. (2020). Preparation of graded double-layer materials for brazing C/C composite and TC4. Journal of Alloys and Compounds,823, 153-169. [CrossRef]
- Torres, Y., Trueba, P., Pavón, J. J., Chicardi, E., Kamm, P., García-Moreno, F., & Rodríguez-Ortiz, J. A. (2016). Design, processing and characterization of titanium with radial graded porosity for bone implants. Materials & Design, 110, 179-187. [CrossRef]
- Woodward, B., & Kashtalyan, M. (2012). Performance of functionally graded plates under localised transverse loading. Composite Structures, 94(7), 2254-2262. [CrossRef]
- Taskin, N.U., Taskin, V. Continuous composite metal foam production and method and device for stirringparticle reinforced composite metal. European Patent No. 3083105.European Patent Office. 2017.
- Andilab, B.; Emadi, P.; Ravindran, C. Casting and Characterization of A319 Aluminum Alloy Reinforced with Graphene Using Hybrid Semi-Solid Stirring and Ultrasonic Processing. Materials 2022, 15, 7232. [CrossRef]
- Kunimine, T., Sato, H., Miura-Fujiwara, E., & Watanabe, Y. (2016). New Processing Routes for Functionally Graded Materials and Structures through Combinations of Powder Metallurgy and Casting. InTech. [CrossRef]
