
Submitted:
20 March 2024
Posted:
20 March 2024
You are already at the latest version
Abstract
Biometric fingerprint identification hinges on the reliability of its sensors, however, calibrating and standardizing these sensors poses significant challenges, particularly in regard to repeatability and data diversity. To tackle these issues, we propose methodologies for fabricating synthetic 3D fingerprint targets, or phantoms, that closely emulate real human fingerprints. These phantoms enable the precise evaluation and validation of fingerprint sensors under controlled and repeatable conditions. Our research employs laser engraving, 3D printing, and CNC machining techniques, utilizing different materials. We assess the phantoms' fidelity to synthetic fingerprint patterns, intra-class variability, and interoperability across different manufacturing methods. The findings demonstrate that a combination of laser engraving or CNC machining with silicone casting produces finger-like shaped phantoms with high accuracy and consistency for rolled fingerprint recordings. For slap recordings, direct laser engraving of flat silicone targets excels and in the contactless fingerprint sensor setting, 3D printing and silicone filling provides the most favorable attributes. Our work enables a comprehensive, method-independent comparison of various fabrication methodologies, offering a unique perspective on the strengths and weaknesses of each approach. This facilitates a broader understanding of fingerprint recognition system validation and performance assessment.
Keywords:
Biometric
; Fingerprint
; Sensor
; Synthetic
; Phantom
; Standardization
; Validation
1. Introduction
Fingerprint recognition has emerged as a pivotal technology with broad applications spanning law enforcement, national security, mobile device authentication, and access control. Its reliability is underscored by the persistence of fingerprints over time, as evidenced by studies such as Monson et al. [1] and Yoon et al. [2]. Coupled with its high accuracy and cost-effectiveness [3], fingerprint recognition stands as a dependable biometric identifier.
However, ensuring the quality and consistency of fingerprint recognition systems presents significant challenges, particularly in calibrating and standardizing fingerprint sensors. Quality encompasses factors such as imaging fidelity, uniform distribution of gray values, contrast transfer function and more, crucial for precise recognition. Yet, evaluating these systems solely based on technical specifications overlooks factors such as fingerprint smearing during rolling or image stitching errors, necessitating a more comprehensive assessment approach incorporating a fixed ground truth for comparison with the recordings.
Two main measurement methodologies are commonly employed for evaluating fingerprint recognition systems. The first method involves human sampling, where real users are recorded using a previously certified device for comparative analysis [4]. While this approach allows for the measurement of quality features mentioned above, it suffers from selective bias in participant selection, rendering it non-repeatable, and misses a ground truth to compare to.
The second option utilizes standardized targets, which serve as benchmarks for sensor optimization and performance assessment [5]. These targets evaluate various technical aspects of the sensor [6], and certain targets are designed to generate fingerprint-like patterns, commonly referred to as phantoms in the biometric community. These targets can be tailored to represent a diverse range of users while adhering to a known ground truth for comparing recordings. Moreover, finger-like targets can replicate real-world scenarios, such as fingerprint smearing during rolled recordings. This comprehensive approach ensures consistent quality assessment of the sensor’s behavior across different scenarios.
When standardizing a fingerprint sensor, there are currently two internationally recognized standards to follow, along with various national standards such as the German Technical Guidelines [7]. The widely-used international standards include the Personal Identity Verification (PIV) procedures, catering to single-finger capture devices utilized for person verification [8], and the Appendix F standard [9], which qualifies devices for large-scale applications in person identification. Both standards employ different standardized targets, including Ronchi, sine wave, and other patterns. Additionally, to assess fingerprint image quality, device vendors must supply a set of recorded fingerprint images.
Similar to the evaluation of fingerprint recognition systems, the process of selecting participants for testing fingerprint sensors may introduce biases and fail to accurately represent the diverse range of individuals encountered in real-world scenarios. One solution to this issue is the use of standardized phantoms that mimic the features of real users, allow for precise comparisons against a ground truth and at the same time cover real-world use cases while adhering to data privacy constraints. This approach necessitates the large-scale creation of realistic synthetic phantoms, which serves as the motivation for this work.
The objective of this research is to innovate and evaluate various novel phantom manufacturing technologies comprehensively, focusing on their quality, cost-effectiveness, and suitability. This comprehensive approach of exploring and assessing diverse methodologies facilitates the integration of knowledge across manufacturing techniques. Consequently, these insights can be leveraged to fabricate high-quality phantoms tailored to the specific recording modality, thereby enhancing the efficacy of fingerprint sensor validation and in the future maybe also standardization.
Furthermore, generating substantial training data for machine learning models stands as another critical motivation for this research. Synthetic targets provide reproducibility and controllability, facilitating the creation of large datasets for effective training of machine learning algorithms. This, in turn, can bolster the development of more robust and accurate fingerprint recognition models. However, achieving this necessitates a scale-able, precise, and cost-effective production methodology for physical phantoms. An important caveat in this endeavor is the challenge of ensuring diversity within the dataset to encompass the full spectrum of possible fingerprints.
An additional imperative driving the need for synthetic targets is the inherent challenge of privacy and data security associated with the use of real fingerprint datasets. Synthetic targets alleviate concerns by providing a means to generate realistic fingerprint data without compromising the privacy of individuals.
The work is structured in the following way: First, we present related work both regarding synthetic fingerprint creation and physical fingerprint generation in subSection 1.1. Next, we describe the tools used to generate the 2D synthetic fingerprints in Section 2, followed by the detailed explanation of the different physical production methodologies in Section 3, describing laser engraving in Section 3.1, 3D printing in Section 3.2 and CNC machining in Section 3.3. After the methods section, we present the results of generating the 2D synthetic fingerprints in Section 7, the results of the physical processes creating the phantoms in Section 6 and finally the results of measuring the performance of those phantoms in Section 7. A discussion section in Section 8 follows and this work ends with a conclusion in Section 9.
1.1. Related Work
1.1.1. Synthetic Fingerprint Generation
In recent years, synthetic fingerprint generation has garnered substantial attention from researchers aiming to overcome challenges associated with small, proprietary databases and privacy concerns in fingerprint recognition research.
The necessity for large datasets in fingerprint recognition is crucial. Large datasets facilitate the training of models for matching fingerprints and enable more robust validation of results. Moreover, the diversity within these datasets is crucial for capturing the variability present in real-world scenarios, thereby ensuring the generalizability of developed algorithms.
Several notable publications have focused on generating synthetic fingerprint images using various algorithms and techniques [10,11,12,13,14,15]. However, a critical distinction lies in the fact that these existing publications primarily concentrate on simulating fingerprint images rather than physically creating synthetic fingerprint targets. To our knowledge, there has been little research conducted on the physical creation of synthetic 3D fingerprint targets, making this paper a pioneering endeavor in elucidating the intricacies of this process.
The motivation for the biometric community to explore synthetic fingerprint generators stems from inherent limitations in current fingerprint recognition systems, particularly the scarcity of publicly available fingerprint datasets. Well-known datasets, such as FVC [16], LivDet [17], and National Institute of Standards and Technology (NIST) Special Dataset 302 [18], present challenges due to their restricted identities and impressions per finger, hindering comprehensive research on critical topics such as training deep networks for fixed-length fingerprint embeddings [10,19]. Furthermore, the uncertain availability of the currently existing public datasets, marked by removals due to privacy regulations, adds another layer of complexity to fingerprint recognition research.
Pioneering the field, Cappelli et al. introduced SFinGe, a synthetic fingerprint generation approach that automates the creation of extensive fingerprint databases, crucial for the effective training, testing, optimization, and comparison of fingerprint recognition algorithms[12]. SFinGe emulates images acquired with electronic fingerprint scanners, providing a valuable resource for evaluating algorithms in online acquisition scenarios.
The approach of Wyzykowski et al. introduces high-resolution fingerprint information in the form of level three features and is build on top of a handcrafted fingerprint generator called Anguli [20]. Their hybrid approach combines Anguli with CycleGAN for realistic fingerprint synthesis.
The SynFi approach by Riazi et al. [11] introduces a novel method utilizing both Generative Adversarial Networks and Super-Resolution techniques for automatic high-fidelity synthetic fingerprint generation at scale. By emphasizing computational indistinguishability from real fingerprints, SynFi advances the realism of synthetic datasets, presenting a significant contribution to the field.
The Clarkson Fingerprint Generator, developed by Bahmani et al. is a Generative Adversarial Network-based tool for generating synthetic fingerprints [21]. Their approach addresses the shortage of publicly available, large-scale fingerprint datasets. Employing a multi-resolution and progressive growth training approach, the Clarkson Fingerprint Generator ensures the generation of high-quality fingerprint images. Moreover, the study demonstrates the model’s robustness by ensuring that no training information is leaked through rigorous matching of every synthetic fingerprint with bonafide ones.
PrintsGAN, proposed by Engelsma et al. has been instrumental in synthesizing a database of 525,000 fingerprints, each associated with multiple impressions [10]. A crowd-sourced evaluation attests to the realism of the dataset, showcasing improved performance on real fingerprint datasets, specifically in extracting fixed-length fingerprint representations.
Makrushin et al. employ a different approach [14], using minutiae patterns and basic fingerprint types with a pix2pix network to generate synthetic fingerprint data . By reconstructing fingerprints from pseudo-random minutiae and leveraging pix2pix networks, this work addresses privacy concerns while compensating for missing sample variability in real biometric datasets.
The SynCoLFinGer method, proposed by Priesnitz et al. [15], extends the landscape of synthetic fingerprint generation by introducing the capability to generate contactless fingerprint images. Unlike existing methodologies that primarily focus on simulating traditional contact-based fingerprints, SynCoLFinGer meticulously models and applies constituent components, including capturing conditions, subject characteristics, and environmental influences, to a synthetically generated ridge pattern using the SFinGe algorithm. This pioneering approach excels in producing diverse synthetic samples corresponding to a single finger and can be parameterized to generate contactless fingerprint images of varying quality levels. Notably, the method is the first of its kind to bridge the gap between synthetic generation and the emerging field of contactless fingerprint recognition. The resemblance of SynCoLFinGer’s synthetically generated contactless fingerprints to real fingerprints is confirmed through comprehensive evaluations, including an adapted NFIQ 2 algorithm assessing biometric sample quality and a state-of-the-art contactless fingerprint recognition system evaluating biometric utility. The inclusion of contactless modalities in the synthetic generation process marks a significant stride in expanding the boundaries of synthetic fingerprint generation, enhancing its applicability and relevance to evolving biometric technologies.
1.1.2. Physical Fingerprint Generation
Building upon the advancements and methodologies presented in synthetic fingerprint generators, it is essential to address the challenges and intricacies associated with the physical synthesis of fingerprint targets. While synthetic fingerprint generation has made significant strides in simulating intricate patterns and characteristics of human fingerprints, and the mechanical understanding of the human skin has matured [22,23], transitioning from digital simulations to tangible, physical entities introduces numerous challenges.
Achieving synthetic skin that mimics human skin’s elasticity and tactile properties remains crucial for realistic touch-based fingerprint replication. Recent research highlights potential materials, including gelatinous substances and elastomers, offering avenues to address these challenges [24,25,26].
Additionally, in recent years the field of 3D printing has witnessed remarkable advancements, revolutionizing various industries with its capabilities [27,28]. Notably, the evolution of low-cost 3D printers has democratized access to this technology, making it more accessible to researchers in different disciplines [29].
In tandem with 3D printing, laser engraving has emerged as a powerful industrial technology suitable for target creation [30,31]. In the context of fingerprint Presentation Attack Detection (PAD) using synthetic ridge patterns, laser engraving has already proven to be an effective tool [32]. In addition, more and more cost-efficient systems are available on the market. Similar to laser engraving, CNC machining is another process which is able to create precise target masters [33].
Expanding the arsenal of techniques for physical synthetic fingerprint generation, recent research introduces a novel approach using unconventional polycarbonate molding [34]. This method involves pressing human fingerprints onto solvent-softened plastic plates, such as polycarbonate chips, followed by casting with polydimethylsiloxane, a popular elastomer. The result is a flexible, micrometerscale detailed, reproduction of the fingerprint. These phantoms retain the exact 3D features of the ridge structure of the fingerprint, but do not keep the general 3D shape of the finger. This innovative bench-top method offers a practical and instrumentation-free means of mass reproducing microstructures with high fidelity, but lacks the overall 3D geometry of the finger and is limited to replicating real human fingerprints.
Another avenue of research focuses on projecting bonafide 2D fingerprint patterns with known characteristics onto a generic 3D finger surface using a state-of-the-art 3D printer [5,35,36]. The resulting physical 3D targets are fabricated with material similar in hardness and elasticity to human finger skin and are worn on a finger or above the hand. Experimental results demonstrate that these fabricated 3D targets can be imaged using commercial optical as well as capacitive, fingerprint readers. Additionally, the salient features in the 2D fingerprint patterns are preserved during the synthesis and fabrication of 3D targets. Importantly, intra-class variability between multiple impressions of the 3D targets captured using the optical fingerprint readers does not degrade recognition accuracy. However, the introduction of wearable fingerprint targets poses challenges related to repeatability when calibrating and evaluating fingerprint sensors, as it introduces the human element into the process chain. The intricacies of human-induced factors such as contact pressure, angle, and position present difficulties in precise control, hindering the automated upscaling of the calibration and evaluation process.
Moreover, the generation of physical fingerprints is closely linked to the creation of presentation attacks. In this context, artificial replicas known as Presentation Attack Instruments (PAIs) are utilized to deceive fingerprint capturing devices by mimicking fingerprint characteristics. These replicas can be crafted from a variety of materials such as gelatin, silicone, Body Double, different types of glue, or latex [37,38,39,40]. When targeting contact-based fingerprint capturing devices, it is essential that the PAI replicates the elasticity of real skin. Additionally, the PAI must meet criteria for persistence, allowing it to be used multiple times, while also being easy to assemble and cost-effective. Silicone and Body Double, in particular, are well-suited to fulfill these requirements [40].
In light of these challenges, this paper endeavors to navigate the complexities of physical synthetic fingerprint production, exploring innovative methodologies and approaches to overcome inherent limitations. By addressing these challenges head-on, we aim to contribute significantly to the standardization, reliability, and efficacy of fingerprint recognition systems, fostering advancements in both synthetic and physical realms of fingerprint technology.
2. Methods – Generating Synthetic Fingerprints
The generation of synthetic fingerprints was accomplished utilizing the Synthetic Fingerprint Generator (SFinGe) [12]. SFinGe is a software tool specifically designed for the synthesis of realistic fingerprint images. The synthetic fingerprints produced in this study aimed to encompass the full spectrum of major finger patterns, including left loops, right loops, arches, tented arches, and whorls.
The acquisition parameters in the SFinGe tool were set at a standardized 21.1 mm × 28.4 mm dimension with a resolution of 500 dots per inch (DPI). The fingerprint mask utilized maximal values to ensure the largest possible fingerprint representation. Pores were incorporated into the synthetic fingerprints and the ridge density was configured to its highest setting. Importantly, no scratches were introduced into the synthetic fingerprints during the generation process.
To optimize the character of the synthetic fingerprints, noise and prominence in the ridges were minimized. Additionally, no background was incorporated into the synthetic fingerprints, maintaining focus on the fingerprint patterns themselves.
After the synthetic fingerprint images were created, we needed to increase the image resolution since the manufacturing methods are more precise than 500 dpi or even 1000 dpi. For this, we first enhanced the image using a Gabor filter bank consisting of 8 orientation filters, followed by a threshold based binarization. In the next step, we converted the image into a vector graphic by using the path tracing capabilities of Inkscape. The resulting image can be used to generate fingerprint phantoms with an arbitrary image precision.
3. Methods – Generating Synthetic 3D Targets
This section outlines the diverse methods employed for generating synthetic 3D phantoms. From laser engraving, a technology renowned for its precision in replicating fine details, to advanced 3D printing techniques and finally CNC machining, each method is meticulously explored. The subsequent subsections delve into the details of the material specific processes.
3.1. Laser Engraving
Laser engraving offers a precise and controlled method for ablating intricate patterns, closely mimicking the unique ridges and details of human fingerprints. This technology excels in reproducing fine details, allowing for the creation of high-fidelity physical fingerprint targets and molds.
For the process of creating phantoms, two different methodologies were tested. We instructed the company Seprinto1 to laser engrave the target structures into elastomer plates. Second, the company Pulsar Photonics2 was instructed to use an aluminum half pipe as an intermediary step to create a mold, which we then filled with silicone but could be filled with an arbitrary filling substance to create the phantom.
The direct laser method for imprinting fingerprint patterns onto flat materials costs approximately €200 per fingerprint phantom. When considering the aluminum half pipe, the cost includes both setup expenses to configure the machinery and manufacturing costs for repeated production. The setup fee amounts to roughly €8000, with a manufacturing cost of about €1000 per fingerprint phantom.
3.1.1. Elastomer Target
To assess the suitability of a specialized elastomer for fingerprint target creation, two test samples with an early version of the synthetic fingerprint were lasered from plates also provided by Seprinto, a company known for producing printing plates for banknotes using this material. The lasering process involved specifying a penetration depth of 100 , and the laser operated at a resolution of 5080 dpi. The elastomer plates were delivered in two distinct qualities, both with polyester support material, as shown in Table 1:
These elastomer plates were selected based on their varying thickness and hardness properties to investigate their impact on the quality and robustness of the ridge line pattern. The early version of the synthetic fingerprint was only binarized but not upscaled, constraining the resulting phantom to a resolution of 500 dpi. The result of the laser engraving can be seen in Figure 1.
After the elastomer plates were lasered to create the fingerprint target master, the next step involved preparing them for use on fingerprint sensors. To facilitate this, the elastomer targets were cut from the stripe, carefully bent and then applied to a cylindrical wooden target holder. Because of the elasticity of the elastomer material, the bend is only temporary and when removing the targets from the target holder, they transition back into their flat shape. The wooden holder, with a diameter of 20 mm, served as a stable platform for the elastomer targets, ensuring consistent and repeatable placement during the evaluation process. The result can be seen in Figure 1.
3.1.2. Silicone Target
In addition to the elastomer targets, two different silicone plates were used as a substrate for the fingerprint target creation by directly lasering the target fingerprint into the silicone plates. The first was purchased from the company Gospire and the laser engraved phantom is shown in Figure 2. It is a 1.8mm thick silicone training skin for tattoo artists, and the second was manufactured in-house, which is shown in Figure 2.
For the in-house creation of the silicone plate, we used the Dragon Skin 10 Fast silicone and Silc Pic color pigments to achieve a light skin tone, as outlined in the manufacturer’s process. After the silicone was mixed and degassed using a vacuum chamber, it was poured onto a glass plate, with additional spacers positioned to determine the thickness (also 1.8 mm). A second glass plate was used to press down on the silicone before the curing process to create a flat surface with consistent depth. In order to ensure a uniform and constant distance between the two glass plates during the curing process, the second glass plate was weighted. The Dragon Skin 10 Fast silicone used in this process has a processing time of approximately 20 - 25 minutes and cures after about 4 hours.
Due to the airtight sealing formed between the glass plates during compression of the silicone, separating the plates can be challenging. To facilitate the separation, we used compressed air. The procedure involves directing a compressed air gun to a point where silicone seeps out from the gap between the plates, attempting to introduce air between the plates and the silicone. This technique simplifies the detachment process, ensuring the integrity of the silicone plates for subsequent applications.
3.1.3. Aluminum Half Pipe Mold
An alternative method for generating high-precision fingerprint samples is to create a negative mold using an aluminum tube. The inside of the tube bears the negative image of a fingerprint, engraved using a laser, allowing for the reproduction of detailed fingerprint patterns. The aluminum tube, specifically an EN-AW 6063 alloy, was partly cut into halves with a length of 300 mm, an outer diameter of 23 mm, and an inner diameter of 20 mm. Approximately 20 mm of the complete tube remained at one end to facilitate gripping by the rotating device of the laser during engraving, as illustrated in Figure 3. Note that the tube had to be sanded down to a little less than 180° to allow for the laser to reach the edge of both sides.
To create the mold, a plug can be inserted into the tube to create the rounded tip and cylindrical finger shape. This plug can be 3D printed using cheap, conventional 3D resin printers. During casting of the silicone, the plug is inserted on one side and secured on the other side with a rubber band, with the filling openings for the casting material located on the top. See Figure 3 for a rendering of the plug.
3.2. 3D Printing of Resin Mold
A different processing approach involves 3D printing a mold. This method centers around creating a 3D model of the mold, with a key step being the delineation of ridge lines in the fingerprint pattern. This is accomplished by projecting a ridge line texture onto a cylindrical 3D structure, featuring a spherical apex. Then, vertices on the elevated segments of the ridge line hills are extruded along their face normals, resulting in the formation of the 3D ridge line pattern. To achieve this, we employ the ABF++ algorithm [41], integrated into the 3D modeling software Blender3 to project the 2D fingerprint texture onto the 3D finger mesh. It’s worth mentioning that this was the sole method where we could project the fingerprint pattern onto the rounded fingertip.
When creating a mold, it’s critical to ensure a seamless separation process between the mold and the final phantom, necessitating the refinement of ridge lines and avoidance of pixel rasterization to mitigate adhesion at sharp edges. This optimization entails upscaling the fingerprint texture (see Section 2 or Figure 7) and the introduction of a secondary texture into the extrusion process. This second texture is an identical ridge line texture with added Gaussian blur (kernel size of pixels) to create a smooth ridge line edge.
The mold architecture is designed as a two-part system, with each component housing half of the finger bisected along the longitudinal axis. This design facilitates the amalgamation of disparate components, yielding a fingertip phantom endowed with a different fingerprint pattern on both the anterior and posterior aspects of the digit. This allows us to create two distinct fingerprint recordings using a single phantom that is rotated.
