
Submitted:
25 March 2024
Posted:
26 March 2024
You are already at the latest version
Abstract
In the construction sector, the integration of biobased materials has emerged as a pivotal aspect of EU policies, aimed at promoting sustainable practices throughout the value chain to mitigate resource consumption and carbon emissions. This paper explores the development and validation activities of a bio-based façade system within the Basajaun H2020 project, focusing on enhancing the utilization of biobased components within building envelopes to replace conventional solutions with eco-friendly alternatives. This paper reports the methodologies employed to detect requirements and outline the testing protocols undertaken to validate the façade system design devised within the project focusing on the original façade components as the bio composite profile. Vision and opaque façade modules are prototyped and tested following curtain wall standards standard for performance and acoustic assessments, to showcase the efficacy of the developed solution. The conducted tests demonstrate the feasibility of integrating bio-based components into building envelopes, aligning with project expectations, and prevailing standards for curtain wall façade solutions. Notably, the designed façade system meets technical conditions and project objectives. Nevertheless, the research underscores the need for further refinements to facilitate solution industrialization and explore broader market applicability. Future efforts will focus on addressing these improvements and assessing the scalability of the solution.
Keywords:
bio-based building products
; building envelope
; curtain wall façade
; prefabrication
; sustainable construction
; façade system validation
; testing activities
; performance and acoustic test
1. Introduction
The construction sector contributes to 30% of raw material utilization, nearly 40% of greenhouse gas emissions, and up to 40% of solid waste generation [1,2,3]. Consequently, integrating bio-based materials into the construction industry emerges as a pivotal objective within EU policies, aimed at fostering sustainable practices across the entire value chain [4,5] and throughout a building’s lifespan to reduce the carbon emissions [6,7,8] as well as contributing to reducing pollution and resource consumption [9,10,11,12,13].
The integration of bio-based components presents more than just an environmental advantage; it offers a gateway to reimagining building products through the synergy of bio-economy and circular economy concepts [14,15]. This approach has the potential to not only enhance environmental sustainability but also to optimize industrial-scale production value chains. Therefore, by investigating renewable and biodegradable resources, bio-based materials offer a compelling solution to mitigate the ecological footprint associated with building envelope facades [16].
Building envelope represents an important building component since serves as a multifaceted system tasked with delineating outdoor and indoor environments while meeting stringent criteria and integration of diverse technologies encompassing thermal, acoustic, and mechanical performance, as well as facilitating the integration of diverse technologies and ensuring user safety [17,18,19,20]. The current benchmark for curtain wall facades is represented using aluminum components, glazed panel and mineral wool as insulation which is a mature technology within the market. The growing demand for bio-based materials in building envelopes stems from their versatility, compatibility with modern design, and ability to address technological requirements [21,22,23]. Moreover, the prefabrication process involved in curtain walls enhances the design of eco-conscious facade systems, contributing to sustainable buildings. Paramount considerations include factors such as disassembly, reuse, recycling as well as efficiency in manufacturing, waste production, and maintenance [24,25,26]
In this context, Basajaun H2020 project (G.A. 862942) [27,28] represents a boost in the adoption of biobased materials for the building envelope sector. It plays an important role in the research and innovation sector; indeed, its objectives are to integrate wood-based materials into building product systems, thereby fostering increased acceptance and utilization of biomaterials within the construction market. Within this activity, this paper presents the results of the prototyping and testing activities conducted in line with normative market requirements to validate the façade system modules developed within Basajaun project in the designing phase. The research is also based on a previous VII Framework Programme project (Osirys—G.A.: 609067) [29,30] where a first version of the use of a bio composite profile was developed and protected under the patent (EP3628790).
This article aims to demonstrate the effectiveness of using bio-based and alternative components as substitutes for conventional materials within prefabricated façade systems through iterative methodologies. Therefore, it investigates and reports multifaceted considerations, decision-making processes underlying the development and integration of environmentally sustainable products within façade system modules. In particular, the paper objectives are to investigate and provide contributions in the scientific field in the validation of biobased curtain wall façade system regarding the façade manufacturability, the normative compliance to tested in accredited laboratory focusing on the original façade components as the bio- composite profile. In addition, the research will identify the prototypes’ weak points and the industrialization issues in the off-site manufacturing process to meet industrial needs for a wide replication in the market.
The paper is structured as follows: Section “2. Materials and Methods” outlines the implementation of selected biobased components and alternative within the façade system, their typologies and their validation in manufacturing and testing stages. Section “3. Results” presents the outcomes from the manufacturing and testing activities of the components and of the overall of the façade system modules prototyping. Section “4. Discussion” highlights the successful aspects of bio-based and alternative components integration in façade in manufacturing and testing stages validation activities conducted for façade normative compliances but also identifying issues emerged during manufacturing stages and gaps identified due to research and test limitations. Section “5. Conclusions” summarizes the main achievements related to the paper’s goal of analyzing bio-based façade system modules opportunities in supporting bio-based and alternative materials integration and proposing further development in research and market analysis for commercialization purposes.
2. Materials and Methods
This section presents the methods and materials for the implementation of the bio-based components in facade system modules. The methods defined below demarcated the stages for the process adopted for the development in manufacturing and testing stages of the bio-based integration in façade system modules:
- Identification of validation activities—based on designing and desk validations conducted, a list of testing are defined to demonstrate the feasibility of manufacturability and integrability of components in façade system modules.
- Prototyping and Testing—testing activities for manufacturing and normative validation of bio-based façade system modules are conducted to align with product requirements and expected outcomes to collect data and analyze the results achieved. This stage allows to validate modules against requirements, identifying weaknesses, and implementing improvements.
- Results analysis—this stage aims at identifying weaknesses and opportunities for bio-based façade system modules with a specific focus on gaps and barriers to challenge for market introduction by identifying weak points and improvement opportunity for further activities.
The materials for the research activity are:
- Façade design system defined in Basajaun project.
- Test procedures for system validation: performance and acoustic chamber focused on the dimension and requirements for the prototyping phase design.
- Method statement for testing activities conducted in laboratory environment to validate façade system modules based on EN 13830: 2015 [31] and EN 14019:2016 [32] for curtain Walling–impact resistance—performance requirements and local norms for thermal behavior. This European standard specifies the requirements for lightweight façades intended for use in the building envelope to provide weather protection, safety in use, energy savings and heat retention.
3. Results
The Basajaun façade system is defined based on requirements and market standards for both vision and opaque typologies of curtain wall façade systems. Applying the Basajaun façade in demonstration buildings serves as the initial validation in real-world settings with stakeholders. The achievement of the requirements for each demo is the target to have an innovative product that complies with all the requested outcomes for the facade This choice directs to EN 13830:2005 the norm of reference for the testing activities and the requirements to be achieved to comply with additionally to the ones defined by demo buildings and further described.
Additionally, particular emphasis is placed on validating the implementation of bio-composite materials within the Basajaun façade system. While Curtain Facade technology with aluminum profiles is well-established in the market, the utilization of pultrusion materials constitutes a novel contribution to building envelopes, necessitating careful consideration of specific requirements. The research explores the feasibility of incorporating pultruded biobased components by testing its performances and characteristics.
The following paragraphs present the validation of the final design of the bio-based façade system resulting from the previous evolutions, requirements, and considerations.
3.1. Identification of Validation Activities
Based on the identified requirements during the designing phase of the project, a set of validation tests during the integration of the components have been defined at different stages of the development of the facade systems. The Table 1 reports outline the activities deployed for validation.
3.2. Façade Prototyping and Testing Phase
The following chapter reports the tests conducted to validate the developed façade system design. It begins with the validation of the properties and characteristics of the bio-composite profile. Subsequently, adhesion and compatibility tests were conducted among the bio-composite profile and façade components to ensure proper integration. Finally, the façade systems were manufactured, and performance and acoustic tests were conducted.
3.2.1. Bio-Based Profile Testing
The bio-component pultruded profile for the façade module system has undergone various tests to ensure its suitability for inclusion in the system. It is important to note that this material, although based on wood, has been configured as a composite by mixing resins and fibers to create a plastic composite. Through an iterative manufacturing process involving adjustments to the pultrusion process velocity and curing temperature, the results obtained align with the expected profile design. These tests confirm the compatibility and effectiveness of the material and its configuration within the system (Figure 1).
Based on standard “EN 13706-2:2002 Reinforced plastics composites—Specifications for pultruded profiles—Part 2: Methods of test and general requirements” [33], first tests were done as and results are compared with the values tabulated in the UNE-EN 13706-3 standard (Table 2) obtaining the highest classification you can have.
Table 3 shows the tests done by specific standard and it demonstrates the good properties obtained for this bio-component pultruded profile for façade module system. The tests that do not appear were not made for the dimensions of the profile that cannot provide standard test specimens.
In order to increase the performances of the profile and, above all, how it could behave against aggressive agents, the Table 3 shows the results of mechanical tests carried out in addition to those described above and the physical tests to evaluate its properties (Table 4).
Based on these results, including tensile Properties, before and after aging tests, it can be confirmed that crucial mechanical properties such as tensile properties remain unaffected by aging. The material maintains its rigidity (27.1 GPa before aging and 28 GPa after), Tensile Stress (409 MPa before aging and 388 MPa after), and tensile strain of 1.7% compared to 1.4%. These values are consistent, considering the standard deviation shown in each test. Moreover, the latest test conducted on the profiles indicates improved Flexural properties compared to previous ones, with a 25% increase in Elasticity Modulus and a 35% increase in flexural strength Table 5. Consequently, the behavior of the profiles and the system is superior to what was predicted by the mechanical calculations.
Regarding the physical properties (Table 6), a battery of tests was conducted to validate its properties and compare them with commercial profiles. All the results were very promising, showing performance equal to or superior to commercial profiles in some tests.
Beyond the specific results about bio-component pultruded profiles, tests were done to validate the compatibility between bio-composite profile and other façade materials. In particular, the following tests have been done:
-
Opaque façade’s technological systems (Figure 2) tested for exposure to damp heat, water spray and salt mix under ISO 4611:2011 for:
- ○
- Internal vapor barrier technological system composed of tape, membrane, double tape, and bio-composite profile.
- ○
- External wind-air tightness and wind load resistant technological system composed by tape, membrane, double tape, and bio-composite profile.
- Vision façade system testes for adhesion and compatibility tests for the technological system composed by structural silicone and bio-composite profile.