- Shi, Z., Ochiai, S., Hojo, M. et al. (2001).The oxidation of SiC particles and its interfacial characteristics in Al-matrix composite. Journal of Materials. Science 36, 2441–2449. [CrossRef]
- Prabhu, T. R. (2017). Processing and properties evaluation of functionally continuous graded 7075 Al alloy/SiC composites. Archives of Civil and Mechanical Engineering, 17(1), 20-31. [CrossRef]
- Cornie, J.A., Moon, H.K., Flemings, M.C., Masounave, J., Hamel, F.G. (1990). Proceedings of The International Conference On Fabrication of Particulates Reinforced Metal Composites, Montreal, Quebec. Canada. Asm International, USA, 63-78.
- Lei, M., & Ledbetter, H. (1994). Elastic constants of SiC p/Al: Measurements and modeling. Metallurgical and Materials Transactions A,25(12), 2832-2835. [CrossRef]
- Rajan, T. P. D., Pillai, R. M., & Pai, B. C. (2010). Characterization of centrifugal cast functionally graded aluminum-silicon carbide metal matrix composites. Materials characterization, 61(10), 923-928. [CrossRef]
Figure 2.
Cross-section of 5-layer FG-7075/SiCp.
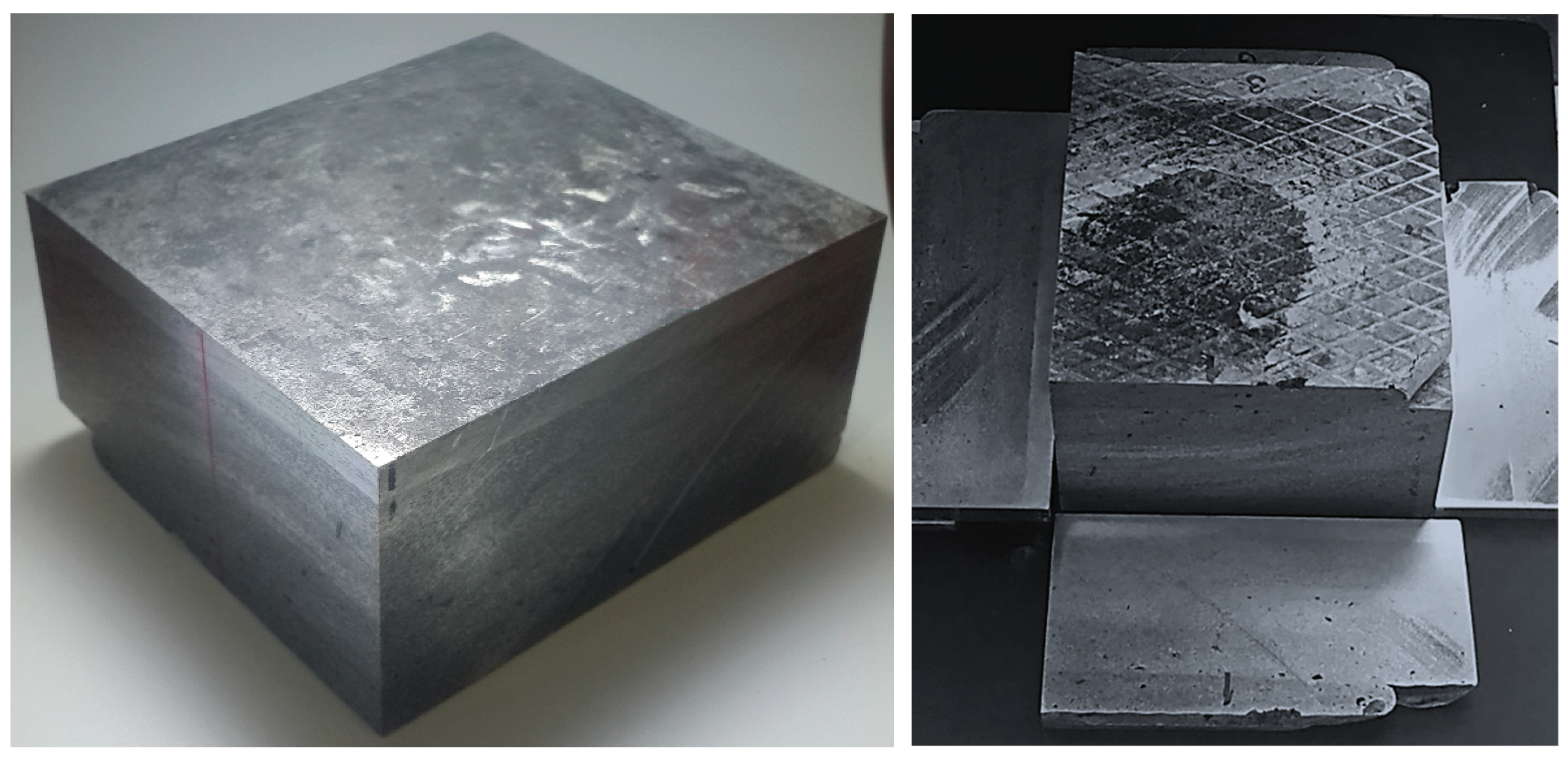
Figure 3.
Schematic view of the spectrum analysis samples and measurement zones.
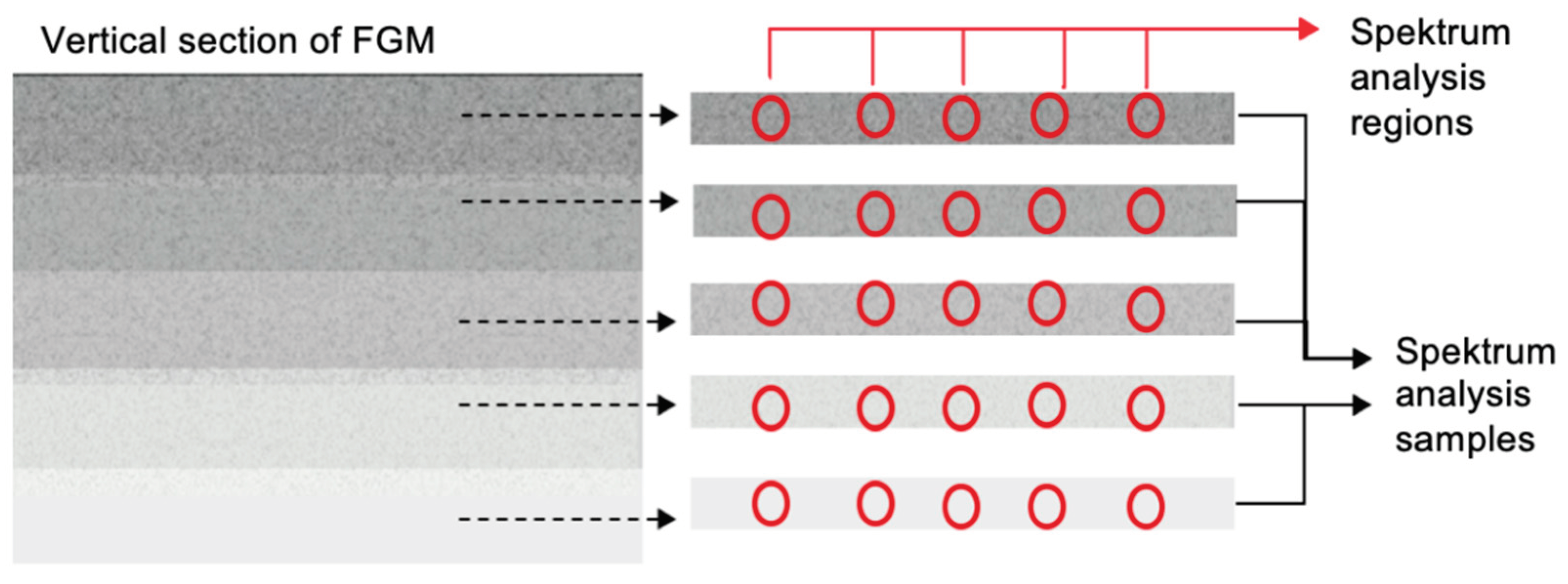
Figure 5.
