
Submitted:
06 March 2024
Posted:
07 March 2024
You are already at the latest version
Abstract
The global textile sector, pivotal to economic development, significantly contributes to environmental degradation, prompting a shift towards sustainable raw material sources. Embracing circular economy principles, this industry is exploring the valorization of agricultural by-products. This study introduces an innovative approach to repurposing mango waste into valuable textile fibers, a byproduct of the fruit processing industry, predominantly generated during juice and jam production. The focus is on the lignocellulosic constituents of mango waste, specifically the peel, seed, and fibrous material, traditionally considered as refuse. Previous research has predominantly utilized mango peel in pectin extraction for food applications, whereas the potential of seed and fibrous content remains underexplored. This investigation endeavors to transform these fibrous by-products into high-value materials suitable for textile manufacturing. The process involved washing, drying, and comprehensive physicochemical characterization of mango fibers, emphasizing lignin quantification, revealing a composition of 12.2% lignin. An experimental design was employed to elucidate the impact of variables such as liquid-to-solid ratio, reaction duration, and sodium hydroxide concentration on lignin dissolution through alkaline hydrolysis. Optimal conditions—10% NaOH concentration, 30 mL/g liquid-to-solid ratio over six hours—achieved an 83% reduction in lignin content. The resulting fibers exhibited properties akin to conventional natural fibers, including a favorable aspect ratio indicative of their suitability for textile applications. A subsequent softening process using propylene glycol enhanced the fibers' spinability, producing a durable, textured fabric ideal for eco-conscious fashion applications, including bags, footwear, and accessories. This research demonstrates the feasibility of converting mango waste into a textile-worthy material and underscores the importance of waste revalorization in promoting sustainability within the circular economy framework.
Keywords:
biorefinery
; mango fiber
; alkaline hydrolysis
; lignin
; Z-twist spinning
; eco-friendly fabrics
1. Introduction
In textile manufacturing, the primary sources of fiber are bifurcated into two principal categories: those polymers of natural provenance and those synthesized from petrochemical substrates [1]. This dichotomy has engendered an escalating interest in investigating and applying polymers derived from renewable resources, such as biomass, in concert with developing recyclable and biodegradable materials [2]. Amongst the myriad constituents pivotal to the fabrication of textiles, cellulose is heralded as a cornerstone, particularly in producing textiles from cotton, linen, and other vegetal fibers [3]. As one of Earth’s most abundant renewable biopolymers, cellulose is lauded for its biodegradability, biocompatibility, thermal resilience, and innocuousness [4]. Thus, the advent of sustainable textile fibers is increasingly recognized as a viable alternative to conventional materials, spurred by environmental considerations and the demand for more ecologically benign options within the textile sector. Research endeavors have probed diverse sources, including agricultural and industrial by-products, to forge sustainable fibers and enhance textile production processes. Agro-industrial residues, such as mango seed kernels, have been employed as sources for natural dyes and fibers, presenting a sustainable and environmentally friendly substitute to synthetic colorants, which are implicated in adverse ecological and health repercussions [5,6].
Using bio-waste from mango seed kernels to dye cotton fabrics has been effectively demonstrated, enabling the extraction of natural dyes such as mangiferin and other polyphenolic chromophores. This practice offers a viable and eco-friendly method for textile coloration [5,7]. Concurrently, the development of processes using both sustainable and commercial chemicals to recuperate cotton from textile waste underscores a concerted effort towards diminishing greenhouse gas emissions and bolstering profitability, positioning it as a strategy with substantial promise for cotton reclamation [8]. Furthermore, the employment of transition metals and electrolytes has been evidenced to amplify the fixation and color intensity of natural dyes obtained from mango waste on cotton textiles. This denotes an innovative technique to enhance dye-fiber interaction, improving the dyed fabric’s colorfastness [7].
Subsequent research has illuminated the feasibility of repurposing recycled fibers from textile waste into composite materials. This approach significantly contributes to the sustainability of textile manufacturing. It supports the integration of a circular economy, emphasizing the reuse and recycling of resources to minimize environmental impact and promote sustainable development [9]. This body of research collectively underscores the importance of adopting eco-friendly practices and materials in textile production, aiming to reduce waste and enhance the industry’s environmental footprint.
Mangifera indica L., mango (Figure 1), is distinguished in the global panorama for its compelling sensory attributes and nutritional advantages [10]. The anatomical composition of the mango is tripartite: the exocarp or peel, which constitutes 10 to 20% of the total mass; the mesocarp or pulp, the edible segment accounting for approximately 40-50%; and the endocarp, housing the seed kernel and representing about 20% of the fruit’s fresh weight [11]. Despite its prolific presence and popularity in Paraguay, the industrial utilization of mangoes is predominantly limited to producing packaged juices and jams. A considerable amount of the fruit is lost annually due to its intrinsic perishability and less-than-optimal post-harvest management practices [12], leading to a significant environmental quandary through inefficient handling of the resulting copious waste [13]. The by-products of mango processing, including the peel, pulp, and seed, comprise a substantial portion—between 35 and 60%—of the fruit’s total mass, offering a rich repository of biochemicals such as phenolic compounds, unsaponifiable lipids, proteins, and potential bio-based materials including cellulose and fibers [14]. These natural fibers, noted for their cost-effectiveness, lightweight, and mechanical strength, are indispensable assets for the textile industry [15]. Mango fiber, extracted from the mesocarp and composed of cellulose, hemicellulose, and lignin, precisely parallels other plant fibers in its constitution [16,17].
Figure 1.
Mango fruit.

Natural fibers are increasingly being incorporated as reinforcements in composite materials [18,19,20] and utilized as primary raw materials within the textile sector [21,22]. The textile industry categorizes fibers into synthetic (manufactured) and natural varieties, with the latter typically encompassing staple fibers notable for their relatively brief lengths. These fibers, essential for various textile applications, are recognized for their finesse, with their diameter significantly influencing their functional efficacy. The conventional processing trajectory for short-staple fibers involves a series of stages: the blow room (for fiber opening, cleaning, and blending), carding (to convert long and tangled fibers into a spinnable form), drawing (to blend, double, and even out slivers), and roving, culminating in the spinning of fine yarn [23,24].
This investigation elucidates a methodology for extracting fibers from the mango mesocarp, utilizing a meticulously designed experimental framework to evaluate the efficacy of lignin removal, characterize the derived fibers, and ultimately fabricate a textile product from mango fibers. This study aims to elaborate on an efficient technique for acquiring spinnable fibers from mango pulp, promoting a circular economy paradigm by advocating the reclamation of food industry by-products to generate materials suitable for spinning or weaving.
2. Materials and Methods
2.1. Material
Mature mango fruits (Mangifera indica L.) were harvested from orchards located in the Oriental (eastern) region of Paraguay, an area known for its conducive climate and fertile soil, which are pivotal for cultivating high-quality mangoes. Upon collection, the fruits underwent immediate preliminary processing, which involved thorough washing to remove any adherent dirt and potential contaminants. Subsequently, the fruits were meticulously peeled to segregate the exocarp (peel) and mesocarp (pulp), along with the seeds, thereby facilitating the extraction of the fibrous material contained within the pulp.
For the chemical treatment and modification of the extracted fibers, sodium hydroxide (NaOH) was employed as an alkaline agent. This compound is widely recognized for its efficacy in the delignification process, whereby it aids in the breakdown of lignin bonds within the cellulose structure, thus enhancing the purity and quality of the extracted cellulose fibers. Additionally, propylene glycol was utilized in the softening procedure to improve the fibers’ flexibility and spinnability, a critical step toward their application in textile manufacturing. Both sodium hydroxide and propylene glycol were of analytical grade, ensuring the reliability and consistency of the experimental results.