Additionally, the mold encompasses two apertures on the side distal to the fingertip, serving as ingress points for silicone infusion. Positioned between these apertures is the target holder fixture, affording secure immobilization to the target holder. This target holder can be grabbed by a robotic arm or human operator. This fixture preserves the central positioning of the target holder within the final fingerprint target, thereby mitigating variations in finger-to-bone distance and ensuring uniform elasticity.
Note that the processing of a mold instead of a target directly allows for a variety of different filling materials. We considered both Gelafix Kryolan as well as silicone.
Our study additionally encompasses the evaluation of two distinct 3D printing methods. Firstly, we harnessed the in-house ES2 Elegoo Saturn 2-8K resin printer, leveraging Masked Stereolithography (MSLA). In parallel, the Stereolithography (SLA) printer service offered by Alpine3D GmbH constituted the second modality. While both MSLA and SLA constitute stereolithography approaches utilizing a vat of photo-reactive liquid resin selectively exposed to light, their difference lies in the light source employed. SLA adopts a precision laser for resin curing, whereas MSLA relies on a digital screen, typically an LCD, for the selective solidification of liquid resin into the desired 3D configuration.
The cost of the 3D resin printing of the fingerprint mold differs between the two options. Using the in-house ES2 Elegoo Saturn 2-8K resin printer leads to a material cost of under one euro per mold and an acquisition cost of around 500€ for the printer. Using the printing service of Alpine3D costs 3000€ for configuration of the sensor and 50€ per mold afterward.
The results demonstrate the performance of the ES2 Elegoo Saturn 2-8K resin printer with an early rendition of the finger mold model (Figure 4) and the Alpine3D GmbH SLA service employing the finalized mold model (Figure 4). Refinements in the latter iteration include a heightened uniformity in ridge length depth at the border regions, an adaptable mold half-connection framework facilitating arbitrary concatenation, and an augmented depth in the target holder fixture to preclude potential artifacts arising from liquid entrapment in the fingertip mold. Noteworthy is the transparent manifestation of the final mold, mitigating undesired interactions between color particles in the resin and the silicone filling.
During mold creation, limitations in the acquisition area of the synthetic fingerprint at a resolution of 500 dpi restrict the effective area of the phantom with a fingerprint pattern. To enable testing a full nail-to-nail unrolling scenario, the full fingerprint area is utilized by mapping the synthetic fingerprint image to the fingerprint master, disregarding scaling. The spherical tip of the target master necessitates stretching in the mapping process, as conformality and equiareality cannot be simultaneously maintained, as described by Carl Friedrich Gauß in his Theorema Egregium [42]. The ABF++ algorithm of [41], based on angle-based flattening, is employed for 2D-to-3D mapping, resulting in minimal stretching.
To address the sensitivity of template comparison algorithms to scaling changes, fingerprint target measurements are conducted and recordings scaled accordingly. This approach not only eliminates variability in template comparison scores due to different shrinkage behaviors of various filling materials but also ensures accurate and consistent evaluations for the projected fingertip area. See Section 4.5.1 for more details.
3.2.1. Filling – Kryolan Gelafix
Gelafix is a special effects material used for creating skin effects and prosthetics produced by Kryolan4. It is a skin-friendly material designed to simulate severe burns and other lesions. Gelafix Skin, for example, is breathable and offers a natural appearance for actors. In the context of crafting fingerprint phantoms, Gelafix serves as a dynamic filling material within the mold structure. It has to be heated until it melts, in order to use it as a liquid filling material. In practice, this can be done using a microwave for a few seconds or other heat sources like an oven or a water bath.
3.2.2. Filling – Silicone
We utilize Dragon Skin silicons, a platinum-cure liquid composition known for its application in various fields, including movie special effects, production molds, medical prosthetics, and anthropomorphic robotic hands [43].
Table 2 outlines key properties for Dragon Skin 10 Fast, Dragon Skin 20, and human skin, offering a comparative basis for evaluating their suitability [36,44,45,46,47,48].
The Shore A hardness of Dragon Skin 10 Fast is lower than the range of 20-41 observed in human skin [46,47], while Dragon Skin 20 falls at the lower end of this range. The Shore A hardness of the human skin demonstrates a broader spectrum, encompassing the characteristics of the dermis, epidermis, and subcutaneous tissues, contributing to the dynamic nature of the human fingertip. But when considering the fingertip in itself, the soft fat in the subcutaneous tissue below the hypodermis, results in a softer, more gel-like response than even the softer Dragon Skin variant [43,49].
The preparation of the silicone involves a three-minute mixing process of both silicone components. Silc Pig silicone color pigments are introduced to enhance the visual authenticity of the silicone phantoms [44]. Following mixing, the mass undergoes degassing in a vacuum chamber for approximately 1-2 minutes at a pressure of 0.1 bar. This degassing step ensures the removal of air from the mixture, preventing the formation of gas bubbles during the filling process and, consequently, minimizing imperfections in the final fingerprint target.
To address potential biases associated with darker skin tones, the option to incorporate darker skin color pigments is given through the selection of the specific Silc Pig color pigments. This option is more relevant for contactless fingerprint sensors, because the influence of skin tones on a fingerprint image captured using fingerprint scanners based on frustrated total internal reflection (FTIR) methods plays a subordinate role.
The release agent, Ease Release 200, is applied from a distance of 20 cm onto the mold and allowed to dry for approximately 30 minutes. Dimethyl Ether/1,1 -difluoroethane serves as the solvent carrier for Ease Release 200 [50]. Subsequently, both mold halves are securely fastened with clamps and robust rubber rings. The degassed silicone mixture is then poured into the mold, incorporating a target holder, and left to cure for a duration of 24 hours.
We used the Dragon Skin 10 Fast for the filling of the Alpine3D GmbH printed mold and the Dragon Skin 20 for the filling of the previous generation of the mold, printed via the ES2 Elegoo Saturn 2-8k.
3.3. CNC Machining of Aluminum Master Target & Filling
This section describes the CNC machining process for master targets, which encompasses four distinct phases: Milling the aluminum master, surface enhancement through sandblasting, creation of a negative with silicone and finally, filling the negative with soft silicone.
The Fraunhofer Institute for Applied Optics and Precision Engineering 5 was tasked with producing 5 master bodies. All 5 master bodies share an identical basic geometry, manufactured from 20 mm diameter aluminum alloy 6061 round bars using a 5-axis CNC milling machine (HSC 20 linear, Sauer) and hyperMILL CAD/CAM software. The patterns on the master targets are a checkerboard structure, vertical Ronchi lines, horizontal Ronchi lines, rings, and the same synthetic fingerprint target as in the first version of the 3D printing process. All targets except for the fingerprint have a period of 1 mm.
The costs for generating further master targets, using the setup established creating the 5 master targets, is around 1000€ per new master target.
3.3.1. Milling the Aluminum Master
The first stage involved securing the round bar vertically with the back facing upwards. An 8 mm end mill flattened the back surface, followed by milling the outer cylinder to a diameter of 19.2 mm, maintaining a 0.1 mm deviation. The same end mill was used for both operations. Subsequently, a 5 mm end mill created the longitudinal groove within the open pocket on the back. The inner pocket itself was milled using an 8 mm end mill, inserted from above. Finally, the outer cylinder was finished to its final diameter of 19.1 mm. Edges of both the open pocket and the back were chamfered to complete this stage. The backside of a target can be seen in Figure 6. The groove with the open pocket on the back can be used by a robotic arm to grab the targets.
The second stage focused on milling the microstructure. To maintain dimensional accuracy and ensure consistent depth around the cylinder circumference, this stage was performed on the same milling machine and with the same clamping setup as the initial stage. This eliminated the need for re-clamping, which could introduce potential inaccuracies. The size of the micro-tool used was carefully chosen to match the smallest existing structure on the master body: 0.4 mm for Ronchi lines and ringes, 0.2 mm for the fingerprint, and 0.1 mm for the checkerboard.
Before milling the microstructure, we created a horizontal groove (Ronchi line) on a test part with the intended micro-tool. This groove served as a reference for calibrating the feed rate. The depth deviation of the groove from the target was meticulously measured using a microscope (or alternatively, a stylus instrument). This measured deviation was then incorporated as a feed correction within the path planning software, ensuring precise control during the actual microstructure milling process.
The final stage involved sawing off the round bar on the CNC milling machine. The final hemisphere was then produced on a separate CNC turning machine, utilizing the sawn-off end as the starting point. Furthermore, also the other side is sawn-off to reduce the length of the target master.
3.3.2. Surface Enhancement through Sandblasting
Following the milling process, the aluminum master can optionally undergo sandblasting. This technique is employed to refine the surface texture, optimizing it for pattern projection-based 3D sensors and therefore making it directly usable for presenting to contactless fingerprint scanners. The goal is to reach a root mean square deviation of the assessed profile (Rq - ISO 4287-1996 section 4.2.2) of 1-10 . Figure 6 shows the sandblasted Ronchi rings sample.
3.3.3. Creation of a Negative with Silicone
The next step in the replication process is creating a negative mold. We again use Dragon Skin 10 Fast, applying the same preparation technique as described in Section 3.2.2 to ensure a bubble free cast, except for leaving out the color pigments. First, we use a plastic cylinder with a diameter of 32 mm and a thickness of ≈1 mm that is placed on a solid baseplate. A hot-glue gun is used to create a sealing between the base and the cylinder, and also between the target master and the base. The opening of the master target, which can be used by a robot to grab the target, is sealed off using duct tape. Before pouring the silicone onto the master target, the release agent described in Section 3.2.2 is used to improve the separability between the cylinder and the mold. After filling the mold, the silicone is left to cure overnight.
3.3.4. Creation of a Positive with Silicone
The last phase in the phantom creation process involves filling the negative mold with a soft silicone material. This step results in the creation of the final fingerprint target. We use the same Dragon Skin 10 Fast material that was used for the negative also for creating the fingerprint phantom, handling it with the same methodology as described in Section 3.2.2. Also, a release agent is used to help with the separability between the two silicons.
4. Methods - Measuring Devices
4.1. Profilometer
For quality checks of created fingerprint targets a Keyence 3D-Profilometer (Control device VR-5000, measure head VR-5200) is used to capture 3D profile data via structured light illumination technology [51,52]. In addition, the device has different optical and digital magnifications available. For 12x magnification (23.513 ) the manufacturer declares a lateral accuracy of 5.0 and 2.5 of the axial accuracy, if the sample is not moved in z-direction to capture the complete target, otherwise the axial resolution is declared as 4.0 . If the magnification () is used with the profilometer, the lateral accuracy increases to 2 .
Data analysis is conducted using the associated software version 3.3.14.84. Depending on the target under analysis, various processing steps can be executed. For instance, when examining flat silicone samples, the software can compensate for material waviness or unwarp cylindrical targets. However, the profilometers’ software has limitations regarding the unwrapping of cylindrical structures. Instead of fully unrolling the cylinder, the software only corrects the distance from the surface of the underlying cylinder to the sensor. This limitation becomes evident in Figure 20 through Figure 21, where the line/structure width in the profile diminishes towards the edges. Had the software accounted for the 3D geometry, the line/structure width should have remained consistent throughout.
Based on the processed images, valuable information regarding structure width, structure depth, edge structure, and surface roughness can be extracted.
4.1.1. Image Processing Workflow
As mentioned before, different samples may require different image processing steps. In the following, the general processing steps are described, followed by a process specific description:
- 1.
- compensation of the general samples tilt
- 2.
- compensation of the samples waviness, e.g. originating from gluing step, especially for the flat samples or take the geometry of the sample into account, e.g. unwrap / unroll the cylindrical fingerprint target
- 3.
- definition of the reference height for relative height measurements
For the estimation of material shrinkage while aging, the cylindrical unwarp function of the software is used. By selecting the fingerprint target area a cylindrical fit over the object is performed, where the user gets the cylindrical diameter as a parameter.
4.1.1.1. Elastomer Targets
The elastomer targets introduced and described in Section 3.1.1 are detached from the cylindrical target holder for subsequent flattening during profilometer measurements. Initially, a cropping process is employed to eliminate sections of the measurement exhibiting the greatest height disparity, typically observed at the interface between the elastomer and the profilometer stage. Following this, an integrated function is utilized for surface correction, specifically employing the remove the wave option with a correction strength set at 10 out of 20. This procedure ensures the attainment of a flat representation of the elastomer strip while retaining the checkerboard and fingerprint structures intact.
4.1.1.2. Silicone Plate Targets
The silicone plate targets discussed in Section 3.1.2 are affixed to a flat metal sheet to ensure the attainment of as flat a silicone surface as possible. However, in the color-coded height information, indentations arising from the adhesive used for attachment are noticeable. Although these dents are identified, their impact is considered negligible during height profile analysis, which is conducted in a region adjacent to the dents.
Initially, any remaining tilt in the targets is corrected. Subsequently, an integrated function for surface shaping correction, utilizing the remove the wave option with a correction strength set to 20 out of 20, is applied to the 3D profile. This process aims to achieve a flat representation of the silicone plate while preserving the fingerprint structure. Finally, the relative reference height is established to complete the procedure.
4.1.1.3. Finger-Like Targets
To acquire the height of finger-like targets, they are placed unfixed on the profilometer. Since the targets contain a rod like target holder, an initial tilt adjustment is necessary. In the first step, the targets are aligned along the vertical axis, followed by the application of the implemented cylindrical surface shape correction. Similar to other targets, the relative height of the target is determined visually, based on the lowest structure observed on the target.
4.2. Greenbit Dactyscan 84c
The Greenbit DactyScan 84c, developed by Thales Cogent6, is an optical live fingerprint reader equipped with a large sensor area. Its capabilities extend to the capture of 4-slap and 2-thumbs fingerprints, allowing for the collection of all 10 fingerprints using the 4+4+2 method. The device further facilitates the capture of single rolled and flat fingerprints. For this study, rolled recordings of the phantoms are considered.
The DactyScan 84c is certified by the FBI as being compliant with the FBI IAFIS IQS CJIS-RS-0010 (V7) Appendix F standard. It is also compliant with ANSI/NIST-ITL-1-2007, ANSI/NIST-ITL-1-2000, and ISO/IEC 19794-4 standards.
4.3. Microscope
For investigating the surface quality of the material as well as ridge line density and ridge line shape we use the Vision Engeneering Dynascope Stereo Lynx, with which we can reach a pixel resolution of around 3.5 / pixel. We use a precise Ronchi calibration target with a 1mm per cycle line density from the company Applied Image Inc. to calibrate our measurements.
4.4. NFIQ 2 Analysis of Phantoms & Synthetic Fingerprints
To measure the visual quality of the synthetic 2D fingerprint images as well as the recorded phantom impressions, we utilize the NIST Finger Image Quality version 2.2.0 (NFIQ 2) as a benchmark [53]. NFIQ 2, a standardized tool, quantitatively evaluates image quality using quality features based on the orientation certainty level, minutiae quality, ridge line uniformity and more, as defined in ISO/IEC 29794-4:2017.
It was designed and trained for plain fingerprint recordings. Nonetheless, since plain fingerprint recordings and rolled fingerprint recordings share a similar set of features, we assume that the NFIQ 2 is indicative of the visual quality also of rolled fingerprint recordings.
We generate NFIQ 2 scores for synthetic images and compare them with rolled impressions from corresponding finger phantoms.
4.5. End-to-End Fidelity
Fidelity reflects the degree of the samples’ similarity to its source [54]. In our setting, the generated 2D fingerprint represents the source and the sample is the recorded fingerprint from the corresponding phantom.
To comprehensively assess the end-to-end fidelity of the synthetic finger phantoms, we execute a pre-processing that finds the optimal scaling values for correcting potential shrinkage and distortions in the 2D to 3D warping process. In the next step, template comparison scores between the 2D synthetic input image and the rolled recording of the fingerprint phantom are calculated. These template comparison scores are calculated using 3 different matchers. More details are given in subSection 4.5.2.
4.5.1. Pre-Processing
An important step in preparing the recordings for the matching procedure is to homogenize their scaling, since minor deviations of the scaling can lead to significant changes in their matching performance.
To homogenize scaling, we scale fingerprint recordings in the x and independently in the y direction and calculate template comparison scores with the corresponding fingerprint ground truth for each scaling value. This way, we can quantify the quality of the selected scaling values using the template comparison scores.
We select the current scaling values using a simple grid search algorithm. For this, we sample 50 points for scaling along the x direction and 50 points for scaling along the y direction, resulting in 2500 possible combinations per image.
The starting points of the grid and the end points of the grid are chosen such that the template comparison score maxima sits roughly in the middle of the grid.
We repeat this grid search for all phantom recordings for all phantom types. In the next step, we select the 10 scaling values with the highest template comparison scores per recording. These top 10 values are then employed to calculate a weighted average of the corresponding 10 best scaling values for a given recording, where the template comparison scores serve as weights. This results in optimal scaling parameters along the x- the y-axis for a given recording. Also, the quality of the identified scaling value can be measured by the average template comparison score of the 10 values used in the calculation. Then, the weighted average of the scaling values over all recordings of a given fingerprint phantom type is calculated and the quality of the scaling values (mean of template comparison score of the previously taken 10 best scaling values) is used as weights for the calculation of the average. The resultant x and y scaling values are deemed optimal for a given phantom type and are applied to correct the recorded rolled fingerprint samples.
Additionally, we calculate the standard deviation over the quality of the scaling values and average over different recordings of the same fingerprint phantom type. A low standard deviation indicates that the template comparison scores for the 10 best scaling values are very similar, therefore the scaling had less influence on the outcome.
For calculating the template comparison scores, we use the state-of-the-art commercially available automated fingerprint identification system IDkit from Innovatrics [55].
4.5.2. Matcher Comparison
After the optimal scaling values are calculated, we utilize three distinct methodologies for calculating end-to-end fidelity template comparison scores. Firstly, the state-of-the-art commercially available automated fingerprint identification system IDkit from Innovatrics [55].
Secondly, the well-established open-source NIST Biometric Image Software (NBIS) distribution, with Mindtct for Minutiae extraction and Bozorth3 for matching[56]. All experiments were conducted using the default parameters without any optimizations, like minutiae quality threshold adaptations.
Finally, a combined open-source fingerprint recognition system is adopted, utilizing FingerNet [57] for minutiae extraction and SourceAFIS [58] for pairing and scoring. It should be noted that the original algorithm uses minutiae quadruplets, i.e. additionally considers the minutiae type (ridge ending or bifurcation). Since minutiae triplets are extracted by the used minutiae extractors, the algorithm has been modified to ignore the type information since the SourceAFIS system does not support this information.
For all three cases, higher score values indicate a high similarity between the rolled recording of the fingerprint phantom and the 2D synthetic input image.
4.6. Intra-Class Variability of 3D Target Impressions
Beyond evaluating end-to-end fidelity, we assess the intra-class variability of individual fingerprint phantoms. This involves comparing multiple recordings of the same phantom type using the three template comparison tools mentioned in SubSection 4.5.
Furthermore, we extend the assessment of intra-class variability to different manufacturing methodologies, investigating the phantom interoperability. This includes calculating template comparison scores for rolled recordings of phantoms created using laser engraving on an aluminum half pipe and comparing them with samples created via laser engraving on silicone samples. Additionally, we determine the intra-class variability of phantoms produced using a 3D printed resin mold, where we compare silicone against Gelafix as a filling material.
5. Results – Generating Synthetic Fingerprints
We created multiple versions of synthetic fingerprints. The first, early version had a restricted image region focused only on the central area around the fingerprint core. It was used in the laser engraving of an elastomer sample. We noticed that for other processing methodologies, we require a larger fingertip section of the fingerprint. Therefore, in the next iteration, we created a fingerprint sample with a larger mask that contained more information on the fingertip. This version was used for the laser engraving of both silicone samples, and for the laser engraving of the aluminum half pipe mold. In the next step, we noticed that the core was placed on the spherical part of the fingertip for the case of the 3D printed mold, which is untypical for a real fingerprint. For the next iteration, we kept the larger mask, but chose a lower core position. This image was used for the first generation of the 3D printed resin mold. In the last batch of synthetic fingerprints, we generated one fingerprint for each fingerprint class, except the twin loop type [59] which is often labeled as whorl [60,61]. Those images are used in the second version of the 3D printed resin mold.
The result of the upsampling process can be seen exemplary in Figure 7, which shows the generated fingerprint sample used in the production of the second version of the 3D printed resin mold with the right loop fingerprint pattern. The resulting vector graphic can be used for arbitrary precision in the production process.
6. Results – Generating 3D Targets
6.1. Laser Engraving
6.1.1. Elastomer Target
The direct laser engraving of the elastomer material created a flat fingerprint phantom that can be wrapped around a cylindrical finger model to simulate the 3D finger shape. The thinner version of the elastomer material (0.95 mm) behaves preferable when compared to the thicker version (1.42 mm), because of the stiffness of the material which resists the bending around the wooden finger model. Nonetheless, even the thin material was too stiff to create an impression rolling it on the sensor, because it required a lot of force to create a visible impression on the sensor. Therefore, we placed the fingerprint phantom flat on the acquisition area on the sensor and used the wooden finger model to put pressure on one part of the phantom. We then rolled the wooden finger model above the phantom, simulating the rolling process.
When analyzing the fingerprint phantom surface using the Vision Engineering Dynascope Stereo Lynx, we noticed that the ridge lines thickness appears to vary locally, as seen in Figure 12, but investigating this effect with the profilometer, the effect appeared to be an optical one with little impact on the 3D ridge structure.
Examining the laser-engraved early version of the synthetic fingerprint using a profilometer reveals two distinct observations. Firstly, it exposes the limitations of the ground truth data, which was originally utilized at a resolution of 500 dpi, evident in the pixelated edges of the laser-engraved fingerprint. Secondly, it highlights unnaturally strong width variations within the ridges and valleys. The height disparity between neighboring ridges and valleys measures at (refer to Figure 8), while the estimated width of a valley is approximately (refer to Figure 8).
Alongside the synthetic fingerprints, a checkerboard pattern is engraved into the elastomer material. By averaging fourteen minimum and maximum measurements, the average depth of the checkerboard is determined to be 121.6 (refer to Figure 9).