Microstructure examination zones.
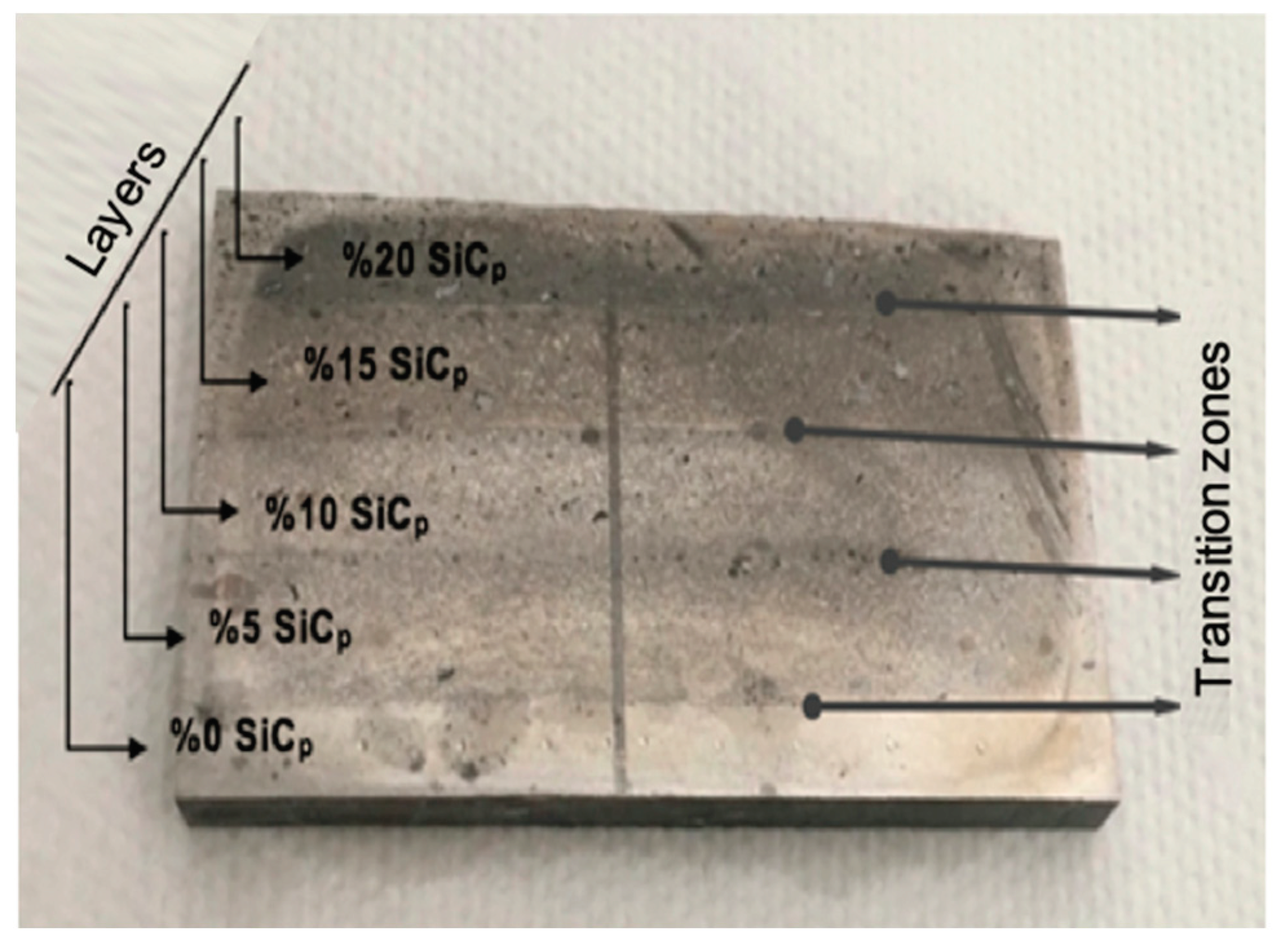
Figure 7.
