Submitted:
05 March 2024
Posted:
05 March 2024
You are already at the latest version
Abstract
Aiming at the problems of high labor intensity and high cost of manual picking, high loss rate of mechanical picking seeds, low mechanization level and difficult to guarantee the quality of picking plates in the process of picking plates of edible sunflower. Based on the principle of manual plate taking, a plate taking control system for sunflower harvesting table was designed. Through the research and analysis of the principle of taking the plate of the edible sunflower harvesting table. According to the actual operation requirements, the overall scheme of the sunflower plate control system is determined, and the control strategy of imitating artificial low loss harvesting is designed. To reduce the grain loss in the process of taking the plate and improve the control accuracy of the system on the movement speed and displacement of the key components in the process of taking the plate, a trapezoidal acceleration and deceleration control algorithm is designed as the control algorithm of taking the plate. To verify the working performance of the plate control system, with the absolute error, relative error and total loss rate of the harvest as objectives. The bench and field verification experiments were both carried out. The bench experiment showed that the speed error of the plate parts was not more than 0.028 m/s. In the bench experiments of the device, the maximum positioning error was 1.25 mm, the average relative error is only 0.94 %, and the grain loss rate was not more than 2.26 %. It result showed that the system algorithm was reliable, the positioning accuracy was high, and the taking plate operation can be completed well. The field verification experiment showed that the forward speed of the unit was in the range of 0.4~0.8 m/s, and the total loss rate of harvest was less than 5 %. When the forward speed is 0.6 m/s, the minimum harvest loss rate is 2.32 %, and which indicated the control system meets the requirements of sunflower harvesting operation.
Keywords:
edible sunflower
; harvester
; taking plate control system
; trapezoidal acceleration and deceleration control algorithm
; field experiment
1. Introduction
Edible sunflower is mostly used for snacks and food additives [1,2,3]. It is an important economic crop for farmers to increase their income. It is suitable for planting in saline-alkali land and barren land. It has the characteristics of drought tolerance, salt tolerance and strong adaptability [3,4], mainly distributed in Xinjiang, Inner Mongolia, Shandong and other regions [5]. After maturity, the moisture content of edible sunflower is highy, and it is not suitable for direct harvesting. At the same time, due to the limited drying site, the edible sunflower is usually harvested in stages [6]. When harvesting, the sunflower rod is cut and pointed from the middle position, and then the sunflower plate is inserted into the sunflower rod, manually, to dry for 5-7 days [5,6,7,8,9] to reduce its moisture content. After drying, the field harvesting operation is carried out. At present, most of the harvesting sunflower plate operations are carried out manually which has the shortcoming of high labor intensity, high cost and low efficiency. It is urgent to develop a harvesting device suitable for low-loss harvesting of edible sunflowers. At the same time, it is of great significance to reduce the labor intensity of farmers, improve operation efficiency, reduce the production cost of edible sunflowers, and improve production efficiency. Due to the variety and climate of sunflower (edible sunflower, oil sunflower) in other countries, the edible sunflower is mostly harvested by joint harvesting, and the cutting table is the common cutting table for edible sunflower and oil sunflower [10,11,12]. For example, the Helianthus 12000 series sunflower header developed by Capello company in the United States, the Falcon series sunflower header developed by Rostselmash company in Russia, the G3 series sunflower header developed by Fantini company in Italy, and the sunflower header developed by ZIEGLER company based on the principle of corn header [13,14,15,16]. At present, the research on the harvesting of sunflower is still in its infancy in China. Related researchers have used the principle of wheat and corn harvesting to develop a mechanical for the harvesting of sunflower [17]. Zhang Shuangxia et al. [18] designed a sunflower harvesting header, which removed the sunflower plate from the sunflower rod by the reel. Because the water content of the sunflower plate after the reel was dried was low, the impact of the reel was large during the reel taking process, and the reel was in contact with the surface of the sunflower plate. Friction occurs, which is easy to cause grain shedding and high loss rate. The sunflower cutting table device designed by Zhang Yu et al. [18] cuts the sunflower rod through the reeling chain and the reeling teeth. In the process of cutting the sunflower rod, the cutting jitter will cause the sunflower plate to fall and the grain loss. The 4ZXRKS-4 type sunflower harvester developed by Hongchang Machinery Manufacturing Co., Ltd.in Tuoketuo County, Inner Mongolia [19,20]. The sunflower stem is introduced along the cutting table and fed by the dial chain. At the same time, the roller pulls the stem downward, and the sunflower stem is cut at the cutting knife. The sunflower plant is forced to feed by the dial chain and the dial chain. In the process of pulling the roller down, the sunflower plate will be greatly impacted, resulting in a large amount of grain loss.
In order to solve the problem of more grain loss in the process of plate picking operation of existing sunflower harvesting machinery in the mechanized harvesting process of edible sunflower in Xinjiang area. In this paper, based on the principle of artificial take-up, a set of take-up control system for edible sunflower harvesting was designed which aimed to reduce the loss of grains in the process of take-up and provide a new idea for the development of edible sunflower harvesting machinery.
2. Materials and Methods
2.1. Overall Structure of Sunflower Harvesting Platform
The sunflower harvesting Platform table are composed of mechanical part and detection control part. The mechanical part consists of a frame, a dividing part, a conveying mechanism and a plate taking mechanism. The detection control part consists of a plug height detection sensor, a sunflower position detection sensor and a control system. The plate taking mechanism is composed of nylon plate (with rack), synchronous belt and pulley, input shaft and gear, gear shaft and lifting gear. The structure was delineated in Figure 1.
2.2. The Working Principle of Sunflower Harvesting Platform
When the edible sunflower harvesting platform is working, the edible sunflower plants are divided into rows by the dividing parts. Firstly, the height information of the socket is collected by the socket height detection sensor to determine the displacement of the plate taking mechanism. Then, the position information of the specific sunflower rod is obtained by the position detection sensor. According to the operation information, the plate taking mechanism is controlled to drive the nylon plate operation, and the height of the plug is profiled. The sunflower plate is taken down along the growth direction of the sunflower rod by imitating the artificial method (Figure 2), and the taken sunflower plate falls into the conveying device and is transported to the next link. The plate taking mechanism drives the nylon plate to reset to prepare for the next plate taking operation. The schematic diagram of the plate taking process was delineated in Figure 3.
In order to ensure that the nylon plate can remove the sunflower plate before the sunflower rod is tilted, the minimum rising speed of the nylon plate should meet that when the sunflower rod moves to the end of the nylon plate, the nylon plate just removes the sunflower plate. The rising speed of nylon plate can be calculated by the following Equation (1).
where vrise is the rising speed of nylon plate (m/s), h is the height of the socket (The vertical distance from the top of the sunflower plate to the ground) (m), v was the forward speed of the harvester (m/s), l1 is the horizontal distance between the sunflower detection sensor and the end of the nylon plate (m), xrise is the rising displacement of the nylon plate (m).
After taking the plate, the nylon plate falls back to the starting point. In order to meet the conditions of single plant feeding and continuous plate taking, the nylon plate needs to fall back to the starting point when the next edible sunflower reaches the position detection sensor. The falling speed of nylon plate can be calculated by the following Equation (3).
where vfall is the falling speed of nylon plate (m/s), l is the plant spacing of edible sunflower plants (usually 0.6m), xfall is the falling displacement of the nylon plate (m).
In order to make the picking process of sunflower harvest more stable, reduce the impact on crops during the operation of the device, and reduce the loss rate, the rising and falling speed of nylon plate should be taken as the minimum under the condition of meeting the picking speed. In order to facilitate the control, the speed of the nylon plate rising and falling are set to be equal, and the pause time of the nylon plate rising to the target displacement and falling to the starting point is considered. The rising and falling speed of nylon plate can be calculated by the following Equation (5).
where Δt is the pause time during each pick-up process (0.025s).
The horizontal distance between the sunflower position detection sensor and the end of the nylon plate l1 can be calculated by the Equation (6).
The calculation Equations (7-8) of the target speed and rotation angle of the forward and reverse rotation of the stepper motor can be derived from Equations (2) and (5).
In Equations (7-8), nrise is the forward target speed of stepper motor (r/min), nfall is the reverse target speed for stepper motor (r/min), d is the diameter of the lifting gear (m), i is the transmission ratio of the plate taking mechanism, θrise is the target rotation angle of the stepper motor forward rotation (rad), θfall is the target rotation angle of the stepper motor reverse rotation (rad).
