
Submitted:
16 March 2024
Posted:
18 March 2024
You are already at the latest version
Abstract
Two interesting compounds such as quaternary ammonium lignin(QAL) and 2-ethylhexyl phosphoric acid mono-2-ethylhexyl ester (P507) were synthesized as ionic liquids(QP-ILs) for the extraction of metal ions. The extraction behavior of Co(II) and Ni(II) from chloride solution was compared between QP-ILs and P507. The results showed that the extraction rates of Co(II) and Ni(II) in the two solutions varied with the extraction conditions, but QP-ILs has stronger extractability for cobalt than P507, while Ni is on the contrary. Under the same conditions, the Co/Ni separation performance(βCo/Ni) in QP-ILs is superior to that in p507. At pH4.0, 55℃, concentration of 20%, extraction time of 10 minutes, the βCo/Ni of QP-ILs reached to 2703, while that of P507 was only 164. In conclusion, QP-ILs was more efficient than P507 for separating Co from mixed solutions.
Keywords:
quaternary ammonium lignin
; ionic liquid
; separation
; cobalt
; nickel
1. Introduction
Lignin is an alkylphenol unit that represents an enormous reservoir of renewable aromatic carbons[1]. It is usually reclaimed from waste streams of the biorefining and papermaking processes. It has some advantages such as the presence of useful functional groups including aldehyde, methoxy, hydroxyl, carbonyl, phenolic and carboxyl groups, low cost, high specific surface area and stability, biodegradability and accessibility[2]. So lignin or modified lignin is a potential green source of various safe and efficient applications such as adhesive, reinforcing agent, sustained-release agent, petroleum industry, supporting medium[3], etc. In the field of catalysis, lignin has been applied as a green support for the preparation of efficient heterogeneous catalyst including lignin-SO3Sc(OTf)2, lignin-sO3Cu(OTf), and lignin-IL@NH2. The synthesized LS-IL@NH2 showed a good catalytic prower[4,5]. The high added-value utilization of lignin needs further research.
Cobalt and nickel are very low in nature but play an important role in the industry. Usually, they often coexist in ores, copper converter slag[6,7,8,9,10], nickel slag, deep-sea manganese nodules[11,12], special alloy materials[13,14], battery materials[15,16,17,18], catalysts, sludge and waste water[19]. With the economic growth, the consumption of cobalt and nickel increases rapidly, and the resources become increasingly exhausted, which caused high price, especially the cobalt has the highest value among them[20]. Meanwhile, a huge amount of batteries containing cobalt or nickel has been generated worldwide and widely used in modern electronic devices. The spent battery can release toxic organic compound and then result in serious environmental problems and public health while disposed improperly[21,22]. Therefore, the recovery and utilization of cobalt is becoming more and more important and urgent to eliminate possible pollutions, as well as to make sustainable production of it [15,17,23,24,25].
Due to the different sources, complex components, similar physical and chemical properties, the effective separation and purification of cobalt from multi metals in aqueous phase is extremely difficult. A wide variety of separation strategies has been developed to recover valuable metals and eliminate pollution by chemical precipitation[26,27,28], solvent extraction[29,30,31,32], resin exchange[33], membrane separation[34], biorecovery[35]. The earliest option for cobalt and nickel separation was chemical precipitation which seldom used alone in modern process because of similar solubility and coprecipitation behavior of Co(OH)2 and Ni(OH)2.
Solvent extraction is a separation process which is based on the different distribution component to be separated from two immiscible liquid phases usually water and an organic solvent[36]. It is efficient and flexible compared with other processes and the main method of nickel and cobalt separation in industry.
Organophosphorus (phosphine) acids extraction agent is mostly suitable for the separation of cobalt and nickel sulfate solution to produce high purity cobalt salts and cobalt metal. Di(2-ethylhexyl)phosphoric acid (D2EHPA or P204)[37,38], hexyl phosphonic acid mono-2-ethyl-hexyl ester (P507 or PC88A)[39], Bis(2,4,4-trimethylpentyl)phosphinic acid (Cyanex272)[40] were most widely used, the three extraction solvent acid decreased gradually enhanced the ability of separation of cobalt and nickel in turn. D2EHPA can extract many metallic cations from various Carboxylates[41], Citrate[42,43,44], chloride[37,38,45], nitric[46,47], and sulfate [48,49,50]solutions. After the first commercial process using D2EHPA, P507 was developed and widely used in base-metal solvent extraction[39]. The single extraction tests show that separation factor (Co/Ni) can reach over 350 and the stripping efficiency of Co can reach 99.5% under the optimal extraction condition[51,52]. It was proved that P507 (PC-88A) has good chemical stability, reutilization and low solubility in aqueous and can be applicable to the effective recovery of cobalt from various sulfate and chloride solutions with wider range of Ni/Co ratios. Cyanex 272 can effectively separate Co from Ni at low Co/Ni ratios[40,53], and it could extract Co selectively from spent lithium ion batteries (LIBs)containing Co, Li, Ni, and Metal ion impurities such as copper, iron, and aluminum [54,55].
The most commonly used amine extractants are tertiary amine and quaternary ammonium salts. The extraction mechanism of metal ions belongs to anion exchange or ion association [56,57]. Cobalt could be extracted (93.6%) from chloride leach liquors of spent nickel-metal hydride (Ni-MH) batteries in two stages with Alamine 336[58]. 97.5 wt.% of Co(II) could be extracted using Alamine 336 from leaching spent NieCd batteries with hydrochloric acid[59].
Oxime extraction agent was well known for its widespread application in copper extraction[60], but it can also be used in nickel extraction for its high selectivity. Employing LIX 84-I as the extractant, nickel was separated to the extent of >99% from solutions containing ammonium sulphate in a single stage at phase ratio of 1.0[61].
The solvent extraction is efficient to a variation in the metal contents in the wastes or ores compared with other processes. Currently, it is one of the most popular methods used for the removal or separation of metallic species from mixed metal aqueous phase[20], it has also been successfully applied for recovery of cobalt or nickel from various resources[62]. One or more methods form a complete flowsheet for the cobalt, nickel and other metal ions separation because of the poor efficiency when using a single way. In addition, new materials and new technologies are also the focus of future development.
In this study, lignin was at first modified to a cationic form by the incorporation of quaternary ammonium groups, which could interact with P507 resulting in new ILs. Then QPILs and P507 were employed for testing the extraction of Co(II) and Ni(II) from weak chloride media.
2. Materials and Methods
2.1. Materials and Reagents
The operation in the experimental process was divided into two parts: synthesis and extraction. Lignin was supplied by Shanghai C-reagent Biotechnology Co. Ltd.. Chemicals used for synthesis of ionic liquids, such as N,N-Dimethyltetradecylamine (DT), epichlorohydrin(EH), sodium ethanol, 2-ethylhexyl phosphonic acid mono-2-ethylhexyl ester (P507) were purchased from Sinopharm Chemical Reagent Co., Ltd.. All the inorganic compounds were analytical regents. Cobalt chloride and nickel chloride were produced by Kelong Chemical Co., Ltd.. NaOH and HCl were used to adjust the aqueous acidity, which were purchased from TCI Chemical Co., Ltd. The organic diluent kerosene was obtained from Aladdin Biochemical Technology Co., Ltd.. All chemicals were used without any purification.
2.1. Synthesis of QP-ILs
Two stages were needed to synthesize the QP-ILs and the scheme was shown as Scheme 1.
2.1.1. Synthesis of Quaternary Ammonium Lignin (QAL)
The mixture of N,N-Dimethyl tetradecyl amine (DT) and epichlorohydrin(EH)with a molar ratio of 10:7 was transferred to a tri-neck flask installed with a condenser and a stirrer in an ice−salt bath (NaCl/ice = 1:3 by weight) for 1 h. After that, the reactants were left overnight for complete reaction. Epoxypropyl Dimethyl tetradecyl amine Chloride(EDTC) can be detected by silver nitrate with the appearance of white precipitate and is ready for preparation of quaternary ammonium lignin.