The width analysis of the structure reveals variations in the widths of the upper and lower segments, as well as the increasing and decreasing shoulders (refer to Figure 9). Direct comparison between the shoulders indicates that the increasing shoulder measures longer at , compared to the decreasing shoulder at . This discrepancy directly affects the widths of the upper and lower segments of the checkerboard structure. Specifically, the upper plateau appears wider, measuring at , in contrast to the lower plateau which measures at .
Both measurements, conducted on both the checkerboard structure and the synthetic fingerprint, exhibit deviations from the anticipated engraving depth of . These deviations surpass both the error margin of the depth measurement and the axial accuracy of the profilometer under the employed 12x magnification. Another probable source contributing to the disparity from the expected structure depth could be attributed to image processing aimed at rectifying tilt and waviness within the elastomer stripes.
6.1.2. Silicone Target
The same manufacturing methodology of directly laser engraving the fingerprint pattern into the target material, creating the fingerprint phantom in one step, was tested on silicone plates as well. We used both the Gospire silicone, which is artificial skin created for tattoo artist, and the Dragon skin 10 Fast based in-house made silicone plates. Both are approximately 1.8 mm thick. The result of the laser engraving process can be seen in Figure 12 for the Gospire silicone and in Figure 12 for the in-house silicone. The most obvious difference between the two is the coloring of the ridges in the Gospire silicone. This is an effect of the laser, which appears to have burned the surface. Both silicone plates show a very homogeneous ridge thickness, and a clear separation of ridge line and valley.
To analyze the silicone plates based phantoms, measurements with the 3D-Profilometer are performed with the 40x lens and the manufacturer predefined setting for high resolution acquisitions.
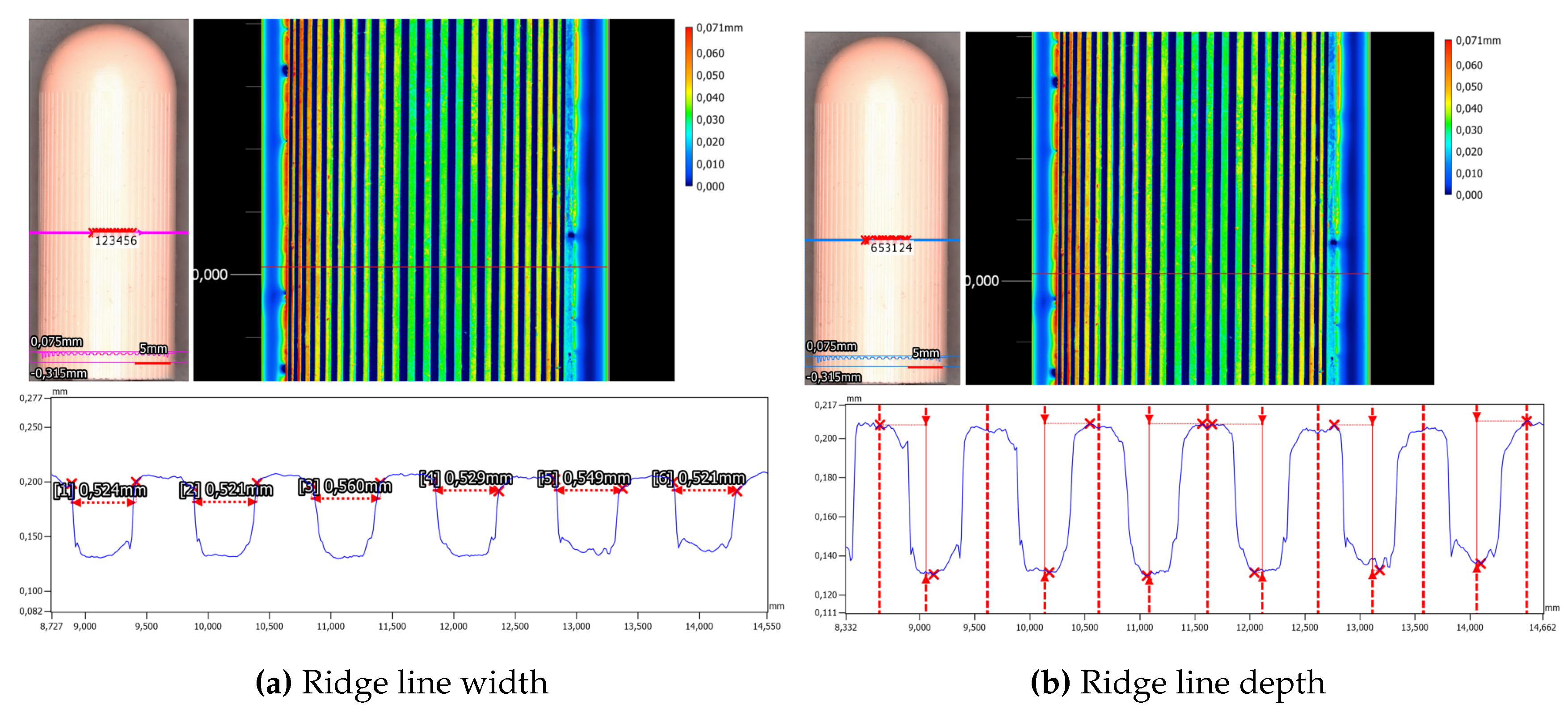
On the Gospire silicone plate over seven nearly parallel laser engraved valleys, a ten lines thick profile plot is measured. For each valley the depth of the valley is measured via the maximum height difference in a hand-selected interval, from the beginning of a ridge to the beginning of the next ridge (see Figure 10). In total, the mean depth is . In a similar manner the valley width for this target is calculated to be (see Figure 10).
The in-house manufactured Dragon Skin 10 Fast silicone plate exhibits slight deviations in characteristics, particularly concerning valley depth and width. The mean depth of valleys in the Dragon Skin 10 Fast silicone plate measures at (refer to Figure 11), while the mean valley width averages (refer to Figure 11). Notably, distinguishing the beginnings and ends of ridges and valleys in the Dragon Skin 10 Fast material proves challenging. Unlike the Gospire silicone plate, the edges in Dragon Skin 10 Fast appear more rounded, complicating the estimation of structural boundaries (compare profiles in Figure 10 and Figure 11). Furthermore, a cross-shaped artifact is prominently visible in the Dragon Skin 10 Fast silicone, evident in the color-coded height image of the target, introduced during the laser engraving process.
The evaluation of both the in-house created Dragon Skin 10 Fast silicone based samples and the commercially available Gospire silicone based sample indicates that the laser engraving method is highly precise overall. In both materials, it is possible to create fingerprint-like structures that closely match the physiological parameters of fingerprint structures in terms of size.
However, there is a discrepancy in the valley depth of both materials compared to the target depth of 100 . This difference may arise from variations in laser power calibration, resulting in different depths in the silicone material aimed at achieving the 100 depth. Notably, the two investigated silicones exhibit distinct characteristics when processed by laser engraving, as evidenced by differences in the shapes of the valleys and the more plateau-like ridges observed in the Gospire silicone.
6.1.3. Aluminum Half Pipe Mold
The second method for crafting fingerprint phantoms via laser engraving employs a two-stage process. Initially, the negative is engraved into a mold material, typically aluminum in our case, which serves as the foundation for producing the final phantoms by filling the mold. Silicone was employed as the filling material in our study. Figure 12 showcases the laser-engraved aluminum mold. The ridge line thickness of the mold precisely mirrors the synthetic fingerprint image, presenting a uniform surface. However, during the engraving of the cylinder, a processing artifact emerged in the form of an offset along a line in the longitudinal finger axis. This offset manifests as a sharp edge in the ridge lines, stemming from variability in the cylindrical aluminum half cylinder.
These artifacts persist in the final fingerprint phantom and are discernible in the captured rolled fingerprints. Figure 12 displays the final fingerprint phantom, illustrating the offset of the ridge lines along a horizontal line in the middle of the image.
For evaluation purposes, the horizontal lines introduced during the laser engraving process are pivotal. Their presence interrupts the ridge lines, generating new minutiae, which can pose challenges for quality and matching processes reliant on minutiae. Nevertheless, it remains feasible to create fingerprint-like structures with a ridge-valley height distance measuring and a valley width of .
6.2. 3D Printing of Resin Mold
During the creation of the 3D printed resin mold, we observed the emergence of artifacts. Figure 17 shows an exemplary artifact in the form of a hole. This propagated to the filling process and led to artifacts on the final phantoms. Additionally, further imperfections related to scale and surface shift or tilt may occur. As described in Section 3.2, we adapted the 3D model and outsourced the printing process, resulting in a more precise, reliable and artifact free mold form, which can be seen in Figure 17.
6.2.1. Gelafix Filling
The first material we used to fill the mold with was Kryolan Gelafix, which is available in different colors. It resulted in a fingerprint phantom with a pronounced ridge line structure, which can be seen in Figure 17. However, an extensive amount of small holes covers the fingerprint area, originating from in the material embedded air bubbles. Those are small enough to not infer with Minutiae based template comparison, but could be problematic when considering level 3 features like sweat pores.
After repeated usage of the fingerprint phantom on the fingerprint scanner, we observed a deformation of the fingerprint phantom. Furthermore, extensive shrinkage occurred, resulting in a 17.2% shrinkage in cylinder diameter after 6 months. In addition to the shrinkage, the elasticity of the material decreased. This meant that rolling the fingerprint phantom on the fingerprint sensor was hampered, because only a small area of the fingerprint touched the sensor at the same time.
Figure 14.
This figure shows top down captures of created Gelafix based fingerprint targets at different days. From left to right, day 0, day 1, day 4 and after approximately 6 months. The corresponding diameters of fitted cylinders can be looked up in Table 3 Scale bar 5 mm.
Figure 14.
This figure shows top down captures of created Gelafix based fingerprint targets at different days. From left to right, day 0, day 1, day 4 and after approximately 6 months. The corresponding diameters of fitted cylinders can be looked up in Table 3 Scale bar 5 mm.
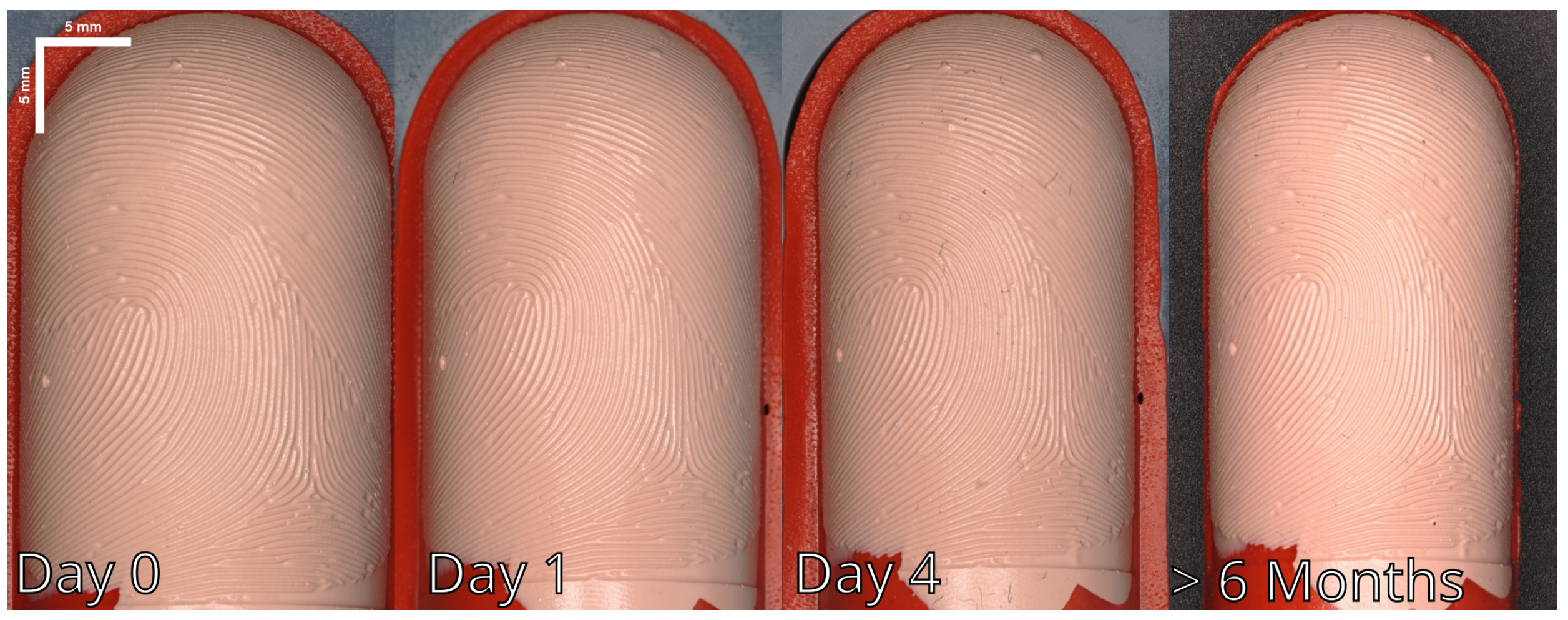
Figure 15.
Top down capture of a fresh Gelafix sample created using the in-house ES2 Elegoo Saturn 2-8K resin printer. The yellow/purple line highlights the area selected for measuring the height profile.
Figure 15.
Top down capture of a fresh Gelafix sample created using the in-house ES2 Elegoo Saturn 2-8K resin printer. The yellow/purple line highlights the area selected for measuring the height profile.
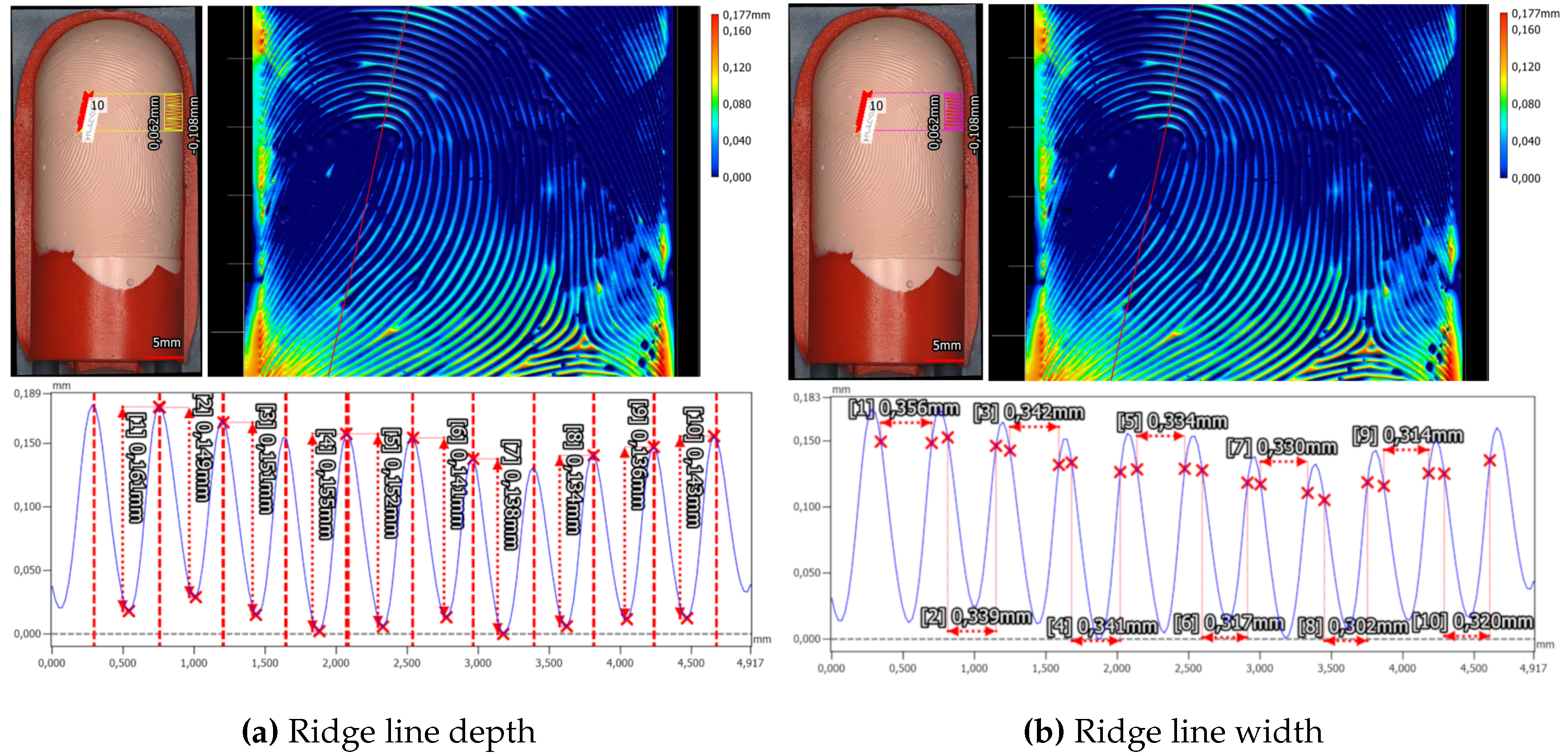
Figure 16.
Top down capture of an approximately 6 months old Gelafix sample created using the in-house ES2 Elegoo Saturn 2-8K resin printer. The cyan/yellow line highlights the area selected for measuring the height profile.
Figure 16.
Top down capture of an approximately 6 months old Gelafix sample created using the in-house ES2 Elegoo Saturn 2-8K resin printer. The cyan/yellow line highlights the area selected for measuring the height profile.
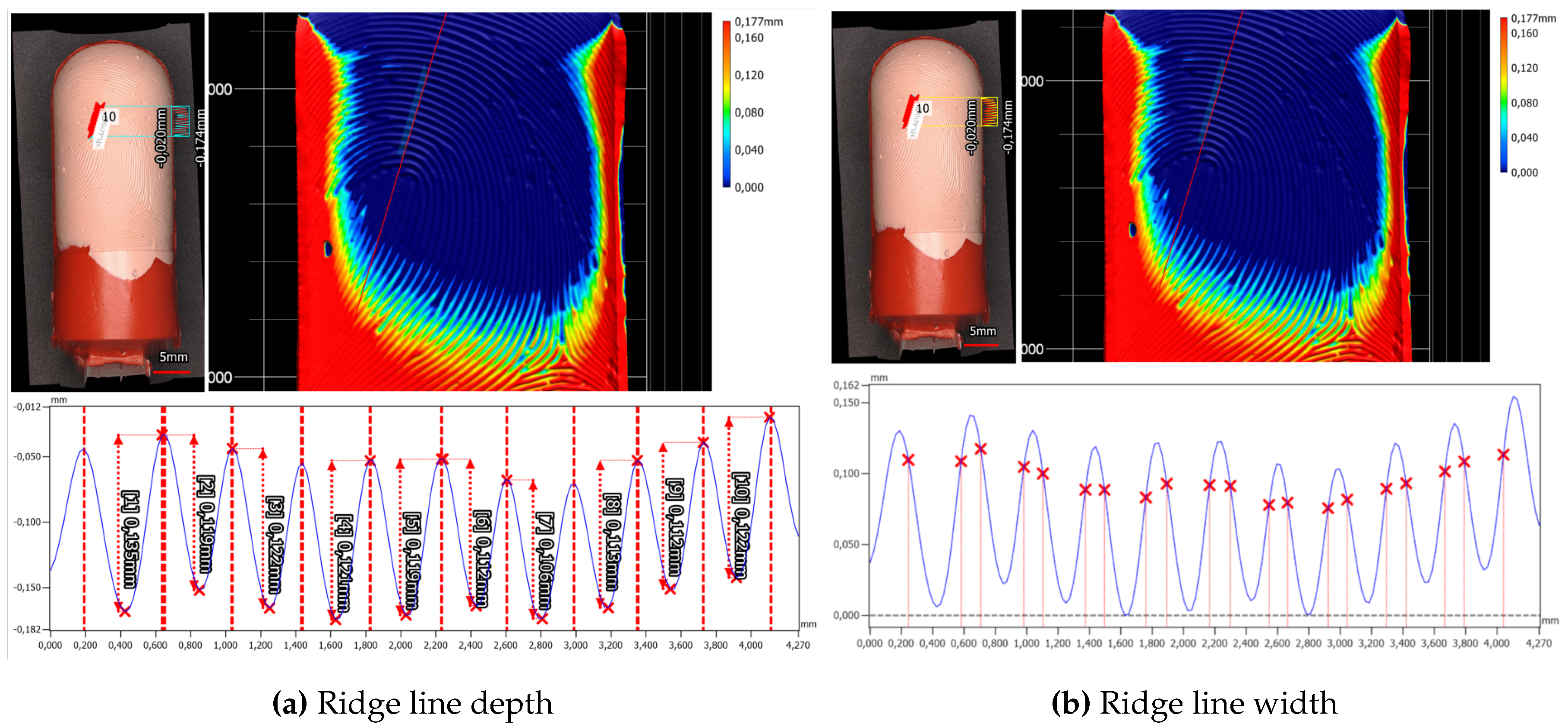
In addition to the expected overall shrinkage of the cylinder diameter over time, it comes as no surprise that the discrepancy in height between ridges and valleys, as well as the width of the valleys, also diminishes. On the initial production day (Day 0), the average ridge-valley height disparity measures , with the mean valley width at . After approximately six months of aging under ambient conditions, the ridge-valley height decreases to , while the valley width decreases to . With a reduction of for the height difference and for the valley width, these results closely correspond to the globally estimated shrinkage of the cylindrical diameter. Therefore, it is reasonable to assume that the decrease in both overall size and microstructured features is consistent.
