
Submitted:
08 March 2024
Posted:
11 March 2024
You are already at the latest version
Abstract
Rubber compounds based on styrene-butadiene rubber, ethylene-propylene-diene-monomer rubber and the combinations of both rubbers were cured with different sulfur and peroxide curing systems. In sulfur curing systems, two type of accelerators, namely N-cyclohexyl-2-benzothiazole sulfenamide, tetramethylthiuram disulfide and combinations of both accelerators were used. In peroxide curing systems, dicumyl peroxide, and combination of dicumyl peroxide with zinc diacrylate or zinc dimethacrylate, respectively were applied. The work was focused on investigation of the curing system composition as well as type of the rubber or rubbers combinations on curing process, cross-link density and physical-mechanical properties of vulcanizates. The dynamic-mechanical properties on the selected vulcanizates were examined, too. The result revealed correlation between the cross-link density and physical-mechanical properties. Similarly, there was recorded certain correlation between cross-linking degree and glass transition temperature. The tensile strength of vulcanizates based on rubbers combinations was higher when compared to that based on pure rubbers, which points out the fact that by rubbers combination, not only the features of both elastomers can be combined, but also improved tensile characteristics can be achieved. When compared to vulcanizates cured with dicumyl peroxide, materials cured with sulfur system exhibited higher tensile strength. By application of co-agents in peroxide vulcanization, the tensile strength overcame the tensile behavior of sulfur cured vulcanizates.
Keywords:
rubber
; sulfur vulcanization
; peroxide vulcanization
; cross-linking
; physical- mechanical characteristics
; dynamic-mechanical properties
1. Introduction
Styrene-butadiene rubber SBR is general purpose rubber with unsaturated polymer backbone. It is the most widely used rubber in rubber technologies, applied in production of tyres, conveyor belts, hoses, rubber carpeting, shoe soles and in other applications. The properties of SBR are highly dependent on the proportion ratio between butadiene and styrene units. Increasing amount of styrene leads to higher tensile and tear strength, higher hardness, higher abrasion resistance and higher processability. On the other hand, the elasticity decreases with increase in styrene content. Due to high degree of unsaturation, SBR exhibits limited resistance to degradation factors, like oxygen and ozone and low resistance to solvents and chemicals [1,2].
Ethylene-propylene-diene-monomer rubber EPDM is one of the most versatile specialty type rubbers having excellent electro-insulating properties, which are retained in high humidity environment and increased temperatures [3]. It also exhibits very good elastic properties at low temperatures, low compression set and good resistance against abrasion and fracturing. The double bonds are situated only in side groups of non-conjugated diene meaning that the main polymer chain is saturated. EPDM thus demonstrates good resistance to thermo-oxidative and ozone ageing [4]. It has also good resistance to polar solvents, water, and steam. EPDM is widely used for manufacturing of conveyor belts, hydraulic and industrial hoses, sealants, cable sheeting, connectors, roof membranes, asphalt modifications, etc. As the concentration of double bonds in EPDM is low, this rubber has low propensity to vulcanization with sulfur curing systems.
As each rubber has some advantages but also drawbacks, the main aim of rubbers combinations is to provide the benefits of one rubber or to suppress the disadvantages of another one in their mutual combinations. The combination of SBR with EPDM leads to higher resistance of the compounds against thermo-oxidative and ozone ageing and to chemical attacks. Abrasion resistance of the compounds is also improved.
Vulcanization, often termed as curing is very important process in rubber technology leading to formation of three-dimensional cross-linked network structure within the rubber matrix. This network increases physical-mechanical properties and elasticity, while reduces hysteresis and plasticity. Different vulcanization systems can be used for cross-linking of rubber matrices. The selection of curing system usually depends on the type of rubber or rubbers in the compound and on the properties of the final materials, too.
Sulfur vulcanization is the most frequently used method for cross-linking of rubber compounds accounting around 90 % of the products. It is very complex process, generally running in several stages. The sulfur vulcanization systems generally consist of activators, accelerators, and sulfur. Activators and accelerators are very important parts of sulfur vulcanization systems, they increase reaction speed, decrease the vulcanization temperature, and increase the efficiency of sulfur to form cross-links between rubber chain segments. The most common activators for sulfur vulcanization are zinc oxide in combination with fatty acid, like stearic acid or palmitic acid. A lot of accelerators have been used in sulfur curing systems, they are organic substances, mostly containing sulfur and nitrogen in their structures. They differ in their chemical structure and activity in the vulcanization process. During the sulfur vulcanization, activators together with accelerators form a salt that reacts with sulfur to generate active sulfurating agent. Primary vulcanize network with dominance of polysulfidic cross-links is formed in the second stage. The restructuring of the polysulfidic cross-links into di- and monosulfic cross-links and the modifications of rubber chains occur in the final stage, which leads to the generation of final three-dimensional cross-linked network [5,6,7,8]. By application of sulfur curing process, rubber chain segments are cross-linked with sulfidic cross-links with different amount of sulfur atoms in sulfur bridges (namely mono-, di- and polysulfidic cross-links) [9,10].
Organic peroxides are mainly used for cross-linking of rubber compounds based on saturated elastomers, which cannot be cross-linked with sulfur systems. Though, they are also effective for cross-linking of unsaturated rubbers. During the peroxide curing, organic peroxide first undergoes homolytic cleavage by breaking labile oxygen-oxygen bond [11,12]. This leads to the formation of primary peroxide radicals, that can be decomposed into secondary radical fragments. Both types of radicals are active in vulcanization process. The peroxide radicals can react with rubber chains by hydrogen abstraction or by addition to the double bonds of unsaturated rubbers. Both reaction mechanisms lead to the formation of macromolecular radicals, which usually recombine to form carbon-carbon bonds between rubber chain segments [13,14,15]. C-C cross-links have higher bonding energy when compared to sulfidic cross-links, and thus the main feature of peroxide cured vulcanizates are good heat ageing stability, good resistance to thermo-oxidative ageing or low compression set [16,17]. However, when compared to sulfur cured vulcanizates, they show worse physical-mechanical properties, like poorer tensile and tear strength, worse elastic and dynamic properties [18].
To increase the cross-linking efficiency of rubber compounds with organic peroxides, low molecular organic compounds with activated double bonds, the so-called co-agents are often applied [19,20]. Co-agents can boost peroxide vulcanization process by suppressing side reactions like chain scission or disproportionation. But the main reason of their positive effect on the curing process is that they actively participate in formation of extra cross-links. This subsequently leads not only to the increase of cross-link density, but also the structure of the formed cross-links is changed, which contributes to the improvement in physical-mechanical properties of peroxide cured vulcanizates [21,22,23,24].
Both, SBR and EPDM can be cured with sulfur as well as peroxide curing systems. The reaction mechanisms of sulfur and peroxide curing of both rubbers have been described in several scientific works, as for example [25,26,27,28]. The current work deals with investigation of several sulfur and peroxide curing systems on pure SBR and EPDM rubbers, as well as their mutual combinations. The work investigates the influence of curing system compositions on vulcanization process, cross-link density, physical-mechanical and dynamic-mechanical properties. The relation between the cross-link density and the structure of the formed cross-links in relation to the tested properties is outlined.
2. Experimental
2.1. Materials
Styrene-butadiene rubber (SBR, Kralex 1502, styrene content - 23.5 wt.%) prepared by cold emulsion polymerization was supplied from Synthos Kralupy, a.s. Kralupy nad Vltavou, Czech Republic. Ethylene-propylene-diene-monomer rubber (EPDM, type KEP 570F, ethylene content - 70 wt.%, 5-ethylidene-2-norbornene monomer (ENB) content - 4.5 wt.%) was provided by Kumho Polychem Co. Ltd., Seoul, South Korea. Sulfur curing system consisted of activators (stearic acid and zinc oxide), accelerators (N-cyclohexyl-2-benzothiazole sulfenamide (CBS), tetramethylthiuram disulfide (TMTD)) and sulfur. The chemicals of sulfur curing system were provided by Vegum a.s., Dolné Vestenice, Slovak Republic). Dicumyl peroxide (DCP) was used as peroxide curing agent. Zinc diacrylate (ZDA) and dimethacrylate (ZDMA) were used as co-agents in peroxide vulcanization. The chemicals of peroxide curing system were supplied from Sigma-Aldrich, Burlington, Massachusetts, USA.
2.2. Methods
2.2.1. Preparation and Curing of Rubber Compounds
There were fabricated five types of rubber formulations based on SBR and EPDM. The first rubber compound was based on SBR, while the last was based on EPDM. In the rest three types of rubber formulations, the mutual ratio of both rubbers was changed. The cross-linking of rubber compounds was performed by utilization of sulfur or peroxide curing systems. The amount of activators and sulfur was kept constant in all rubber formulations. The rubber compositions differed in the type of accelerator. In the first series of rubber compounds, N-cyclohexyl-2-benzothiazole sulfenamide was used in the amount 1.5 phr. Similarly, in the second series, tetramethylthiuram disulfide was applied in the same amount 1.5 phr. In the third series, the combination of both accelerators in the amount 1 phr to 1 phr was used. The composition of rubber compounds with sulfur curing system is summarized in Table 1 and Table 2.
In the first series of rubber compounds cured with peroxide systems, dicumyl peroxide was exclusively used for cross-linking of rubber compounds (Table 3). In next two series, dicumyl peroxide in combination with zinc diacrylate or zinc dimethacrylate, respectively was used (Table 4).
The fabrication of rubber compounds was performed in a laboratory kneading machine Brabender (Brabender GmbH & Co. KG, Duisburg, Germany) in two mixing steps. The overall time of mixing was 11 minutes at a temperature 90 °C and 50 rpm. The rubber or rubbers were first put into the chamber and were plasticated for 2.5 min. Then, zinc oxide and stearic acid were added, and the rubber compounds were mixed for 4.5 min at 90 °C and 50 rpm. The rubber compounds were taken out from the chamber, cooled down and homogenized using the two-roll mill. In the second step, sulfur and accelerator or the combination of accelerators was introduced, and the rubber systems were compounded for 4 min at 90 °C. After mixing, the rubber compounds were sheeted in two-roll mill.
The compounding process of the rubber formulations with peroxide curing system was very similar. In the first step, only the rubber or rubbers in their mutual combinations were mixed and plasticated. In the second step, DCP or combination of DCP with co-agent (ZDA or ZDMA) was applied and the rubber compounds were mixed for 4 min at 90 °C and 50 rpm. The final step was homogenization and sheeting of the compounds using the two-roll mill.
The vulcanization process was performed at 160 ºC and pressure of 15 MPa in a hydraulic press Fontijne (Fontijne, Vlaardingen, Holland). Time of vulcanization was identical with the optimum cure time of each rubber compound, which was determined from corresponding curing isotherms. After curing, thin sheets with dimensions 15 x 15 cm and thickness 2 mm were obtained.
2.2.2. Determination of Curing Characteristics
Curing characteristics of rubber compounds were determined from corresponding curing isotherms, which were investigated in oscillatory rheometer MDR 2000 (Alpha Technologies, Akron, Ohio, USA).
The investigated curing parameters were:
∆M (dN.m) - torque difference, the difference between the maximum and minimum torque (∆M = MH - ML).
tc90 (min) – optimum curing time
ts1 (min) – scorch time
R (dN.m.min-1) – curing rate, defined as:
Mc90 – torque at tc90
Ms1 – torque at ts1
2.2.3. Determination of Cross-Link Density
The cross-link density ν was determined based on equilibrium swelling of vulcanizates in xylene. The weighted dried samples were placed into xylene in which they swelled within time. The weight of samples was measured every hour until the equilibrium swelling was reached. During the measurement, the solvent diffuses into rubber and disrupt almost all physical interactions within the rubber matrix. The result is the determination of chemical cross-link density, i.e. the concentration of chemical cross-links within the rubber compounds. The experiments were carried out at a laboratory temperature and swelling time was equal to 30 hours. The Flory-Rehner equation [29] was then used to calculate the cross-link density based upon the equilibrium swelling state.
2.2.4. Investigation of Physical-Mechanical Characteristics
Zwick Roell/Z 2.5 appliance (Zwick GmbH & Co. KG, Ulm, Germany) was used to evaluate tensile properties of vulcanizates. The tests were performed in accordance with the valid technical standards and the cross-head speed of the measuring device was set up to 500 mm.min-1. Dumbbell-shaped test samples (width 6.4 mm, length 80 mm, thickness 2 mm) were used for measurements. The hardness was measured by using durometer and was expressed in Shore A.
2.2.5. Determination of Dynamical-Mechanical Properties
Dynamical-mechanical performances of vulcanizates were obtained by using a dynamical-mechanical analyzer DMTA MkIII, fy Rheometric Scientific. The samples were analyzed in tensile mode at a frequency 10 Hz, amplitude of dynamic deformation 64 μm and static force 0.2 N in temperature range from -60 ºC to 80 ºC.
3. Results and Discussion
3.1. Vulcanization Process and Physical-Mechanical Properties of Sulfur Cured Rubber Compounds
The influence of curing system compositions on vulcanization characteristics of rubber compounds was examined trough determination of curing characteristics, scorch time ts1, optimum cure time tc90, curing rate R and the difference between the maximum and minimum torque ∆M. As seen in Figure 1, the highest scorch time exhibited rubber compounds cured in the presence of CBS accelerator. On the other hand, the lowest ts1 demonstrated the rubber formulations cured with TMTD. It can be stated that the scorch time showed slight increasing trend with increasing ratio of EPDM in rubbers combinations, and the highest scorch time exhibited rubber formulations based on EPDM (S0-E100). Looking at Figure 2, one can see very similar dependences of optimum cure time on the used accelerators. The highest optimum cure manifested rubber compounds cured in the presence of CBS. From Figure 2 it also becomes apparent that the optimum cure time of CBS-based formulations increased with increasing ratio of EPDM. When compared to rubber compound based on SBR (S100-E0), the tc90 of the compound based on EPDM (S0-E100) prolonged in more than 10 min (from 16 min to more than 26 min). The rubber compounds cured in the presence of TMTD or combination CBS-TMTD required almost identical time needed for their optimum cross-linking. Again, the highest tc90 exhibited the rubber compounds with designation S0-E100.
The dependencies of the optimum cure time as well as scorch time on the type of accelerator used relate with the character and structure of the accelerators. CBS belongs to class of fast accelerators of sulfenamide type that are characterized by long induction period (delayed action accelerators). Thus, the compounds cured with CBS exhibited the longest scorch time. TMTD is from the group of very fast accelerators, which indicates that the curing process of rubber formulations proceeds faster. To that corresponds shorter scorch time as well as optimum cure time of the corresponding compounds. When combining both CBS and TMTD, the optimum cure time was not changed, while slight prolongation of scorch time was recorded in comparison with the equivalent TMTD cured rubber compounds. Although, the prolongation of scorch time is not very significant, it is a positive aspect regarding safe processability of rubber compounds into final cross-linked materials. The scorch time or induction period represents the time during which, the cross-linking does not occur yet. The mutual interactions among the additives of curing system occur and the materials must be heated uniformly in all volume. This is very important factor to achieve homogenous distribution of the formed cross-links within the rubber matrix and thus to form uniform spatial three-dimensional cross-linked structure. When reaching this, the following vulcanization can proceed fast, which brings time and economic benefits. Short optimum vulcanization time of rubber compounds with accelerators combination (CBS-TMTD) can be attributed to the presence of very fast accelerator (TMTD) on one hand, and to the increase of the overall accelerators content (2 phr). In general, the higher is the activity and amount of accelerators, the faster is the vulcanization process [14].