0.4 g of lignin was reacted with 50 mL of a sodium hydroxide solution in a warm bath at 80 °C for 20 min. Then, EDTC was added into the mixture, and the reaction was conducted under constant magnetic stirring for 5 h at 50±5 °C until a brown emulsion was obtained. The mixture was centrifuged to obtain the QAL. The chemical reaction is demonstrated in Figure 1 (a) and (b).
2.1.2. Synthesis of Quaternary Ammonium Lignin (QAL)
[QAL][OH]: 10 g (0.278 mol) [QAL] was dissolved in 100 mL of ethanol, and added dropwise into the ethanol solution containing sodium alkoxide. The solutions were stirred for 4 h at 50℃. The mixture was centrifuged at 8000 r/min for 10 min to remove the white precipitate of sodium chloride. Then, the filtrates were shaken with equal volume of DI water for half an hour to get [QAL][OH] by the hydrolysis of [QAL][OR].
QP-ILs: QP-ILs was prepared by combining [QAL][OH] (0.12 mol/l) and P507 (mole ratio is 1.1:1). The mixture was vigorously agitated for 12 h at 50℃ under reflux and left to settle. After a while, an aqueous layer formed at the bottom. The upper phase was poured into a vacuum rotatory evaporator (353 K, 20 mbar, 60 min) to remove residual water and ethanol. The chemical reaction is demonstrated in Figure 1 (c).
2.3. General Procedure for Co and Ni Extraction
The extraction experiments were carried out by mixing equal volume of aqueous and organic phase in a separatory funnel. The conditions so generated (solution pH, extraction time, temperature and solvent concentration) were applied for separation of cobalt and nickel from aqueous solution containing 0.5 and 2 mg/ml, respectively. The pH (0.5-4.5) of the aqueous solution was adjusted to the desired value by adding dilute HCl or NaOH before equilibration. After phase disengagement, the aqueous phase was separated and its equilibrium pH was measured by the pH meter.
The concentration of nickel and cobalt ions in aqueous phases before and after extraction was determined by ICP-OES. The stock solutions of cobalt chloride(0.5 mg/ml Co.), nickel chloride(0.5, 2 mg/ml Ni.) and the mixture of cobalt chloride and nickel chloride in which concentrations of cobalt and nickel were 0.5 and 2 mg/ml, respectively were prepared from analytical grade reagents. All extraction experiments were carried out from 1 M NaCl solution to maintain constant ionic strength.
The concentration of metal ions in the organic phase was calculated from the difference between the metal ion concentration in the aqueous phase before and after extraction.
The extractants P507, QP-ILs were used for separation of Co and Ni in the extractant concentrations ranging from 2%-40%. The solution pH, extraction time and temperature were also analyzed. The extraction rate E, distribution ratio D and separation factor β were obtained by Eqs.(1), (2) and (3), respectively.
Where, Ca stands for the original metal ion concentration in the aqueous phase before extraction and Ce is the equilibrium metal concentration in the aqueous phase after extraction. Co stands for the equilibrium metal concentration in the organic phase. DCo and DNi denote the distribution ratios of Co and Ni, respectively.
2.4. Characterization
The structures of synthesized compounds were identified by Nuclear Magnetic Resonance Spectroscopy (NMR) and Fourier Transform Spectroscopy (FT-IR). NMR spectra of QP-ILs was recorded using AVANCE IIIHD 600 (Bruker, Switzerland) in d6-DMSO solution. FTIR was carried out on a Nicolt 380 spectrometer (Thermo Fisher Scientific,U.S.A).
3. Results
3.1. FT IR Spectra of QP-ILs
In order to elucidate the structure of QP-ILs, FT-IR of lignin, QAL and QP-ILs were compared. The FT-IR spectra are shown in Figure 2 and Table 1.
The FTIR showed that 3430 cm-1 is the stretching vibration absorption peak of hydroxyl group; 2926 and 2856 cm-1 are the stretching vibration absorption peak of C-H of long chain alkyl group, which is significantly stronger than the peaks at lignin[63]. 721 cm-1 is the stretching vibration absorption peak of C-N bond in the quaternary ammonium compound; 1000 ~ 910 cm-1 is a small absorption peak, which is in line with the quaternary ammonium salt. It is preliminarily determined that the lignin reacts with the dimethyltetradecylamine. Further, a stretching vibration absorption peak of P=O band is seen at 1196 cm-1[64] [64], and Phosphorus hydroxyl group vibration is seen at 972 cm−1 (f, e, respectively) indicating the characteristic groups in the QP-ILs molecular structure. Specifically, a phenolic ring vibration is seen at 1462 cm−1 (g) is observed in lignin, QAL and QP-ILs. They provide evidence for the association among lignin, quaternary ammonium lignin and P507 in molecular level.
3.2. NMR Spectroscopic Characterization of QP-ILS
NMR was used to confirm the chemical structure of the QP-ILs product.
1H NMR (600 MHz, DMSO-d6) δ 6.70-6.80 (t, J = 15.5 Hz, 3H), 4.06 (s, 4H), 3.77 (s, 3H), 3.42 (s, 4H), 3.15 (s, 6H), 2.11 (s, 3H), 1.82 (s, 6H), 1.26 (s, 40H), 0.88 (s, 15H).
The Figure 2 shows 1H -NMR spectra of QP-ILs. In the 1H NMR spectrum, 2.50 ppm were assigned to the DMSO protons. The spectra signals between 6.70–6.80 ppm could be assigned to the aromatic protons. The signal at 3.77 ppm is associated from methoxyl protons. 3.42 and 4.06 were respectively associated with the protons on the adjacent carbon atoms of N atoms and O atoms. The signal at 3.15 ppm belongs to the proton of the methyl group adjacent to the nitrogen atom, and 0.88 ppm belongs to the proton of the methyl group at the end of the alkyl chain. Methylene protons on the long fat chain are at 1.37 ppm. 1H-NMR spectra showed that lignin and N,N-Dimethyltetradecylamine were bonded by epichlorohydrin and formed an ionic liquid with p507, rather than existing as free ions in the product.
3.3. Effect of Different Factors on Extraction for Co and Ni
3.1.1. Influence of Time on the Extraction
The effect of time on extraction rate was shown in Figure 4. The extraction rates and βCo/Ni at various time from 1 min to 15 min were investigated from a binary solution with Co/Ni ratio of 1:5 and initial pH of 3.5. The extraction efficiency of Co and Ni was highly dependent on the time. With the increase in time, the extraction ratio of Ni with P507 and QP-ILs increased steadily. As to Co, its extraction percentage increased sharply from 6.12% to 99.08% and then levelled off at nearly quantitative extraction, which is similar to that of p507. The figure shows higher extraction ratio of Co in P507 and QP-ILs Compared with Ni, especially after the extraction time exceeds 4 minutes. The equilibrium concentration of Co achieved at time of 10 min in P507 and QP-ILs and extraction ratios were 98.55% and 99.34%, which were more effective than that of Ni, respectively. The βCo/Ni of p507 is much lower than that of QP-ILs. The maximum of βCo/Ni occurred at time of 10min, which were 1142. In the following extraction experiments, the extraction time was set at 10 min unless otherwise stated.
3.1.2. Effect of Temperature on Extraction
The temperature varies greatly in different regions, so it is necessary to research the effect of temperature on Co/Ni separation. The variations of Co and Ni extraction rates, βCo/Ni at various temperature from 25℃ to 85℃ were investigated from a binary solution with Co/Ni ratio of 1:5, extractant concentration of 25%, and initial pH of 3.5. The results are shown in Figure 5. With the increase of temperature, the extraction ratios of Co gradually increased, while the extraction ratios of Ni were low and relative stable. The maximum extraction ratios of Co were 86.11% and 92.57% in P507 and QP-ILs at the temperature of 85℃, respectively. The separation efficiency of Co in QP-ILs also increased as the temperature increased and the maximum βCo/Ni occurred at 85℃, but the extraction ratio was only 92.57% and much more stages were needed to separate Co and Ni. The βCo/Ni varied little at the temperature from 55℃ to 85℃. So the extraction temperature can be maintained at 55℃ in order to reduce energy consumption. The fact showed that Both extractants have good thermal stability and increasing temperature was beneficial to Co and Ni extraction
3.1.3. Effect of Equilibrium on Extraction Behavior
To investigate the extraction behaviors and selectivity of P507 and QP-ILs for the main metals Co, Ni, extraction experiments were carried out and the relationships between equilibrium pH and extraction percentages of the Co and Ni are shown in Figure 6. It can be seen from the figure that the extraction ratio of Ni was low and the change of pH value had a limited effect on extraction. It can be also seen from the figure that P507 and QP-ILs will preferentially extract Co in the acid solution, especially the pH value is above 3.0.