For both systems peel and shear tests were performed before and after aging in specific conditions. Peel tests were performed based on UNE EN 12316-2:2013 with specimens with a width of 91 mm. And shear tests were performed based on UNE EN 12317-2:2011 with specimens with a width of 91 mm and a total length of 200 mm with a width of the joint in the middle of the specimen of 50 mm. The tests performed in each system are:
-
Internal technological system:
- ○
- Shear test of the reference (procedure based on UNE EN 12317-2:2011)
- ○
- Peel test of the reference (procedure based on UNE EN 12316-2:2013)
- ○
- Shear test of the samples after an aging of 168 h at 50ºC and 70% RH
- ○
- Peel test of the samples after an aging of 168 h at 50ºC and 70% RH
-
External technological system:
- ○
- Shear test of the reference (procedure based on UNE EN 12317-2:2011)
- ○
- Peel test of the reference (procedure based on UNE EN 12316-2:2013)
- ○
- Shear test of the samples after aging of 14 days at (23±2) °C / (50±10) % RH + 4 days at (70±2) °C +24 h at (23±2) °C-(50± 10) % RH + UV ageing according to Annex C UNE EN 13859-2:2014 (336 h of UV cycle phase)
- ○
- Peel test of the samples after aging of 14 days at (23±2) °C / (50±10) % RH + 4 days at (70±2) °C +24 h at (23±2) °C-(50± 10) % RH + UV ageing according to Annex C UNE EN 13859-2:2014 (336 h of UV cycle phase, a total of 403 hours)
Results of the peel tests are reported in Table 7.
Results of the shear tests are reported in Table 8.
Structural silicone—test description—As above mentioned, a series of test were conducted to guarantee the compatibility and adhesion behavior between the bio-composite profile with structural silicone and other sealants to be used in façade manufacturing (vision façade module) and in the installation stage (tightness sealing for curtain wall façade) by the silicone supplier.
- Adhesion—performed in accordance with the adapted ASTM C794 [36] or ETAG 002 Paragraph 8.3.2.4(6) [35]. The test performed 3 pieces in immersion in water (95 ± 2) °C for 24 hours, 3 test pieces: immersion in water at (23 ± 2) °C for 7 days and 3 test pieces: in an oven at (100 ± 2) °C for 7 days. They are then conditioned for (48 ± 4) hours at a temperature of (23 ± 2) °C and (50 ± 5) % relative humidity. The conditioned test pieces are then subjected to tensile tests to rupture.
Cutting and machining—Important phase is the cutting and machining which involves the precision cutting and shaping of the bio-composite profile to meet specific design requirements. This process typically includes tasks such as sawing, milling, drilling, and tapping to create precise dimensions and features. Overall, the cutting and machining phase is essential for transforming raw profiles bars into functional components ready for assembly in the production line. Preliminary tests were conducted on the bio composite profile sample for cutting and machining activities with the aim to investigate its behavior and to identify the best equipment to use with the aim to identify the most suitable tool for bio composite material (Figure 3). The tests revealed good properties for cutting allowing the operation without provoking any crack or damage. However, the standard equipment used for aluminum is not suitable for bio composite due to the hard properties of basalt fibers which ruined the machining during the activities, therefore different tools and systems need to be used. Moreover, due to the amount of resin included in bio-composite materials, a fully equipped vacuum system is needed for the generated dusts as illustrated in Figure 4.
The Basajaun bio-composite profiles after the cutting and machining process are depicted in Figure 5 (a and b).
3.2.2. Facade Manufacturing
The manufacturing of prototypes for the Basajaun façade involves both vision and opaque modules. This comprehensive approach aims to showcase the design’s effectiveness and test the entire façade system. The primary objectives are to demonstrate the façade system design effectiveness and to identify potential weak points aiming to provide valuable insights for enhancement. Therefore, the testing phase not only serves to validate the Basajaun façade system but also aligns with the norms set by the Curtain Wall Façade (EN 13830). This demonstration emphasizes the correct design and manufacturing processes for the module, ensuring compliance with industry standards. Below a sequence of manufacturing processes is reported, Figure 6 for vision modules and Figure 7 for opaque ones while Figure 8 shows a zoom on the membrane and tape application of the bio-composite profiles.
3.2.3. Performance Test
The Basajaun PMU has been designed considering the most relevant units typologies and the material used in the demo buildings. Therefore, the units have been positioned on two different floors to be able to test all the possible junctions. For this reason, on the ground floor, n°3 vision module has been positioned while on the first floor two opaque units (n.1 with wooden cladding for the French demo and n.1 with the one for the Finnish demo) and n°1 window typology. The Basajaun facade constitutes a unitized system, necessitating validation of its performances in accordance with EN 13830 standards for Curtain Wall Facades. The conducted test, specific to this technological product, entails a comprehensive analysis of norms to discern the extent to which this facade facilitates elevated building performances. Accredited testing facilities, authorized to furnish official test reports for the acquisition of CE certification under EN 13830, have executed the test. The method statement delineating the testing procedures has been meticulously defined, and the sequential arrangement of the tests has been stipulated as follows:
- 1. Air permeability, water penetration resistance and wind resistance test sequence.
- 2. External and internal impact test sequence for impact with the double tires.
- 3. Deflection gauge verification—based on façade mechanical simulation, the correspondence between the value from simulation and the one from test is compared to confirm the theoretical component. The complete list of conducted tests is in Table 9.
Figure 9 shows the façade installed, 3 vision module on the ground floor and 3 opaque modules on the first floor (a) and one of the impact tests performed with the double tire on a glass surface (b).
The result achieved by the PMU test accomplished all the requirements according to the EN ISO 13830:2005 as shown in Table 10.
3.2.4. Acoustic Test
The purpose of the Acoustic Mock-Up was to demonstrate Basajaun facade acoustic insulation performances under the norm EN ISO 717-1:2020 (IN-OUT test). The acoustic mock-up has been designed by considering the dimensions of the acoustic chamber set up in Tecnalia laboratory where the test was conducted. Four façade modules 800x2760 mm each one was installed into a prefabricated concrete frame 40 cm thick and interior dimensions of 2800 mm high by 3600 mm long, with face of wood cladding oriented to the source test room. The gap, in the lateral part, between the acoustic chamber frame and the façade modules was filled by a brick wall with gypsum plasterboard and mineral wool lining on both sides as shown in the technical drawing Figure 10 and Figure 11. The test mock-up was mechanically fixed to the perimeter by means of a steel profile and the gap was sealed mainly by mineral wool and joints sealing. Figure 12 shows the vision module acoustic chamber while Figure 13 the opaque modules.
The test is conducted in horizontal transmission rooms, consisting of a source room and a receiving room. The receiving room comprises two separate concrete boxes, each with a thickness of twenty and ten centimeters respectively, designed to be acoustically isolated. Conversely, the source room is constructed with a double box featuring a metal frame and gypsum board, also acoustically isolated. The mobility of the source room facilitates the positioning of the test specimen externally, as well as its subsequent installation between the test rooms.
The purpose of the test is to obtain the rating according to EN ISO 717-1:2020. For that it is necessary to obtain the Sound reduction index, R, for the one-third-octave band from 100 Hz to 5 kHz according to EN ISO 10140-2:2021:
where S: Test specimen area; A=0,16 V/T.
R=L1-L2+10 Log S/A
The average sound pressure level in the source and receiving room, L1 and L2, are measured using a moving microphone with a sweep radius of 1 m and a traverse period of 16 s during 32 s of measure. Background noise in the receiving room is measured according to the same measurement process of sound field in the receiving room.
The equivalent sound absorption area, A, in the receiving room is evaluated from the reverberation time measured in the receiving room, T, and from the receiving room volume, V. Reverberation time is determined by using two positions of the sound source and three fixed microphone positions for each source position distributed at 120º in the microphone path. The measurement chain is verified just before and after the execution of the test.
The rating according to EN ISO 717-1:2020 is calculated from the Sound reduction index curve obtained according to EN ISO 10140-2:2021.
For the vision modules the test was conducted following the EN ISO 10140-2:2021 and the results obtained are (rating according to EN ISO 717-1:2020):
- Rw (C; Ctr): 42 (-2; -6) dB.
- RA = Rw + C100-5000: 41 dB.
- RA, tr = Rw + Ctr,100-5000: 36 dB
While for the opaque modules the results obtained are (rating according to EN ISO 717-1:2020):
- Rw (C; Ctr): 44 (-2; -7) dB.
- RA = Rw + C100-5000: 43 dB.
- RA, tr = Rw + Ctr,100-5000: 37 dB
4. Discussion
This section synthesizes the key discussions and interconnections regarding the Basajaun project objectives outlined in Chapter 1. The results obtained during the validation phase revealed that the facade system design aligns with the project requirements and expectations. These results demonstrate the effectiveness of implementing various facade typologies, industrialized manufacturing processes, and the use of bio-composites, which converge to create sustainable and innovative building envelope solutions. Regarding the bio composite profile developments:
- all the conducted tests confirmed a successful outcome—the profile could be a valuable alternative to conventional materials such as aluminum in curtain wall façade.
- adhesion test between sealants and bio-composite profile—the aim is to use structural silicone in direct contact to the bio-composite profile to reduce the number of system components. However, the test did not fail, but for safety reasons for future building lifespan the manufacturing has been done with an aluminum profile integrated with the bio-component profile to have certainness of the adhesion of structural silicone with glass.
- adhesion test between membrane and bio-composite profiles—the results confirm that the solution is considered valuable for the utilization in façade not having achieved failure mode. Conducting durability tests on these systems over an extended period, considering the diverse support structures to which they were affixed, has been a fundamental step. Such evaluations are crucial for ascertaining the long-term effectiveness of these systems as well as their suitability for practical implementation.
- cutting and machining—the profiles due to its characteristics allows to be cut and machined by changing the equipment tool in comparison to the aluminum profiles. However, for further developments a substantial weight reduction needs to be considered to enhance overall economic efficiency.
- Regarding the development of biobased curtain wall façade:
- the Basajaun system tests confirm successful outcomes, including manufacturability of panels, validation of design accuracy with minor adjustments, definition of possible performance levels, adherence to current Curtain Wall facade standards, and demonstration of Basajaun solutions’ effectiveness in addressing prefabrication challenges while meeting high-performance standards.
- the performance test (PMU) demonstrates that the façade can support the wind load in pressure and suction, it guarantees the air permeability and watertightness tests according to the standard. Table 11 reports the results obtained and the result analysis.
- AMU—The results of the acoustic mock-up are useful to define the acoustic insulation provided by the Basajaun. Both typologies were validated by in situ tests. Table 12 shows the comparison among the obtained results.