6.2.2. Silicone Filling
Compared to Gelafix filling, Dragon Skin 10 Fast filling exhibits a significantly lower shrinkage, measuring less than 0.1% according to the manufacturer’s data sheet 7. Our own assessment, involving the creation of a mold from master targets followed by casting with Dragon Skin 20A and subsequent measurement of the average microstructure dimensions, yields an estimate of less than 1% change in size attributable to the process. Moreover, the silicone retains its softness even after a five-month period and exhibits no signs of deformation. Figure 17 illustrates the silicone filling for the initial resin-printed mold, while Figure 17 depicts the silicone of the second version resin-printed mold. Notably, the silicone phantom produced from the Alpine3D GmbH SLA service-printed resin mold is devoid of artifacts.
Only for the whorl fingerprint type, we noticed a problem with the ridge line depth. The recorded fingerprint impressions show two vertical
Figure 17.
3D printed resin molds and fingerprint phantoms. Create with the ES2 Elegoo Saturn 2-8K resin printer (ES2) or the Alpine3D GmbH SLA service (ALP).
Figure 17.
3D printed resin molds and fingerprint phantoms. Create with the ES2 Elegoo Saturn 2-8K resin printer (ES2) or the Alpine3D GmbH SLA service (ALP).

Figure 18.
Finger phantom cast with Dragon Skin 10, while using the 3D resin printed mold by Alpine 3D.
Figure 18.
Finger phantom cast with Dragon Skin 10, while using the 3D resin printed mold by Alpine 3D.
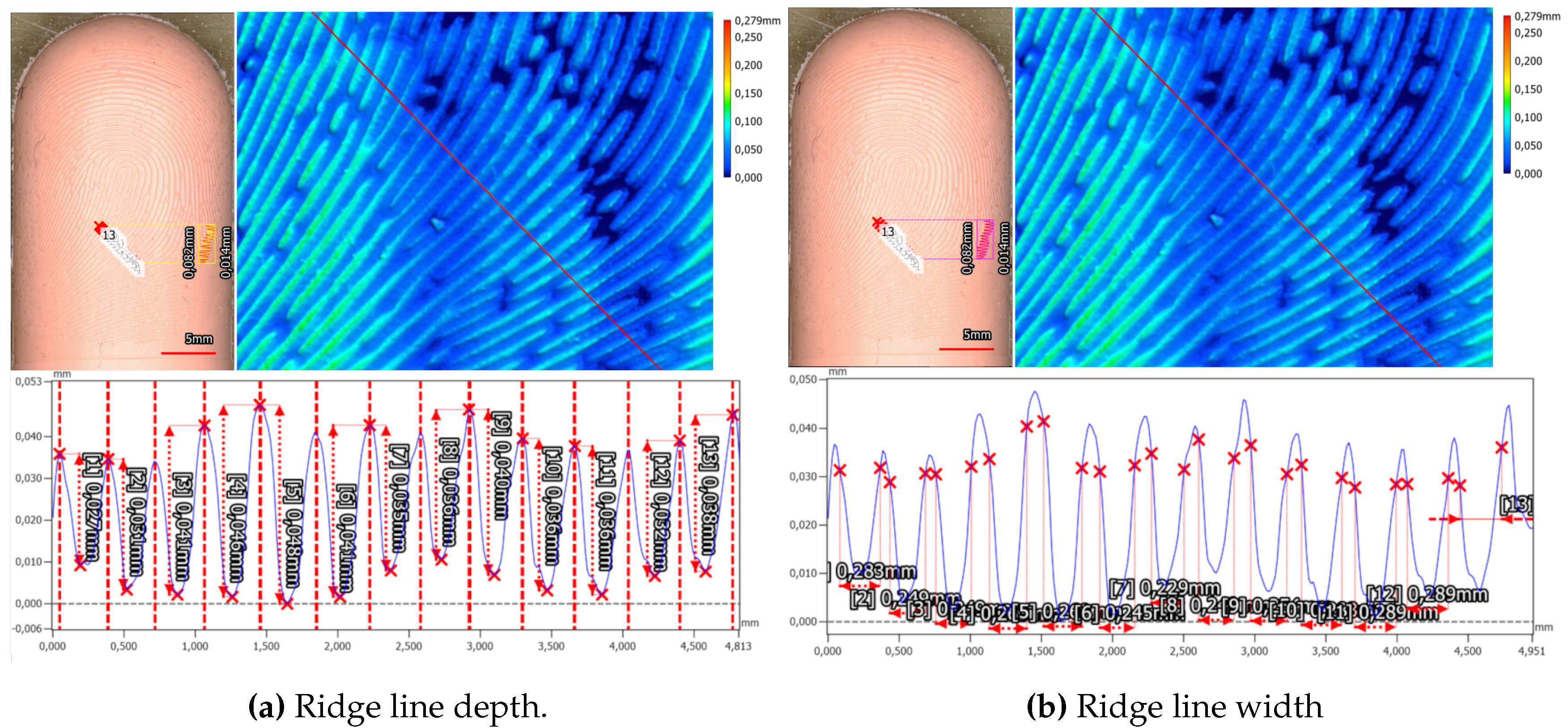
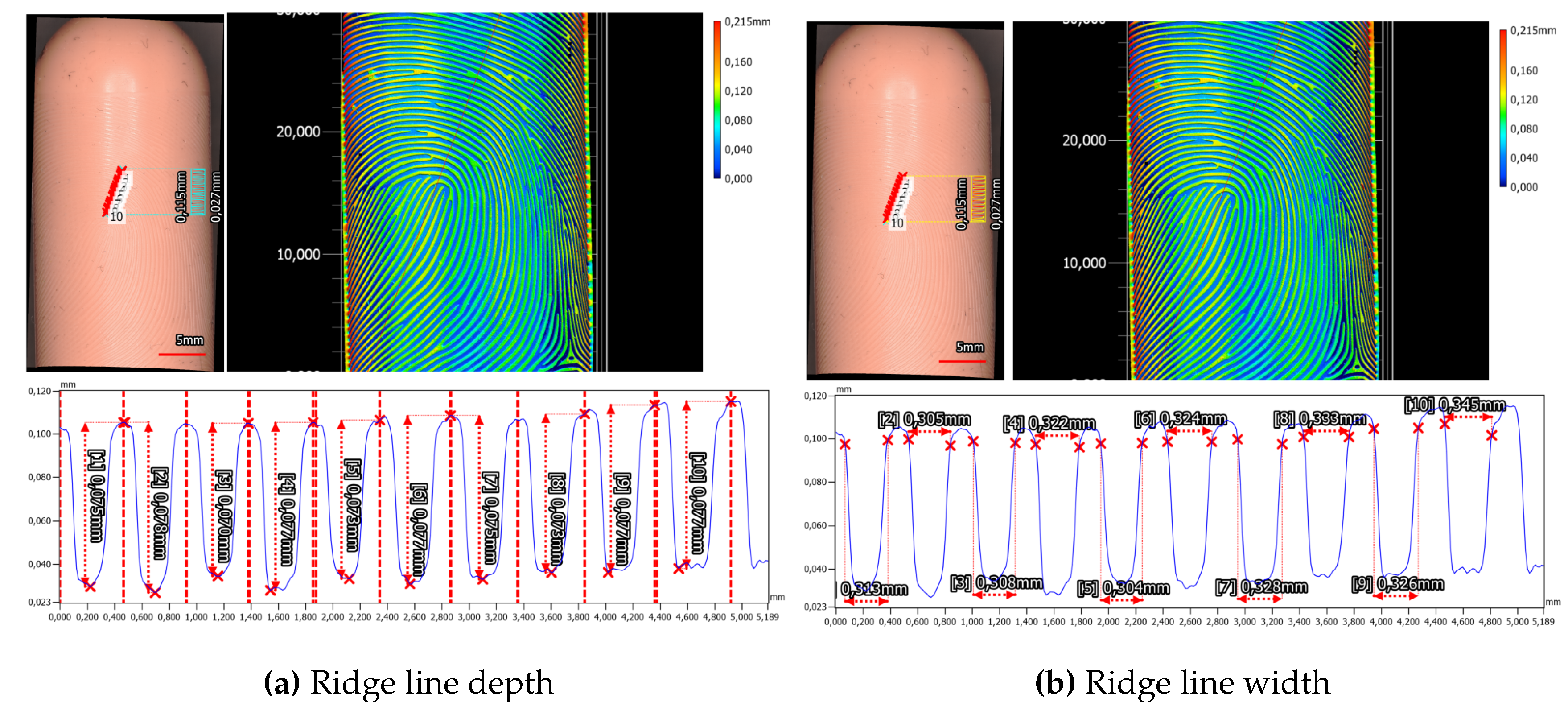
The ridge line depth and width for the left loop fingerprint class of the Alpine3D GmbH phantom are measured to be and . Additionally, we checked the second fingerprint, which is of the arch fingerprint class and is located on the back side of the target cylinder. The ride line depth is and the valley width is .
Furthermore, we also analyzed the phantom created from the Elegoo Saturn 2-8K printed mold and the Dragon Skin 20 filling. The maximum ridge-valley depth is about and the estimated valley width .
6.3. CNC Machining of Aluminum Master Target & Filling
Manufacturing the checkerboard master target presented significant hurdles that ultimately prevented achieving the intended design and target tolerances.
In an attempt to overcome these challenges, the length of the checkerboard structure was shortened by 20 mm along the cylinder axis. Additionally, the number of milling cycles was reduced, leading to a final depth shallower than the targeted 70 m. Unfortunately, even these measures were insufficient to prevent tool breakage and complete the milling process without tool replacement.
The master target variant with an artificially generated fingerprint and the three Ronchi variants were successfully produced using the manufacturing technology.
We did not encounter problems in the mold creation step nor the casting step. Figure 19 shows the surface of the silicone phantoms under microscopy for both the Ronchi rings (Figure 19) and the fingerprint (Figure 19) master targets. The ridge lines have a clear separation from the valleys and no artifacts could be observed.
Furthermore, the evaluation of the concentric Ronchi pattern (see Figure 6, Figure 20 and Figure 20) with the profilometer showed a good preservation of the master targets structure with a structure depth of (see Figure 20) and (see Figure 11).
Figure 19.
Fingerprint phantoms made from CNC machined aluminum master targets

Figure 20.
This figure shows the top down captures of the Dragon Skin 10 Fast based fingerprint targets with a concentric Ronchi pattern created from the CNC machined aluminum master target. Along the yellow/cyan line the height profile is measured.
Figure 20.
This figure shows the top down captures of the Dragon Skin 10 Fast based fingerprint targets with a concentric Ronchi pattern created from the CNC machined aluminum master target. Along the yellow/cyan line the height profile is measured.
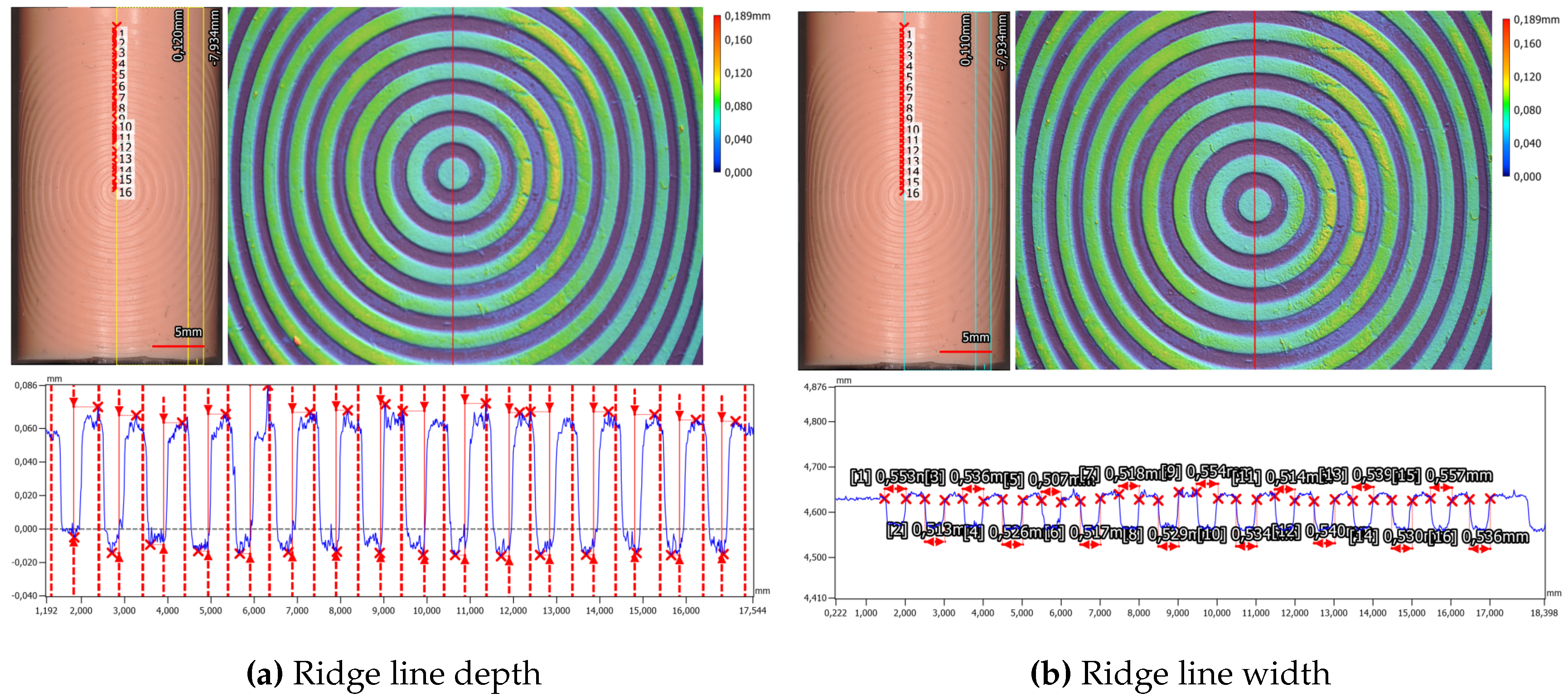
Figure 21.
This figure shows the top down captures of the Dragon Skin 10 Fast based fingerprint targets with a vertical Ronchi pattern created from the CNC machined aluminum master target. Along the yellow/cyan line the height profile is measured.
Figure 21.
This figure shows the top down captures of the Dragon Skin 10 Fast based fingerprint targets with a vertical Ronchi pattern created from the CNC machined aluminum master target. Along the yellow/cyan line the height profile is measured.
The Fraunhofer Institute conducted roughness measurements on both the blank master targets, recording Rq as 1.2 , and the sandblasted master target, measuring Rq as 2.5 . These findings demonstrate that both variants fall within the typical Rq range of 1-10 for pattern projection-based 3D sensors.
Figure 22.
Dragon Skin 10 Fast based fingerprint targets with a synthetic fingerprint created via a negative mold taken from the aluminium milled master targets. The height profile along the cyan/yellow line is taken to measure ridge line depth and width.
Figure 22.
Dragon Skin 10 Fast based fingerprint targets with a synthetic fingerprint created via a negative mold taken from the aluminium milled master targets. The height profile along the cyan/yellow line is taken to measure ridge line depth and width.
Moreover, the height difference between ridge and valley is determined to be , while the valley width measures .
6.4. Overview
Table 4 furnishes an exhaustive summary of the various manufacturing processes employed in this study, encompassing their associated costs, manual labor requirements, and the presence of artifacts in the final products.
From a financial standpoint, both CNC machining of the aluminum master target and laser engraving of the aluminum half pipe emerge as the most expensive methods, each entailing an expenditure of approximately 1000€ for producing a new target type. Conversely, in-house 3D resin printing processes prove to be the most economical, primarily due to the relatively low cost of printing resin and filling materials.
Regarding manual labor, the CNC machining of the aluminum half pipe target, coupled with the subsequent molding of the silicone negative and silicone phantom process, demands the most manual involvement owing to its multi-step nature. Manufacturing a new phantom with a different fingerprint necessitates two consecutive curing periods, alongside intricate CNC machining of detailed ridge line patterns, involving small cutters, thus resulting in the longest production time. Conversely, a faster production approach with reduced manual labor entails the printing of 3D resin molds, subsequently filled with a suitable filling material, in our case either Gelafix or silicone. This process only necessitates one curing period, although the printing process itself must be conducted slowly to prevent the introduction of artifacts. However, by amalgamating two fingerprint patterns on one phantom, production speed effectively doubles while the cost halves. Direct laser engraving of elastomer or silicone involves the least manual labor. In the case of in-house produced silicone plates, labor is involved in creating the silicone plates, although these can be swiftly manufactured by producing larger plates cut into appropriately sized pieces.
Regarding artifacts, CNC machining of the aluminum half pipe target yields an error-free master target. Subsequent phases of creating a silicone negative and a silicone phantom do not introduce any artifacts. Conversely, the laser engraving of the aluminum half pipe process yields noticeable artifacts in the form of offsets in the ridge line pattern, evident in both the aluminum mold and the silicone fillings, which also manifest in the rolled recordings of the phantom. The ES2 Elegoo Saturn 2-8K resin printer used for the first version of the 3D printed resin fingerprint mold generates numerous artifacts such as small holes and a decrease in ridge depth towards the edge of the mold. However, refinement of the mold design, combined with SLA printing services, produces artifact-free molds. Additionally, during the filling process, no artifacts are introduced. Direct laser engraving of elastomer plates yields varying ridge line widths visible under the microscope but with no effect on the resulting fingerprint pattern. Interestingly, minor ridge line offsets are visible during the laser engraving of in-house produced silicone plates under the microscope and on the rolled recordings. No artifacts were found on bought artificial skin silicone plates.
The handling of finger-like silicone phantoms for rolled recordings proves highly effective. Dragon Skin 10 Fast elasticity closely mimics the behavior of human skin, surpassing Gelafix and Laserline EPDM CSX 5K elastomer. While fresh Gelafix initially behaves similarly to silicone, its handling performance deteriorates rapidly due to hardening and shrinking.
7. Results – Fidelity of 3D Targets
7.1. NFIQ 2 Analysis of Phantoms & Synthetic Fingerprints
To assess the visual quality of the generated 2D synthetic fingerprint images, we employ the NFIQ 2 tool version 2.2.0. We generated NFIQ 2 scores for both the synthetic images and rolled impressions collected from the corresponding finger phantoms, enabling a direct comparison of visual quality.
Table 5 summarizes the NFIQ 2 measurements for rolled impressions of the fingerprint phantoms (recorded with Greenbit Dactyscan 84c) and their corresponding 2D synthetic representations. Each value represents the average score obtained from multiple recordings of phantoms produced using the same methodology (refer to Table 4 for methodology abbreviations).
It is noteworthy that certain methodologies exhibit no significant difference between the synthetic template and the fingerprint phantom. In some cases, such as with Print ES2, there is a decrease in the quality score, but for all others, the scores remain comparable or even result in an improvement for the phantoms. However, it is important to highlight that all obtained scores fall within the range of medium quality. It is worth noting that NFIQ 2 was not specifically designed for this application scenario.
7.2. End-to-End Fidelity
7.2.1. Pre-Processing
To ensure the accuracy of end-to-end fidelity assessments, a pre-processing was conducted to identify optimal scaling values for correcting potential shrinkage and distortions in the 2D to 3D warping process. The results are presented in Table 6.
Note the column , which describes the standard deviation of the template comparison score values for the ten best scaling options, averaged over all individual recordings for a given phantom type. If the standard deviation is zero, all ten scaled images for all recordings of the fingerprint phantom type have the same template comparison score, which is in this case very likely the high score of 1000 points.
These optimal scaling values were applied to correct recorded rolled fingerprint samples before conducting template comparison assessments.
7.2.2. Matcher Comparison
Following the application of optimal scaling factors, we assessed the end-to-end fidelity of the synthetic finger phantoms using three distinct matcher methodologies: the commercially available automated fingerprint identification system Idkit, the NBIS distribution employing Mindtct and Bozorth3, and a combined approach utilizing FingerNet for minutiae extraction and SourceAFIS for minutiae matching. In this context it should be noted that the comparison scores obtained from the three systems are not directly comparable the each other since IDKit operates on a closed interval , whereas both other algorithms use an open interval .
The results of the matcher comparison are presented in Table 7. Each column represents the average template comparison scores obtained by a specific matcher across all fingerprint phantoms produced using the corresponding methodology (refer to Table 4 for methodology abbreviations). The rows represent different phantom production methodologies and finger types within each methodology.
For the fingerprint phantoms, the laser engraved silicone plate phantoms consistently exhibited the highest scores across all matchers, followed by the laser engraved aluminum half pipe mold filled with silicone. Note that phantoms produced with the Alpine GmbH SLA print service have high end-to-end fidelity scores, except for the phantom with the whorl pattern when using the Idkit matcher. We noticed a problem with the ridge line depth for the whorl fingerprint phantom while creating the fingerprint impressions that led to two vertically stretched regions where the fingerprint pattern is obstructed.
7.3. Intra-Class Variability of 3D Target Impressions
Beyond evaluating end-to-end fidelity, we investigate the intra-class variability of individual fingerprint phantoms, gauging the consistency of recordings captured from the same phantom type using the three matcher methodologies introduced in SubSection 4.5.
The results of this analysis are presented in Table 8. Similar to the end-to-end fidelity table, each column displays the average intra-class variability scores obtained by a specific matcher across all fingerprint phantoms produced using the corresponding methodology. As before, rows represent different phantom production methodologies and specific finger types within each methodology.
Methodologies that score high on the end-to-end fidelity test depicted in Table 7 also score high on the same fingerprint phantom type intra-class test depicted in Table 8.
Only the elastomer material, as well as the Gelafix filled 3D printed resin mold, had scores significantly lower than the other manufacturing methods considering the Idkit matcher. The template comparison scores using the Bozorth3 matcher do not provide a clear separation between processing methodologies and furthermore, the Bozorth3 matcher strongly disagrees for the laser engraved aluminum half pipe filled with silicone phantom with the other matchers. The phantom had the second lowest score for the Bozorth3 matcher, a perfect score for the idkit matcher and the highest score of all phantoms for the SourceAFIS matcher. Regarding the SourceAFIS matcher, the Gelafix filled 3D printed resin mold scored worse than all the other methodologies. The other methodologies fall into a similar range, with the exception of the laser engraved aluminum half pipe filled with silicone phantom, which outperformed all other methodologies.