When the pH value of the solution reached 3.0,3.5,4.0,4.5, the extraction ratios of Co in QP-ILs reached 93.43%, 96.22%, 97.51% and 99.12%, respectively, and the extraction ratios of Ni were 83.21%, 92.22% ,95.21% and 97.67%, respectively. Co and Ni showed a similar extraction trend in P507, but extraction ratio was much lower.
To obtain the comparable data, βCo/Ni values of P507 and QP-ILs were obtained under the same extraction conditions. The separation factor of QP-ILs for cobalt and nickel (βCo/Ni, Hollow circle) is always higher than that of P507. The maximum βCo/Ni occurred at the pH4.0 in QP-ILs, while that located at pH3.5 in P507(Hollow regular triangle). The results indicated that QP-ILs has excellent selectivity for Co over Ni.
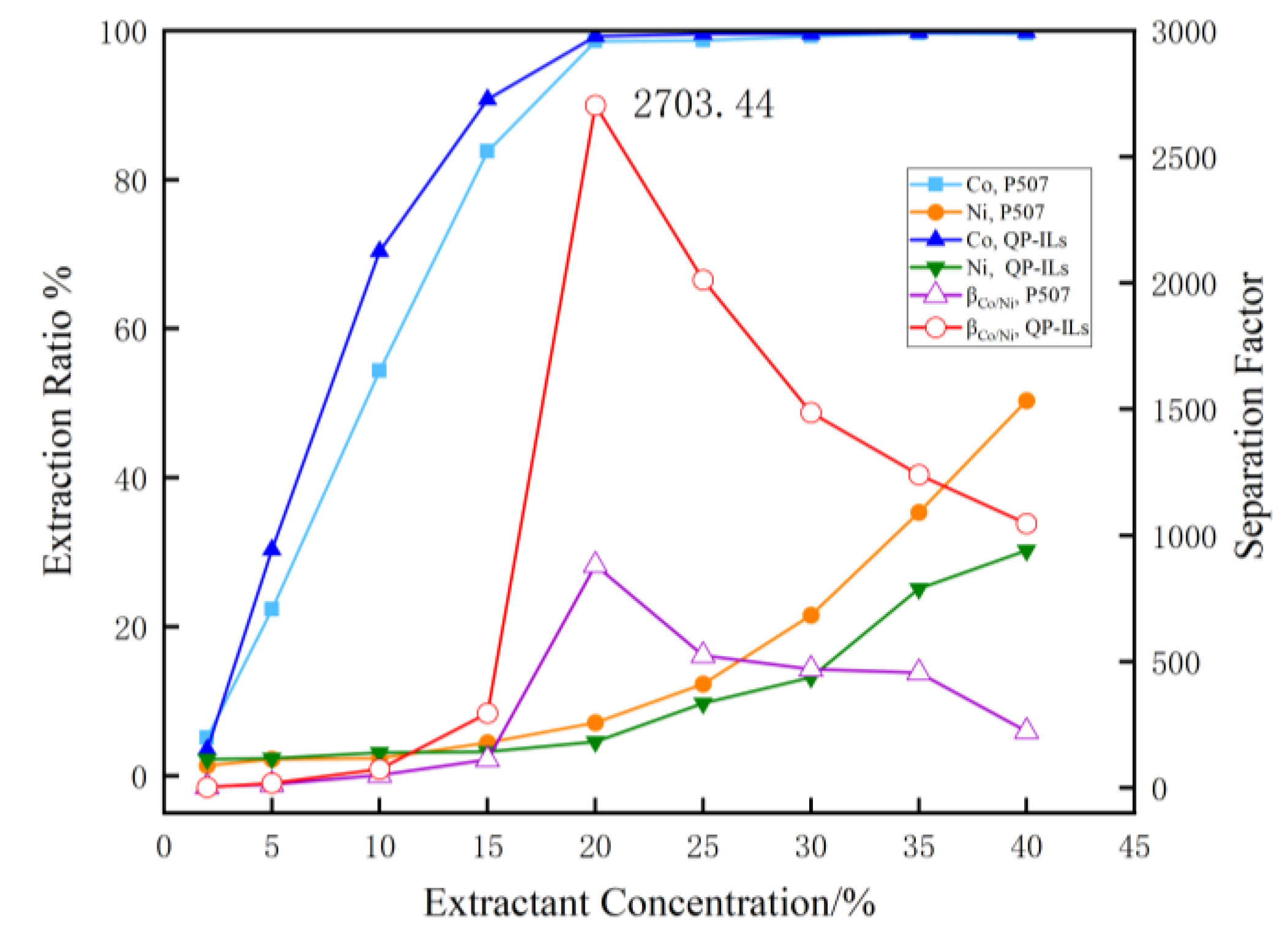
3.1.4. Effect of Concentration on Extraction of Co and Ni
P507 has a much stronger extraction capacity for cobalt than for nickel[65]. It can be seen from the figure that in the process of increasing the concentration of P507 and QP-ILs from 2% to 40%, the extraction ratios of Co increased rapidly, while the change of the extraction ratio of Ni increased gradually. The extraction ratio of P507 and QP-ILs for Co2+ were 98.54% and 99.23% at the concentration of 20%, respectively. The Co were almost quantitatively extracted at the concentration of 40%, while the extraction percentages of Ni increased quickly when the concentration is above 20%. Thus, it can be seen from the figure that the change of βCo/Ni in two extractants varied obviously, especially at concentration 20%. According to the results in the figure, when the concentration of QP-ILs was 20%, the separation coefficient of Ni and Co were the largest,which is 2703.44. The fact indicates that QP-ILs has a better separation selectivity compared with P507 under same experimental conditions.
Figure 7.
Effect of extractant concentration on extraction behavior
4. Conclusions
In this study, a new process for the high value-added utilization of lignin was established: a new ionic liquids with Quaternary Ammonium Lignin which can act as QP-ILs for the extraction of Co and Ni were synthesized. The spectroscopy methods such as 1HNMR and FT-IR were used to identify its structure. Two different extractants P507 and QP-ILs were selected to investigate the effect of extraction time, temperature, pH value and extractant concentration on the extraction of Co and Ni in the mixed solution. The main conclusions are as follows:
With the increase in time, the extraction ratios for Co and Ni were both increased, but the former was much higher than the latter. The maximum extraction ratios of Co was 98.55% and 99.34% in P507 and QP-ILs at time of 10 min, and the best βCo/Ni value was 1142 in QP-ILs at the same time.
The extraction capacity of QP-ILs for Co was larger than that of P507. The Co and Ni extraction processes by P507 and QP-ILs were both endothermic. Increasing temperature was in favor of Co and Ni extraction. The maximum extraction ratio and βCo/Ni value were 92.57% and 329.82 at the temperature of 85℃ in QP-ILs.
The pH value has a significant effect on extraction ratio and separation efficiency. The extraction ratios for Co and Ni were both increased with the increasing pH value. Under the condition of pH = 4.5, the extraction ratio of Co reached 97.67% and 99.12% in P507 and QP-ILs, respectively. While the optimal βCo/Ni value was 480.21 at pH4.0 in QP-ILs because of lower extraction ratio for Ni.
The concentration of extractant is an important factor affecting the extraction ratio and separation factor. They all rise with increasing concentration. If the concentration continues to increase, almost all cobalt ions are extracted into the organic phase. The best separation results occurred in 40% QP-ILs solution.
According to the above experimental results, the selectivity of the QP-ILs for Co can be used as a good extractant for separating them from weak acid solution. However, the separation efficiency is related to many factors and further research is needed.
Author Contributions
Conceptualization, methodology, formal analysis, writing—original draft preparation, G.L.; investigation, writing—review and editing, W.X.; All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Shandong Key Laboratory of Biochemical Analysis, grant number SKLBA2207.