2.2. Mango fiber pretreatment
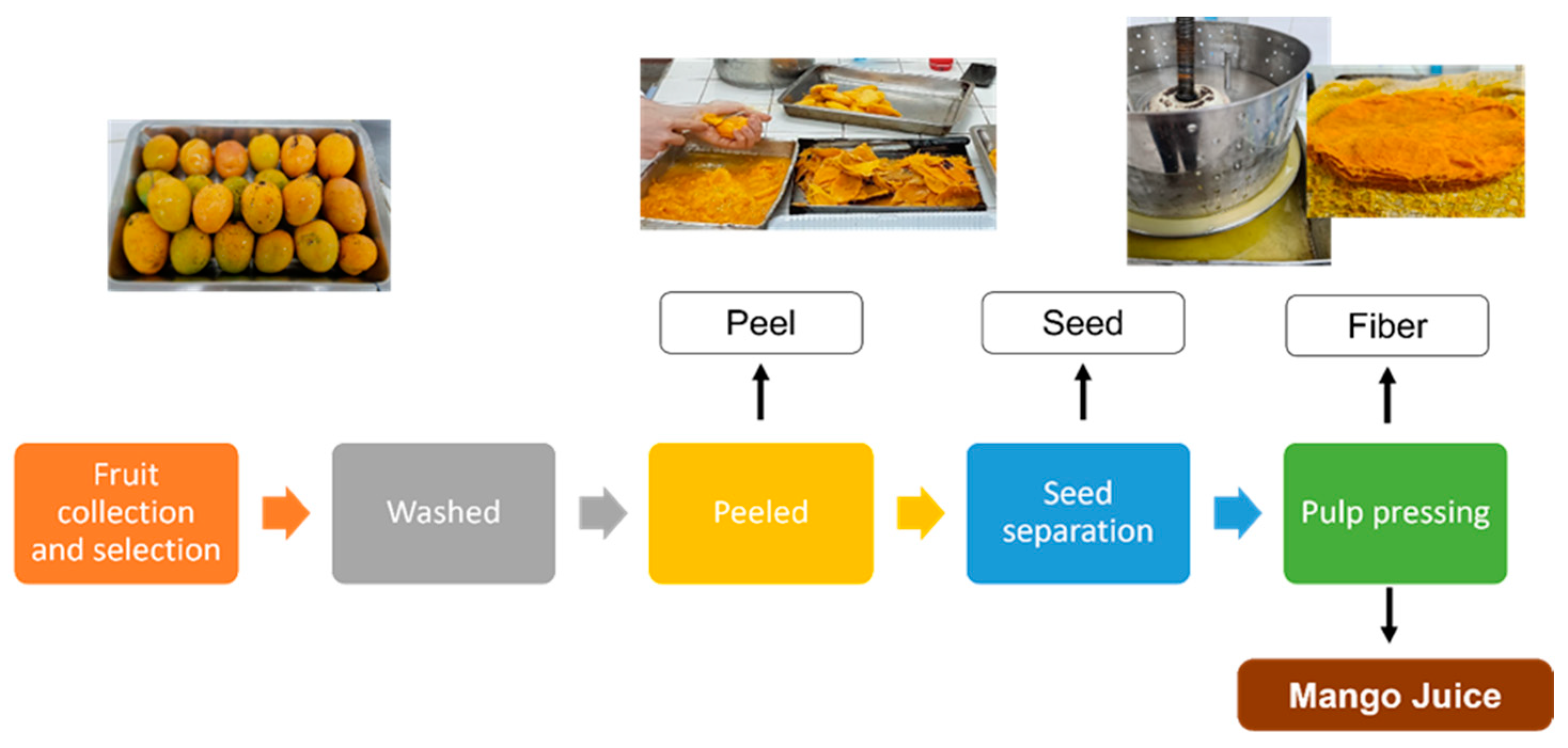
The seeds of the mango fruits were meticulously detached from the pulp through a cutting process, and the pulp itself was subjected to manual pressing to segregate the mango juice from the fibrous content. Subsequently, these fibers underwent a dual-phase washing with distilled water, a measure implemented to eradicate any residual pulp potentially ensconced within the interstices of the fibers. Following this cleansing process, the fibers were transferred to an oven, where they were subjected to a drying regimen at a temperature of 60 °C over 12 hours. This methodological sequence is delineated in Figure 1.
Figure 1.
Fiber extraction from mango fruit.
The desiccated fibers were exposed to thermochemical hydrolysis employing sodium hydroxide within an autoclave environment, maintained at 121°C, to extract lignin and hemicellulose. This phase was pivotal in assessing the impact of various parameters, including the alkali (NaOH) concentration, the liquid-to-solid ratio, and the reaction duration on lignin removal efficiency from the mango fibers. These evaluations were conducted by a 23-factorial central composite experimental design, facilitating a rigorous investigation into the optimal conditions for lignin extraction. The specific levels of the variables incorporated into this experimental framework are detailed in Table 1.
2.3. Mango fiber characterization
2.3.1. Fiber characterization
The raw dry fibers and the treated ones were characterized to determine the lignin and moisture content, according to NREL/TP-510-42618 and NREL/TP-510-42621, respectively [25,26]. Holocellulose was determined following the methodology suggested by Alvarez et al., 2018 [27]. The cellulose content was determined by the ASTM D1103-60 [28]. Hemicellulose is the difference between holocellulose and cellulose. Besides, a Fourier-transform infrared spectroscopy (FTIR) was performed to identify the influence of hydrolysis on the fibers’ chemical composition. The spectra were measured using a ThermoScientific Nicolet 6700 spectrometer at a range of 500–4000 cm−1 and a resolution of 4 cm−1.
Morphological evaluations were conducted to ascertain the dimensional properties of the fibers. The length of the fibers was determined by photographing thirty individual fibers against a scaled background, with subsequent analysis executed via ImageJ software to calculate the average length. The diameter measurements were performed using a Euromex microscope with an integrated camera. ImageFocus 4 software facilitated the analysis of these images. A sample of eight fibers underwent scrutiny, with each fiber subject to at least 45 diametric measurements to ensure comprehensive dimensional characterization.
2.4. Weaving process
Following hydrolysis, the fibers underwent multiple rinses with distilled water and were desiccated. These delignified fibers were then immersed in an aqueous solution of propylene glycol (25%, v/v) for 48 hours, a step undertaken to enhance their pliability and maintain hydration levels. Post-treatment, the fibers were subjected to a carding process to disperse any clusters, facilitating a homogeneous fiber texture suitable for further manipulation [29].
After carding, which also eliminated residual impurities, the fibers were introduced into a spinning phase utilizing a domestic spinning apparatus equipped with a pedal-powered motor. This process imparted the necessary torsion to transform the fibers into cohesive yarn strands. The culmination of this methodology was weaving the yarn on a traditional loom, followed by fabric crafting through artisanal sewing techniques. This intricate sequence of operations—from the initial chemical treatment to the final weaving and sewing—underscores a meticulous approach to converting mango pulp fibers into a viable textile material.
3. Results and discussion.
3.1. Characterization
The characterization of mango fibers revealed a moisture content of 8.0%, with the quantification of insoluble and soluble lignin yielding values of 10.2% and 1.95%, respectively. These metrics align the mango fibers closely with other natural fiber counterparts, exemplified by jute, which is documented to possess an insoluble and soluble lignin composition of 13.3% and 2.8%, respectively [30].
This comparison underscores mango fibers’ potential as a comparable material within the spectrum of natural fibers, indicating their suitability for applications traditionally reserved for established natural fibers such as jute.
In the current study, the lignin content of the mango fibers post-processing was determined to be 12.2%, a figure that is congruent with the lignin concentrations found in a wide array of vegetable fibers, as encapsulated in Table 2. This resemblance underscores the promising utility of mango fibers within the textile industry, necessitating minimal intervention to mitigate the lignin content. Notably, the chemical composition of natural fibers, encompassing entities such as cotton, flax, jute, bamboo, sisal, and coconut husks, varies significantly, incorporating cellulose, lignin, and other constituents, which are pivotal in defining their physical and mechanical attributes. It is pertinent to acknowledge that the relatively low total lignin content suggests a reduced requisite for chemical consumption in its removal, thereby enhancing the eco-friendliness of fiber processing [31,32,33]. Furthermore, the holocellulose content in the processed mango fibers was identified to be 81.2%, of which cellulose constituted 49.3%, aligning with the compositional profiles characteristic of other vegetable fibers.
Lignin, a sophisticated heteropolymer of phenolic derivatives, imparts coloration to fibers, thereby influencing cellulose’s quality and aesthetic outcome for textile applications. The alkaline hydrolysis process facilitates the extraction of lignin; however, it is imperative that reaction conditions, including the alkali concentration and duration of reaction, are meticulously managed to circumvent the potential degradation of cellulose [2,36]. Presented in Table 3 are the operational parameters delineated within the experimental design framework and the corresponding outcomes regarding total lignin extraction. It is observed that lignin removal efficiency exhibited a range from 17.5% to 82.7%. Notably, an optimum lignin extraction efficiency of 82.7% was attained under conditions employing a 10% NaOH solution, with a liquid-to-solid ratio of 30 mL per gram of the sample, over a reaction period of 6 hours (in experiment 8). These findings resonate with values documented in existing literature [37,38], underscoring the reproducibility and efficacy of the methodological approach undertaken in this study.
As elucidated in the literature, the conditions for hydrolysis are contingent upon the characteristics of the raw material in question. The concentration of NaOH is observed to fluctuate between 1% and 10%, with temperatures ranging from 60°C to 100°C, durations extending from 30 minutes to several hours, and the liquid-to-solid ratios varying from 10 to 40 mL per gram of the sample [30,39,40]. These parameters are further fine-tuned based on the intended application of the final product. Given these fibers’ cost-effectiveness and natural origin, the complete removal of lignin is not deemed indispensable, as its presence is known to augment the mechanical robustness of the fibers [41]. Conversely, an excessive lignin concentration can impart a coarse texture to the end product, constraining its potential applications.
The fibers exhibiting minimal lignin presence were analyzed to ascertain the contents of holocellulose and cellulose, yielding respective values of 69.2% and 61.2%. Moreover, the hemicellulose content in the processed fibers was reduced to 7.2%, a notable decrease from the 31.9% observed in the untreated fibers. This outcome suggests that the hydrolysis process also impacts the hemicellulose component, which is likely attributable to severe processing conditions. Visual comparison depicted in Figure 2(a) illustrates the fibers post-washing and drying, whereas Figure 2(b) showcases the fibers post-alkaline hydrolysis treatment. Amroune et al. (2015) have documented that fibers subjected to NaOH treatment exhibit a surface texture that is markedly smoother than the untreated raw material. Concerning coloration, the intrinsic lignin content is responsible for the raw mango fibers’ yellow hue. The observable alteration in color post-alkaline treatment is attributed to the disintegration of fiber constituents, including lignin and hemicellulose [21,42].
To ascertain the impact of the variables under investigation within the hydrolysis process on lignin extraction, an analysis of variance (ANOVA) was conducted. This analysis utilized data derived from the experimental design, employing a confidence interval of 95%. The results of this statistical examination are comprehensively presented in Table 4. This rigorous statistical approach facilitates a nuanced understanding of how each variable contributes to lignin removal efficiency, thereby enabling a targeted optimization of the hydrolysis conditions for enhanced fiber processing.
