
Submitted:
30 March 2024
Posted:
01 April 2024
You are already at the latest version
Abstract
With continuous increase in integration of the semiconductor devices, the requirements on size accuracy and surface quality of the etched lead frame are higher. The etchant is a key factor on etching process and etched surface quality, while effects of the difference in etchants on microscopic etched surface morphology of the Cu alloy have not been directly studied. In this study, the aqua regia, acidic FeCl3 and CuCl2 solutions were used as etchants, and the CuCrSn alloy specimens with different microstructure were etched and characterized. The results show that the etching rate in aqua regia is high, and the grain orientation, grain boundary (GB) and dislocation have significant influence on the local etching rate. The preferential etching of some atomic planes forms steps between grains with different orientations, and the preferential etching around the GB and dislocation group forms grooves, resulting in high surface roughness. For etching of the FeCl3 and CuCl2 etchants, the steps and grooves become blurred, and almost invisible on the surface etched by the CuCl2 etchant, thus the surface roughness is much lower. The CuCrSn alloy surface etched by the aqua regia is clean, with little Cr-rich particles, while high density Cr-rich particles are remained on the surfaces etched with the FeCl3 and CuCl2 etchants. For the same kind of etchant, the ion concentration can affect the etching mechanism and etching surface morphology.
Keywords:
Cu alloy
; Etching
; Ferric chloride
; Copper chloride
; Surface morphology
; Roughness
1. Introduction
The lead frames are widely used for electrical connection between chips and the external circuit in semiconductor packaging. With the development of semiconductor devices towards higher integration, the requirements on size accuracy and surface quality of the lead frames are more and more strict [1]. At present, the high-precision lead frame is mainly processed by etching [2,3], and the materials are the high-strength and high conductivity Cu alloys [4,5]. Etching is a precise material reduction processing method which selectively dissolves the unnecessary part of the Cu alloy strips to obtain the devices with specific size and shape. Therefore, both the etchant and microstructure of the Cu alloy will affect the etching chemical reaction and the etched surface.
The Cu alloy foil can be processed by a variety of etchants with different etching characteristics [6]. Among these etchants, the acidic FeCl3 solution is a common etchant composed mainly of ferric chloride and strong acids, which has fast etching rate and suitable for small-scale etching process of Cu [7,8,9,10]. Compared with the FeCl3 etchant, the acidic CuCl2 etchant has slower etching rate, while the Cu dissolve capacity of the acidic CuCl2 etchant is higher than that of the FeCl3 etchant, thus it is suitable for large-scale etching of Cu [11,12,13,14]. Besides, the alkaline CuCl2 etchant composed of ammonia, ammonium chloride and CuCl2 is also widely used in the etching of Cu foils [12,15], but it can change the chemical properties of the resist mask on the lead frame and making it difficult to remove [16]. In addition, some strong acids such as the nitric acid, sulfuric acid or the aqua regia can also etch the Cu alloy [17,18,19]. Recently, the influences of microstructure and defects on etching behaviors, etched surface morphology and roughness of the Cu alloy etched by aqua regia have been revealed [20,21]. Whereas, to obtain precise etching lead frame with high size accuracy and proper surface roughness, it is necessary to further understand the etching characteristics of the Cu alloy in different etchants, and effects of the microstructure of the Cu alloy on the etching behaviors in different etchants has not yet been directly investigated.
For the reasons above, in this study the aqua regia, acidic FeCl3 and two acidic CuCl2 were selected as the etchants. The aqua regia is a typical strong acid etchant similar to the H2SO4-H2O2 and the HNO3 etchant, which can obtain clean etched surface that can be easily observed, thus it is selected to compare with the widely used acidic FeCl3 and acidic CuCl2 etchants. The CuCrSn alloy was selected to be the experimental material based on some earlier investigations, which is a new CuCr series high-strength and high-conductive [22,23]. The CuCrSn alloy specimens of different processing states were firstly etched using the above etchants, then the etched surface morphologies observed and the surface roughness were measured. Based on that, the etching behaviors of the CuCrSn alloy in the different etchants and influences of the microstructure of the Cu alloy on the etched surface were discussed. It is expected that this work can provide a reference for controlling the etching accuracy and etched surface of the lead frame.
2. Materials and Methods
2.1. Preparation of Materials
In this study, the CuCrSn specimen used was smelted in an atmosphere protection furnace with Ar of 99.99% purity as the shielding gas. The raw materials are pure Cu (99.99 wt%), Cu-10Cr intermediate alloy and the Sn particles with purity of 99.99wt%. The designed composition of the alloy is Cu-0.45Cr-0.25Sn (wt%), and the raw materials were weighed according to such a composition. To decrease the burning loss during the smelting process, the internal temperature of the furnace was first heated to 1000 °C, and then the raw materials were put into the graphite crucible. The furnace was continue heated to 1250 °C and kept for 50 min. After that, the liquid alloy was casted in a mold and air cooled to obtain ingots of 10 mm in thickness.
To make the composition more uniform, the CuCrSn cast ingot was homogenized annealed at 960 °C for 6 h, and then cooled with the furnace. The composition of the ingot was analyzed by an inductively coupled plasma emission spectrometry (ICP-OES, Spectro AcroII), and the results show that the mass fractions of the Sn and Cr elements in the alloy were 0.253% and 0.437%, respectively, which were quite close to the designed contents. The homogenized CuCrSn alloy specimen was cold-rolled to 2 mm, and thus the cold rolling deformation is 80%. To obtain CuCrSn specimens with different microstructure and grain size, the cold-rolled specimens were annealed at 600 °C, 700 °C, 750 °C, 800 °C and 850 °C for 15 min.
2.2. Etching and Characterization Methods
The surface microstructure of the cold-rolled and annealed specimens before etching was observed by metallographic microscope (NMM-800RF). For all CuCrSn specimens, the cross sections parallel with the cold rolling direction of the plates were observed. The grinding and polishing processes of all the specimens are as follows: sequentially ground with 500#, 1000#, 1500#, 2000# and 3000# sandpaper, followed by vibrationally polishing with the 2.5 μm and 0.5 μm sized diamond polishing agents. To clearly show the grains of the alloy specimens, the proportion of the corrosion solution used for the metallographic etching was 5 g ferric chloride hexahydrate +10 ml concentrated hydrochloric acid+100 ml absolute ethanol.
The composition of the acidic FeCl3 etchant is 45 g FeCl3·6H2O+100 ml deionized water+10 ml concentrated hydrochloric acid. Two different CuCl2 etchants were used. The composition of the first is 20 g CuCl2·2H2O+100 ml deionized water+15 ml concentrated hydrochloric (CuCl2-1), and the composition of the second is 28.5 g CuCl2·2H2O+112 ml deionized water+10 ml concentrated hydrochloric acid (CuCl2-2). The contents of the Cu2+ and Cl- in the CuCl2-1 etchant are 1.0 mol/L and 3.24 mol/L, and are 1.3 mol/L and 3.38 mol/L in the CuCl2-2 etchant, respectively. The aqua regia was made by mixing concentrated nitric acid and concentrated hydrochloric acid in the ratio of 1:3, and it was kept for 1 h after mixing so that the two acids can fully react. All the specimens were etched in the etchants for 3 min. The etched surfaces were ultrasonic cleaned and then observed by scanning electron microscope (SEM, FEI Sirion 200) and confocal laser scanning microscope (CLSM, Zeiss LMS700), and the surface roughness was also measured by the CLSM. The distributions of the elements content on the etched surfaces measured by energy dispersive spectrometer (EDS).
3. Results and Discussion
3.1. Grain Structure of Specimens Annealed at Different Temperature
The microstructures of the cold-rolled CuCrSn alloy before and the annealing are shown in Figure 1. Before the annealing, the cold-rolled specimen shows a typical rolling texture structure, and high density deformation defects and grain boundaries (GBs) can be observed, as shown in Figure 1a. The cold-rolling process results in a large number of dislocations and defects, which decreases the binding energy and becomes the preferential etching site [24,25]. Meanwhile, grain fragmentation also occurs, thus the density of GBs increases significantly. After annealed at 600 °C for 15 min, recrystallization occurs in almost all the area, forming very fine grains, and meanwhile the deformation texture has been eliminated (see Figure 1b). As the annealing temperature increases, the grain size increases gradually, while the defects in the Cu alloys are basically not observed, as presented in Figure 1c–f, because the annealing treatment can eliminate most of the dislocations and some other point defects induced during the cold rolling process. As most of the defects have been eliminated, some precipitation particles can be clearly identified in the specimens annealed at higher temperature. Generally, the deformation texture and defects are eliminated and recrystallized grains with different size are obtained after annealing at different temperature.
3.2. Surface Morphologies after Etching with Different Etchants
Surface morphologies of the different CuCrSn alloy specimens etched for 3 min in the aqua regia etchant are shown in Figure 2. For the 80% cold-rolled specimen, high density etching grooves can be observed on the etched surface, as exhibited in Figure 2a, because dislocation groups and GBs are formed during the cold-rolling, and the Cu atoms close to these locations are preferentially dissolved. The deep etch grooves will increase the adhesion strength between the molding compound and the etched lead frame. After annealed at 600 °C and 700 °C, the dislocations and the original parallel GBs disappear, and high density new GBs are formed, as shown in Figure 2b,c. Although dissolution of Cu atoms close to the GBs is faster and thus the GBs are etched preferentially, the difference in etching rates between different grains is not very serious, and the etched surface remains relatively flat for the grains are fine. The etched surface morphologies of specimens annealed at higher temperature are shown in Figure 2d–f, in which the grains become larger, and the difference in the etching rates of grains with different orientation gradually emerges. As a result, some protruded grains are formed, because the etching rates of these grains are lower, and some steps are formed at the GBs. Meanwhile, as the density of the GBs decreases, the effect of GBs on the etching becomes less serious. In addition, it has been found by the authors that that the microscopic etched surface morphologies of different grains are very different and basically dominated by the orientation of these grains, and the mechanisms have been revealed [21], thus it will not be deeply analyzed again in this paper.