Data Availability Statement
The data that support the findings of this study are available from the corresponding author upon reasonable request.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Singh, S.K. Ionic liquids and lignin interaction: An overview. Bioresource Technology Reports 2022, 17, 100958. [Google Scholar] [CrossRef]
- Nasrollahzadeh, M.; et al. Progresses in polysaccharide and lignin-based ionic liquids: Catalytic applications and environmental remediation. Journal of Molecular Liquids 2021, 342. [Google Scholar] [CrossRef]
- Sun, S.; Bai, R.; Gu, Y. From waste biomass to solid support: lignosulfonate as a cost-effective and renewable supporting material for catalysis. Chemistry 2014, 20, 549–58. [Google Scholar] [CrossRef] [PubMed]
- Nasrollahzadeh, M.; et al. Recent progresses in the application of lignin derived (nano)catalysts in oxidation reactions. Molecular Catalysis 2020, 489, 110942. [Google Scholar] [CrossRef]
- Sun, S.; Bai, R.; Gu, Y. From Waste Biomass to Solid Support: Lignosulfonate as a Cost-Effective and Renewable Supporting Material for Catalysis. Chemistry – A European Journal 2014, 20, 549–558. [Google Scholar] [CrossRef] [PubMed]
- Burzynska, L.; Gumowska, W. Hydrometallurgical recovery of copper and cobalt from reduction-roasted copper converter slag. Minerals Engineering 2009, 22, 8p. [Google Scholar]
- Prakash, U.; et al. Processing of Waste Copper Converter Slag Using Organic Acids for Extraction of Copper, Nickel, and Cobalt. Minerals 2020, 10, 1p. [Google Scholar]
- Ziyadanogullari, B. , Recovery of Copper and Cobalt from Concentrate and Converter Slag. Separation Science & Technology 2000, 35, 9p. [Google Scholar]
- Arslan, F. Recovery of copper, cobalt, and zinc from copper smelter and converter slags. Hydrometallurgy 2002. 67, 7p. [CrossRef]
- Gumowska, W.; Rudnik, E.; Partyka, J. Mechanism of the anodic dissolution of Cu70-Co4-Fe14-Pb7 alloy originated from reduced copper converter slag in an ammoniacal solution: Recovery of copper and cobalt. Hydrometallurgy 2008, 92, 8p. [Google Scholar]
- Das, C.; Pandey, B.D. Leaching of copper, nickel and cobalt from Indian Ocean manganese nodules by Aspergillus niger. Hydrometallurgy 2010, 105, 7p. [Google Scholar]
- Verma, J.K. Extraction of copper, nickel and cobalt from the leach liquor of manganese-bearing sea nodules using LIX 984N and ACORGA M5640. Minerals Engineering 2011, 24, 4p. [Google Scholar]
- Dreano, A.; Fouvry, S.; Guillonneau, G. Understanding and formalization of the fretting-wear behavior of a cobalt-based alloy at high temperature. Wear 2020, 452. [Google Scholar] [CrossRef]
- Amsarajan, S.; Jagirdar, B.R. Air-stable magnetic cobalt-iron (Co7Fe3) bimetallic alloy nanostructures via co-digestive ripening of cobalt and iron colloids. Journal of Alloys and Compounds 2020, 816. [Google Scholar] [CrossRef]
- Agarwal, A.; et al. Chlorinated polyvinyl chloride (CPVC) assisted leaching of lithium and cobalt from spent lithium-ion battery in subcritical water. Journal of Hazardous Materials 2020, 393, 1p. [Google Scholar]
- Fu, Y.; et al. Enhancement in leaching process of lithium and cobalt from spent lithium-ion batteries using benzenesulfonic acid system. Waste Manag 2019, 88, 191–199. [Google Scholar] [CrossRef] [PubMed]
- Hu, J.; et al. Efficient and economical recovery of lithium, cobalt, nickel, manganese from cathode scrap of spent lithium-ion batteries. Journal of Cleaner Production 2018, 204, 10p. [Google Scholar]
- Kumari, A.; et al. Recovery of lithium and cobalt from waste lithium ion batteries of mobile phone. Waste Management 2013, 33, 8p. [Google Scholar]
- Bhanvase, B.A.; Sonawane, S.H. Investigation on liquid emulsion membrane (LEM) prepared with hydrodynamic cavitation process for cobalt (II) extraction from wastewater. Separation & Purification Technology 2020, 237, 1p. [Google Scholar]
- Wang, W.-Y.; et al. Recovery of high-purity metallic cobalt from lithium nickel manganese cobalt oxide (NMC)-type Li-ion battery. Journal of Material Cycles and Waste Management 2019, 21, 300–307. [Google Scholar] [CrossRef]
- Biswal, B.K.; et al. Biological Leaching and Chemical Precipitation Methods for Recovery of Co and Li from Spent Lithium-Ion Batteries. ACS Sustainable Chemistry & Engineering 2018, 6, 12343–12352. [Google Scholar]
- Feng, X.N.; et al. Characterization of large format lithium ion battery exposed to extremely high temperature. Journal of Power Sources 2014, 272, 457–467. [Google Scholar] [CrossRef]
- Fu, G.; Wang, Z.; Hall, P. Recovering lithium cobalt oxide, aluminium, and copper from spent lithium-ion battery via attrition scrubbing. Journal of Cleaner Production 2020, 260, 1p. [Google Scholar]
- Golmohammadzadeh, R.; Faraji, F.; Rashchi, F. Recovery of lithium and cobalt from spent lithium ion batteries (LIBs) using organic acids as leaching reagents: A review. Resources, Conservation and Recycling 2018, 136, 418–435. [Google Scholar] [CrossRef]
- Hu, M.; et al. Separation of cobalt from Ni(OH)2 positive materials by a reduction and dissolution process in alkali solution. Separation and Purification Technology 2013, 120, 198–205. [Google Scholar] [CrossRef]
- Ichlas, Z.T.; et al. Processing mixed nickel-cobalt hydroxide precipitate by sulfuric acid leaching followed by selective oxidative precipitation of cobalt and manganese. Hydrometallurgy 2020, 191. [Google Scholar] [CrossRef]
- Mubarok, M.Z.; et al. Processing mixed nickel‑cobalt hydroxide precipitate by sulfuric acid leaching followed by selective oxidative precipitation of cobalt and manganese. Hydrometallurgy 2020, 191, 1p. [Google Scholar]
- Wen, J.; Tran, T.T.; Lee, M.S. Comparison of separation of Mn(II), Co(II), and Ni(II) by oxidative precipitation between chloride and sulfate solutions. Physicochemical Problems of Mineral Processing 2024. [CrossRef]
- Dhiman, S.; Gupta, B. Partition studies on cobalt and recycling of valuable metals from waste Li-ion batteries via solvent extraction and chemical precipitation. Journal of Cleaner Production 2019, 225, 820–832. [Google Scholar] [CrossRef]
- Han, B.; et al. Efficient phenyl phosphate ester extractant synthesis and solvent extraction performance evaluation for transition metals. Separation and Purification Technology 2024, 336. [Google Scholar] [CrossRef]
- Abo Atia, T.; et al. Solvent Extraction Process for Refining Cobalt and Nickel from a “Bulk Hydroxide Precipitate” Obtained by Bioleaching of Sulfidic Mine Tailings. Industrial & Engineering Chemistry Research 2023, 62, 17947–17958. [Google Scholar]
- Rodrigues, I.R.; et al. Separation of cobalt and nickel via solvent extraction with Cyanex-272: Batch experiments and comparison of mixer-settlers and an agitated column as contactors for continuous counter-current extraction. Separation and Purification Technology 2022, 296. [Google Scholar] [CrossRef]
- Li, K.; et al. Kinetic studies of gold leaching from a gold concentrate calcine by thiosulfate with cobalt-ammonia catalysis and gold recovery by resin adsorption from its pregnant solution. Separation & Purification Technology 2019, 213, 10p. [Google Scholar]