The analytical exploration delineated in Table 4 elucidates that within the defined confidence interval, the liquid-to-solid (L/S) ratio (B), the duration of hydrolysis (C), and the interaction between the NaOH concentration and the L/S ratio (AC) manifest as statistically significant factors. Furthermore, the model derived from these variables exhibits statistical significance, concomitantly with an inconsequential lack of fit. This outcome substantiates the applicability of response surface methodology (RSM) as a robust tool for modeling and scrutinizing the lignin removal efficiency across the investigated parameter space of this study.
The congruence between experimental results and those predicted by the model is underscored by an R2 value of 99.2%, indicative of an exceptional model fit, as visualized in Figure 3. This high level of accuracy highlights the efficacy of the proposed model in capturing the dynamics of the hydrolysis process and its impact on lignin removal, thereby providing a reliable basis for optimizing the process parameters.
Expanding on the scientific foundation, the significance of the L/S ratio and hydrolysis time underscores their critical roles in the dissolution and diffusion processes essential for lignin extraction. The interaction effect between NaOH concentration and the L/S ratio suggests optimal lignin removal is contingent upon a delicate balance between chemical reactivity and the medium’s dilution effect, affirming the complex interplay of chemical and physical factors in hydrolysis. This insight aligns with chemical kinetics and mass transfer principles, offering a comprehensive understanding of the underlying mechanisms facilitating lignin removal.
Moreover, the high R2 value signifies a statistical correlation and reflects the physical and chemical coherence of the process variables with the lignin removal mechanism. Such a robust model, validated by experimental data, paves the way for further investigations into optimizing other processing parameters, potentially leading to even higher efficiencies in lignin removal and, by extension, producing more refined and higher-quality cellulose fibers for textile applications. This approach aligns with the broader objectives of sustainable material processing and contributes to advancing eco-friendly textile manufacturing practices.
Equation 1, derived from the experimental data, delineates a model in which the codified independent variables A, B, and C correspond to the sodium hydroxide (NaOH) concentration (%), the liquid-to-solid (L/S) ratio (mL/g), and the hydrolysis duration (h), respectively. The dependent variable Y represents the percentage of lignin removal achieved.
Y = 47.27+0.93A+7.58B+23.56C+3.32AB+0.25AC-1.41BC
This formula offers a predictive insight into lignin extraction rates, subsequently informing the response surface illustrated in Figure 4. The analyses reveal that the duration of the hydrolysis process significantly impacts lignin removal, with the L/S ratio exerting a lesser but non-negligible effect within the explored range. Notably, the interaction between hydrolysis time and NaOH concentration (as shown in Figure 4(b)) further elucidates the critical influence of process duration on lignin removal efficiency. Additionally, Figure 4(c) highlights the advantageous role of an increased L/S ratio, which facilitates greater alkali access for the chemical disintegration of fibers. Specifically, elevated NaOH concentrations and an enhanced L/S ratio result in an augmented NaOH efficacy per unit fiber mass, optimizing lignin elimination from mango fibers. This outcome substantiates the statistical significance of the interaction between NaOH concentration and the L/S ratio, emphasizing its pivotal contribution to the depolymerization process.
The scientific discussion around Equation 1 and its associated findings underscores the complex interplay of chemical concentrations, physical ratios, and time in optimizing the lignin removal process. The model encapsulates the nuanced effects of each variable and their interactions on the efficacy of lignin extraction, demonstrating the importance of a balanced and targeted approach to fiber processing. Such insights are critical for advancing the field of sustainable textile production, where the efficient and environmentally conscious removal of lignin from natural fibers represents a key challenge. This research contributes to a deeper understanding of the conditions necessary for effective lignin removal, thereby paving the way for developing more sustainable and high-quality textile materials.
Figure 5 elucidates the Fourier Transform Infrared (FTIR) spectroscopy spectra for untreated and alkaline-treated mango fibers, showcasing characteristics emblematic of lignocellulosic materials. Consistent with prior investigations, disparities are observable in spectral bands, with deviations of approximately ±16 cm-1 across different studies [34,42,43,44]. Notably, the spectral band at 3328 cm-1 indicates O-H stretching vibrations attributable to carboxylic acids within the cellulose matrix. Furthermore, the peak at approximately 2900 cm-1, representative of the C-H stretching vibrations in cellulose, remains unchanged post-alkaline treatment, underscoring the stability of cellulose’s molecular structure against the alkaline conditions applied.
Equally, significant alterations are detected at the bands centered around 1730 cm-1 and 1245 cm-1, typically ascribed to the C=O and C≡O stretching vibrations in hemicellulose, respectively [43]. Post-treatment, these reductions signal a decrease in hemicellulose content, likely due to the alkaline hydrolysis. Additionally, the peaks located at 1650 cm-1 and 1030 cm-1, associated with the C=O stretching and C-O stretching of acetyl groups within lignin, further validate the effective diminution of lignin content due to the alkaline treatment.
The discernible differences in spectral signatures between untreated and treated fibers underscore the efficacy of the alkaline process in lignin removal, evidenced by the diminished intensities of bands associated with lignin and hemicellulose components. Moreover, peaks around 1375 cm-1 and 1240 cm-1 further corroborate these findings, representing the C-O stretching vibrations of acetyl groups in lignin and hemicellulose, respectively [20].
This FTIR analysis significantly contributes to understanding the chemical transformations imparted by alkaline treatment on lignocellulosic fibers. The spectral data confirms the successful removal of lignin and alterations in hemicellulose composition and affirms the preservation of cellulose’s structural integrity. These insights are paramount in advancing the development of more efficient and environmentally sustainable methods for processing natural fibers, aligning to reduce environmental impact and enhance the material properties for textile applications.
Natural fibers’ dimensionality, particularly the diameter, significantly influences their potential applications, determining their appropriateness in various end uses. In the context of the treated mango fibers, observed diameters ranged from 46 to 255 µm. These metrics facilitate a comparative analysis with diameters of alternative natural fiber specimens, as illustrated in Table 5 (Figure 6).
Research by Azanaw, Haile, and Gideon (2018) elucidated a decrement in fiber diameter consequent to the treatment with varying NaOH concentrations, underscoring that elevated NaOH levels enhanced the efficacy of surface compound removal, thereby diminishing the fiber diameter. This phenomenon aligns with findings reported by Senthamaraikannan and Kathiresan (2018) in their study on Coccinia grandis L. fibers, where an alkaline treatment modified the fiber diameter from 27.33 µm in its raw state to 25.48 µm post-treatment. The average diameter of the treated mango fibers was quantified at 114 µm, with an associated standard deviation of 50, as depicted in Figure 6. This delineation of fiber diameter variability post-alkaline treatment not only corroborates the impact of NaOH concentration on the physical attributes of natural fibers but also elucidates the broader implications for their integration into textile and composite materials. Reducing fiber diameter through alkaline treatment enhances the fibers’ compatibility and performance in finer textile applications, thereby expanding their utility. Moreover, these observations contribute to the ongoing discourse on optimizing natural fiber processing techniques to tailor their properties for specific applications, emphasizing the critical role of chemical treatments in modifying fiber characteristics for enhanced application suitability [43,45].
The length of the fibers treated with mango varied significantly, ranging from 11.4 to 35.1 mm, with an average length of 20.8 mm and a standard deviation of 0.6 mm. This fiber length variance is uncommon and can differ widely across different species. For instance, kenaf and jute fibers typically measure about 2-3 mm long, hemp fibers approximately 25 mm, and ramie fibers can extend up to 550 mm in length [22]. The aspect ratio (L/D) of the treated mango fibers, calculated from the obtained data, stands at 182. This is within the range but on the lower end compared to typical fiber aspect ratios, which span from 200 to several thousand. A higher aspect ratio generally indicates the potential for stronger yarns due to increased interfiber contact and the capacity to incorporate more fibers within the yarn cross-section, enhancing both the strength and flexibility of the fibers [46,47].
Thermal gravimetric analysis (TGA) and differential thermal gravimetric analysis (DTG) presented in Figure 7 were conducted to evaluate the thermal stability and identify the lignocellulosic composition peaks of the fibers, pre and post-alkaline treatment.
The TGA for untreated mango fibers displays the characteristic decomposition stages of cellulosic materials. The initial stage, characterized by approximately 5% weight loss at temperatures ranging from 90 °C to below 130 °C, is attributed to moisture content loss through dehydration. The second significant stage of decomposition occurs at 358 °C, with a weight loss of around 70%, indicative of cellulose fiber decomposition. The early decomposition stage is possibly due to the breakdown of hemicellulose, which decomposes prior to and concurrently with cellulose. Lignin, known for its broad decomposition temperature range, contributes to a minor peak above 400 °C, linked to its breakdown and the further degradation of carbohydrate-derived solid products.
Post-alkaline treatment, DTG curves illustrate the effective elimination of characteristic peaks associated with hemicelluloses (around 250 °C) and lignin (noted by a slight peak above 400 °C), leaving a more pronounced cellulose peak at approximately 368 °C. This sharpening of the cellulose peak post-treatment highlights the alkaline process’s efficacy in removing non-cellulosic components, thus potentially improving cellulose fibers’ thermal stability and purity for enhanced application in the textile industry. Removing hemicellulose and lignin simplifies the fiber’s thermal degradation profile and suggests a refined material better suited for applications requiring high cellulose content and thermal resilience.