The surface appearances of the CuCrSn specimens etched for 3 min in the FeCl3 etchant are shown in Figure 3. It can be found that effects of the GBs, grain orientation and dislocation groups on the etching can still be seen. For the cold-rolled specimen shown in Figure 4a, the etching grooves at the GBs and dislocation groups are obvious. Whereas, compared with the specimen surface etched by the aqua regia, the etch grooves at GBs and the dislocation groups become blurred. In Figure 4b,c, although recrystallization has occurred, it is difficult to distinguish the GBs. As the annealing temperature increases, the grain size becomes larger and the difference in etching rate due to different grain orientations becomes more and more obvious. In Figure 4d, clear height difference between the neighboring grains can already be seen, and this difference becomes more obvious in Figure 4e,f. However, the steps at the GBs are not so sharp as that on the surface etched by the aqua regia. In addition, the microstructures of the etched surfaces of different grains are very similar, and some residual particles can be found on the etched surfaces.
Figure 4 shows the morphology and composition of the particles on the surface etched by FeCl3 etchant. In Figure 4, it can be found that the size of the bright particles ranges from one to a few micrometers, and have different shapes. The elemental distribution obtained by EDS mapping reveals that these particles are Cr-rich phase precipitates, which was also observed in Figure 1. Figure 5b,c show the EDS point analysis sites and the corresponding composition, which also demonstrates that the particles are Cr-rich phase, and the rest of the surface is almost pure Cu. The presence of these residual particles should be due to the very low dissolution rate of the Cr-rich phase in the FeCl3 etchant. These particles on the surface can hardly be removed by ultrasonic cleaning, thus if they are too large in size, they may be detrimental to the bonding of the molding compound in the subsequent packaging process.
Figure 5 exhibits the surface morphologies of the CuCrSn specimens etched by the CuCl2-1 etchant. As can be seen from Figure 5a, the dislocation groups and a large number of GBs generated by cold-rolling are indistinguishable. With the recrystallization and growth in size of the grains, the influence of grain orientation on the etched surface morphology is still not obvious, and there is almost no protruded grain on the etched surfaces, as shown in Figure 5b–f. As a result, all the specimens in Figure 5 have very similar morphology after etching. There are also surface residual particles on the etched surface, but their size is smaller than that in Figure 3.
The surface morphologies of the CuCrSn specimens etched by the CuCl2-2 etchant are presented in Figure 6. For the cold-rolled specimen, the dislocation groups and GBs have little effect on etching, and the surface is flat, as shown in Figure 6a. Whereas, after the recrystallization occurs, effects of the grain orientation on the etching rate become visible, and some slight protrusions can be observed (see Figure 6b–f). Therefore, it can be predicated that even for the same etchant, the concentrations of the ions will affect the etching behavior.
Figure 7 shows the surface morphologies and elemental distributions on the surfaces etched by the two CuCl2 etchants. For the surface etched by the CuCl2-1 etchant, the surface microstructure is very fine, as shown in Figure 7a. Some residual fine Cr-rich precipitates can be seen on the etched surface. For the surface etched by the CuCl2-2 etchant shown in Figure 7b, it seems that is not so uniform as that of Figure 7a, and the surface roughness is higher. From the microscopic etched surface morphologies, it can be predicted that the ion concentration of the CuCl2 etchant affects the etching process and morphology of the etched surface. With higher concentration of ions, the etching rate will be higher the surface also become coarser.
Figure 7.
Surface morphologies and elemental distributions of the 80% cold-rolled specimen etched by the: (a) CuCl2-1 and (b) CuCl2-2 etchants.
Figure 7.
Surface morphologies and elemental distributions of the 80% cold-rolled specimen etched by the: (a) CuCl2-1 and (b) CuCl2-2 etchants.
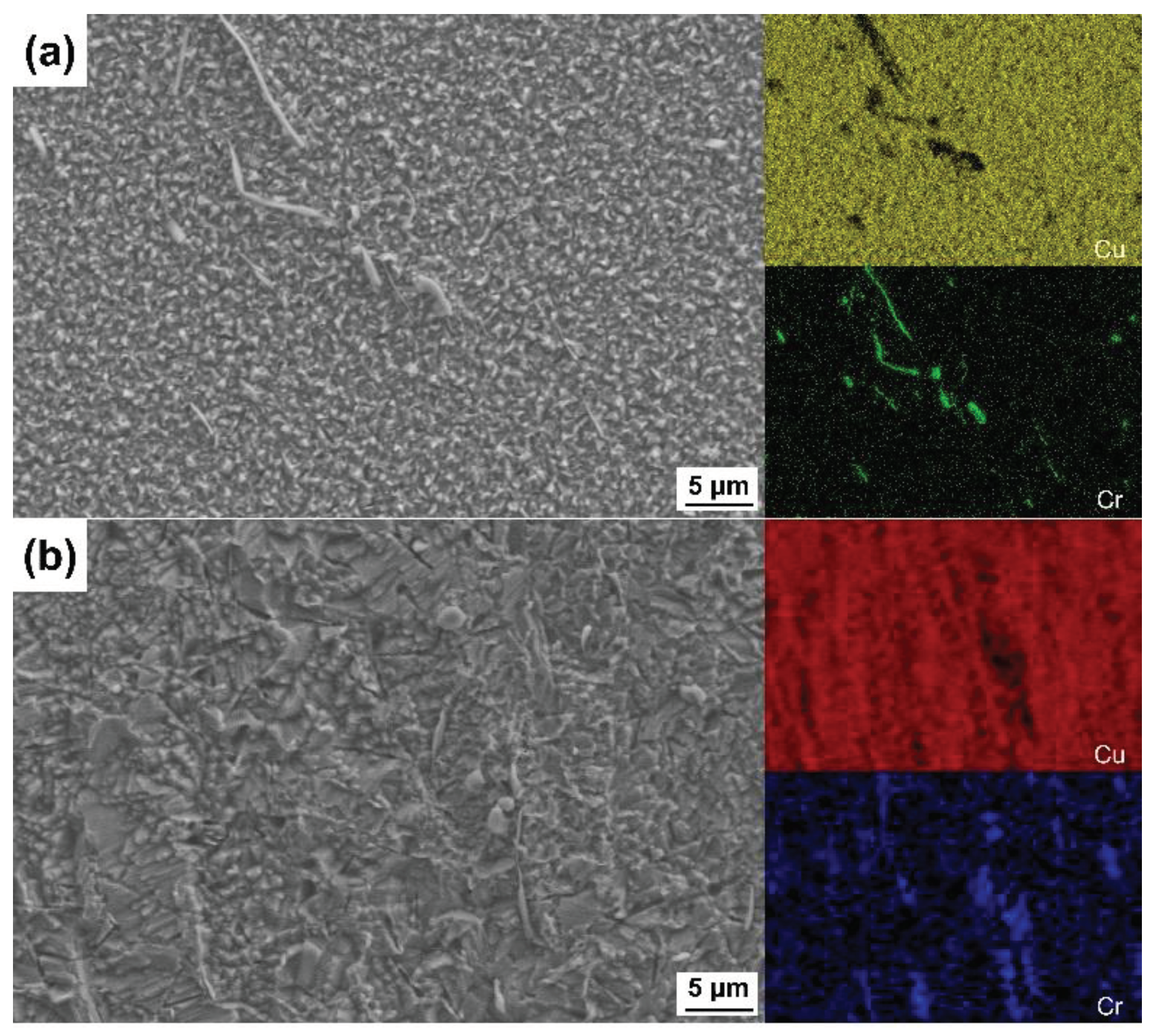
Figure 8.
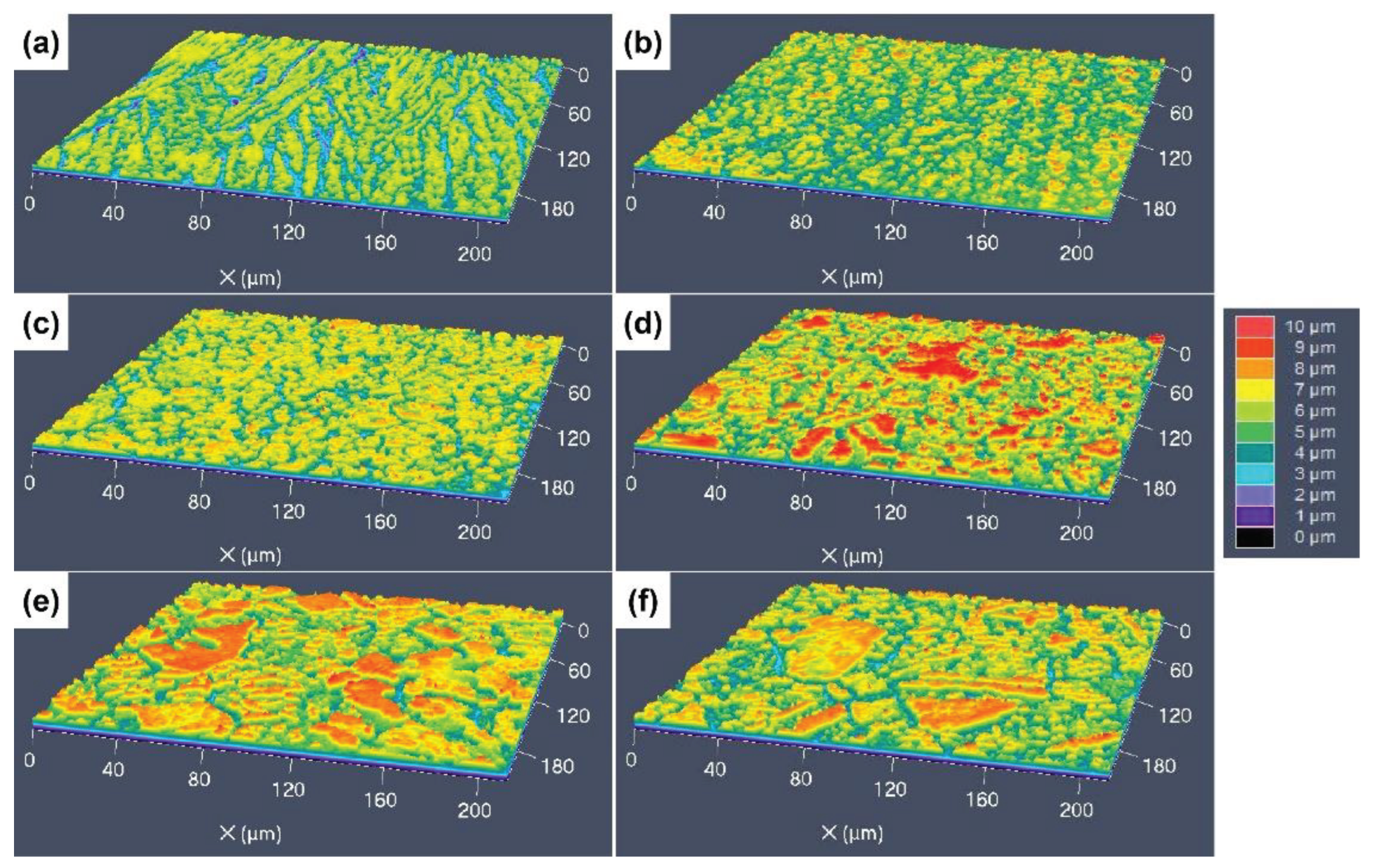
3D morphologies of the different CuCrSn specimens etched by aqua regia: (a) the 80% cold-rolled specimen without annealing, and the specimens further annealed at (b) 600 °C, (c) 700 °C, (d) 750 °C, (e) 800 °C and (f) 850 °C for 15 min after cold-rolling.