It was recorded that the curing process of the materials based on EPDM was longer than that of the corresponding compounds based on SBR. Considering that SBR is highly unsaturated rubber, the concentration of double bonds in its structure is much higher when compared to EPDM (the double bonds are situated only in non-conjugated ENB monomer units, the concentration of which in EPDM is only 4.5 wt.%). In overall, the lower is the concentration of the double bonds in rubber structure, the slower is the vulcanization process.
The difference between the maximum and minimum torque usually relates with the amount of the cross-links formed within the rubber matrix and expresses the transformation degree of uncured rubber compound into vulcanizate. Generally speaking, the higher is the torque difference, the higher is the cross-link density. Though, this is valid mainly for unfilled rubber compounds. As seen in Figure 3, the biggest difference between the maximum and minimum torque exhibited rubber compounds based on EPDM (S0-E100). The differences in ΔM values in dependence on the type of accelerator, or accelerators combinations were minimal. Looking at Figure 4, one can see certain correlation between the torque difference and cross-link density. That means, the highest torque difference of the compounds with designation S0-E100 was reflected in their highest cross-linking degree. It becomes interesting that the cross-link density of the materials with CBS showed increasing trend with increasing ratio of EPDM in rubbers combinations. On the other hand, the cross-link density of vulcanizates cured in the presence of TMTD and combination CBS-TMTD tended to decrease with increasing ratio of EPDM up to the composition S25-E75. Then, significant increase of cross-linking degree occurred for the vulcanizate S0-E100. When comparing the curing systems, the highest cross-link density exhibited rubber compounds cured with CBS-TMTD combination. TMTD acts not only as accelerator, but also as sulfur donor due to sulfur bridges in its structure and thus it contributes to the cross-links formation. The highest cross-link density of vulcanizates based on EPDM seems to be surprising, as EPDM has low value of unsaturation and thus the cross-link density was expected to be lower when compared to vulcanizates based on highly unsaturated SBR. The possible explanation could be the fact, the EPDM might have highly branched structure and the physical entanglements linked with chemical linkages can act as additional cross-links.
From Figure 5 it becomes apparent that the lowest curing rate exhibited formulations cured with CBS with almost no dependence on the type of rubber or their combinations. The application of TMTD resulted in higher curing rate, which was found to slightly decrease with increasing ratio of EPDM in rubbers combinations. The highest curing rate demonstrated the materials cured with CBS-TMTD combination with the highest influence on the type of rubber or rubbers combinations. The cure rate accounts not only the differences between the optimum cure time and scorch time, but also the differences between torques at optimum cure time and scorch time thus it expresses the transformation degree of uncured rubber compound into vulcanizate. The highest curing rate of the compounds based on SBR (S100-E0) suggests that the curing process of equivalent rubber compounds proceeded the fastest.
The physical-mechanical properties of sulfur cured vulcanizates are depicted in Figure 6, Figure 7, Figure 8 and Figure 9. The elongation at break of vulcanizates is to certain extent in correlation with the cross-link density. As the rubber compounds cured in the presence of CBS (S100-E0, S75-E25, S50-E50) exhibited the lowest cross-link density, those vulcanizates were found to have the highest elongation at break (Figure 6). Also, as the cross-link density of vulcanizates cured in the presence of TMTD and CBS-TMTD combination showed decreasing trend with increasing ratio of EPDM up to the composition S25-E75, the elongation at break increased in the same direction. The lowest elongation at break exhibited vulcanizates based on EPDM with the highest degree of cross-linking. The increasing degree of cross-linking leads to the restriction of elasticity and mobility of rubber chains, as a result of which, the elongation at break decreases.
The lowest cross-link density of vulcanizates cured in the presence of CBS was reflected in their lowest modulus (Figure 7). By application of TMTD and CBS-TMTD combination, the cross-link density increased, which resulted in the increase of modulus. From Figure 8 it is shown that the lowest hardness exhibited vulcanizates based on SBR (S100-E0), followed by the vulcanizates based on EPDM (S0-E100). The hardness of materials based on rubbers combinations (S75-E25, S50-E50, S25-E75) was slightly higher. Higher cross-link density of vulcanizates cured in the presence of TMTD and CBS-TMTD combination was responsible for higher hardness of equivalent vulcanizates. The lowest tensile strength exhibited vulcanizates based on EPDM (S0-E100) with no significant influence on the type of accelerator used. The tensile strength of vulcanizates with designation S100-E0 was higher. Again, no apparent influence of the accelerator composition on tensile strength was recorded. As shown in Figure 9, in the case of vulcanizates based on rubbers combinations, the tensile strength showed increasing trend with increasing ratio of EPDM. Considering the type of the accelerator, the highest contribution to the tensile strength was recorded for TMTD. The highest tensile strength manifested vulcanizates with composition 25 phr SBR and 75 phr EPDM. The tensile strength of the sample S25-E75 cured with TMTD reached more than 9 MPa, which represents more than threefold or fourfold increase of tensile strength in comparison with equivalent vulcanizates based on SBR or EPDM, respectively. The highest tensile strength of vulcanizates cured with TMTD can be attributed to the change of the sulfidic cross-links formed within the rubber matrices. As TMTD acts as sulfur donor it can be deduced that more disulfidic and polysulfidic cross-links are generated. In general, the vulcanizates with dominance of polysulfidic cross-links are characterized by higher tensile behavior in comparison with vulcanizates, in which rubber chain segments are linked with mono- and disulfidic cross-links. Longer and more flexible polysulfidic cross-links enable higher mobility and elasticity of rubber chain segments, which contributes to better redistribution of the deformation strains within the rubber matrix [30]. To that corresponds better deformation behavior and higher tensile characteristics of vulcanizates.
3.2. Vulcanization Process and Physical-Mechanical Properties of Peroxide Cured Rubber Compounds
The influence of peroxide curing composition on optimum vulcanization time tc90 and scorch time ts1 of rubber compounds are graphically illustrated in Figure 10 and Figure 11. As shown in Figure 10, the highest scorch time exhibited the formulations cured with DCP. The application of co-agent resulted in the decrease of ts1 values. Though, the decrease was only about half a minute, so it can be considered not to be significant. When comparing the scorch time of the compounds cured with sulfur systems (Figure 1) and peroxide systems (Figure 10), it becomes apparent that ts1 of rubber compounds cured with peroxide systems is much shorter. Peroxide curing process of rubber compounds is relatively simple process, during which the organic peroxide first decomposes fast at a curing temperature with formation of peroxide radicals. The formed radicals then immediately react with rubber chains to form cross-links. To that corresponds very short scorch time. On the other hand, sulfur vulcanization is intricate process, generally running in several stages. The reaction between the accelerators and activators leads to the formation of salt that subsequently react with sulfur to form sulfur-rich transition complexes. This occurs in induction period and the length of this period is significantly influenced by the type of accelerator and sulfur to accelerator ratio.
From Figure 11 it is seen that there is no significant difference of the optimum cure time in dependence on peroxide curing composition. Though, the longest time needed for optimum cross-linking exhibited materials cured with DCP and ZDMA. As also shown, the optimum cure time showed slight increasing tendency with increasing ratio of EPDM in rubbers combinations.
When comparing the difference between the maximum and minimum torque ∆M (Figure 12) and cross-link density (Figure 13) one can see very similar dependences on curing system composition and type of rubber or rubbers combinations. It again points out to close relation between both characteristics. The lowest ∆M values and cross-link density demonstrated materials cured with DCP. As seen, there was almost no difference in ∆M values as well as cross-link density in dependence on the type of rubber of rubbers combinations. The application of co-agents resulted in the increase of cross-link density, while more significant increase was recorded for vulcanizates cured with DCP and ZDA. Co-agents contribute to the increase in peroxide curing efficiency by formation of multifunctional cross-links within the rubber matrix. Several reaction mechanisms have been suggested for rubber compounds cured with peroxide in the presence of co-agents. In overall, the co-agents can link the rubber chains by formation of chemical cross-links between the chain segments, they can also homopolymerize to form interpenetrating networks with rubber chains or high modulus filler-like domains [31,32,33]. In addition, ion pairs in ZDMA and ZDA can form ion clusters via static electronic interactions. These clusters serve as ionic or physical cross-linking with the ability of stress relaxation upon external deformation of the sample, which contributes to the improved physical-mechanical properties [34,35]. The achieved results suggest that both co-agents engage in cross-link network formation within the rubber matrix. More significant impact on cross-link density was recorded for zinc diacrylate. Thus, it can be deduced that the dominant reaction mechanism of ZDA is coupling of co-agent molecules onto rubber chains. On the other hand, lower cross-link density of rubber compounds cured with DCP and ZDMA suggests that dominant reaction pathway for ZDMA is homopolymerization due to the presence of side methyl groups, that can sterically hinder the coupling of co-agent molecules onto rubber chains.
As shown in Figure 14, the curing rate was the lowest for rubber compounds cured with DCP and was found not be dependent on the rubbers compositions. The curing rate of rubber compounds with applied ZDA and ZDMA was higher and showed decreasing trend with increasing amount of EPDM in rubbers combinations. It again suggests that the curing process with peroxide systems proceeds faster for SBR.
From graphical dependence of modulus M100 on the rubbers and curing system composition one can see that the lowest modulus exhibited vulcanizates cured with DCP (Figure 15). It is a consequence of their lowest cross-link density. The application of co-agents resulted in the increase of cross-link density, which was reflected in the increase of modulus. The modulus was not possible to determine for several samples, mainly those cured with DCP and ZDA, as due to high cross-link density, they did not reach 100% elongation. It also becomes interesting that M100 of vulcanizates based on rubber combinations cured with DCP and co-agents was significantly higher when compared to equivalent vulcanizates based on EPDM (S0-E100). The dependences of hardness also followed the trend of cross-link density, suggesting that the highest cross-link density of vulcanizates cured with DCP and ZDA resulted in the highest hardness of the equivalent vulcanizates (Figure 16). The lowest modulus and hardness were found to have vulcanizates based on EPDM (S0-E100) with the lowest cross-linking degree. The elongation at break of vulcanizates showed increasing trend with increasing ratio of EPDM in rubbers combinations (Figure 17). The highest cross-link density of vulcanizates cured with DCP and ZDA caused the highest restriction of rubber chains mobility, leading to the lowest elongation at break. The highest elongation at break manifested vulcanizates based on EPDM (S0-E100) with the lowest cross-link density.
The type and structure of rubber as well as the structure of the formed cross-links are key factors influencing the tensile strength of unfilled vulcanizates. From Figure 18 it becomes apparent that the lowest tensile strength exhibited vulcanizates based on reference SBR and EPDM rubbers (S100-E0 and S0-E100) cured with DCP. While there was almost no influence of co-agents on tensile strength of the vulcanizate S100-E0, the application of ZDA and ZDMA caused the enhancement in tensile behavior of EPDM based vulcanizate (S0-E100). The tensile strength of vulcanizates based on rubbers combinations (S75-E25, S50-E50, S25-E75) was higher and, as in the case of vulcanizates cured with sulfur system, showed increasing trend with increasing ratio of EPDM. When combining SBR and EPDM in 25 phr to 75 phr, the tensile strength of DCP cured vulcanizate achieved almost 9 MPa, which was more than 7 MPa higher than that of the vulcanizates S100-E0 and S0-E100 (both vulcanizates exhibited the tensile strength equivalent to only 2 MPa). The utilization of co-agents contributed to the formation of more complex cross-linked structure within the rubber matrices by formation of multifunctional cross-links, which contributed to the improvement of tensile behavior of vulcanizates. Again, the highest tensile strength (remarkable 13 MPa) manifested vulcanizates with designation S25-E75 cured with DCP and both co-agent types.
When comparing tensile strength of sulfur cured vulcanizates (including all accelerator systems) and vulcanizates cured with DCP, it is shown that higher tensile strength exhibited vulcanizates cured with sulfur system. It is in line with general knowledge demonstrating that sulfur cured vulcanizates are characterized by higher tensile behavior compared to peroxide cured vulcanizates. This can be attributed to the structure of the formed cross-links. Longer and more flexible sulfidic cross-links make rubber chain segments to be more flexible and elastic. Higher elasticity and mobility of rubber chains leads to better redistribution of applied deformation strains onto the rubber matrix more uniformly, which can bear more strain load without negative impact on tensile behavior. On the other side, short and rigid carbon-carbon bonds restrict the mobility and elasticity of rubber chains. The highly cross-linked rubber sites can act as stress concentrators upon applied deformation strains, which can more easily lead to cracks growing and their propagation. To that correspond lower tensile strength of peroxide cured vulcanizates. Though, by application of both co-agent types, the tensile strength increased and overcame the tensile strength of sulfur cured vulcanizates. So, it can be stated that by proper selection of co-agents, it is possible to fabricate peroxide cured materials with applicable physical-mechanical properties.
It can also be stated that for both, sulfur as well as peroxide cured vulcanizates, the materials based on rubbers combinations exhibited higher tensile strength when compared to the equivalent vulcanizates based on SBR or EPDM. The highest tensile strength demonstrated vulcanizates with composition 25 phr SBR and 75 phr EPDM. This is a very positive aspect suggesting that by combination of rubbers, not only the advantages of both rubbers can be combined, but also improved tensile behavior can be achieved.
3.3. Dynamical-Mechanical Analysis
The dynamic-mechanical analysis of vulcanizates was performed to investigate the influence of rubbers combinations and curing system composition on visco-elastic properties of vulcanizates. For this purpose, vulcanizates cured with sulfur system in the presence of TMTD and vulcanizates cured with combination of DCP and ZDMA were chosen. Those vulcanizates were selected due to their highest tensile characteristics.
The temperature dependences of loss factor tan δ for both types of tested vulcanizates are graphically illustrated in Figure 19 and Figure 20. The peak maximum in tan δ temperature dependences corresponds to glass transition temperature Tg of vulcanizates and the values are summarized in Tab. 5. In addition to Tg of vulcanizates, Tg of virgin SBR and EPDM rubbers are also listed in Tab. 5, too. As seen, virgin SBR has lower Tg when compared to EPDM. The cross-linking of rubber matrices leads to the increase of glass transition temperature in comparison with virgin rubbers. The vulcanizate based on SBR cured with sulfur system (S100-E0) exhibited lower Tg when compared to equivalent vulcanizate based on EPDM (S0-E100). On the other hand, vulcanizates with designation S100-E0 and S0-E100 cured with peroxide system demonstrated practically the same glass transition temperature. This can be explained by almost twofold higher cross-link density of SBR-based vulcanizate compared to that based on EPDM. The higher is the cross-link density, the more is restricted the rubber chains mobility and elasticity resulting in the increase of Tg. It can be stated for both vulcanizate types that the highest Tg exhibited vulcanizates based on equivalent ratio of both rubbers (S50-E50). On the other side, the lowest and almost the same Tg (around -29 °C) were found to have both types of vulcanizates with designation S25-E75. It becomes obvious from Figure 19 that sulfur cured vulcanizate S25-E75 showed two peaks on loss factor temperature dependences. The second peak occurred at – 6°C. Since the two transition peaks are typical for block copolymers, it might be stated that the formation of some block copolymers might occur just at this composition of both rubbers. From Figure 20 it can also be seen that the second peak on tan δ temperature dependences of the vulcanizate S25-E75 cured with peroxide system starts to appear, though it is not as visible as for the equivalent vulcanizate cured with sulfur system.