3.2. Weaving process
Finally, mango fibers were processed and transformed into yarns reminiscent of the natural fibers conventionally used in the textile industry to create threads and fabric products. The transition from raw fiber to yarn involves several key steps: twisting fibers to produce staple or spun yarns and carding, a process typically associated with cotton, wherein fibers are opened, cleaned, carded, and drawn before spinning. Here, these preparatory processes were conducted manually, culminating in the production of yarn from mango fibers, as illustrated in Figure 8, which delineates the sequence of the weaving process.
Following alkaline hydrolysis, the fibers were treated with polypropylene glycol to enhance fiber flexibility, aiding in softening. Subsequent carding helped prevent fiber agglomeration, as depicted in Figure 8(a). The spinning process, executed using the traditional Z-twist method in a clockwise direction, is showcased in Figure 8(b), leading to the creation of mango yarn, presented in Figure 8(c). Utilizing this yarn, weaving was performed by hand, employing a simple plain weave pattern. This technique produced a fabric characterized by its durability and distinctive coarse texture, shown in Figure 8(d-e).
The resultant fabric’s robustness and textural properties suggest its suitability for various applications beyond traditional clothing textiles. This material is promising for manufacturing durable accessories such as bags, purses, wallets, and footwear, as shown in Figure 8(d). This diversification into non-traditional textile applications underscores the potential of mango fibers as a sustainable resource, aligning with the growing trend towards utilizing eco-friendly and renewable materials in the fashion and accessory industries. Moreover, this approach contributes to waste reduction by valorizing agricultural by-products. It introduces innovative materials into the textile market, potentially setting the stage for further research into the application of fruit fibers in diverse textile applications.
4. Conclusions
In this comprehensive study, mango fibers were extracted as a by-product of the juice production process, underscoring the innovative approach towards sustainable material sourcing in the textile industry. These fibers underwent a meticulous cleaning process followed by alkaline hydrolysis, a pivotal step to enhance their suitability for yarn production. The hydrolysis parameters—sodium hydroxide concentration, liquid-to-solid ratio, and reaction time—were meticulously optimized through an experimental design framework to maximize lignin removal, improving the fibers’ textural properties for textile applications.
Both untreated and treated fibers were characterized using analytical techniques, revealing significant alterations in their chemical and physical properties post-treatment. Subsequent softening and manual spinning processes yielded yarns with reduced lignin content, closely mirroring the properties of conventional jute yarns in terms of tensile strength and durability. The final fabric, crafted from these mango-derived yarns, exhibited a robust yet coarse texture, indicative of its potential utility in a broad spectrum of textile applications ranging from apparel to decorative accessories.
Critically, the findings highlight the mango fibers’ cellulose-rich composition and diminished lignin presence post-treatment, underscoring their viability as a renewable source for yarn and fabric production. The chemical treatment protocol established herein proved effective in refining the fibers to a spinnable quality, facilitating the creation of durable textile materials.
This research advocates for the circular economy and emphasizes the valorization of mango processing by-products, promoting environmental sustainability. It opens new avenues for developing eco-friendly textile materials, aligning with global efforts towards reducing waste and fostering the use of renewable resources in the textile industry. Furthermore, the successful application of mango fibers in fabric production could inspire further exploration of fruit waste as a valuable raw material in textile manufacturing, potentially revolutionizing the sector with sustainable, bio-based alternatives.
Author Contributions
Conceptualization, O.F., J.R. and R.M.; methodology, D.B., O.F., V.V., J.V.B.; software, O.F.; validation, O.F., S.D. and J.R.; formal analysis, J.D.R.; investigation, J.V.B.; resources, A.F.; data curation, V.V. and J.D.R.; writing—original draft preparation, S.D., O.F. and J.D.R.; writing—review and editing, D.B., R.M. and J.V.B. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
The authors thank the support received from Consejo Nacional de Ciencia y Tecnología (CONACYT, Paraguay) and the Fondo para la Excelencia de la Educación y la Investigación (FEEI) provided through the PINV18-477 project. OBF thanks Edelira Velázquez for her support.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Costa, S.M.; Tuesta, E.F.; Costa, S.A. Residuos agro-industriales utilizados como materias-primas en estudios de desarrollo de fibras textiles. Cuad. Cent. Estud. Diseñ. Comun. 2016, 58, 299–309. [Google Scholar] [CrossRef]
- Henrique, M. A.; Silverio, H. A.; Flauzino Neto, W. P.; Pasquini, D. Valorization of an Agro-Industrial Waste, Mango Seed, by the Extraction and Characterization of Its Cellulose Nanocrystals. J. Environ. Manage. 2013, 121, 202–209. [Google Scholar] [CrossRef] [PubMed]
- Stenius, P. Forest Products Chemistry. In Papermaking Science and Technology; Stenius, P., Ed.; 2000. [Google Scholar]
- Uma Maheswari, C.; Obi Reddy, K.; Muzenda, E.; Guduri, B. R.; Varada Rajulu, A. Extraction and Characterization of Cellulose Microfibrils from Agricultural Residue – Cocos nucifera L. Biomass Bioenergy 2012, 46, 555–563. [Google Scholar] [CrossRef]
- Yousef, S.; Tatariants, M.; Tichonovas, M.; Sarwar, Z.; Jonuškienė, I.; Kliucininkas, L. A New Strategy for Using Textile Waste as a Sustainable Source of Recovered Cotton. Resour. Conserv. Recycl. 2019, 145, 359–369. [Google Scholar] [CrossRef]
- Roy, M.; Islam, M.; Khan, M.; Sarker, K.; Mamun, M. Mango Seed Kernel Agronomical Bio-Waste for Ecofriendly Cotton Dyeing: Optimization of Dyeing Period and Temperature. Chem. Mater. Eng. 2018, 6, 36–45. [Google Scholar] [CrossRef]
- Islam, M.; Liman, M.; Roy, M.; Hossain, M.; Repon, M.; Mamun, M. Cotton Dyeing Performance Enhancing Mechanism of Mangiferin Enriched Bio-Waste by Transition Metals Chelation. J. Text. Inst. 2021, 113, 567–579. [Google Scholar] [CrossRef]
- Patti, A.; Cicala, G.; Acierno, D. Eco-Sustainability of the Textile Production: Waste Recovery and Current Recycling in the Composites World. Polymers 2021, 13, 134. [Google Scholar] [CrossRef]
- Shahid-ul-Islam, M.; Mohammad, F. Sustainable Natural Fibres from Animals, Plants and Agroindustrial Wastes—An Overview. In Sustainable Fibres for Fashion Industry: Environmental Footprints and Eco-design of Products and Processes; Subramanian Senthilkannan, M., Miguel Angel, G., Eds.; Springer: Singapore, 2016. [Google Scholar]
- Mercado-Mercado, G.; Montalvo-González, E.; Sánchez-Burgos, J. A.; Velázquez-Estrada, R. M.; Álvarez-Parrilla, E.; González-Aguilar, G. A.; Sáyago-Ayerdi, S. G. Optimization of β-Carotene from ‘Ataulfo’ Mango (Mangifera indica L.) By-Products Using Ultrasound-Assisted Extraction. Rev. Mex. Ing. Quim. 2019, 18, 1051–1061. [Google Scholar] [CrossRef]
- Wongkaew, M.; Chaimongkol, P.; Leksawasdi, N.; Jantanasakulwong, K.; Rachtanapun, P.; Seesuriyachan, P.; Phimolsiripol, Y.; Chaiyaso, T.; Ruksiriwanich, W.; Jantrawut, P.; Sommano, S. R. Mango Peel Pectin: Recovery, Functionality and Sustainable Uses. Polymers 2021, 13, 3898. [Google Scholar] [CrossRef]
- Díaz, F.; Duarte, S.; Ferreiro, O. Clarificación de la pulpa extraída de frutos de mango criollo paraguayo (Mangifera indica). Cienc. Lat. Rev. Cient. Multidiscip. 2020, 4, 1524–1531. [Google Scholar]
- Burgos, N.; Valdés, A.; Jiménez, A. Valorization of Agricultural Wastes for the Production of Protein-Based Biopolymers. J. Renew. Mater. 2016, 4, 165–177. [Google Scholar] [CrossRef]
- Matharu, A. S.; Houghton, J. A.; Lucas-Torres, C.; Moreno, A. Acid-Free Microwave-Assisted Hydrothermal Extraction of Pectin and Porous Cellulose from Mango Peel Waste – Towards a Zero Waste Mango Biorefinery. Green Chem. 2016, 18, 5280–5287. [Google Scholar] [CrossRef]
- Djafari Petroudy, S.R. Physical and Mechanical Properties of Natural Fibers. In Advanced High Strength Natural Fibre Composites in Construction; 2017; pp. 59–83. [Google Scholar]
- Maldonado-Celis, M. E.; Yahia, E. M.; Bedoya, R.; Landazuri, P.; Loango, N.; Aguillon, J.; Guerrero Ospina, J. C. Chemical Composition of Mango (Mangifera indica L.) Fruit: Nutritional and Phytochemical Compounds. Front. Plant Sci. 2019, 10, 1073. [Google Scholar] [CrossRef] [PubMed]
- Mussig, J. Industrial Applications of Natural Fibres: Structure, Properties and Technical Applications; Wiley: Chichester, West Sussex, U.K, 2010. [Google Scholar]
- Mohl, C.; Weimer, T.; Caliskan, M.; Baz, S.; Bauder, H. J.; Gresser, G. T. Development of Natural Fibre-Reinforced Semi-Finished Products with Bio-Based Matrix for Eco-Friendly Composites. Polymers 2022, 14. [Google Scholar] [CrossRef] [PubMed]
- Mustata, F. S. C.; Asandulesa, M.; Varganici, C. D.; Curteza, A. Composites Based on Cotton Fabrics, Acrylic Rubber and Powder from Used Tires: Thermal and Electrical Characterization. J. Therm. Anal. Calorim. 2023, 148, 3325–3339. [Google Scholar] [CrossRef]
- Porras, A.; Maranon, A.; Ashcroft, I.A. Characterization of a Novel Natural Cellulose Fabric from Manicaria Saccifera Palm as Possible Reinforcement of Composite Materials. Compos. Part B-Eng 2015, 74, 66–73. [Google Scholar] [CrossRef]
- Lobregas, M. O. S.; Buniao, E. V. D.; Leaño, J. L. Alkali-Enzymatic Treatment of Bambusa Blumeana Textile Fibers for Natural Fiber-Based Textile Material Production. Ind. Crops Prod. 2023, 194. [Google Scholar] [CrossRef]
- Subash, M. C.; Perumalsamy, M. Identification of Efficient Bioprocessing of Banana Pseudostem Waste Biomass for Sustainable Fibers in the Textile Industry. Waste Biomass Valor. 2022, 14, 631–644. [Google Scholar] [CrossRef]
- Lord, P. R. (Ed.) Handbook of Yarn Production: Technology, Science and Economics; Woodhead Publishing: Cambridge, England, 2003; Elsevier. [Google Scholar]
- Shakil, S.; Ullah, R.; Lutfi, M. Process Flow Chart and Factor Analysis in Production of a Jute Mills. J. Ind. Intell. Inf. 2013, 1, 247–254. [Google Scholar] [CrossRef]
- National Renewable Energy Laboratory. Determination of Structural Carbohydrates and Lignin in Biomass: Laboratory Analytical Procedure (LAP). NREL/TP-510-42618. 2008. Available online: https://www.nrel.gov/docs/gen/fy13/42618.pdf.