SEM and EDS Analyses of SiCp.
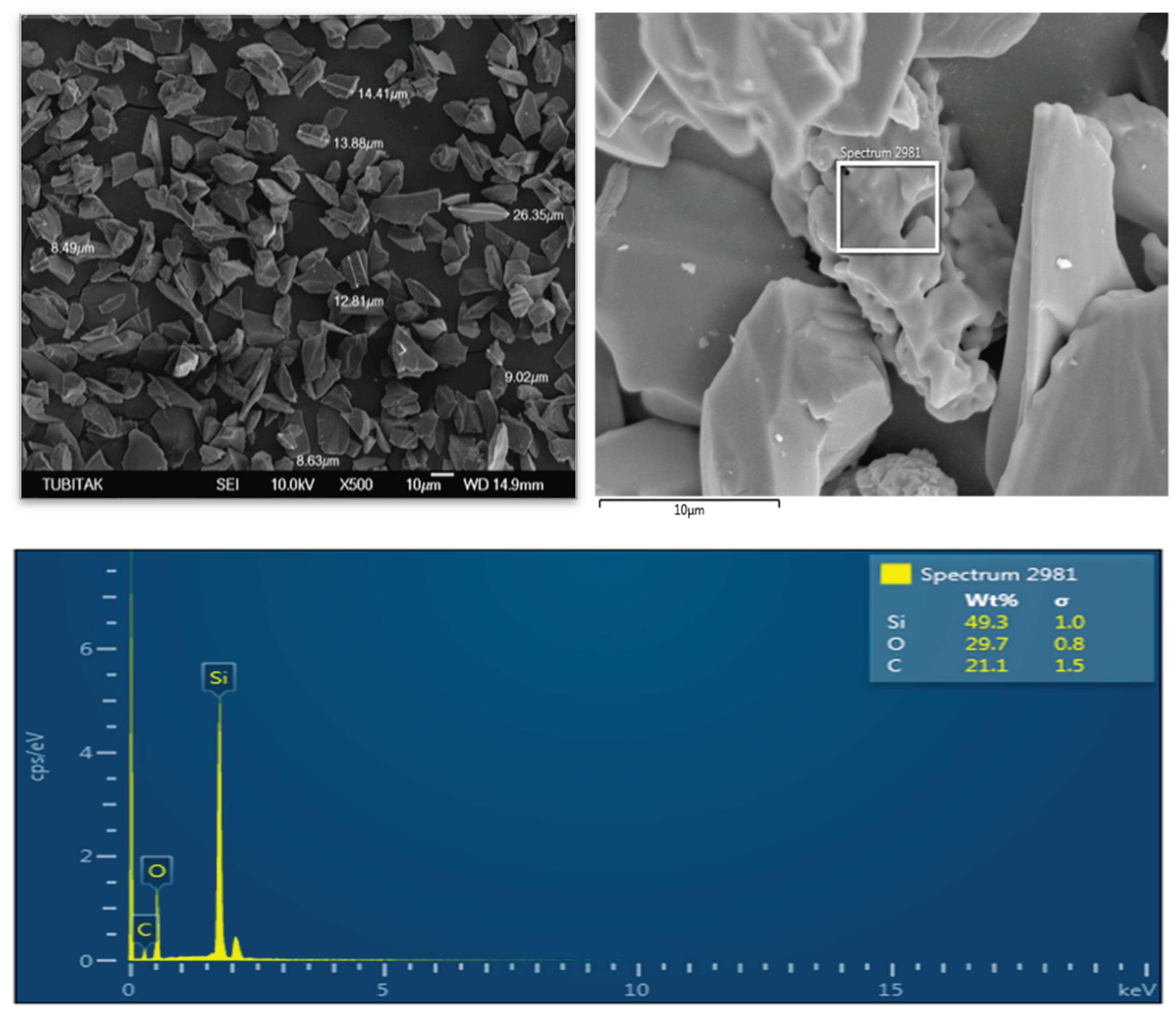
Figure 8.