2.3. Design of Plate Taking Control System
A plate taking control system based on sunflower harvesting table was designed. The control system consists of a working speed detection sensor, a sunflower position detection sensor, a plug height detection sensor, a controller, a driver, and a stepper motor, the overall scheme of the plate taking control system was delineated in Figure 4. The control system uses the operating speed detection sensor to collect the operating speed information, the plug height detection sensor to collect the height information of the sunflower plug, and the sunflower position detection sensor to detect whether the sunflower plant is in place. With the controller as the core, the controller controls the driver to drive the stepper motor, and the stepper motor drives the plate taking mechanism to realize the plate taking operation of the nylon plate.
2.4. Hardware Design of Control System
The hardware of the control system is composed of signal acquisition part, drive actuator, main control board and power supply part, as shown in Figure 5. The E6B2-CWZ3E incremental photoelectric rotary encoder was used for the position detection sensor, and the working speed detection sensor of the signal acquisition part. Sunflower plate height detection sensor selection Ip-ESCL4805 measuring light curtain. The ME-8107 travel switch is selected for the position detection sensor. The driving actuator includes an actuator and a driver. The actuator uses a Leissey 86CME120 stepper motor, and the driver uses a Leissey MA860C stepper motor driver. The main control board is composed of controller and sensor interface circuit. The controller uses STM32f103C8T6 Microcontroller Unit (72 main frequency, 48 pins). The sensor interface circuit includes encoder interface circuit, measurement light screen interface circuit and travel switch interface circuit. The interface circuit of encoder and travel switch adopts 5 V-3.3 V optocoupler isolation circuit. The measurement light curtain interface circuit adopts RS485 level conversion circuit. The power supply part includes a 24 V DC power supply, a 24 V-48 V voltage conversion module, and a 24 V-5 V voltage conversion module. The 24 V DC power supply is used to measure the voltage supply of the light curtain, the 24 V-48 V voltage conversion module is used to supply the voltage of the stepper motor, and the 24 V-5 V voltage conversion module is used to supply the voltage of the encoder, the travel switch and the main control board.
2.5. Control System Software Design
The software flow chart of the sunflower plate taking control system was delineated in Figure 6. When the program starts to run, the system initialization is performed first. When the sunflower plant passes through the measuring light curtain, the top of the sunflower plate covers the corresponding optical axis on the measuring light curtain, and the measuring light curtain actively sends the height information of the plug plate to the controller through the RS485 ModBus-RTU protocol (The top distance of the sunflower plate measures the height of the bottom of the light curtain). The controller reads the measurement light curtain information through TIM4 every 20 ms. After reading the measurement light curtain information many times, the maximum sampling value is stored as the height of the plug. At the same time, the controller reads the number of encoder pulses every 20 ms to calculate the operating speed. When the travel switch is triggered, the controller obtains the height of the plug and the working speed. According to the height of the plug and the working speed, the target displacement and the target speed of the stepper motor are calculated by the equation. The calculated target speed and target displacement of the motor are brought into the trapezoidal acceleration and deceleration control algorithm of the stepper motor, and the TIM1 output PWM signal is controlled to drive the stepper motor forward and reverse. Drive the stepper motor to rotate forward, thus driving the nylon plate to rise to complete the sunflower plate harvesting operation. Drives the stepper motor to reverse, thereby driving the nylon plate down to the starting point and preparing for the next harvesting operation.
2.6. Design of Trapezoidal Acceleration and Deceleration Control Algorithm
The essence of the sunflower plate taking control system is the control of the stepping motor. According to the operation requirements, the nylon plate has higher requirements for motion speed and displacement during the rising and falling process. Therefore, there are strict requirements for the speed and angle control of the stepper motor. In this paper, a trapezoidal acceleration and deceleration control algorithm [21,22,23] is designed to control the speed and rotation angle of the stepper motor. The algorithm is mainly composed of three stages: uniform acceleration, uniform speed and uniform deceleration.
At the beginning, the initial speed of the stepper motor is zero, with a certain acceleration uniform acceleration to a certain speed, and then maintain a uniform motion, and then at a certain speed uniform deceleration to zero. The acceleration of uniform acceleration is equal to the deceleration of uniform deceleration, which is a fixed value in the whole process of taking the sunflower plate. According to the maximum operating speed and the maximum operating height, the minimum acceleration and deceleration of the stepper motor are calculated to be 163.16 rad/s2. In order to make the lifting process of the stepper motor more stable, 164 rad/s2 is taken as the acceleration and deceleration size in the trapezoidal acceleration and deceleration control algorithm. In order to control the stepper motor speed required for the stepper motor to reach Equation (7), the maximum speed of the stepper motor is greater than the motor speed calculated by Equation (7). In order to control the stepper motor to reach the required angle Equation (8). The relationship between the maximum speed of the stepper motor, the rotation angle, the uniform acceleration time, the uniform speed time and the uniform deceleration time is shown in Equations (9-12):
In Equations (9-12), Ta is the time of uniform acceleration phase (s), Tb is the time of uniform speed stage (s), Tc is the time of uniform deceleration phase (s), T is the rising and falling time of single sunflower plate harvesting operation (s), nmax is the maximum speed of the stepper motor during acceleration and deceleration (rad/s), θ is the angle of rise and fall of a single sunflower harvesting operation (rad), β is the acceleration of uniform acceleration and uniform deceleration (rad/s2).
From Equations (9-12), the maximum speed of the stepper motor during acceleration and deceleration, and the time of uniform acceleration, uniform speed and uniform deceleration of the stepper motor can be calculated for each sunflower harvesting operation.
The implementation process of the control algorithm is as follows. Suppose that ɑ is the step angle of the stepper motor, θ is the total angular displacement of the motor during the whole running time, and θn is the angular displacement after the given nth pulse. S is the total number of steps in the whole operation process of the stepper motor, Sa is the number of steps in the acceleration stage of the stepper motor, Sb is the number of steps in the uniform speed stage of the stepper motor, and Sc is the number of steps in the deceleration stage of the stepper motor. tn is the time when the nth pulse ends, and Tn is the period of the nth pulse.
Starting the acceleration process in the stepper motor, the Equation (13) of angular acceleration and angular displacement at this stage is obtained.
tn is derived from equation (13).
In summary, the calculation Equation (15) of the pulse period of the nth stepping motor can be obtained.
where the value of n is 1, 2, ... Sa.
From the Equation (13), we can calculate the time tn at the end of the nth pulse transmission, and the time tn-1 at the end of the n-1 pulse transmission.
In the uniform speed process, it can be seen that the uniform speed running time is Tb and the speed is nmax. Then the total angular displacement θ in the uniform stage can be calculated by Equation (16).
The time tn at the end of the nth pulse transmission can be calculated by Equation (17).
Therefore, the period Tn of the nth pulse of the uniform process can be calculated by Equation (18).
where the value of n is 1, 2, ... Sb.
The deceleration process and the acceleration process of the stepper motor are symmetrical, so the speed change law of the deceleration process and the acceleration process is the same. The period Tn of the nth pulse in the deceleration process of the stepper motor can be obtained from Equation (19).
where the value of n is 1, 2, ... Sc.
In this paper, the control pulse of the stepper motor is generated by the TIM1 interrupt of the controller. The TIM1 interrupt outputs a drive pulse signal once. The interrupt period is changed by continuously modifying the counter value of the timer, thereby changing the drive pulse frequency, so that the drive pulse period meets the above requirements and realizes the trapezoidal acceleration and deceleration motion control of the stepper motor.
2.7. Bench Experiment Materials and Conditions
The tools and instruments required for this experiment are: sunflower harvesting experiment bench (shown in Figure 7), tape measure (range 3 m), tape measure (range 50 m), high-precision electronic digital display vernier caliper (accuracy 0.01 mm), Youli TSC precision electronic balance (range 0-15 kg, accuracy 0.01 g), scientific calculator, tray, etc.
The experimental materials were collected from the planting area of edible sunflower in Urumqi County, Xinjiang. The variety of edible sunflower was Sanrui 39, and the sampling time was September 22,2022.
When the samples of the edible sunflower plate were collected, the sunflower plate had been inserted into the plate for drying for 7 days, and the average moisture content of the sunflower plate was 36.2 %. The experiment site was the Key Laboratory of Mechanical Equipment Institute of Xinjiang Academy of Agricultural Reclamation Sciences.
