
Submitted:
28 March 2024
Posted:
01 April 2024
You are already at the latest version
Abstract
Hydrogen has a leading role in accomplishing a net zero green-house gas emission future. Today’s challenge is producing green hydrogen to cover the fuel demand of transportation and industry, to gain independence from fossil fuels. This review’s goal is to demonstrate critically the existing methods of biomass treatment and assess their ability to scale up. Biomass is an excellent hydrogen carrier and biomass-derived processes are the main target for hydrogen production as it is an innovative pathway to green hydrogen production. Comparing the existing processes, thermochemical treatment is found to be far more evolved than biological or electrochemical treatment especially with regard to scaling prospects.
Keywords:
Green hydrogen production
; biomass
; thermochemical treatment
; biological treatment
; electrochemical treatment
1. Introduction
1.1. Why Hydrogen?
The rising of the population has increased the energy demand and as per International Energy Agency (IEA), by 2030, the energy demand may be increased by 50% globally [1]. The world’s most exploited energy sources are fossil fuels and their derivatives [2,3,4]. Excessive use of these fuels increases green-house gas (GHG) such as CO2 which in turn have a noteworthy effect on global warming and climate change [5,8]. The climate goals of the Paris agreement (COP21) aim to strategies for the mitigation of GHG emissions to prevent the global average temperature from rising by more than 2oC above the levels of temperature in pre-industrial era [8].
To tackle the issue, the replacement of conventional energy sources with environmentally friendly energy sources is crucial and vital [2]. The long-term replacement of fossil fuels can be accomplished through the enhanced penetration of renewable energy sources in the energy mix. In this review, particular focus is given to hydrogen (H2) as an energy carrier produced from renewable energy sources and provide solutions for zero or near zero emissions levels in transport, industry, buildings, the energy sector, etc.
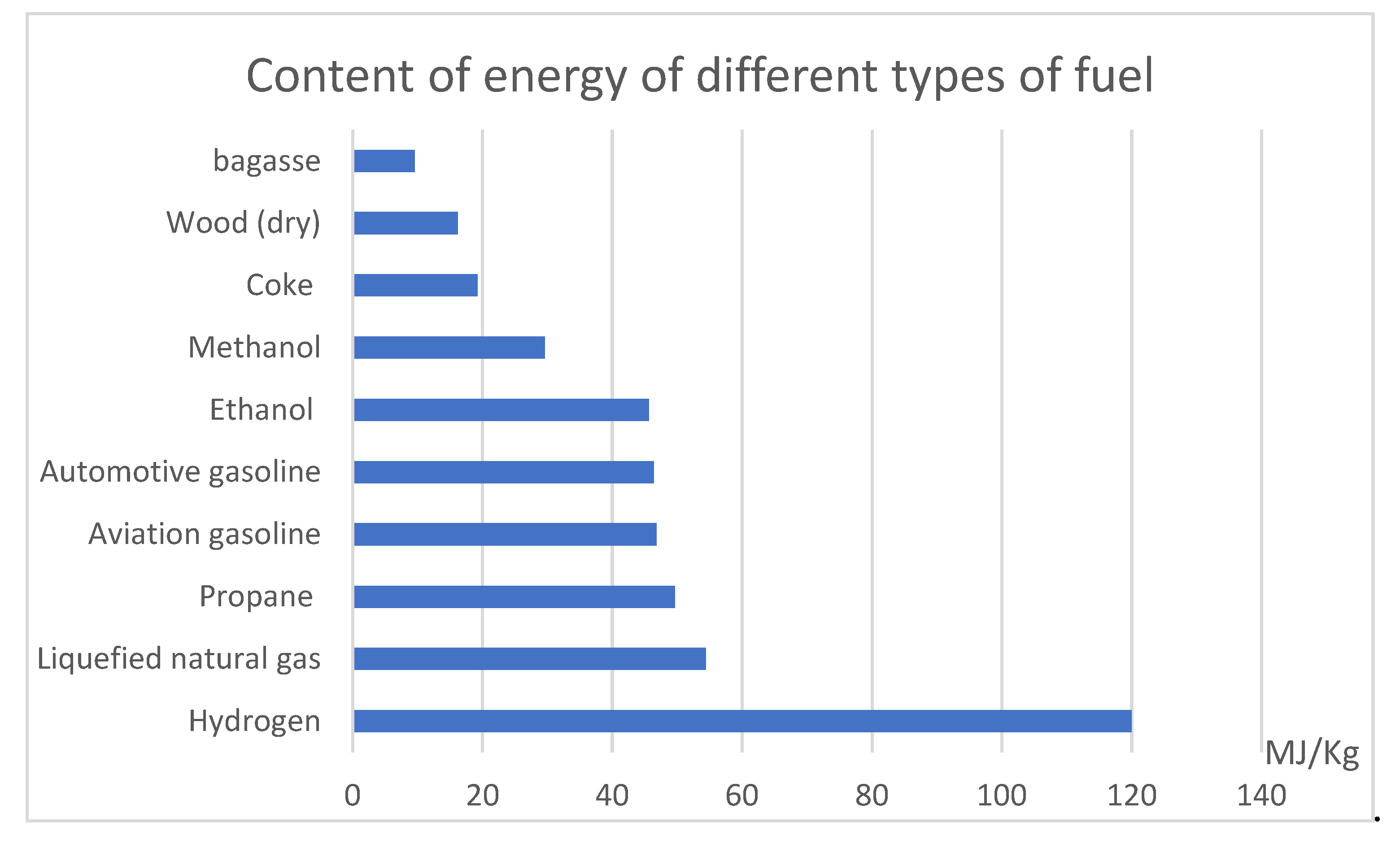
Hydrogen is considered to be a green fuel as the product of H2 combustion is water vapor. Thus, it has zero CO2 emissions when used to produce energy (e.g.via fuel cells or ICEs) [1,5,6,7]. It has 2.4-, 2.8- and 4-times higher heating value (LHV, mass basis) than methane, gasoline and coal, respectively and 100 times higher energy density than that of a conventional Lithium-ion battery. Hydrogen, compared to other known fuels, has the highest energy content per unit weight. It also has many aspects and characteristics like storage capability, compared to electricity storage capability, that make it attractive and a probable candidate to play a significant role as a fuel for the future [5,6,7,8,9]. Its transportation can be done by e.g., conventional means for domestic/industrial consumption. H2 gas safety aspects for transportation and handling can be comparable to those of domestic natural gas [11]. Concerning H2 production, it is predicted that 50-82 Mt of H2 are produced with a rate of growth of 5-10% per year estimated by the year 2050 [1,10].
Considering all these characteristics, hydrogen can be applied as a renewable energy carrier and is particularly interesting in applications such as heavy duty, transportation, and other industrial cases, that are hard to electrify [9].

| Fuel | Energy Content (MJ/Kg) |
|---|---|
| Hydrogen | 120 |
| Liquefied natural gas | 54.4 |
| Propane | 49.6 |
| Aviation gasoline | 46.8 |
| Automotive gasoline | 46.4 |
| Ethanol | 45.6 |
| Methanol | 29.6 |
| Coke | 19.27 |
| Wood (dry) | 16.2 |
| Bagasse | 9.6 |
1.2. Hydrogen Production Methods
Up to date, hydrogen production derives 48% from natural gas, 30% from heavy oils and naphtha, and 18% from coal, consisting a total of 96% from non-renewable energy [1,12,13,14,15].
The most common approaches to hydrogen production based on fossil fuels are:
- Steam reforming of natural gas (SR): The method involves a catalytic conversion of hydrocarbon and steam to hydrogen and carbon oxides. It consists of the main steps of reforming or synthesis gas (syngas) generation, water-gas shift (WGS) and methanation or gas purification [11,12]. This method is the most common for producing hydrogen and has a TRL of 9 [111].
- Partial oxidation process (POX): The method involves the conversion of steam, oxygen and hydrocarbons to hydrogen and carbon oxides. The catalytic process occurs at 950 °C with feedstock from methane to naphtha. The non-catalytic process occurs at 1150–1315 °C with feedstock that includes methane, heavy oil and coal. After sulfur removal, pure O2 is used to partially oxidize hydrocarbon feedstock. The syngas produced is further treated in the same way as the product gas of the SR process [11,12].
Hydrogen is to be used as a sustainable alternative to fossil fuels. Therefore, it is essential to be produced without net emissions of GHG [9]. The above, currently employed, methods are accompanied by considerable GHG emissions, therefore they should be replaced by alternative ones that are primarily based on renewables.
Water electrolysis is one of the most promising and environmentally friendly alternatives for hydrogen production. It is a technology with a technology readiness level (TRL) of 9 and is already producing around 2-3% of the world’s hydrogen [16].
- Water Electrolysis: The method uses electrical current in order to separate water into oxygen and hydrogen. This way green hydrogen is produced without any direct emissions of carbon dioxide. The reaction is very endothermic. Thus, renewable energy sources can provide the required energy input [12,13,14,15,16]
In this review, the focus is on the main alternative hydrogen production methods from biomass. They are briefly presented below.
2. Alternative Processes from Biomass
Biomass is a source of energy that derives from plant and animal material. It is renewable and it can consist of energy crops, crop residues, forest wood, forest residue, grass, industrial residues, animal and municipal waste etc. Biomass mainly consists of organic matter in which the energy of sunlight is stored in chemical bonds through photosynthesis. When biomass is utilized to produce energy, CO2 is released. However, the amount of CO2 that is emitted is equal to the amount absorbed by the organisms while they are still alive [12,17,18,19]. Therefore, there is no contribution to the carbon cycle, it is only accelerated [12,86].
2.1. Biological Treatment
2.1.1. Dark Fermentation
Dark fermentation is based on anaerobic bacteria growing in the dark that decompose biomass [9]. Bacteria, such as Enterobacter, Bacillus, and Clostridium, are known to produce hydrogen [11,24]. The bacteria or micro-algae are sustained in dark conditions at 25-80oC. Depending on the strains, they can be sustained even at hyperthermophilic temperatures (>80oC) [29]
Among other carbohydrates, glucose is the most preferred source of carbon for the fermentation process. With glucose used as the main model substrate, acetic and butyric acids are produced and cover over 80% of total end-products. In theory, when 1 mol of glucose undergoes bioconversion, 12 mol of H2 are being produced [11,12,29].
The reaction is displayed below:
[25]
[26]
C6H12O + 2H2O → 2CH3COOH + 4H2 + 2CO2 (acetate fermentation)
C6H12O + 2H2O → CH3CH2CH2COOH + 2H2 + 2CO2 (butyrate fermentation)
The conditions in which the process is occurring, e.g. pH (between 5 and 6) [12,27], hydraulic retention time (HΡΤ) and gas partial pressure, act on the metabolism balance of the bacteria used in fermentation. The H2 partial pressure is one of the most critical factors because hydrogen synthesis pathways are sensitive to H2 concentration. As H2 concentration increases, the H2 synthesis decreases [11,24]. Thus, the H2 gas must be removed as it is generated [12,28].
2.1.2. Photo Fermentation
Photo fermentation (PF) takes place in nitrogen-deficient conditions and the implementation of purple non-sulfur bacteria [11]. The reaction is catalyzed by nitrogenases enabling the production of hydrogen and carbon dioxide from organic acids (acetic, lactic and butyric) through photosynthetic bacteria [12].
The reaction is displayed below:
CH3COOH +2H2O + light energy → 4H2 + 2CO2
These photosynthetic bacteria are suitable for converting light energy to hydrogen by using organic wastes as substrate [30,31,32] in batch processes [33] and continuous cultures [34]. The proper ratio of carbon to nitrogen nutrient must be achieved and controlled to increase the nitrogenase activity and decrease the energy demand [11,23]. Moreover, the light intensity is a factor that has a contributing effect on hydrogen production rate and yield but, has an adverse result on the light conversion efficiency [12].