Figure 8.
3D morphologies of the different CuCrSn specimens etched by aqua regia: (a) the 80% cold-rolled specimen without annealing, and the specimens further annealed at (b) 600 °C, (c) 700 °C, (d) 750 °C, (e) 800 °C and (f) 850 °C for 15 min after cold-rolling.
3.3. 3D Surface Undulations after Etching with Different Etchants
The 3D surface morphologies of the specimens etched by the 4 different etchants were characterized using the LSCM, in order to reveal the difference in height between different areas of the etched surfaces, with different colors indicating the difference in height. Figure 9 shows the 3D morphologies of the specimens etched with the aqua regia. For the cold-rolled specimen, the deep grooves locate at the GBs and dislocation groups can be clearly seen, and the difference in height between the grooves and the surrounding areas is about 3-4 μm. After an annealing at 600 °C, the deepest sites on the etched surface locate at the GBs, as presented in Figure 9b, and the difference in etch rates of different grains is not very obvious. As the annealing temperature increases, some protrusions with red color appear, as shown in Figure 9c-f. The obvious difference in the etching rate occurs not only at the GBs and inside the grains, but also between different grains. Therefore, some red areas can be observed on the etched surfaces, and the height differences on the etched surfaces are about 5-6 μm.
Figure 9 shows the 3D surface morphologies of the specimens etched using the FeCl3 etchant. For the original cold-rolled specimen, it seems that the etch grooves at the dislocation groups become blurred. The depth of the etching grooves is only about 1 μm, which is much shallower than that on the surface etched by the aqua regia, and the width reaches to about 20 μm. In Figure 9b,c, some red protrudent particles can be seen, which are the residual Cr-rich precipitations. The height of these particles raised more than 2 μm. With increasing grain size, the protrudent etch-resistant grains can be observed, as presented in Figure 9d–f, as well, but the height of the protrusions is only about 2-3 μm.
The 3D surface morphologies of the specimens etched by the CuCl2-1 etchant are shown Figure 10. It can be found that all the surfaces are very flat, with no obvious protrusion appears, as shown in Figure 10a-c, both the dislocation groups, GBs and grain orientation have little influence on the etching surface. For the specimens with coarser grain, some very fine red particles can still be found on the etched surfaces through careful checking (see Figure 10d–f), which consistent with the SEM images. Figure 11 shows the 3D surface morphology of the specimens etched by the CuCl2-2 etchant, for which the surface fluctuation is higher than that etched by the CuCl2-1 etchant. For the cold-rolled specimen, the deformation defects have little influence on the etching surface, but the grain orientation shows obvious influence and forming some protrudent grains.
3.4. Surface Roughness
The obtained surface roughness of the specimens etched by different etchants is shown in Figure 12. For the surfaces etched with aqua regia, the roughness is significantly higher, because the preferential etching at the GBs and dislocation groups in the aqua regia is very serious. Whereas, it seems that the FeCl3 and CuCl2 etchants are insensitive to these defects, thus the GBs and defects are blurred and almost indistinguishable on the etched surface. It has been revealed that the grain size affects the roughness of the CuCrSn alloy surface etched by aqua regia [21]. For the FeCl3 and the two CuCl2 etchants, the recrystallization and grain growth has little influence on the etched surface roughness, although the etched surface morphology is affected by the grain structure, and the annealing temperature (grain size)-surface roughness curves show almost no fluctuation. Figure 13 shows the microscopic surface morphologies of the CuCrSn specimens etched by the 4 etchants, with the same magnification factor, in which the difference in surface roughness is very intuitive.
3.5. Discussion
From the above experimental results, it can be found that the grain structure, GBs and crystal defects of the CuCrSn alloy can affect the etched surface morphology. Whereas, the influence levels of these factors are quite different in the etchants with different etching mechanisms. In the aqua regia, the main substance that reacts with Cu is the concentrated nitric acid and Cl- is easy to form complexes with Cu2+, which decreases the reduction potential of Cu and accelerates the reaction. The reaction equation is as follows [26]:
During the etching process, Cu is directly oxidized to Cu2+ and then rapidly dissolved. As the reactivity of atoms near the defects and GBs is higher, which accelerates the dissolution rate, the aqua regia etchant is strongly influenced by defects, GBs and crystal orientation. Besides, the bonding energies between different atomic planes are different, resulting in the difference in etching rates of grains with different orientations and step morphologies within the etched surface of the grains.
For the FeCl3 etchant, the Fe3+ ion on the surface of alloy oxidize Cu atom to Cu+, the resulting CuCl is insoluble in the solution and will cover the surface of the alloy. Then, the CuCl can be further oxidized by Fe3+ to CuCl2, the reaction equation is as follows [16,27,28]:
For etching in the FeCl3 etchant, the Cu atoms at the surface atoms direct contact with Fe3+ at the beginning, thus the etching rate is the fastest. Since the dissolution rate of the CuCl is low than the generation rate, the CuCl film will form on the alloy surface, which prevents the Fe3+ from contact with the alloy surface and hinders the reaction (2). As a result, the generation rate of the CuCl film decreases until the generation and dissolution of the CuCl achieve a dynamic equilibrium, and the etching rate begins to stabilize [29,30]. Since there is a CuCl film that affects the etching mechanism, the surface morphology etched with the FeCl3 etchant is obviously different from that etched with the aqua regia. The effects of defects, GBs and grain orientation on etching can still be observed and are suppressed to a high extent.
The reaction processes of the CuCl2 etchant with the Cu alloys are as follows [11,12,13]:
The Cu2+ ion first oxidizes the Cu atom to Cu+, which also forms the CuCl films. Unlike the FeCl3 etchant, the CuCl film can only be dissolved through the adsorption of Cl- to form a complex, and the dissolution rate of CuCl film in the CuCl2 etchant is lower than that in the FeCl3 etchant. Figure 14 shows the characterization sites and the corresponding compositions of a specimen etched by the CuCl2-1 etchant, with no ultrasonic cleaning after the etching, which demonstrates that the etched surface before ultrasonic cleaning is almost covered by the CuCl. Therefore, the influence of the CuCl film on the etching process is more serious, while the influence of defects, GBs and grain orientation on the etching process is much weaker, so the consistency of the etched surface in the CuCl2 etchant is better and the surface roughness is much lower. The CuCl2-2 etchant has a higher content of Cl- and Cu2+ than the CuCl2-1 etchant, which is more erosive to the CuCl film, and the etching is less uniform. As the difference in etching rates of CuCl2 to the matrix and the precipitates is low, the residual precipitation particles on the surfaces etched by the CuCl2 etchant are smaller in size.
4. Conclusions
The etching surface of a set of the CuCrSn alloy specimens with different microstructure and grain sizes by 4 different etchants (aqua regia, FeCl3, CuCl2-1 and CuCl2-2) were characterized in this study. The main conclusions are as follow:
1. The etching rate in aqua regia is high, and the grain orientation, GBs and dislocations have significant influence on the etching rate. The preferential etching of some atomic planes forms step-like structure between grains with different orientations, and the preferential etching around the GB and dislocation group forms grooves. For etching of the FeCl3 and CuCl2 etchants, such steps and grooves become blurred, and almost invisible on the surface etched by the CuCl2 etchant.
2. The CuCrSn alloy surface etched by the aqua regia is clean, with very little Cr-rich particles. For the specimens etched with the FeCl3 and CuCl2 etchants, high density Cr-rich particles are remained on the surfaces, indicating that etching in these two etchants are more likely to be affected by the alloy composition and the precipitations.
3. Due to the serious difference in etching rate at different locations, the surface roughness of specimen etched by the aqua regia is the highest. There is little fluctuation on the surfaces etched with the FeCl3 and CuCl2 etchants, thus the surface roughness are much lower. For the same kind of etchant, the ion concentration can affect the etching mechanism and etching surface morphology, although not fundamentally.
Author Contributions
Conceptualization, Q.Z. and F.L.; methodology, Q.Z. and J.F.; investigation, J.F.; resources, X.Z. and C.L.; writing—original draft preparation, J.F.; writing—review and editing, Q.Z. and L.Y.; supervision, C.X. and Z.S.; funding acquisition, C.L. and Z.S. All of the authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the “Scientific and Technological Innovation 2025′′ Major Special Project of Ningbo City under grant Nos 2021Z049 and 2023Z017.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
The authors would like to acknowledge Y.P. Wei, R.R. Jiang and Y.Y. Yao for the microstructure observation.