2.8. Field Experiment Materials and Conditions
The field experiment was carried out in the sunflower planting area of Urumqi County, Xinjiang from September 15 to 20,2023, as shown in Figure 8. The edible sunflower variety is Sanrui 39, and the sunflower plate has been inserted into the plate for drying for 7 days. The position of the sunflower plate inserted on its rod is 650~800 mm from the surface height. The moisture content of this variety is between 31 % and 35 % at harvest. The experimental field requires that the edible sunflower plants have no lodging, and the row spacing and plant spacing are uniform.
3. Result and Analysis
3.1. Bench Experiment
3.1.1. Height Recognition Experiment of Sunflower Plate Inserted on Its Rod
In order to ensure that the height measurement accuracy of sunflower plate inserted on its rod meets the needs of field operation, the height identification experiment of sunflower plate was carried out. At present, the forward speed range of the sunflower harvester was 0.4~0.8 m/s [5,6]. In order to meet the actual operation requirements, the speed of the sunflower operation belt was set to the maximum forward speed of 0.8 m/s in the field. Twenty edible sunflower plants with different heights were selected and placed on the edible sunflower harvesting experiment bench for height measurement.
During the measurement, each plant was repeatedly measured for 5 times, and the average value of the 5 measurements was used as the measured value of the light curtain sensor at the height of the sunflower plate inserted on its rod (ESCL4805 measuring light curtain, optical axis interval of 5 mm). The actual height is measured by steel tape. Absolute error and relative error are used as the evaluation indexes of this experiment in the height measurement accuracy experiment [24,25]. The absolute error in this experiment refers to the absolute value of the difference between the measured value of the light curtain sensor and the height of the actual sunflower plate inserted on its rod. The relative error refers to the percentage of the absolute error to the actual height of the sunflower plate inserted on its rod. Its calculation equations are as follows:
where Δ is the absolute error (mm), x is the measured value of light curtain sensor (mm), a is the height of the actual sunflower plate inserted on its rod (mm), E is the relative error.
According to the above experiment methods, multiple experiments were carried out, and the experiment results are shown in Table 1 and Figure 9.
It can be seen from Table 1 and Figure 9 that the absolute error of the height measurement of each edible sunflower plate inserted on its rod was less than 4 mm, the relative error range was 0.9~6.25 %, and the average relative error was less than 2.34 %. It shows that the height measurement stability was good and the measurement error was small. The height measurement accuracy of the sunflower disk of the take off the sunflower plate control system on its rod meets the actual operation requirements.
3.1.2. The Speed Control Experiment of Taking Sunflower Plate
In order to ensure that the speed control effect of nylon plate taking operation meets the operation requirements, the taking speed control experiment is carried out. The speed of the sunflower operating belt is still set to the maximum forward speed of the unit in the field of 0.8 m/s. According to the field investigation of the planting area in Xinjiang and the relevant literature, sunflower plates are usually inserted into their rods at heights ranging from 650 to 800 mm above the surface [7,8]. It can be seen that the height difference of the sunflower plate inserted on its rod manually is 150mm. The relative height was selected as the experiment factor. The relative height is the distance between the top of the sunflower plate and the nylon plate at the starting point. The maximum thickness of the sunflower plate is 50 mm. To sum up, in order to ensure that the plate taking part can complete the sunflower plate taking operation, the minimum relative height of the sunflower plate inserted on its rod is 50 mm, and the maximum is 200 mm. The three levels of relative height in the experiment are set to 50 mm, 125 mm and 200 mm. Stepper motor driver fraction was set to 32, by setting different levels in the program combination experiment. The actual speed of the nylon plate was calculated by the encoder of the stepping motor, and the theoretical speed of the nylon plate was calculated by Equation (22). The speed and time curve of the nylon plate was drawn, as shown in Figure 10.
It can be seen from Figure 9 that the actual velocity curve of nylon plate basically conforms to the law of trapezoidal acceleration and deceleration motion. The actual speed of the nylon plate can change with the change of the working speed and the height of the sunflower plate inserted on the sunflower rod. The speed error is less than 0.028 m/s, and the control effect is good, which meets the design requirements.
3.1.3. Experiment of Picking Sunflower Plate
In order to ensure that the taking plate control system can control the sunflower harvesting table to complete the plate harvesting operation under the field operating conditions. In this experiment, the forward speed and relative height (the distance between the top of the sunflower plate and the conveyor belt plane of the sunflower harvesting table) were selected as the experimental factors. In order to simulate the field conditions, the forward speed is set to 0.40 m/s, 0.60 m/s, and 0.80 m/s. The relative height of the sunflower plate inserted on its rod is set to 50 mm, 125 mm, and 200 mm. The fine fraction of the stepper motor driver is set to 32, and the experiment is performed by setting each level combination in the program. In order to comprehensively evaluate the operation quality and performance of the sunflower harvesting table and the plate taking control system, referring to DB65 / T 3541-2013 ' Technical Protocols of production mechanization in Sunflower ' [26], the absolute error of the plate taking displacement, the relative error of the plate taking displacement and the total loss rate during the plate taking process were selected as the experiment indexes [27,28,29,30]. The theoretical displacement of nylon plate is the relative height. The actual displacement of the plate is the actual rising height of the nylon plate measured by the tape measure. The absolute error in this experiment refers to the absolute value of the difference between the theoretical displacement and the actual displacement of the taking plate. The relative error refers to the percentage of the absolute error of the experiment to the theoretical displacement. The equation for calculating the total loss rate during plate taking is as follows:
where S1 is the total loss rate of sunflower plate (%), Wa is the loss of grain mass in the experiment area (kg), Wb is the grain quality harvested in the experiment area (kg).
The taking plate experiment was carried out with reference to GB / T 8097-2008 ' Equipment for harvesting-Combine harvesters-Test procedure ' [31]. The experiment area is divided into two parts, the stable area and the experiment area. The stable area is 2.4 m long and the experiment area is 6 m long. The stable area is simulated by the operation motor driving the operation belt to rotate 2 circles, and the experiment area is simulated by the operation motor driving the operation belt to rotate 5 circles. Before each experiment, the scattered sunflower plates, broken plants, and natural falling seeds in the experiment area were cleaned. Each group of experiments was repeated 5 times, and the arithmetic mean value of the 5 experiments was taken as the experiment result at this level, and the data were recorded. The experiment results are shown in Table 2.
According to the results of the taking plate experiment, the maximum positioning error of the sunflower harvesting experiment bench is 1.25 mm, the maximum relative error is 1.2 %, the average relative error is 0.94 %, and the overall grain loss rate is not more than 2.26 % under the field operating conditions. It shows that the system has high positioning accuracy and small grain loss rate, which meets the requirements of sunflower harvesting operation under the segmented harvesting mode.
3.2. Field Experiment
In order to verify the performance and effectiveness of the taking plate control system, ensure that the taking plate control system can meet the requirements of the harvester to complete the taking plate operation within the field operation speed range. The field verification experiment was carried out on the sunflower harvester equipped with the taking plate control system. This experiment was based on GB / T 8097-2008 ' Equipment for harvesting-Combine harvesters-Test procedure ' [31]. The experiment field selected for the experiment consists of three parts: the stable area, the measurement area and the parking area. The length of the experiment area is 25 m, the stable area and the parking area are 20 m. Before the harvesting operation of edible sunflower, it is necessary to remove the scattered sunflower plates, broken plants and natural seeds in the measurement area. During the experiment, it is necessary to repeat the experiment and record the relevant experiment data to ensure the accuracy of the experiment results. The reliability evaluation of the plate picking operation of the edible sunflower harvesting table is mainly based on the JB / T6287-2008 ' Reliability determination test methods for grain combine harvesters ' [32]. The quality requirements of field operations refer to DB65 / T 3541-2013 ' Technical Protocols of production mechanization in Sunflower ' [26]. The total loss rate of harvest was selected as the evaluation index. The experiment results take the mean of multiple sets of experiments. The equation for calculating the total loss rate during plate taking is as follows:
where S2 is the total loss rate of sunflower plate (%), Wd is the mass of the sunflower plate lost in the measurement area (including the falling grain, the falling sunflower plate and the unpicked sunflower plate) (kg), Ws is the weight of the sunflower plate harvested in the measurement area (kg).
For the sunflower harvester equipped with the taking plate control system, the field verification experiment of the sunflower taking plate was carried out. The forward speed of the unit is set to slow second gear (0.4 m/s), slow third gear (0.6 m/s) and slow fourth gear (0.8 m/s). During the field operation, each group of experiments was repeated for 3 times, and then the arithmetic mean of the total harvest loss rate was taken as the experiment result. The results are shown in Table 3.