When comparing vulcanizates based on SBR or EPDM (S100-E0, S0-E100), vulcanizate S100-E0 cured with sulfur system was found to have lower cross-link density compared to equivalent SBR based vulcanizate cured with peroxide system and thus it exhibited lower Tg. The opposite statement can be applied on vulcanizates based on EPDM. The vulcanizate S0-E100 cured with sulfur system demonstrated higher cross-link density and thus higher Tg, when compared to corresponding vulcanizate cured with peroxide system.
In the case of vulcanizates based on rubbers combinations is the trend of Tg on cross-link density unambiguous, which can be attributed to mutual compounding of both rubbers, distribution of curing system additives in rubber matrices as well as the structure of the formed cross-links.

Table 5.
Glass transition temperature Tg and cross-link density ν of vulcanizates cured with sulfur and peroxide systems.
Table 5.
Glass transition temperature Tg and cross-link density ν of vulcanizates cured with sulfur and peroxide systems.
| S100–E0 | S75–E25 | S50–E50 | S25–E75 | S0–E100 | |
|---|---|---|---|---|---|
| Tg of virgin rubbers (°C) | -34.7 | -29.6 | |||
| Tg of vulcanizaes with sulfur system (°C) | -28.5 | -25.4 | -23.3 | -29.2 (-6.2) | -24.9 |
| Tg of vulcanizates with peroxide system (°C) | -26.4 | -23.5 | -19.8 | -29.9 | -27 |
| Cross-link density of vulcanizates with sulfur system ν.104 (mol.cm-3) | 1.59 | 1.47 | 1.20 | 0.98 | 2.95 |
| Cross-link density of vulcanizates with peroxide system ν.104 (mol.cm-3) | 4.02 | 3.68 | 3.56 | 3.66 | 1.90 |
4. Conclusions
In this work, rubber compounds based on SBR, EPDM and their mutual combinations were cured with sulfur as well as peroxide vulcanization systems.
When considering sulfur curing systems, the longest scorch time as well as optimum cure time exhibited rubber formulations cured with CBS. On the other hand, the highest cure rate and cross-link density demonstrated vulcanizates cured with CBS-TMTD combination. The modulus, hardness and elongation at break were to a certain extent dependent on cross-link density suggesting that higher cross-link density of vulcanizates cured with TMTD and CBS-TMTD combination was reflected in higher modulus and hardness and lower elongation at break of the equivalent vulcanizates. The tensile strength of vulcanizates based on rubbers combinations was higher when compared to vulcanizates based on pure SBR and EPDM. The application of TMTD contributed to the highest increase of tensile strength, arguably due to the change in the structure of the formed cross-links. The highest tensile strength exhibited the vulcanizate with composition 25 phr SBR and 75 phr of EPDM reaching more than 9 MPa. Similarly, peroxide cured vulcanizates based on rubbers combinations reached higher tensile strength when compared to vulcanizates based on SBR and EPDM. The application of co-agents resulted in the increase of tensile strength, due to the formation of multifunctional cross-lined within the rubber matrices. The application of co-agents led to the increase in modulus and hardness of vulcanizates due to the increase of their cross-linking degree. High cross-link density was responsible for lower elongation at break of the vulcanizates cured with DCP and co-agents. No significant changes in curing characteristics were recorded in dependence on peroxide curing system composition.
Acknowledgments
This work was supported by the Slovak Research and Development Agency under the contract No. APVV-19-0091, APVV-22-0011 and by grant agency VEGA under the contract No. 1/0056/24.
References
- Wang L, Luo Z, Yang L, Wang H, Zhong J: Effect of styrene content on mechanical and rheological behavior of styrene butadiene rubber. Mater Res Express. 2021, 8, 015302. [CrossRef]
- Gaca M, Vaulot C, Maciejewska M, Lipińska M: Preparation and properties of SBR composites containing graphene nanoplatelets modified with pyridinium derivative. Materials 2020, 13, 5407. [CrossRef]
- Stelescu MD, Airinei A, Bargan A, Fifere N, Georgescu M, Sonmez M, Nituica M, Alexandrescu L, Stefan A: Mechanical properties and equilibrium swelling characteristics of some polymer composites based on ethylene propylene diene terpolymer (EPDM) reinforced with hemp fibers. Materials 2022, 15, 6838.
- Bartosik D, Szadkowski B, Kuśmierek M, Rybiński P, Mirkhodzhaev U, Marzec A: Advanced ethylene-propylene-diene (EPDM) rubber composites filled with raw silicon carbide or hybrid systems with different conventional fillers. Polymers 2022, 14, 1383. [CrossRef]
- Dondi D, Buttafava A, Zeffiro A, Palamini C, Lostritto A, Giannini L, Faucitano A: The mechanisms of the sulphur-only and catalytic vulcanization of polybutadiene: An EPR and DFT study. Eur Polym J. 2015, 62, 222–235. [CrossRef]
- Lian Q, Li Y, Li K, Cheng J, Zhang J: Insights into the vulcanization mechanism through a simple and facile approach to the sulfur cleavage behavior. Macromolecules 2017, 50(3), 803–810.
- Dondi D, Buttafava A, Zeffiro A, Palamini C, Lostritto A, Giannini L, Faucitano A: The mechanisms of the sulphur-only and catalytic vulcanization of polybutadiene: An EPR and DFT study. Eur Polym J. 2015, 62, 222–235. [CrossRef]
- Milani G, Milani F: Fast and reliable meta-data model for the mechanistic analysis of NR vulcanized with sulphur. Polym Test. 2014, 33, 64–78. [CrossRef]
- Nardelli F, Calucci L, Carignani E, Borsacchi S, Cettolin M, Arimondi M, Giannini L, Geppi M, Martini F: Influence of sulfur-curing conditions on the dynamics and crosslinking of rubber networks: A time-domain NMR study. Polymers 2022, 14, 767. [CrossRef] [PubMed]
- Rabiei S, Shojaei A: Vulcanization kinetics and reversion behavior of natural rubber/styrene-butadiene rubber blend filled with nanodiamond – the role of sulfur curing system. Eur Polym J. 2016, 81, 98–113. [CrossRef]
- Gao Y, Xue Y, Lü ZG, Wang Z, Chen Q, Shi N, Sun F: Self-accelerating decomposition temperature and quantitative structure-property relationship of organic peroxides. Process Saf Environ Prot. 2015, 94, 322–328. [CrossRef]
- Prana V, Rotureau P, Fayet G, André D, Hub S, Vicot P, Rao L, Adamo C: Prediction of the thermal decomposition of organic peroxides by validated QSPR models. J Hazard Mater. 2014, 276, 216–224. [CrossRef] [PubMed]
- Azevedo, M.; Monks, A.-M.; Kerschbaumer, R.C.; Schlögl, S.; Holzer, C. Peroxide-Based Crosslinking of Solid Silicone Rubber, Part I: Insights into the Influence of Dicumylperoxide Concentration on the Curing Kinetics and Thermodynamics Determined by a Rheological Approach. Polymers 2022, 14, 4404. [Google Scholar] [CrossRef] [PubMed]
- Kruželák J, Sýkora R, Hudec I: Sulphur and peroxide vulcanisation of rubber compounds – overview. Chem Pap. 2016, 70(12), 1533–1555.
- Posadas P, Fernández-Torres A, Chamorro C, Mora-Barrantes I, Rodríguez A, González L, Valentín JL: Study on peroxide vulcanization thermodynamics of ethylene – vinyl acetate copolymer rubber using 2,2,6,6,-tetramethylpiperidinyloxyl nitroxide. Polym Int. 2013, 62(6), 909–918.
- Cong, C.; Liu, Q.; Li, J.; Meng, X.; Zhou, Q. The effect of peroxide crosslinking on the synergistic crosslink of double bond and nitrile group of nitrile rubber in H2S environment. Polym. Test. 2019, 76, 298–304. [Google Scholar] [CrossRef]
- Wang, J.; Pan, S.; Zhang, Y.; Guo, S. Crosslink network evolution of BIIR/EPDM blends during peroxide vulcanization. Polym. Test. 2017, 59, 253–261. [Google Scholar] [CrossRef]
- Zedler. ; Colom, X.; Cañavate, J.; Saeb, M.R.; Haponiuk, J.T.; Formela, K. Investigating the Impact of Curing System on Structure-Property Relationship of Natural Rubber Modified with Brewery By-Product and Ground Tire Rubber. Polymers 2020, 12, 545. [Google Scholar] [CrossRef]
- Zhao, X.; Cornish, K.; Vodovotz, Y. Synergistic Mechanisms Underlie the Peroxide and Coagent Improvement of Natural-Rubber-Toughened Poly(3-hydroxybutyrate-co-3-hydroxyvalerate) Mechanical Performance. Polymers 2019, 11, 565. [Google Scholar] [CrossRef] [PubMed]
- Laing B, De Keyzer J, Seveno D, Van Bael A: Effect of co-agents on adhesion between peroxide cured ethylene–propylene–diene monomer and thermoplastics in two-component injection molding. J Appl Polym Sci. 2020, 137(9), 48414.
- Lee YS, Ha KR.: Effects of co-agent type and content on curing characteristics and mechanical properties of HNBR composite. Elastom Compos. 2020, 55(2), 95–102.
- Kruželák J, Kvasničáková A, Hložeková K, Hudec I.: Influence of dicumyl peroxide and Type I and II co-agents on cross-linking and physical-mechanical proprties of rubber compounds based on NBR. Plast Rubber Compos. 2020, 49(7), 307–320.
- Strohmeier, L.; Balasooriya, W.; Schrittesser, B.; van Duin, M.; Schlögl, S. Hybrid In Situ Reinforcement of EPDM Rubber Compounds Based on Phenolic Novolac Resin and Ionic Coagent. Appl. Sci. 2022, 12, 2432. [Google Scholar] [CrossRef]
- Rim, K.; Park, J. Organic co-agents for maintaining mechanical properties of rubber elastomers at high processing temperatures. Korean J. Chem. Eng. 2023, 40, 2565–2571. [Google Scholar] [CrossRef]
- Kruželák J, Hakošová S, Kvasničáková A, Hudec I: Dicumyl peroxide used as curing agent for different types of rubber matrices. Part I: effect of temperature. Kautsch Gummi Kunstst. 2020, 10, 36–42.
- Nah Ch, Kim SG, Shibulal GS, Yoo YH, Mensah B, Jeong BH, Hong BK, Ahn JH: Effects of curing systems on the mechanical and chemical ageing resistance properties of gasket compounds based on ethylene-propylene-diene termonomer rubber in a simulated fuel cell environment. Int J Hydrog Energy. 2015, 40, 10627–10635.
- Kruželák J, Kvasničáková A, Hudec I: Peroxide curing systems applied for cross-linking of rubber compounds based on SBR. Adv Ind Eng Polym Res. 2020, 3, 120–128.
- Pietrzak D, Bieliński DM, Henneicke D: Studies of conventional sulfur vulcanization of SBR rubber: Analysing the reaction products from thermal degradation of the accelerator by means of MCC-IMS technique. Polym Test. 2020, 90, 106715. [CrossRef]
- Kraus G: Swelling of filler-reinforced vulcanizates. J Appl Polym Sci. 1963, 7, 861–871. [CrossRef]
- Maciejewska M, Siwek M: The influence of curing systems on the cure characteristics and physical properties of styrene–butadiene elastomer. Materials 2020, 13, 5329. [CrossRef]
- Kruželák J, Sýkora R, Hudec I: Vulcanization of rubber compounds with peroxide curing systems. Rubber Chem Technol. 2017, 90(1), 60–88.
- Wang H, Ding Y, Zhao S: Effects of co-agents on the properties of peroxide-cured ethylene-propylene diene rubber (EPDM). J Macromol Sci B 2016, 55, 433–444. [CrossRef]
- Bhattacharya AB, Gopalan AM, Chatterjee T, Vennemann N, Naskar K: Exploring the thermomechanical properties of peroxide/co-agent assisted thermoplastic vulcanizates through temperature scanning stress relaxation measurements. Polym Eng Sci. 2021, 61, 2466–2476. [CrossRef]
- Li C, Yuan Z, Ye L: Facile construction of enhanced multiple interfacial interactions in EPDM/zinc dimethacrylate (ZDMA) rubber composites: Highly reinforcing effect and improvement mechanism of sealing resilience. Compos Part A Appl Sci. 2019, 126, 105580. [CrossRef]
- Kruželák J, Karlíková V, Dosoudil R, Tomanová K, Hudec I: Reinforcement of rubber magnetic composites with zinc salts of acrylic and methacrylic acids. Materials 2018, 11, 2161. [CrossRef] [PubMed]
Figure 1.
Scorch time ts1 rubber compounds cured with sulfur systems.
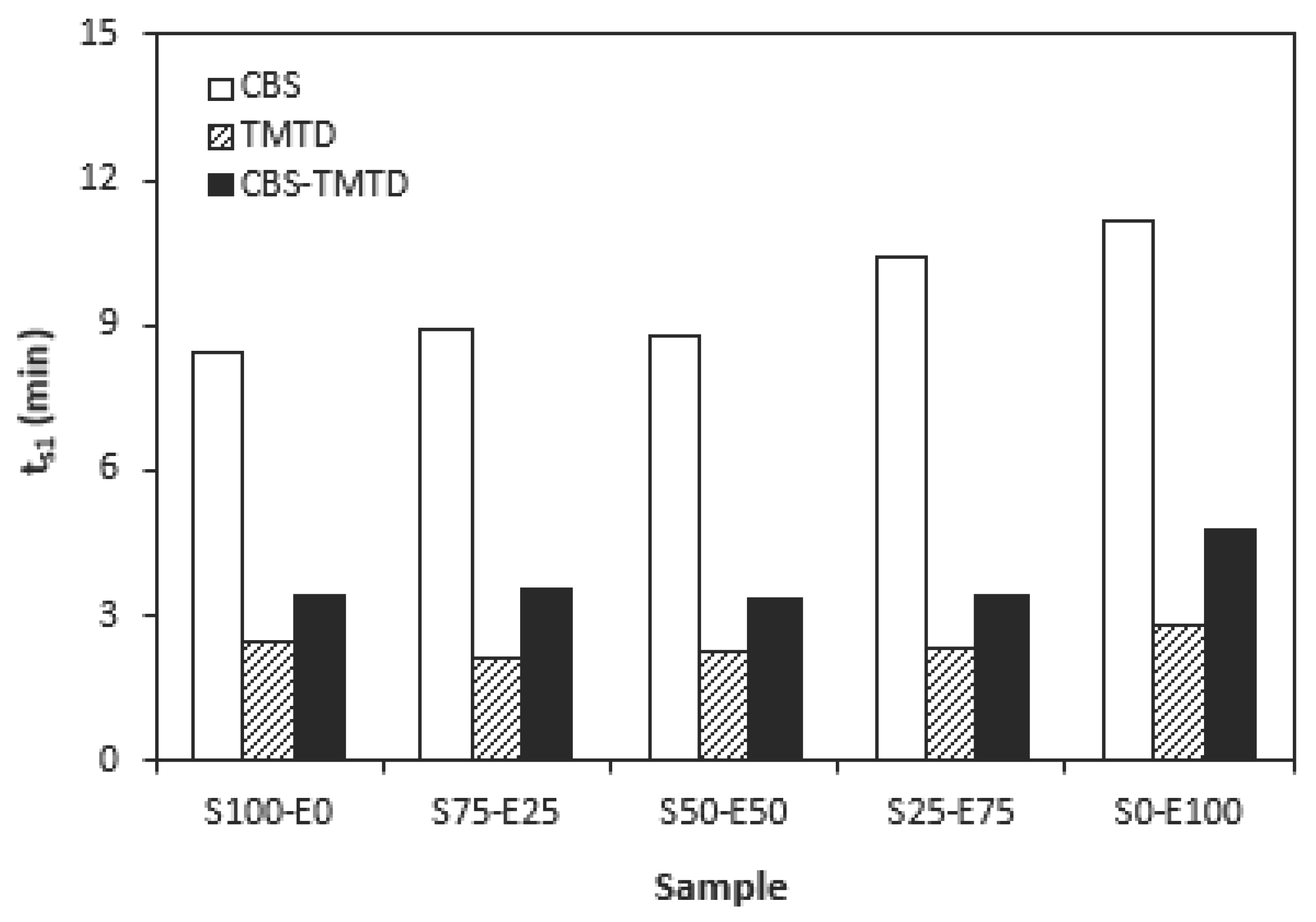
Figure 2.