The results of the acoustic mock-up according to EN ISO 717-1:2020, Rw; C; Ctr; C100-5000; Ctr,100-5000, are necessary to estimate the acoustic behavior of the rooms of a building, R’w. Once the building is executed, an in-situ test is carried out to validate R’w against the established requirement. Table 11 shows that the in-situ measured results improve the simulation ones and they are much higher than the requested requirements.
It is very important to have reliable data of enclosures, especially in new systems, to obtain adequate estimation data and be able to satisfy the established requirements.
However, further activities need to be conducted with the aim to investigated additional characteristics and implement the façade system:
- Sealant test—once defined the finishing of the window (architectural choice ongoing by UNSTUDIO and demo partner); a final approval on dark finish (T17 EBANO) for the wooden frame is pending.
- Implementation of Basajaun Façade Typologies—The activities conducted during the Basajaun façade system demonstrate that the system could be adapted for different façade modules typologies to be used in a demo building. The next activities about the Basajaun façade will be to develop the Demo detail design and Basajaun façade manufacturing. In addition to have the possibility to install the system in the demo building in France (Bordeaux), it was requested by the local architects to fulfill an ATEx procedure (Appreciation Technique d’experimentation) of the entire façade system. All these tests were used as part of this validation process conducted by the CSTB (Centre Scientifique et Technique du Bâtiment) with reference number: 3047_V1.
- Prefabrication Process Industrialization—The goal of advancing the prefabrication manufacturing process lies in its industrialization to address the construction industry’s needs. This segment explores into assessing the benefits of factory-based manufacturing, encompassing aspects such as cost efficiency, quality control, and scalability. Decreasing both the weight and thickness of the façade system with a targeted approach towards optimizing bio-composite profiles, resulting in improved resource efficiency and cost savings.
5. Conclusions
The overmentioned activities demonstrated that the Basajaun facade system design is successfully aligned with the stipulated objectives and requirements of the Basajaun project, demonstrating accomplishments in several key areas. Therefore, Basajaun system is in line with current building envelope standard for curtain wall façade solution. The focus on industrialization allows for off-site manufacturing, with on-site installation limited to brackets and base profiles, ensuring scalability and reproducibility.
The prototyping and testing activities validated these outcomes and explored the broader applicability of the Basajaun facade within wood-based products in the construction value chain. Beyond the achievements obtain by Basajaun façade system, further steps could be made with the aim to improve the façade system and its marketability as:
- Enhancing the proportion of biobased components in the profiles, with a specific emphasis on the resin content, to contribute to a more sustainable and environmentally friendly product,
- Market validation is missing and should be conducted once the biobased profile is able to reduce its manufacturing costs.
Author Contributions
Conceptualization, A.P., L.V.; methodology, A.P., L.V. J.A.L.; validation, A.P., L.V., J.A.L., A.N.M.; formal analysis, A.P., L.V., A.N.M.; investigation, A.P., L.V., A.N.M.; resources, L.V., A.N.M., S.L.A.E.; data curation, S.L.A.E., L.V, A.N.M; writing—original draft preparation, A.P., L.V. and; writing—review and editing, L.V., A.P., S.L.A.E., A.N.M., J.A.L.; visualization, L.V., S.L.A.E., A.N.M.; supervision, A.P. and J.A.L.; project administration A.P. and J.A.L.; funding acquisition, A.P. and J.A.L. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the European Project H2020 “BASAJAUN” under grant agreement no. 862942.
Data Availability Statement
The data presented in this study that are not cited in the reference section are available upon request from the corresponding author, with the permission of third parties. The data is not publicly available due to third parties’ privacy regulations.
Acknowledgments
The results and the study described here are part of the results obtained in the BASAJAUN project: “Building a Sustainable Joint Between Rural and Urban Areas Through Circular and Innovative Wood Construction Value Chains” (2019–2024). This information reflects only the author’s views and neither the Agency nor the Commission are responsible for any use that may be made of the information contained therein. EC CORDIS website https://cordis.europa.eu/project/ id/862942 (accessed on 29 January 2024). The authors express their gratitude to Mr. Michelangelo Strocchi for his invaluable support and dedication to the design and validation of the Basajaun façade system during his tenure at Focchi S.p.A. Unipersonale.
Conflicts of Interest
This information only reflects the author’s views and neither the Agency nor the Commission are responsible for any use that may be made of the information contained herein. The authors declare that they have no financial interests or personal relationships that could have influenced the work presented in this article.
References
- Buildings and Construction—European Commission. Available online: https://single-market-economy.ec.europa.eu/industry/sustainability/buildings-and-construction_en (accessed on 8 March 2024).
- Cdb—2022—2022 GLOBAL STATUS REPORT FOR BUILDINGS AND CONSTR.Pdf.
- Malabi Eberhardt, L.C.; Rønholt, J.; Birkved, M.; Birgisdottir, H. Circular Economy Potential within the Building Stock—Mapping the Embodied Greenhouse Gas Emissions of Four Danish Examples. J. Build. Eng. 2021, 33, 101845. [Google Scholar] [CrossRef]
- The EU Green Deal—a Roadmap to Sustainable Economies.
- Biomaterials Technology and Policies in the Building Sector: A Review | Environmental Chemistry Letters. Available online: https://link.springer.com/article/10.1007/s10311-023-01689-w (accessed on 8 March 2024).
- Morganti, L.; Vandi, L.; Astudillo Larraz, J.; García-Jaca, J.; Navarro Muedra, A.; Pracucci, A. A1–A5 Embodied Carbon Assessment to Evaluate Bio-Based Components in Façade System Modules. Sustainability 2024, 16, 1190. [Google Scholar] [CrossRef]
- IPCC_AR6_WGII_Citation.Pdf.
- Yadav, M.; Agarwal, M. Biobased Building Materials for Sustainable Future: An Overview. Mater. Today Proc. 2021, 43, 2895–2902. [Google Scholar] [CrossRef]
- Ratiarisoa, R.; Magniont, C.; Ginestet, S.; Oms, C.; Escadeillas, G. Assessment of Distilled Lavender Stalks as Bioaggregate for Building Materials: Hygrothermal Properties, Mechanical Performance and Chemical Interactions with Mineral Pozzolanic Binder. Constr. Build. Mater. 2016, 124, 801–815. [Google Scholar] [CrossRef]
- Vinod, A.; Sanjay, M.; Suchart, S.; Jyotishkumar, P. Renewable and Sustainable Biobased Materials: An Assessment on Biofibers, Biofilms, Biopolymers and Biocomposites. J. Clean. Prod. 2020, 258. [Google Scholar] [CrossRef]
- Jones, D.; Ormondroyd, G.O.; Curling, S.F.; Popescu, C.-M.; Popescu, M.-C. 2—Chemical Compositions of Natural Fibres. In Advanced High Strength Natural Fibre Composites in Construction; Fan, M., Fu, F., Eds.; Woodhead Publishing, 2017; pp. 23–58 ISBN 978-0-08-100411-1.
- Leszczyszyn, E.; Heräjärvi, H.; Verkasalo, E.; Garcia-Jaca, J.; Araya-Letelier, G.; Lanvin, J.-D.; Bidzińska, G.; Augustyniak-Wysocka, D.; Kies, U.; Calvillo, A.; et al. The Future of Wood Construction: Opportunities and Barriers Based on Surveys in Europe and Chile. Sustainability 2022, 14, 4358. [Google Scholar] [CrossRef]
- Carcassi, O.B.; Paoletti, I.; Malighetti, L.E. Reasoned Catalogue of Biogenic Products in Europe. An Anticipatory Vision between Technical Potentials and Availability. TECHNE - J. Technol. Archit. Environ. [CrossRef]
- Stephenson, P.J.; Damerell, A. Bioeconomy and Circular Economy Approaches Need to Enhance the Focus on Biodiversity to Achieve Sustainability. Sustainability 2022, 14, 10643. [Google Scholar] [CrossRef]
- Circular-Economy-Principles-for-the-Design-of-Buildings-EEB-Response-to-Survey.Pdf.
- Full Text.
- Shan, R.; Junghans, L. Multi-Objective Optimization for High-Performance Building Facade Design: A Systematic Literature Review. Sustainability 2023, 15, 15596. [Google Scholar] [CrossRef]
- Košir, M. Adaptive Building Envelope: An Integral Approach to Indoor Environment Control in Buildings. In; 2016; pp. 121–147 ISBN 978-953-51-2671-3.
- Ascione, F.; Bianco, N.; De Masi, R.F.; Mauro, G.M.; Vanoli, G.P. Design of the Building Envelope: A Novel Multi-Objective Approach for the Optimization of Energy Performance and Thermal Comfort. Sustainability 2015, 7, 10809–10836. [Google Scholar] [CrossRef]
- Pracucci et al. - 2021 - An Analytical Approach for the Selection of Techno.Pdf.
- Building Envelope Design Guide - Introduction | WBDG - Whole Building Design Guide. Available online: https://www.wbdg.org/guides-specifications/building-envelope-design-guide/building-envelope-design-guide-introduction (accessed on 8 March 2024).
- Sandak, A.; Sandak, J.; Brzezicki, M.; Kutnar, A. Biomaterials for Building Skins. In Bio-based Building Skin; Sandak, A., Sandak, J., Brzezicki, M., Kutnar, A., Eds.; Environmental Footprints and Eco-design of Products and Processes; Springer: Singapore, 2019; ISBN 9789811337475. [Google Scholar]
- Jones, D. Introduction to the Performance of Bio-Based Building Materials. In Performance of Bio-based Building Materials; 2017; pp. 1–19 ISBN 978-0-08-100982-6.
- Tam, V.; Hao, J. Prefabrication as a Mean of Minimizing Construction Waste on Site. Int. J. Constr. Manag. 2014, 14, 113–121. [Google Scholar] [CrossRef]
- Fernando, D.; Navaratnam, S.; Rajeev, P.; Sanjayan, J. Study of Technological Advancement and Challenges of Façade System for Sustainable Building: Current Design Practice. Sustainability 2023, 15, 14319. [Google Scholar] [CrossRef]
- Atsonios, I.; Katsigiannis, E.; Koklas, A.; Kolaitis, D.; Founti, M.; Mouzakis, C.; Tsoutis, C.; Adamovský, D.; Colom, J.; Philippen, D.; et al. Off-Site Prefabricated Hybrid Façade Systems: A Holistic Assessment. J. Facade Des. Eng. 2023, 11, 097–122. [Google Scholar] [CrossRef]
- BASAJAUN| Horizon 2020 Project. Available online: https://basajaun-horizon.eu/ (accessed on 8 March 2024).