To broaden the scope, we extend the assessment to encompass diverse manufacturing methodologies for a given fingerprint pattern. Table 9 presents the intra-class variability for phantoms with the same fingerprint type but produced using different methodologies. We compare phantoms produced using the aluminum half pipe filled with silicone with direct laser engravings on both silicone substrates, showing comparable intra-class variability across matchers. Notably, phantoms created using a 3D printed resin mold with both Silicone and Gelafix filling materials displayed generally lower intra-class variability compared to the laser engraving methodologies. This is consistent with the slightly lower end-to-end fidelity scores of the 3D printed phantoms when compared to the laser engraved ones.
The intra-class variability scores over different phantom types show a different behavior for the different matchers. The Bozorth3 matches does not differentiate between the manufacturing methodology, since all the comparisons are in a range of 93 to 135 points. In contrast to this, the SourceAFIS matcher clearly finds two clusters. One cluster with a lower score range of 244 to 327 for the comparison of the first version of the 3D printed resin mold with silicone and Gelafix filling with the CNC machined master targets and a second cluster ranging from 630 to 880 for the laser engraved targets. The Idkit matcher also clusters the intra-class variability scores for different phantom types into two clusters, but the score gap between those two is less than for the SourceAFIS case (679 to 770 versus 956 to 1000).
8. Discussion
8.1. Applicability
Synthetic, physical fingerprints hold significant potential across various applications. Examples of these applications include:
- Test Targets with Ground Truth: Synthetic fingerprint targets, based on digital 3D models, inherently possess a ground truth. Therefore, they serve as valuable tools for testing the accuracy and efficacy of fingerprint scanners in reconstructing this ground truth and furthermore can act as targets in the standardization of fingerprint sensors.
- Data Protection-Compliant Fingerprint Samples: In many countries, strict regulations govern the use of person-related fingerprints. Synthetic prints provide a solution to circumvent these data protection regulations, enabling for example the publication of fingerprint images without compromising individual privacy.
- Quality Control: Synthetic fingerprint targets are instrumental in manufacturing processes to ensure the precision and consistency of fingerprint sensors and biometric devices before deployment in real-world scenarios. They facilitate rigorous quality control measures, thereby enhancing the reliability of these devices.
- Training Humans: Synthetic fingerprint targets are valuable for training operators of forensic fingerprint scanners, particularly for rolled fingerprint captures. These targets provide physical support and enable hands-on training, ensuring that personnel are adequately trained to handle real-world scenarios effectively.
- Artificial Intelligence: Synthetic fingerprints can play a pivotal role in training machine learning models for fingerprint recognition algorithms. By providing diverse and controlled datasets, synthetic fingerprints contribute to the development of more robust and accurate AI systems for biometric security applications.
- Presentation Attack: Synthetic fingerprints can also be utilized in simulating presentation attacks, where artificial replicas are employed to assess the vulnerability of fingerprint recognition systems to spoofing attempts. This allows for the evaluation and enhancement of system security against potential threats.
Overall, standardized fingerprint phantoms are essential for agencies like the Federal Office for Information Security (BSI) and other regulatory bodies. They provide a common benchmark for evaluating the performance of fingerprint recognition systems across different manufacturers and settings. Standardized phantoms ensure consistency and comparability in testing procedures, facilitating the assessment of system accuracy and reliability.
In phantom production, several properties are crucial for ensuring high-quality and reliable recordings. These include low shrinkage over time to maintain consistency in phantom dimensions, appropriate elasticity to facilitate reliable and accurate rolling on the sensor, and minimal surface deformations to prevent distortions in fingerprint images. Phantoms with poor properties may lead to inaccurate or unreliable recordings, compromising the effectiveness of testing and evaluation procedures.
8.2. Generating 3D Targets
The comparison of manufacturing methodologies for the creation of fingerprint phantoms elucidates distinct advantages and disadvantages inherent in each approach. Direct laser engraving on Laserline EPDM elastomer presents an economically feasible and expedient method. However, resulting phantoms may exhibit inconsistencies in ridge line thickness and stiffness, potentially impeding their compatibility with certain sensors. Conversely, silicone plates engraved with lasers offer uniform ridge thickness and clarity, yet fail to mimic the elasticity of human tissue or the flattening of the finger when rolled over sensors. The use of an aluminum half-pipe mold for silicone phantoms amalgamates the precision of laser engraving with the malleability of silicone, albeit at a higher cost and potential introduction of artifacts. Additionally, 3D printing of resin molds provides unparalleled flexibility in design, accommodating complex features such as minutiae, and the potential for non-cylindrical finger shapes, albeit with the caveat of requiring attention when designing the 3D model of the mold to prevent small artifacts.
Laser-engraved phantom structures in elastomers, along with our in-house manufactured Dragon Skin 10 Fast silicone and commercially available Gospire silicone, exhibit the clearest distinction between ridges and valleys. This determination is based on the evident emergence of well-defined ridges in the measured profiles. Nonetheless, these findings may be influenced by the flat geometry of the materials, contrasting with the cylindrical shape of the other fingerprint phantoms.
The Dragon Skin 10-based phantoms exhibit a depth range of , whereas those produced using the Alpine 3D 3D-printed mold reach up to for a fresh (Day 0) Gelafix-based fingerprint phantom, fabricated with an in-house 3D resin printer. This height disparity between ridges and valleys is adequate for generating images on contact-based fingerprint scanners. However, it is necessary to assess whether the minimal depth suffices to produce distinguishable structures under varying parameters, such as more applied pressure or the use of even softer materials.
Fingerprint phantoms produced with 3D-printed molds commonly feature narrow and pointed ridges, posing challenges in accurately estimating ridge and valley widths. For rolled fingerprints, the narrow and pointed ridges are not critical, since flattening under pressure increases the contact surface area. Nonetheless, it’s worth noting that this ridge line pattern increases the risk of interrupted ridges, potentially caused by small air bubbles within the material.
Despite the intermediary step involving the creation of negative molds from aluminum master targets, an accurate preservation of the initial structure depth () to the master targets has been achieved (). However, a drawback of this method is the absence of fingerprint structures on the phantom’s fingertip part. The characteristics of the ridges lie somewhere between the phantoms created via laser engraving and casting using 3D-printed resin molds.
To put the measured results into perspective, a ridge line width in the range of can be expected for a human fingerprint [62]. Furthermore, to indicate the magnitude of possible ridge line depths, we measured and evaluated the ridge line depth of a few human fingers, leading to a ridge line depth of . Overall, in comparison with 3D captures of real fingers, the flatter phantoms created via laser engraving more closely resemble the ridge line shape of real fingerprints.
The effect of skin color is an important consideration in the development of fingerprint phantoms. In our case, the elastomer material is consistently black, while Gelafix can be ordered in different colors, and silicone can be arbitrarily colored using various color pigments.
Notably, pigmentation is not necessary for contact-based recording processes that make use of capacitive, ultrasonic or thermal sensors, because they do not perceive the color. However, in contactless and optical scanner based applications, matching the skin color of the phantom to a wide range of possible skin colors is essential for accurate representation and reliable performance.
Furthermore, one of the challenges in creating high quality fingerprint phantoms that strongly influences the fidelity of the fingerprint phantoms is the mapping of the fingerprint pattern onto the 3D target shape. There needs to be a balance between realism of the finger shape and repeatability when creating the fingerprint recordings. A complex shape is susceptible to slight changes in the presentation angle and presentation pressure, which change the parts of the fingerprint pattern that are recorded by the contact-based fingerprint sensors and therefore reduces the average fidelity of the target. On the other hand, a too simple of a shape fails to test the real-world recording settings of the fingerprint devices. We struck for a middle ground by using a cylindrical base shape, either creating directly a phantom with this shape, or for the plate-like phantoms, by placing them onto a wooden cylinder. The cylindrical geometry has the advantage that the projection from the 2D to the 3D shape can be done without any projection errors. Additionally, we added a spherical half sphere fingertip for the 3D printed molds to allow for a more life-like shape that could be used for contactless fingerprint scanners.
The scalability of phantom production varies across methodologies. Direct laser engraving on elastomer or silicone plates allows for relatively straightforward upscaling, requiring only the creation of new target plates and fast laser processing. Conversely, 3D printing of resin molds offers extensive flexibility in its scalability due to its adaptability to various finger shapes, though hindered by the molding process and curing time. Meanwhile, CNC machining of aluminum master targets presents a more intricate and time-consuming process, less conducive to large-scale production due to specialized equipment requirements and extended production timelines.
Transitioning to the discussion on the usability of fingerprint phantoms across diverse sensor types, it becomes evident that the efficacy of synthetic phantoms hinges significantly on the manufacturing methodology and material properties. Contactless fingerprint sensors, operating through optical imaging techniques, necessitate phantoms with a realistic finger-like appearance to facilitate fair comparisons across sensors utilizing different pre-processing technologies, like color-based [63] or learned fingertip segmentation [64]. While the laser engraved aluminum half-pipe mold and 3D printed resin molds enable the creation of phantoms with lifelike geometry, the latter holds a slight advantage in representing human-like finger phantoms due to its ability to project fingerprint patterns onto rounded fingertip areas.
In contrast, slap recordings, commonly employed for swift and convenient fingerprint capture, pose unique challenges for phantom usability. While the laser engraved silicone plates demonstrate potential for high-quality slap recordings when used in their flat form, issues arise concerning the surface texture and stiffness of Laserline EPDM elastomers. A lot of pressure was required to register an image at the fingerprint sensor. In order to exclude unique difficulties of the GreenBit Dactyscan 84c scanner with the elastomer targets, we tested the Jenetric Livetouch Quattro (2nd gen) Up, Jenetric Livetouch Quattro Integrated Biometrics Five-O as well. For all tested sensors, the same issues arose, rendering the elastomer phantoms ill-suited for such applications.
For rolled recordings, crucial for high-quality fingerprint identification purposes, silicone phantoms stand out as viable options, especially those with a finger-like shape, due to their elasticity, facilitating smooth rolling over sensor surfaces. Although laser engraved plate phantoms can be adapted for rolled recordings by mounting them on a cylindrical, wooden target holder, challenges persist due to the thin silicone layer and reduced surface area exposure. This is exacerbated even more for the Laserline EPDM elastomers plates, because of the same issues as for slap recordings.
When assessing the durability of fingerprint phantoms, variations primarily arise from the choice of materials. The most pronounced impact of material degradation was observed with Gelafix fillings. As illustrated in Table 3, they experienced significant shrinkage of over 17%, as well as hardening over time, rendering them unsuitable for high-quality sensor calibration and standardization purposes. Conversely, silicone exhibited minimal shrinkage, below 1%, and maintained its softness even after six months, establishing it as the optimal material for producing reliable and consistent phantoms.
8.3. Fidelity of 3D Targets
The quality of a fingerprint sample can be assessed according to the three aspects character, fidelity and utility, as stated in the ISO/IEC 29794-1:2016. As a measure of the utility of a fingerprint phantom, we used the template comparison score between the generated 2D fingerprint and the rolled fingerprint recording. Since the generated fingerprint patterns that are used for the phantom creation have a high character (i.e. are of good quality for template comparison) as shown by the NFIQ 2 values of Table 5 and also share those fingerprint patterns over multiple manufacturing methods, we can interpret the differences in measured template comparison scores not only as differences in utility, but also in fidelity. This allows us to interpret the measured template comparison scores as quality indicator of the measured fingerprint phantom.
Furthermore, for the second iteration of the 3D printed resin mold manufactured by the Alpine3D SLA service, we investigated the influence of different finger types on the character and utility (and therefore also fidelity). We used the fingerprint classification scheme introduced by Karu and Jain in [59], which classifies the fingerprints into arch, tented arch, left loop, right loop and whorl. All generated 2D fingerprints have a NFIQ 2 score between 46 and 59 and can therefore be interpreted as fingerprint with a good visual quality [65]. Also the fingeprints recorded from rolling the corresponding phantoms on the GreenBit Dactyscan 84c can be considered good quality, because they are in a similar range of 40 to 55. In both cases, the whorl fingerprint pattern was the lowest scoring fingerprint class. This should not be interpreted as a worse performance of the whorl fingerprint class, since the values are calculated only for a single fingerprint pattern. But, since the character for the whorl class is lower than for the other fingerprint classes, we can also expect the utility of the measured samples to be lower. Moreover, we observed a problem with the ridge depth during fingerprint collection. As a result, the end-to-end fidelity scores for the whorl fingerprint class are lower than for the other patterns considering the Idkit (553) and the SourceAFIS (132) matchers. The other fingerprint classes have similar template comparison scores to one another and fall in the range of between 803 and 977 for the Idkit matcher and 245 to 304 for the SourceAFIS matcher. More research is required to investigate whether the lower utility of the whorl fingerprint class is a singular effect due to the combination of a lower character combined with manufacturing problems, or if it is indicative or a finger class depended difference.
Interestingly, we observed a worse performance of the Bozorth3 matcher with the Mindtct Minutiae extractor for the arch and tented arch fingerprint class, even lower than the whorl fingerprint class. For both Idkit as well as FingerNet combined with SourceAFIS, no such effect is visible. Since both other matchers do not agree on the score difference, we assume that this is a matcher inherent effect.
The overall level of the 3D printed resin mold filled with silicone improved from the first in-house experimentation to the second version (31.4% Bozorth3, 34.8% Idkit, 21.5% SourceAFIS). The major difference between the 3D model of the in-house produced sample and the second sample is that the first one has a lower ridge depth on the boundary regions when compared to the center ones. The correction of this, as well as the slower and more precise printing process strongly influences the end-to-end fidelity. Furthermore, the comparison to Gelafix as an alternative filling material revealed that silicone performed better (29.6% Bozorth3, 7.9% Idkit, -0.5% SourceAFIS). We observed a strong shrinking and hardening of the Gelafix material, which also changed its rolling behavior and made it infeasible for durable fingerprint phantom production, which could be the explanation for the worse performance. Nonetheless, Gelafix is a valuable material for fingerprint phantom production in the context of PAD, because it consists mainly of a mixture of water, gelatine and glycerin, which appears human flesh like to contact based fingerprint sensors. The downside of this material is that the phantoms can only be used for a short period of time.
Besides the 3D printed molds, both the laser engraving as well as the CNC machining created phantoms with a very high end-to-end fidelity. Only the elastomer samples are an exception to this, which had the lowest score of all manufacturing methods. This is the case because of the stiffness of the material, which introduced problems creating an image using the contactbased fingerprint scanners.
The intra-class variability scores, which measure the template comparison scores between recordings of one phantom type, confirms the usability of the phantoms for qualifying a fingerprint sensor. Only the elastomer material, as well as the Gelafix filled 3D printed resin mold had scores significantly lower than the other manufacturing methods. This implies that those two materials are not well suited for creating repeatable recordings and overlaps with the insight from the end-to-end fidelity observations. The intra-class variability across different phantom types underlines the conclusions made from the intra-class variability assessment for a single phantom type, highlighting the performance of the laser engraving as a manufacturing methodology and confirming the usability of the 3D printed technology.
Regarding the scaling pre-processing, it should be noted that for the case of very good matching fingerprint recordings that achieve a maximal rating, like those created from CNC machining or laser engraving (except elastomer), the predictive power of the scaling values is lower. This is because even a mismatch in scaling can result in a score that is still capped by the high score, therefore creating a plateau for different scaling values. This is reflected by the zero standard deviation.
Nonetheless, the results of the pre-processing provide an interesting insight: Some phantoms have a non-square optimal scaling value. This is especially prominent for the laser engraving aluminum half pipe mold with silicone filling and the 3D printed resin molds filled with silicone. We suspect that this is the case because the projection from 2D to 3D was done for a static case, meaning that the rolling behavior is expected to follow the rolling of a fixed diameter cylinder. However, since the silicone is soft enough to emulate the realistic rolling behavior of a finger, which deforms under pressure because of the contact with the sensor surface, the contact surface widens. This leads to a stretched fingerprint recording along the rolling direction, which is what we can observe. Furthermore, the phantom created from the Gelafix filling material had a higher stiffness and therefore has a less pronounced difference between the x and y scaling values.
The repeatability of generating fingerprint recordings of the phantoms, although significantly improved when compared to real finger recordings, is still influenced by many factors, including the presentation angle, presentation pressure, and position on the sensor surface. These factors can vary significantly between different user handling the phantoms, and even for the same user, making it difficult to obtain consistent and repeatable results. A robotic arm, on the other hand, could be programmed to follow a precise rolling procedure, ensuring consistent presentation conditions for each recording and eliminating the human factor from the rolling process. This level of precision is essential for obtaining highly repeatable results in fingerprint comparison and more research is required to create this setup.
9. Conclusion
This work introduces and compares multiple novel manufacturing methodologies for the production of synthetic 3D fingerprint targets, also called phantoms. The goal is to provide reliable, effective, and standardized practices for creating phantoms which can then be used to validate, test and standardize the fingerprint recognition sensors and systems. Through extensive evaluation, we have assessed the quality, price, and applicability of different target materials such as silicone, Kryolan Gelafix and elastomer, as well as different production techniques like laser engraving, 3D printing, and CNC machining. An overview of price, labor involved, end-to-end fidelity, interoperability, ridge form, ridge consistency, number of artefacts, phantom geometry and longevity can be found in Table 10.
Our findings suggest that employing a combination of laser engraving on aluminum half-pipe molds followed by silicone casting or CNC machining of an aluminum master target, along with a two-stage silicone casting process, strikes the optimal balance between cost, production efficiency, and accuracy in generating finger-like shaped fingerprint phantoms for contact-based fingerprint devices. These phantoms serve as valuable tools for validating sensor performance in rolled recordings.
In the context of validating fingerprint sensors for slap recordings, our research indicates that direct laser engraving of flat silicone targets delivers superior performance across all evaluated parameters.
For contactless fingerprint devices, our study recommends utilizing 3D printing of resin molds followed by silicone filling to achieve the most favorable combination of attributes.
Author Contributions
Conceptualization, Laurenz Ruzicka, Bernhard Strobl, Stephan Bergmann and Gerd Nolden; Data curation, Laurenz Ruzicka, Stephan Bergmann and Tom Michalsky; Formal analysis, Laurenz Ruzicka and Stephan Bergmann; Funding acquisition, Bernhard Strobl, Stephan Bergmann and Gerd Nolden; Investigation, Laurenz Ruzicka, Bernhard Strobl, Stephan Bergmann, Gerd Nolden, Tom Michalsky, Christoph Domscheit, Jannis Priesnitz and Florian Blümel; Methodology, Laurenz Ruzicka, Bernhard Strobl, Stephan Bergmann, Gerd Nolden, Tom Michalsky, Christoph Domscheit and Florian Blümel; Project administration, Bernhard Strobl; Resources, Bernhard Strobl, Stephan Bergmann, Gerd Nolden and Bernhard Kohn; Software, Laurenz Ruzicka and Jannis Priesnitz; Supervision, Bernhard Strobl, Bernhard Kohn and Clemens Heitzinger; Validation, Laurenz Ruzicka, Bernhard Strobl, Stephan Bergmann, Gerd Nolden, Tom Michalsky, Christoph Domscheit, Jannis Priesnitz, Florian Blümel, Bernhard Kohn and Clemens Heitzinger; Visualization, Laurenz Ruzicka and Stephan Bergmann; Writing – original draft, Laurenz Ruzicka, Stephan Bergmann, Tom Michalsky and Jannis Priesnitz; Writing – review & editing, Laurenz Ruzicka, Bernhard Strobl, Stephan Bergmann, Gerd Nolden, Tom Michalsky, Christoph Domscheit, Jannis Priesnitz, Bernhard Kohn and Clemens Heitzinger. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
Data is contained within the article or supplementary material.
Conflicts of Interest
The authors declare no conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| PIV | Personal Identity Verification |
| NIST | National Institute of Standards and Technology |
| PAD | Presentation Attack Detection |
| PAIs | Presentation Attack Instruments |
| SFinGe | Synthetic Fingerprint Generator |
| DPI | Dots-per-Inch |
| MSLA | Masked Stereolithography |
| SLA | Stereolithography |
| FTIR | Frustrated total internal reflection |
| NFIQ 2 | NIST Finger Image Quality version 2 |
| NBIS | NIST Biometric Image Software |
| ES2 | ES2 Elegoo Saturn 2-8k resin printer |
| ALP | Alpine3D GmbH |
| BSI | Federal Office for Information Security |
References
- Monson, K.L.; Roberts, M.A.; Knorr, K.B.; Ali, S.; Meagher, S.B.; Biggs, K.; Blume, P.; Brandelli, D.; Marzioli, A.; Reneau, R.; et al. The permanence of friction ridge skin and persistence of friction ridge skin and impressions: A comprehensive review and new results. Forensic Science International 2019, 297, 111–131. [Google Scholar] [CrossRef] [PubMed]
- Yoon, S.; Jain, A.K. Longitudinal study of fingerprint recognition. Proceedings of the National Academy of Sciences 2015, 112, 8555–8560. [Google Scholar] [CrossRef] [PubMed]
- Yu, Y.; Niu, Q.; Li, X.; Xue, J.; Liu, W.; Lin, D. A Review of Fingerprint Sensors: Mechanism, Characteristics, and Applications. Micromachines 2023, 14, 1253. [Google Scholar] [CrossRef] [PubMed]
- Orandi, S.; Libert, J.M.; Grantham, J.; Ko, K.; Bandini, B.; Watson, C.I. Specification for certification testing of contactless fingerprint acquisition devices, v1.0. Technical Report NIST SP 500-339, National Institute of Standards and Technology (U.S.), Gaithersburg, MD, 2023. [CrossRef]
- Arora, S.S.; Jain, A.K.; Paulter, N.G. 3D Whole Hand Targets: Evaluating Slap and Contactless Fingerprint Readers. In Proceedings of the 2016 International Conference of the Biometrics Special Interest Group (BIOSIG), Darmstadt, Germany; 2016; pp. 1–8. [Google Scholar] [CrossRef]
- Nill, N.; Lepley, M.; Bas, C. Test Procedures for Verifying IAFIS Image Quality Requirements for Fingerprint Scanners and Printers, v1.5. MITRE Technical Report MTR05 B0 01 6R9, MITRE Corporation, Bedford, 2016.