It can be seen from Table 3 that when the forward speed of the harvester was 0.4~0.8 m/s, the total loss rate of the harvest was less than 5 %. When the forward speed was 0.6m/s, the minimum harvest loss rate of the unit was 2.32 %. It shows that the control system can better complete the plate picking operation, the system reliability is strong, and it can meet the requirements of sunflower harvesting operation.
4. Conclusions
In order to meet the needs of segmented harvesting of edible sunflower in Xinjiang, this paper designs a set of plate taking control system of edible sunflower harvesting table based on the principle of manual plate taking. The system can replace the manual completion of the plate taking operation, and can effectively reduce the grain loss rate during the harvest of edible sunflower. The main conclusions of this investigation could be addressed as follows:
- (1)
- According to the analysis of the operating parameters of the sunflower plate and the working principle of the harvesting device, the overall scheme of the plate control system was determined. The system is composed of working speed detection sensor, position detection sensor, height detection sensor, controller, driver and stepper motor. According to the relevant parameters, the relationship between the speed of the stepper motor, the rotation angle, the working speed and the height of the sunflower plate inserted on the sunflower rod is established.
- (2)
- The sunflower harvest experiment bench was built to carry out the bench experiment of the control system. The results showed that the absolute error of the height measurement of each edible sunflower was less than 4 mm. The actual speed curve of the taking plate components basically conforms to the trapezoidal acceleration and deceleration motion law, and the speed error of the taking plate components does not exceed 0.028 m/s. Under the simulated field operating conditions, the maximum positioning error was 1.25 mm, the maximum relative error was 1.2 %, the average relative error was 0.94 %, and the overall grain loss rate was less than 2.26 %. It shows that the algorithm of the system is reliable, the positioning accuracy is high, the grain loss rate is small, and the picking operation can be completed well.
- (3)
- The taking plate control system designed in this paper was installed on the sunflower harvester, and the field experiment was carried out. The results showed that the total loss rate was less than 5 % when the forward speed of the harvester was 0.4~0.8 m/s. When the forward speed is 0.6 m/s, the minimum harvest loss rate of the unit is 2.32 %. It shows that the control system meets the requirements of the harvesting operation of the edible sunflower in the segmented harvesting mode, which improves the harvesting efficiency of the edible sunflower and reduces the harvesting loss rate.
Author Contributions
Conceptualization, F.P., B.L. and C.J.; methodology, F.P. and J.C.; software, F.P., J.C. and L.H.; validation, F.P., C.J. and H.Z.; formal analysis, F.P. and Y.D.; investigation, F.P, L.H. and H.Z.; resources, F.P. and C.J.; data curation, F.P. and L.H.; writing—original draft preparation, F.P.; writing—review and editing, F.P. and C.J.; visualization, F.P. and H.Z.; supervision, C.J.; project administration, F.P., B.L. and C.J.; funding acquisition, B.L. and C.J. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Key Scientific and Technological Projects in Key Areas of the Xinjiang Production and Construction Corps (No. 2021AB001).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Wang, Z.Q. Technical solutions for mechanized harvest of anemone. Mechanization of Rural and Pastoral Areas 2019, 17-18. (in Chinese).
- Vargas, M.; Albors, A.; Chiralt, A. Application of chitosan-sunflower oil edible films to pork meat hamburgers. Proc Food Sci 2011, 1, 39-43. [CrossRef]
- Zorzi, C.Z.; Garske, R.P.; Flôres, S.H.; Thys, R.C.S. Sunflower protein concentrate: A possible and beneficial ingredient for gluten -free bread. Innov Food Sci Emerg 2020, 66. [CrossRef]
- Luan, S.B. Study on countermeasures of sunflower production and development in Heilongjiang Province. Agricultural Technology Service 2017, 34, 152. (in Chinese).
- Han, C.J.; Wang, C.C.; Zhu, X.L.; Zhang, J.; Zhang, X.J. Design of imitating manual harvesting device for edible sunflower. Transactions of the CSAE 2019, 35, 14-22. (in Chinese). [CrossRef]
- Han, C.J.; Diao, H.W.; Qiu, S.L.; Zhu, X.L.; Zhang, J.; Yuan, P.P. Design and Experiment of Edible Sunflower Plate Taking Device Based on Manual Plate Taking Principle. Transactions of the Chinese Society for Agricultural Machinery 2022, 53, 123-131. (in Chinese). [CrossRef]
- Guo, Y.K.; Han, C.J.; Li, G.X.; Xu, Y.; Du, X.H. Design and test of flexible belt type sunflower tray harvester. Journal of Chinese Agricultural Mechanization 2022, 43, 33-38. (in Chinese). [CrossRef]
- Lian, G.D.; Zong, W.Y.; Feng, W.; Ma, L.; F., C.Y.; Wei, X.X. Design and Experiment of Cutting Threshing Integrated Type Header for Harvesting of Edible Sunflower. Transactions of the Chinese Society for Agricultural Machinery 2023, 54, 122-131+154. (in Chinese). [CrossRef]
- Han, C.J.; Liu, Y.; Zhu, X.L.; Zhang, X.J. Design and Test of Edible Sunflower Plate Harvester Base on Reciprocating Lever. Journal of Agricultural Mechanization Research 2018, 40, 125-128. (in Chinese). [CrossRef]
- Csanadi, T.; Hamphoff, B. A header for efficient sunflower harvesting - Deployment of special sunflower head. Vdi Bericht 2007, 2001, 343-346.
- Dalmis, I.S.; Kayisoglu, B.; Bayhan, Y.; Toruk, F.; Durgut, F.T. Determination of the Effects of Rotation Speed and Forward Speed on Combine Harvester Driven Stalk Chopper Assembly Operating Performance. J Agr Sci-Tarim Bili 2013, 19, 54-62. [CrossRef]
- Latterini, F.; Stefanoni, W.; Sebastiano, S.; Baldi, G.M.; Pari, L. Evaluating the Suitability of a Combine Harvester Equipped with the Sunflower Header to Harvest Cardoon Seeds: A Case Study in Central Italy. Agronomy-Basel 2020, 10, 1981-1993. [CrossRef]
- Startsev, A.S.; Makarov, S.A.; Nesterov, E.S.; Kazakov, Y.F.; Terentyev, A.G. Comparative evaluation of the operation of a combine harvester with an additional sieve with adjustable holes for sunflower harvesting. Iop C Ser Earth Env 2020, 433, 1-9. [CrossRef]
- Startsev, A.S.; Demin, E.E.; Danilin, A.V.; Vasilyev, O.A.; Terentyev, A.G. Results of the production test of sunflower harvesting attachment with an auger reel. Iop C Ser Earth Env 2020, 433, 1-7. [CrossRef]
- Stefanoni, W.; Latterini, F.; Malkogiannidis, V.; Salpiggidis, V.; Alexopoulou, E.; Pari, L. Mechanical Harvesting of Castor Bean (L.) with a Combine Harvester Equipped with Two Different Headers: A Comparison of Working Performance. Energies 2022, 15. [CrossRef]
- Mavolo, L.; Rivero, D.; Botta, G. Evaluation of different construction materials in the shield sunflower harvester head (Helianthus annuus L.) for the reduction of capitulum shelling. Agriscientia 2022, 39, 1-10. [CrossRef]
- Liu, Y.; Luo, C.M.; Zong, W.Y.; Huang, X.M.; Ma, L.N.; Lian, G.D. Optimization of Clamping and Conveying Device for Sunflower Oil Combine Harvester Header. Agriculture-Basel 2021, 11, 859-878. [CrossRef]
- Zhang, S.X.; Zhang, Y.; He, Y.Z. Design and test of backpack harvester for sunflowers. Journal of Machine Design 2018, 35, 67-71. (in Chinese). [CrossRef]
- Jian, Z.Y.; Zhang, Y.; Li, S.P.; Zhou, J.; Zhang, X.M. The mechanical harvesting technology of edible sunflower by 4ZXRKS-4 harvester. Journal of Agricultural Engineering Technology 2018, 38, 48. (in Chinese). [CrossRef]
- Jian, Z.Y.; Zhang, Y.; Li, S.P.; Zhou, J.; Zhang, X.M. Structural performance analysis and parameter debugging of 4ZXRKS-4 type sunflower grain harvester. Journal of Agricultural Engineering Technology 2019, 39, 62. (in Chinese). [CrossRef]
- Wang, B.; Tang, W.; Dong, J.X.; Wang, F. Positioning-control Based on Trapezoidal Velocity Curve for High-precision Basis Weight Control Valve. Paper and Biomaterials 2017, 2, 42-50.