- National Renewable Energy Laboratory. Determination of Total Solids in Biomass and Total Dissolved Solids in Liquid Process Samples: Laboratory Analytical Procedure (LAP). NREL/TP-510-42621, 2008. Available online: https://www.nrel.gov/docs/gen/fy08/42621.
- Alvarez, A.; Cachero, S.; Gonzalez-Sanchez, C.; Montejo-Bernardo, J.; Pizarro, C.; Bueno, J. L. Novel Method for Holocellulose Analysis of Non-Woody Biomass Wastes. Carbohydr. Polym. 2018, 189, 250–256. [Google Scholar] [CrossRef]
- ASTM International. ASTM D1103-60 (1960) Standard Method for Alpha-Cellulose in Wood and Paper.
- Pastore, C.; Kiekens, P.; Eds. Surface Characteristics of Fibers and Textiles; 1st, *!!! REPLACE !!!* (Eds.) ; CRC Press: Boca Raton, FL, 2000.
- Government, R. M. Significance of Alkaline Treatment on the Composition of Mango Seed Shell Fiber for Polymer Composite Application. Indian J. Sci. Technol. 2020, 13, 2168–2174. [Google Scholar] [CrossRef]
- Mamatha, M.; Ramchandran, M.; Kurinjimalar, R. Influence of Chemical Treatment of Natural Fibres Using the SPSS Method. J. Mater. Its Charact. 2023, 2, 28–39. [Google Scholar] [CrossRef]
- Suwinarti, W.; Wulandari, N.; Haqiqi, M. Potential of Natural Fiber Based on Plant Characteristics. IOP Conf. Ser.: Earth Environ. Sci. 2023, 1282, 012036. [Google Scholar] [CrossRef]
- Sathishkumar, T.; Navaneethakrishnan, P.; Shivaram, S.; Kanna, S.; Rajeshkumar, L.; Rajeshkumar, G. Characterization of New Cellulose Fiber Extracted from Pithecellobium dulce Tree. Appl. Sci. Eng. Prog. 2023, 16, 6845. [Google Scholar] [CrossRef]
- Indran, S.; Raj, R. E. Characterization of New Natural Cellulosic Fiber from Cissus Quadrangularis Stem. Carbohydr. Polym. 2015, 117, 392–399. [Google Scholar] [CrossRef] [PubMed]
- Cecci, R. R. R.; Passos, A. A.; de Aguiar Neto, T. C.; Silva, L. A. Banana Pseudostem Fibers Characterization and Comparison with Reported Data on Jute and Sisal Fibers. SN Appl. Sci. 2019, 2. [Google Scholar] [CrossRef]
- Thomas, B.; Raj, M. C.; B, A. K.; H, R. M.; Joy, J.; Moores, A.; Sanchez, C. Nanocellulose, a Versatile Green Platform: From Biosources to Materials and Their Applications. Chem. Rev. 2018, 118, 11575–11625. [Google Scholar] [CrossRef]
- Tian, D.; Chandra, R. P.; Lee, J. S.; Lu, C.; Saddler, J. N. A Comparison of Various Lignin-Extraction Methods to Enhance the Accessibility and Ease of Enzymatic Hydrolysis of the Cellulosic Component of Steam-Pretreated Poplar. Biotechnol. Biofuels 2017, 10, 157. [Google Scholar] [CrossRef]
- Wan Azelee, N. I.; Md Jahim, J.; Rabu, A.; Abdul Murad, A. M.; Abu Bakar, F. D.; Md Illias, R. Efficient Removal of Lignin with the Maintenance of Hemicellulose from Kenaf by Two-Stage Pretreatment Process. Carbohydr. Polym. 2014, 99, 447–453. [Google Scholar] [CrossRef]
- Kim, I.; Han, J.-I. Optimization of Alkaline Pretreatment Conditions for Enhancing Glucose Yield of Rice Straw by Response Surface Methodology. Biomass Bioenergy 2012, 46, 210–217. [Google Scholar] [CrossRef]
- Oriez, V.; Peydecastaing, J.; Pontalier, P. Y. Lignocellulosic Biomass Fractionation by Mineral Acids and Resulting Extract Purification Processes: Conditions, Yields, and Purities. Molecules 2019, 24. [Google Scholar] [CrossRef] [PubMed]
- Yang, J.; Ching, Y. C.; Chuah, C. H. Applications of Lignocellulosic Fibers and Lignin in Bioplastics: A Review. Polymers 2019, 11, 751. [Google Scholar] [CrossRef] [PubMed]
- Amroune, S.; Bezazi, A.; Belaadi, A.; Zhu, C.; Scarpa, F.; Rahatekar, S.; Imad, A. Tensile Mechanical Properties and Surface Chemical Sensitivity of Technical Fibres from Date Palm Fruit Branches (Phoenix dactylifera L.). Compos. Part A-Appl. S. 2015, 71, 95–106. [Google Scholar] [CrossRef]
- Senthamaraikannan, P.; Kathiresan, M. Characterization of Raw and Alkali Treated New Natural Cellulosic Fiber from Coccinia grandis L. Carbohydr. Polym. 2018, 186, 332–343. [Google Scholar] [CrossRef]
- Singh, J.K. , Rout, A.K. Characterization of raw and alkali-treated cellulosic fibers extracted from Borassus flabellifer L. Biomass Conv. Bioref.
- Azanaw, A.; Haile, A.; Gideon, R. K. Extraction and Characterization of Fibers from Yucca Elephantine Plant. Cellulose 2018, 26, 795–804. [Google Scholar] [CrossRef]
- Elmogahzy, Y.E. Engineering Textiles: Integrating the Design and Manufacture of Textile Products, 2nd ed.; Woodhead Publishing: Sawston, UK, 2020; ISBN 9780081024898. [Google Scholar]
- Asmat-Campos, D.; de Oca-Vásquez, G.M.; Rojas-Jaimes, J.; Delfín-Narciso, D.; Juárez-Cortijo, L.; Nazario-Naveda, R.; Batista Meneses, D.; Pereira, R.; de la Cruz, M.S. Cu2O Nanoparticles Synthesized by Green and Chemical Routes, and Evaluation of Their Antibacterial and Antifungal Effect on Functionalized Textiles. Biotechnol. Rep. 2023, 37, e00785. [Google Scholar] [CrossRef]
Figure 2.
Mango fibers after the washing and drying process (a), alkaline treated fibers (b).