- Zioui, D.; et al. Membranes based on polymer miscibility for selective transport and separation of metallic ions. J Hazard Mater 2017, 336, 188–194. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; et al. Biorecovery of cobalt and nickel using biomass-free culture supernatants from Aspergillus niger. Appl Microbiol Biotechnol 2020, 104, 417–425. [Google Scholar] [CrossRef] [PubMed]
- Swain, B.; et al. Extraction/Separation of Cobalt by Solvent Extraction: A Review. Applied Chemistry for Engineering 2015, 26, 631–639. [Google Scholar] [CrossRef]
- Kumari, A.; et al. Extraction of rare earth metals (REMs) from chloride medium by organo-metallic complexation using D2EHPA. Separation and Purification Technology 2019, 227. [Google Scholar] [CrossRef]
- Pavon, S.; et al. Solvent extraction modeling of Ce/Eu/Y from chloride media using D2EHPA. Aiche Journal 2019, 65. [Google Scholar] [CrossRef]
- Yin, S.; et al. Microfluidic solvent extraction of La (III) with 2-ethylhexyl phosphoric acid-2-ethylhexyl ester (P507) by a microreactor. Chemical Engineering and Processing: Process Intensification 2015, 91, 1–6. [Google Scholar] [CrossRef]
- Zhang, L.; et al. Co and Ni extraction and separation in segmented micro-flow using a coiled flow inverter. Chemical Engineering Journal 2017, 307, 1–8. [Google Scholar] [CrossRef]
- Irannajad, M.; Haghighi, H.K.; Nasirpour, Z. New Solvent Extraction Process of Nickel and Copper by D2EHPA in the Presence of Carboxylates. Transactions of the Indian Institute of Metals 2020, 73, 1053–1063. [Google Scholar] [CrossRef]
- Nadimi, H.; Haghshenas Fatmehsari, D.; Firoozi, S. Separation of Ni and Co by D2EHPA in the Presence of Citrate Ion. Metallurgical and Materials Transactions B 2017, 48, 2751–2758. [Google Scholar] [CrossRef]
- Abu Elgoud, E.M.; et al. Separation of cerium(IV) and yttrium(III) from citrate medium by solvent extraction using D2EHPA in kerosene. Chemical Papers 2020, 74, 2461–2469. [Google Scholar] [CrossRef]
- Abu Elgoud, E.M.; et al. Extraction of Some Rare Earth Elements (La, Pr and Er) from Citrate Medium Using D2EHPA in kerosene. Arab Journal of Nuclear Sciences and Applications 2019, 52, 74–85. [Google Scholar]
- Jafari, H.; et al. Solvent extraction of zinc from synthetic Zn-Cd-Mn chloride solution using D2EHPA: Optimization and thermodynamic studies. Separation and Purification Technology 2018, 197, 210–219. [Google Scholar] [CrossRef]
- Habibpour, R.; et al. Comparative study on Ce (III) and La (III) solvent extraction and separation from a nitric acid medium by D2EHPA and Cyanex272, Metallurgical Research & Technology 2018, 115. [Google Scholar]
- Mohapatra, P.K.; Raut, D.R.; Sengupta, A. Extraction of uranyl ion from nitric acid medium using solvent containing TOPO and its mixture with D2EHPA in room temperature ionic liquids. Separation and Purification Technology 2014, 133, 69–75. [Google Scholar] [CrossRef]
- Torkaman, R.; et al. Reactive extraction of cobalt sulfate solution with D2EHPA/TBP extractants in the pilot plant Oldshue-Rushton column. Chemical Engineering Research & Design 2017, 120, 58–68. [Google Scholar]
- Asadollahzadeh, M., M. Torab-Mostaedi, and M. Ghanadi Maragheh, Reactive extraction of cobalt sulfate solution with D2EHPA/TBP extractants in the pilot plant Oldshue-Rushton column. Chemical Engineering Research & Design: Transactions of the Institution of Chemical Engineers Part A 2017, 120, 11p.
- Sousa, C.D.; Nascimento, M.; Ferreira, I.L.S. Modeling of nickel extraction by D2EHPA in sulfuric media. Rem-Revista Escola De Minas 2011, 64, 447–452. [Google Scholar]
- Lin, L.; et al. Extraction studies of cobalt (II) and nickel (II) from chloride solution using PC88A. Transactions of Nonferrous Metals Society of China 2006, 16, 687–692. [Google Scholar]
- ZHANG, Y.; et al. Extraction of cobalt with P507 and preparation of cobalt oxalate powders by ethane diacid stripping. Journal of Central South University (Science and Technology) 2011, 2. [Google Scholar]
- Flett, D.S. Solvent extraction in hydrometallurgy: the role of organophosphorus extractants. Journal of Organometallic Chemistry 2005, 690, 2426–2438. [Google Scholar] [CrossRef]
- Kang, J.; et al. Recovery of cobalt sulfate from spent lithium ion batteries by reductive leaching and solvent extraction with Cyanex 272. Hydrometallurgy 2010, 100, 168–171. [Google Scholar] [CrossRef]
- Tanong, K.; et al. Recovery of Zn (II), Mn (II), Cd (II) and Ni (II) from the unsorted spent batteries using solvent extraction, electrodeposition and precipitation methods. Journal of Cleaner Production 2017, 148, 233–244. [Google Scholar] [CrossRef]
- Qiu, L.N.; et al. Application of a functionalized ionic liquid extractant tributylmethylammonium dibutyldiglycolamate ([A336][BDGA]) in light rare earth extraction and separation. Plos One 2018, 13. [Google Scholar] [CrossRef]
- Wang, Y.; et al. Microcapsules containing ionic liquid [A336][P507] for La3+/Sm3+/Er3+ recovery from dilute aqueous solution. Journal of Rare Earths 2016, 34, 1260–1268. [Google Scholar] [CrossRef]
- Fernandes, A.; Afonso, J.C.; Dutra, A.J.B. Separation of nickel(II), cobalt(II) and lanthanides from spent Ni-MH batteries by hydrochloric acid leaching, solvent extraction and precipitation. Hydrometallurgy 2013, 133, 37–43. [Google Scholar] [CrossRef]
- Fernandes, A.; Afonso, J.C.; Bourdot Dutra, A.J. Hydrometallurgical route to recover nickel, cobalt and cadmium from spent Ni–Cd batteries. Journal of Power Sources 2012, 220, 286–291. [Google Scholar] [CrossRef]
- Sarangi, K. Separation of copper, zinc, cobalt and nickel ions by supported liquid membrane technique using LIX 84I, TOPS-99 and Cyanex 272. Separation & Purification Technology 2008, 59, 6p. [Google Scholar]
- Parija, C.; Reddy, B.; Sarma, P.B. Recovery of nickel from solutions containing ammonium sulphate using LIX 84-I. Hydrometallurgy 1998, 49, 255–261. [Google Scholar] [CrossRef]
- Guimardes, A.S.; et al. Purification of concentrated nickel sulfuric liquors via synergistic solvent extraction of calcium and magnesium using mixtures of D2EHPA and Cyanex 272. Separation and Purification Technology 2020, 239. [Google Scholar]
- Xiong, P.; et al. High-efficient and selective extraction of vanadium (V) with N235-P507 synergistic extraction system. Chemical Engineering Research and Design 2017, 120, 284–290. [Google Scholar] [CrossRef]
- Zhang, F.; et al. Synergistic extraction and separation of lanthanum (III) and cerium (III) using a mixture of 2-ethylhexylphosphonic mono-2-ethylhexyl ester and di-2-ethylhexyl phosphoric acid in the presence of two complexing agents containing lactic acid and citric acid. Hydrometallurgy 2014, 149, 238–243. [Google Scholar] [CrossRef]
- Rao, M.J.; et al. Solvent Extraction of Ni and Co from the Phosphoric Acid Leaching Solution of Laterite Ore by P204 and P507. Metals 2020, 10. [Google Scholar] [CrossRef]
Scheme 1.
Synthesis schemes of QP-ILs.