Optimum cure time tc90 of rubber compounds cured with sulfur systems.
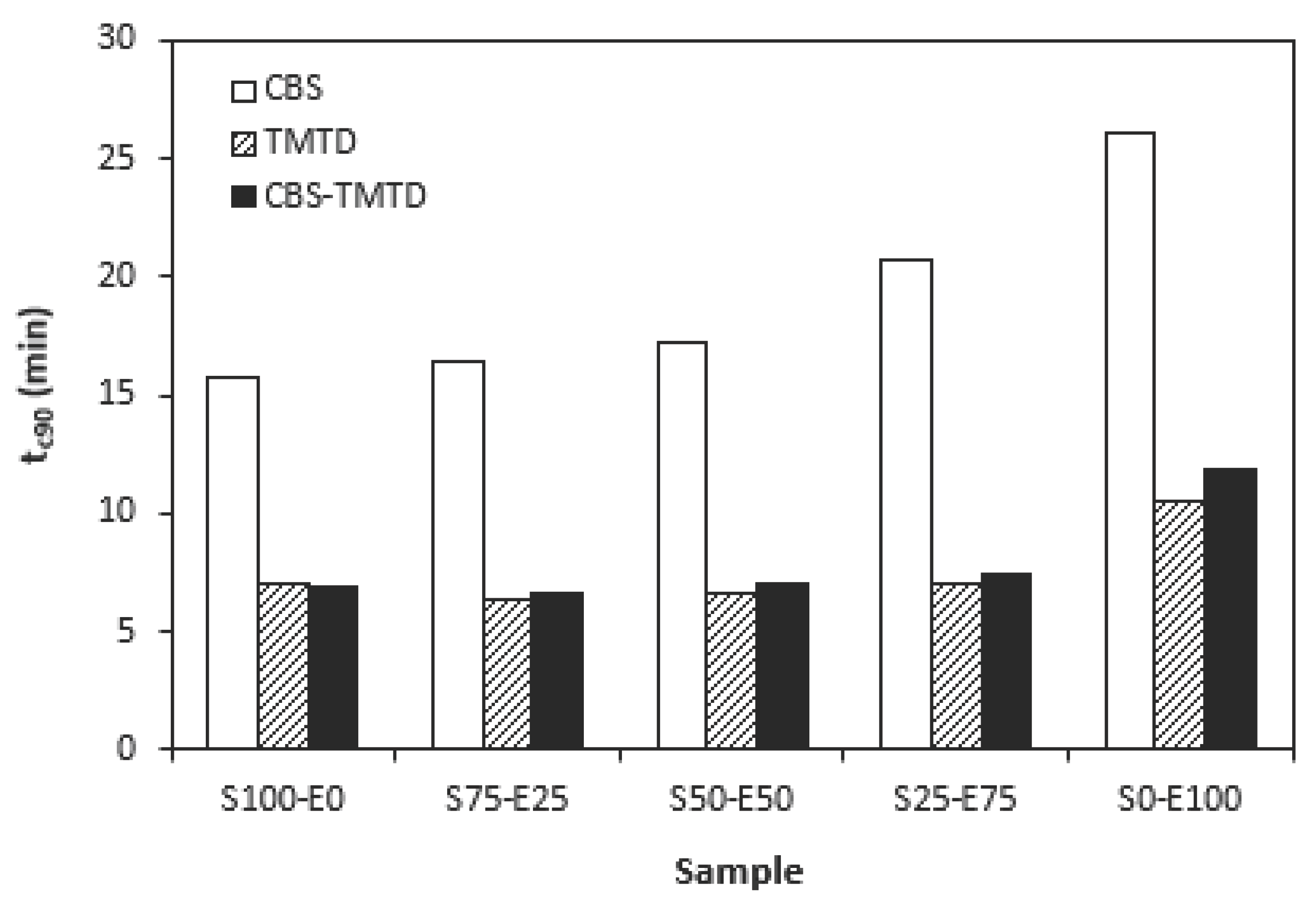
Figure 3.
The difference between the maximum and minimum torque ΔM of rubber compounds cured with sulfur systems.
Figure 3.
The difference between the maximum and minimum torque ΔM of rubber compounds cured with sulfur systems.
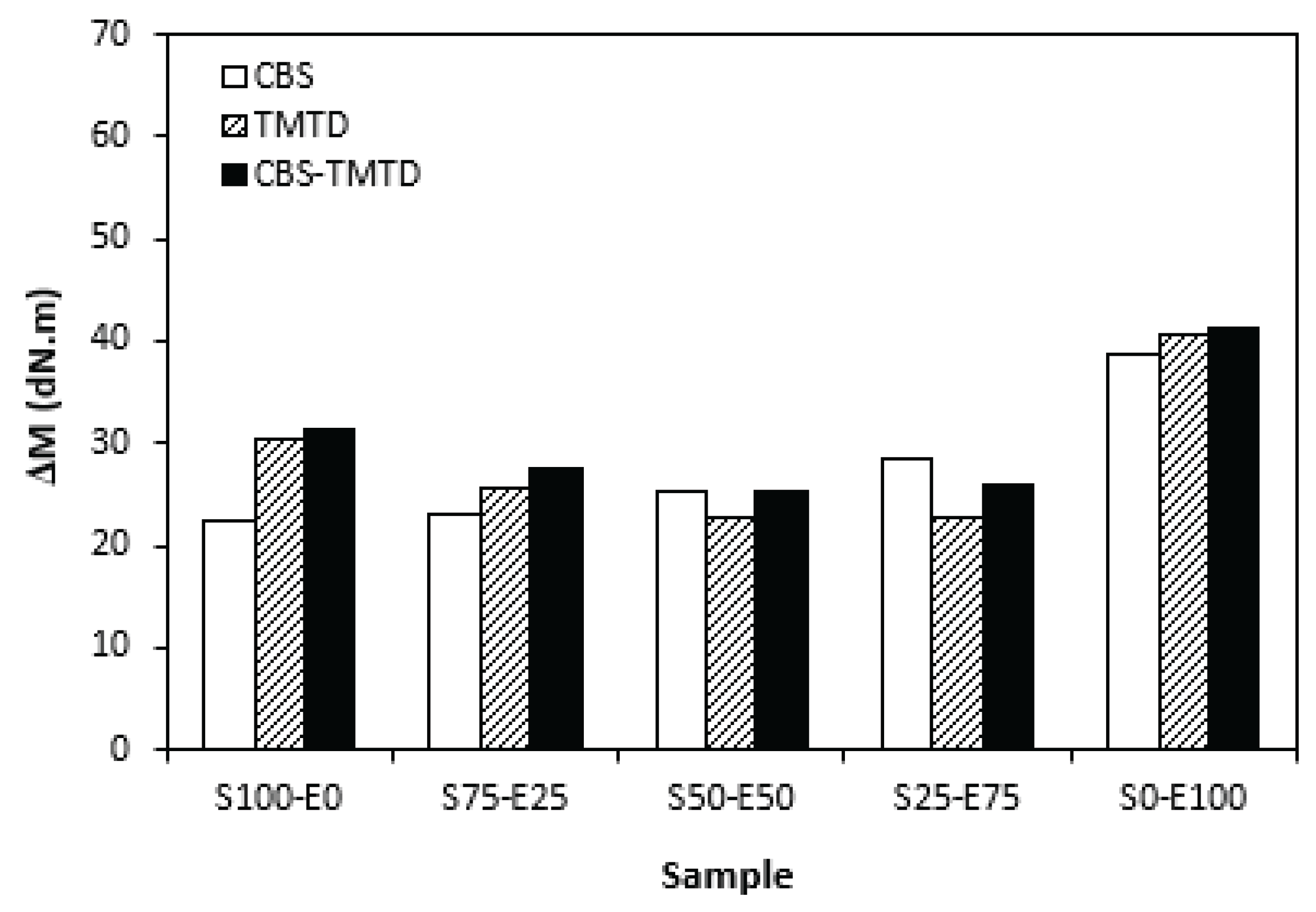
Figure 4.
Cross-link density ν of vulcanizates cured with sulfur systems.
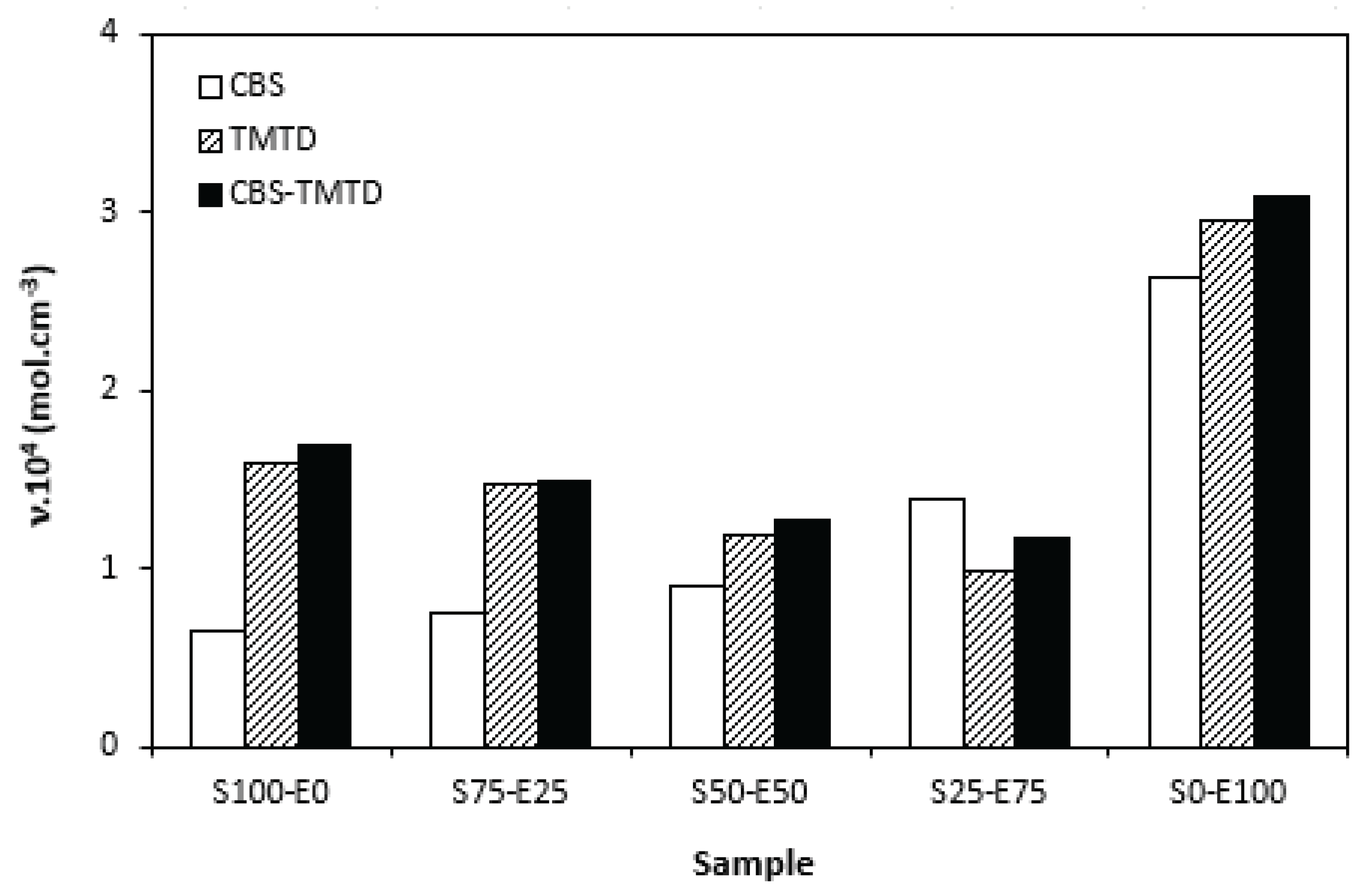
Figure 5.
Curing rate R of rubber compounds cured with sulfur systems.
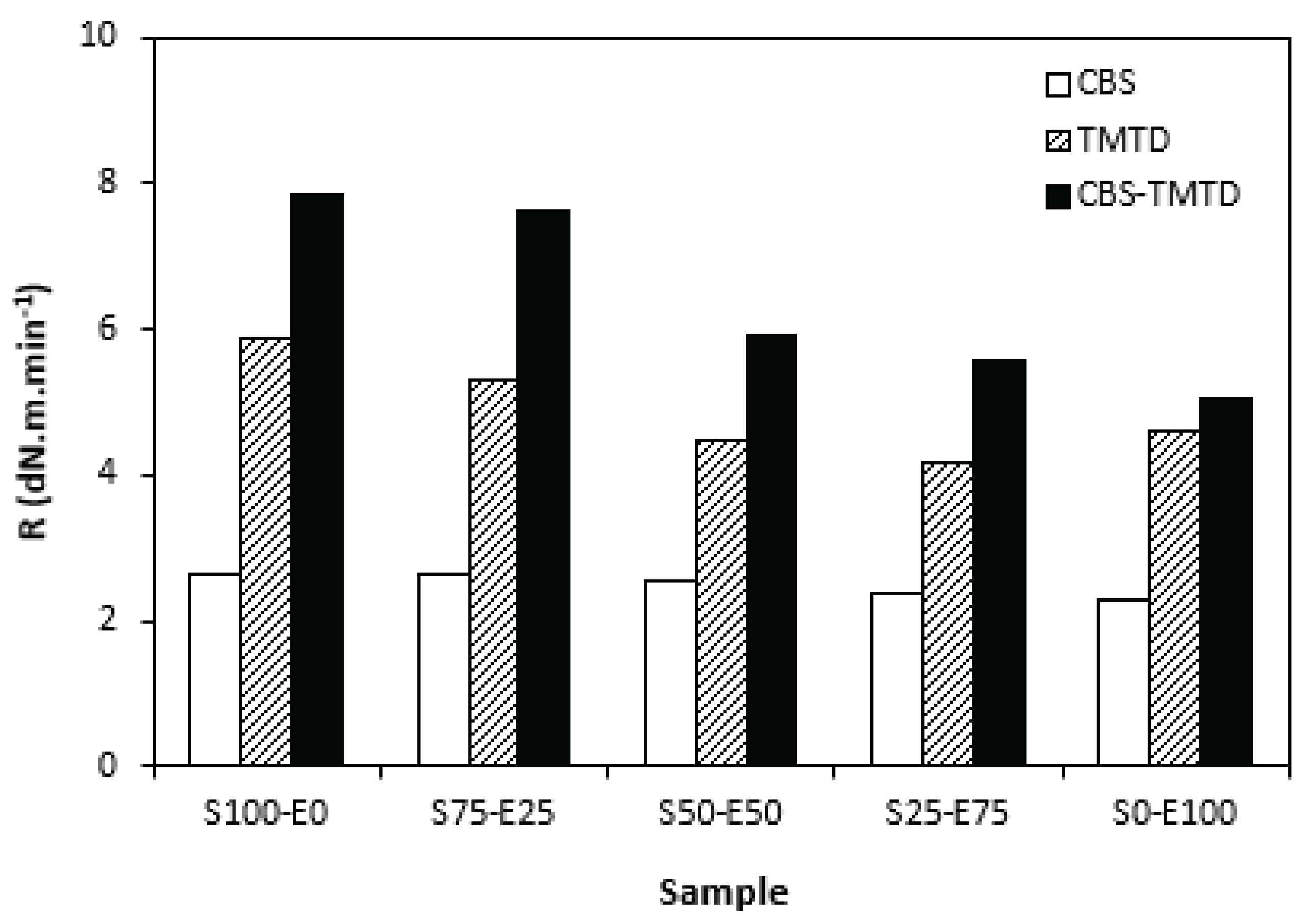
Figure 6.