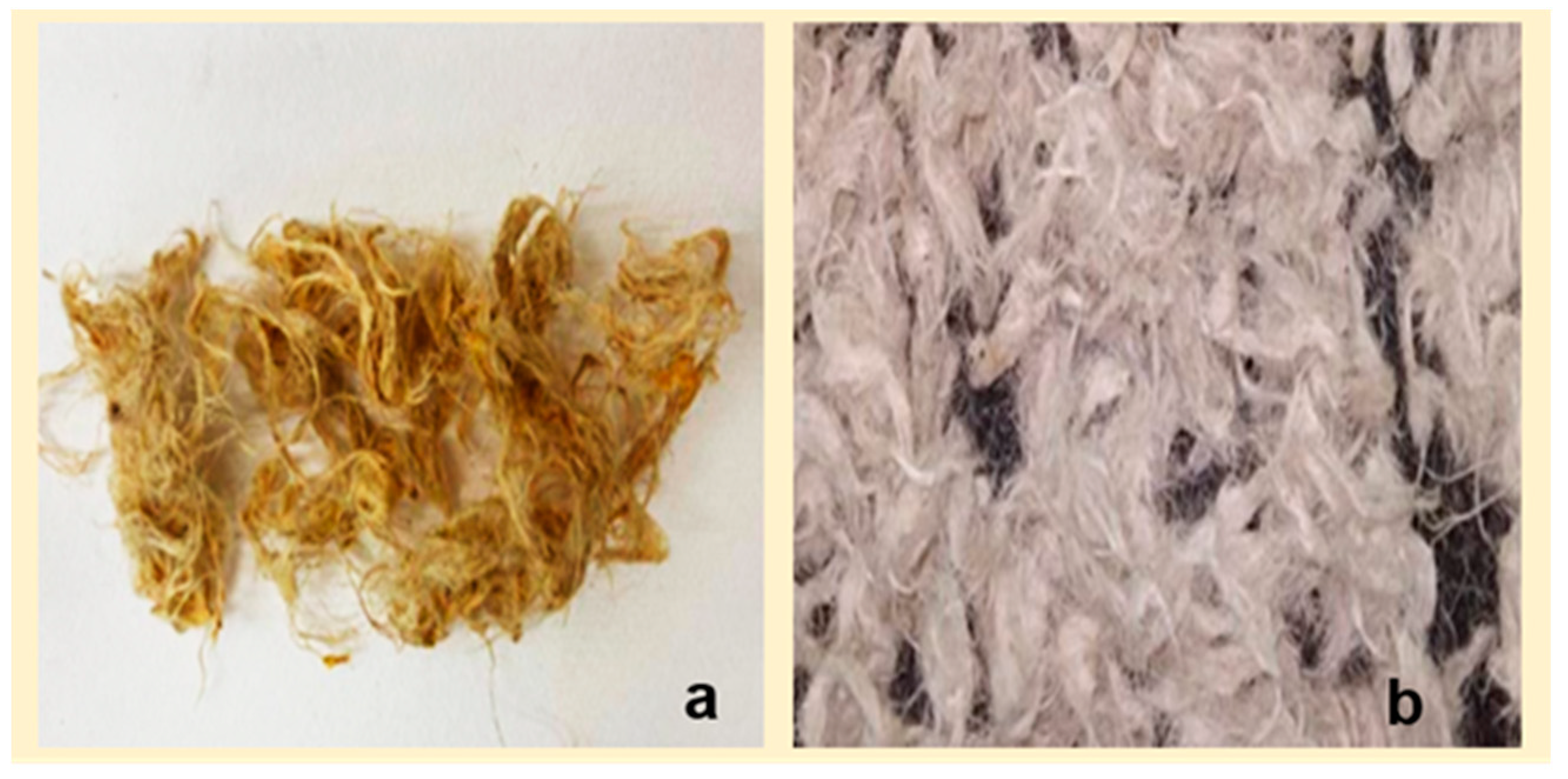
Figure 3.
Relation between experimental data and predicted data from the model.
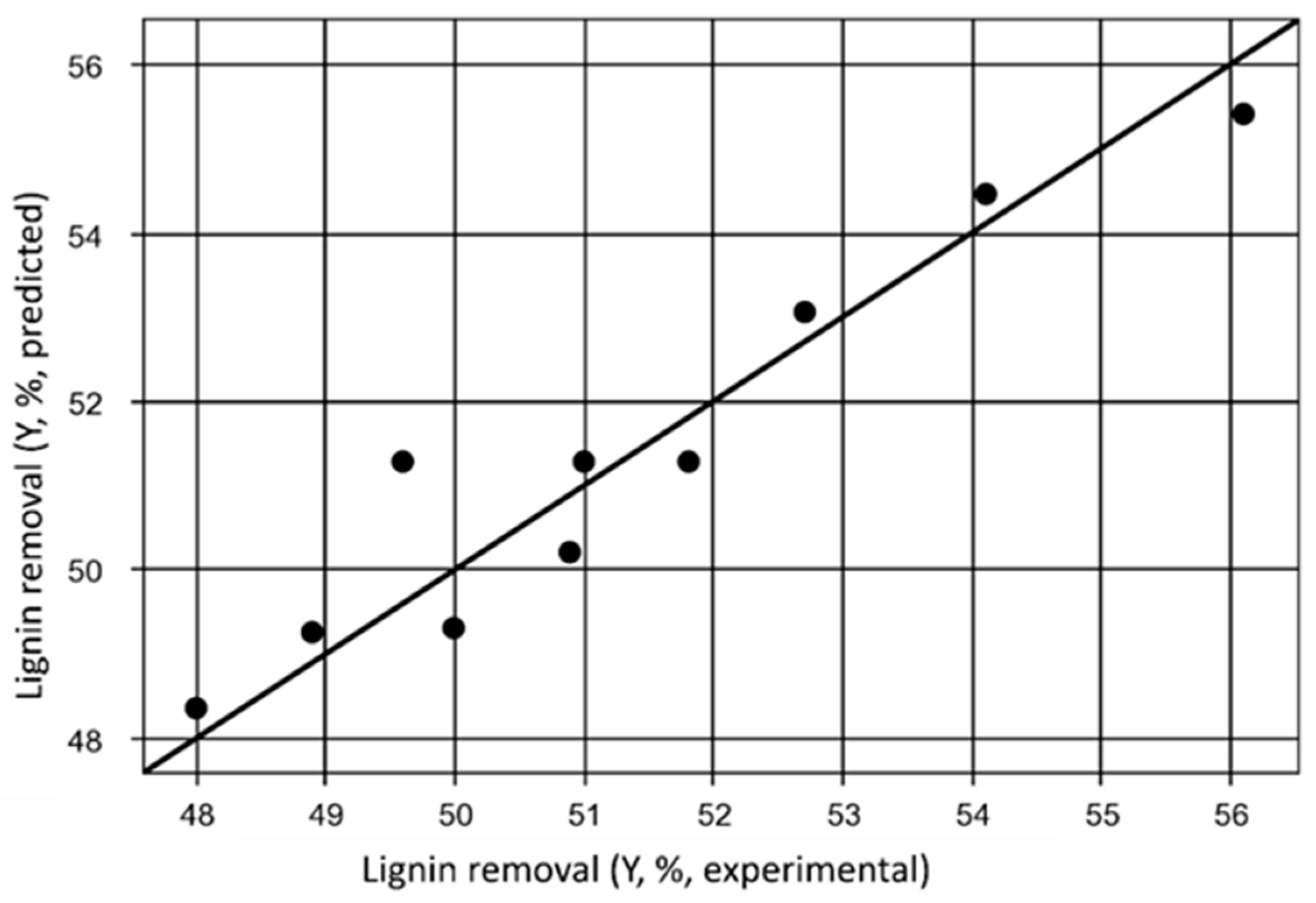
Figure 4.
Response surface of the model applied for the lignin removal of mango fibers: a) Reaction time x L/S ratio (NaOH concentration = 6%); b) NaOH concentration x L/S ratio (reaction time = 4h); c) NaOH concentration x Reaction time (L/S= 25 mL/g).
Figure 4.
Response surface of the model applied for the lignin removal of mango fibers: a) Reaction time x L/S ratio (NaOH concentration = 6%); b) NaOH concentration x L/S ratio (reaction time = 4h); c) NaOH concentration x Reaction time (L/S= 25 mL/g).
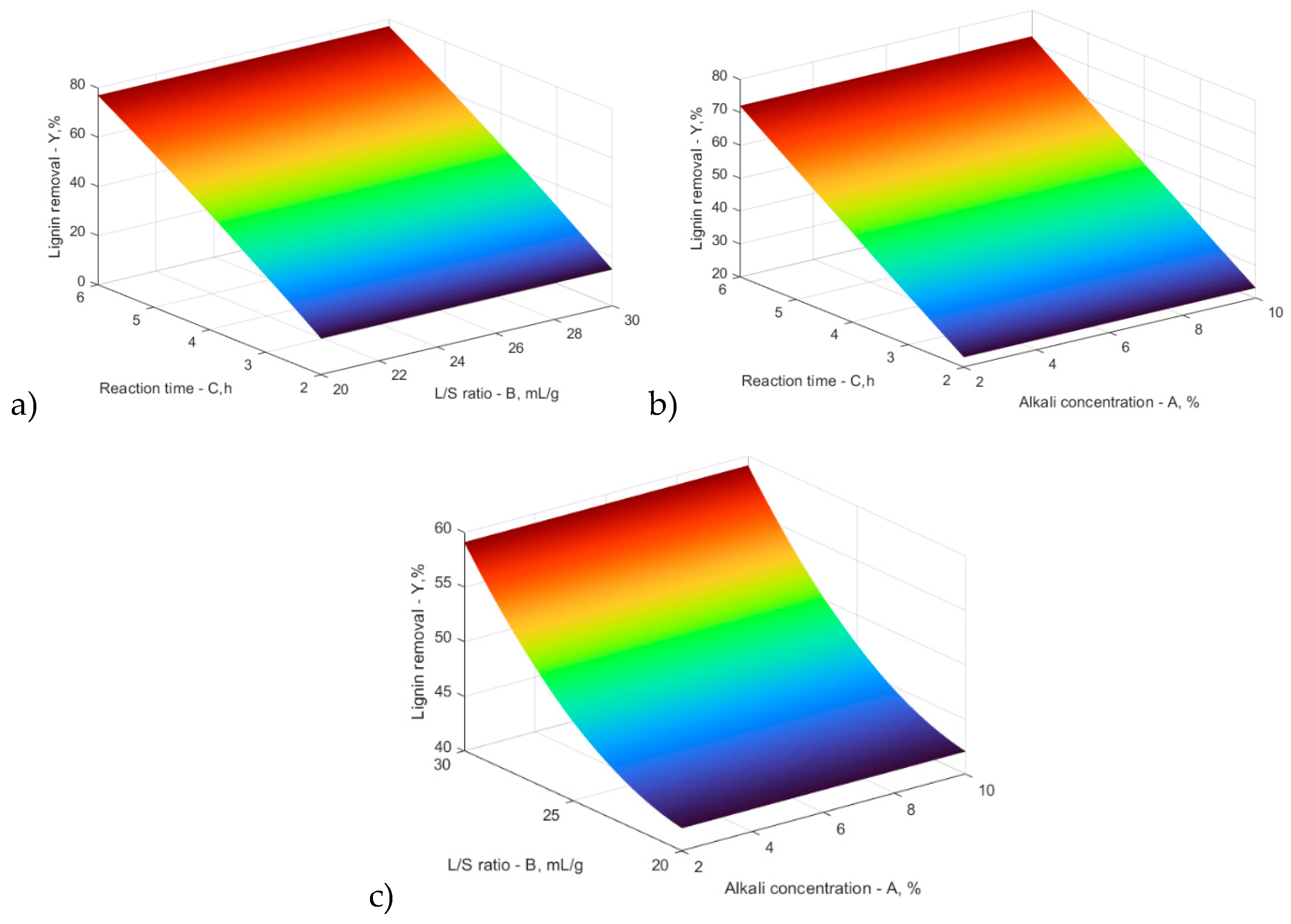
Figure 5.