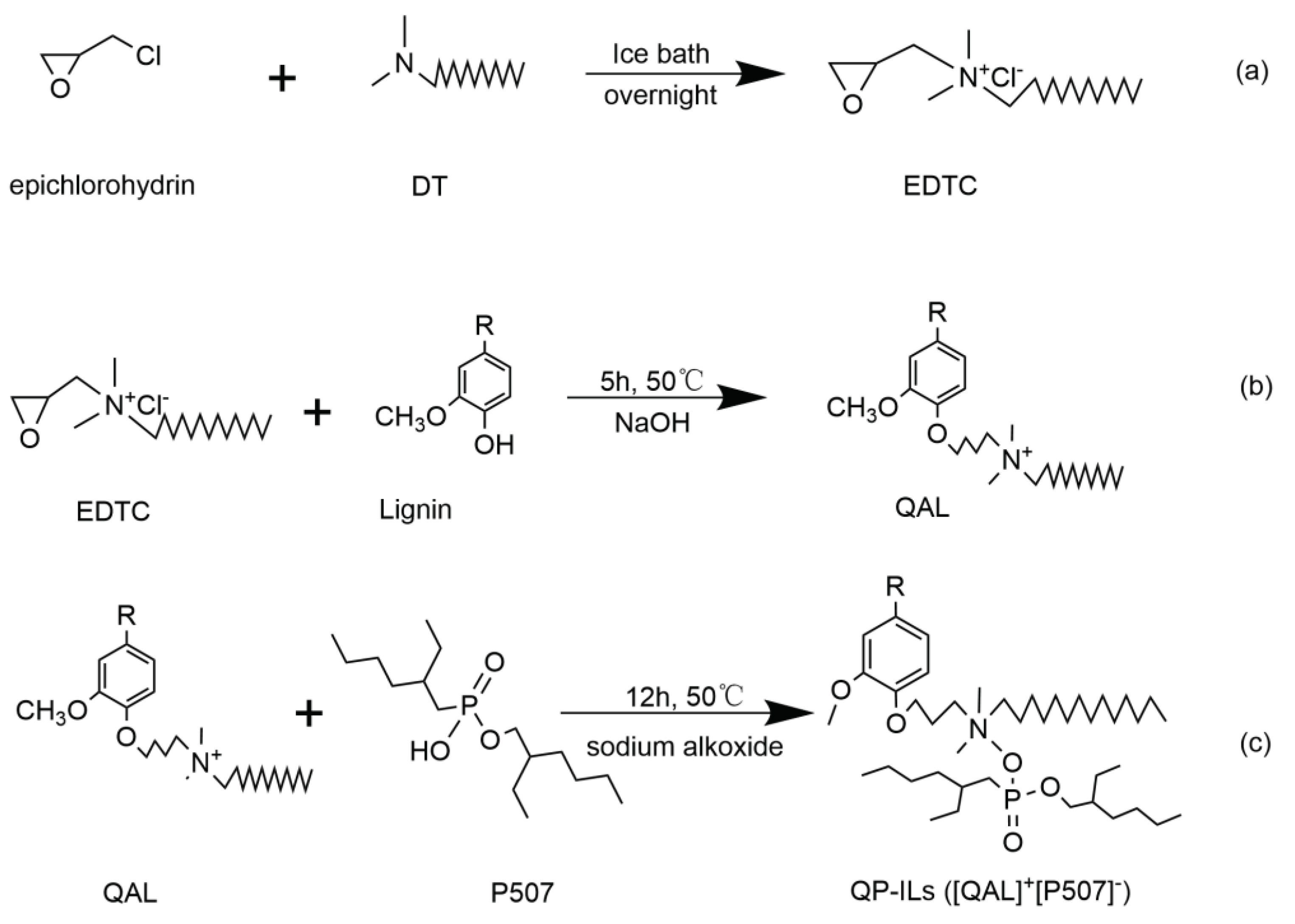
Figure 1.
FTIR analysis of lignin, quaternary ammonium lignin, ionic liquids. Characteristic stretching and vibration wave numbers are labeled(a= 3430 cm-1; b=2926 cm-1; c=2856 cm-1; d=721 cm-1;e=972 cm-1;f=1196 cm-1;g=1462 cm-1).
Figure 1.
FTIR analysis of lignin, quaternary ammonium lignin, ionic liquids. Characteristic stretching and vibration wave numbers are labeled(a= 3430 cm-1; b=2926 cm-1; c=2856 cm-1; d=721 cm-1;e=972 cm-1;f=1196 cm-1;g=1462 cm-1).
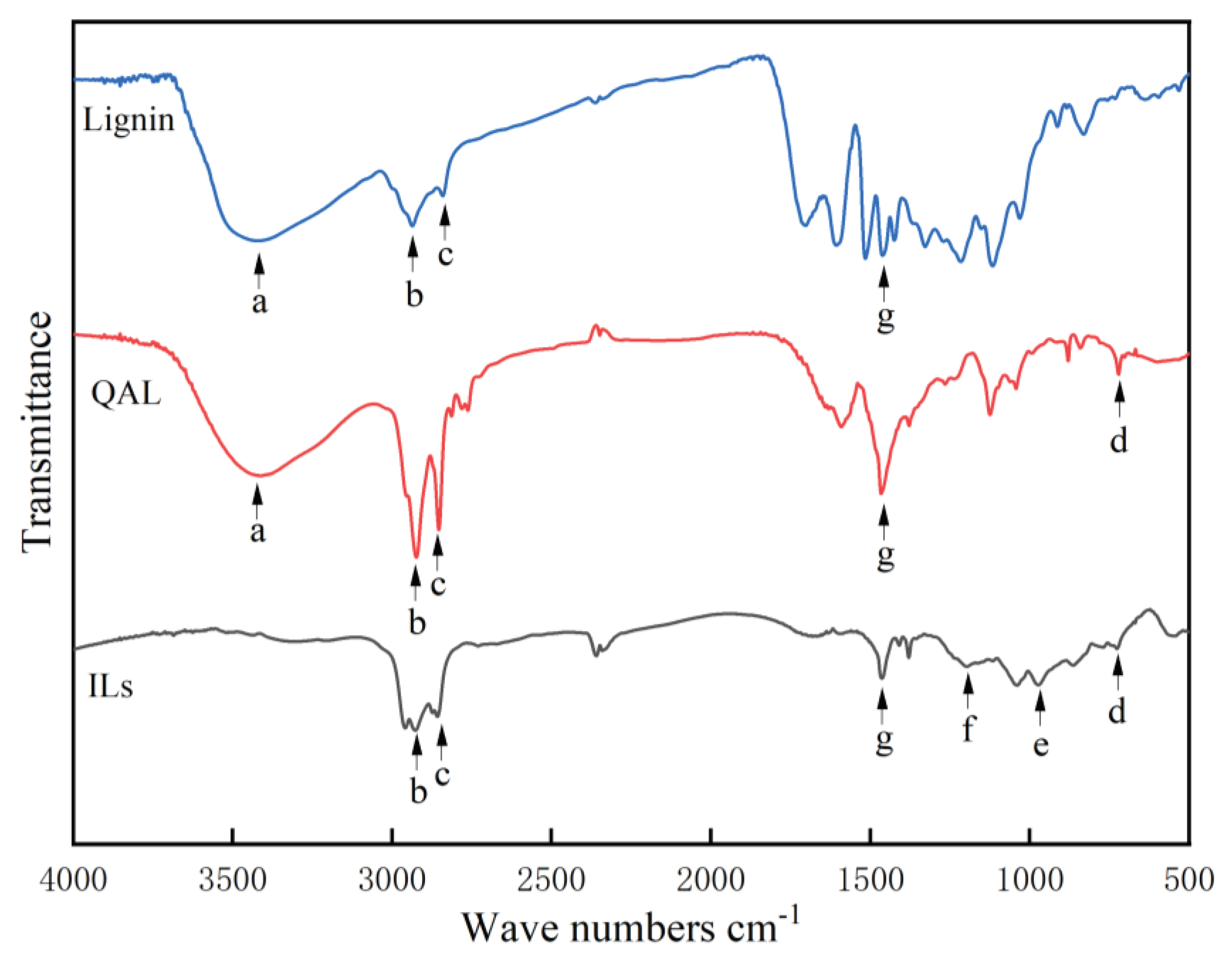
Figure 2.
1H NMR spectrum of QP-ILs in DMSO-d6.