Elongation at break of vulcanizates cured with sulfur systems.
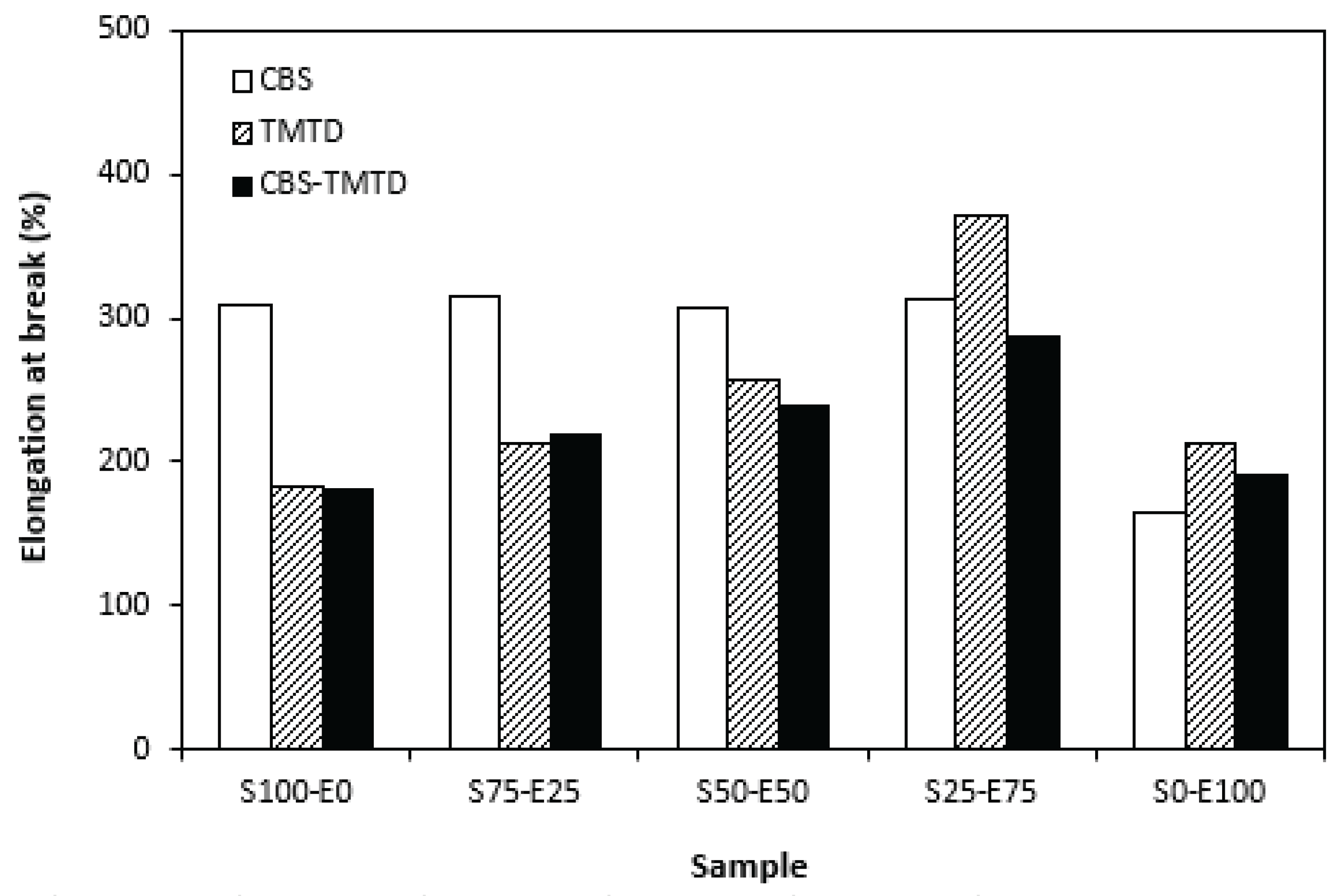
Figure 7.
Modulus M100 of vulcanizates cured with sulfur systems.
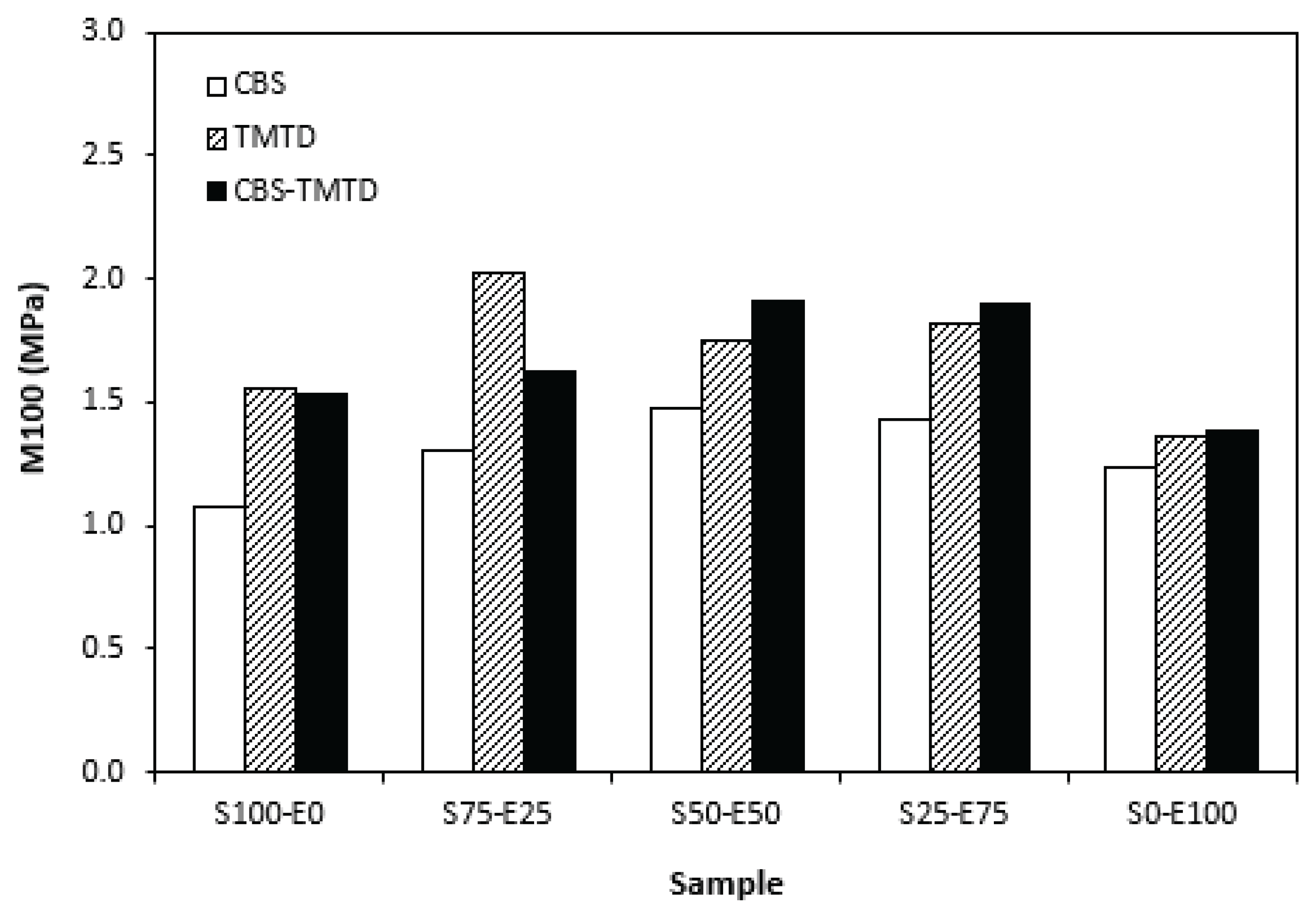
Figure 8.
Hardness of vulcanizates cured with sulfur systems.
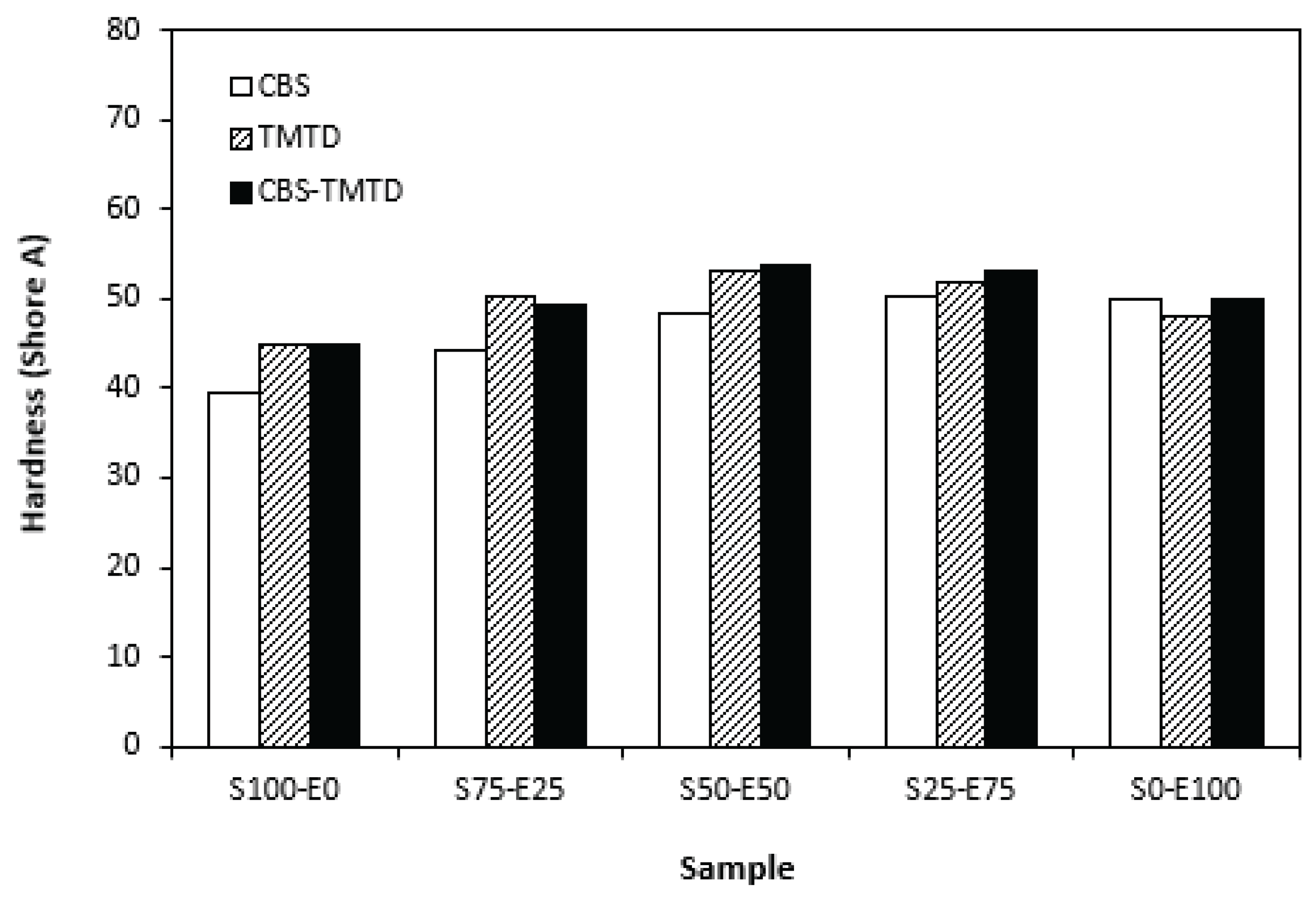
Figure 9.
Tensile strength of vulcanizates cured with sulfur systems.
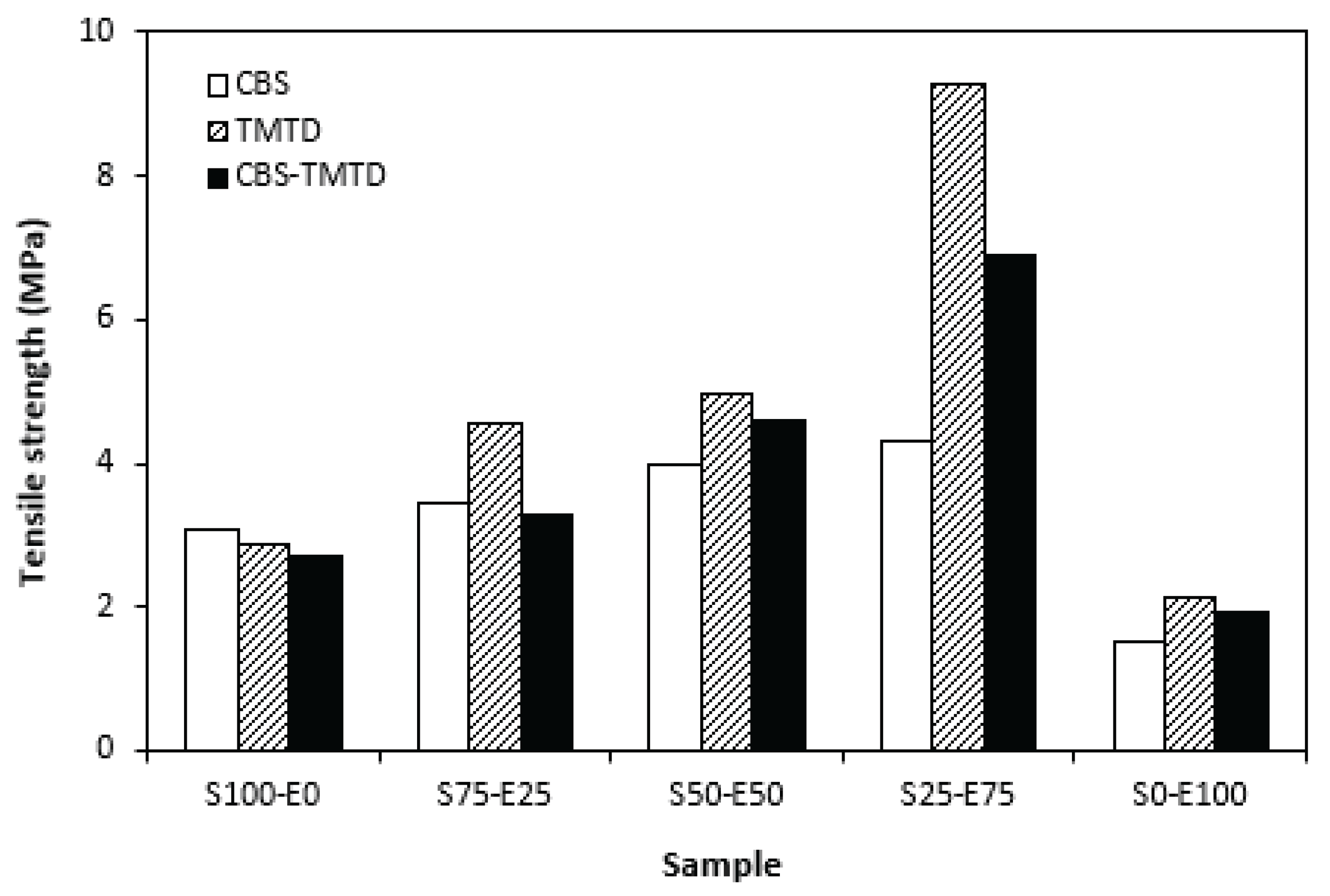
Figure 10.