PF has been studied as a waste-prevention process to produce H2 from industrial and agricultural wastes [29].
2.1.3. Biocatalyzed Electrolysis
This process is another way of oxidizing organic matter for hydrogen production. The different aspect of this method is that the external energy required is in the form of electrical energy [11].
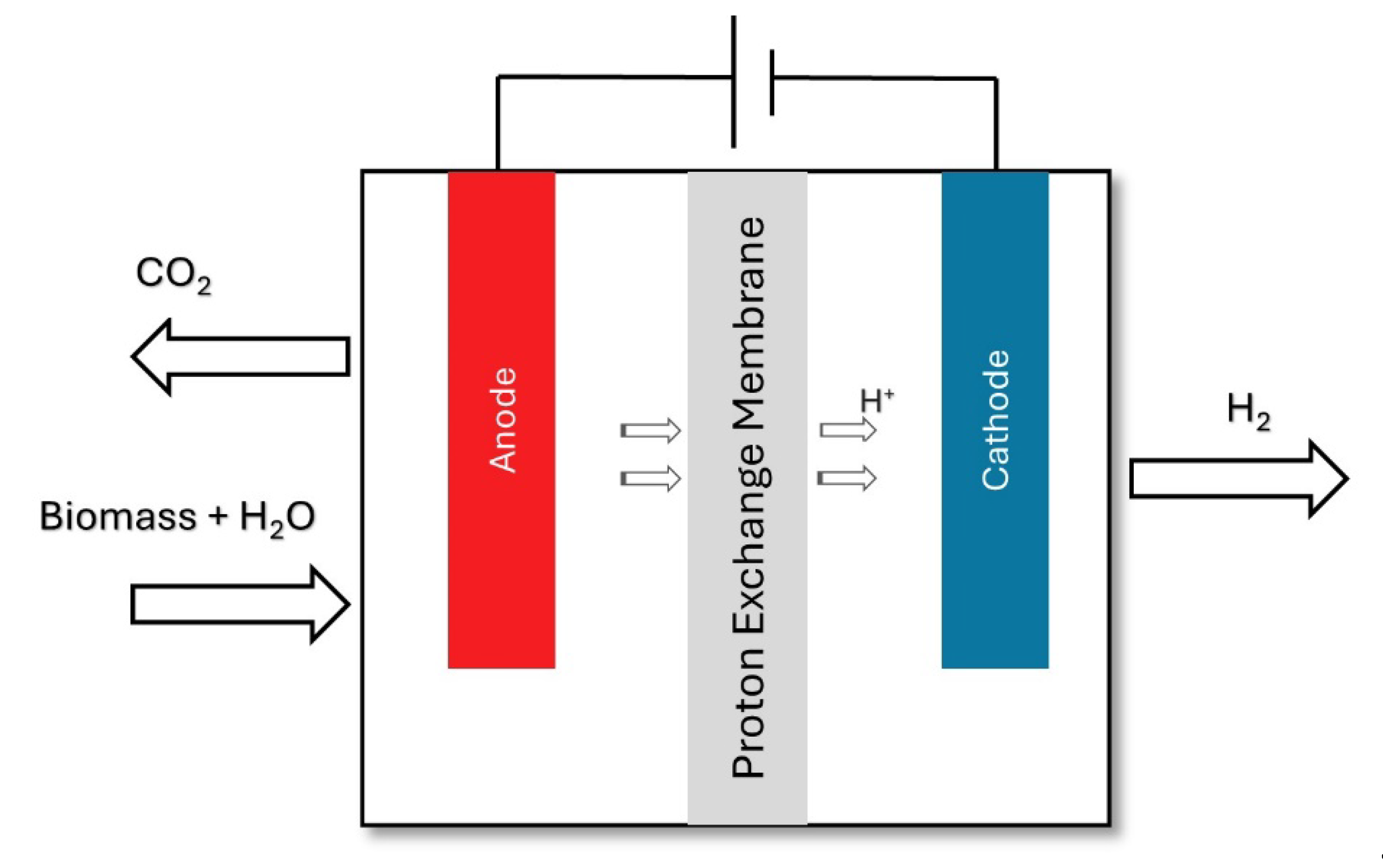
Τhis method takes place in a microbial electrolysis cell (MEC) [84], often mentioned as bio-electrochemically assisted microbial reactor (BEAMR) [78,79], biocatalyzed electrolysis cell (BEC) [80], and electrohydrogenesis [81,82,83]. Microorganisms that are electrochemically active are able to utilize an electrode as an electron acceptor under anaerobic conditions, as they release the electrons at high energy level. As a result, the electrode turns into a bioanode. The organic matter is electrolyzed and then hydrogen is generated. The required applied voltage for this method of electrolysis is about 10-12mV [11,35]. The anode materials are essential in influencing the bacterial adherence on the anode, the electrode’s biocompatibility and the electron transmission [74,75].
Scheme 2.
Schematic illustration of hydrogen production through biocatalyzed electrolysis.
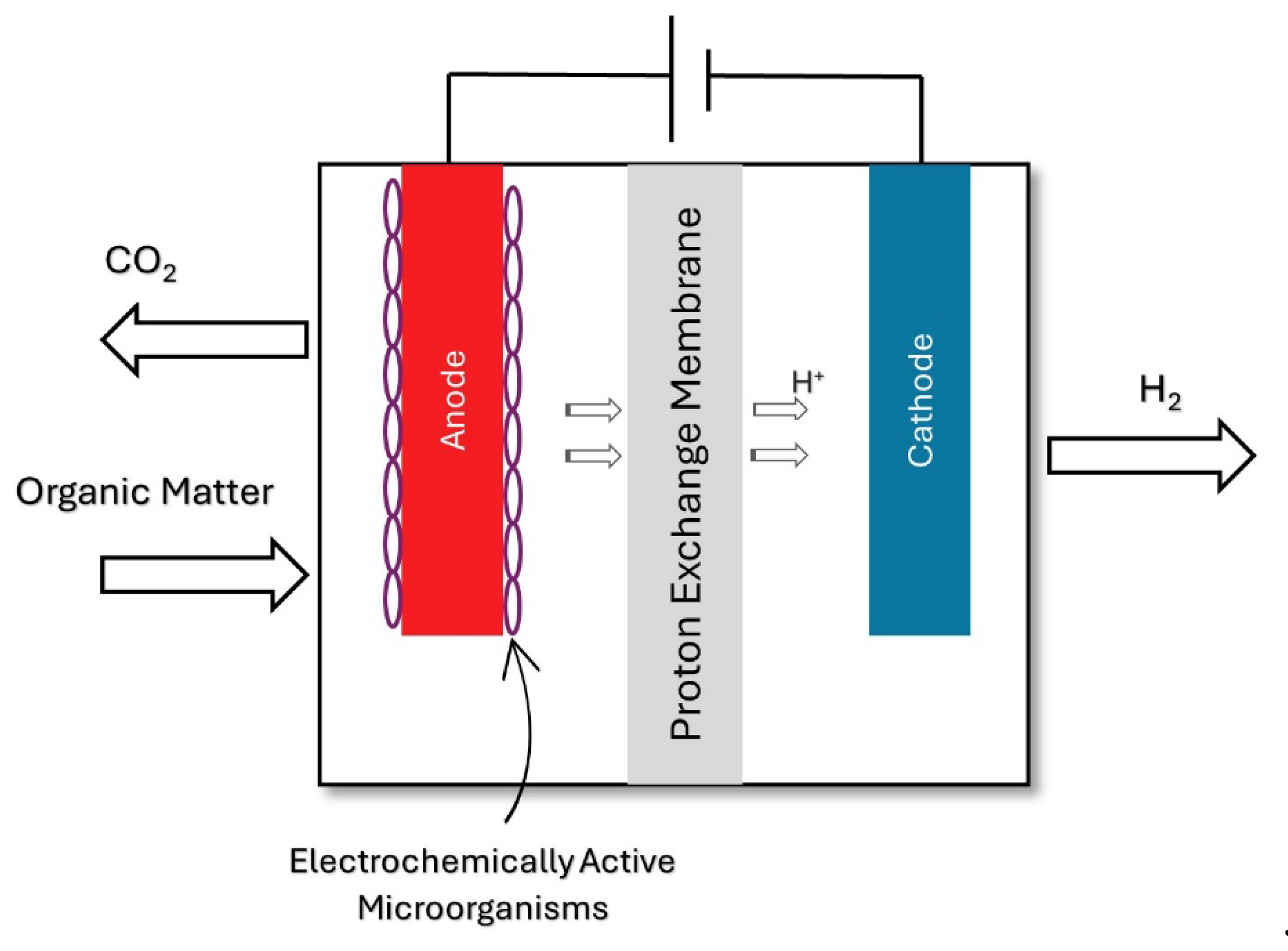
Biocatalyzed electrolysis is also capable of converting dissolved organic compounds that might be produced from dark fermentation, addressing the endothermic nature of these reactions. It is also very flexible as a method as it will be designed to produce hydrogen from wastewater [35].
2.2. Electrochemical Treatment
2.2.1. Electrooxidation
Electrosynthesis has seen a rebirth during the last decade due to research for a dual production platform for both molecules and energy carriers. It is referred to as a “Power-to-X” approach, where X refers to fuel or chemical. "X-to-Power" refers to a strategy in which clean energy is produced from an energy carrier, as an inverse approach. A fuel cell, in the broadest sense, is an electrochemical device made up of two electrodes separated by a spacer that turns chemical energy directly into electrical energy (while releasing heat). Thermodynamic and faradaic contributions won’t alter during a fuel cell’s normal operation if the reaction selectivity doesn’t change significantly. Thus, the efficiency is solely influenced by the experimentally measured cell voltage U [55].
The research on fuel cells and electrolysis cells is closely linked with the study of organic selective electrooxidation processes. Their slow electrochemical kinetics have been overcome by a variety of (bio)catalytic interfaces. The key electrocatalytic reaction characteristics that have been established allow the proposal of new materials that could maximize the activity, selectivity, and durability of anode materials [55].
The oxygen reduction reaction (ORR), which is carried out by a cathode, is thermodynamically anticipated to begin at about 1.2 V relative to the reversible hydrogen electrode (RHE). The best activity is attained in the potential range of 1.0-0.7 V versus RHE due to ORR’s sluggishness. The primary criterion for choosing anode electrocatalysts for fuel cells (operating voltage optimization) is an electrooxidation at the lowest electrode potential (E), ideally E < 0.5 V vs RHE, with the lowest overpotential [55].
Scheme 3.
Schematic illustration of hydrogen production through electrooxidation.
Electro-oxidation of bio-derived feedstocks may provide compounds with significant economic value that can increase income and represent a more cost-competitive option. According to studies, most electrocatalysts for the electro-oxidation of organic compounds have increased activity and stability under alkaline conditions [56,57,58,59]. The main drawback of alkaline electro-oxidation is its lower H2 selectivity. H2 accounts for no more than 6% of the total product share in the processes. The demand for hydrogen, however, is anticipated to grow significantly over time in comparison to the coproducts [60]. The lack of a sizable enough market for the coproducts may limit the total deployment potential of this technology toward small scale applications [55].
2.3. Thermochemical Treatment
The most mature process for producing hydrogen from biomass is thermochemical conversion [38]. Aqueous phase reforming, pyrolysis, and gasification are the three main thermochemical methods [28,39]. In these conversion methods CH4 and CO are produced which can be further processed for more hydrogen production through steam reforming and WGS reaction [12].
2.3.1. Gasification
Gasification is a thermochemical treatment according to which biomass is decomposed at elevated temperatures in an environment with limited oxygen [9,40]. It is highly endothermic, it takes place at temperatures between 500 and 1400 °C and at operating pressures, depending on the plant scale, from atmospheric to 33 bar [12]. The process can be classified as air gasification, oxygen gasification, or steam gasification determined by the oxidizing agent utilized [28].