Conflicts of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Visser, A.; Buhlert, M. Theoretical and practical aspects of the miniaturization of lead frames by double sided asymmetrical spray etching. J. Mater. Process. Technol. 2001, 115, 108–113. [Google Scholar] [CrossRef]
- Zhao, W.C.; Feng, R.; Wang, X.W.; Wang, Y.X.; Pan, Y.K.; Gong, B.K.; Han, X.J.; Feng, T.J. Effect of grain boundaries and crystal orientation on etching behavior of 12 µm thick rolled copper foil. Mater. Today Commun. 2023, 34, 105029. [Google Scholar] [CrossRef]
- Kim, B.J.; Jeon, H.I.; Kim, G.J.; Cho, N.H.; Khim, J.Y.; Kim, Y.K. Wettable flank routable thin Micro Lead Frame for automotive applications. Microelectron. Reliab. 2022, 135, 114602. [Google Scholar] [CrossRef]
- Yang, H.Y.; Ma, Z.C.; Lei, C.H.; Meng, L.; Fang, Y.T.; Liu, J.B.; Wang, H.T. High strength and high conductivity Cu alloys: A review. Sci. China Technol. Sci. 2020, 63, 2505–2517. [Google Scholar] [CrossRef]
- Yang, K.; Wang, Y.H.; Guo, M.X.; Wang, H.; Mo, Y.D.; Dong, X.G.; Lou, H.F. Recent development of advanced precipitation-strengthened Cu alloys with high strength and conductivity: A review. Prog. Mater. Sci. 2023, 138, 101141. [Google Scholar] [CrossRef]
- Williams, K.R.; Gupta, K.; Wasilik, M. Etch rates for micromachining processing-Part II. J. Microelectromech. Syst. 2003, 12, 761–778. [Google Scholar] [CrossRef]
- Çakır, O. Review of etchants for copper and its alloys in wet etching processes. Key. Eng. Mater. 2008, 364, 460–465. [Google Scholar]
- Zhang, Y.; Zhang, Z.T.; Yang, J.L.; Yue, Y.K.; Zhang, H.F. Fabrication of superhydrophobic surface on stainless steel by two-step chemical etching. Chem. Phys. Lett. 2022, 797, 139567. [Google Scholar] [CrossRef]
- Allen, D.M.; Almond, H.J.A. Characterization of aqueous ferric chloride etchants used in industrial photochemical machining. J. Mater. Process. Technol. 2004, 149, 238–245. [Google Scholar] [CrossRef]
- Çakır, O. Chemical etching of aluminum. J. Mater. Process. Technol. 2008, 199, 337–340. [Google Scholar] [CrossRef]
- Sheng, J.Z.; Li, H.; Shen, S.N.; Ming, R.J.; Sun, B.; Wang, J.; Zhang, D.D.; Tang, Y.G. Investigation on chemical etching process of FPCB with 18 μm line pitch. IEEE Access 2021, 9, 50872–50879. [Google Scholar] [CrossRef]
- Çakır, O.; Temel, H.; Kiyak, M. Chemical etching of Cu-ETP copper. J. Mater. Process. Technol. 2005, 162, 275–279. [Google Scholar] [CrossRef]
- Choi, J.C.; Lee, J.H. Etching behaviors of Cu and invar for metal core PCB applications. J. Nanosci. Nanotechnol. 2017, 17, 7358–7361. [Google Scholar] [CrossRef]
- Yang, Z.Y.; Huang, C.D.; Ji, X.Q.; Wang, Y.X. A new electrolytic method for on-site regeneration of acidic copper (II) chloride etchant in printed circuit board production. Int. J. Electrochem. Sci. 2013, 8, 6258–6268. [Google Scholar] [CrossRef]
- Darchen, A.; Drissi-Daoudi, R.; Irzho, A. Electrochemical investigations of copper etching by Cu (NH3) 4Cl2 in ammoniacal solutions. J. Appl. Electrochem. 1997, 27, 448–454. [Google Scholar] [CrossRef]
- Wang, S.F.; Ding, F.; Wang, F.W.; Wang, X.; Zou, H.L. Study on reducing side etching of Copper microelectrode by multi-step etching process. Mater. Res. Express. 2019, 6, 126411. [Google Scholar] [CrossRef]
- Kondo, K.; Kurihara, H.; Murakami, H. Etching morphology of single-crystal copper. Electrochem. Solid. St. 2005, 9, C36. [Google Scholar] [CrossRef]
- Köllensperger, P.A.; Karl, W.J.; Ahmad, M.M.; Pike, W.T.; Green, M. Patterning of platinum (Pt) thin films by chemical wet etching in Aqua Regia. J. Micromech. Microeng. 2012, 22, 067001. [Google Scholar] [CrossRef]
- Seo, B.H.; Lee, S.H.; Park, I.S.; Seo, J.H.; Choe, H.H.; Jeon, J.H.; Hong, M.P. Effect of nitric acid on wet etching behavior of Cu/Mo for TFT application. Curr. Appl. Phys. 2011, 11, S262–S265. [Google Scholar] [CrossRef]
- Ralston, K.D.; Birbilis, N. Effect of grain size on corrosion: A review. Corrosion 2010, 66, 075005. [Google Scholar] [CrossRef]
- Fang, J.Y.; Li, C.F.; Liu, F.; Hou, H.L.; Zhang, X.L.; Zhang, Q.K.; Yang, L.J.; Xu, C.; Song, Z.L. Effects of grain orientation and grain size on etching behaviors of high-strength and high-conductivity Cu alloy. Mater. Today. Commun. 2024, 38, 108111. [Google Scholar] [CrossRef]
- Peng, L.J.; Xie, H.F.; Huang, G.J.; Xu, G.L.; Yin, X.Q.; Feng, X.; Mi, X.J.; Yang, Z. The phase transformation and strengthening of a Cu-0.71 wt% Cr alloy. J. Alloy. Compd. 2017, 708, 1096–1102. [Google Scholar] [CrossRef]
- Li, J.Z.; Ding, H.; Li, B.M.; Gao, W.L.; Bai, J.; Sha, G. Effect of Cr and Sn additions on microstructure, mechanical-electrical properties and softening resistance of Cu-Cr-Sn alloy. Mater. Sci. Eng. A 2021, 802, 140628. [Google Scholar] [CrossRef]
- Yamashita, M.; Mimaki, T.; Hashimoto, S.; Miura, S. Intergranular corrosion of copper and α-Cu-Al alloy bicrystals. Philos. Mag. A 1991, 63, 695–705. [Google Scholar] [CrossRef]
- Miyamoto, H.; Yoshimura, K.; Mimaki, T.; Yamashita, M. Behavior of intergranular corrosion of< 011> tilt grain boundaries of pure copper bicrystals. Corros. Sci. 2002, 44, 1835–1846. [Google Scholar]
- Carlson, R.K.; Yang, P.; Clegg, S.M.; Batista, E.R. Mechanistic Study of the Production of NO x Gases from the Reaction of Copper with Nitric Acid. Inorg. Chem. 2020, 59, 16833–16842. [Google Scholar] [CrossRef] [PubMed]
- Atta, R.M. Effect of applying air pressure during wet etching of micro copper PCB tracks with ferric chloride. Int. J. Mater. Res. 2022, 113, 795–808. [Google Scholar] [CrossRef]
- Choi, J.C.; Lee, Y.S.; Lee, J.; Kwon, H.W.; Lee, J.H. Etching behaviors of galvanic coupled metals in PCB applications. In Proceedings of the 2018 Pan Pacific Microelectronics Symposium (Pan Pacific), Big Island, USA, 5–8 February 2018; pp. 1–4. [Google Scholar]
- Jian, C.; Jusheng, M.; Gangqiang, W.; Xiangyun, T. Effects on etching rates of copper in ferric chloride solutions. In Proceedings of the 2nd 1998 IEMT/IMC Symposium (IEEE Cat. No. 98EX225), Tokyo, Japan, 15–17 August 2002; pp. 144–148. [Google Scholar]
- Braun, M.; Nobe, K. Electrodissolution kinetics of copper in acidic chloride solutions. J. Electrochem. Soc. 1979, 126, 1666. [Google Scholar] [CrossRef]
Figure 1.
Microstructures of the different CuCrSn specimens: (a) the 80% cold-rolled specimen without annealing, and the specimens further annealed at (b) 600 °C, (c) 700 °C, (d) 750 °C, (e) 800 °C and (f) 850 °C for 15 min after cold-rolling.
Figure 1.
Microstructures of the different CuCrSn specimens: (a) the 80% cold-rolled specimen without annealing, and the specimens further annealed at (b) 600 °C, (c) 700 °C, (d) 750 °C, (e) 800 °C and (f) 850 °C for 15 min after cold-rolling.
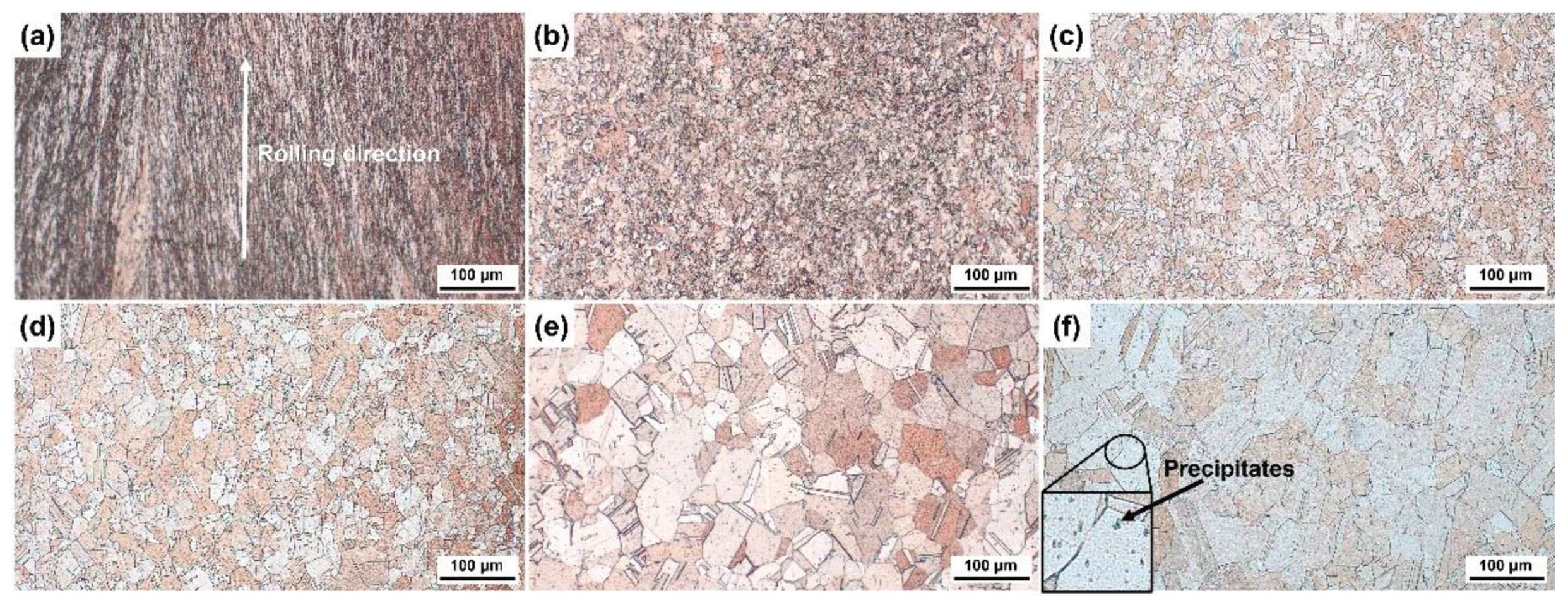
Figure 2.