- BASAJAUN - Building A SustainAble Joint between rurAl and UrbaN Areas Through Circular And Innovative Wood Construction Value Chains | BASAJAUN Project | Fact Sheet | H2020. Available online: https://cordis.europa.eu/project/id/862942/it (accessed on 11 January 2024).
- 29. CZU OSIRIS. OSIRIS.
- FOREST BASED COMPOSITES FOR FAÇADES AND INTERIOR PARTITIONS TO IMPROVE INDOOR AIR QUALITY IN NEW BUILDS AND RESTORATION | OSIRYS Project | Fact Sheet | FP7. Available online: https://cordis.europa.eu/project/id/609067 (accessed on 11 January 2024).
- BS EN 13830 2015.
- EN 14019:2016 - Curtain Walling - Impact Resistance - Performance Requirements. Available online: https://standards.iteh.ai/catalog/standards/cen/1bfe4fa0-6bf4-4ae7-b2a2-0a87ced89e0d/en-14019-2016 (accessed on 12 February 2024).
- European Standard EN 13706 | High Quality | Fiberline. Available online: https://fiberline.com/european-standard-en-13706 (accessed on 22 February 2024).
- Standard Test Method for Determining Compatibility of Liquid-Applied Sealants with Accessories Used in Structural Glazing Systems. Available online: https://www.astm.org/c1087-16.html (accessed on 8 March 2024).
- 002_1_en.Pdf.
- Standard Test Method for Adhesion-in-Peel of Elastomeric Joint Sealants. Available online: https://www.astm.org/c0794-18r22.html (accessed on 8 March 2024).
Figure 1.
Image of the bio-based pultruded profile tested.
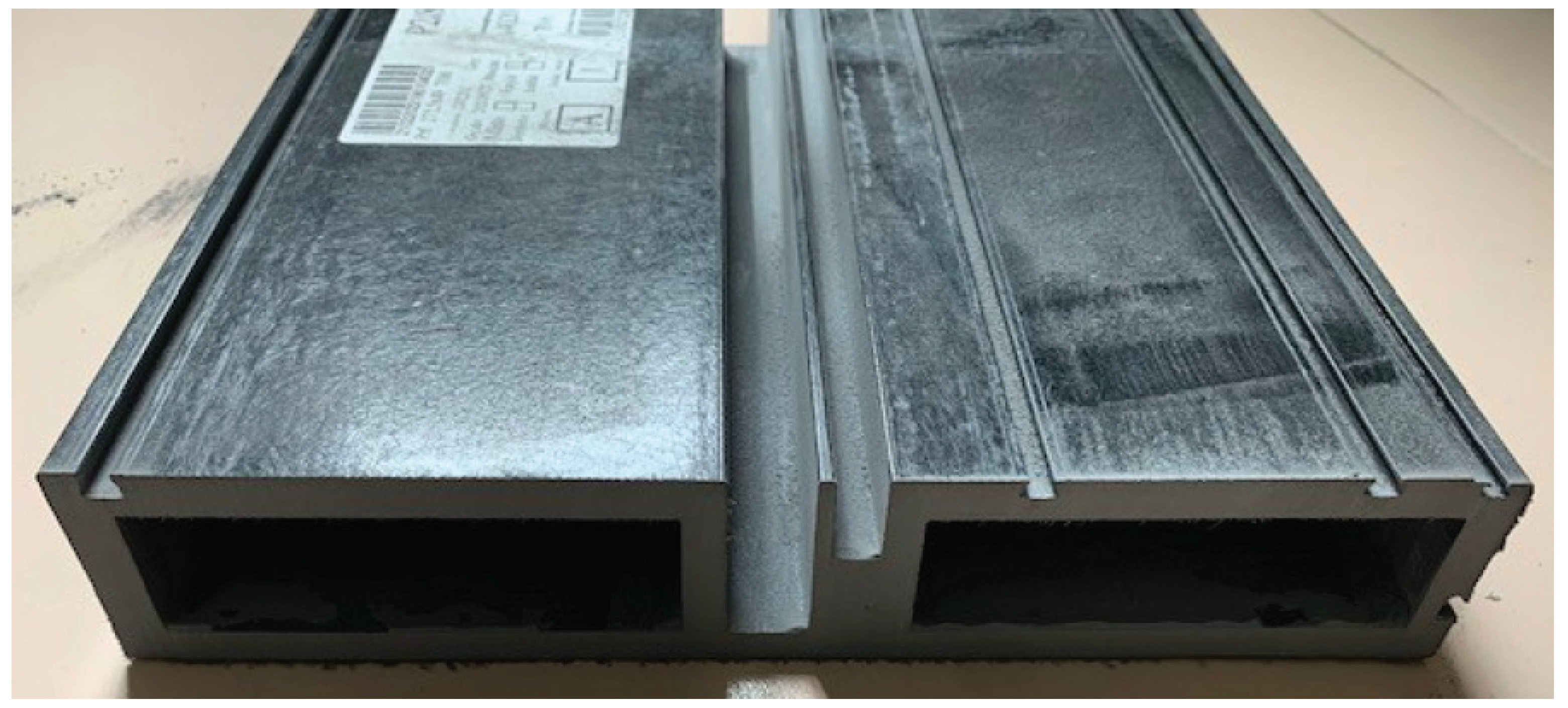
Figure 2.
Samples for opaque façade technological system tests: air, water tightness and wind load resistant technological system (external side) (a); vapor barrier technological system (internal side) (b).
Figure 2.
Samples for opaque façade technological system tests: air, water tightness and wind load resistant technological system (external side) (a); vapor barrier technological system (internal side) (b).
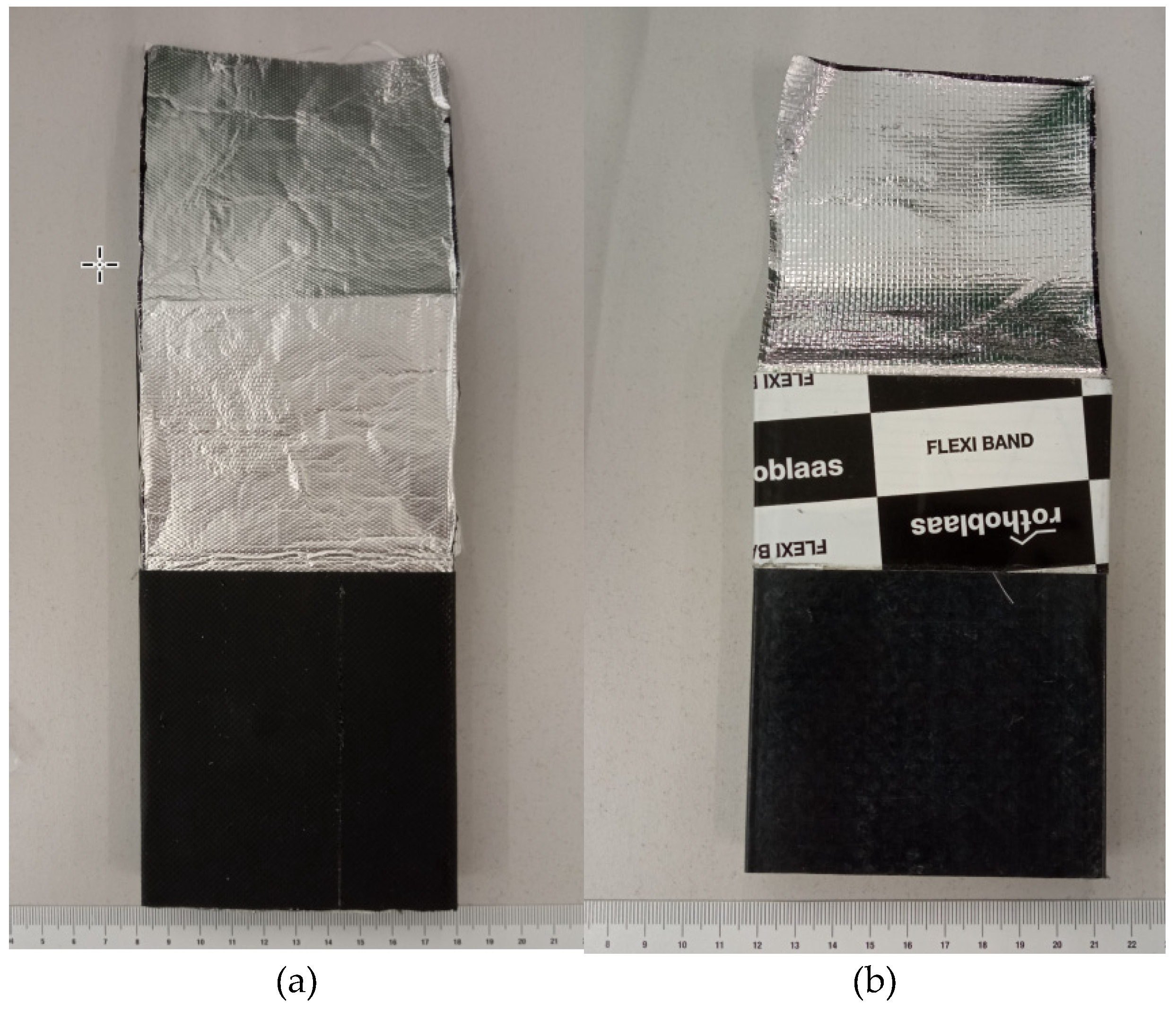
Figure 3.
Preliminary drilling activities.