The gasifier is the most significant element of a gasification plant. It offers enough space to mix biomass and the gasification agent to a certain level, sometimes in the presence of primary catalysts and/or additives [45]. Depending on how the process is set up, gasification can generally be divided into three groups: dual fluidized bed (DFB) steam blown gasification [45], also referred to as indirect gasification, direct blown, steam/oxygen or air, fluidized bed gasification [46], and entrained flow gasification [9,47].
The feedstock normally undergoes pre-treatment before being introduced into the gasification reactor. This frequently entails drying the biomass to increase conversion rates in the gasification reactor, but it can also entail other processes, including milling, to produce a uniform feedstock in terms of size [9,43].
Syngas, a synthesized gas made of hydrogen, methane, carbon monoxide, nitrogen, and carbon dioxide, is produced when it consumes an oxidizing agent [28]. Minor organic and inorganic contaminants have also been discovered in syngas. The inorganic molecules include H2S, HCl, NH3, and alkali metals, while the organic compounds include light hydrocarbons (LHC), such as CH4, and tar, a viscous liquid made up of condensable organic compounds [28,42]. Depending on the desired end-product of the gasification process, a range of product gas upgrading and conditioning sequences may be included in the process design [9].
The general air gasification reaction of biomass is displayed below [29,41]:
Biomass + Air → N2 + CO + H2 + CO2 + CH4 + H2O + LHC + Tar + Char
Regarding feedstock, air gasification requires a dry raw material [44]. The main challenge in air gasification is the nitrogen removal from the products, as it is a non-combustible gas that results in the reduction of the heat value of the fuel.
The product of oxygen gasification is a gas of greater purity, containing a higher level of H2, less tar and char and no nitrogen.
As a middle ground, between air and oxygen gasification, steam gasification is employed. This process can take place with wet biomass (moisture between 5 and 35 wt%) [44].
The general reaction of biomass’ steam gasification is presented below [29]:
Biomass + Steam → H2 + CO + CO2 + CH4 + HC + Tar + Char
Gasification also produces CO and CH4 which can be further treated to make more hydrogen if they undergo steam reforming and the WGS reaction [12].
2.3.2. Pyrolysis
Pyrolysis is another thermochemical method which doesn’t require an oxidizing agent and can be done at lower temperatures of 400-800oC [9] at 0.1-0.5 MPa [12]. The method is categorized according to rising reaction temperature into three main classifications: slow pyrolysis, fast pyrolysis, and flash pyrolysis [48]. This reaction is also highly endothermic [29].
The three main components of a biomass pyrolysis feedstock are cellulose, hemicellulose, and lignin. These three constituents make up to 90% of lignocellulosic biomass, with ash and extracts making up the remaining 10% or so [53,54]. The type of feedstock, the type of catalyst utilized, the temperature, and the time of residence affect the yield of hydrogen production from biomass pyrolysis [12,50,51].
Biomass pyrolysis typically occurs in four steps [52]: 1) pre-heating and drying, 2) pre-pyrolysis, 3) solid decomposition, and 4) the residual char decomposition process, which is a complex chemical process that includes numerous simultaneous reactions [53].
The general pyrolysis reaction is presented below [29]:
Biomass + Heat → H2 + CO + CO2 + CH4 + H2O + Bio-Oil + charcoal
Methane and other hydrocarbon gases produced, similar to gasification, can be steam reformed, and the WGS process is utilized to produce even more hydrogen. After pyrolysis, condensed oxygenated molecules (aldehydes, ketones, alcohols, phenolic compounds, and carboxylic acids), water, and ash can create "bio-oil," a complex liquid fraction that resembles tar. Water-insoluble fraction and water-soluble fraction are the two categories into which bio-oils can be separated. For usage in adhesive applications, the insoluble fraction can be broken down into platform molecules like BTX or olefins [49]. To improve the yield of H2 produced from the soluble fraction, a steam gasification device can be incorporated into the procedure [29].
2.3.3. Biogas Reforming
Biogas may be produced from biomass and agricultural residue, such as rice straw and wheat straw, via anaerobic digestion. It may also be obtained from landfills, which is referred to as landfill gas. The composition of biogas differs according to the feedstock and anaerobic digesters utilized [87]. Biogas as an energy resource is practical and sustainable due to the abundant supply of low-cost feedstocks [87]. In most studies the biogas composition is simulated 60% CH4 and 40% CO2. Biogas in Europe is mostly produced by anaerobic digestion of agricultural or industrial wastes as well as biowaste, municipal organic waste and sewage sludge [113,114].
| Composite | Percentage |
|---|---|
| CH4 | 55-70 (vol%) |
| CO2 | 30-45 (vol%) |
| H2S | 500-4000 (ppm) |
| NH 3 | 100-800 (ppm) |
| H2 | <1 (vol%) |
| N2 | <1 (vol%) |
| O2 | <1 (vol%) |
| H2O | <1 (vol%) |
Table 3.
Chemical composition of biogas from landfill and anaerobic digestion.
| Composite | Landfill | Anaerobic digester |
|---|---|---|
| CH4 | 44.2 (mol%) | 58.1 (mol%) |
| CO2 | 34.0 (mol%) | 33.9 (mol%) |
| LHV | 12.7 (MJ/kg) | 17.8 (MJ/kg) |
Steam reforming (SR) and autothermal reforming (ATR) are methods that have been established as prototypes for biogas to hydrogen generation due to their significant similarity to natural gas [92]. Biogas steam reforming (BSR) produces H2 at temperatures ranging from 600 to 1000 °C through endothermic and reversible reactions, typically coupled with catalytic methods [92]. The ATR process combines two reforming techniques: SR and catalytic partial oxidation (CPOX) [101,102]. Both reforming processes may be carried out at low pressure (usually at atmospheric pressure) in tubular fixed bed or fluidized reactors [92,93,94,95,96]. The mixture of gases produced by the conversion process has a high concentration of hydrogen, thus CO2 and other contaminants must be separated from the gas output [92].
The reforming reactions are displayed below [101]:
Steam Reforming (SR) : CH4 + H2O → CO + 3H2, ΔH = 206.2 kJ/mol
Catalytic Partial Oxidation (Pox): CH4 + ½ O2 → CO + 2H2, ΔH = −36 kJ/mol
Autothermal Reforming (ATR): CH4 + x½O2 + yCO2 + (1 − x − y)H2O
→(y + 1)CO + (3 − x − y)H2
Biogas reforming takes place in several steps in order to obtain purity. The process includes the following units in order: a high temperature reformer, a high temperature shift reactor (HT), a low temperature shift reactor (LT) and a separation unit [87]. At the moment, several gas separation technologies are accessible for separating hydrogen from the synthesis gas via reforming or gasification methods. The membrane gas separation system is simple to use, requires less energy, has a compact footprint, can operate continuously, is easy to scale up, etc. [99,100]. Steam methane reforming demands a feedstock stream with high purity. Thus, we make the assumption that biogas is upgraded with 99.5% purity [113].
3. Prospects of Hydrogen Production from Biomass in Scale
To assess the previously mentioned processes, it is a necessity to examine the type of feedstock and pre-treatment that may be needed, the production materials/energy requirement and the purity of the gas output.
There are two forms of feedstock that can be utilized to provide the required amount of biomass to create hydrogen: lignocellulosic residue and dedicated crops. Because they are produced towards the end of the harvest season for crops like cereal wheat or during the transformation process, lignocellulosic waste is easily accessible and inexpensive. Dedicated energy from crops like sorghum, however, demands land utilization and growth time, which might be difficult. Clustering biomass kinds based on their chemical components (carbohydrates, lignin, and other components) can make the necessary pre-treatment easier [10,73].
Comparing the biological processes of biomass, dark fermentation seems to be the most competitive when considering scale-up possibilities. It manifests an efficiency of 60-80% [12], yield between 0.004 - 0.044 kgH2/kg biomass [10] and has a TRL of 5 [9,10,66]. It is a simple method that can produce H2 without light, contributing to waste recycling. It is also CO2-neutral and has no O2 limitation [12]. The main disadvantages of this process are fatty acids removal, low H2 rates and yields, low conversion efficiency, and the requirement of large reactor volume [12]. In addition, dark fermentation is limited by poor catalyst durability and product contaminants [62]. The production cost is around 0.332 – 2.63 €/kgH2 [10,66] but the numbers are indicative because there are few full plant cost estimations [61]. There are no commercial scaled plants yet. Also, feedstock pretreatment is significantly expensive in order to be enzymatically fermentable. Thus, the industrial scale of the process development is limited [10].
Photo fermentation is also a CO2-neutral process that contributes to waste recycling and can use different organic wastes and wastewaters [12] but, the light conversion efficiency is only 1–5% [11], the production cost is 0.362 – 3.66 €/kgH2 [10,66,69] and the possibly achieved yield is 0.004 - 0.049 kgH2/kg biomass [9]. The method also requires sunlight, large reactor volume and is sensitive to O2 and has a TRL of 4 [9,10,12,66]. Problems that might occur with industrial effluents being used for H2 production are the color of the wastewaters, which will prevent light penetration, and heavy metals or other toxic compounds that might be carried in the wastewaters [12,22]. Lastly, there are difficulties in controlling the various bacteria [10]. Compared to dark fermentation, it is thought to be less financially competitive because it achieves approximately the same yield while requiring higher production cost [63].
The last biological process, biocatalyzed electrolysis, has an electrical requirement that remains far below that of commercial water electrolysis. Even when microbial metabolic and other energy losses increase the energy demand, it is expected to remain below 1 kWh/m3 H2. Biological anodes can easily be operated under non-sterile conditions because electrochemically active consortia can be naturally selected from a wide range of inocula. This process can theoretically produce hydrogen as a pure gas in the cathode chamber instead of a mixed gas output [35]. The most significant barrier to these techniques in terms of viability is the low hydrogen production rate [72]. In addition, enzymatic biocathodes are relatively unstable and they are not self-regenerating [35]. There has not been thorough recent research on this method, especially from a techno-economic standpoint. Another challenge that this method faces is that the lignocellulosic biomass, a plentiful natural resource, cannot be directly processed by the microorganisms in the microbial electrolysis cell. In order to transform it into monosaccharides or low-molecular-weight molecules, it must first undergo fermentation [77]. Therefore, biocatalyzed electrolysis emerges as a supplementary technology to fermentative processes. Their combination allows the recovery of the energy content in the substrate up to 90% [36,67].
Biomass electrolysis offers higher hydrogen production efficiency and lower ΔEeq than water electrolysis because the oxidation of the biomass-derived material has lower thermodynamic requirements. The production cost when applying the current density range of 0.2-1.0 A/cm2 in biomass-based organic molecules is approximately 8 - 10 €/kgH2, but it can be reduced significantly considering the value-added chemical(s) that are co-produced [55]. This process’s disadvantage is its slow kinetics due to the numerous electron transfer mechanisms [56]. Electro-oxidation has a TRL of 2-4 [10] and there has not been extended recent research on this method.
For thermochemical processes, the industrial design has already been defined [10]. The approach was developed using comparable techniques used with biofuels like biomethane and adapted from steam methane reforming (SMR) [38]. Gasification has an efficiency up to 50 %, a TRL of 7, production cost between 1.14 – 3.29 €/kgH2 and produces the highest yields [10,66,67,68]. Steam gasification has a 40% H2 percentage in the gas, higher H2/CO ratio (1.6), reduced impurities compared to air gasification and produces 0.040 kg H2/kg biomass without catalyst and 0.070 kgH2/kg biomass with catalyst [29,76]. This process is thought to be the most suitable process for hydrogen production. Concerning the feedstock, steam gasification is feasible for wet biomass (moisture from 5 to 35 wt%), while air gasification requires a dry raw material [37]. However, because of the production of tar and char, the processes are more vulnerable to catalyst deactivation and the gas products need to be separated and purified [10,76]. It was also seen that the gasification process was economically non-viable due to ash-related issues such as corrosion, erosion, agglomeration, and sintering [2,40].