SEM and EDS analyses of SiC reinforcement particles within the aluminum matrix.
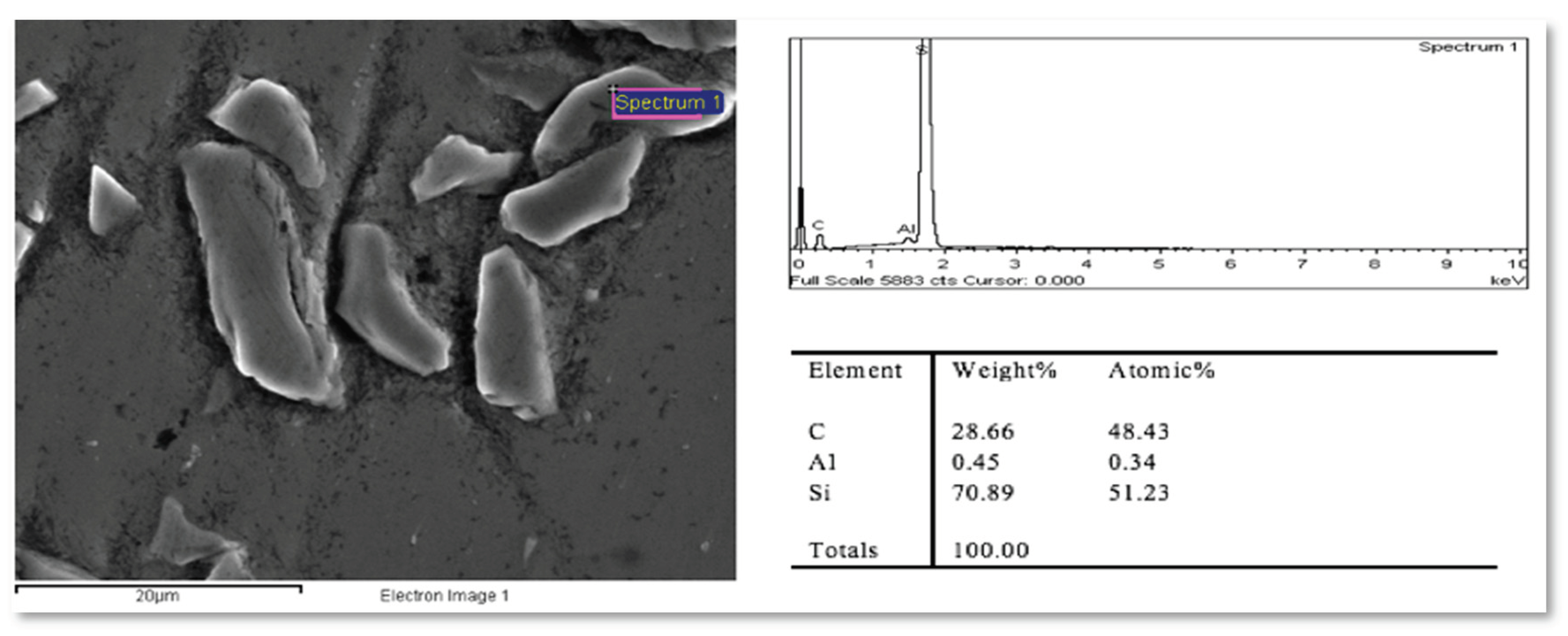
Figure 9.
SEM images at the magnifications of x1000, x2500, and x5000, respectively.