- Cai, N.; Qin, G.; Zhang, H.M.; Zhang, H.B. Research on speed control technology of stepper motor. Electronic Measurement Technology 2021, 44, 84-88. (in Chinese). [CrossRef]
- Wang, B.J.; Liu, Q.X.; Zhou, L.; Bu, L.; Li, X.Q.; Zhang, J.Q. Modeling of stepper motor control system and optimization of acceleration and deceleration curve. Electric Machines and Control 2018, 22, 37-42+52. (in Chinese). [CrossRef]
- Ren, L.; Wang, N.; Cao, W.N.; Li, J.Q.; Ye, X.C. Fuzzy PID control of manipulator positioning for taking the whole row seedlings of tomato plug seedlings. Transactions of the CSAE 2020, 36, 21-30. (in Chinese). [CrossRef]
- Li, X.Y.; Du, Y.F.; Liu, L.; Mao, E.R. Design and experiment of the automatic control system for low damage corn grain direct harvesters. Transactions of the CSAE 2023, 39, 34-42. (in Chinese). [CrossRef]
- Technical Protocols of production mechanization in Sunflower. 2013, DB 65/T 3541--2013.
- Liu, G.W.; Ni, Y.L.; Yang, T.X.; Qi, Y.D.; Jin, C.Q. Design and experiment of header height automatic control system for soybean harvester. Journal of Chinese Agricultural Mechanization 2023, 44, 155-160+152. (in Chinese). [CrossRef]
- Yan, Y.M.; Wang, W.X.; Li, X.; Chen, F.X.; Shen, X.C. Design and test of cotton top height measurement system based on automatic control. Journal of GANSU Agricultural University 2018, 53, 176-184. (in Chinese). [CrossRef]
- Gong, Y.J.; Jin, Z.B.; Bai, X.P.; Wang, S.J.; Huang, W.Y. Design and Experiment of Servo Control System for Sugarcane Header. Transactions of the Chinese Society for Agricultural Machinery 2023, 54, 119-128+138. (in Chinese). [CrossRef]
- Jin, Z.B. Design and Experiment of Servo Control System for Sugarcane Header. master, Shenyang Agricultural University, 2023.
- Equipment for harvesting-Combine harvesters-Test procedure. 2008, GB/T 8097-2008.
- Reliability determination test methods for grain combine harvesters. 2008, JB/T 6287-2008.
Figure 1.
Structure diagram of edible sunflower harvesting platform. 1. Sunflower plate height detection sensor 2. Divider 3. Transporter 4. Sunflower in place detection sensor 5. Nylon plate (with rack) 6. Gear shaft and lifting gear 7. Input shafts and gears 8. Stepper motor.
Figure 1.
Structure diagram of edible sunflower harvesting platform. 1. Sunflower plate height detection sensor 2. Divider 3. Transporter 4. Sunflower in place detection sensor 5. Nylon plate (with rack) 6. Gear shaft and lifting gear 7. Input shafts and gears 8. Stepper motor.
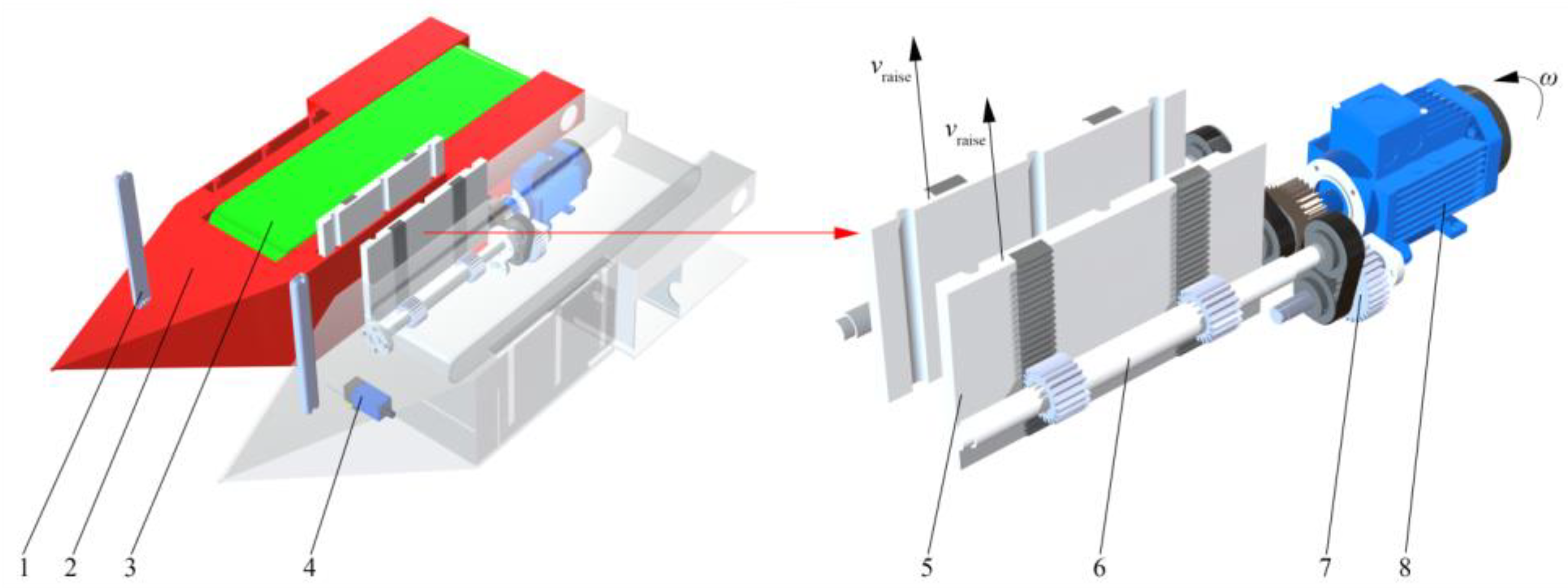
Figure 2.
Schematic diagram of the manual pick-up. 1. Sunflower stalk 2. Sunflower plate 3. Sunflower seeds.
Figure 2.
Schematic diagram of the manual pick-up. 1. Sunflower stalk 2. Sunflower plate 3. Sunflower seeds.
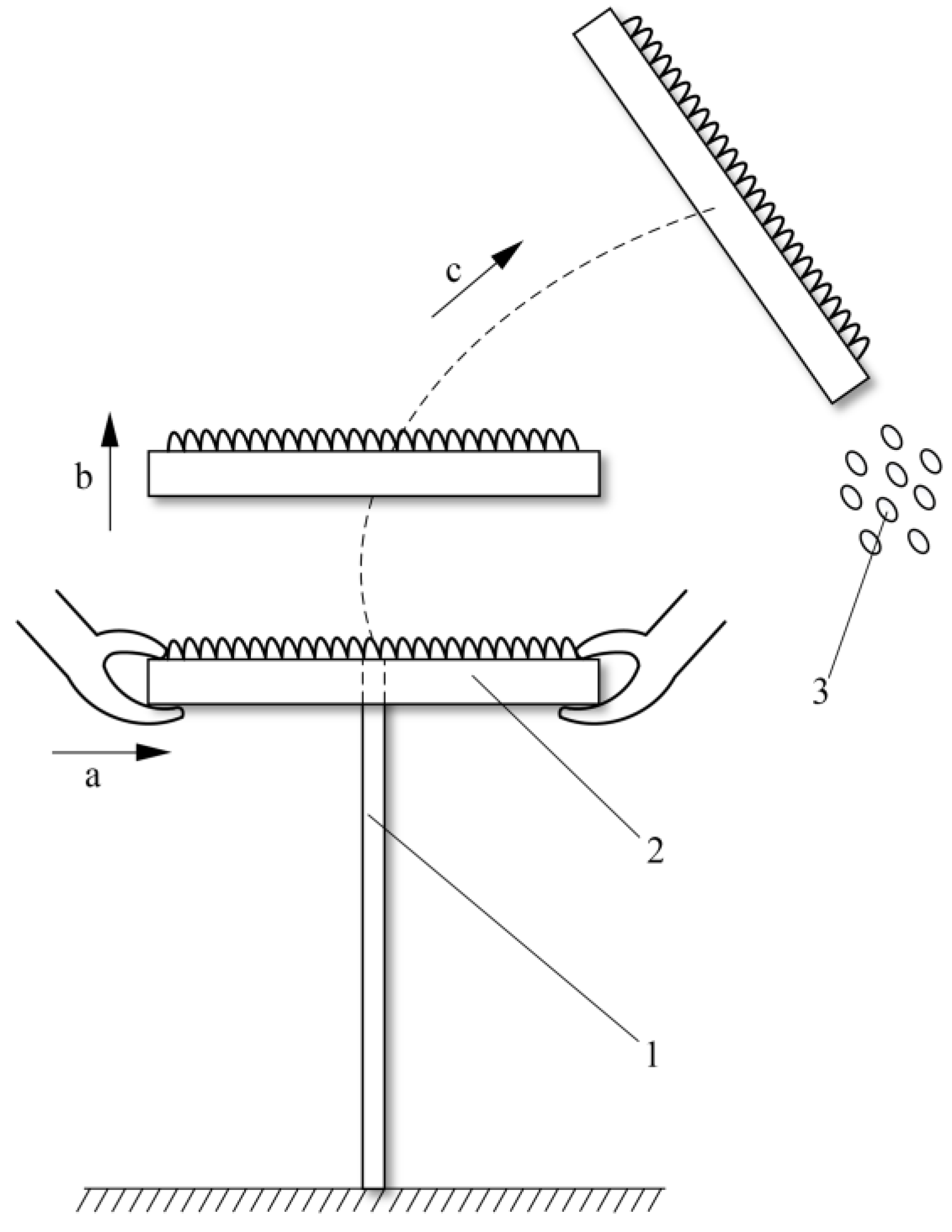
Figure 3.