FTIR spectra for the raw mango fibers and the treated with NaOH.
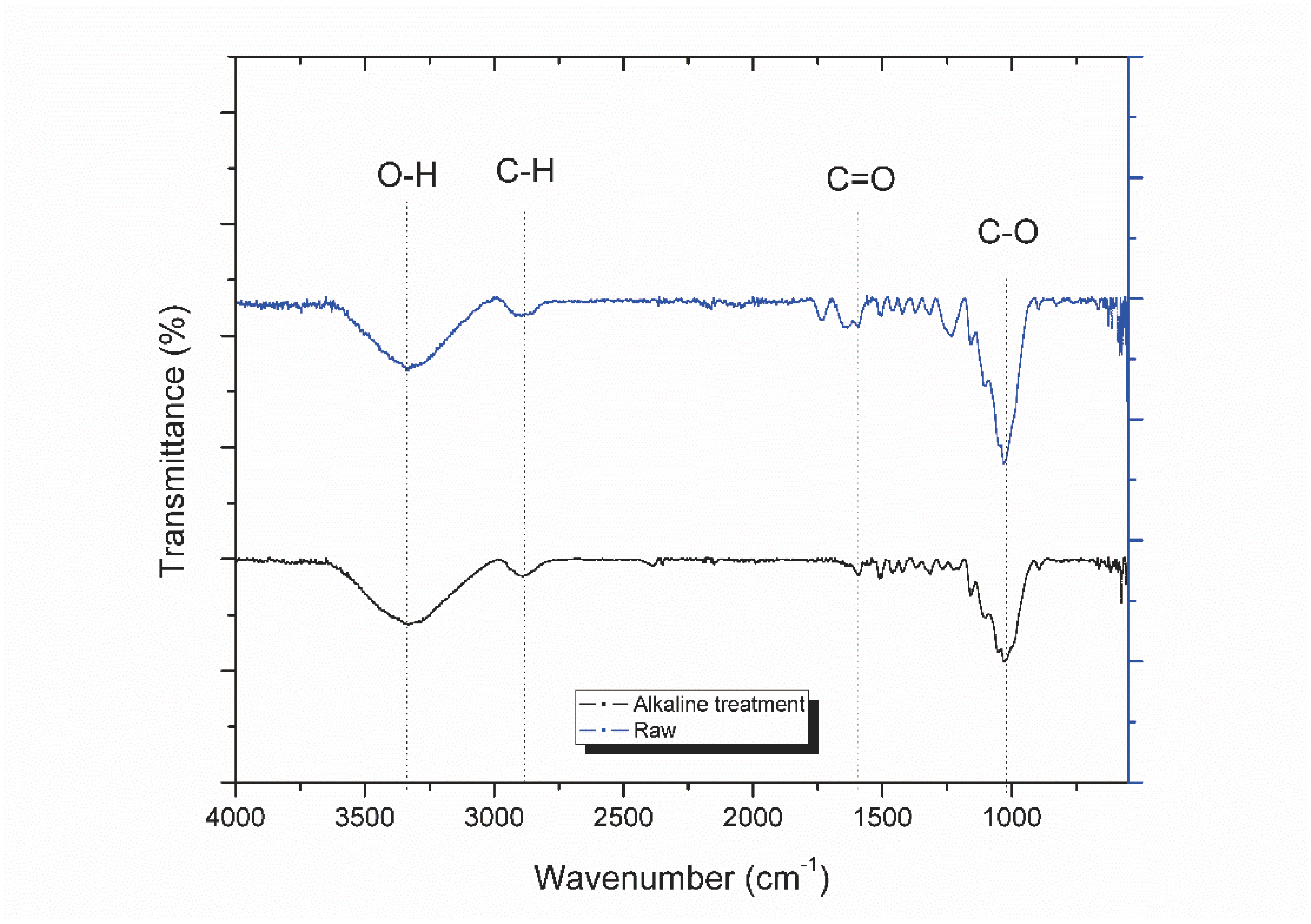
Figure 6.
Optical microscope image of mango fiber treated with NaOH.
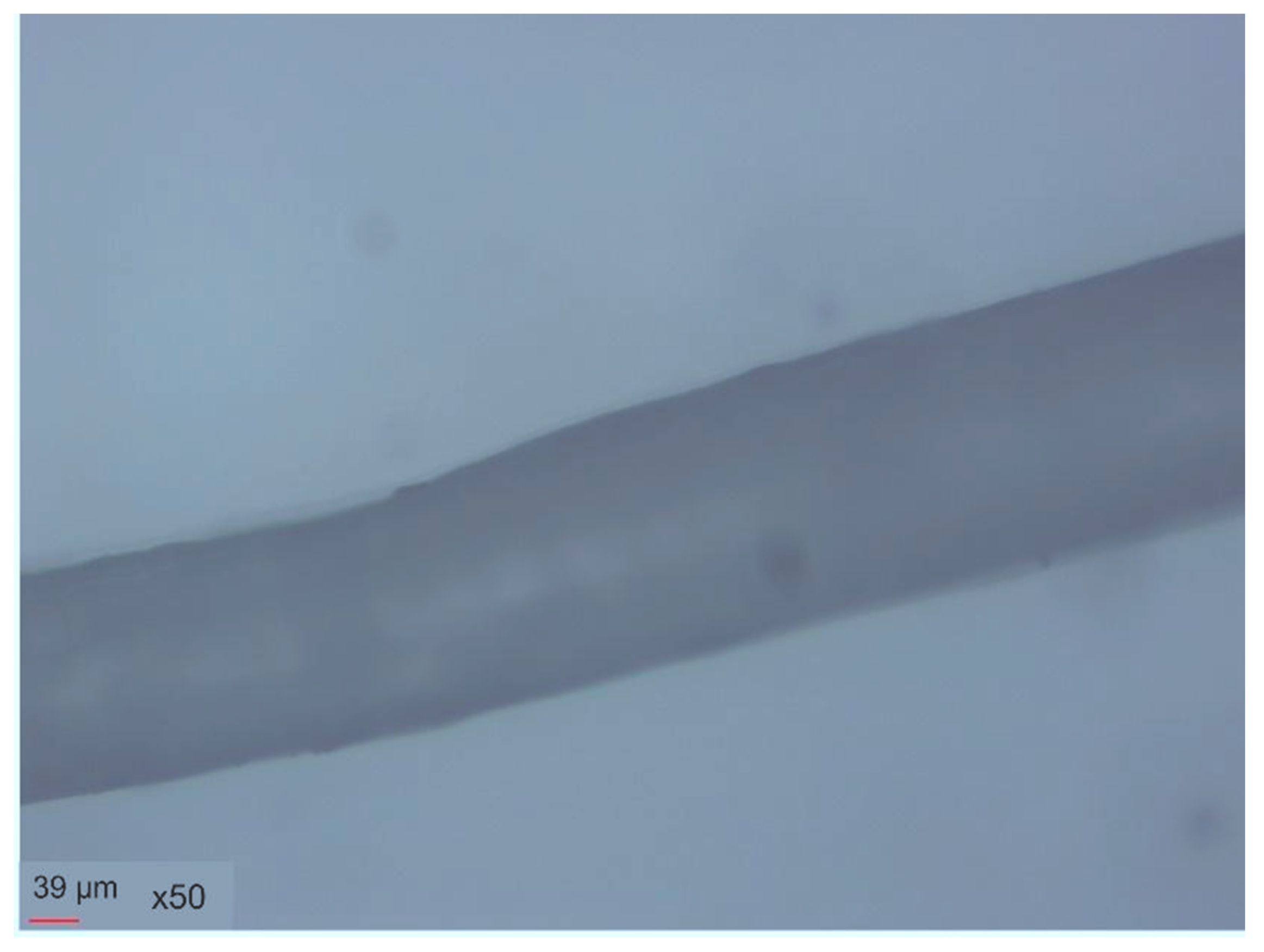
Figure 7.
DTG of the fibers before (left) and after (right) the alkaline treatment.