- Conformance Test Specification for BSI TR-03121 Biometrics for Public Sector Applications. Technical Guidelines TR-03122-3, Federal Office for Information Security, Bonn, 2023.
- Romine, C.H. Personal identity verification (PIV) of federal employees and contractors. Technical Report NIST FIPS 201-3, National Institute of Standards and Technology (U.S.), Gaithersburg, MD, 2022. [CrossRef]
- ELECTRONIC BIOMETRIC TRANSMISSION SPECIFICATION (EBTS). Technical Report 242-HQ-A6687913-SYSDOCU, U.S. ELECTRONIC BIOMETRIC TRANSMISSION SPECIFICATION (EBTS). Technical Report 242-HQ-A6687913-SYSDOCU, U.S. Department of Justice, FBI, Clarksburg, 2021.
- Engelsma, J.J.; Grosz, S.A.; Jain, A.K. PrintsGAN: Synthetic Fingerprint Generator. IEEE Transactions on Pattern Analysis and Machine Intelligence. [CrossRef]
- Riazi, M.S.; Chavoshian, S.M.; Koushanfar, F. SynFi: Automatic Synthetic Fingerprint Generation, 2020. arXiv:2002.08900 [cs, eess].
- Capelli, R. Synthetic Fingerprint Generation. In Handbook of Fingerprint Recognition; Springer London: London, 2009; pp. 271–302. [Google Scholar] [CrossRef]
- Vieira Wyzykowski, A.B.; Segundo, M.P.; De Paula Lemes, R. Level Three Synthetic Fingerprint Generation. In Proceedings of the 2020 25th International Conference on Pattern Recognition (ICPR), Milan, Italy; 2021; pp. 9250–9257. [Google Scholar] [CrossRef]
- Makrushin, A.; Mannam, V.S.; Dittmann, J. Privacy-Friendly Datasets of Synthetic Fingerprints for Evaluation of Biometric Algorithms. Applied Sciences 2023, 13, 10000. [Google Scholar] [CrossRef]
- Priesnitz, J.; Rathgeb, C.; Buchmann, N.; Busch, C. SynCoLFinGer: Synthetic contactless fingerprint generator. Pattern Recognition Letters 2022, 157, 127–134. [Google Scholar] [CrossRef]
- Cappelli, R.; Ferrara, M.; Franco, A.; Maltoni, D. Fingerprint verification competition 2006. Biometric Technology Today 2007, 15, 7–9. [Google Scholar] [CrossRef]
- Marcialis, G.L.; Lewicke, A.; Tan, B.; Coli, P.; Grimberg, D.; Congiu, A.; Tidu, A.; Roli, F.; Schuckers, S. First International Fingerprint Liveness Detection Competition—LivDet 2009. In Image Analysis and Processing – ICIAP 2009; Foggia, P., Sansone, C., Vento, M., Eds.; Springer Berlin Heidelberg: Berlin, Heidelberg, 2009. [Google Scholar] [CrossRef]
- Fiumara, G.; Schwarz, M.; Heising, J.; Peterson, J.; Flanagan, P.; Marshall, K. NIST Special Database 302: Supplemental Release of Latent Annotations. Technical report, National Institute of Standards and Technology, 2021. [CrossRef]
- Engelsma, J.J.; Cao, K.; Jain, A.K. Learning a Fixed-Length Fingerprint Representation. IEEE Transactions on Pattern Analysis and Machine Intelligence 2021, 43, 1981–1997. [Google Scholar] [CrossRef] [PubMed]
- Ansari, A.H. Generation and Storage of Large Synthetic Fingerprint Database. PhD thesis, Indian Institute of Science, Bangalore, 2011.
- Bahmani, K.; Plesh, R.; Johnson, P.; Schuckers, S.; Swyka, T. High Fidelity Fingerprint Generation: Quality, Uniqueness, And Privacy. In Proceedings of the 2021 IEEE International Conference on Image Processing (ICIP); 2021; pp. 3018–8549. [Google Scholar] [CrossRef]
- Tuchin, V.; Bashkatov, A.; Genina, E.; Kochubey, V.; Lychagov, V.; Portnov, S.; Trunina, N.; Miller, D.; Cho, S.; Oh, H.; et al. Finger tissue model and blood perfused skin tissue phantom. Proceedings of SPIE - The International Society for Optical Engineering 2011, 7898. [Google Scholar] [CrossRef]
- Oomens, C.W.J.; van Vijven, M.; Peters, G.W.M. Chapter 16 - Skin Mechanics. In Biomechanics of Living Organs; Payan, Y., Ohayon, J., Eds.; Academic Press: Oxford, 2017. [Google Scholar] [CrossRef]
- Dąbrowska, A.K.; Rotaru, G.M.; Derler, S.; Spano, F.; Camenzind, M.; Annaheim, S.; Stämpfli, R.; Schmid, M.; Rossi, R.M. Materials used to simulate physical properties of human skin. Skin Research and Technology 2016, 22, 3–14. [Google Scholar] [CrossRef]
- Alarifi, I.M. A comprehensive review on advancements of elastomers for engineering applications. Advanced Industrial and Engineering Polymer Research 2023, 6, 451–464. [Google Scholar] [CrossRef]
- Zaid, I.M.; Halwani, M.; Ayyad, A.; Imam, A.; Almaskari, F.; Hassanin, H.; Zweiri, Y. Elastomer-Based Visuotactile Sensor for Normality of Robotic Manufacturing Systems. Polymers 2022, 14, 5097. [Google Scholar] [CrossRef]
- Chen, J.V.; Dang, A.B.C.; Dang, A. Comparing cost and print time estimates for six commercially-available 3D printers obtained through slicing software for clinically relevant anatomical models. 3D Printing in Medicine 2021, 7, 1. [Google Scholar] [CrossRef]
- Jandyal, A.; Chaturvedi, I.; Wazir, I.; Raina, A.; Ul Haq, M.I. 3D printing – A review of processes, materials and applications in industry 4.0. Sustainable Operations and Computers 2022, 3, 33–42. [Google Scholar] [CrossRef]
- Sood, R.; Pradhan, S.K. Design and development of a low-cost open-source 3D printer and its single response optimization using polylactic acid (PLA) material. Materials Today: Proceedings 2020, 27, 2981–2991. [Google Scholar] [CrossRef]
- Brüning, S. Latest developments in direct laser engraving 2021.
- Paschotta, R. Laser Material Processing - an encyclopedia article. In RP Photonics Encyclopedia; RP Photonics AG, 2021. [CrossRef]
- Kolberg, J.; Priesnitz, J.; Rathgeb, C.; Busch, C. COLFISPOOF: A New Database for Contactless Fingerprint Presentation Attack Detection Research. 2023, pp. 653–661.
- Schmitz, T.; Davies, M.; Dutterer, B.; Ziegert, J. The application of high-speed CNC machining to prototype production. International Journal of Machine Tools and Manufacture 2001, 41, 1209–1228. [Google Scholar] [CrossRef]
- Schultz, C.W.; Wong, J.X.H.; Yu, H.Z. Fabrication of 3D Fingerprint Phantoms via Unconventional Polycarbonate Molding. Scientific Reports 2018, 8, 9613. [Google Scholar] [CrossRef]
- Arora, S.S.; Jr, N.G.P. 3D Targets for Evaluating Fingerprint Readers.
- Engelsma, J.J.; Arora, S.S.; Jain, A.K.; Paulter Jr, N.G. Universal 3D Wearable Fingerprint Targets: Advancing Fingerprint Reader Evaluations. arXiv:1705.07972 [cs], arXiv:1705.07972 [cs] 2017. arXiv: 1705.07972.
- Sousedik, C.; Busch, C. Presentation attack detection methods for fingerprint recognition systems: a survey. IET Biometrics 2014, 3, 219–233. [Google Scholar] [CrossRef]
- Karampidis, K.; Rousouliotis, M.; Linardos, E.; Kavallieratou, E. A comprehensive survey of fingerprint presentation attack detection. Journal of Surveillance, Security and Safety. [CrossRef]
- Galbally, J.; Fierrez, J.; Cappelli, R. An Introduction to Fingerprint Presentation Attack Detection. In Handbook of Biometric Anti-Spoofing: Presentation Attack Detection; Marcel, S., Nixon, M.S., Fierrez, J., Evans, N., Eds.; Advances in Computer Vision and Pattern Recognition, Springer International Publishing: Cham, 2019; pp. 3–31. [Google Scholar] [CrossRef]
- Micheletto, M.; Orrù, G.; Casula, R.; Yambay, D.; Marcialis, G.L.; Schuckers, S. Review of the Fingerprint Liveness Detection (LivDet) Competition Series: From 2009 to 2021. In Handbook of Biometric Anti-Spoofing: Presentation Attack Detection and Vulnerability Assessment; Marcel, S., Fierrez, J., Evans, N., Eds.; Advances in Computer Vision and Pattern Recognition, Springer Nature: Singapore, 2023; pp. 57–76. [Google Scholar] [CrossRef]
- Sheffer, A.; Lévy, B.; Mogilnitsky, M.; Bogomyakov, A. ABF++: fast and robust angle based flattening. ACM Transactions on Graphics 2005, 24, 311–330. [Google Scholar] [CrossRef]
- Gray, A.; Abbena, E.; Salamon, S. Modern differential geometry of curves and surfaces with Mathematica, 3rd ed ed.; Studies in advanced mathematics, Chapman &, Ed.; Hall CRC: Boca Raton, FL, 2006. [Google Scholar]
- Controzzi, M.; D’Alonzo, M.; Peccia, C.; Oddo, C.M.; Carrozza, M.C.; Cipriani, C. Bioinspired Fingertip for Anthropomorphic Robotic Hands. Applied Bionics and Biomechanics 2014, 11, 25–38. [Google Scholar] [CrossRef]
- Dragon Skin™ 10 FAST Product Information.
- Leider, M. On the Weight of the Skin**From the New York Skin and Cancer Unit, Department of Dermatology and Syphilology (Marion B. Sulzberger, M.D. Director) and the Post Graduate Medical School of the New York University-Bellevue Medical Center. Journal of Investigative Dermatology 1949, 12, 187–191. [Google Scholar] [CrossRef]
- Falanga, V.; Bucalo, B. Use of a durometer to assess skin hardness. Journal of the American Academy of Dermatology 1993, 29, 47–51. [Google Scholar] [CrossRef]
- Edwards, C.; Marks, R. Evaluation of biomechanical properties of human skin. Clinics in Dermatology 1995, 13, 375–380. [Google Scholar] [CrossRef]
- Pawlaczyk, M.; Lelonkiewicz, M.; Wieczorowski, M. Age-dependent biomechanical properties of the skin. Advances in Dermatology and Allergology 2013, 30, 302–306. [Google Scholar] [CrossRef]
- Almagirby, A.; Rongong, J.A.; Carré, M.J. The development of a new artificial model of a finger for assessing transmitted vibrations. Journal of the Mechanical Behavior of Biomedical Materials 2018, 78, 20–27. [Google Scholar] [CrossRef]
- Mann™ Ease Release™ 200 - Mold Release for Polyurethane, Silicone, Epoxy and more.
- Posdamer, J.; Altschuler, M. Surface measurement by space-encoded projected beam systems. Computer Graphics and Image Processing 1982, 18, 1–17. [Google Scholar] [CrossRef]
- Geng, J. Structured-light 3D surface imaging: a tutorial. Advances in Optics and Photonics 2011, 3, 128. [Google Scholar] [CrossRef]
- Tabassi, E.; Olsen, M.; Bausinger, O.; Busch, C.; Figlarz, A.; Fiumara, G.; Henniger, O.; Merkle, J.; Ruhland, T.; Schiel, C.; et al. NIST Fingerprint Image Quality 2. NIST, E: Modified: 2022-11-29T09:11-05:00 Publisher, 2022. [Google Scholar]
- Priesnitz, J.; Weißenfeld, A.; Ruzicka, L.; Rathgeb, C.; Strobl, B.; Lessmann, R.; Busch, C. MCLFIQ: Mobile Contactless Fingerprint Image Quality, 2023. arXiv:2304. 1412. [Google Scholar] [CrossRef]
- IDKit SDK.
- NIST Biometric Image Software (NBIS). NIST, 0: Modified: 2010-02-10T07:00-05, 2010.
- Tang, Y.; Gao, F.; Feng, J.; Liu, Y. FingerNet: An Unified Deep Network for Fingerprint Minutiae Extraction, 2017. arXiv:1709. 0222. [Google Scholar] [CrossRef]
- Vazan. SourceAFIS fingerprint matcher.
- Karu, K.; Jain, A.K. Fingerprint classification. Pattern Recognition 1996, 29, 389–404. [Google Scholar] [CrossRef]
- Msiza, I.; Leke-Betechuoh, B.; Nelwamondo, F.; Msimang, N. A Fingerprint Pattern Classification Approach Based on the Coordinate Geometry of Singularities. 2009, pp. 510–517. [CrossRef]
- Jain, A.; Prabhakar, S.; Hong, L. A Multichannel Approach to Fingerprint Classification. Pattern Analysis and Machine Intelligence, IEEE Transactions on 1999, 21, 348–359. [Google Scholar] [CrossRef]
- Moore, R. Analysis of Ridge-To-Ridge Distance on Fingerprints. Journal of Forensic Identification 1989, 39, 231–238. [Google Scholar]
- Kauba, C.; Söllinger, D.; Kirchgasser, S.; Weissenfeld, A.; Fernández Domínguez, G.; Strobl, B.; Uhl, A. Towards Using Police Officers’ Business Smartphones for Contactless Fingerprint Acquisition and Enabling Fingerprint Comparison against Contact-Based Datasets. Sensors 2021, 21. [Google Scholar] [CrossRef]
- Ruzicka, L.; Söllinger, D.; Kohn, B.; Heitzinger, C.; Uhl, A.; Strobl, B. Improving Sensor Interoperability between Contactless and Contact-Based Fingerprints Using Pose Correction and Unwarping. IET Biometrics 2023, 2023, 7519499. [Google Scholar] [CrossRef]
- Cohen, M. NFIQ-1-2 Observations. Technical report.
| 1 | |
| 2 | |
| 3 | |
| 4 | |
| 5 | |
| 6 | |
| 7 |
Figure 1.
Laser engraved elastomer targets
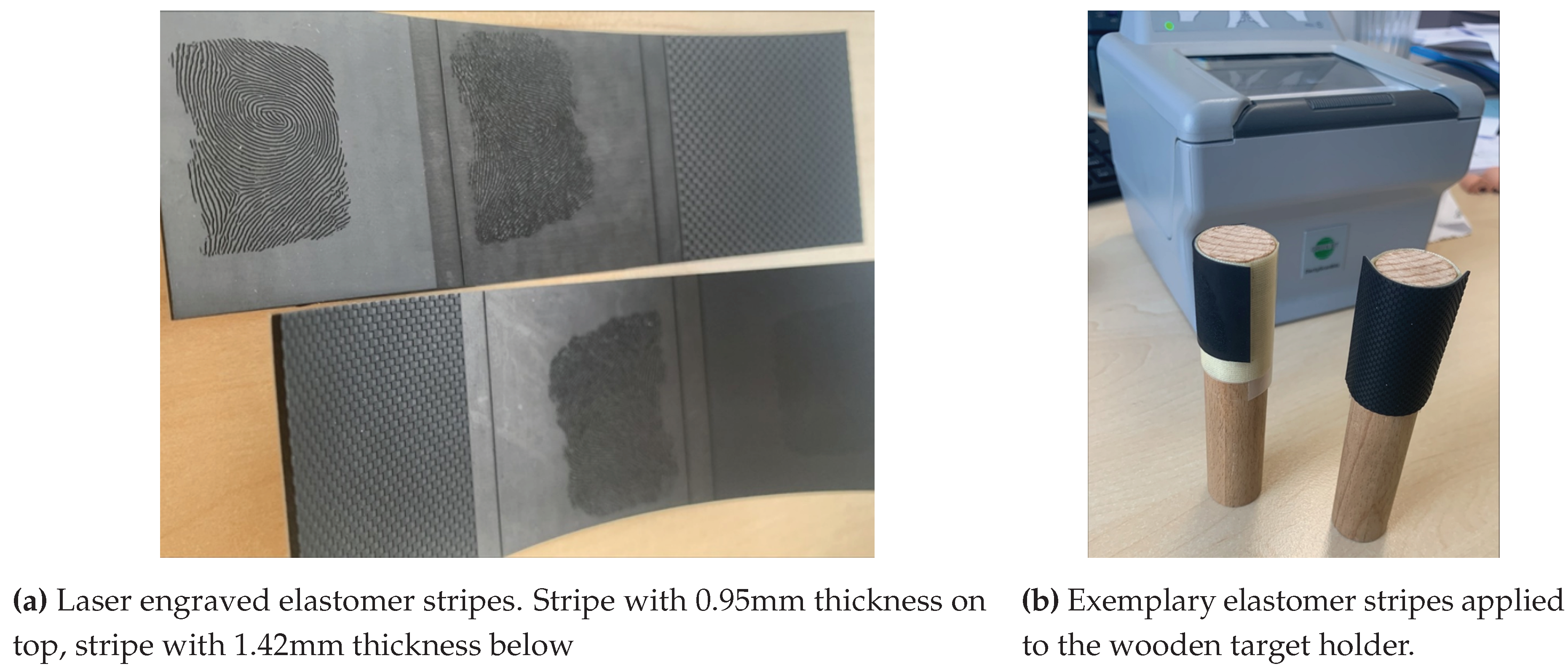
Figure 2.
Silicone plates used for laser engraving.
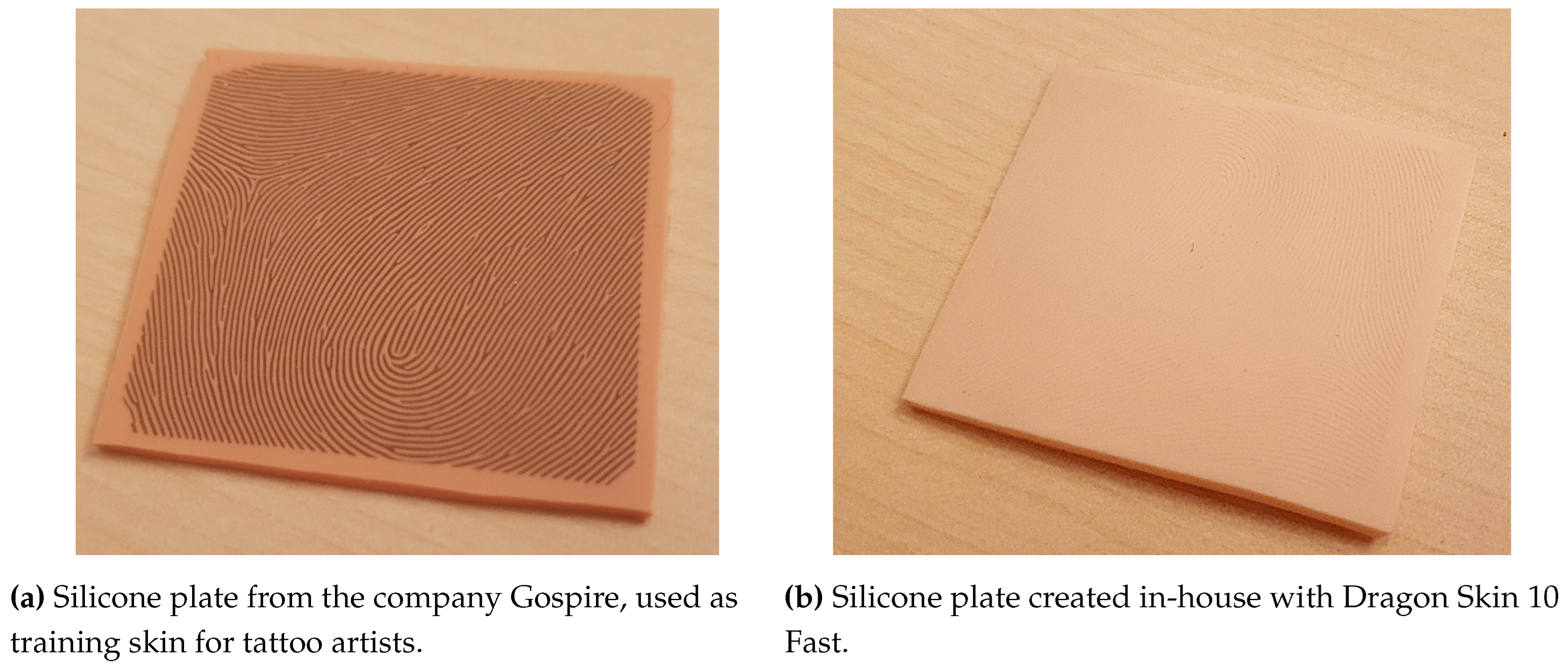
Figure 3.