Schematic diagram of the plate taking process. 1. Sunflower plate 2.
Sunflower plate height detection sensor 3. Nylon plate (Part for taking
sunflower plate) 4. Sunflower in place detection sensor 5. Divider 6. Sunflower
stalk.
Figure 3.
Schematic diagram of the plate taking process. 1. Sunflower plate 2.
Sunflower plate height detection sensor 3. Nylon plate (Part for taking
sunflower plate) 4. Sunflower in place detection sensor 5. Divider 6. Sunflower
stalk.
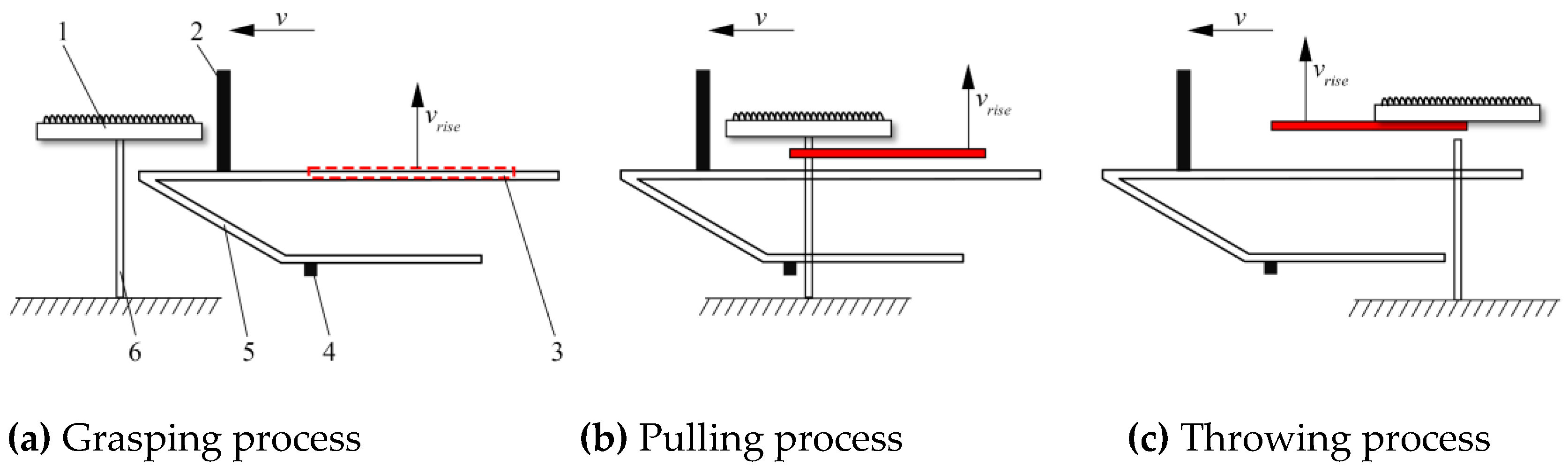
Figure 4.
The overall structure diagram of the plate taking control system.
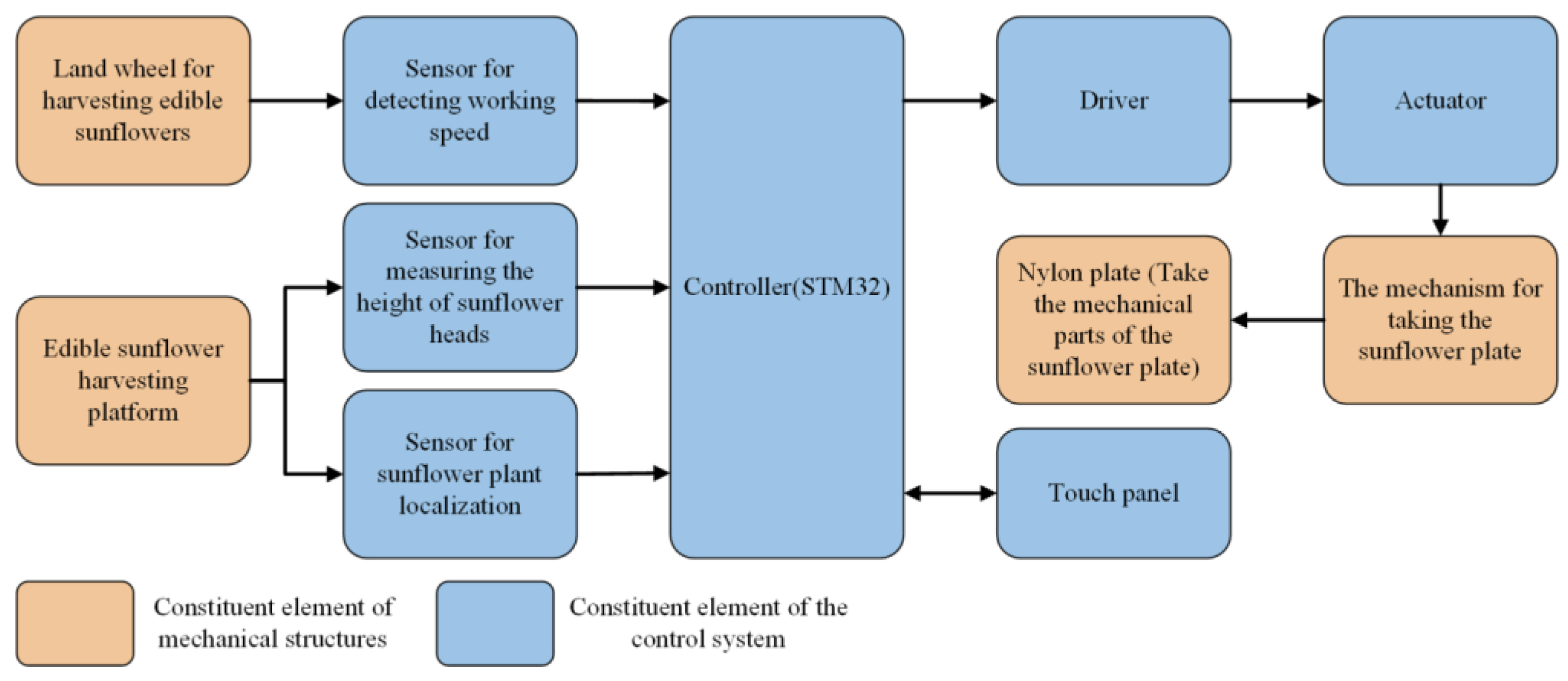
Figure 5.
The hardware composition diagram of the control system.