Pyrolysis has shown efficiency up to 65% using HDPE as feedstock, yield 0.100 kg H2/kg biomass & HDPE and 0.373 kg H2/kg HDPE [9] and TRL of 7 [10,66]. The production cost of this process is around 1.14 – 2.41 €/kg H2 [10,66,69]. Studies show that at the same temperature, fast pyrolysis of biomass releases more volatiles than slow pyrolysis [53]. It has been observed that the presence of a catalyst raised H2 gas yield while reducing CO, C2–C4, and CH4 yield [2]. On the contrary, because of the production of tar and char, the processes are more vulnerable to catalyst deactivation [10]. There is less data for biomass-to-hydrogen yields and production costs in the scientific literature on techno-economic analyses of pyrolysis than of gasification. The gasification and pyrolysis of biomass use similar procedures to those used to treat fossil fuels. They are projected to develop and reach a TRL of up to 9 in the following two decades [10]. However, to produce negative emissions, thermochemical processes that release CO2 must be combined with carbon capture systems (CCS) [10].
Comparing biogas from landfill and anaerobic digestion of biomass the performing efficiency is slightly higher when it comes to biogas from anaerobic digestion. When undergoing SR and ATR at 20 bar it is shown to achieve a maximum of 51.7% and 27.8%, respectively [92]. As the temperature of the reforming process increases, so does the yield of H2. It reaches a peak before slightly decreasing [103]. Although this approach produces significant hydrogen yields, achieving the required high purity hydrogen, it involves complicated energy integration, costly heat exchangers (high temperature), and numerous process units. The amount of distinct process stages affects system efficiency, making scaling down uneconomical [87]. The approximate production cost is between 4.21-4.29 €/ kg H2 for SR and 6.41-6.60 €/ kg H2 for ATR, when both processes are performed at 20 bar using biogas from anaerobic digestor and landfill respectively. As far as TRL, SMR reach a TRL of 9, and ATR reach a TRL of 8 when processing natural gas [105]. The process’ model generates 0.29 kg H2 per kilogram of bio-methane [113,116].
Antonini et al [113], have conducted research that compares natural gas to biomethane and investigates CCS and storage systems. Results show that natural gas and biowaste-based biomethane have minor differences in performance when undergoing SR and ATR, despite their different composition. However, addressing the life cycle impacts on climate change, biomethane is clearly more sustainable as the CO2 that is released from biomethane does not contribute to the carbon cycle in contrast with the contribution of natural gas to GHG.
The following table, Table 4, displays a summary of the most important features of each process from various literature references which were mentioned in the previous paragraphs. The table highlights each methods efficiency (%), yield (kg H2/kg biomass), production cost (€/ kg H2) and TRL. In order to compare them, the necessary unit conversions were made. In addition, data from water electrolysis are shown in Table 3 to compare the previously mentioned methods of green hydrogen production to water electrolysis, another method of green hydrogen production. The most advanced methods of water electrolysis are alkaline electrolysis (AEL), proton-exchange membrane electrolysis (PEMEL), solid oxide electrolysis (SOEL) [106].
The Figures (Figure 2, Figure 3, Figure 4) that are following are based in Table 2. The two colors on the bars represent the range of the values that are mentioned on Table 2, with orange depicting the minimum value and yellow the maximum value.
In Figure 2, the comparison of the method’s yield is presented. The chart clearly shows the advantages of thermochemical methods in aspects of yield. This conclusion is justified because of the various and extended research and implementations of these technologies in fields other than hydrogen production. Biocatalyzed electrolysis has a lead among the biological methods, even though their performance does not differ much. In general, two obstacles are preventing biological processes from evolving and expanding on a global scale. Even while dark fermentation has made biological methods more competitive, the H2 yield and production pace are significantly lower compared to thermochemical methods [10,71]. Lastly, pilot-scale processes are limited by the need for pre-treatment throughout the synthesis of complex biomass [10].
Figure 3 was created by comparing the cost of each method. This chart also indicates that the thermochemical methods are quite advantageous but not far more inviting than the fermentation processes in terms of production cost. Electrooxidation is more expensive than the previously mentioned methods but not as unviable as biocatalyzed electrolysis, which is far more expensive than any other method even if the data we have are from laboratory materials. Biogas reforming methods are costly compared to the other thermochemical and biological methods but have similar cost to water electrolysis. In general, we can conclude that thermochemical and biological methods are the most advantageous financially.
In Figure 4, the TRL of each method is depicted. The purpose of this figure is to compare the TRL of hydrogen production methods based on biomass to other established methods such as SR and ATR of natural gas and water electrolysis via PEM and AE. It is clearly shown through Figure 4 that the methods that are competitive against the dominant methods of SR and water electrolysis are gasification and pyrolysis. Biological and electrochemical methods do not present TRL above 5, which means that they are still under development while thermochemical methods are in a state of pre-commercial demonstration.
Thermochemical methods have shown an advantage both in yield and TRL aspects. However, the CO2 emissions intensity and the CCS incorporation need to be taken into account to assess these methods’ potential to meet our goal to mitigate GHG emissions. The life cycle assessment conducted by Antonini et al [113] which was previously mentioned, also indicates that the CO2 emissions intensity with CCS for hydrogen production from bio-methane is a net-negative CO2 emissions process. ATR performs higher CO2 capture than SMR and the addition of a low-temperature WGS is generally improving the life cycle performance. It is safe to conclude that in general, adding CCS leads to clear benefits considering the implications of climate change. However, results manifest that these methods perform worse with, than without, CCS because the CCS integration is increasing the energy demand and consumption, which leads to other environmental pressures.
Table 5 [116] displays the CO2 emission that each thermochemical method produces when used for hydrogen production. In addition, Figure 5 is presented based on Table 5.
From Table 5 [116], we conclude that in every case, the TRL is lower when the process is combined with CCS. Nevertheless, biomass gasification and bio-methane SMR show significant results when CCS is included in the system. Comparing these two methods, as the two most inviting methods of green hydrogen production, with their non-green equivalent it is shown that SMR with CCS from fossil methane and SMR with CCS from bio-methane present the same TRL but a significant difference in CO2 emissions. The latter demonstrates net-negative CO2 emissions which is a very important factor considering a net zero economy that requires carbon absorption and negative emissions from the atmosphere by 2030.
4. Conclusions
This review has comparatively shown that among the biological processes, dark fermentation has the most potential for large scale development. Bio-catalyzed electrolysis, as well as electrochemical methods, is advantageous compared to water electrolysis concerning electrical demand. However, the current status of the method reveals that it is not yet financially viable, and the obstacles are numerous. Also, there has not been extended techno-economic analysis of full scaled plants for any biological processes nor for electrochemical methods. Examining the methods with lower TRL, the combination of dark fermentation and biocatalyzed electrolysis as two consecutive treating methods has more potential than the two methods separately and may be subject to further exploration.
Thermochemical methods are significantly more advanced because they have already been applied in studies concerning hydrogen production from fossil fuels. Steam gasification as well as bio-methane reforming are considered the most suitable processes for a scaled-up plant in the near future. Some of their distinct advantages compared to other methods are the high purity in the gas output, the high ratio of H2/CO2, low production cost and high yield. The prospect of a scaled plant is much more realistic for these methods due to the extended research that has already been conducted. However, it is important to consider that to produce negative emissions, thermochemical processes that release CO2 must be combined with carbon capture systems (CCS) in which case, the TRL comparison shows that the systems are still under development and optimization to be fully efficient but still, demonstrate very promising potential of large-scale development.
The need to switch from fossil fuels to renewable energy sources is urgent and hydrogen is a very promising energy carrier that may give the solution to this problem. Biomass has been studied through various processes since it is a significant hydrogen carrier, and it seems like an encouraging alternative for hydrogen production. In hopes of a fully independent plant there is still room for research, specifically in subjects such as a complete techno-economic analysis, the sustainability of these methods, their life cycle analysis along with their impact on the environment.
Acknowledgments
The authors acknowledge co-financing by the Clean Hydrogen Partnership under grant agreement No 10111205 (“TRIERES” project).
References
- Veluru Sridevi, Dadi Venkata Surya, Busigari Rajasekhar Reddy, Manan Shah, Ribhu Gautam, Tanneru Hemanth Kumar, Harish Puppala, Kocherlakota Satya Pritam, Tanmay Basak,Challenges and opportunities in the production of sustainable hydrogen from lignocellulosic biomass using microwave-assisted pyrolysis: A review,International Journal of Hydrogen Energy,Volume 52, Part A,2024,Pages 507-531,ISSN 0360-3199. (https://www.sciencedirect.com/science/article/pii/S0360319923030902). [CrossRef]
- Van Giao Nguyen, Thanh Xuan Nguyen-Thi, Phuoc Quy Phong Nguyen, Viet Dung Tran, Ümit Ağbulut, Lan Huong Nguyen, Dhinesh Balasubramanian, Wieslaw Tarelko, Suhaib A. Bandh, Nguyen Dang Khoa Pham, Recent advances in hydrogen production from biomass waste with a focus on pyrolysis and gasification, International Journal of Hydrogen Energy, Volume 54, 2024, Pages 127-160, ISSN 0360-3199. [CrossRef]
- K.M. Akkoli, N.R. Banapurmath, M.M. Shivashimpi, Manzoore Elahi M. Soudagar, Irfan Anjum Badruddin, Mashhour A. Alazwari, V.S. Yaliwal, M.A. Mujtaba, Naveed Akram, Marjan Goodarzi, Mohammad Reza Safaei, Harish Venu, Effect of injection parameters and producer gas derived from redgram stalk on the performance and emission characteristics of a diesel engine, Alexandria Engineering Journal, Volume 60, Issue 3, 2021, Pages 3133-3142, ISSN 1110-0168. [CrossRef]
- Nagarajan J, Balasubramanian D, Khalife E, Usman KM. Optimization of compression ignition engine fuelled with Cotton seed biodiesel using Diglyme and injection pressure. J Technol Innov 2022;2:52e61. [CrossRef]
- Shayan Sharafi laleh, Mohsen Zeinali, S.M.S. Mahmoudi, Saeed Soltani, Marc A. Rosen, Biomass co-fired combined cycle with hydrogen production via proton exchange membrane electrolysis and waste heat recovery: Thermodynamic assessment, International Journal of Hydrogen Energy, Volume 48, Issue 87, 2023, Pages 33795-33809, ISSN 0360-3199. [CrossRef]
- Liu W, Qi Y, Zhang R, Zhang Q, Wang Z. Hydrogen production from ammonia-rich combustion for fuel reforming under high temperature and high pressure conditions. Fuel 2022;327:124830. [CrossRef]
- Rosa L, Mazzotti M. Potential for hydrogen production from sustainable biomass with carbon capture and storage. Renew Sustain Energy Rev 2022;157:112123. [CrossRef]
- Nemmour A et al., Green hydrogen-based E-fuels (E-methane, E-methanol, E-ammonia) to support clean energy transition: A literature review, International Journal of Hydrogen Energy. [CrossRef]
- Johan M Ahlström, Renewable Hydrogen Production from Biomass https://www.etipbioenergy.eu/images/Renewable_Hydrogen_Production_from_Biomass.pdf.
- Lepage T, Kammoun M, Schmetz Q, Richel A. Biomass-to-hydrogen: a review of main routes production, processes evaluation and techno-economical assessment. Biomass Bioenergy 2021;144:105920. [CrossRef]
- Engin GÜRTEKİN, Faculty of Engineering, Department of Environmental Engineering Firat University, Turkey, Biological Hydrogen Production Methods, https://i-sem.info/PastConferences/ISEM2014/ISEM2014/papers/A10-ISEM2014ID80.pdf.