Aluminum half pipe mold
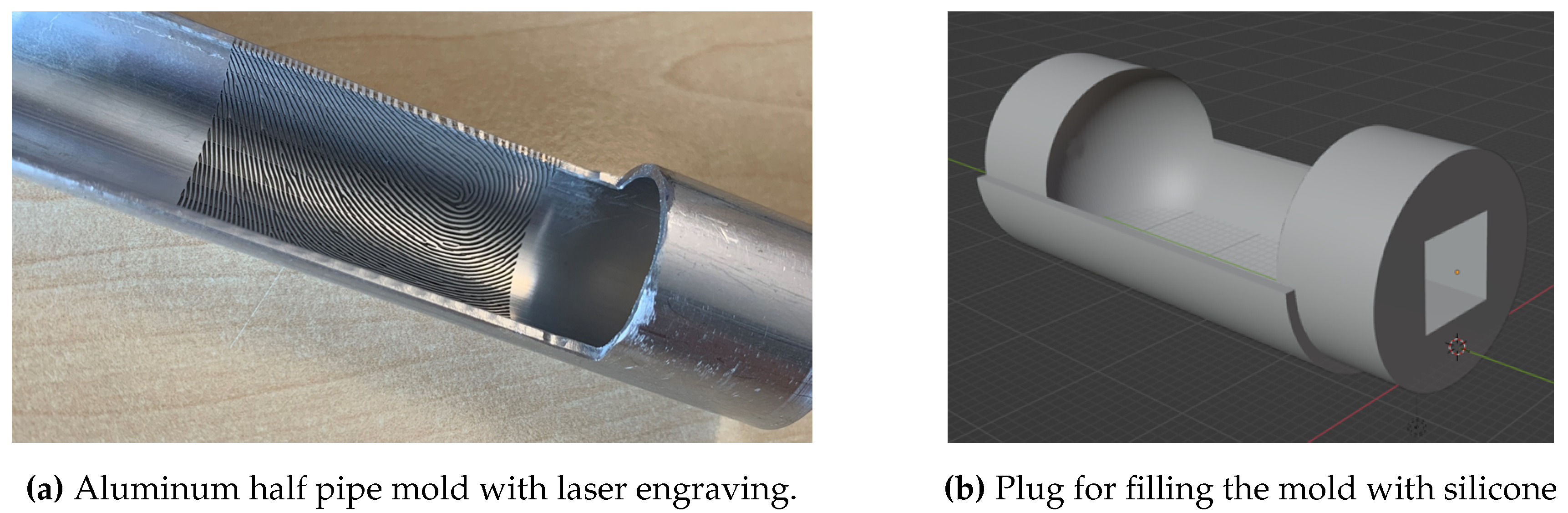
Figure 4.
Resin printed mold halves
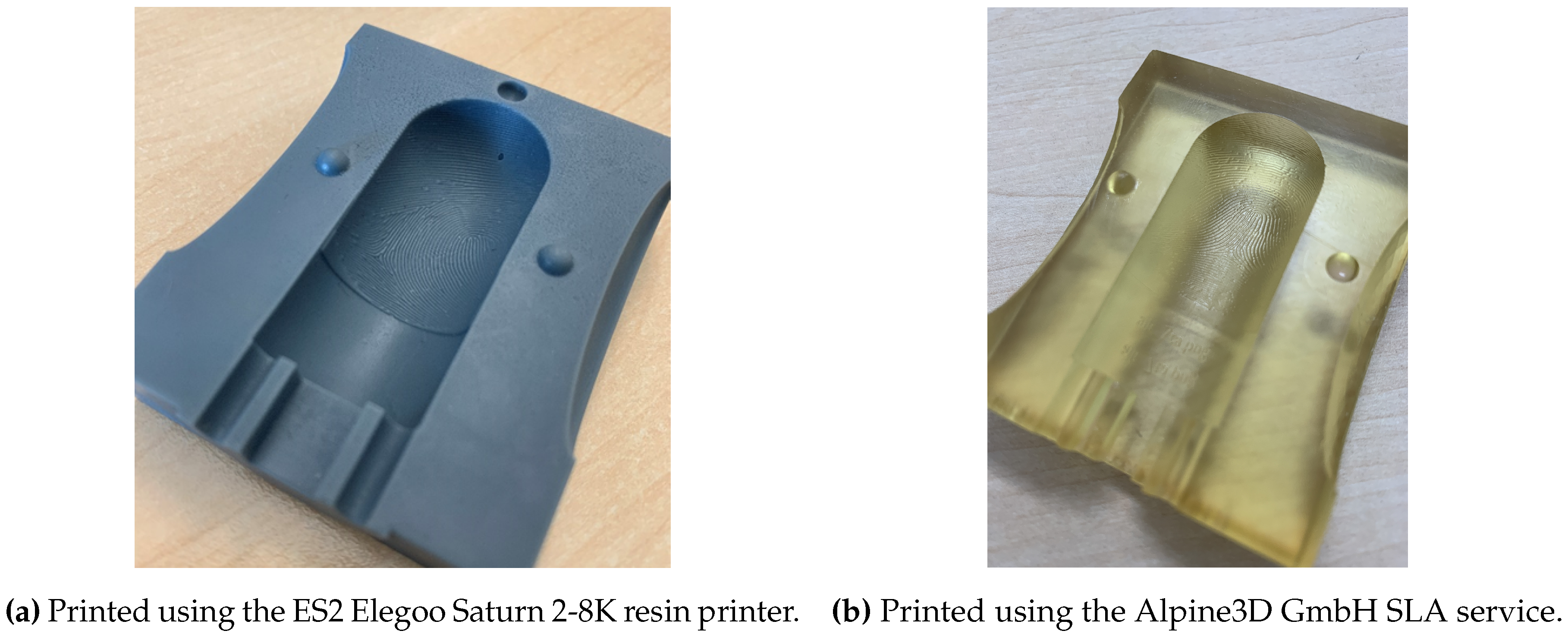
Figure 5.
Silicone target made from 3D printed resin mold.

Figure 6.
CNC machined master targets
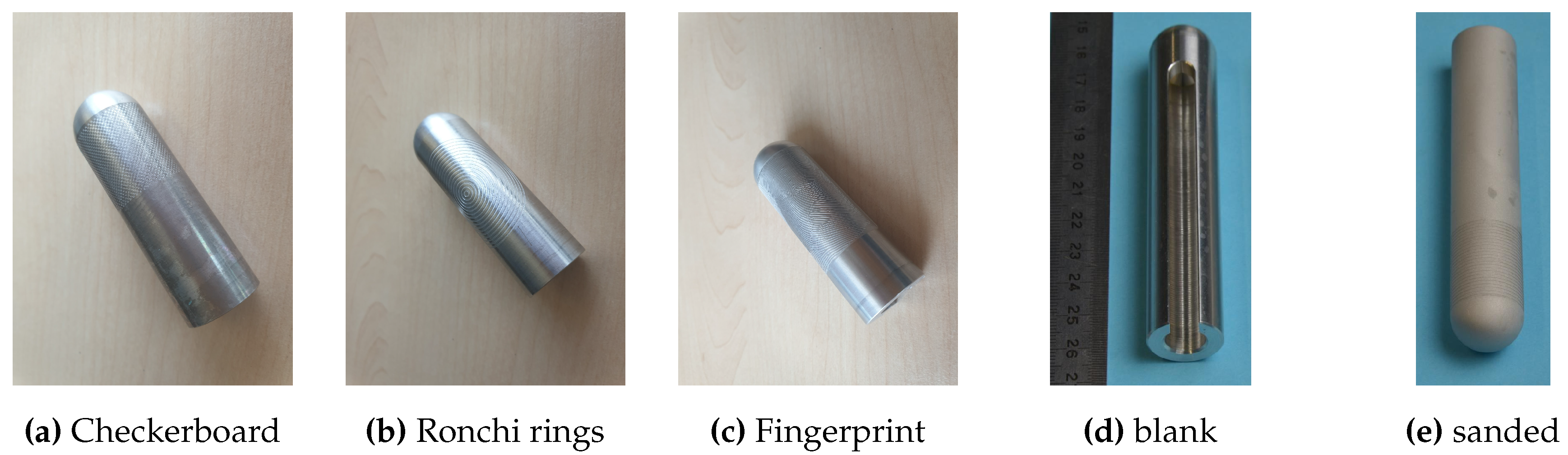
Figure 7.
Upsampling of synthetic fingerprint image used for 3D printed second generation resin mold.
Figure 7.
Upsampling of synthetic fingerprint image used for 3D printed second generation resin mold.
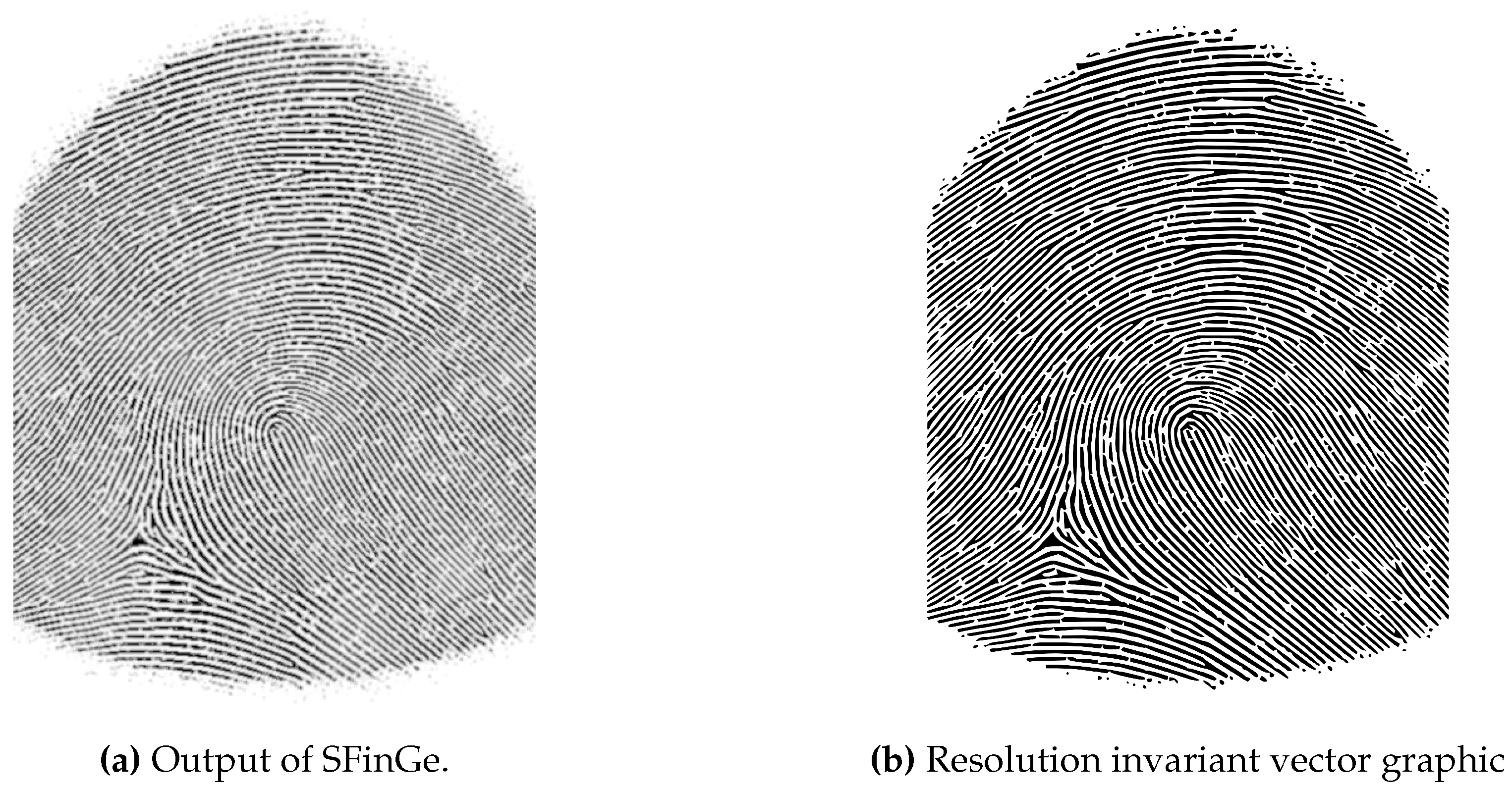
Figure 8.
The figure shows the top down view on the synthetic fingerprint engraved in the elastomer with the corresponding color coded height profile. Scale bar 5 mm.
Figure 8.
The figure shows the top down view on the synthetic fingerprint engraved in the elastomer with the corresponding color coded height profile. Scale bar 5 mm.
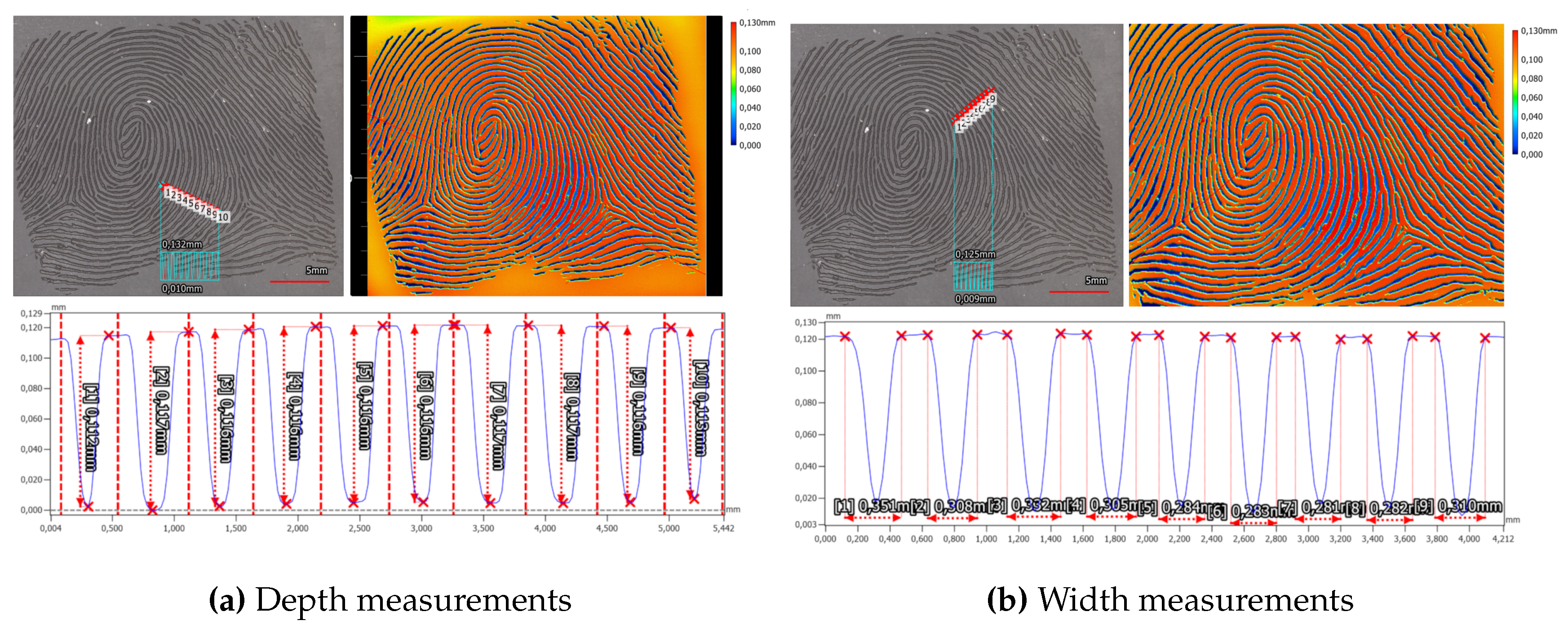
Figure 9.
The figures shows the top down view on the checkerboard structure engraved in the elastomer with the corresponding height profile color coded. The yellow/magenta line highlights the area of the height profile in the bottom plot. Within the plot the increasing and decreasing shoulder and the upper and lower plateau of the structure are selected by hand. Scale bar 5 mm.
Figure 9.
The figures shows the top down view on the checkerboard structure engraved in the elastomer with the corresponding height profile color coded. The yellow/magenta line highlights the area of the height profile in the bottom plot. Within the plot the increasing and decreasing shoulder and the upper and lower plateau of the structure are selected by hand. Scale bar 5 mm.
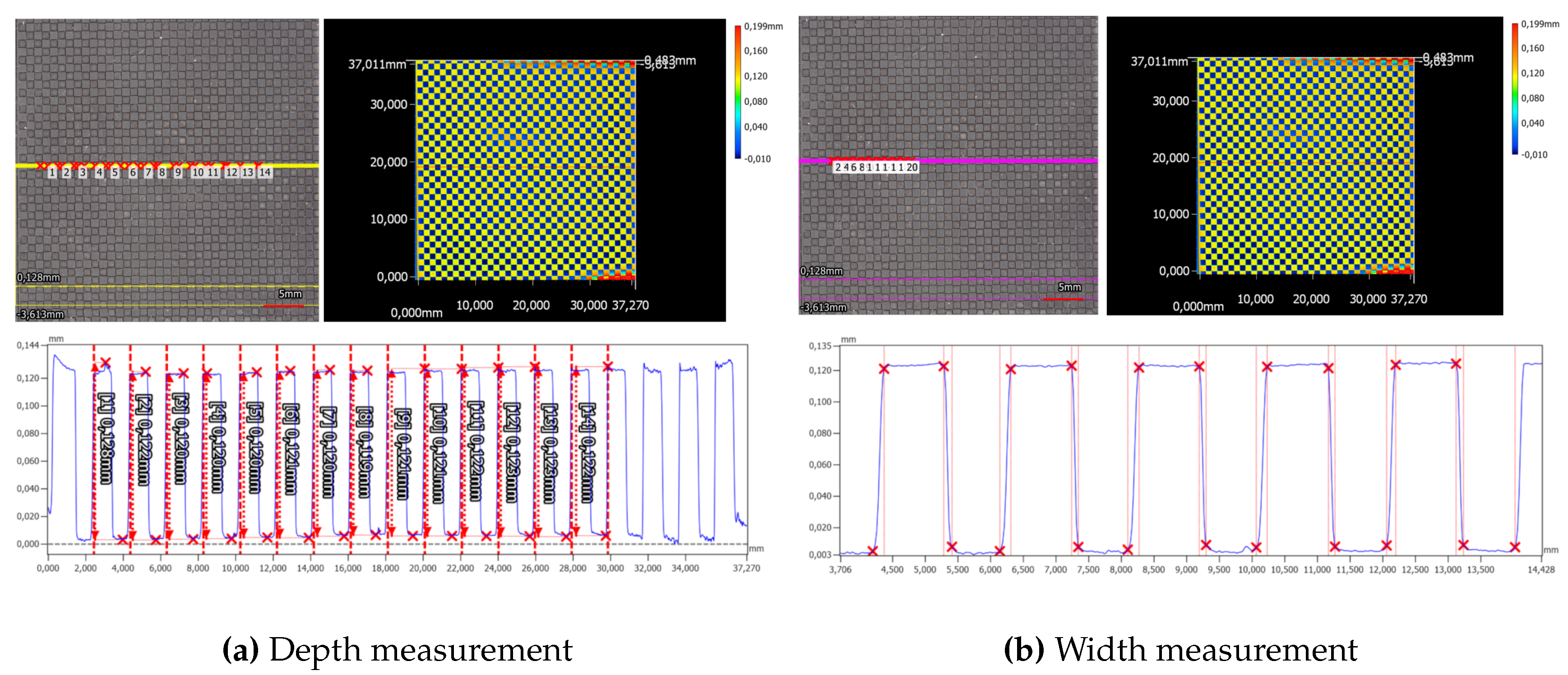
Figure 10.
Top down capture of the Gospire silicone plate. The red line indicates the section of the height profile. Scale bar 5 mm.
Figure 10.
Top down capture of the Gospire silicone plate. The red line indicates the section of the height profile. Scale bar 5 mm.
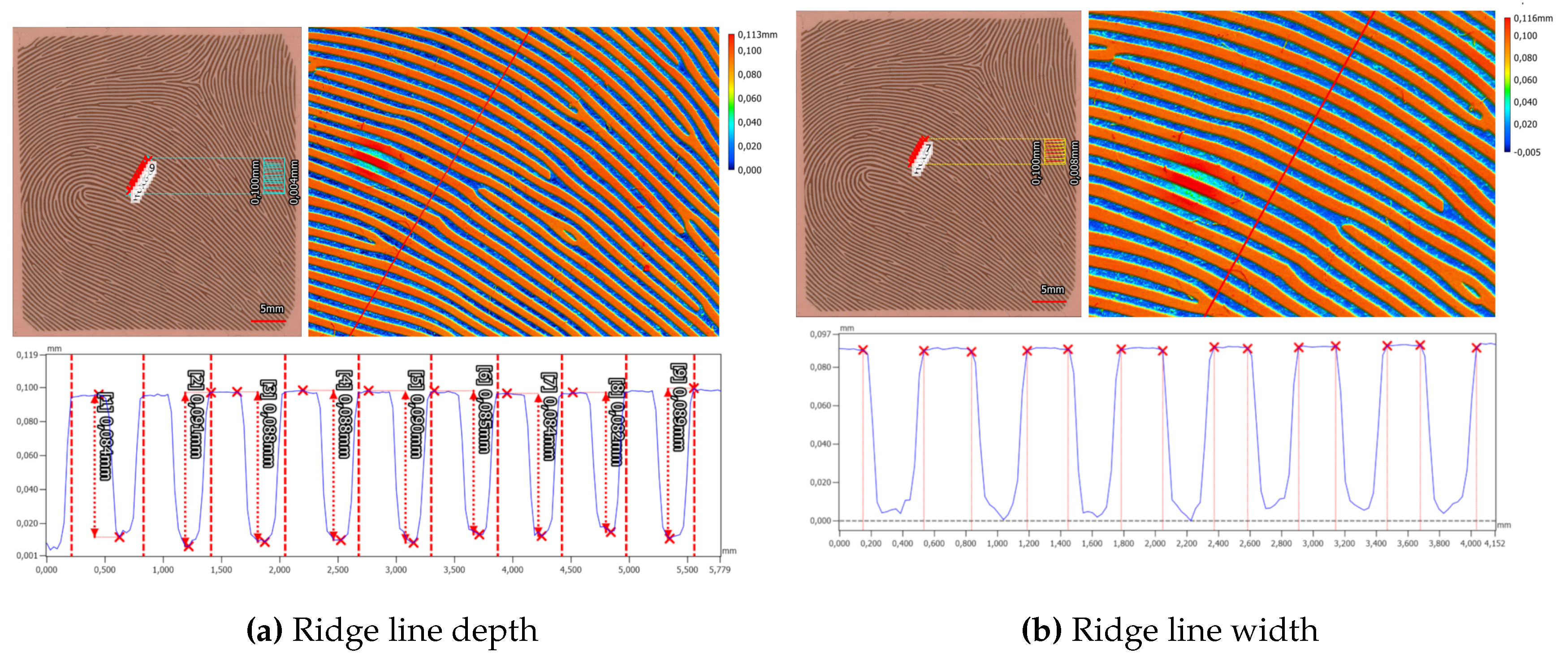
Figure 11.