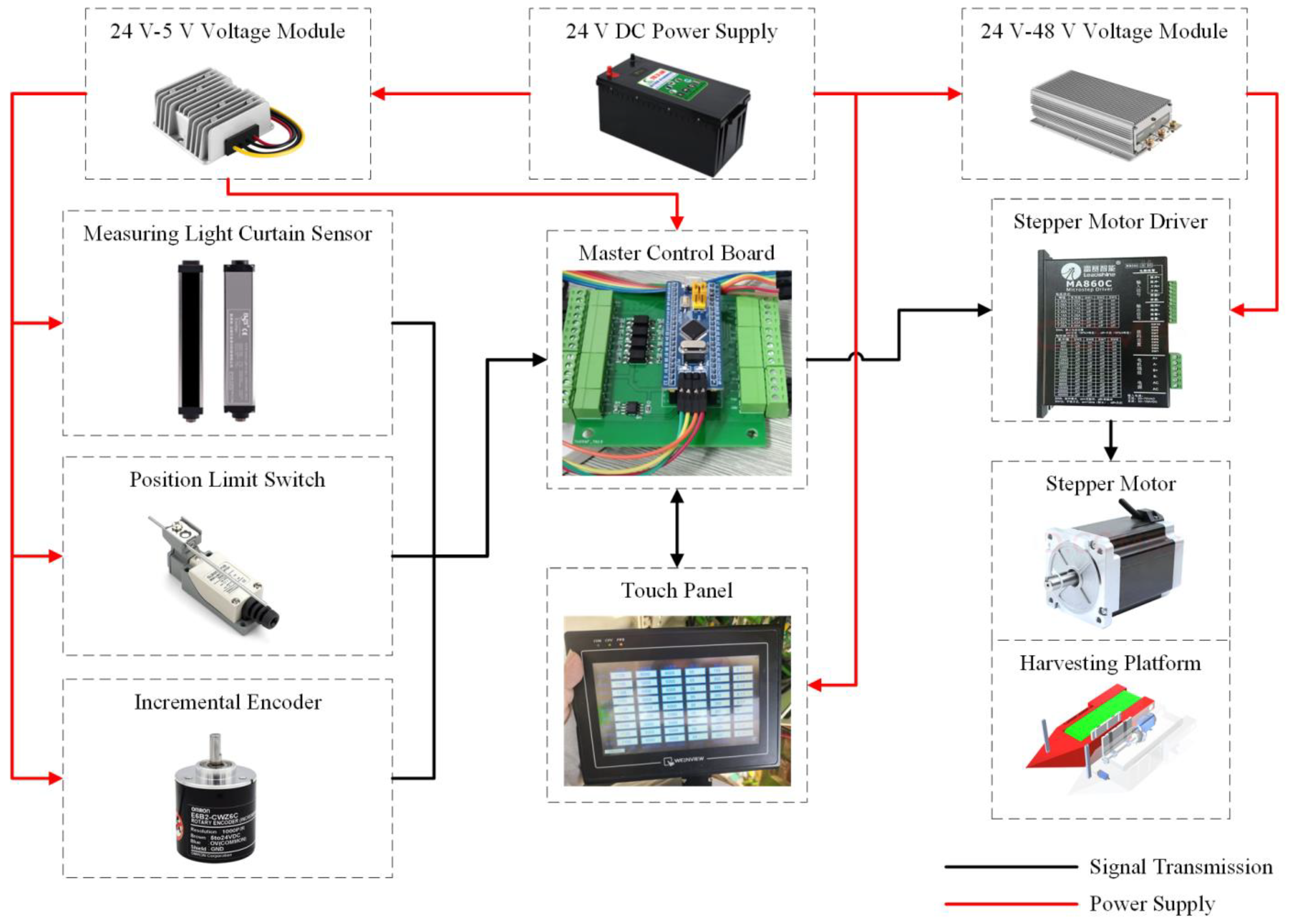
Figure 6.
The software flow diagram of the sunflower plate taking control system.
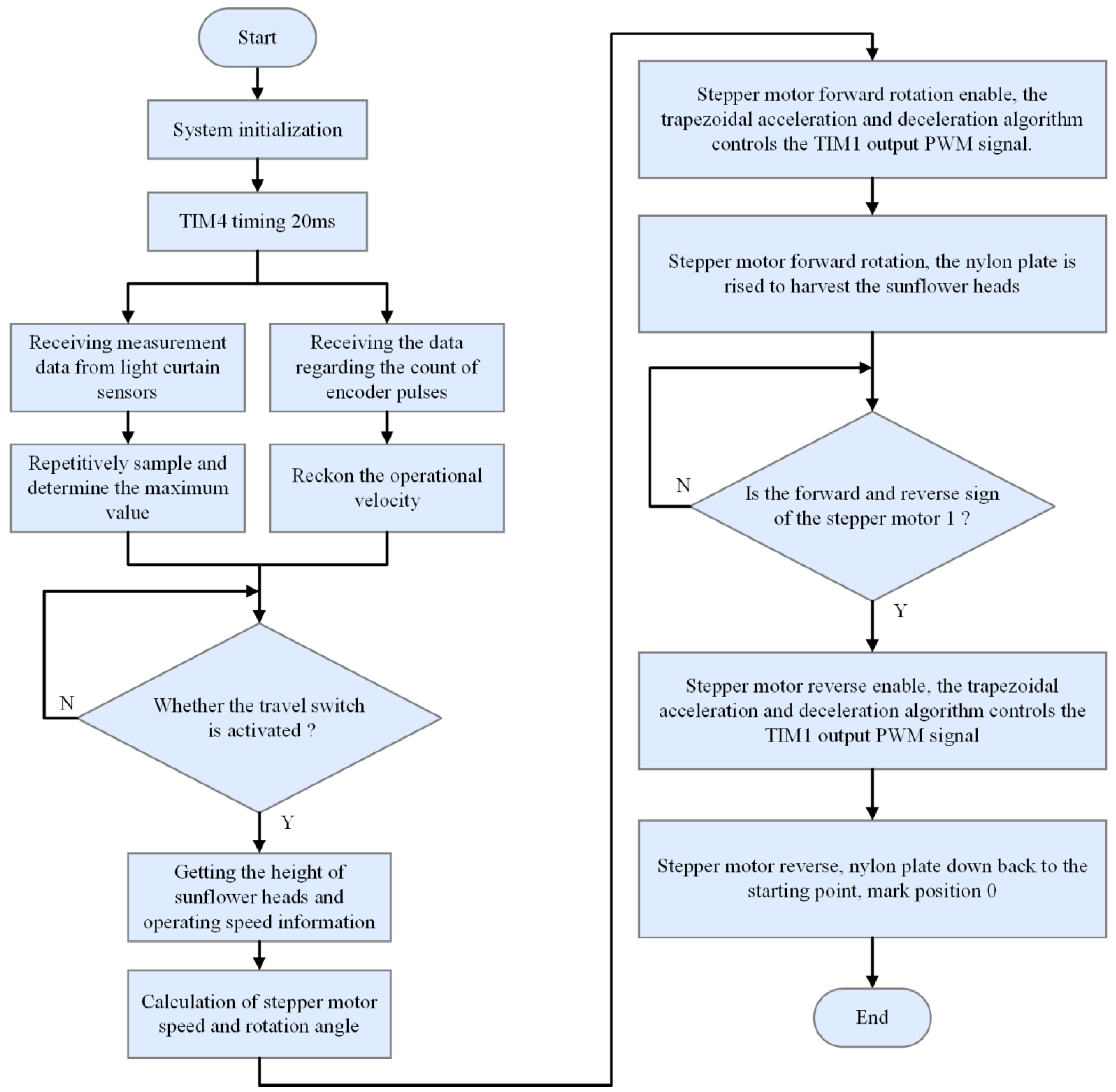
Figure 7.
Sunflower harvest experiment bench. 1. Frame 2. Light curtain sensor 3. Divider 4. Sunflower working belt 5. Edible sunflower 6. Conveyor belt 7. Control box 8. Operating motor 9. Actuating mechanism of taking plate.
Figure 7.
Sunflower harvest experiment bench. 1. Frame 2. Light curtain sensor 3. Divider 4. Sunflower working belt 5. Edible sunflower 6. Conveyor belt 7. Control box 8. Operating motor 9. Actuating mechanism of taking plate.

Figure 8.
Sunflower harvest field experiment.

Figure 9.
Error line chart.