Scorch time ts1 rubber compounds cured with peroxide systems.
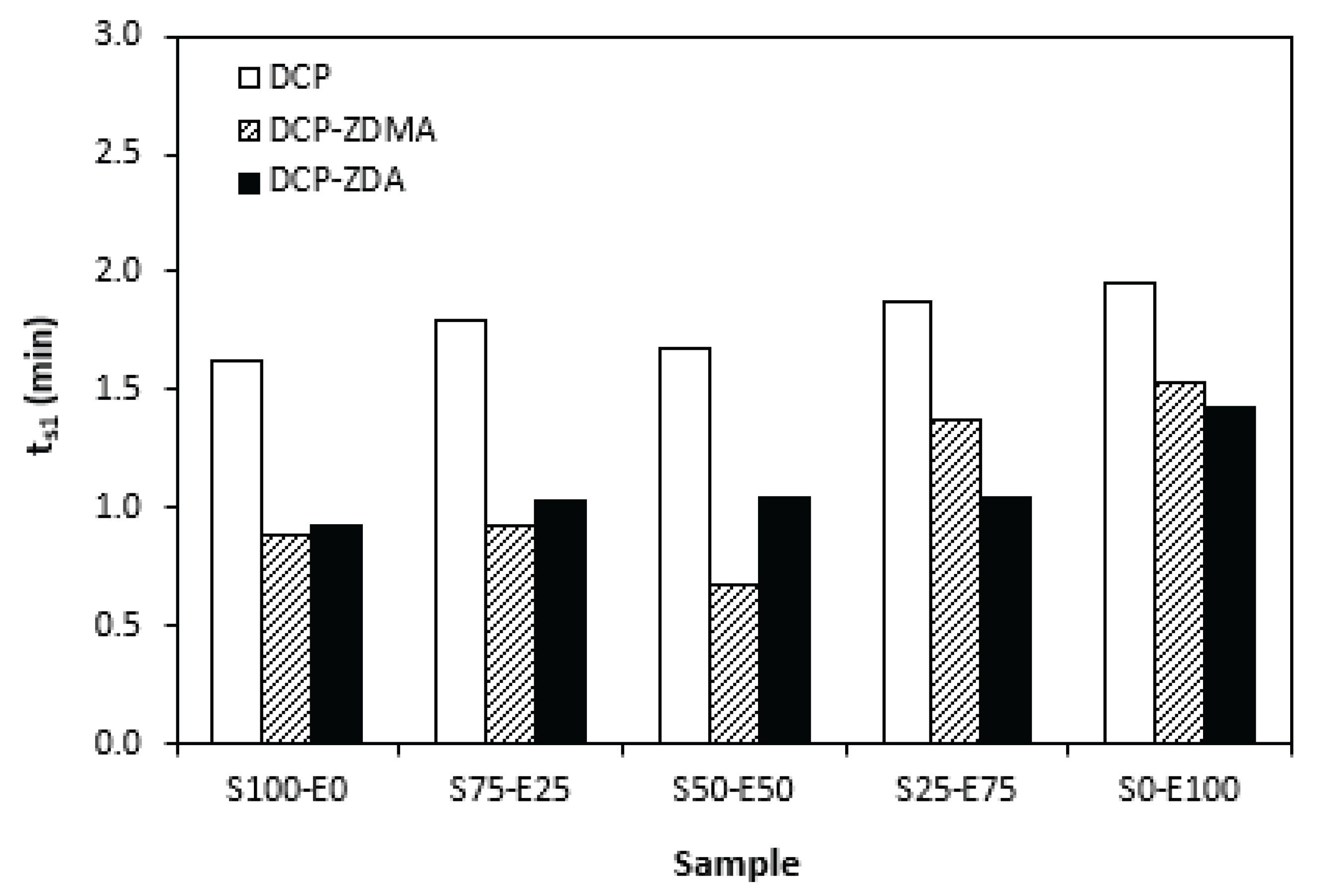
Figure 11.
Optimum cure time tc90 of rubber compounds cured with peroxide systems.
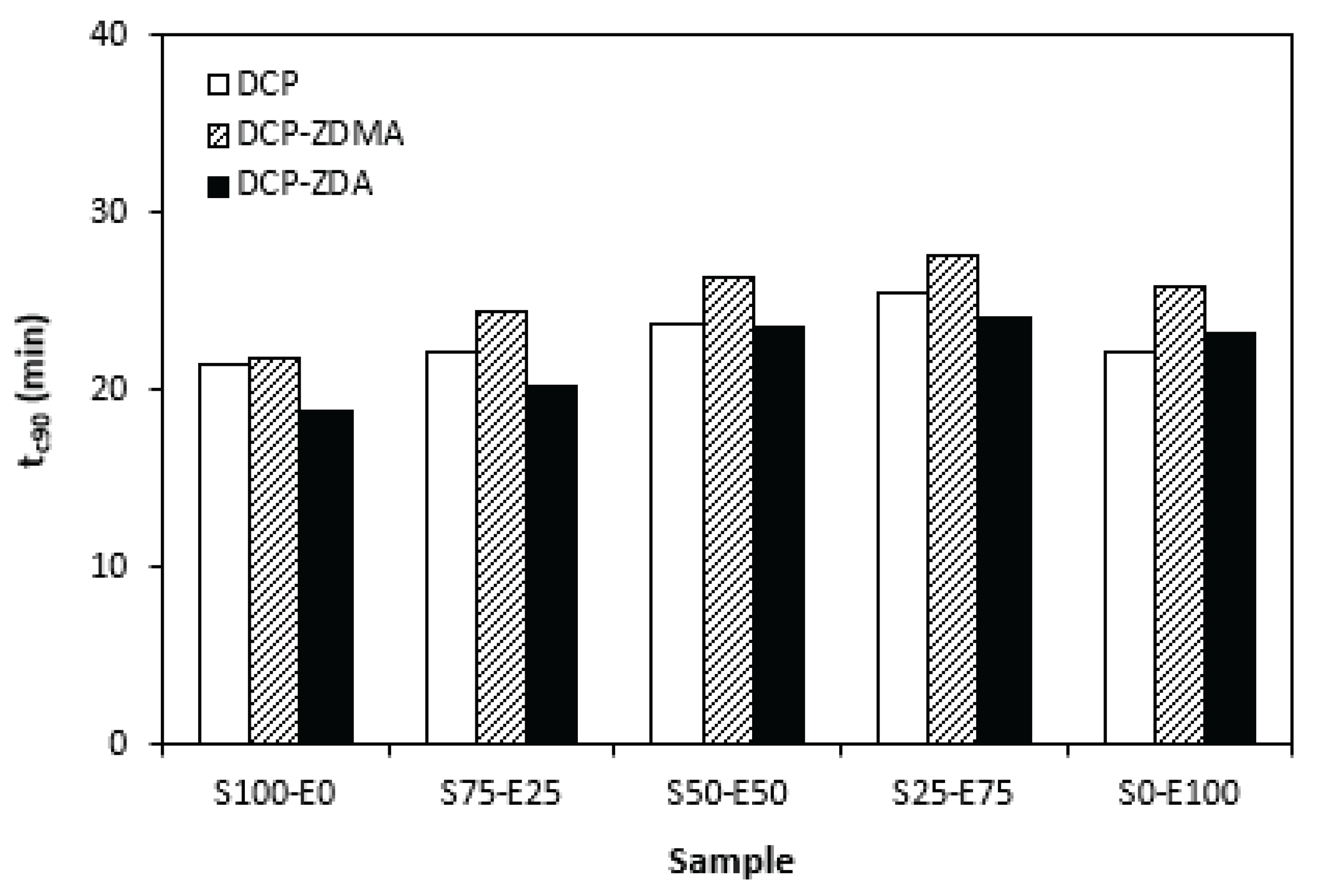
Figure 12.
The difference between the maximum and minimum torque ΔM of rubber compounds cured with peroxide systems.
Figure 12.
The difference between the maximum and minimum torque ΔM of rubber compounds cured with peroxide systems.
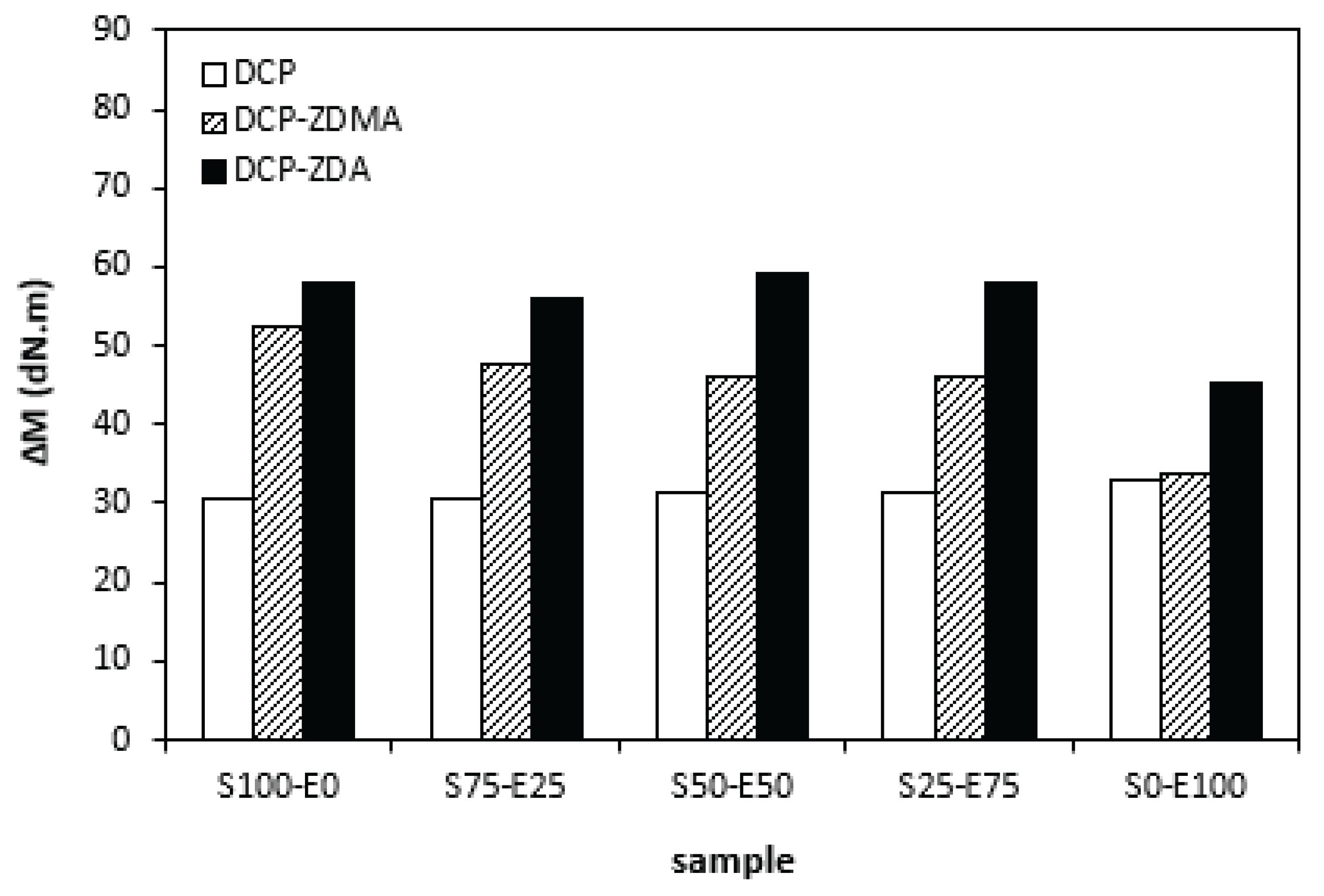
Figure 13.
Cross-link density ν of vulcanizates cured with peroxide systems.
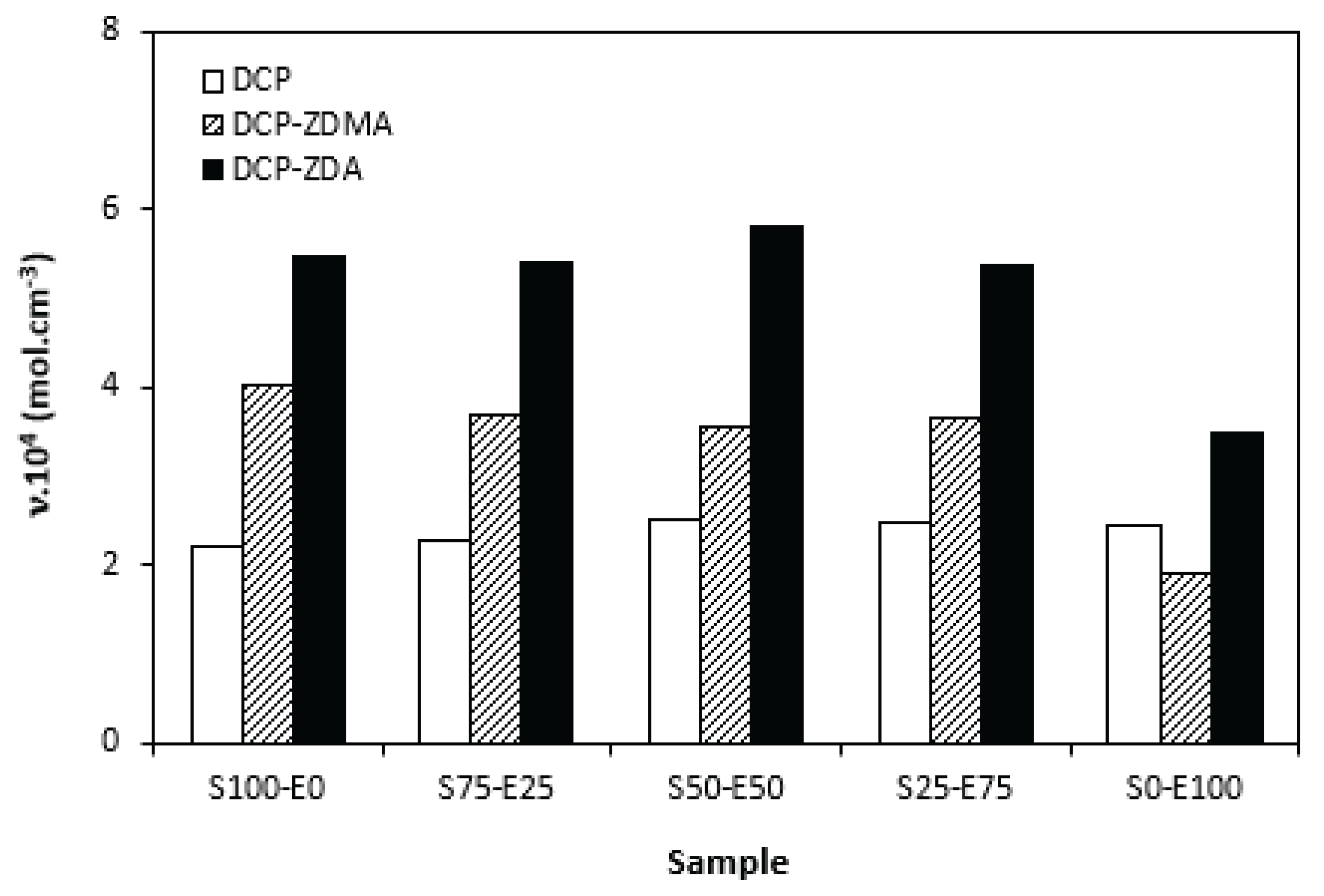
Figure 14.