Top down capture of the in-house created Dragon Skin 10 Fast silicone plate. The red line indicates the section of the profile. Scale bar 5 mm.
Figure 11.
Top down capture of the in-house created Dragon Skin 10 Fast silicone plate. The red line indicates the section of the profile. Scale bar 5 mm.
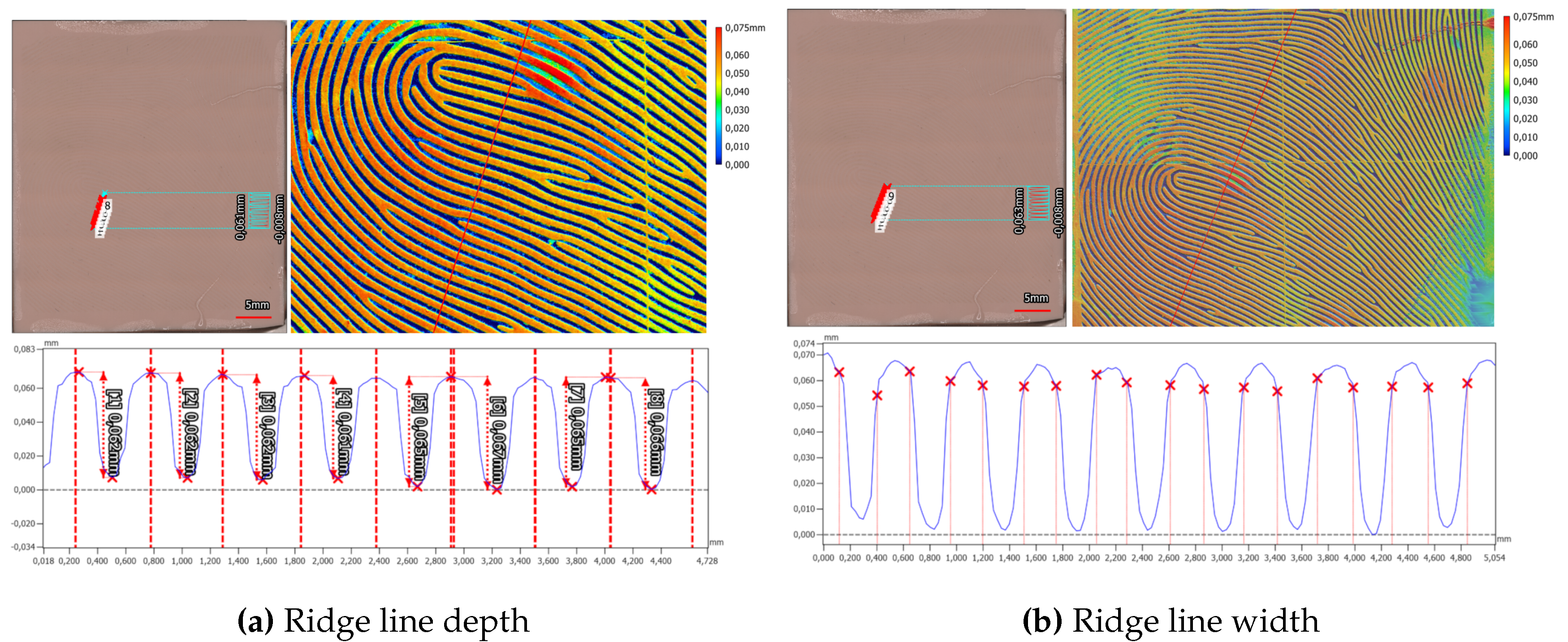
Figure 12.
Laser engraved phantoms (12b, 12c, 12d and 12e) and mold (12a). Phantom 12b is the silicone filling of the aluminum mold 12a, the other images are direct laser engraving on elastomer (12c) and silicone (12d, 12e)
Figure 12.
Laser engraved phantoms (12b, 12c, 12d and 12e) and mold (12a). Phantom 12b is the silicone filling of the aluminum mold 12a, the other images are direct laser engraving on elastomer (12c) and silicone (12d, 12e)

Figure 13.
Top down capture of an in-house Dragon Skin 10 Fast synthetic fingerprint sample created by casting the silicone in an aluminium half pipe with laser engraved fingerprint structure. The cyan/yellow line in the upper left image highlights the area where the height profile is measured. Scale bar 5 mm
Figure 13.
Top down capture of an in-house Dragon Skin 10 Fast synthetic fingerprint sample created by casting the silicone in an aluminium half pipe with laser engraved fingerprint structure. The cyan/yellow line in the upper left image highlights the area where the height profile is measured. Scale bar 5 mm
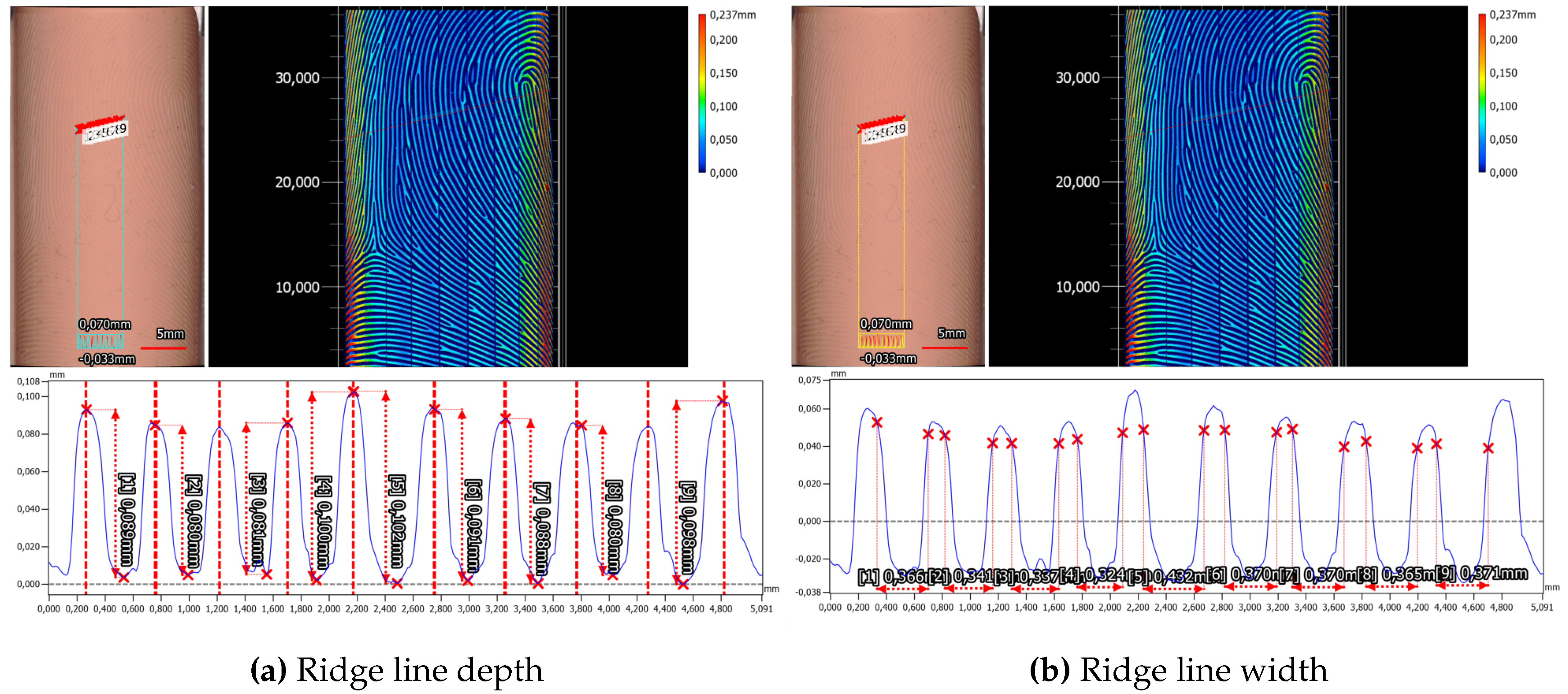

Table 1.
Elastomer materials used for laser engraving
| Laserline EPDM CSX 5K | Laserline EPDM CSC | |
|---|---|---|
| Thickness | 0.95 mm | 1.42 mm |
| Hardness | 78 Shore A | 76.5 Shore A |
Table 2.
Dragon Skin vs. human skin properties
| Dragon Skin 10 Fast [44] | Dragon Skin 20 [44] | Human Skin | |
|---|---|---|---|
| Density [kg/] | 1070 | 1080 | 1250 [45] |
| Pot Life [min.] | 8 | 25 | - |
| Cure Time | 75min | 4h | - |
| Hardness [Shore A] | 10 | 20 | 20-41 [46,47] |
| Shrinkage [m/m] | < 0.001 | < 0.001 | - |
Table 3.
This table shows the shrinkage of a fingerprint target made of Gelafix.
| Age | Measured cylindrical diameter in mm | Shrinkage in % |
|---|---|---|
| Day 0 | 19.29 | |
| Day 1 | 17.61 | 8.71 |
| Day 4 | 16.36 | 15.19 |
| > 6 Months | 15.97 | 17.22 |
Table 4.
Overview of manufacturing processes. High Manual Labor implies two casting steps, Medium one casting step and Low no casting required. Alum stands for aluminum, Print stands for the 3D printing of resin molds methodology and ES2 denotes printed with the in-house ES2 Elegoo Saturn 2-8K, while ALP denotes printed using the SLA printer service of Alpine3D GmbH. Laser stands for laser engraving, and HP stands for the half pipe mold. CNC Alum stands for the CNC Machining of Aluminum Master Target process.
Table 4.
Overview of manufacturing processes. High Manual Labor implies two casting steps, Medium one casting step and Low no casting required. Alum stands for aluminum, Print stands for the 3D printing of resin molds methodology and ES2 denotes printed with the in-house ES2 Elegoo Saturn 2-8K, while ALP denotes printed using the SLA printer service of Alpine3D GmbH. Laser stands for laser engraving, and HP stands for the half pipe mold. CNC Alum stands for the CNC Machining of Aluminum Master Target process.
| Methodology | Price | Manual Labor | Artifacts | Valley Width [] | Ridge Depth [] |
|---|---|---|---|---|---|
| CNC Alum | setup + € | High | Minimal | ||
| Laser Alum HP Silicone | € + 1000€ | Medium | Offset of ridge lines | ||
| Laser Elastomer | € | Low | Varying ridge thickness | ||
| Laser Silicone Gospire | € | Low | Minimal | ||
| Laser Silicone In-house | € | Medium | Small offset of ridge lines | ||
| Print ES2 Gelafix | € + € | Medium | Air bubbles in phantom and small holes in mold | ||
| Print ES2 Silicone | € + € | Medium | Small holes in mold | 370 | 128 |
| Print ALP Silicone | € + 50€ | Medium | Minimal |
Table 5.
NFIQ 2 measurements for rolled impressions of fingerprint phantoms recorded with Greenbit Dactyscan 84c (Phantom) and their corresponding 2D synthetic fingerprint (2D Synth). Values are averaged over multiple recordings for a given phantom creation methodology. Abbreviations of Methodology follow the scheme introduced in Table 4.
Table 5.
NFIQ 2 measurements for rolled impressions of fingerprint phantoms recorded with Greenbit Dactyscan 84c (Phantom) and their corresponding 2D synthetic fingerprint (2D Synth). Values are averaged over multiple recordings for a given phantom creation methodology. Abbreviations of Methodology follow the scheme introduced in Table 4.
| Methodology | 2D Synth | Phantom |
|---|---|---|
| CNC Alum | 56 | 53 |
| Laser Alum HP Silicone | 44 | 52 |
| Laser Elastomer | 53 | 61 |
| Laser Silicone Gospire | 44 | 47 |
| Laser Silicone Inouse | 44 | 42 |
| Print ES2 Gelafix | 56 | 36 |
| Print ES2 Silicone | 56 | 37 |
| Print Alpine Silicone | 54 | 50 |
| -Arch | 53 | 54 |
| -Tented Arch | 54 | 55 |
| -Left Loop | 59 | 50 |
| -Right Loop | 57 | 52 |
| -Whorl | 46 | 40 |
Table 6.
Optimal scaling values for the recorded rolled fingerprint samples created with the methodology written in the Methodology column in the horizontal direction (x) and the vertical direction (y). Abbreviations of Methodology follow the scheme introduced in Table 4.
Table 6.
Optimal scaling values for the recorded rolled fingerprint samples created with the methodology written in the Methodology column in the horizontal direction (x) and the vertical direction (y). Abbreviations of Methodology follow the scheme introduced in Table 4.
| Methodology | x | y | |
|---|---|---|---|
| CNC Alum | 0.57 | 0.58 | 0.0 |
| Laser Alum HP Silicone | 0.91 | 1.03 | 0.0 |
| Laser Elastomer | 0.99 | 1.02 | 8.3 |
| Laser Silicone Gospire | 0.93 | 1.04 | 0.0 |
| Laser Silicone Inouse | 0.86 | 1.00 | 0.0 |
| Print ES2 Gelafix | 0.79 | 0.83 | 13.9 |
| Print ES2 Silicone | 0.68 | 0.80 | 13.7 |
| Print Alpine Silicone | 0.64 | 0.88 | 20.7 |
Table 7.
End-to-end fidelity for phantoms measured via template comparison scores of Idkit (Idkit), Mindtct + Bozorth3 (Nbis) and FingerNet + SourceAFIS matcher (FinSource) and their average (Avg). Abbreviations of Methodology follow the scheme introduced in Table 4. The finger types (-Arch, -Tented Arch, ...) are sub-categories for the phantoms printed using the SLA printer of Alpine3D GmbH.
Table 7.
End-to-end fidelity for phantoms measured via template comparison scores of Idkit (Idkit), Mindtct + Bozorth3 (Nbis) and FingerNet + SourceAFIS matcher (FinSource) and their average (Avg). Abbreviations of Methodology follow the scheme introduced in Table 4. The finger types (-Arch, -Tented Arch, ...) are sub-categories for the phantoms printed using the SLA printer of Alpine3D GmbH.
| Methodology | Avg | Idkit | Nbis | FinSource |
|---|---|---|---|---|
| CNC Alum | 481 | 1000 | 158 | 285 |
| Laser Alum HP Silicone | 593 | 1000 | 104 | 674 |
| Laser Elastomer1 | 93 | 112 | 44 | 123 |
| Laser Silicone Gospire | 771 | 1000 | 186 | 1126 |
| Laser Silicone In-house | 689 | 1000 | 158 | 908 |
| Print ES2 Gelafix2 | 275 | 570 | 54 | 201 |
| Print ES2 Silicone2 | 295 | 615 | 70 | 200 |
| Print ALP Silicone2 | 388 | 829 | 92 | 243 |
| -Arch | 421 | 904 | 53 | 304 |
| -Tented Arch | 373 | 803 | 71 | 245 |
| -Left Loop | 465 | 977 | 130 | 289 |
| -Right Loop | 430 | 906 | 137 | 246 |
| -Whorl | 252 | 553 | 72 | 132 |
1 The elastomer phantom was not rolled, but placed on the acquisition area and the wooden finger model was rolled with pressure over the elastomer phantom to simulate the rolling process.
Table 8.
Intra-Class variability for phantoms measured via template comparison scores of Idkit (Idkit), Mindtct + Bozorth3 (Nbis) and FingerNet + SourceAFIS matcher (FinSource) and their average (Avg). Abbreviations of Methodology follow the scheme introduced in Table 4. The finger types (-Arch, -Tented Arch, ...) are sub-categories for the phantoms printed using the SLA printer of Alpine3D GmbH.
Table 8.
Intra-Class variability for phantoms measured via template comparison scores of Idkit (Idkit), Mindtct + Bozorth3 (Nbis) and FingerNet + SourceAFIS matcher (FinSource) and their average (Avg). Abbreviations of Methodology follow the scheme introduced in Table 4. The finger types (-Arch, -Tented Arch, ...) are sub-categories for the phantoms printed using the SLA printer of Alpine3D GmbH.
| Methodology | Avg | Idkit | Nbis | FinSource |
|---|---|---|---|---|
| CNC Alum | 569 | 1000 | 277 | 429 |
| Laser Alum HP Silicone | 624 | 1000 | 127 | 745 |
| Laser Elastomer1 | 537 | 778 | 207 | 625 |
| Print ES2 Gelafix2 | 363 | 727 | 123 | 238 |
| Print ES2 Silicone2 | 514 | 954 | 190 | 408 |
| Print ALP Silicone2 | 538 | 985 | 173 | 457 |
| -Arch | 545 | 1000 | 145 | 491 |
| -Tented Arch | 518 | 991 | 147 | 416 |
| -Left Loop | 561 | 1000 | 210 | 474 |
| -Right Loop | 509 | 959 | 177 | 392 |
| -Whorl | 557 | 974 | 186 | 512 |
1 The elastomer phantom was not rolled, but placed on the acquisition area and the wooden finger model was rolled with pressure over the elastomer phantom to simulate the rolling process.
Table 9.
Intra-Class variability for phantoms from different manufacturing methodologies with the same fingerprint type measured via template comparison scores of Idkit (Idkit), Mindtct + Bozorth3 (Nbis) and FingerNet + SourceAFIS matcher (FinSource) and their average (Avg). Abbreviations of the Methodology follow the scheme introduced in Table 4.
Table 9.
Intra-Class variability for phantoms from different manufacturing methodologies with the same fingerprint type measured via template comparison scores of Idkit (Idkit), Mindtct + Bozorth3 (Nbis) and FingerNet + SourceAFIS matcher (FinSource) and their average (Avg). Abbreviations of the Methodology follow the scheme introduced in Table 4.
| Methodology | Avg | Idkit | Nbis | FinSource |
|---|---|---|---|---|
| Laser Alum HP Silicone, Laser Silicone Gospire, Laser Silicone In-house | 575 | 966 | 99 | 660 |
| Laser Alum HP Silicone, Laser Silicone Gospire | 608 | 1000 | 119 | 705 |
| Laser Alum HP Silicone, Laser Silicone In-house | 560 | 956 | 93 | 630 |
| Laser Silicone Gospire, Laser Silicone In-house | 661 | 978 | 125 | 880 |
| Print ES2 Silicone, Print ES2 Gelafix, CNC Alum | 357 | 708 | 103 | 260 |
| Print ES2 Gelafix, CNC Alum | 343 | 679 | 106 | 244 |
| Print ES2 Silicone, CNC Alum | 411 | 770 | 135 | 327 |
| Print ES2 Silicone, Print ES2 Gelafix | 383 | 764 | 118 | 267 |
Table 10.
Overview of the results for the investigated quality features for the different phantom manufacturing methodologies. Laser Elastomer stands for the direct laser engraving of elastomer targets, Laser Silicone for both direct laser engravings of silicone plates created in-house and bought from Gospire, Laser Alum. HP for the laser engraving of an aluminum half pipe with silicone filling, 3D Print Gelafix for the 3D printed resin mold filled with Kryolan Gelafix, 3D Print Silicone for the combination of both versions of the 3D printed resin molds filled with silicone, CNC Alum. Silicone stands for the phantoms casted in a two-stage process from CNC machined aluminum master targets. Interop. stands for interoperability, R. Form for ridge form, R. Consistency for ridge-valley width and depth consistency. The arrows indicate very low/very few (⇊), low/few (↓), medium (), high/many (↑), very high/very many (⇈).
Table 10.
Overview of the results for the investigated quality features for the different phantom manufacturing methodologies. Laser Elastomer stands for the direct laser engraving of elastomer targets, Laser Silicone for both direct laser engravings of silicone plates created in-house and bought from Gospire, Laser Alum. HP for the laser engraving of an aluminum half pipe with silicone filling, 3D Print Gelafix for the 3D printed resin mold filled with Kryolan Gelafix, 3D Print Silicone for the combination of both versions of the 3D printed resin molds filled with silicone, CNC Alum. Silicone stands for the phantoms casted in a two-stage process from CNC machined aluminum master targets. Interop. stands for interoperability, R. Form for ridge form, R. Consistency for ridge-valley width and depth consistency. The arrows indicate very low/very few (⇊), low/few (↓), medium (), high/many (↑), very high/very many (⇈).
| Price | Labor | Fidelity | Interop. | R. Form | R. Consistency | Artefacts | Geometry | Longevity | |
|---|---|---|---|---|---|---|---|---|---|
| Laser Elastomer | ↓ | ↓ | ⇊ | ↑ | Wide | Minor | Flat | ↑ | |
| Laser Silicone | ↓ | ↓ | ⇈ | ↑ | Wide | ↑ | Minimal | Flat | ↑ |
| Laser Alum. HP | ↑ | ↑ | ↑ | Wide | Major | Cylindrical | ↑ | ||
| 3D Print Gelafix | ↓ | Slim | Major | Cylindrical + Tip | ↓ | ||||
| 3D Print Silicone | ↑ | Slim | Minimal | Cylindrical + Tip | ↑ | ||||
| CNC Alum. Silicone | ↑ | ↑ | ↑ | ↑ | Slim | ↑ | Minimal | Cylindrical | ↑ |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