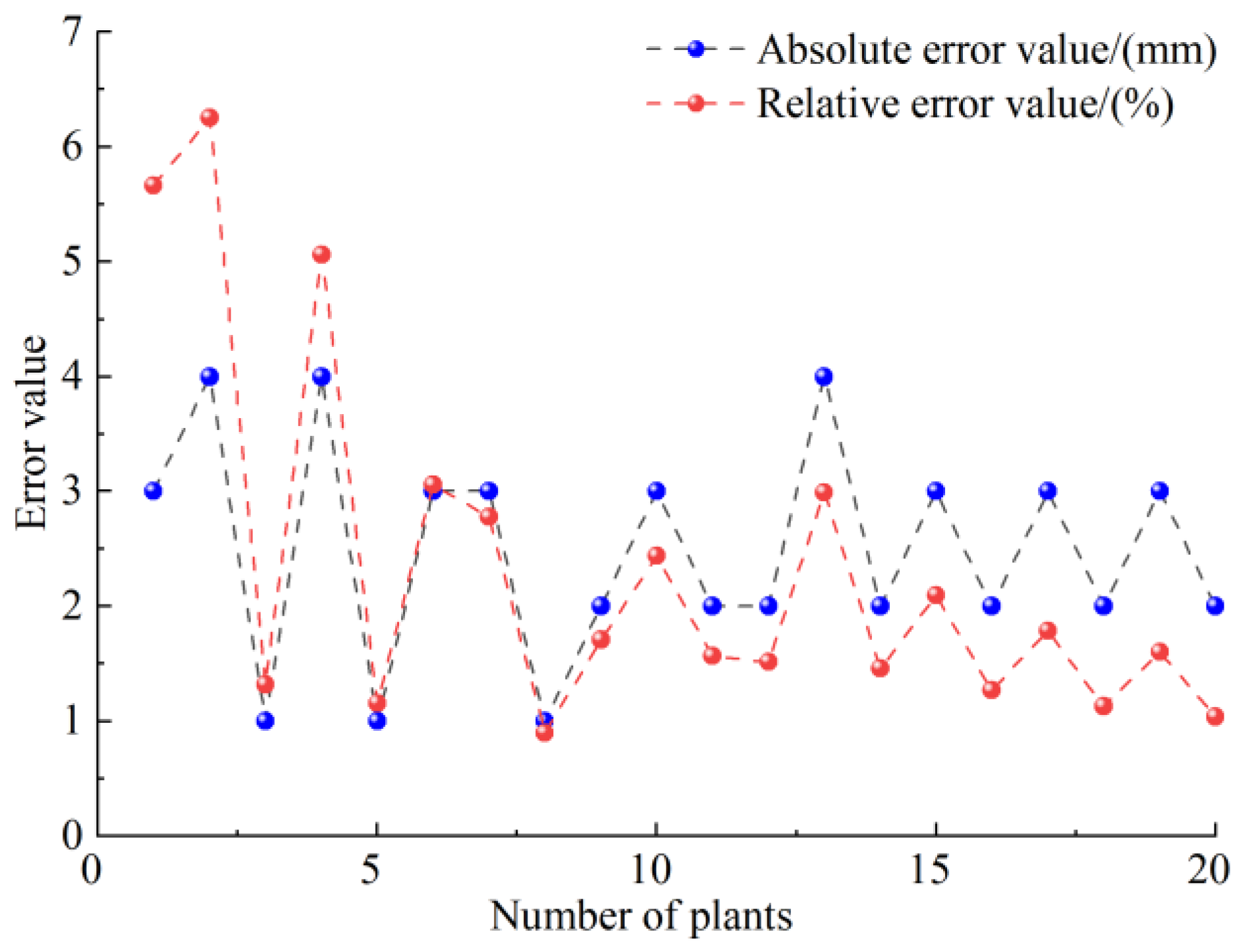
Figure 10.
When the forward speed is 0.8 m/s, the theoretical speed and actual speed curve of nylon plate at each level of relative height are plotted.
Figure 10.
When the forward speed is 0.8 m/s, the theoretical speed and actual speed curve of nylon plate at each level of relative height are plotted.
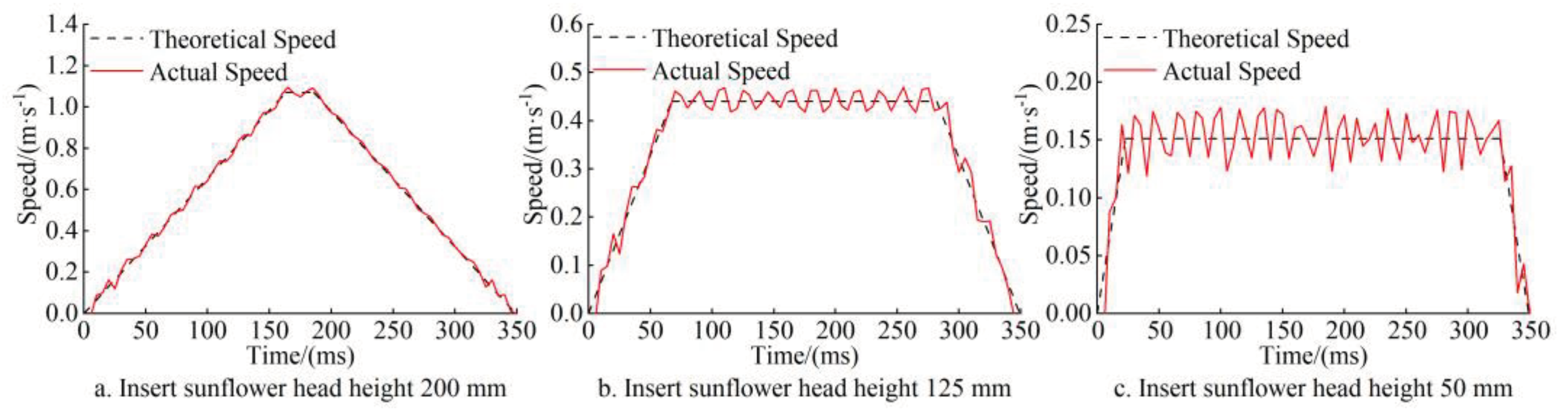

Table 1.
Height measurement experiment results of sunflower disc inserted on its rod.
| Number | Actual height value (mm) | The measured value of the light curtain sensor (mm) | Absolute Error (mm) | Relative Error (%) |
|---|---|---|---|---|
| 1 | 53 | 50 | 3 | 5.66 |
| 2 | 64 | 60 | 4 | 6.25 |
| 3 | 76 | 75 | 1 | 1.32 |
| 4 | 79 | 75 | 4 | 5.06 |
| 5 | 86 | 85 | 1 | 1.16 |
| 6 | 98 | 95 | 3 | 3.06 |
| 7 | 108 | 105 | 3 | 2.78 |
| 8 | 111 | 110 | 1 | 0.90 |
| 9 | 117 | 115 | 2 | 1.71 |
| 10 | 123 | 120 | 3 | 2.44 |
| 11 | 127 | 125 | 2 | 1.57 |
| 12 | 132 | 130 | 2 | 1.52 |
| 13 | 134 | 130 | 4 | 2.99 |
| 14 | 137 | 135 | 2 | 1.46 |
| 15 | 143 | 140 | 3 | 2.10 |
| 16 | 157 | 155 | 2 | 1.27 |
| 17 | 168 | 165 | 3 | 1.79 |
| 18 | 177 | 175 | 2 | 1.13 |
| 19 | 188 | 185 | 3 | 1.60 |
| 20 | 192 | 190 | 2 | 1.04 |
Table 2.
Experiment scheme and results of taking plate.
| Number | Operating Speed (m/s) | Theoretical Displacement (mm) | Actual Displacement (mm) | Absolute Error (mm) | Relative Error (%) |
Total Loss Rate (%) |
|---|---|---|---|---|---|---|
| 1 | 0.4 | 50 | 50.60 | 0.60 | 1.20 | 1.31 |
| 2 | 0.4 | 125 | 124.20 | 0.80 | 0.64 | 1.62 |
| 3 | 0.4 | 200 | 198.80 | 1.20 | 0.60 | 1.98 |
| 4 | 0.6 | 50 | 50.80 | 0.80 | 1.60 | 1.43 |
| 5 | 0.6 | 125 | 126.40 | 1.40 | 0.87 | 1.74 |
| 6 | 0.6 | 200 | 201.25 | 1.25 | 1.12 | 2.11 |
| 7 | 0.8 | 50 | 50.40 | 0.40 | 0.80 | 1.55 |
| 8 | 0.8 | 125 | 126.20 | 1.20 | 0.96 | 1.83 |
| 9 | 0.8 | 200 | 201.40 | 1.40 | 0.70 | 2.26 |
Table 3.
Scheme and results of field experiment.
| Speed of Advance (m/s) | Total Loss Rate (%) |
|---|---|
| 0.4 | 2.87 |
| 0.6 | 2.32 |
| 0.8 | 3.16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