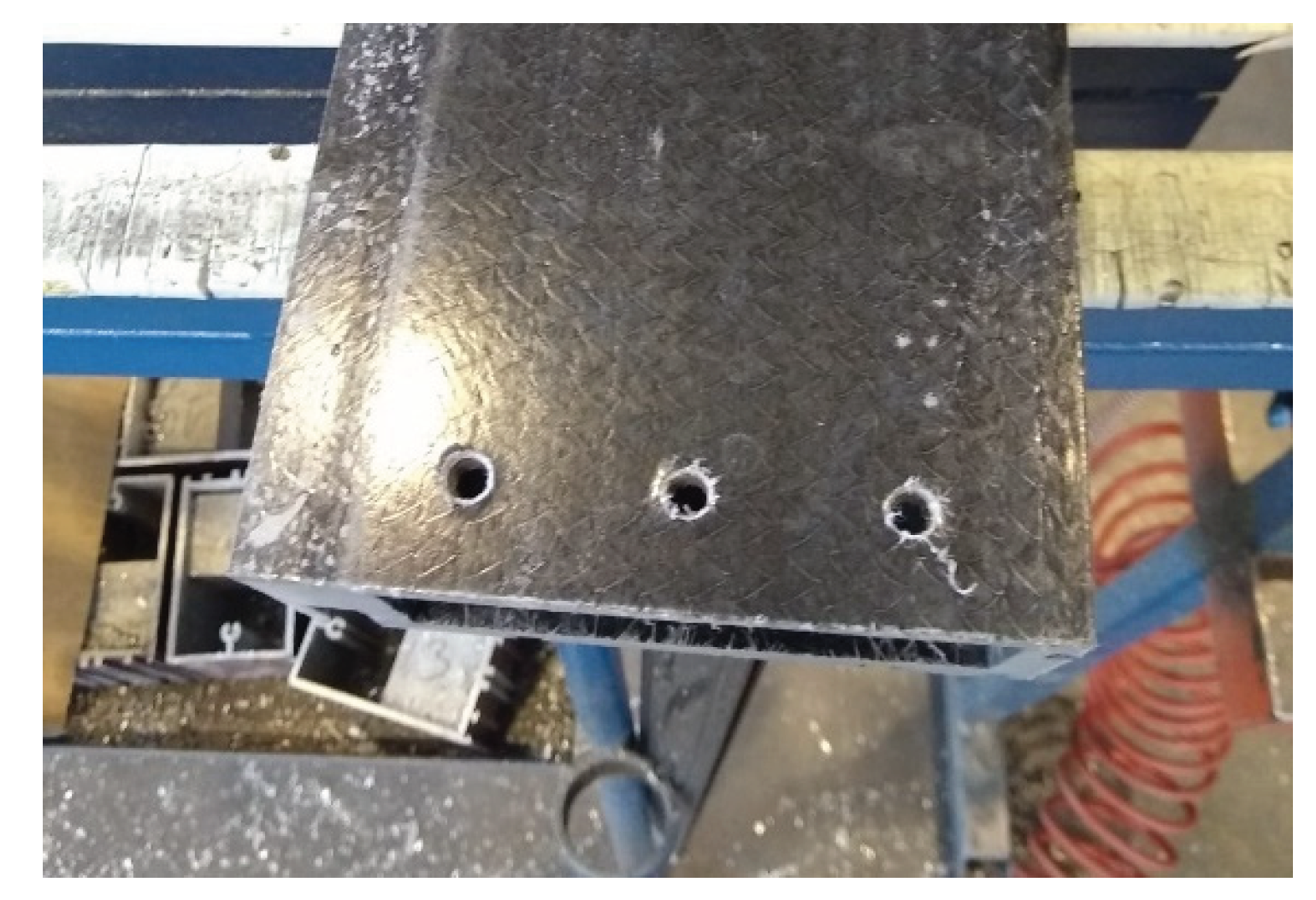
Figure 4.
Dust removal after the machining phase.
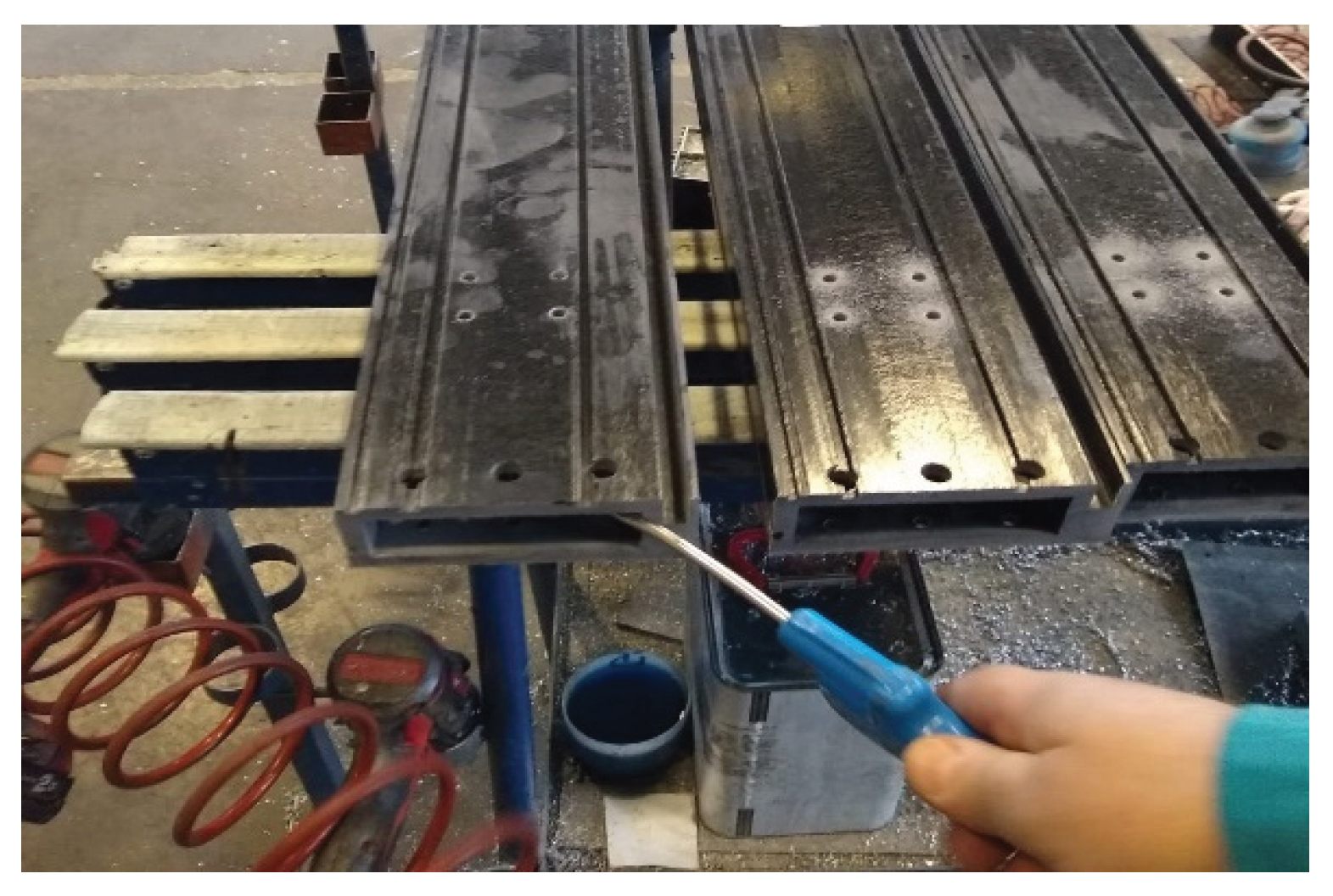
Figure 5.
Basajaun bio-composite pultruded mullion profile specimens (a); Biobased profile preparation for façade prototypes after cutting and machining phase (b).
Figure 5.
Basajaun bio-composite pultruded mullion profile specimens (a); Biobased profile preparation for façade prototypes after cutting and machining phase (b).
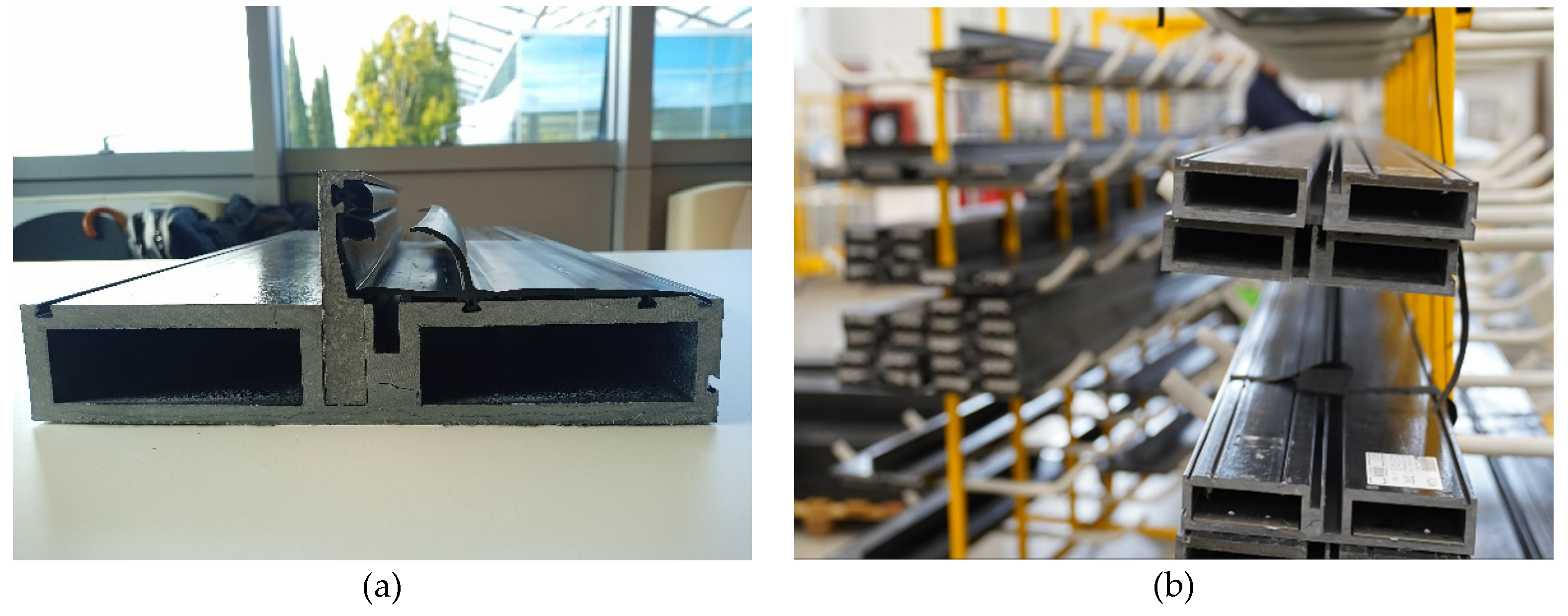
Figure 6.
Vision façade module prototypes manufacturing: biocmposite profiles frame and alumium palt assembly (a); glass detail (b); glass on the biocompsite profile frame before the sealing (c).
Figure 6.
Vision façade module prototypes manufacturing: biocmposite profiles frame and alumium palt assembly (a); glass detail (b); glass on the biocompsite profile frame before the sealing (c).