Surface morphologies of the different CuCrSn specimens etched by the aqua regia: (a) the 80% cold-rolled specimen without annealing, and the specimens further annealed at (b) 600 °C, (c) 700 °C, (d) 750 °C, (e) 800 °C and (f) 850 °C for 15 min after cold-rolling.
Figure 2.
Surface morphologies of the different CuCrSn specimens etched by the aqua regia: (a) the 80% cold-rolled specimen without annealing, and the specimens further annealed at (b) 600 °C, (c) 700 °C, (d) 750 °C, (e) 800 °C and (f) 850 °C for 15 min after cold-rolling.
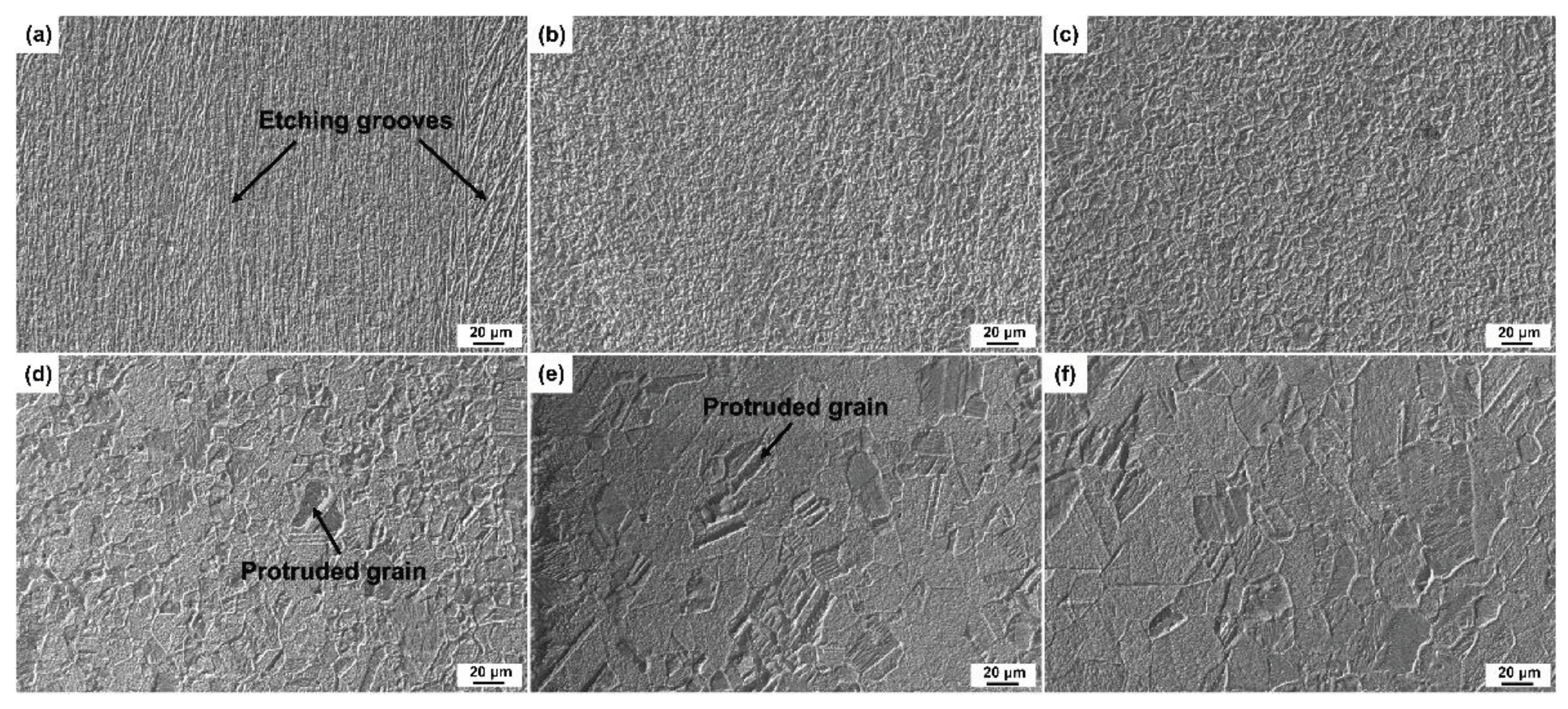
Figure 3.
Surface morphologies of the different CuCrSn specimens etched by acidic FeCl3 etchant: (a) the 80% cold-rolled specimen without annealing, and the specimens further annealed at (b) 600 °C, (c) 700 °C, (d) 750 °C, (e) 800 °C and (f) 850 °C for 15 min after cold-rolling.
Figure 3.
Surface morphologies of the different CuCrSn specimens etched by acidic FeCl3 etchant: (a) the 80% cold-rolled specimen without annealing, and the specimens further annealed at (b) 600 °C, (c) 700 °C, (d) 750 °C, (e) 800 °C and (f) 850 °C for 15 min after cold-rolling.
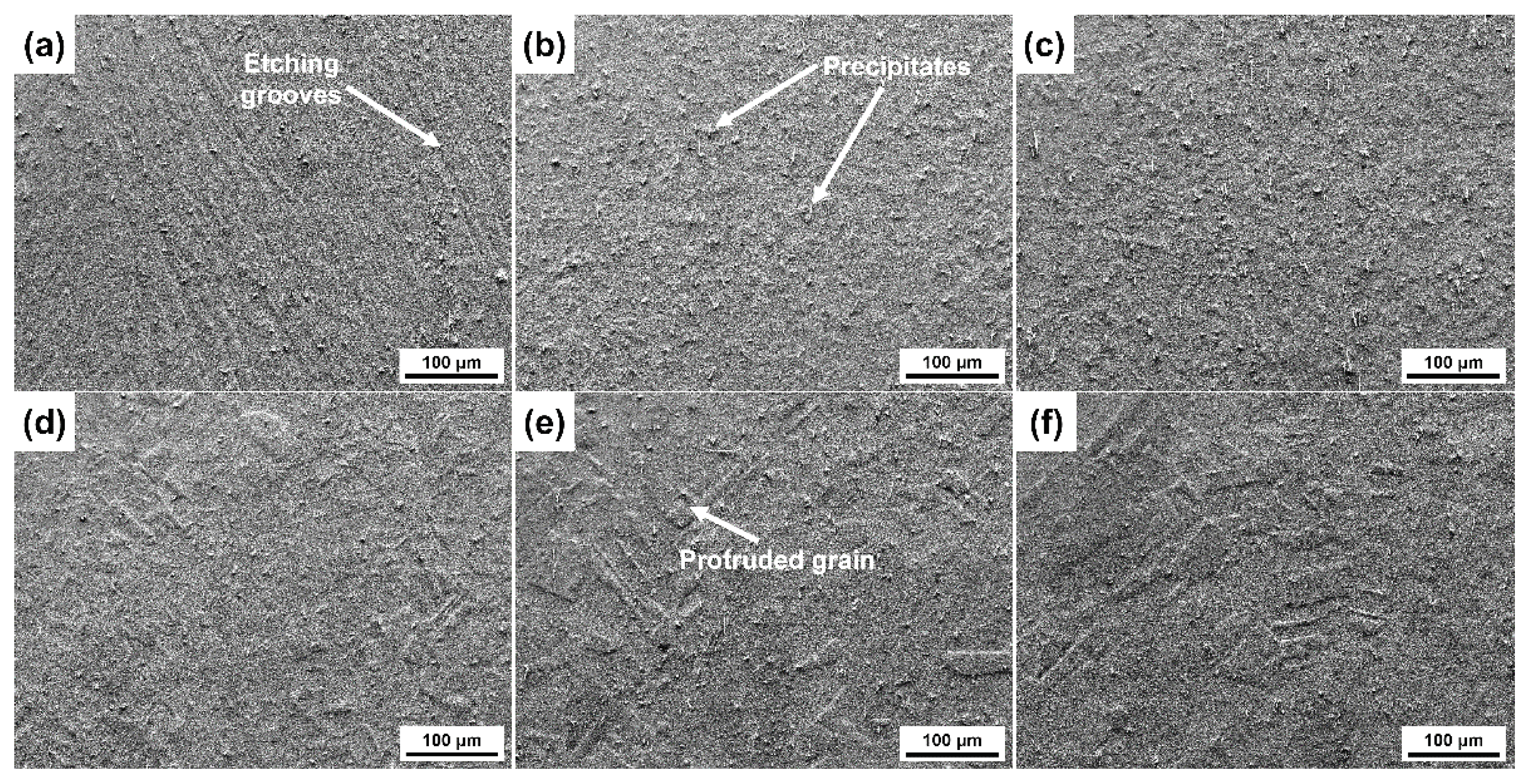
Figure 4.
(a) Microscopic surface morphology and elemental distribution of the 80% cold-rolled specimen after etched by the FeCl3 etchant, (b) sites for the EDS characterization and (c) compositions of these sites.
Figure 4.
(a) Microscopic surface morphology and elemental distribution of the 80% cold-rolled specimen after etched by the FeCl3 etchant, (b) sites for the EDS characterization and (c) compositions of these sites.