- Pavlos Nikolaidis, Andreas Poullikkas, A comparative overview of hydrogen production processes, Renewable and Sustainable Energy Reviews, Volume 67, 2017, Pages 597-611, ISSN 1364-0321. [CrossRef]
- Richa Kothari, D. Buddhi, R.L. Sawhney,Comparison of environmental and economic aspects of various hydrogen production methods,Renewable and Sustainable Energy Reviews,Volume 12, Issue 2,2008,Pages 553-563,ISSN 1364-0321. (https://www.sciencedirect.com/science/article/pii/S1364032106001158). [CrossRef]
- Havva Balat, Elif Kırtay,Hydrogen from biomass – Present scenario and future prospects, International Journal of Hydrogen Energy,Volume 35, Issue 14,2010,Pages 7416-7426,ISSN 0360-3199. (https://www.sciencedirect.com/science/article/pii/S0360319910008396). [CrossRef]
- Ibrahim Dincer, Canan Acar, Review and evaluation of hydrogen production methods for better sustainability, International Journal of Hydrogen Energy, Volume 40, Issue 34, 2015, Pages 11094-11111, ISSN 0360-3199. (https://www.sciencedirect.com/science/article/pii/S0360319914034119). [CrossRef]
- Santanu Kumar Dash , Suprava Chakraborty and Devaraj Elangovan, A Brief Review of Hydrogen Production Methods and Their Challenges, Energies 2023, 16(3), 1141. [CrossRef]
- Demirbas, A. (2001) Biomass Resource Facilities and Biomass Conversion Processing for Fuels and Chemicals. Energy Conversion and Management, 42, 1357-1378. [CrossRef]
- Peter McKendry, Energy production from biomass (part 1): overview of biomass, Bioresource Technology, Volume 83, Issue 1, 2002, Pages 37-46, ISSN 0960-8524. (https://www.sciencedirect.com/science/article/pii/S0960852401001183). [CrossRef]
- Flamos a, Georgallis PG, Doukas H, Psarras J. Using biomass to achieve European Union energy targets—a review of biomass status, potential, and supporting policies. Int J Green Energy 2011;8(4):411–28. [CrossRef]
- Mostafa El-Shafie*, Shinji Kambara, Yukio Hayakawa, Environmental and Renewable Energy Systems Division, Gifu University, Gifu City, Japan Hydrogen Production Technologies Overview, https://www.scirp.org/pdf/JPEE_2019012515395175.pdf.
- Satyapal, S., Petrovic, J., Read, C., Thomas, G. and Ordaz, G. (2007) The U.S. Department of Energy’s National Hydrogen Storage Project: Progress towards Meeting Hydrogen-Powered Vehicle Requirements. Catalysis Today, 120, 246-256. [CrossRef]
- Kapdan IK, Kargi F. Bio-hydrogen production from waste materials, Enzym Microb Technol 2006;38(5):569–82. [CrossRef]
- Debabrata Das, T. Nejat Veziroglu, Advances in biological hydrogen production processes, International Journal of Hydrogen Energy, Volume 33, Issue 21, 2008, Pages 6046-6057, ISSN 0360-3199. [CrossRef]
- B. Parkinson, P. Balcombe, J. F. Speirs, A. D. Hawkes and K. Hellgardt, Levelized cost of CO2 mitigation from hydrogen production routes, Energy Environ. Sci., 2019, 12, 19-40. [CrossRef]
- Levin DB, Pitt L, Love M. Biohydrogen production: prospects and limitations to practical application. Int. J. Hydrogen Energy. 2004; 29: 173-85. [CrossRef]
- Zuttel A. Materials for hydrogen storage. Mater Today 2003;6(9):24–33. [CrossRef]
- Sakintuna B, Lamari-Darkrim F, Hirscher M. Metal hydride materials for solid hydrogen storage: a review. Int J Hydrog Energy 2007;32(9):1121–40. [CrossRef]
- Ni M, Leung DYC, Leung MKH, Sumathy K. An overview of hydrogen production from biomass. Fuel Process Technol 2006;87(5):461–72. [CrossRef]
- Holladay JD, Hu J, King DL, Wang Y. An overview of hydrogen production technologies. Catal Today 2009;139(4):244–60. [CrossRef]
- T. Lepage, M. Kammoun, Q. Schmetz, and A. Richel, “Biomass-to-hydrogen: A review of main routes production, processes evaluation and techno-economical assessment,” Biomass and Bioenergy, vol. 144. Elsevier Ltd, p. 105920, Jan. 01, 2021. [CrossRef]
- Isabela C. Moia, Aikaterini Kanaropoulou, Demetrios F. Ghanotakis, Pietro Carlozzi, Eleftherios Touloupakis, Photofermentative hydrogen production by immobilized Rhodopseudomonas sp. S16-VOGS3 cells in photobioreactors, Energy Reviews, Volume 3, Issue 1, 2024, 100055, ISSN 2772-9702. [CrossRef]
- Federov AS, Tsygankov AA, Rao KK, Hall DO. Hydrogen photoproduction by Rhodobacter sphaeroides immobilised on polyurethane foam. Biotechnol. Lett. 2008; 20: 1007-09. [CrossRef]
- Tsygankov AA, Federov AS, Laurinavichene TV, Gogotov IN, Rao KK, Hall DO. Actual and potential rates of hydrogen photoproduction by continuous culture of the purple nonsulphur bacteria Rhodobacter capsulatus. Appl. Environ. Microbiol. 1998; 49: 102-07.
- Zurrer H, Bachofen R. Hydrogen production by the photosynthetic bacterium, Rhhodospirillum rubrum. Appl. Environ. Microbiol. 1979; 37: 789-93. [CrossRef]
- Fascetti, Eugenio and Oreste Todini. “Rhodobacter sphaeroides RV cultivation and hydrogen production in a one- and two-stage chemostat.” Applied Microbiology and Biotechnology 44 (1995): 300-305.Rozendal, R.A., 2007. Hydrogen production through biocatalyzed electrolysis. PhD thesis Wageningen University, Wageningen, the Netherlands – with references – with summary in Dutch. ISBN 978-90-8504-731-5. [CrossRef]
- R. Moreno, A. Escapa, J. Cara, B. Carracedo, X. Gómez, A two-stage process for hydrogen production from cheese whey: Integration of dark fermentation and biocatalyzed electrolysis, International Journal of Hydrogen Energy, Volume 40, Issue 1, 2015, Pages 168-175, ISSN 0360-3199. (https://www.sciencedirect.com/science/article/pii/S0360319914029966 ). [CrossRef]
- S. Cheng, B.E. Logan, Sustainable and efficient biohydrogen production via electrohydrogenesis Proc Natl Acad Sci U S A, 104 (2007), pp. 18871-18873. [CrossRef]
- V. Stenberg, M. Rydén, T. Mattisson, A. Lyngfelt , Exploring novel hydrogen production processes by integration of steam methane reforming with chemical-looping combustion (CLC-SMR) and oxygen carrier aided combustion (OCAC-SMR) Int. J. Greenh. Gas Control., 74 (2018), pp. 28-39. [CrossRef]
- G.W. Huber, S. Iborra, A. Corma, Synthesis of transportation fuels from biomass: chemistry, catalysts, and engineering Chem. Rev., 106 (2006), pp. 4044-4098, 10.1021/cr068360d. [CrossRef]
- Molino, S. Chianese, and D. Musmarra, “Biomass gasification technology: The state of the art overview,” J. Energy Chem., vol. 25, no. 1, pp. 10–25, Jan. 2016. [CrossRef]
- Xu, S. Chen, A. Soomro, Z. Sun, W. Xiang Hydrogen rich syngas production from biomass gasification using synthesized Fe/CaO active catalysts, J. Energy Inst., 91 (2018), pp. 805-816. [CrossRef]
- Srinivasakannan, N. Balasubramanian , Variations in the design of dual fluidized bed gasifiers and the quality of syngas from biomass, Energy Sources, Part A Recover Util. Environ. Eff., 33 (2011), pp. 349-359. [CrossRef]
- J. M. Ahlström, A. Alamia, A. Larsson, C. Breitholtz, S. Harvey, and H. Thunman, “Bark as feedstock for dual fluidized bed gasifiers—Operability, efficiency, and economics,” Int. J. Energy Res., vol. 43, no. 3, pp. 1171–1190, Mar. 2019. [CrossRef]
- H. De Lasa, E. Salaices, J. Mazumder, R. Lucky, Catalytic steam gasification of biomass: catalysts, thermodynamics and kinetics Chem. Rev., 111 (2011), pp. 5404-5433. [CrossRef]
- M. Cortazar a, L. Santamaria a, G. Lopez a b, J. Alvarez c, L. Zhang d, R. Wang d, X. Bi d, Olazar a, A comprehensive review of primary strategies for tar removal in biomass gasification. [CrossRef]
- Hannula and E. Kurkela, “A semi-empirical model for pressurised air-blown fluidised-bed gasification of biomass,” Bioresour. Technol., vol. 101, no. 12, pp. 4608–4615, Jun. 2010. [CrossRef]
- F. Weiland, H. Hedman, M. Marklund, H. Wiinikka, O. Öhrman, and R. Gebart, “Pressurized oxygen blown entrained-flow gasification of wood powder,” Energy and Fuels, vol. 27, no. 2, pp. 932–941, Feb. 2013. [CrossRef]
- D. Mohan, C. U. Pittman, and P. H. Steele, “Pyrolysis of wood/biomass for bio-oil: A critical review,” Energy and Fuels, vol. 20, no. 3. American Chemical Society , pp. 848–889, May 2006. [CrossRef]
- M. Ni, D.Y.C. Leung, M.K.H. Leung, K. Sumathy, An overview of hydrogen production from biomass, Fuel Process, Technol., 87 (2006). [CrossRef]
- Demirbaş a. Yields of hydrogen-rich gaseous products via pyrolysis from selected biomass samples. Fuel 2001;80(13):1885–91. [CrossRef]
- DUMAN, Gozde; UDDIN, Md Azhar; YANIK, Jale. Hydrogen production from algal biomass via steam gasification. Bioresource technology, 2014, 166: 24-30. [CrossRef]
- P. Bi, J. Wang, Y. Zhang, P. Jiang, X. Wu, J. Liu, et al. From lignin to cycloparaffins and aromatics: directional synthesis of jet and diesel fuel range biofuels using biomass Bioresour Technol, 183 (2015), pp. 10-17. [CrossRef]
- Yongnan Zhang a, Yunyi Liang a, Suiyi Li a, Yan Yuan b, Daihui Zhang c, Yingji Wu a, Huan Xie a, Kathirvel Brindhadevi d, Arivalagan Pugazhendhi e f, Changlei Xia a, A review of biomass pyrolysis gas: Forming mechanisms, influencing parameters, and product application upgrades. [CrossRef]
- P.S. Rezaei, H. Shafaghat, W.M.A.W. Daud, Production of green aromatics and olefins by catalytic cracking of oxygenate compounds derived from biomass pyrolysis: A review, Appl Catal A, 469 (2014), pp. 490-511. [CrossRef]
- Yaovi Holade, Nazym Tuleushova, Sophie Tingry, Karine Servat, Teko Napporn, et al.. Recent advances in the electrooxidation of biomass-based organic molecules for energy, chemicals and hydrogen production. Catalysis Science & Technology, 2020, 10 (10), pp.3071-3112. ff10.1039/C9CY02446Hff. ffhal-02869726f, HAL Id: hal-02869726 https://hal.science/hal-02869726.