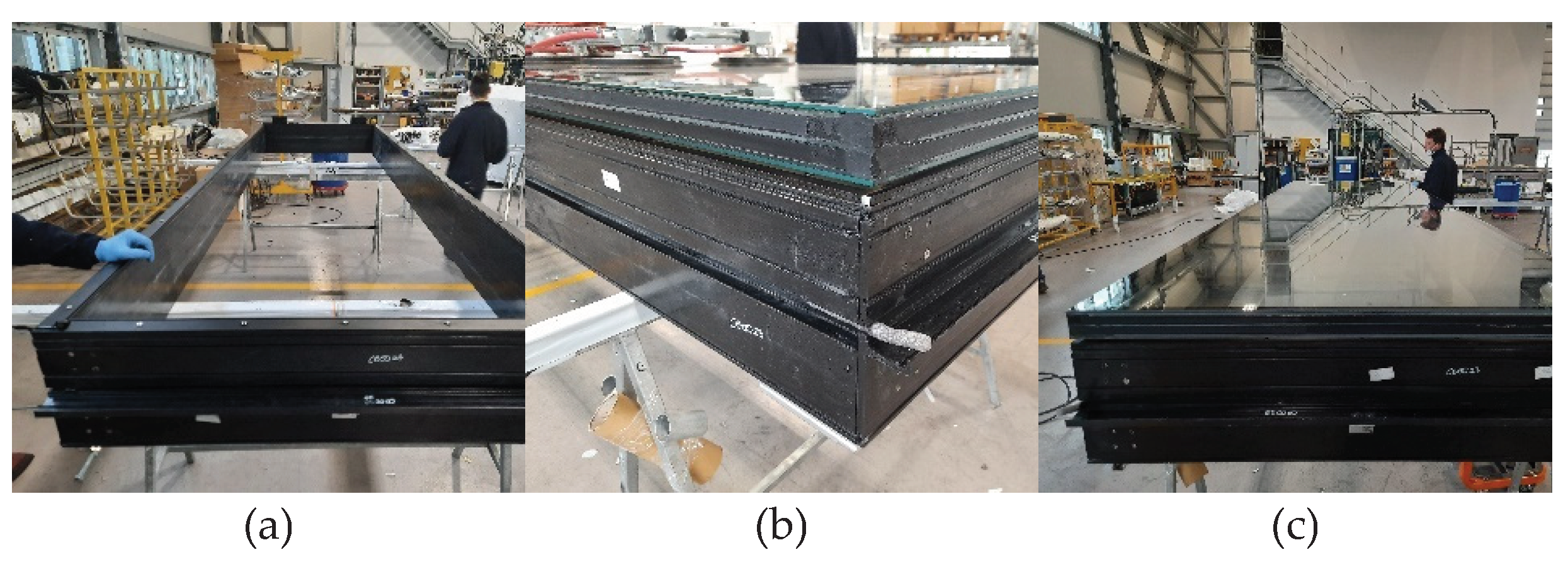
Figure 7.
Opaque façade module prototypes manufacturing: biocmposite profiles frame assembly (a); membranes and tapes positioning (b); classing installation (c).
Figure 7.
Opaque façade module prototypes manufacturing: biocmposite profiles frame assembly (a); membranes and tapes positioning (b); classing installation (c).

Figure 8.
Focus on tapes and membranes places in Basajaun mock-up: internal side (a); external side (b).
Figure 8.
Focus on tapes and membranes places in Basajaun mock-up: internal side (a); external side (b).
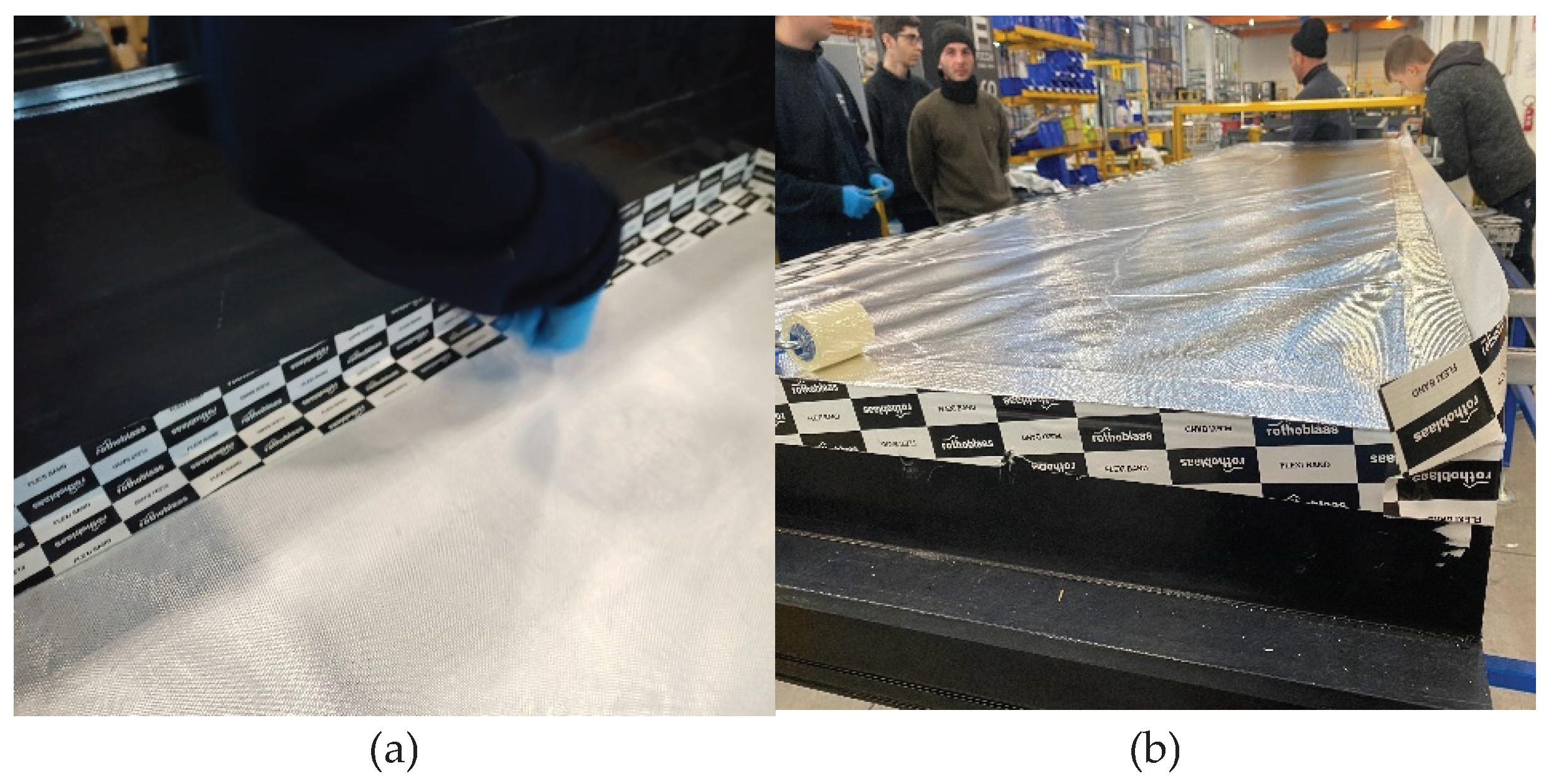
Figure 9.
Performance mockup test: mockup installed in lab environment before testing activity (a); impact test against vison facade module (b).
Figure 9.
Performance mockup test: mockup installed in lab environment before testing activity (a); impact test against vison facade module (b).

Figure 10.
Vision façade technical drawings.
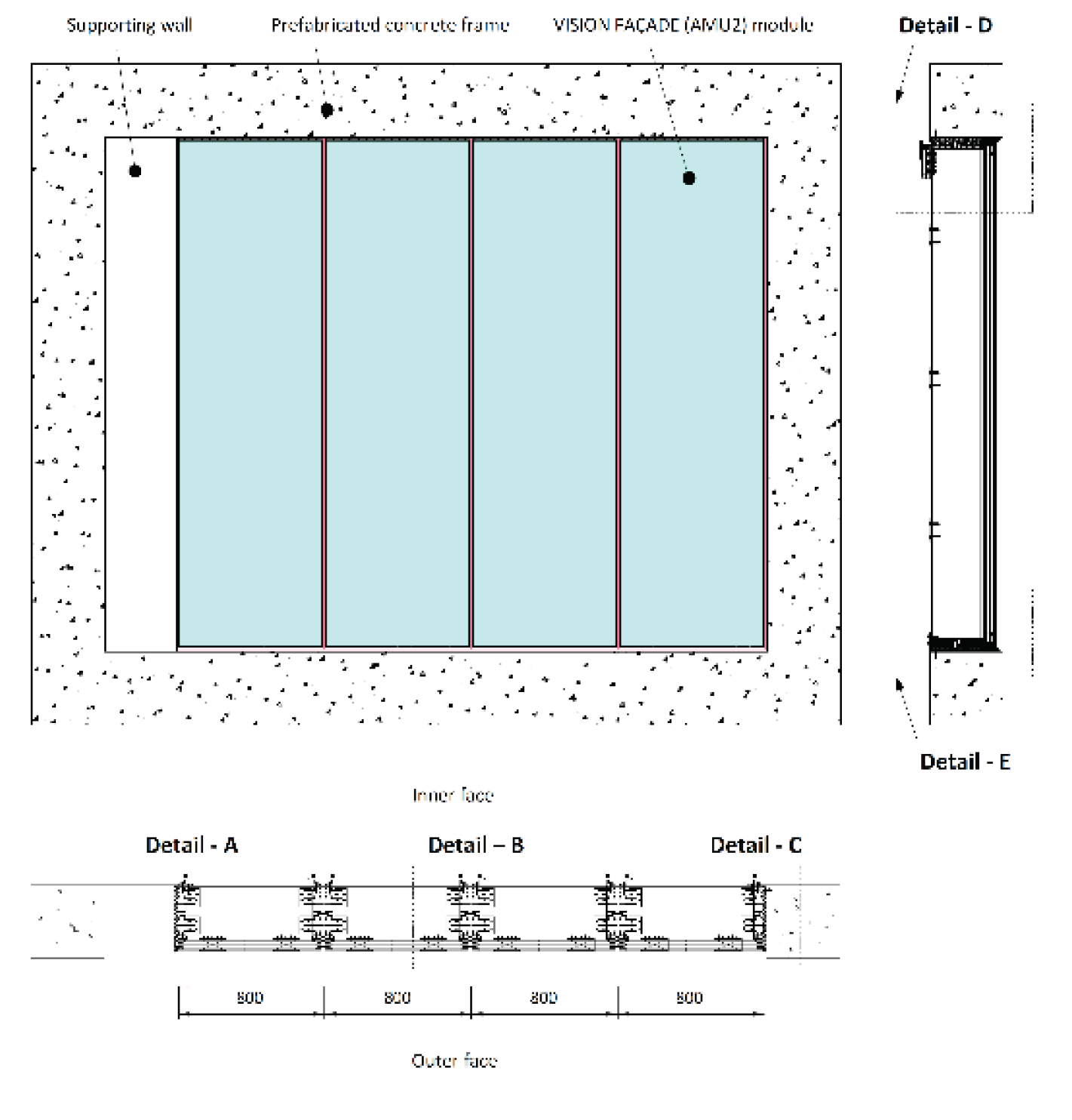
Figure 11.