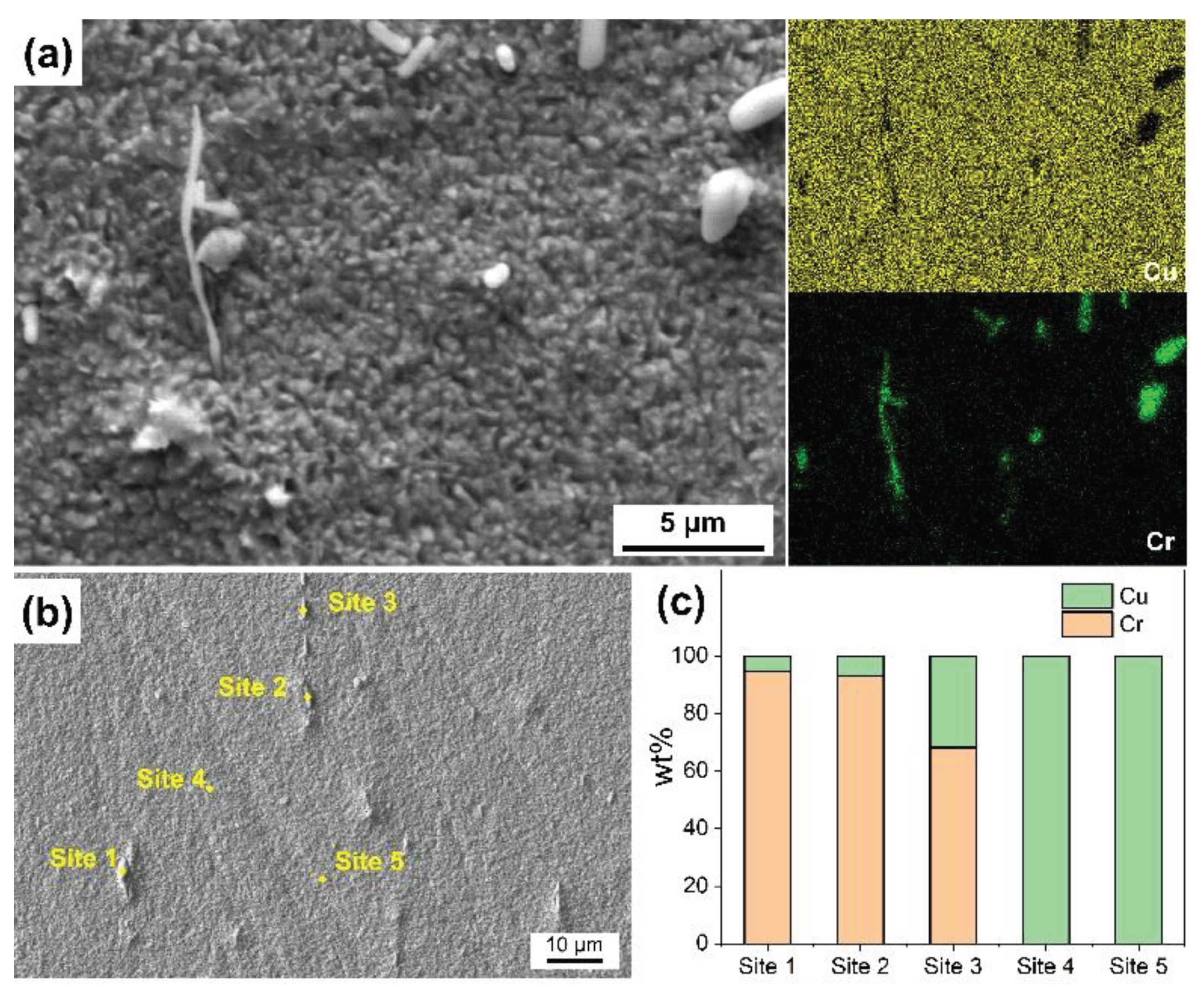
Figure 5.
Surface morphologies of the different CuCrSn specimens etched by the CuCl2-1 acidic etchant: (a) the 80% cold-rolled specimen without annealing, and the specimens further annealed at (b) 600 °C, (c) 700 °C, (d) 750 °C, (e) 800 °C and (f) 850 °C for 15 min after cold-rolling.
Figure 5.
Surface morphologies of the different CuCrSn specimens etched by the CuCl2-1 acidic etchant: (a) the 80% cold-rolled specimen without annealing, and the specimens further annealed at (b) 600 °C, (c) 700 °C, (d) 750 °C, (e) 800 °C and (f) 850 °C for 15 min after cold-rolling.
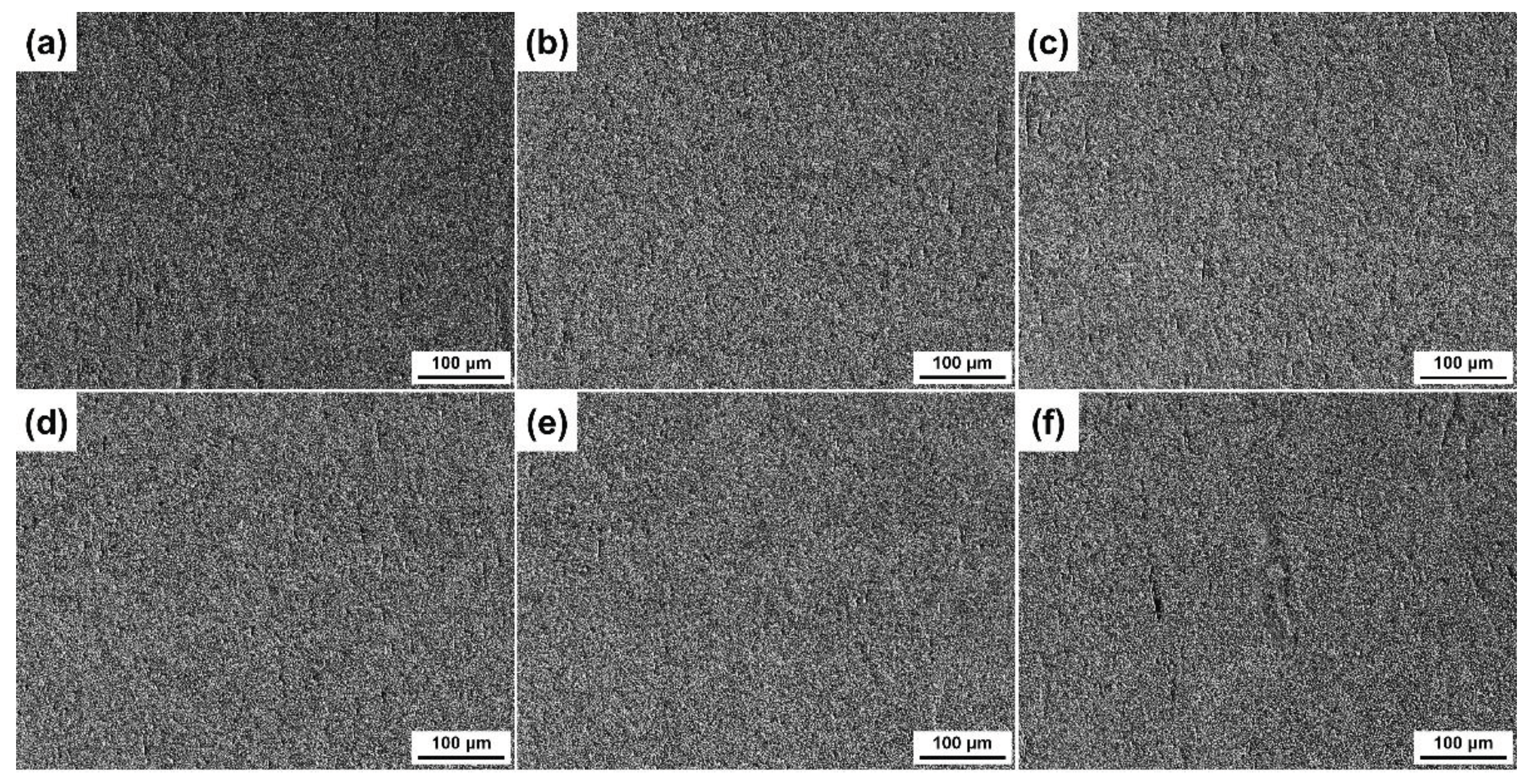
Figure 6.
Surface morphologies of the different CuCrSn specimens etched by the CuCl2-2 acidic etchant: (a) the 80% cold-rolled specimen without annealing, and the specimens further annealed at (b) 600 °C, (c) 700 °C, (d) 750 °C, (e) 800 °C and (f) 850 °C for 15 min after cold-rolling.
Figure 6.
Surface morphologies of the different CuCrSn specimens etched by the CuCl2-2 acidic etchant: (a) the 80% cold-rolled specimen without annealing, and the specimens further annealed at (b) 600 °C, (c) 700 °C, (d) 750 °C, (e) 800 °C and (f) 850 °C for 15 min after cold-rolling.