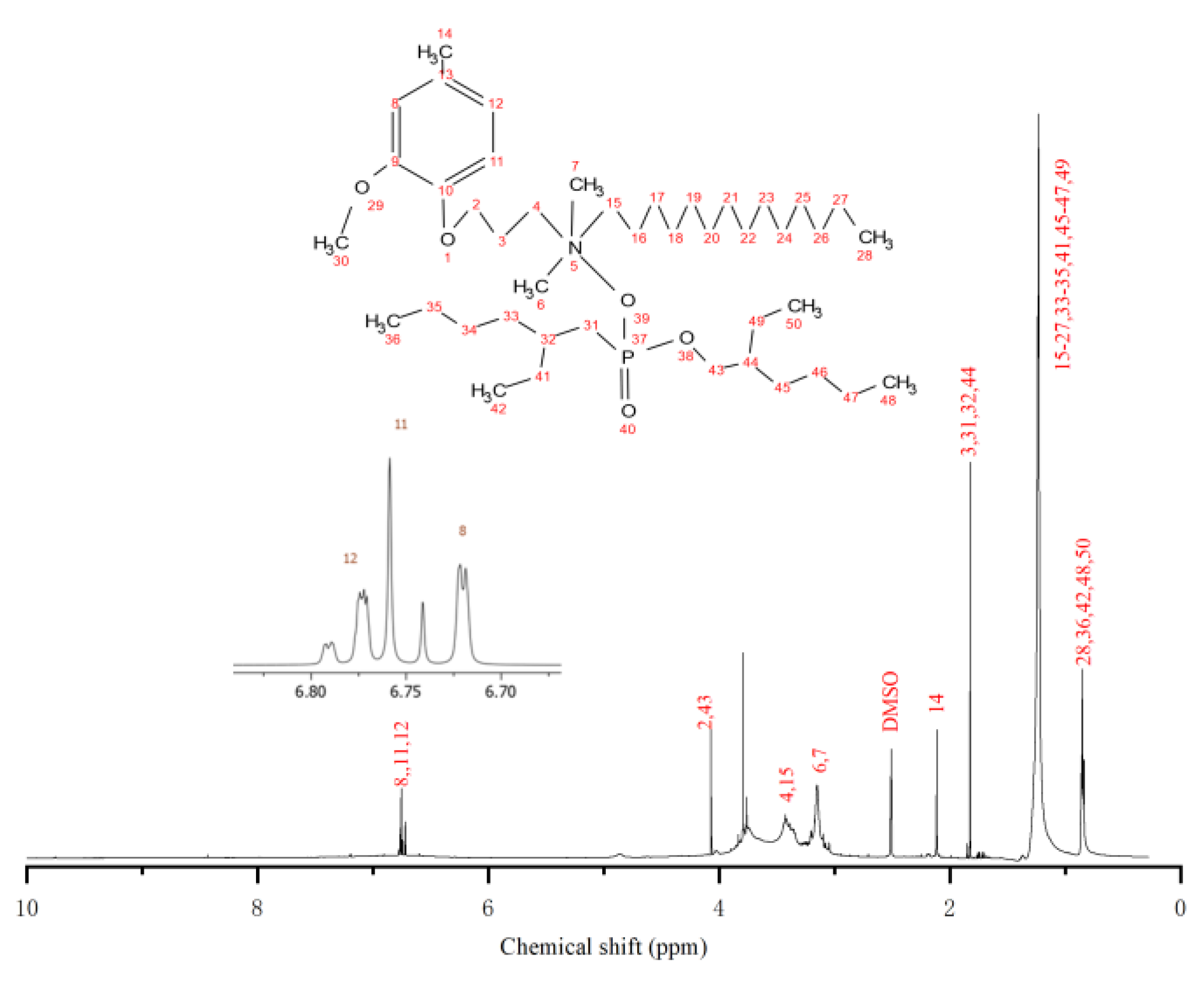
Figure 4.
Effect of time on extraction of Co and Ni
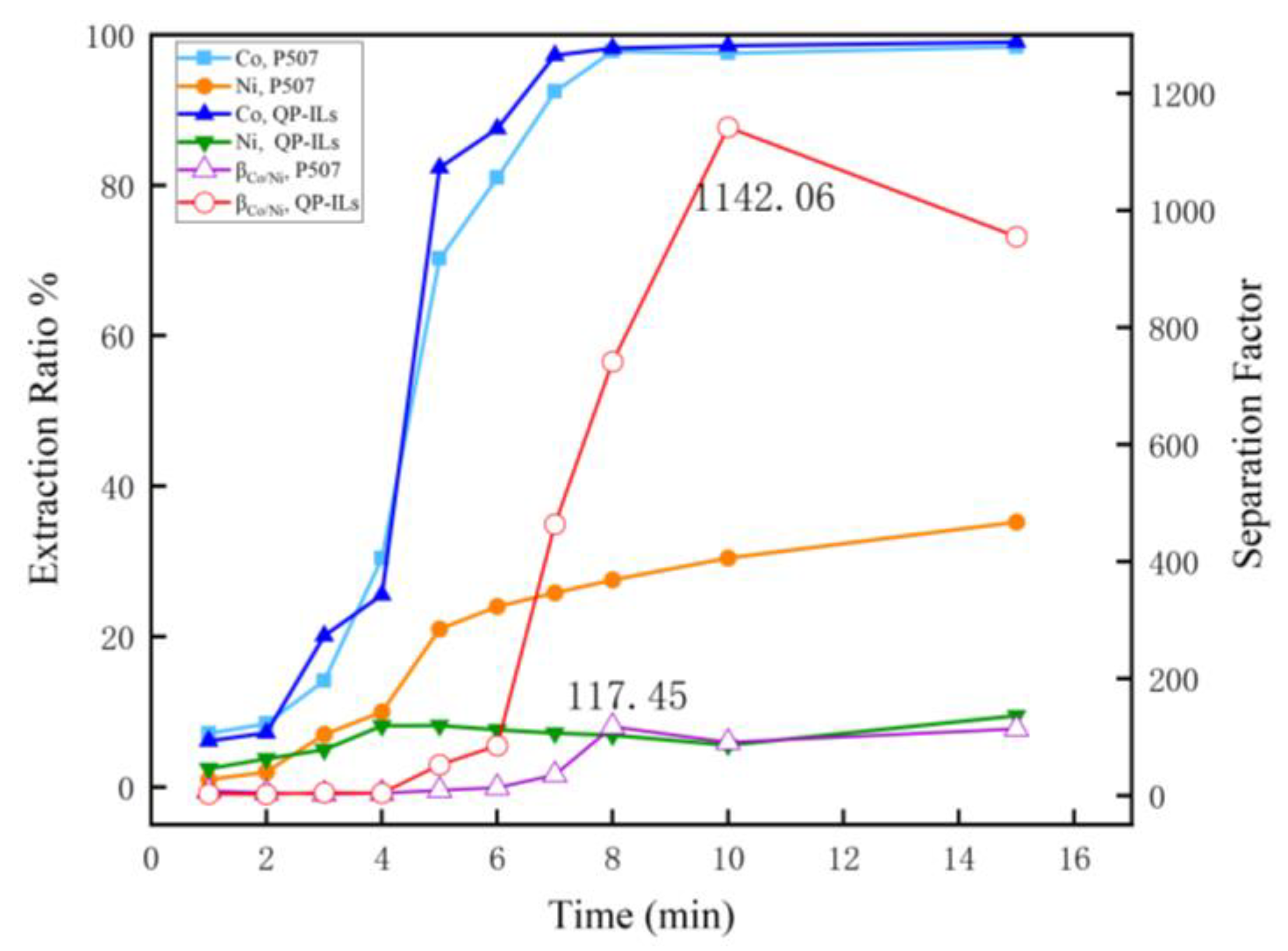
Figure 5.