Curing rate R of rubber compounds cured with peroxide systems.
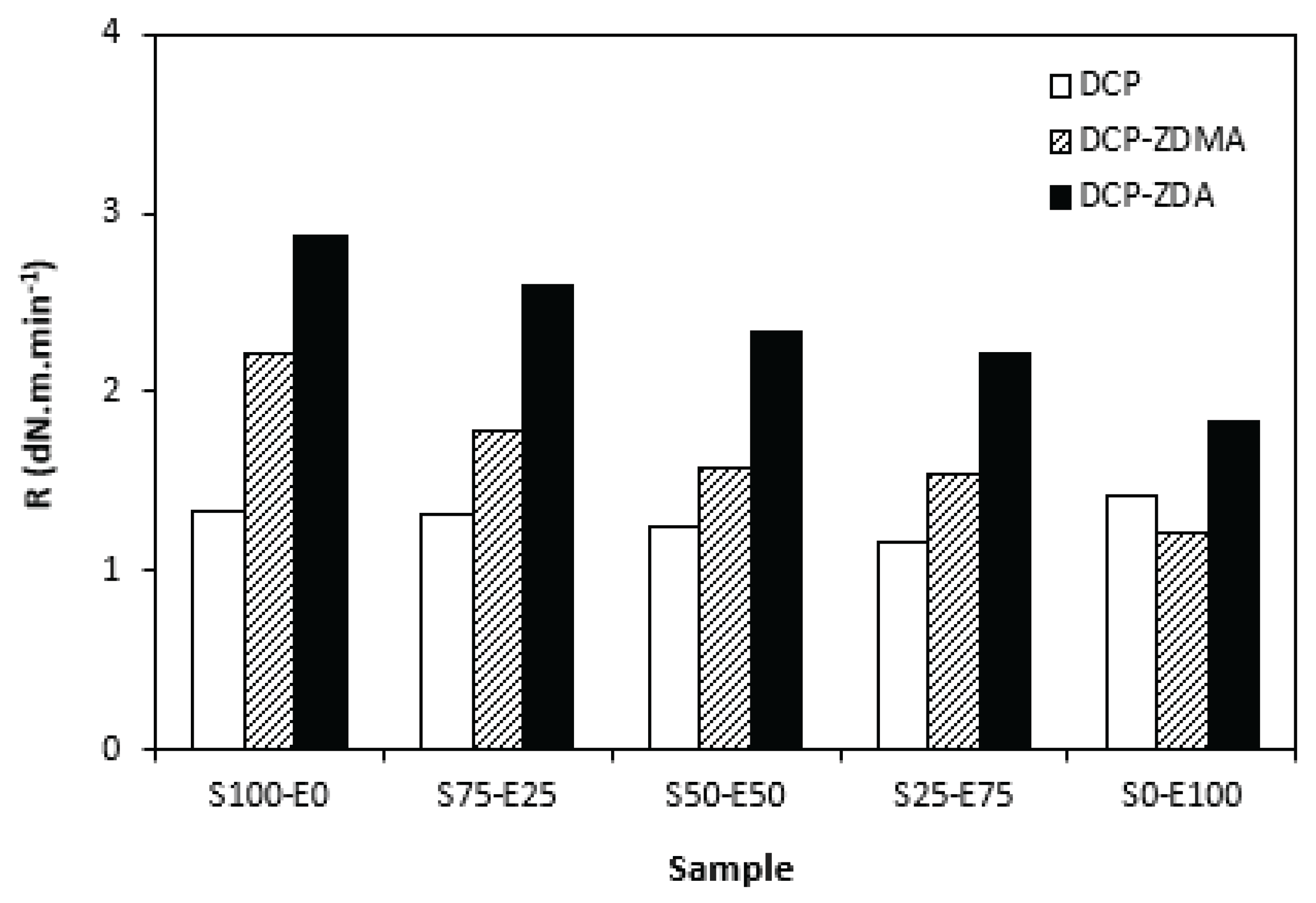
Figure 15.
Modulus M100 of vulcanizates cured with peroxide systems.
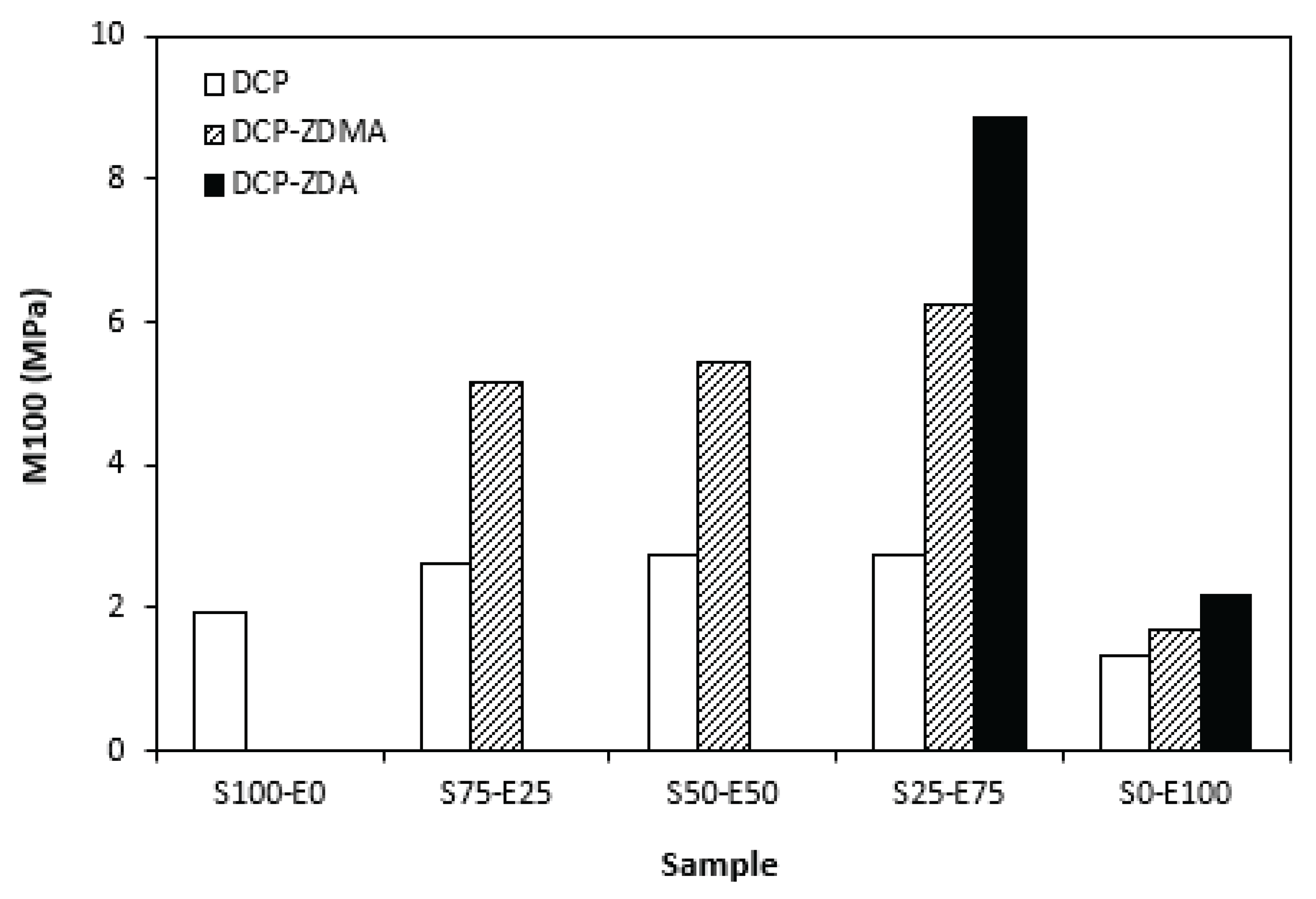
Figure 16.
Hardness of vulcanizates cured with peroxide systems.
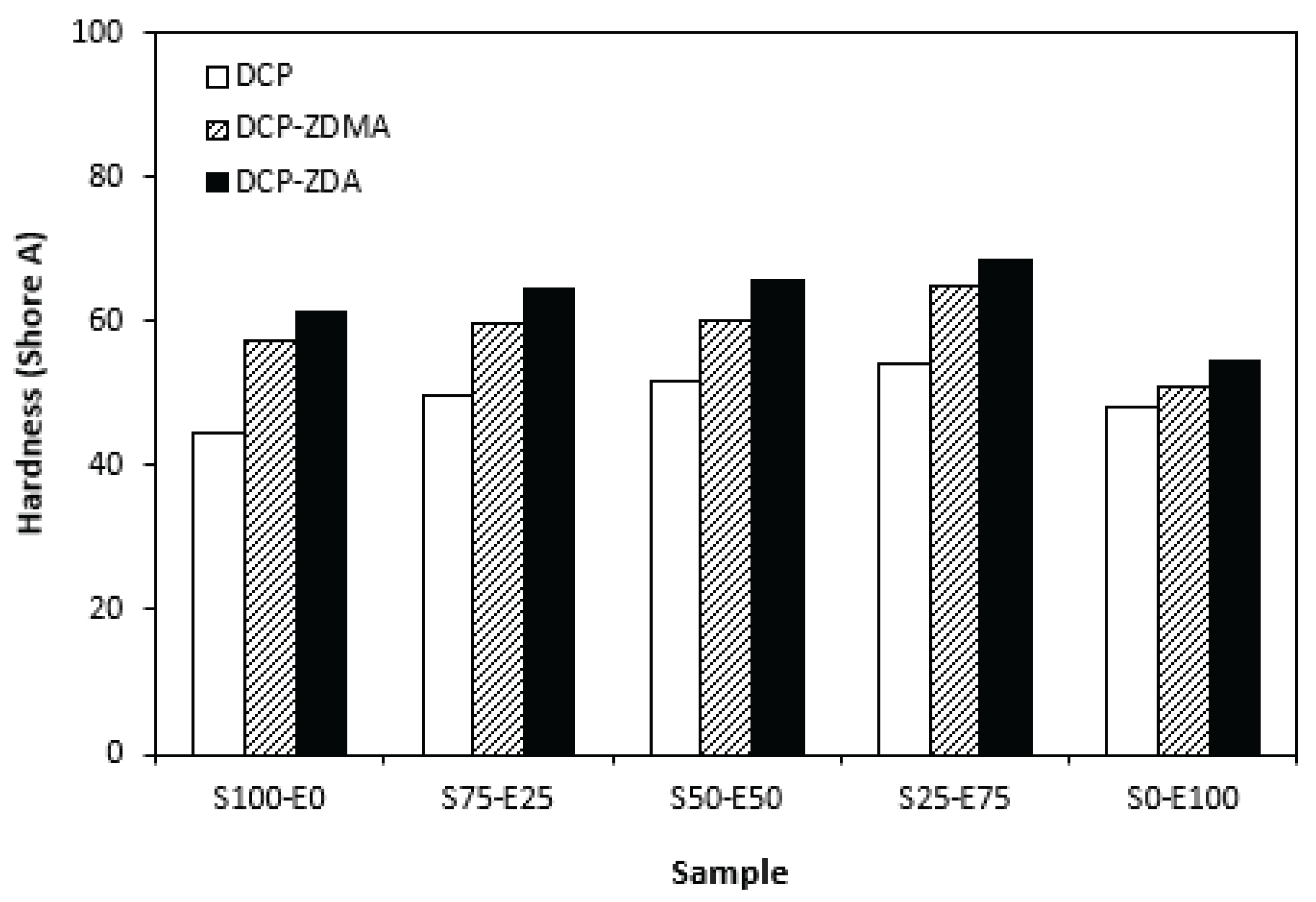
Figure 17.
Elongation at break of vulcanizates cured with peroxide systems.
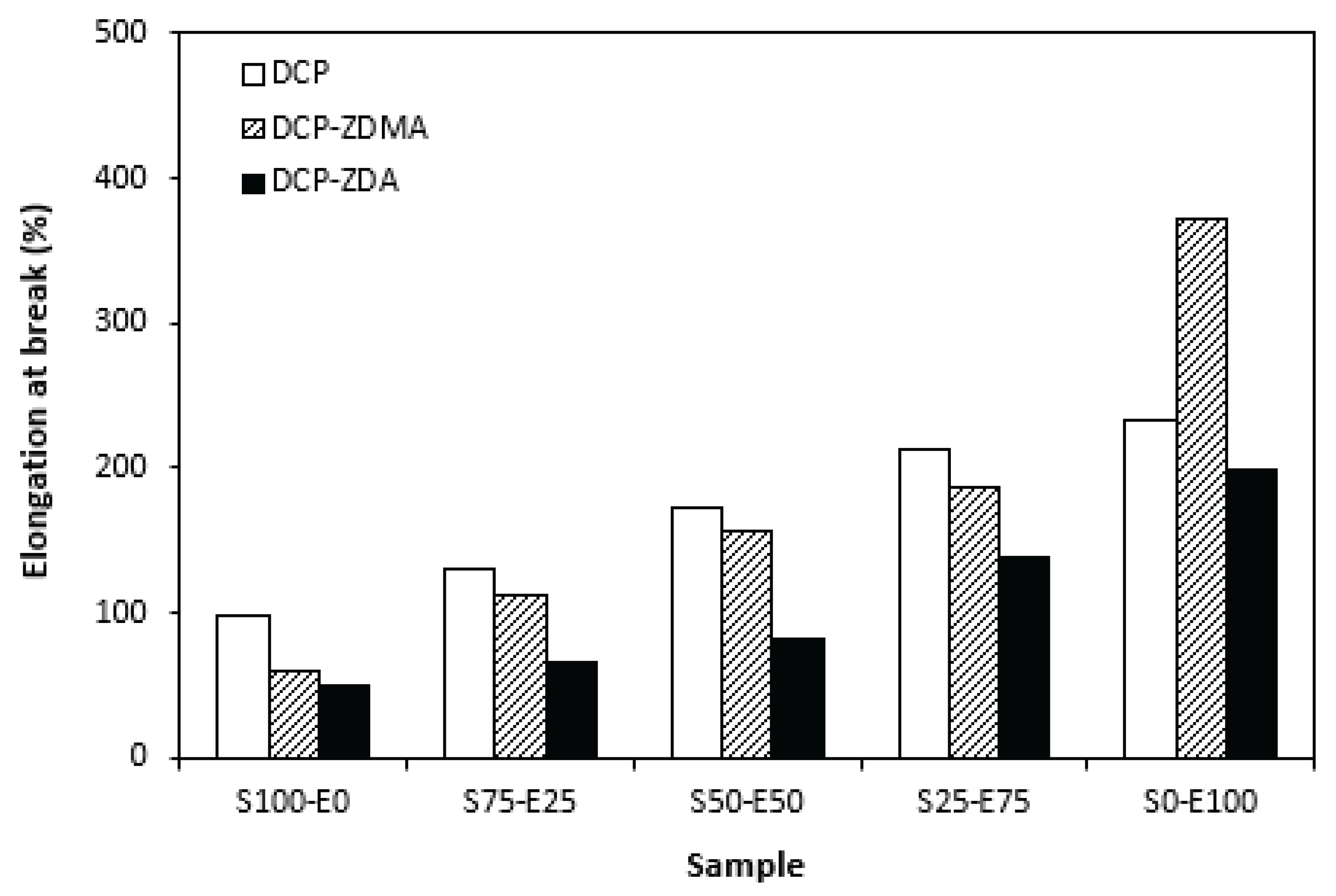
Figure 18.