Opaque façade technical drawings.
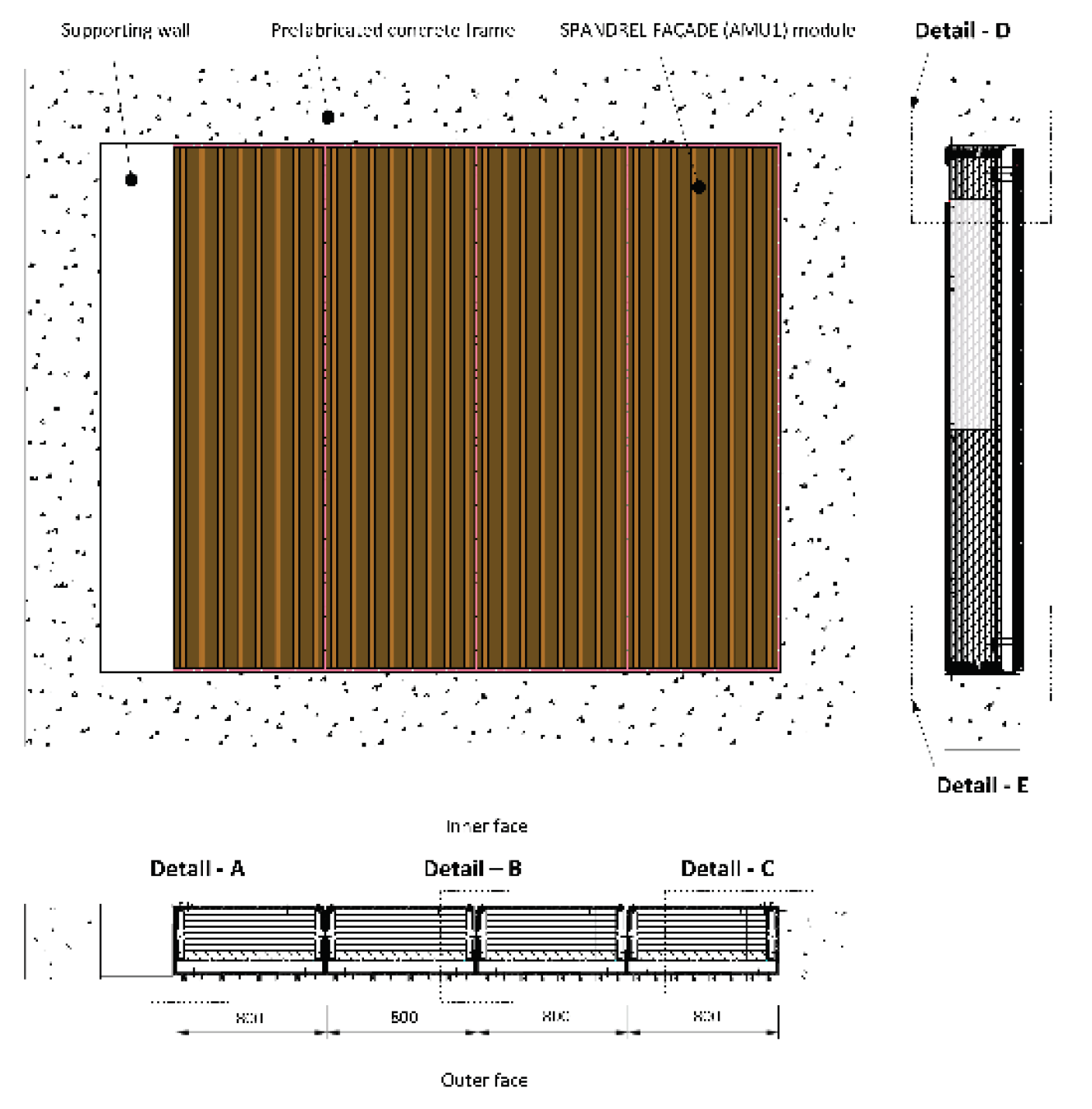
Figure 12.
Vision façade picture of test specimen in the test rooms.
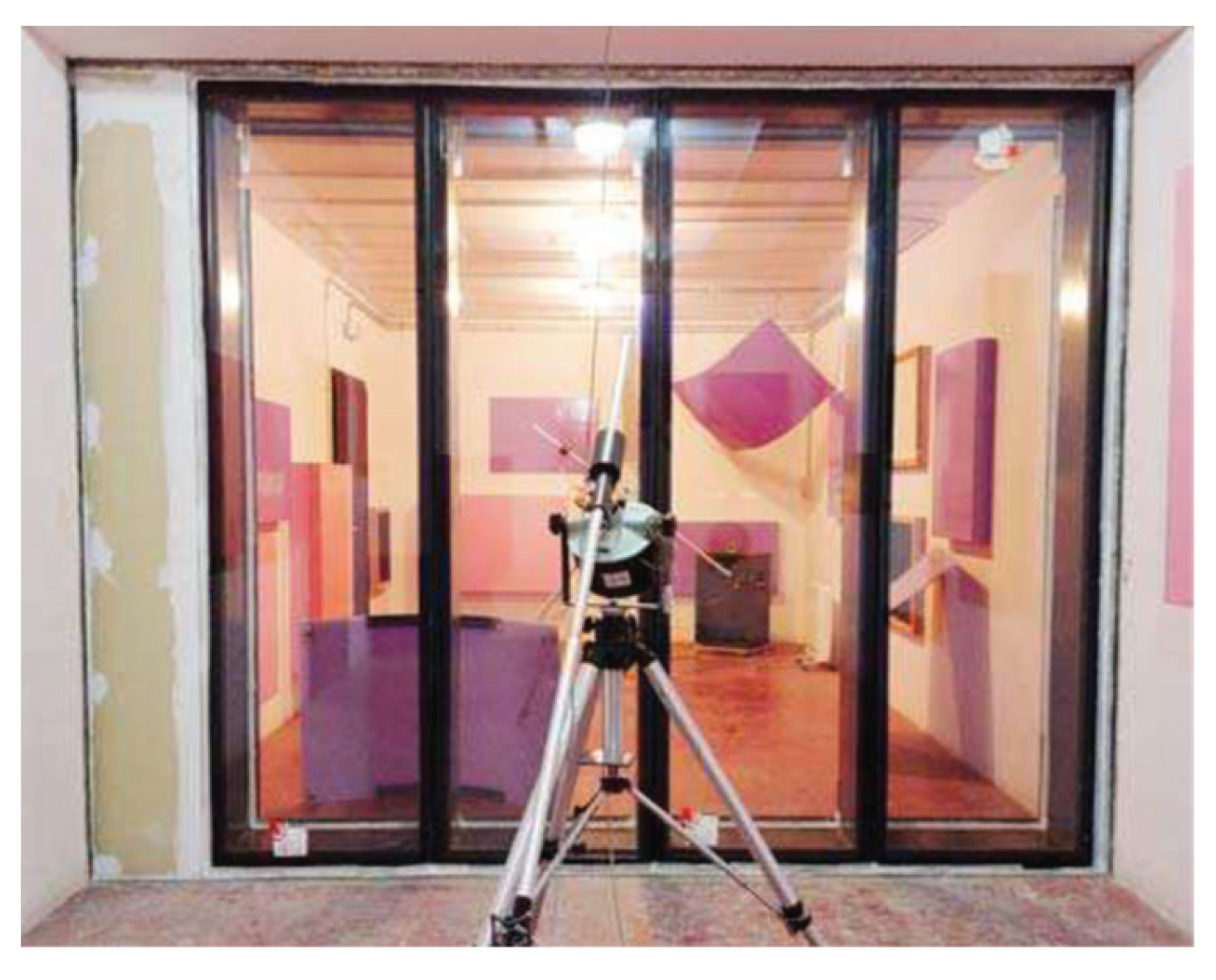
Figure 13.
Opaque façade pictures of the test specimen in the test rooms.


Table 1.
Testing activities to validate the integration of alternative components into curtain wall façade.
Table 1.
Testing activities to validate the integration of alternative components into curtain wall façade.
| Validation | Test conducted | |
|---|---|---|
| Bio composite properties | Lab test | |
| EN 137063:2003 | ||
| Structural silicone compatibility and adhesion with bio-based profiles | Compatibility test ASTM C1087 and ETAG002 (5.1.4.2.5) Adhesion test ASTM C794 or ETAG 002 (8.3.2.4(6)) | Lab test |
| Tape and membranes adhesion with bio-composite profile | EN12316-2:2013 and EN12317-2:2011 | Lab test |
| Bio-based profiles cutting and machining | CNC machining center | CNC machining center |
| Facade Manufacturing | Mock-Up Manufacturing | Mock-Up Manufacturing |
| Watertightness of joints | EN ISO 13830 :2005 Curtain Wall façade—CE for façade | Performance Mock-Up (PMU) |
| Wind load resistance | EN ISO 13830 :2005 Curtain Wall façade—CE for façade | Performance Mock-Up (PMU) |
| Acoustic attenuation | EN ISO 10140-2 | Opaque acoustic Mock-up (AMU) |
| Acoustic attenuation | EN ISO 10140-2 | Vision acoustic Mock-up (AMU) |
Table 2.