Effect of temperature on extraction efficiency and separation factor
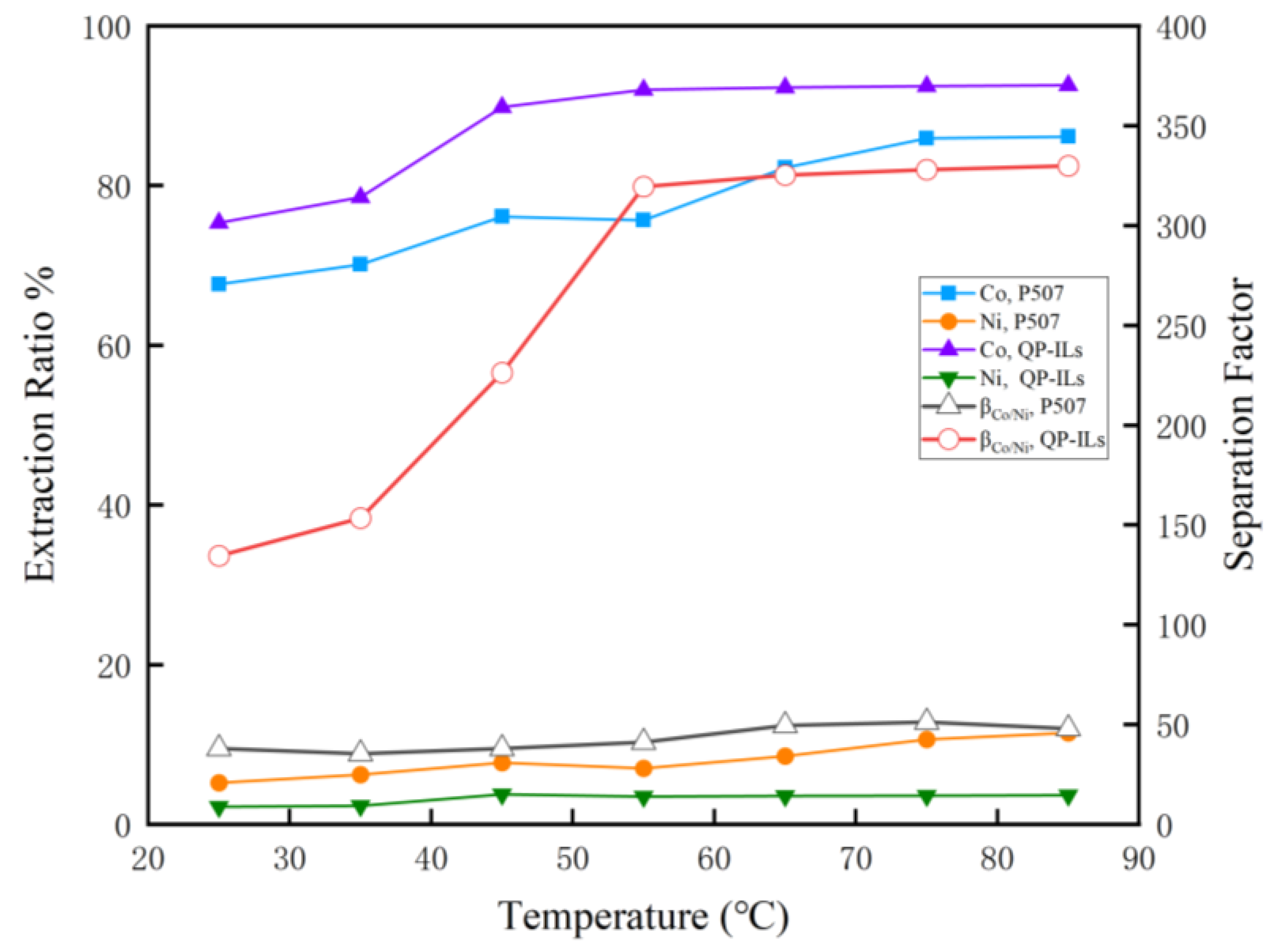
Figure 6.
Effect of equilibrium pH on extraction efficiency and separation factor
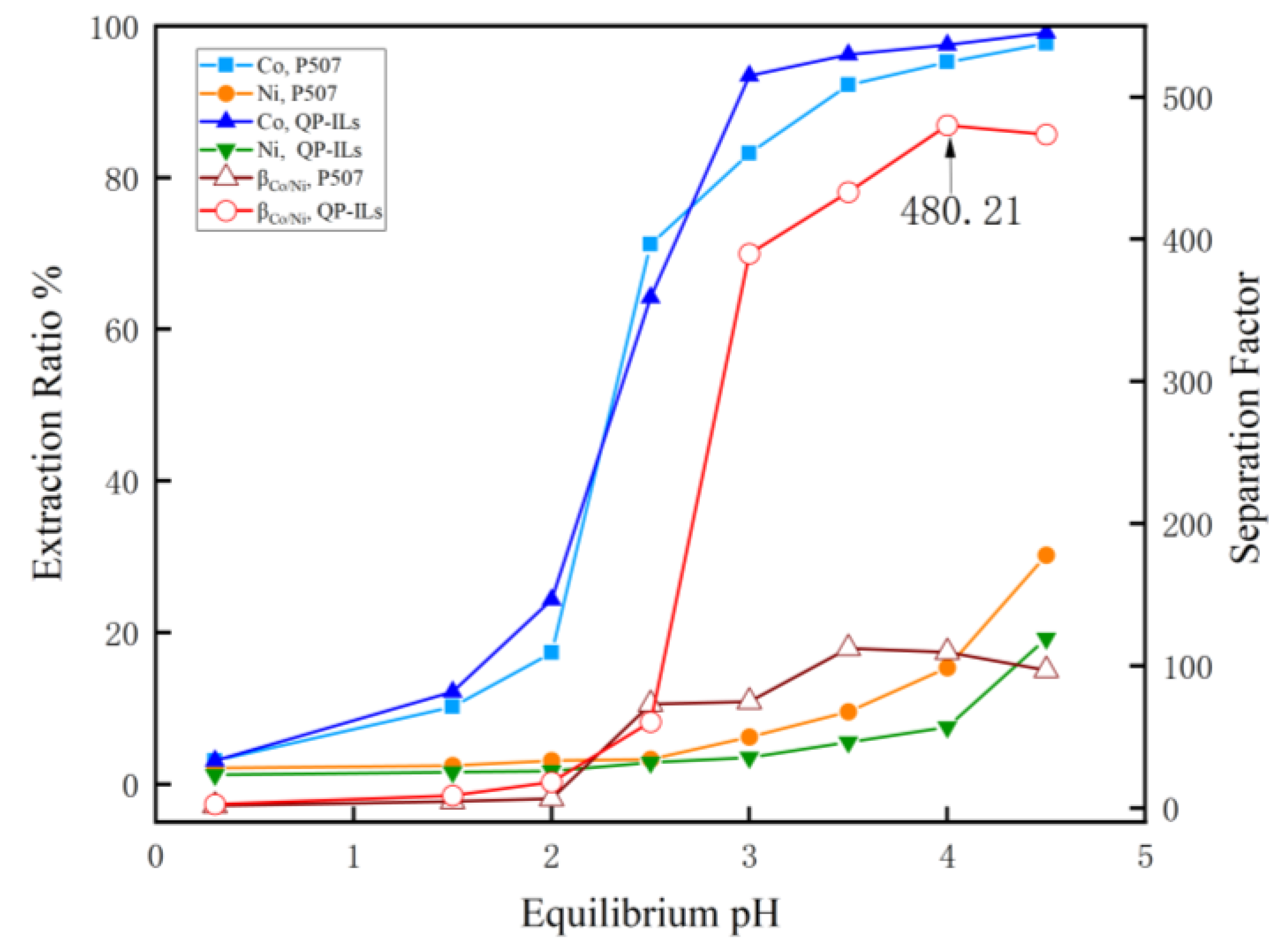

Table 1.
FTIR assignments correspondence.
| Wave numbers | Characteristic groups | |
|---|---|---|
| a | 3430 cm-1 | -OH hydroxyl group |
| b c |
2926 cm-1 2856 cm-1 |
C-H of long chain alkyl group |
| d | 721 cm-1 | C-N bond |
| e | 972 cm-1 | P-OH |
| f | 1196 cm-1 | P=O |
| g | 1462 cm-1 | phenolic ring |
| 1000 ~ 910 cm-1 | quaternary ammonium salt |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