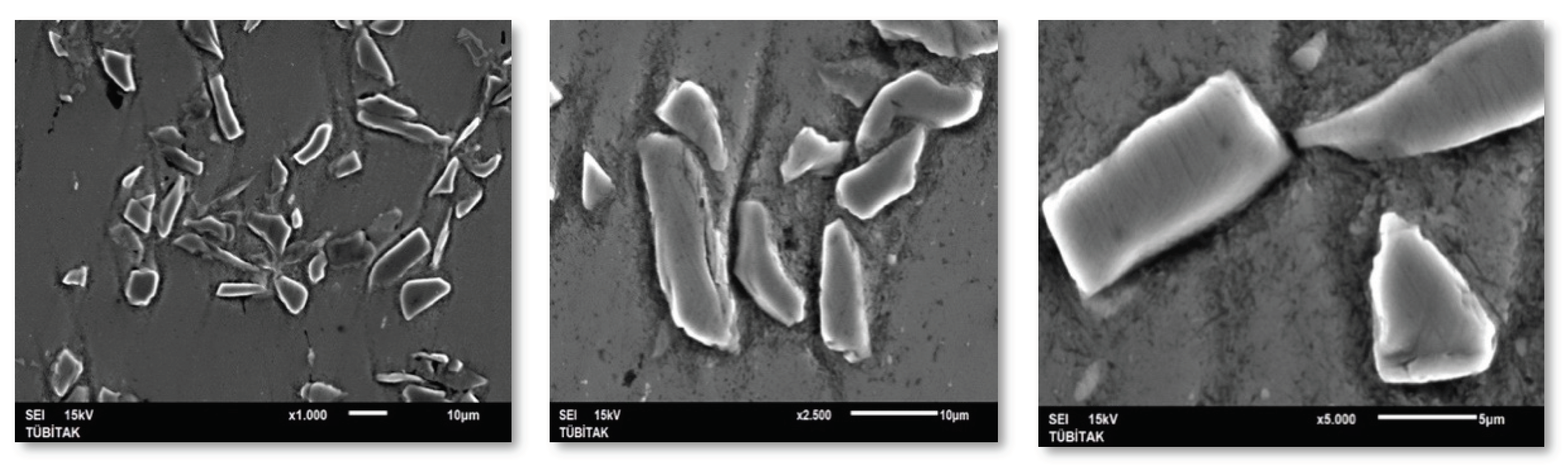
Figure 10.
SEM image of the transition zone with (a) 0-5% SiCp, (b) 5-10% SiCp,(c) 10-15%SiCp and (d)15-20% SiCp.
Figure 10.
SEM image of the transition zone with (a) 0-5% SiCp, (b) 5-10% SiCp,(c) 10-15%SiCp and (d)15-20% SiCp.
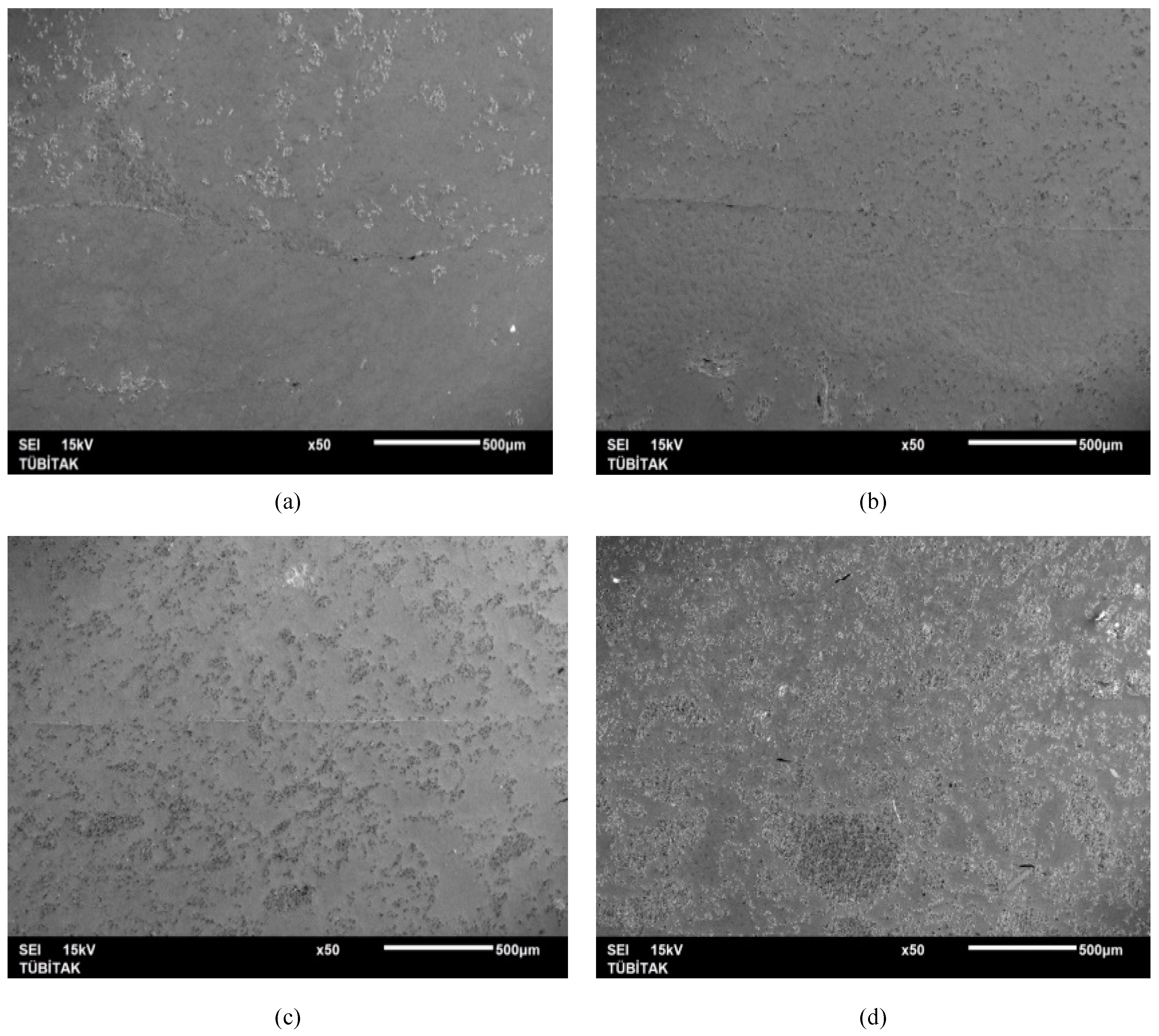
Figure 14.
FG-7075Al/SiCp Composite Structure.
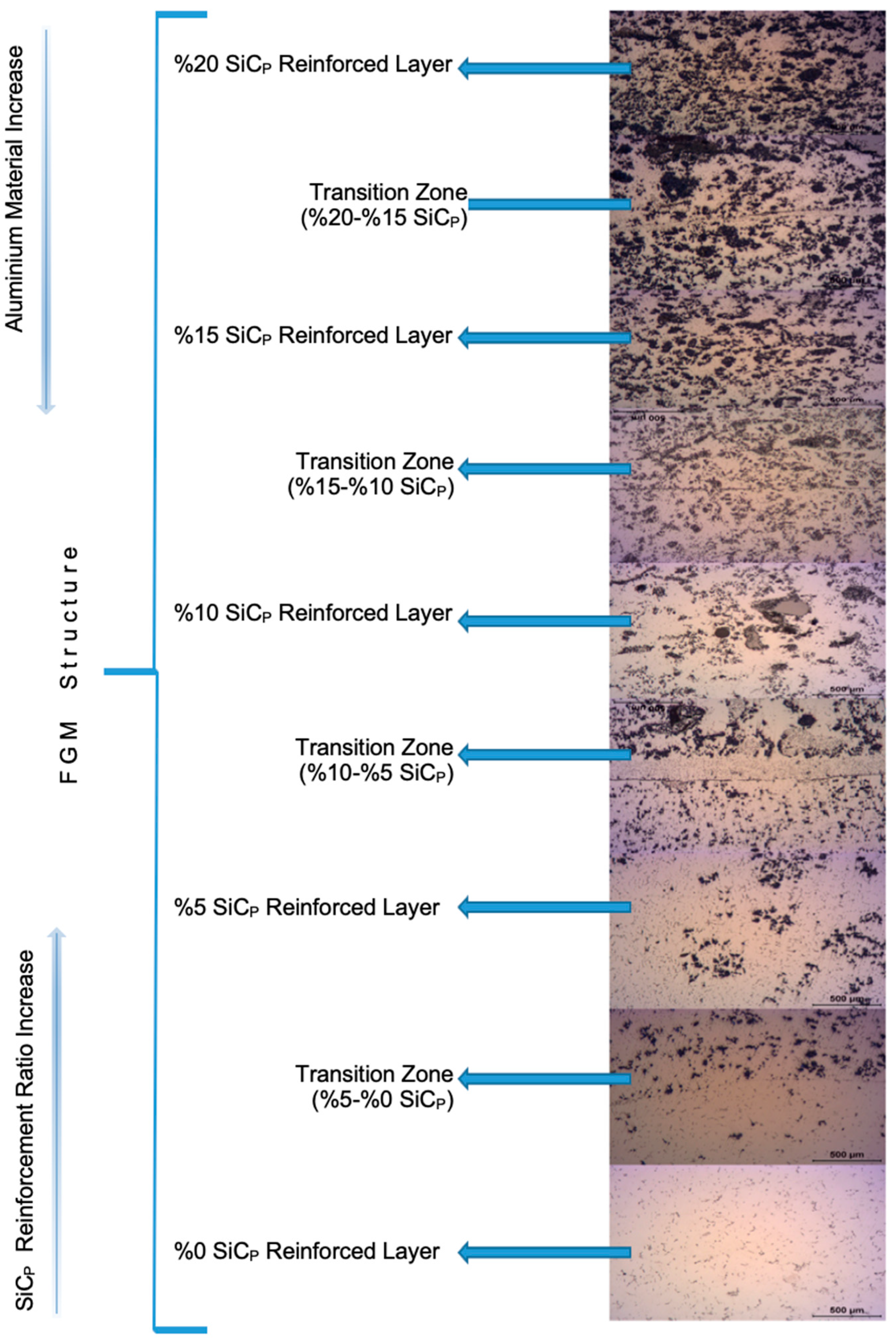
Table 1.