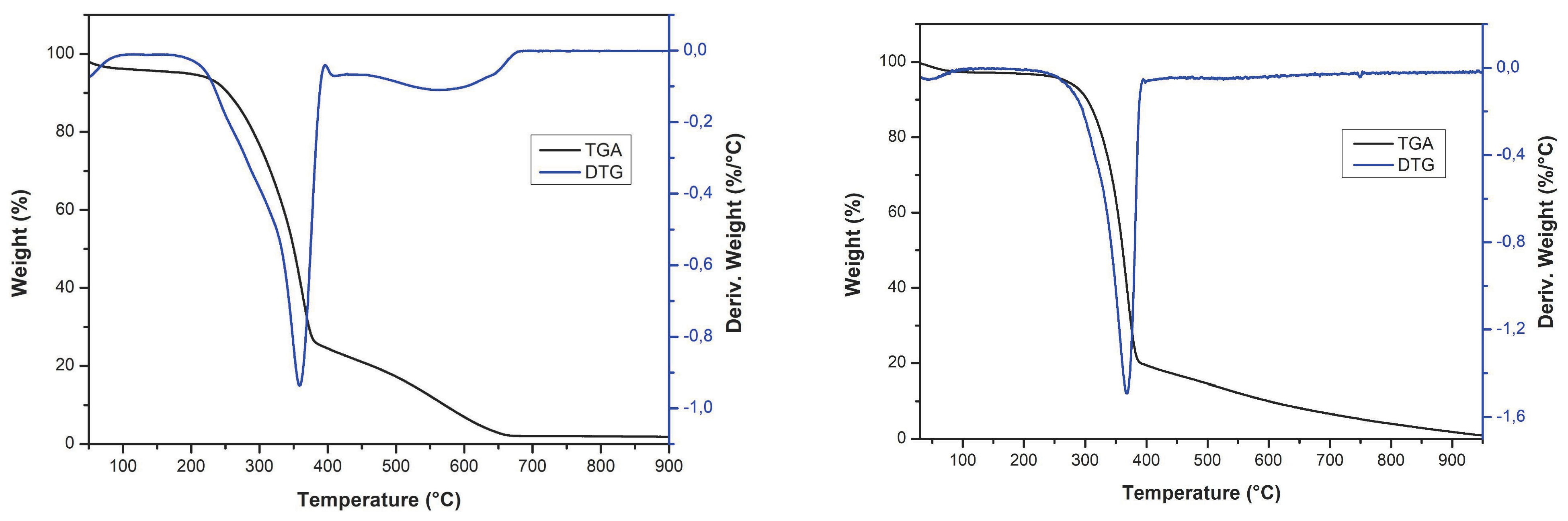
Figure 8.
Weaving process from mango fiber: a) carded; b) twisting process; c) thread; d)-e) artisanal loom for weaving manual process; f) fabric from mango fibers.
Figure 8.
Weaving process from mango fiber: a) carded; b) twisting process; c) thread; d)-e) artisanal loom for weaving manual process; f) fabric from mango fibers.
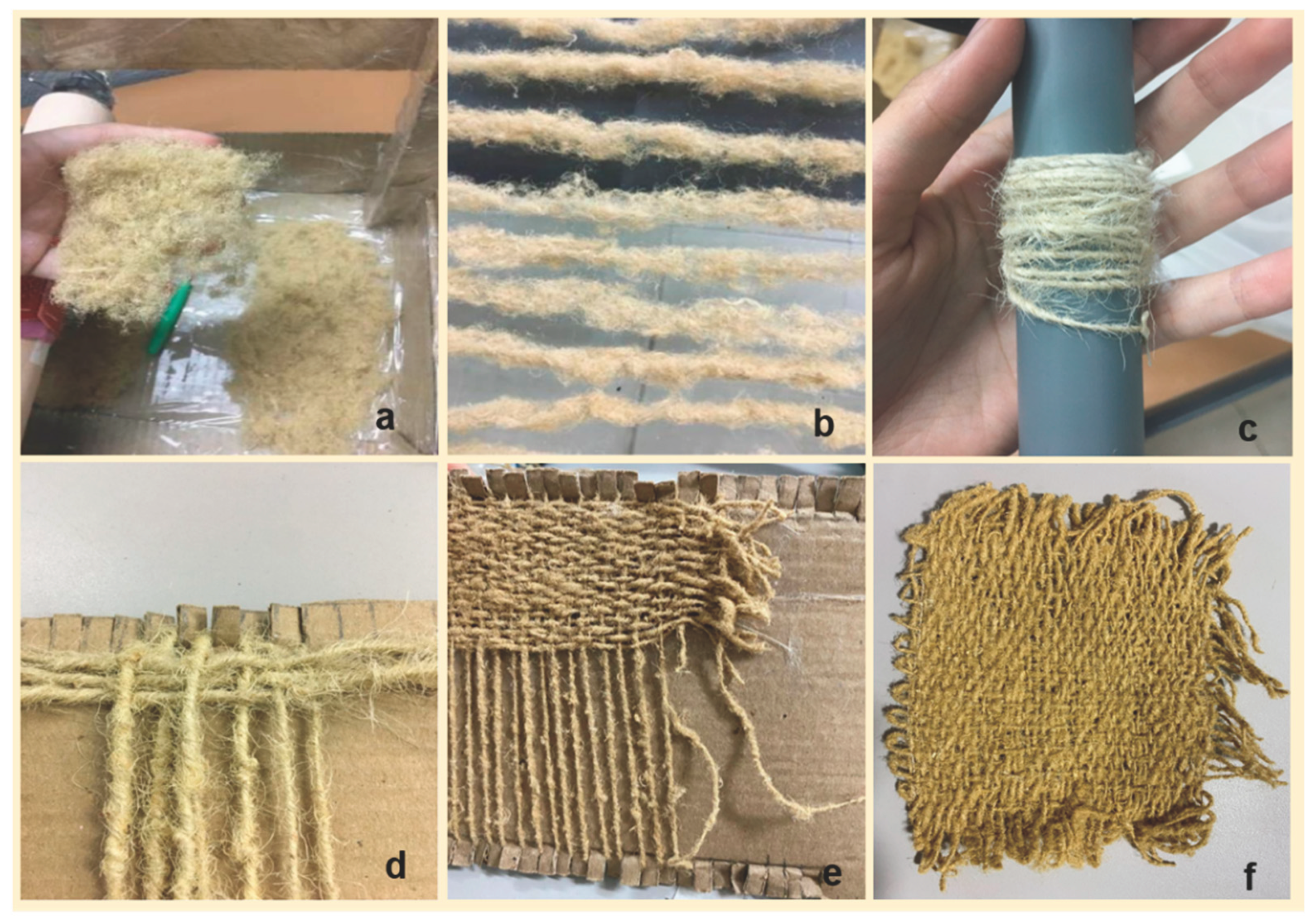

Table 1.
Variables of the alkaline hydrolysis for the design of experiments.
| Variables | Level | ||
| -1 | 0 | +1 | |
| A: Alkali concentration (%) | 2 | 6 | 10 |
| B: Liquid to solid ratio (g/mL) | 20 | 25 | 30 |
| C: Reaction time (h) | 2 | 4 | 6 |
Table 2.
Chemical composition of natural fibers.
| Fiber | Cellulose % | Hemicellulose % | Lignin % | References |
|---|---|---|---|---|
| Mango | 49.3 | 31.9 | 12.2 | This work |
| Bamboo | 61.50 | - | 25.11 | [32] |
| Cotton | 82.7 | 5.7 | - | [34] |
| Jute | 50-70 | 12-20 | 5-21 | [35] |
| Sisal | 60-78 | 10-20 | 8-14 | [34,35] |
| Cissus quadrangularis stem | 82.73 | 7.96 | 11.27 | [34] |
| Cissus quadrangularis root | 77.17 | 11.02 | 10.45 | [34] |
| Banana | 60-70 | 10-30 | 5-12 | [34] |
Table 3.
Total lignin removal from the mango fibers under different conditions following the design of experiments.
Table 3.
Total lignin removal from the mango fibers under different conditions following the design of experiments.
| Experiment | NaOH concentration (%) A | Liquid to solid rate (mL/g) B | Reaction time (h) C | Total ligninremoval(%) |
|---|---|---|---|---|
| 1 | 2 | 20 | 2 | 17.5 |
| 2 | 2 | 20 | 6 | 68.0 |
| 3 | 2 | 30 | 2 | 29.9 |
| 4 | 2 | 30 | 6 | 72.7 |
| 5 | 10 | 20 | 2 | 13.3 |
| 6 | 10 | 20 | 6 | 62.7 |
| 7 | 10 | 30 | 2 | 36.9 |
| 8 | 10 | 30 | 6 | 82.7 |
| 9 | 6 | 25 | 4 | 46.0 |
| 10 | 6 | 25 | 4 | 41.7 |
| 11 | 6 | 25 | 4 | 48.7 |
Table 4.
ANOVA from the design of experiments data applied to the lignin removal of mango fibers.
| Variable | Coefficient/Sum of squares | Degree of freedom | Mean sum of squares | F ratio | p | ||
|---|---|---|---|---|---|---|---|
| Model | 47.27 | 0.000 | Significant | ||||
| A – NaOH (%) | 0.93 | 0.4558 | |||||
| B – L/S ratio (mL/g) | 7.58 | 0.0025 | |||||
| C – Time (h) | 23.56 | 0.0000 | |||||
| AB | 3.32 | 0.0416 | |||||
| AC | 0.25 | 0.8339 | |||||
| BC | -1.41 | 0.2787 | |||||
| Regression | 5010.8 | 6 | 835.1 | 82.8 | 0.00038 | ||
| Residual | 40.4 | 4 | 10.1 | ||||
| Lack of fit | 15.6 | 2 | 7.8 | 0.6 | 0.61396 | Non-significant | |
| Pure error | 5051.2 | 10 | |||||
| R2 | 99.20% | ||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