- Hui Luo, Jesús Barrio, Nixon Sunny, Alain Li, Ludmilla Steier, Nilay Shah, Ifan E. L. Stephens, Maria-Magdalena Titirici, Progress and Perspectives in Photo- and Electrochemical-Oxidation of Biomass for Sustainable Chemicals and Hydrogen Production. [CrossRef]
- Youngkook Kwon, Klaas Jan P. Schouten, Prof. Marc T. M. Koper, Mechanism of the Catalytic Oxidation of Glycerol on Polycrystalline Gold and Platinum Electrodes. [CrossRef]
- Valentina Bambagioni Dr., Manuela Bevilacqua Dr., Claudio Bianchini Dr., Jonathan Filippi Dr., Alessandro Lavacchi Dr., Andrea Marchionni Dr., Francesco Vizza Dr., Pei Kang Shen Prof., Self-Sustainable Production of Hydrogen, Chemicals, and Energy from Renewable Alcohols by Electrocatalysis. [CrossRef]
- Gomes, J.F., Tremiliosi-Filho, G. Spectroscopic Studies of the Glycerol Electro-Oxidation on Polycrystalline Au and Pt Surfaces in Acidic and Alkaline Media. Electrocatal 2, 96–105 (2011). [CrossRef]
- IRENA, Hydrogen: A Renewable Energy Perspective—Report Prepared for the 2nd Hydrogen Energy Ministerial Meeting in Tokyo, Japan, IRENA, Abu Dhabi 2019. Google Scholar, ISBN : 978-92-9260-151-5.
- M. A. Salam, K. Ahmed, N. Akter, T. Hossain, and B. Abdullah, “A review of hydrogen production via biomass gasification and its prospect in Bangladesh,” International Journal of Hydrogen Energy, vol. 43, no. 32. Elsevier Ltd, pp. 14944–14973, Aug. 09, 2018. [CrossRef]
- M. Wang, G. Wang, Z. Sun, Y. Zhang, and D. Xu, “Review of renewable energy-based hydrogen production processes for sustainable energy innovation,” Glob. Energy Interconnect., vol. 2, no. 5, pp. 436–443, Oct. 2019. [CrossRef]
- M. Y. Azwar, M. A. Hussain, and A. K. Abdul-Wahab, “Development of biohydrogen production by photobiological, fermentation and electrochemical processes: A review,” Renewable and Sustainable Energy Reviews, vol. 31. Pergamon, pp. 158–173, Mar. 01, 2014. [CrossRef]
- van Wyk, J. P. H. Biotechnology and the utilization of biowaste as a resource for bioproduct development. Trends Biotechnol. 2001, 19, 172–177. [Google Scholar] [CrossRef] [PubMed]
- Angenent, L. T.; Karim, K.; Al-Dahhan, M. H.; Wrenn, B. A.; Domiguez-Espinosa, R. Production of bioenergy and biochemicals from industrial and agricultural wastewater. Trends Biotechnol. 2004, 22, 477–485. [Google Scholar] [CrossRef] [PubMed]
- P. Parthasarathy, K.S. Narayanan, Hydrogen production from steam gasification of biomass: influence of process parameters on hydrogen yield - a review, Renew. Energy, 66 (2014), pp. 570-579. [CrossRef]
- J. Yao, M. Kraussler, F. Benedikt, H. Hofbauer, Techno-economic assessment of hydrogen production based on dual fluidized bed biomass steam gasification, biogas steam reforming, and alkaline water electrolysis processes, Energy Convers. Manag., 145 (2017), pp. 278-292. [CrossRef]
- M. Kumar, A.O. Oyedun, A. Kumar, A comparative analysis of hydrogen production from the thermochemical conversion of algal biomass, Int. J. Hydrogen Energy, 44 (2019), pp. 10384-10397. [CrossRef]
- V. Martinez-Merino, M.J. Gil, A. Cornejo, Biomass sources for hydrogen production, Renew. Hydrog. Technol. Prod., Purif., Storage, Appl. Saf., Elsevier B.V. (2013), pp. 87-110. [CrossRef]
- Y. Zhang, T.R. Brown, G. Hu, R.C. Brown, Techno-economic analysis of monosaccharide production via fast pyrolysis of lignocellulose, Bioresour. Technol., 127 (2013), pp. 358-365. [CrossRef]
- Ghimire, L. Frunzo, F. Pirozzi, E. Trably, R. Escudie, P.N.L. Lens, G. Esposito, A review on dark fermentative biohydrogen production from organic biomass: process parameters and use of by-products, Appl. Energy, 144 (2015), pp. 73-95. [CrossRef]
- D.C. Aiken, T.P. Curtis, E.S. Heidrich, Avenues to the financial viability of microbial electrolysis cells [MEC] for domestic wastewater treatment and hydrogen production, Int. J. Hydrogen Energy, 44 (2019), pp. 2426-2434. [CrossRef]
- M. Kammoun, H. Ayeb, T. Bettaieb, A. Richel, Chemical characterisation and technical assessment of agri-food residues, marine matrices, and wild grasses in the South Mediterranean area: a considerable inflow for biorefineries, Waste Manag., 118 (2020), pp. 247-257. [CrossRef]
- L. Caizán-Juanarena, I. Servin-Balderas, X. Chen, C.J. Buisman, A. Heijne, Electrochemical and microbiological characterization of single carbon granules in a multi-anode microbial fuel cell, J. Power Sources, 435 (2019), p. 126514. [CrossRef]
- P. Kalyani, A. Anitha, Biomass carbon & its prospects in electrochemical energy systems, International Journal of Hydrogen Energy, Volume 38, Issue 10, 2013, Pages 4034-4045, ISSN 0360-3199. (https://www.sciencedirect.com/science/article/pii/S036031991300133X). [CrossRef]
- Leichang Cao, Iris K.M. Yu, Xinni Xiong, Daniel C.W. Tsang, Shicheng Zhang, James H. Clark, Changwei Hu, Yun Hau Ng, Jin Shang, Yong Sik Ok, Biorenewable hydrogen production through biomass gasification: A review and future prospects, Environmental Research, Volume 186, 2020, 109547, ISSN 0013-9351. (https://www.sciencedirect.com/science/article/pii/S0013935120304400). [CrossRef]
- Wei Liu, Yong Cui, Xu Du, Zhe Zhang, Zisheng Chaob, Yulin Deng, High efficiency hydrogen evolution from native biomass electrolysis, Energy Environ. Sci., 2016, 9, 467. [CrossRef]
- Liu, Hong, Stephen Grot, and Bruce E. Logan. "Electrochemically assisted microbial production of hydrogen from acetate." Environmental science & technology 39.11 (2005): 4317-4320. [CrossRef]
- Ditzig, Jenna, Hong Liu, and Bruce E. Logan. "Production of hydrogen from domestic wastewater using a bioelectrochemically assisted microbial reactor (BEAMR)." International Journal of Hydrogen Energy 32.13 (2007): 2296-2304. [CrossRef]
- Rozendal, René A., et al. "Principle and perspectives of hydrogen production through biocatalyzed electrolysis." International journal of hydrogen energy 31.12 (2006): 1632-1640. [CrossRef]
- Lalaurette, Elodie, et al. "Hydrogen production from cellulose in a two-stage process combining fermentation and electrohydrogenesis." international journal of hydrogen energy 34.15 (2009): 6201-6210. [CrossRef]
- Cheng, Shaoan, and Bruce E. Logan. "Sustainable and efficient biohydrogen production via electrohydrogenesis." Proceedings of the National Academy of Sciences 104.47 (2007): 18871-18873. [CrossRef]
- Lu, Lu, et al. "Hydrogen production from proteins via electrohydrogenesis in microbial electrolysis cells." Biosensors and Bioelectronics 25.12 (2010): 2690-2695. [CrossRef]
- Abudukeremu Kadier, Mohd Sahaid Kalil, Peyman Abdeshahian, K. Chandrasekhar, Azah Mohamed, Nadia Farhana Azman, Washington Logroño, Yibadatihan Simayi, Aidil Abdul Hamid, Recent advances and emerging challenges in microbial electrolysis cells (MECs) for microbial production of hydrogen and value-added chemicals, Renewable and Sustainable Energy Reviews, Volume 61, 2016, Pages 501-525, ISSN 1364-0321. (https://www.sciencedirect.com/science/article/pii/S136403211630034X). [CrossRef]
- Cheng, Shaoan, and Bruce E. Logan. "High hydrogen production rate of microbial electrolysis cell (MEC) with reduced electrode spacing." Bioresource technology 102.3 (2011): 3571-3574. [CrossRef]
- a Flamos, P.G. Georgallis, H. Doukas, J. Psarras, Using biomass to achieve European Union energy targets—a review of biomass status, potential, and supporting policies, " International Journal of Green Energy 8.4 (2011): 411-428. [CrossRef]