Physical properties of Al7075 alloy.
| Density | 2,81 | g/cm3 |
| Elastic Modulus | 71-72 | GPa |
| Specific Heat (273-373 K) | 0,97 | |
| Linear Expansion Coefficient (293-373 K) | 23x10-6 | /°K |
| Thermal Conductivity (373-673 K) | 130 | W/m°K |
| Resistivity (293 K) | 0,049x10-6 | Ωm |
Table 2.
Chemical composition of AA7075 alloy.
| Weight % | Si | Fe | Cu | Mg | Mn | Cr | Zn | Ti |
|---|---|---|---|---|---|---|---|---|
| Minimum | - | - | 1,2 | 2,1 | - | 0,18 | 5,1 | - |
| Maximum | 0,4 | 0,5 | 2 | 2,9 | 0,3 | 0,28 | 6,1 | 0,2 |
Table 3.
Mechanical properties of AA7075 alloy.
| Heat Treatment | Tensile Strength (Rm MPa) |
Yield Strength (Rp 0,2/MPa) |
Elongation(%) | Hardness (Brinell) |
|---|---|---|---|---|
| T0 | 225 | 105 | 17 | 60 |
| T6 | 530-570 | 460-505 | 10 | 150 |
Table 4.
Characteristic Properties of SiCp Reinforcements.
| Particle Type | Particle Type Size (μm) | Density (gr/ cm3) |
Tensile Strength (GPa) |
Elastic Modulus (GPa) |
|---|---|---|---|---|
| SiC | 15- 340 | 3,2 | 3 | 480 |
Table 5.
Chemical Composition of SiCp Reinforcements.
| Products | Particle Size | SiC% | Free C % | Si % | SO2 % | Fe2O3 % |
|---|---|---|---|---|---|---|
| SiC | F240- F800 | 99,5 | 0,10 | 0,10 | 0,10 | 0,05 |
Table 6.
Summary of the squeeze casting conditions and designation.
| Condition | SiC Addition (wt%) | Application (within a 5-layer FDM) |
|---|---|---|
| AA7075 | - | 1st layer |
| AA7075 + 5 % SiC | 5 | 2nd layer |
| AA7075 + 10 % SiC | 10 | 3rd layer |
| AA7075 + 15 % SiC | 15 | 4th layer |
| AA7075 + 20% SiC | 20 | 5th layer |
Table 7.
Spectrometer results for different layers.
| Si | Fe | Cu | Ti | Mn | Mg | Cr | Zn | Al | |
|---|---|---|---|---|---|---|---|---|---|
| 1st Layer | 0,061 | 0,025 | 0,516 | 0,0555 | 0,0287 | 1,57 | 0,257 | 4,00 | 93,4 |
| 2nd Layer | 2,420 | 0,639 | 1,210 | 0,0489 | 0,0817 | 2,69 | 0,159 | 4,57 | 88,1 |
| 3rd Layer | 6,420 | 0,831 | 1,450 | 0,0343 | 0,1670 | 2,80 | 0,241 | 4,79 | 83,1 |
| 4th Layer | 14,32 | 0,798 | 1,690 | 0,0360 | 0,0441 | 2,38 | 0,200 | 5,50 | 74,8 |
| 5th Layer | 20,84 | 1,030 | 1,600 | 0,0344 | 0,0253 | 2,01 | 0,190 | 4,94 | 68,7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