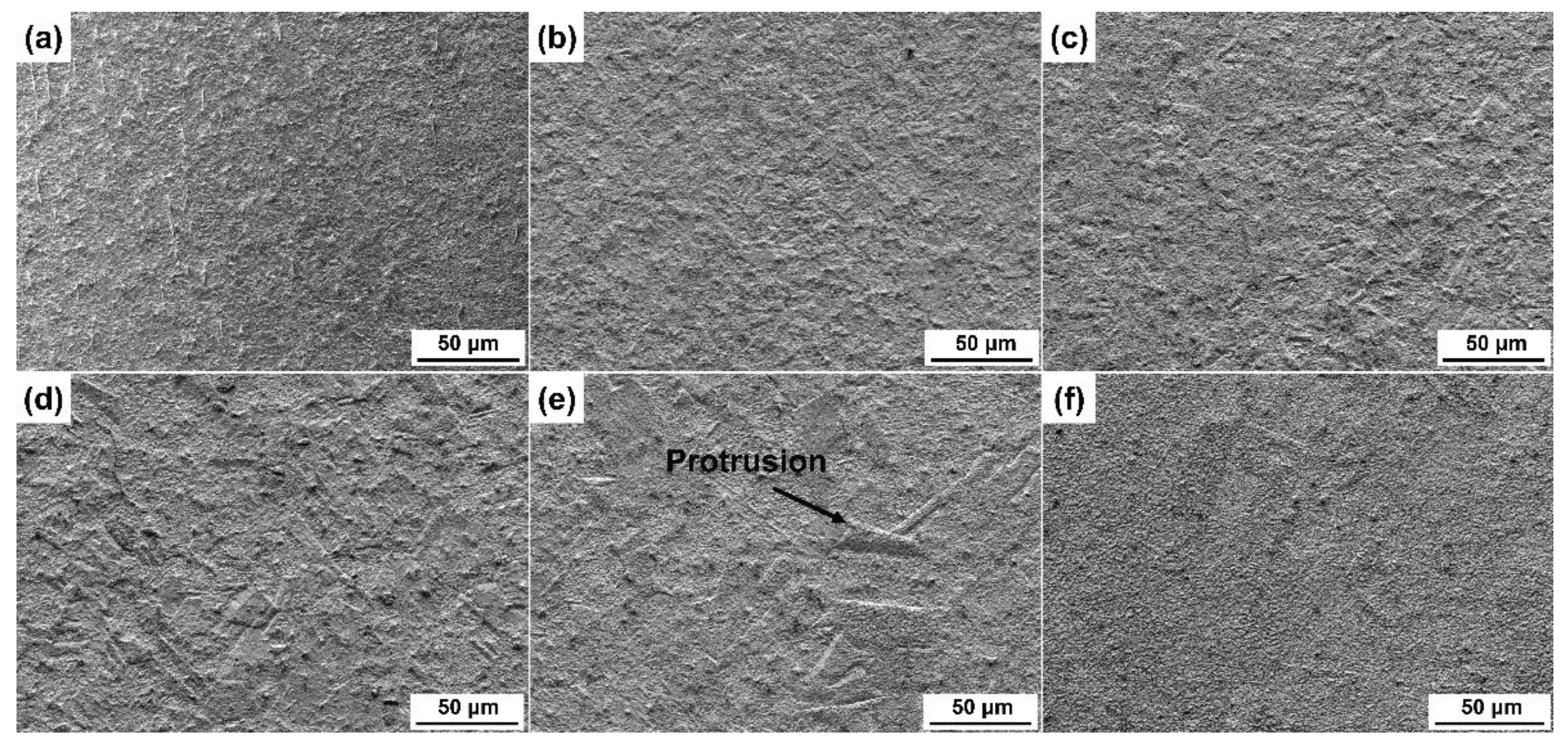
Figure 9.
3D morphologies of the different CuCrSn specimens etched by the FeCl3 etchant: (a) the 80% cold-rolled specimen without annealing, and the specimens further annealed at (b) 600 °C, (c) 700 °C, (d) 750 °C, (e) 800 °C and (f) 850 °C for 15 min after cold-rolling.
Figure 9.
3D morphologies of the different CuCrSn specimens etched by the FeCl3 etchant: (a) the 80% cold-rolled specimen without annealing, and the specimens further annealed at (b) 600 °C, (c) 700 °C, (d) 750 °C, (e) 800 °C and (f) 850 °C for 15 min after cold-rolling.
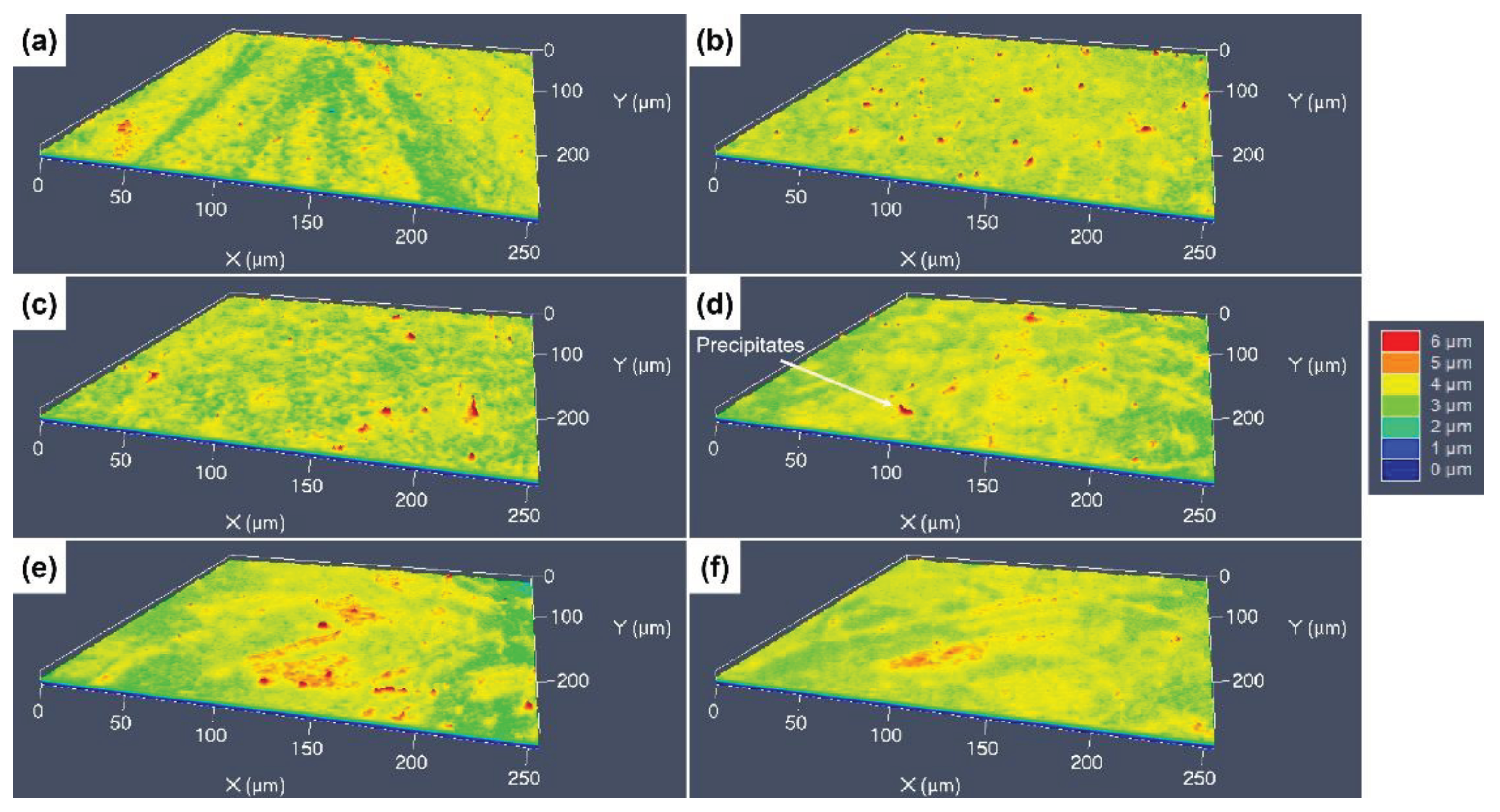
Figure 10.
3D morphologies of the different CuCrSn specimens etched by the CuCl2-1 etchant: (a) the 80% cold-rolled specimen without annealing, and the specimens further annealed at (b) 600 °C, (c) 700 °C, (d) 750 °C, (e) 800 °C and (f) 850 °C for 15 min after cold-rolling.
Figure 10.
3D morphologies of the different CuCrSn specimens etched by the CuCl2-1 etchant: (a) the 80% cold-rolled specimen without annealing, and the specimens further annealed at (b) 600 °C, (c) 700 °C, (d) 750 °C, (e) 800 °C and (f) 850 °C for 15 min after cold-rolling.
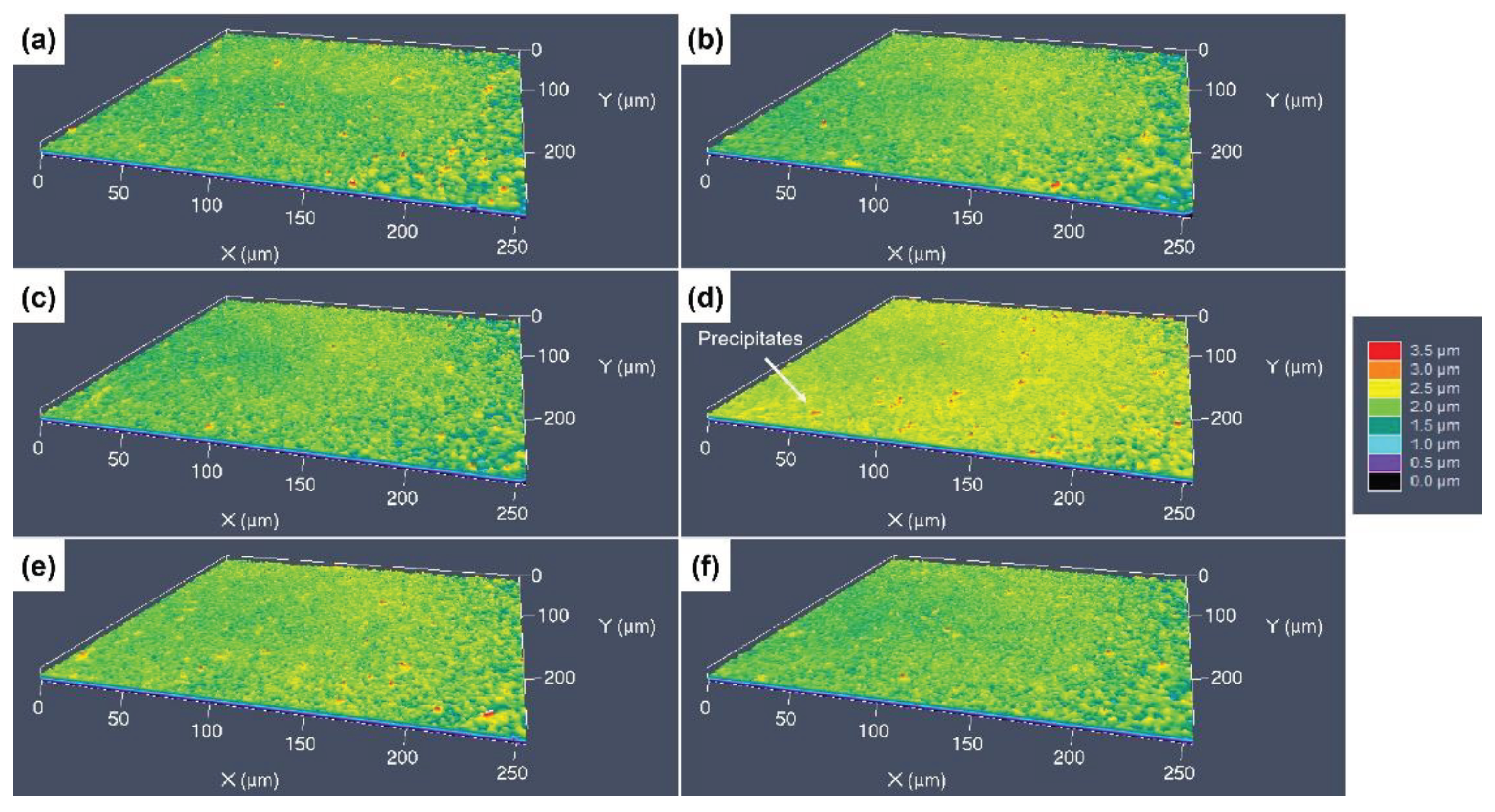
Figure 11.