Tensile strength of vulcanizates cured with peroxide systems.
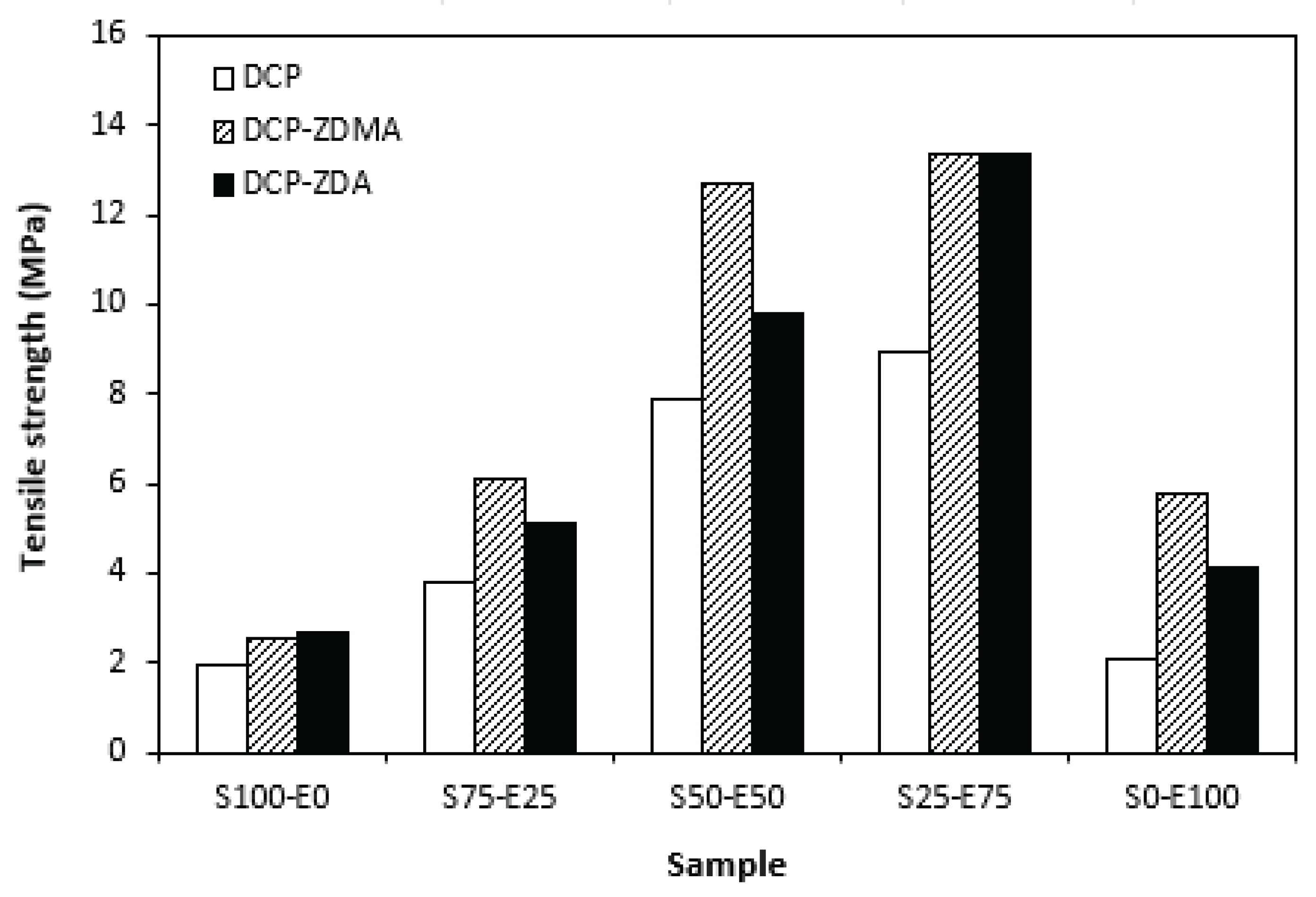
Figure 19.
Temperature dependences of loss factor tan δ for vulcanizates cured with sulfur system.
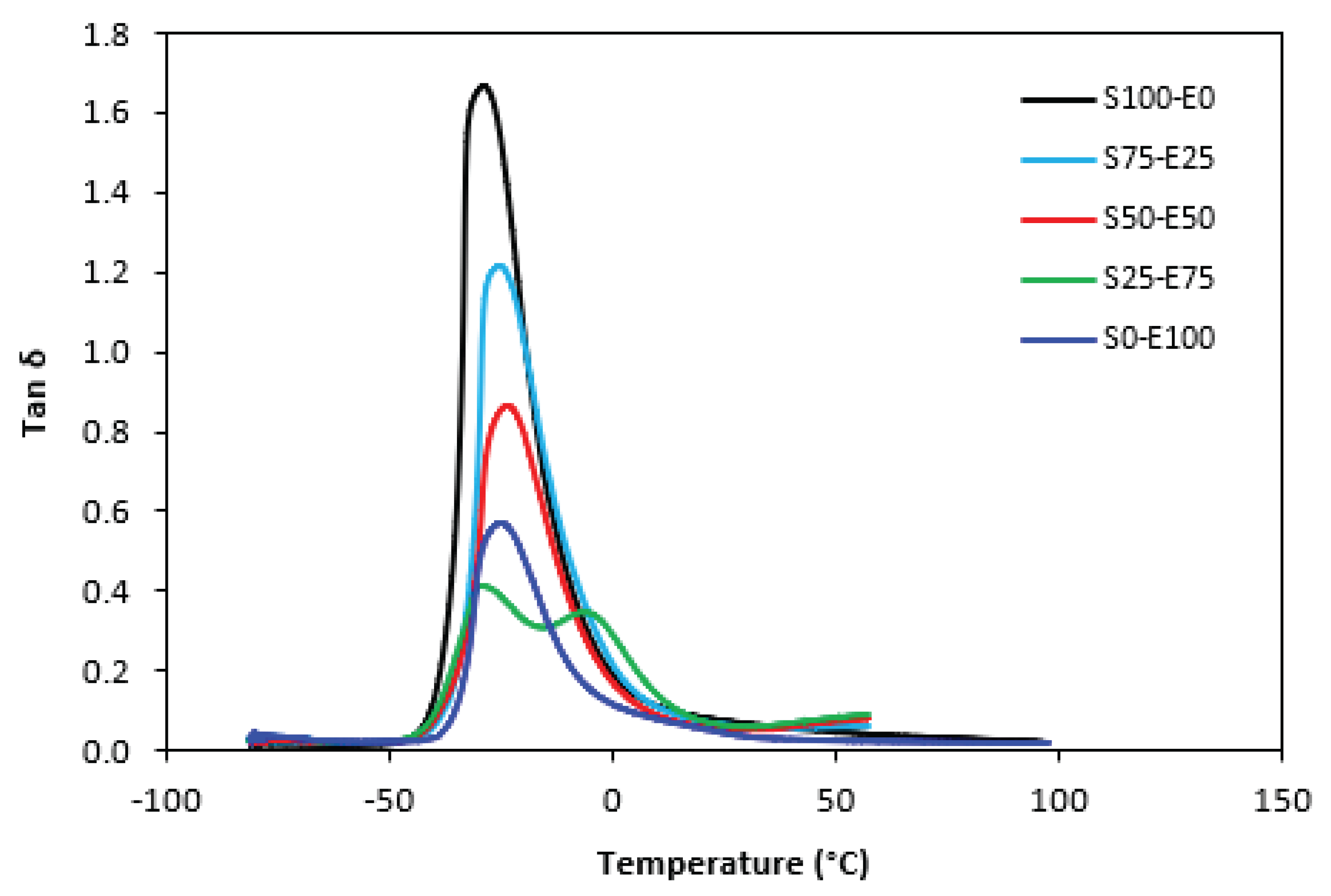
Figure 20.
Temperature dependences of loss factor tan δ for vulcanizates cured with peroxide system.
Figure 20.
Temperature dependences of loss factor tan δ for vulcanizates cured with peroxide system.
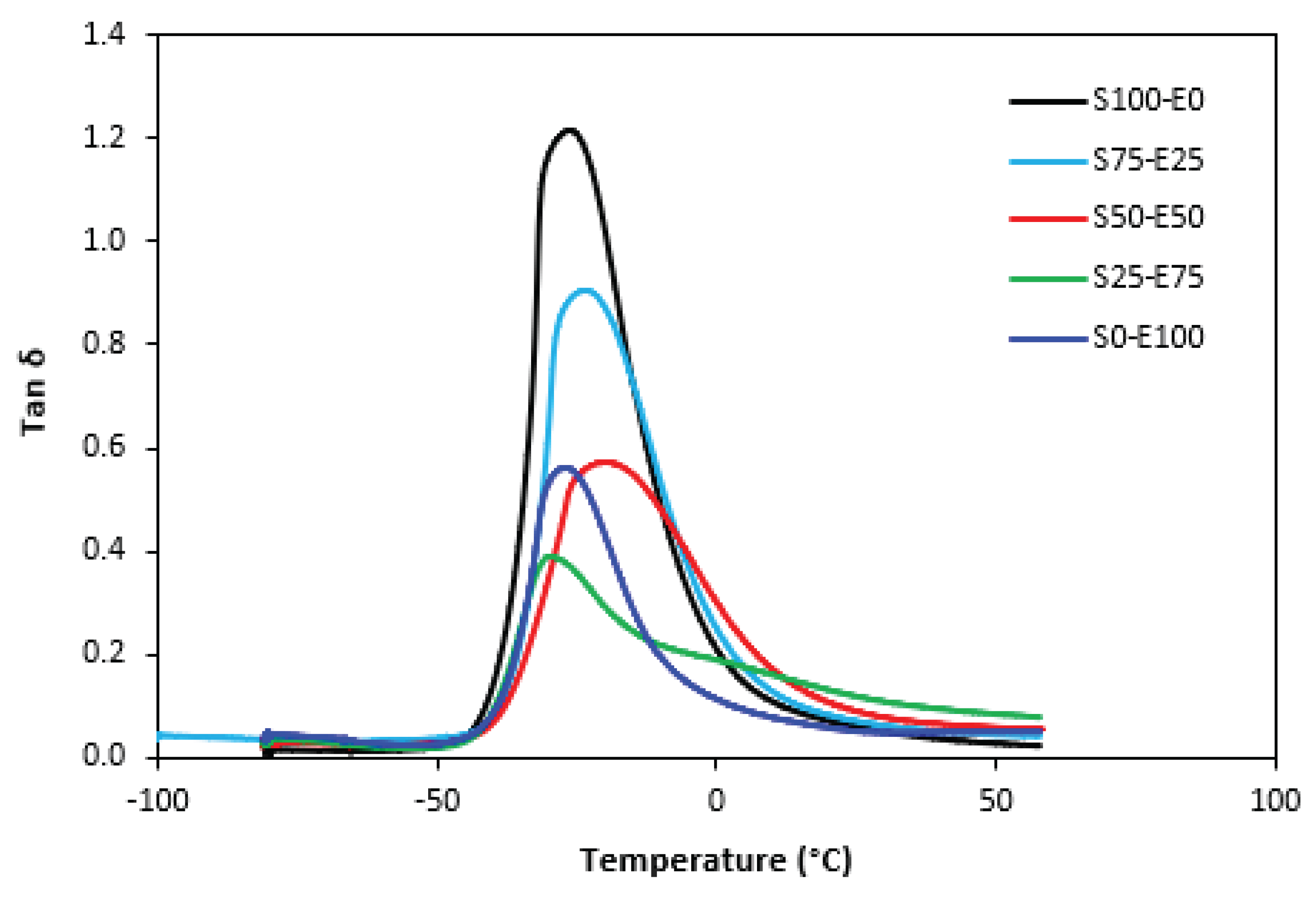
Table 1.
Composition and designation of sulfur cured rubber compounds in the presence of CBS or TMTD (the amount of additives is in phr).
Table 1.
Composition and designation of sulfur cured rubber compounds in the presence of CBS or TMTD (the amount of additives is in phr).
| S100–E0 | S75–E25 | S50–E50 | S25–E75 | S0–E100 | |
|---|---|---|---|---|---|
| SBR | 100 | 75 | 50 | 25 | 0 |
| EPDM | 0 | 25 | 50 | 75 | 100 |
| ZnO | 3 | 3 | 3 | 3 | 3 |
| Stearic acid | 2 | 2 | 2 | 2 | 2 |
| Sulfur | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 |
| CBS or TMTD | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 |
Table 2.
Composition and designation of sulfur cured rubber compounds in the presence of combination CBS with TMTD (the amount of additives is in phr).
Table 2.
Composition and designation of sulfur cured rubber compounds in the presence of combination CBS with TMTD (the amount of additives is in phr).
| S100–E0 | S75–E25 | S50–E50 | S25–E75 | S0–E100 | |
|---|---|---|---|---|---|
| SBR | 100 | 75 | 50 | 25 | 0 |
| EPDM | 0 | 25 | 50 | 75 | 100 |
| ZnO | 3 | 3 | 3 | 3 | 3 |
| Stearic acid | 2 | 2 | 2 | 2 | 2 |
| Sulfur | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 |
| CBS | 1 | 1 | 1 | 1 | 1 |
| TMTD | 1 | 1 | 1 | 1 | 1 |
Table 3.
Composition and designation of rubber compounds cured with DCP (the amount of additives is in phr).
Table 3.
Composition and designation of rubber compounds cured with DCP (the amount of additives is in phr).
| S100–E0 | S75–E25 | S50–E50 | S25–E75 | S0–E100 | |
|---|---|---|---|---|---|
| SBR | 100 | 75 | 50 | 25 | 0 |
| EPDM | 0 | 25 | 50 | 75 | 100 |
| DCP | 1 | 1 | 1 | 1 | 1 |
Table 4.
Composition and designation of rubber compounds cured with DCP in combination with ZDA or ZDMA (the amount of additives is in phr).
Table 4.
Composition and designation of rubber compounds cured with DCP in combination with ZDA or ZDMA (the amount of additives is in phr).
| S100–E0 | S75–E25 | S50–E50 | S25–E75 | S0–E100 | |
|---|---|---|---|---|---|
| SBR | 100 | 75 | 50 | 25 | 0 |
| EPDM | 0 | 25 | 50 | 75 | 100 |
| DCP | 1 | 1 | 1 | 1 | 1 |
| ZDA or ZDMA | 5 | 5 | 5 | 5 | 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