- Ravindra Kumar, Anil Kumar, Amit Pal, Overview of hydrogen production from biogas reforming: Technological advancement, International Journal of Hydrogen Energy, Volume 47, Issue 82, 2022, Pages 34831-34855, ISSN 0360-3199. [CrossRef]
- Helton José Alves, Cícero Bley Junior, Rafael Rick Niklevicz, Elisandro Pires Frigo, Michelle Sato Frigo, Carlos Henrique Coimbra-Araújo, Overview of hydrogen production technologies from biogas and the applications in fuel cells, International Journal of Hydrogen Energy, Volume 38, Issue 13, 2013, Pages 5215-5225, ISSN 0360-3199. [CrossRef]
- C.S. Lau, A. Tsolakis, M.L. Wyszynski, Biogas upgrade to syn-gas (H2–CO) via dry and oxidative reforming, International Journal of Hydrogen Energy, Volume 36, Issue 1, 2011, Pages 397-404, ISSN 0360-3199. [CrossRef]
- Effendi, K. Hellgardt, Z.-G. Zhang, T. Yoshida, Optimising H2 production from model biogas via combined steam reforming and CO shift reactions, Fuel, Volume 84, Issues 7–8, 2005, Pages 869-874, ISSN 0016-2361. [CrossRef]
- Philipp Kolbitsch, Christoph Pfeifer, Hermann Hofbauer, Catalytic steam reforming of model biogas, Fuel, Volume 87, Issue 6, 2008, Pages 701-706, ISSN 0016-2361. [CrossRef]
- Gioele Di Marcoberardino, Stefano Foresti, Marco Binotti, Giampaolo Manzolini, Potentiality of a biogas membrane reformer for decentralized hydrogen production, Chemical Engineering and Processing - Process Intensification, Volume 129, 2018, Pages 131-141, ISSN 0255-2701. [CrossRef]
- Helton José Alves, Cícero Bley Junior, Rafael Rick Niklevicz, Elisandro Pires Frigo, Michelle Sato Frigo, Carlos Henrique Coimbra-Araújo, Overview of hydrogen production technologies from biogas and the applications in fuel cells, International Journal of Hydrogen Energy, Volume 38, Issue 13, 2013, Pages 5215-5225, ISSN 0360-3199. [CrossRef]
- J.D. Holladay, J. Hu, D.L. King, Y. Wang, An overview of hydrogen production technologies, Catalysis Today, Volume 139, Issue 4, 2009, Pages 244-260, ISSN 0920-5861. [CrossRef]
- Kristina Göransson, Ulf Söderlind, Jie He, Wennan Zhang, Review of syngas production via biomass DFBGs, Renewable and Sustainable Energy Reviews, Volume 15, Issue 1, 2011, Pages 482-492, ISSN 1364-0321. [CrossRef]
- P. Ugarte, P. Durán, J. Lasobras, J. Soler, M. Menéndez, J. Herguido, Dry reforming of biogas in fluidized bed: Process intensification, International Journal of Hydrogen Energy, Volume 42, Issue 19, 2017, Pages 13589-13597, ISSN 0360-3199. [CrossRef]
- S. N. Paglieri steve.paglieri@lanl.gov & J. D. Way (2002) INNOVATIONS IN PALLADIUM MEMBRANE RESEARCH, Separation and Purification Methods, 31:1, 1-169. [CrossRef]
- Ekain Fernandez, Arash Helmi, Kai Coenen, Jon Melendez, Jose Luis Viviente, David Alfredo Pacheco Tanaka, Martin van Sint Annaland, Fausto Gallucci, Development of thin Pd–Ag supported membranes for fluidized bed membrane reactors including WGS related gases, International Journal of Hydrogen Energy, Volume 40, Issue 8, 2015, Pages 3506-3519, ISSN 0360-3199. [CrossRef]
- Mariagiovanna Minutillo, Alessandra Perna, Alessandro Sorce, Green hydrogen production plants via biogas steam and autothermal reforming processes: energy and exergy analyses, Applied Energy, Volume 277, 2020, 115452, ISSN 0306-2619. [CrossRef]
- YIN, Hang; YIP, Alex CK. A review on the production and purification of biomass-derived hydrogen using emerging membrane technologies. Catalysts, 2017, 7.10: 297. [CrossRef]
- Galvagno A, Chiodo V, Urbani F, Freni F (2013) Biogas as hydrogen source for fuel cell applications. Int J Hydrogen Energy 38:3913–3920. [CrossRef]
- Montenegro Camacho, Y.S., Bensaid, S., Piras, G. et al. Techno-economic analysis of green hydrogen production from biogas autothermal reforming. Clean Techn Environ Policy 19, 1437–1447 (2017). [CrossRef]
- Noureddine Hajjaji, Sylvain Martinez, Eric Trably, Jean-Philippe Steyer, Arnaud Helias, Life cycle assessment of hydrogen production from biogas reforming, International Journal of Hydrogen Energy, Volume 41, Issue 14, 2016, Pages 6064-6075, ISSN 0360-3199. [CrossRef]
- Marco Buffi, Matteo Prussi, Nicolae Scarlat, Energy and environmental assessment of hydrogen from biomass sources: Challenges and perspectives, Biomass and Bioenergy, Volume 165, 2022, 106556, ISSN 0961-9534. [CrossRef]
- Awais Ahmad, Safia Khan, Tripti Chhabra, Sadaf Tariq, Muhammad Sufyan Javed, Hu Li, Salman Raza Naqvi, Saravanan Rajendran, Rafael Luque, Ikram Ahmad, Synergic impact of renewable resources and advanced technologies for green hydrogen production: Trends and perspectives, International Journal of Hydrogen Energy, 2024, ISSN 0360-3199. [CrossRef]
- Bharati Panigrahy, K. Narayan, B. Ramachandra Rao, Green hydrogen production by water electrolysis: A renewable energy perspective, Materials Today: Proceedings, Volume 67, Part 8, 2022, Pages 1310-1314, ISSN 2214-7853. [CrossRef]
- Boreum Lee, Juheon Heo, Sehwa Kim, Choonghyun Sung, Changhwan Moon, Sangbong Moon, Hankwon Lim, Economic feasibility studies of high pressure PEM water electrolysis for distributed H2 refueling stations, Energy Conversion and Management, Volume 162, 2018, Pages 139-144, ISSN 0196-8904. [CrossRef]
- S. Shiva Kumar, Hankwon Lim, An overview of water electrolysis technologies for green hydrogen production, Energy Reports, Volume 8, 2022, Pages 13793-13813, ISSN 2352-4847. [CrossRef]
- Syed Altan Haider, Muhammad Sajid, Saeed Iqbal, Forecasting hydrogen production potential in islamabad from solar energy using water electrolysis, International Journal of Hydrogen Energy, Volume 46, Issue 2, 2021, Pages 1671-1681. [CrossRef]
- N.S. Hassan, A.A. Jalil, S. Rajendran, N.F. Khusnun, M.B. Bahari, A. Johari, M.J. Kamaruddin, M. Ismail, Recent review and evaluation of green hydrogen production via water electrolysis for a sustainable and clean energy society, International Journal of Hydrogen Energy, Volume 52, Part B, 2024, Pages 420-441, ISSN 0360-3199. [CrossRef]
- M. Rumayor, J. Corredor, M.J. Rivero, I. Ortiz, Prospective life cycle assessment of hydrogen production by waste photoreforming, Journal of Cleaner Production, Volume 336, 2022, 130430, ISSN 0959-6526. [CrossRef]
- M.G. Rasul, M.A Hazrat, M.A. Sattar, M.I. Jahirul, M.J. Shearer, The future of hydrogen: Challenges on production, storage and applications, Energy Conversion and Management, Volume 272, 2022, 116326, ISSN 0196-8904. [CrossRef]
- Cristina Antonini, Karin Treyer, Anne Streb, Mijndert van der Spek, Christian Bauer and Marco Mazzotti, Hydrogen production from natural gas and biomethane with carbon capture and storage – A techno-environmental analysis, Sustainable Energy Fuels, 2020, 4, 2967-2986. [CrossRef]
- N. Scarlat, J. F. Dallemand and F. Fahl, Biogas: Developments and perspectives in Europe, Renewable Energy, 2018, 129, 457–472. [CrossRef]
- Ana Susmozas, Diego Iribarren, Petra Zapp, Jochen Linβen, Javier Dufour, Life-cycle performance of hydrogen production via indirect biomass gasification with CO2 capture, International Journal of Hydrogen Energy, Volume 41, Issue 42, 2016, Pages 19484-19491, ISSN 0360-3199. [CrossRef]
- Lorenzo Rosa, Marco Mazzotti, Potential for hydrogen production from sustainable biomass with carbon capture and storage, Renewable and Sustainable Energy Reviews, Volume 157, 2022, 112123, ISSN 1364-0321. [CrossRef]
Figure 2.
Comparison of each method’s yield.
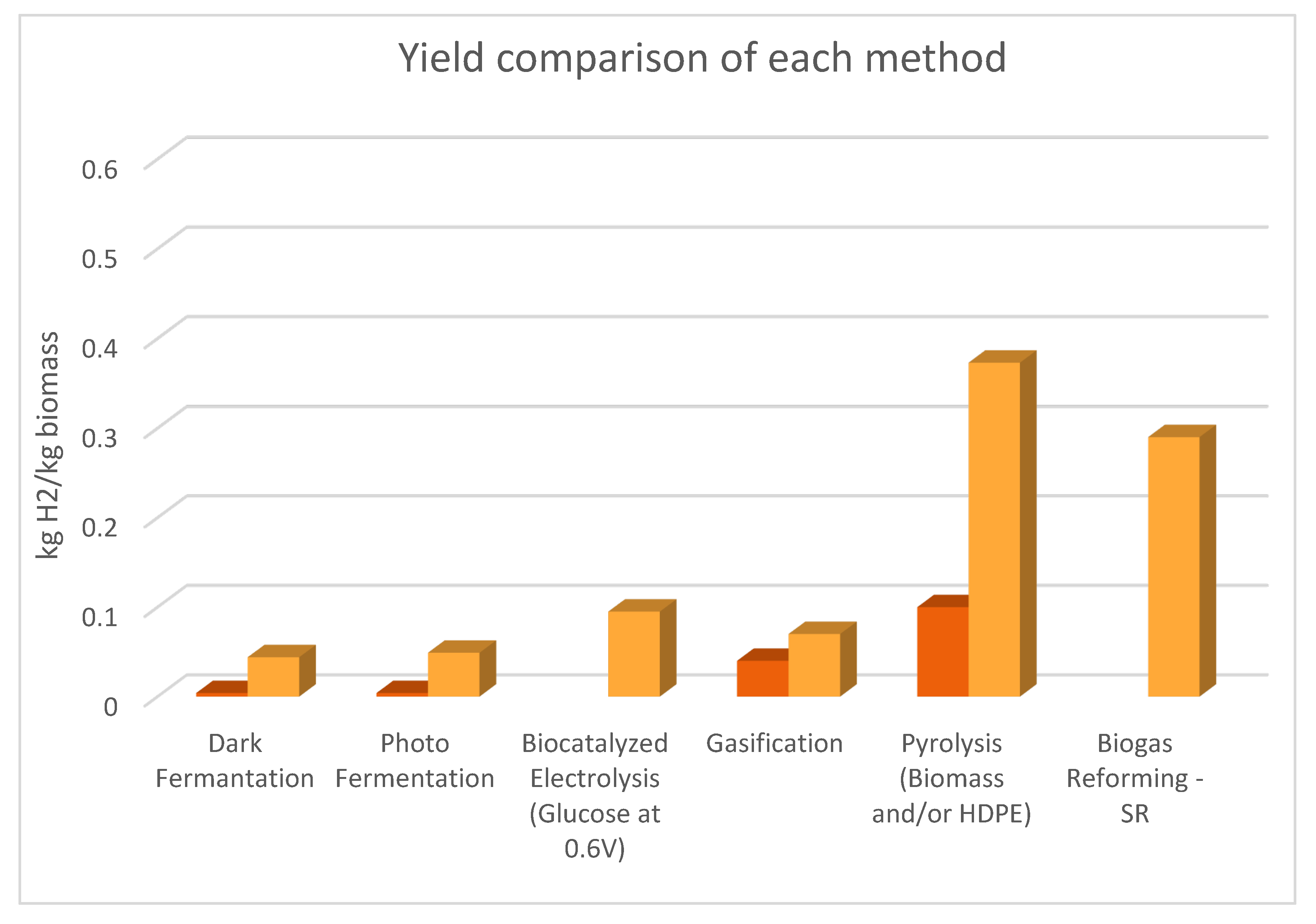
Figure 3.
Comparison of each method’s cost.
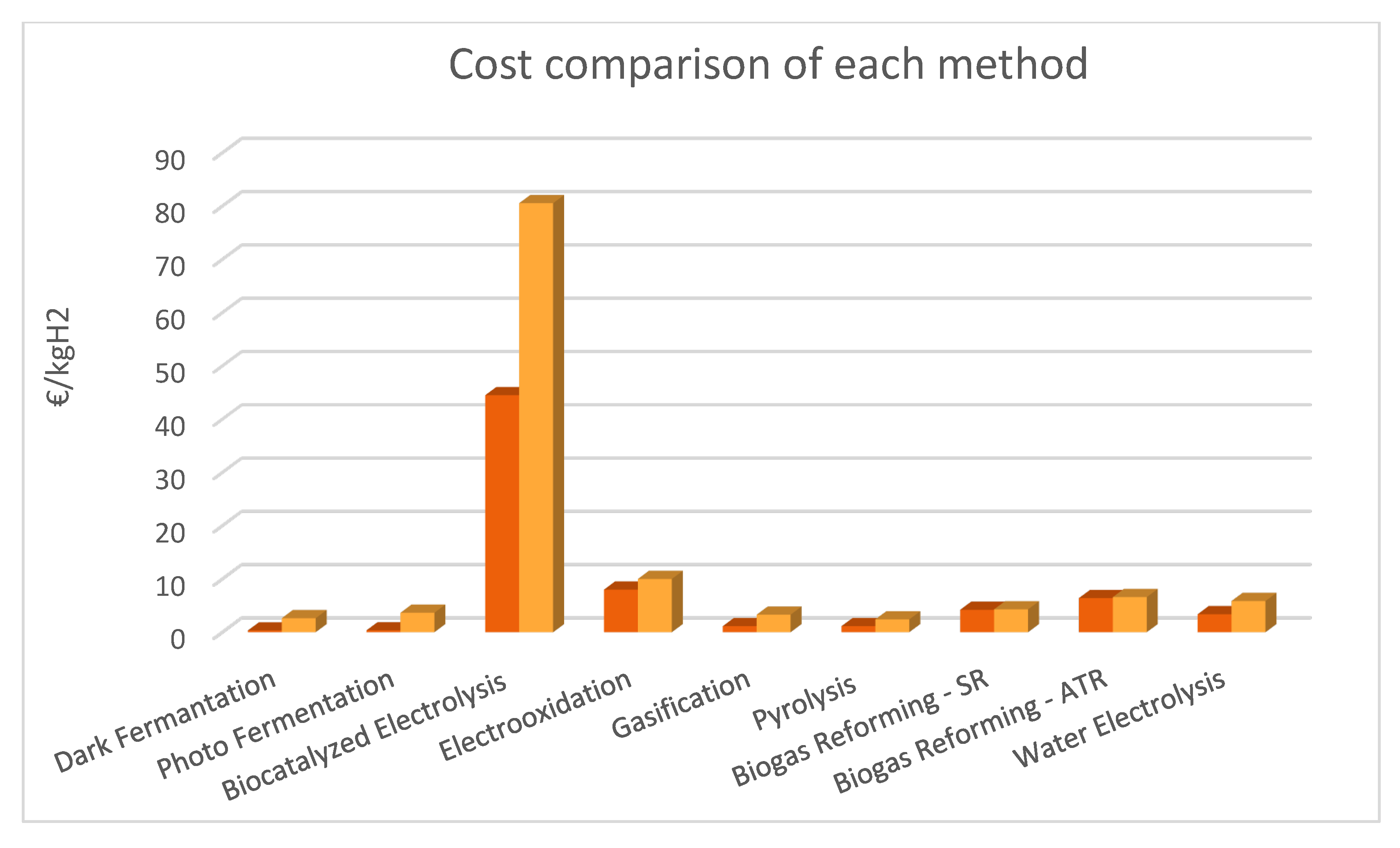
Figure 4.