Minimum properties regarding EN 13706-2:2002.
| Properties | Unit | Test method | Minimum requirements | ||
|---|---|---|---|---|---|
| E23 | E17 | ||||
| 1.1 | Modulus of elasticity | GPa | Annex D,EN 13706-2:2002 | 23 | 17 |
| 1.2 | Tensile modulus—longitudinal | GPa | EN ISO 527-4 | 23 | 17 |
| 1.3 | Tensile modulus—transverse | GPa | EN ISO 527-4 | 7 | 5 |
| 1.4 | Tensile strength—longitudinal | MPa | EN ISO 527-4 | 240 | 170 |
| 1.5 | Tensile strength—transverse | MPa | EN ISO 527-4 | 50 | 30 |
| 1.6 | Pin-bearing strength—longitudinal | MPa | Annex E, | 150 | 90 |
| 1.7 | Pin-bearing strength—transverse | MPa | EN 13706-2:2002 | 70 | 50 |
| 1.8 | Bending strength—longitudinal | MPa | EN ISO 14125 | 240 | 170 |
| 1.9 | Bending strength—transverse | MPa | EN ISO 14125 | 100 | 70 |
| 1.10 | Shear strength—longitudinal | MPa | EN ISO 14130 | 25 | 15 |
Table 3.
Properties of bio-based profile according to specifications EN13706-2:2002.
| Test | Standard | Reference document | Properties | Main value梅(SD) | Requirement | Conclusions |
|---|---|---|---|---|---|---|
| Tensile properties (axial) | UNE EN ISO 527-4:1997 | EN 137063:2003 | Modulus of elasticity (MPa) | 27100梅(1100) | E23 GRADE ≥23000; E17GRADE ≥ 17000 | E23 GRADE |
| Tensile strength (MPa) | 409梅(39) | E23 GRADE ≥240; E17GRADE ≥ 170 | E23 GRADE | |||
| * Pin-bearing strength (axial) | EN 13706-2, Annex E | Pin resistance (MPa) | 310梅(13) | E23 GRADE ≥150; E17GRADE ≥ 90 | E23 GRADE | |
| Flexural properties (axial) | UNE-EN ISO 14125:1999+ ERRATUM:2002+1M:2011 | Flexural strength (MPa) | 630梅(28) | E23 GRADE ≥240; E17GRADE ≥ 170 | E23 GRADE | |
| Interlaminar shear strength (axial) | UNE-EN ISO 14130:1999 | Apparent interlaminar shear strength (MPa) | 25.0梅(0.8) | E23 GRADE ≥25; E17GRADE ≥ 15 | E23 GRADE |
Table 4.
Mechanical tests.
| Test | Standard | Properties | Main value | Test | Standard | Properties | |
|---|---|---|---|---|---|---|---|
| Tensile properties (axial) | UNE EN ISO 527-4:1997 | Poisson ratio (μ) | 0.33 (0.03) | Compression strength (axial) | UNE-EN ISO 14126:2001+AC:2002 | Modulus Elasticity (Mpa) | 34600 (1500) |
| Tensile strain at tensile strength (%) | 1.7 (0.1) | Compressive strength (Mpa) | 443 (15) | ||||
| Stress at break (MPa) | 409 (39) | Deformation in compressive strength (%) | 1.8 (0.3) | ||||
| Strain at break (%) | 1.7 (0.1) | Compression strength (transverse) | Modulus Elasticity (Mpa) | 17300 (500) | |||
| Flexural properties (axial) | UNE-EN ISO 14125:1999+ ERRATUM:2002+1M:2011 | Modulus of elasticity (Ef) (MPa) | 24900 (1700) | Compressive strength (Mpa) | 90.3 (3.4) | ||
| Flexural strain at the maximum point stress (%) | 17 (2) | Deformation in compressive strength (%) | 0.74 (0.08) | ||||
| Interlaminar shear strength (axial) | UNE-EN ISO 14130:1999 | Apparent interlaminar shear strength (MPa) | 25.0 (0.8) | Tensile properties (axial) after 1200h of Xenon aging test simulating one year of aging | UNE EN ISO 527-4:1997 | Poisson ratio (μ) | 0.29 (0.08) |
| Apparent interlaminar shear resistance (MPa) | 21.5 (1.1) | Modulus of elasticity (MPa) | 28000 (2200) | ||||
| Interlaminar shear strength (transverse) | UNE-EN ISO 14130:1999 | Apparent interlaminar shear strength (MPa) | 5.66 (0.65) | Tensile strength (MPa) | 388 (25) | ||
| Apparent interlaminar shear resistance (MPa) | 5.17 (0.58) | Tensile strain t tensile strength (%) | 1.42 (0.08) | ||||
| Impact Resistance Charpy (axial) | UNE EN ISO 179-1:2011 | Break type | No break | Stress at reak (MPa) | 388 (25) | ||
| Impact Resistance Charpy (transverse) | Impact resistance (kJ/m2) | 19 (3) | Strain at reak (%) | 1.42 (0.08) |
Table 5.
Improvement of the flexural strength and the flexural modules with the last tests done on the material.
Table 5.
Improvement of the flexural strength and the flexural modules with the last tests done on the material.
| Calculus made | Real Element | Variation | |
|---|---|---|---|
| Flexural Strength (MPa) | 409 | 630 | 35% |
| Flexural Modulus (MPa) | 18.800 | 24.900 | 25% |
Table 6.
Physical and optical properties.
| Test | Standard | Properties | Main value | Test | Standard | Properties | Main value |
|---|---|---|---|---|---|---|---|
| Fibre content by weight | UNE EN ISO 1172:1999 Method A | Glass fiber content (%) | 61.21 (0.72) | Colour difference/Colour coordinates after chemical resistence (H2SO4 ) and water absorption | UNE EN ISO 11664-4:2020 | L* | 11.85 |
| Thermal expansion (axial) | ISO 11359-2:2021 | Thermal expansion (axial) (K-1) | 10x10-6 (2x10-6) | a* | -0.56 | ||
| Thermal expansion (axial) | Thermal expansion (axial) (K-1) | 51x10-6 (3x10-6) | b* | -2.12 | |||
| Barcol Hardness | UNE EN 59:2016 | Barcol Hardness | 49 (3) | Colour difference/Colour coordinates after chemical resistence (NaOH) and water absorption | L* | 15.25 | |
| Chemical resistance | UNE EN ISO 175:2011 | Chemical resistance NaOH Mass loss (%) | 0.018 (0.008) | a* | -0.48 | ||
| Chemical resistance NaOH Mass loss (%) | -0.001 (0.001) | b* | -2.53 | ||||
| Water absortion | UNE EN ISO 175:2011 | Water absortion (%) | 1.58 (0.026) | Density | UNE EN ISO 1183-1:2019 | Density (g/cm3) | 1843 (0.002) |
Table 7.
Results of the peel tests.
| Average force梅(N/50 mm)梅(SD) | Maximum force梅(N/50mm)梅(SD) | Failure mode | |
|---|---|---|---|
| Internal technological system—reference | 81梅(4) | 86梅(4) | A—Peeling of the joint |
| Internal technological system—168 h at 50ºC and 70% RH | 79梅(3) | 83梅(4) | A—Peeling of the joint |
| External technological system—reference | 92 梅(1) | 102梅(1) | A—Peeling of the joint |
| External technological system—after aging 1 | 78梅(8) | 104梅(5) | A—Peeling of the joint |
1 14 days at (23±2) °C / (50±10) % RH + 4 days at (70±2) °C +24 h at (23±2) °C-(50± 10) % RH + UV ageing according to Annex C UNE EN 13859-2:2014 (336 h of UV cycle phase, a total of 403 hours).
Table 8.
Results of the shear tests.
| Shear strength—Maximum force.梅(N/50mm) (SD) | Failure mode | |
|---|---|---|
| Internal technological system—reference | 253梅(51) | In the material, outside of the joint |
| Internal technological system—168 h at 50ºC and 70% RH | 175梅(13) | In the material, outside of the joint |
| External technological system—reference | 337梅(26) | In the material, outside of the joint |
| External technological system—after aging1 | 296梅(26) | In the material, outside of the joint |
Table 9.
Laboratory environment’s tests method statement—performance tests.
| Sequence | Test | Activity—Range values |
|---|---|---|
| 1A | Air permeability | Test Pressure: ± 75 Pa |
| 1B | Air permeability infiltration/exfiltration | Test Pressure: ± 600 Pa |
| 2 | Static water penetration resistance | Test pressure: + 600 Pa |
| 3 | Wind resistance serviceability | Test pressure: ± 1350Pa |
| 4 | Air permeability infiltration/exfiltration | Test Pressure: ± 600 Pa |
| 5 | Static water penetration resistance | Test pressure: + 600 Pa |
| 6 | Wind resistance safety | x1.5 wind design pressure. Test pressure: ± 2025 Pa |
| 7 | Impact test—double tire | 343 J (700 mm height) |
Table 10.
Results achieved during EN 13830 testing activities.
| Activity | Test reference | Classification Reference | Class | |
|---|---|---|---|---|
| Air permeability through fixed parts | Related to overall area | UNI EN 12153 | UNI EN 12152 | A4 |
| Related to fixed joint lengths | A4 | |||
| Watertightness | UNI EN 12155 | UNI EN 12154 | R7 | |
| Resistance to wind load under design load +1350 Pa and -1350 Pa | UNI EN 12179 | UNI EN 13116 | Pass | |
| Internal impact resistance | UNI EN 14019 | UNI EN 14019 | I2 | |
| External impact resistance | UNI EN 14019 | UNI EN 14019 | E5 | |
Table 11.
Discussion of test results
| Test | Minimum | Result | Discussion |
|---|---|---|---|
| Air permeability—EN 12153:2002 | A1 | A4—A4 | A4: Classified under pressure/suction of 600Pa |
| Watertightness—EN 12155:2002 | R4 | R7 | R7: No water entrance under 600Pa |
| Resistance to wind load, fitness for梅use—EN 12179:2002 | 1350 Pa | +1350 Pa et -1350 Pa | The test wind load was repeated after the air permeability and the watertightness. The façade demonstrates that the joints of the systems work properly. Indeed, after the application of the wind load pressure and suction, there was no reduction of functionality and performance. |
| Safe impact/break resistance梅(interior)—EN 14019:2016 | I1 | I2 | Results from I1 to I5 (it is not tested higher than I2 to not have the possibility to梅break the sample before the end of the test) |
| Safe impact/break resistance梅(exterior)—EN 14019:2016 | E1 | E5 | Results from E1 to E5: obtained the highest classification |
Table 12.
Comparison among the results obtained for acoustic test in different phases.
| Typology | Results to be achieved | Results obtained during simulation | Result obtained during the test |
|---|---|---|---|
| Vision module | R’w ≥ 30 dB | R’w ≥ 44 dB | R’w ≥ 42 dB |
| Opaque module | R’w ≥ 31 dB | R’w ≥ 44 dB | R’w ≥ 44 dB |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions, or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