3D morphologies of the different CuCrSn specimens etched by the CuCl2-2 etchant: (a) the 80% cold-rolled specimen without annealing, and the specimens further annealed at (b) 600 °C, (c) 700 °C, (d) 750 °C, (e) 800 °C and (f) 850 °C for 15 min after cold-rolling.
Figure 11.
3D morphologies of the different CuCrSn specimens etched by the CuCl2-2 etchant: (a) the 80% cold-rolled specimen without annealing, and the specimens further annealed at (b) 600 °C, (c) 700 °C, (d) 750 °C, (e) 800 °C and (f) 850 °C for 15 min after cold-rolling.
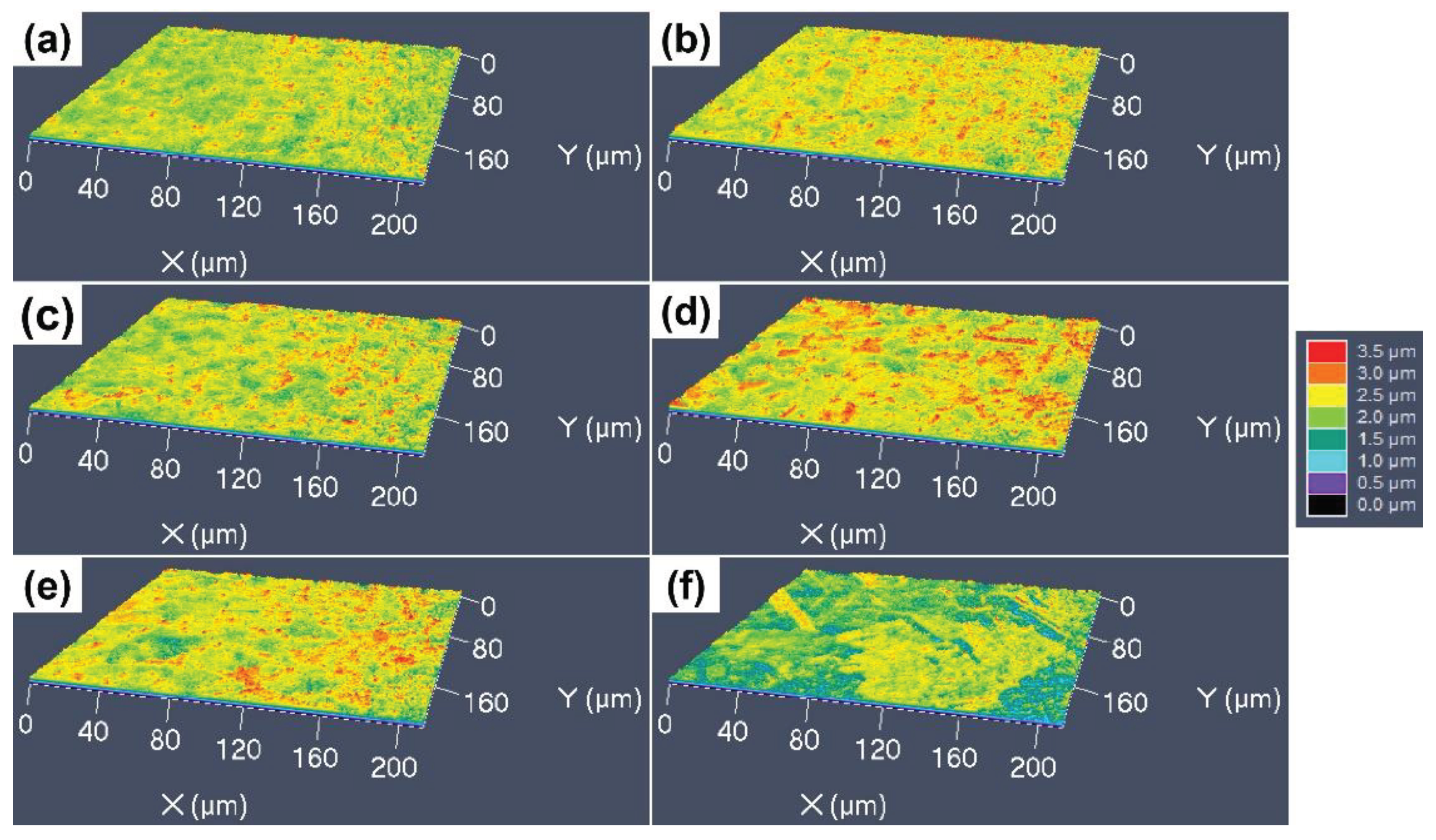
Figure 12.
Surface roughness of the CuCrSn alloy specimens etched by the 4 different etchants.
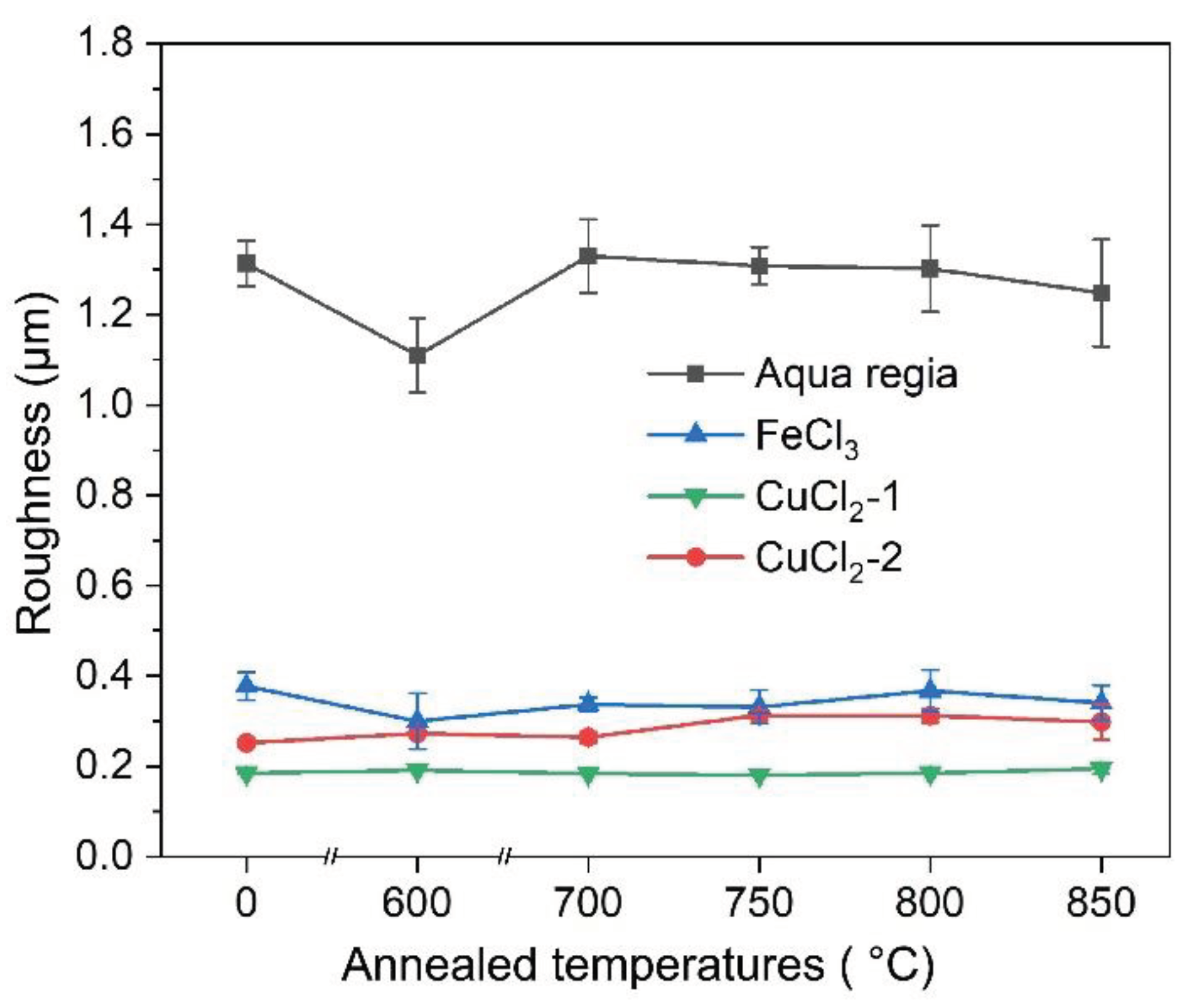
Figure 13.
Microscopic surface morphologies of the specimens etched by the: (a) aqua regia, (b) FeCl3, (c) CuCl2-1 and (d) CuCl2-2 etchants.
Figure 13.
Microscopic surface morphologies of the specimens etched by the: (a) aqua regia, (b) FeCl3, (c) CuCl2-1 and (d) CuCl2-2 etchants.
Figure 14.
(a) Characterization sites and (b) the corresponding compositions of a specimen etched by the CuCl2-1 etchant, with no ultrasonic cleaning after the etching.
Figure 14.
(a) Characterization sites and (b) the corresponding compositions of a specimen etched by the CuCl2-1 etchant, with no ultrasonic cleaning after the etching.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