Comparison of each method’s TRL.
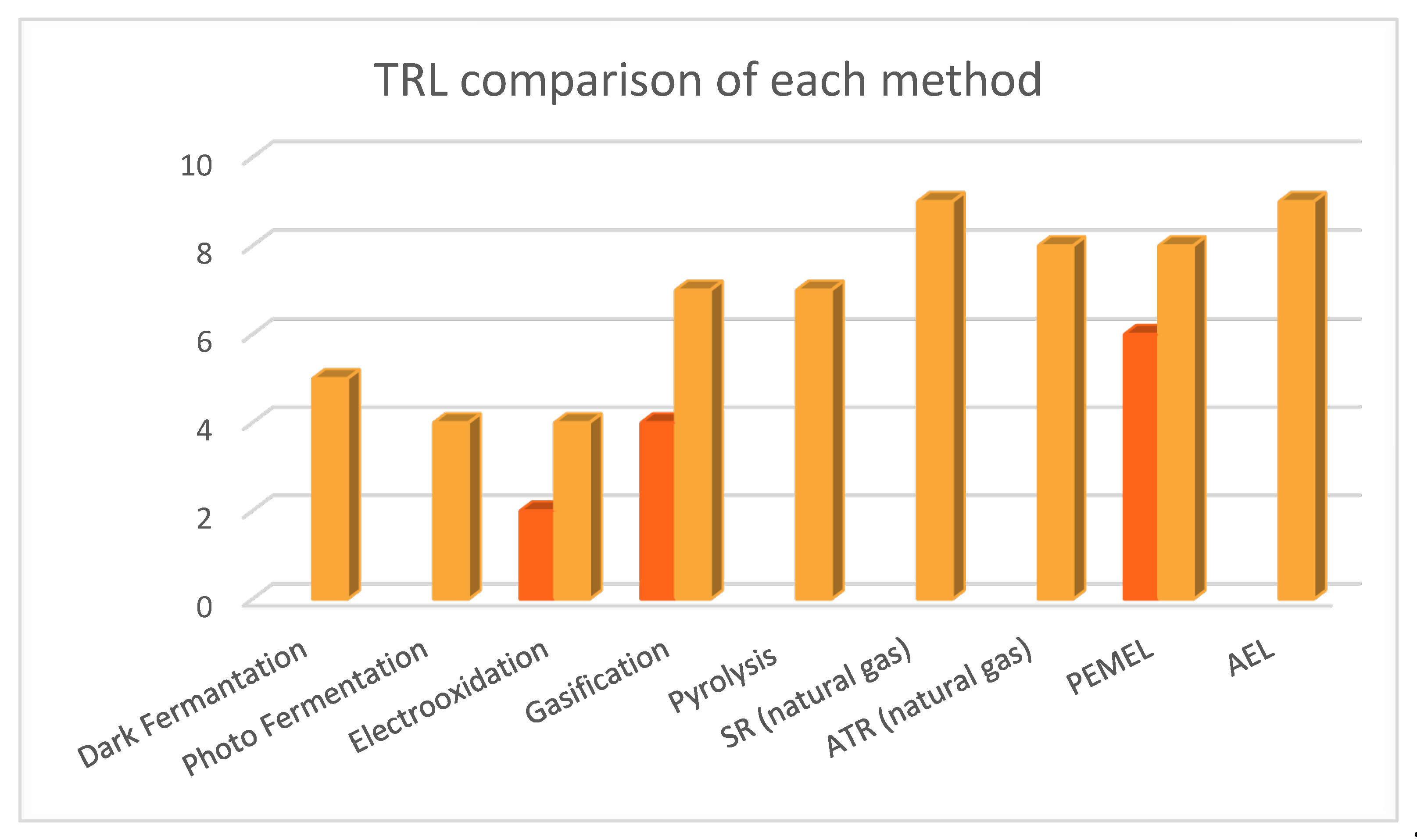
Figure 5.
Comparison of CO2 emission intensity.
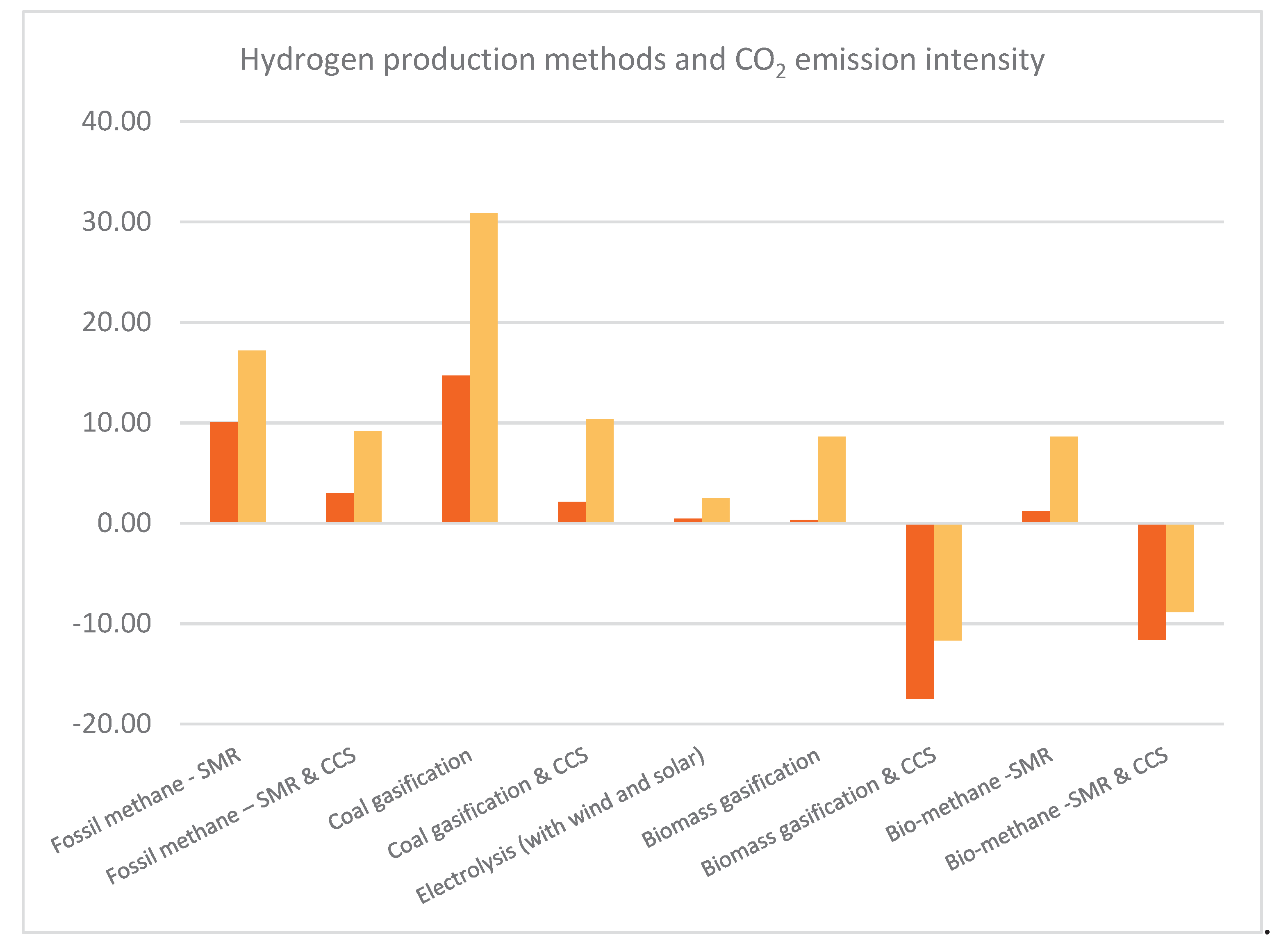
Table 4.
Important features of each method.
| Process | Efficiency% | Yield (kg H2/kg biomass) | Production Cost (€/ kgH2) | TRL |
|---|---|---|---|---|
| Dark fermentation | 60-80 [12] |
0.004 - 0.044 [10] | 0.332 [9] 2.42 – 2.63 [10,66] |
5 [9,10,66] |
| Photo fermentation | Light conversion efficiency 1–5 [11] | 0.004 - 0.049 [9] | 0.362 [9] 2.50 – 3.66 [10,66,69] |
4 [9,10,66] |
| Biocatalyzed electrolysis | 0.095 (kg H2/ kg glucose at 0.6 V) [84,85] |
The cathode: 44.50, ~80.55 (based on laboratory materials, not recent) [35]. |
||
| Electrooxidation | 8 - 10 [55] | 2–4 [10] |
||
| Gasification | 50 | (SG) Without catalyst: 0.040 With catalyst: 0.070 [76] | 1.14 – 3.29 [10,66,67,68] | 4-7 [10,66,67,68,112] |
| Pyrolysis | 65 using HDPE [9] | 0.100 (kg H2/kg biomass & HDPE) 0.373 (kg H2/kg HDPE) [9] |
1.14 – 2.42 [10,66,69] | 7 [10,66] |
| Biogas Reforming | 46.2-51.7 (SR) 24.5-27.8 (ATR) [92] |
0.29 (SR, kg H2/kg bio-methane) [113,116] | 4.21-4.29 (SR) 6.41-6.6 (ATR) [92] |
9 (SMR) 8 (ATR), for natural gas [105] |
| Water Electrolysis | 51-60 (AEL)46-60 (PEMEL)76-81 (SOEL) [106] |
3.38-5.45 [108] 5.87 (PEM) (including capital cost and maintenance) [107] |
9 (AEL), 6-8 (PEM) [110] |
Table 5.
Hydrogen production methods and CO2 emission intensity [116].
Table 5.
Hydrogen production methods and CO2 emission intensity [116].
| Process | TRL | Emission (kg CO2/kg H2) |
Source |
|---|---|---|---|
| Fossil methane - SMR | 9 | 10.09 - 17.21 | [24] |
| Fossil methane – SMR & CCS | 7-8 | 2.97 - 9.16 | [24] |
| Coal gasification | 9 | 14.72 – 30.90 | [24] |
| Coal gasification & CCS | 6-7 | 2.11 – 10.35 | [24] |
| Electrolysis (with wind and solar) | 9 | 0.47 - 2.5 | [24] |
| Biomass gasification | 5-6 | 0.31 - 8.63 | [24] |
| Biomass gasification & CCS | 3-5 | (-)17.50 - (-) 11.66 | [24] |
| Bio-methane -SMR | 9 | 1.20 - 8.60 | [113] |
| Bio-methane -SMR & CCS | 7-8 | (-)11.60 – (-)8.84 | [113] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



