
Submitted:
08 April 2024
Posted:
08 April 2024
You are already at the latest version
Abstract
Lignocellulosic biomass, an abundant and renewable resource, serves as a crucial raw material for the production of biofuels, biochemicals, and various value-added products. This paper aims to develop and optimize a mild alkaline treatment of sawdust assisted by ultrasound, along with enzymatic hydrolysis of the pretreated material. The sonochemical pretreatment with alkali emerged as the optimal approach to enhance the susceptibility of cellulose to subsequent enzymatic hydrolysis, thereby increasing the yield of reducing sugars. A comparative study was performed using various ultrasonic applicators (horn and bath) and conventional assisted alkaline pretreatment. The ultrasonic assisted pretreatment revealed a higher delignification as 68% (horn) and 57% (bath) comparing with conventional pretreatment. Processes were optimized using a statistical analysis based on a 23 factorial design. The ratio between sawdust and alkanine solution (RSL = 0.5–1.5 g/100 mL), US amplitude (A = 20–60%), and working temperature (t = 30–50 °C) were selected as process factors. The optimal operating conditions to maximize the reducing sugar yield (138.15 mg GE /gsubstrate) were found as following: solid/liquid ratio RSL,opt = 1.25 g/100 mL, US amplitude Aopt = 60%, and and pretreatment temperature topt = 50 °C. The overall outcomes clearly confirmed the intensification of delignification by ultrasound assisted alkaline pretreatment
Keywords:
ultrasound
; lignin
; wood residue
; enzymatic hydrolysis
1. Introduction
The depletion of fossil fuels, coupled with climate change necessitates the shift to bio-based chemical sources and biofuels. Also, environmental safety and economic sustainability may be threatened by rising fossil fuel consumption. Biomass is one of the most abundant and sustainable sources of carbon on the world, for the synthesis of compounds with added value and biofuels. Thus, the need for chemical supplies and alternative energy arises simultaneously [1]. Lignocellulosic biomass is the most abundant bioresource to take into account as feedstock for biorefineries to produce fuels, chemicals, and other valuable products. Lignocellulosic biomass contains cellulose (50%), hemicellulose (woods 10–30%, or herbaceous biomass 20–40%) and lignin (woods 20–40% or herbaceous biomass 10–40%) [2]. However, proportions of cellulose, hemicellulose, and lignin inside a single plant will change depending on the age, time of harvesting, and culture circumstances [3]. The aim of lignocellulosic biorefinery is to use the main components – lignin, hemicellulose, and cellulose as a building block platform [4].
Lignocellulose sources include agricultural and forestry waste which includes corn stover, bagasse, wood, grass, forest-industrial residues, agro-industrial residues, municipal waste and energy crops and other materials [5]. Forestry wastes are a type of abundant materials with high content of hemicellulose and cellulose. According to statistics, more than a third of a wooden trunk passes into wastes in furniture factories [6].
In transformation of lignocellulosic biomass to valuable products, different limiting factors must be overcome. The first problem is the recalcitrance of lignocellulose [7] and the reticular structure of lignin [8]. Consequently, its degradation requires harsh conditions and specific solvents, which makes the process complicated and unsustainable from ecological and economic point of view. Another issue is due to the various content of components and the approximate chemical constituents in the raw biomass [9]. The most important challenge is the heterogeneity of biomass that lead to a low thermal conductivity that generates a barrier for heat and mass transfer. Conversion and selectivity in biomass transformation tend to be weak due to deficient catalyst-reactant interaction [10]. One of the most challenging aspects involves the extraction of lignin from lignocellulosic biomass, given its complex nature as a phenolic polymer. Despite its complexity, delignification is necessary as lignin impedes the conversion of biomass into valuable chemicals. Directly subjecting biomass to the saccharification process typically leads to lower sugar yields, whereas incorporating a delignification step enhances the accessibility of cellulose to the medium, resulting in increased sugar production [11]. Another limiting factor appears at the cellulose hydrolysis due to its crystallinity, polymerization degree and available surface area. Conversion of lignocellulosic biomass in biorefineries involves three steps: (a) pretreatment of lignocellulosic material to remove the lignin, (b) hydrolysis of cellulose and hemicellulose in fermentable sugars, and (c) transformation of sugars into chemicals and biofuels. In order to reduce the limiting factors prior to biomass conversion the pretreatment steps present the most important challenge [4]. In order to efficiently transform lignocellulosic materials by enzymatic hydrolysis, pretreatment is essential. There are different pretreatment available approaches: biological, chemical, physical or physicochemical [12]. Typically, the current pretreatment methods have significant limitations in achieving cost-effective, large-scale, environmentally sustainable production. Recently, progresses in applied chemistry research have led to the emergence of innovative food processing techniques commercially accessible today. These methods often involve nonconventional and rigorous conditions. Remarkably, in the context of a commercial-scale biorefinery, certain technologies exhibit potential as environmentally friendly approaches for pretreating lignocellulosic biomass, with potential benefits of lower costs and increased productivity [3]. In contrast to other methods, alkali treatment offers several advantages, including reduced operating time and conditions that significantly enhance enzyme hydrolysis [13]. However, alkali pretreatment comes with certain drawbacks, such as prolonged treatment durations and excessive alkali usage, which can be addressed by adopting intensified techniques like ultrasound-assisted methods. Similar to other sound waves, ultrasound travels through a material by inducing a sequence of compression and rarefaction waves in the molecules. When the power level is high enough, the rarefaction cycle could exceed the forces that attract the molecules in the liquid, causing cavitation bubbles to emerge. Small volumes of vapor (or gas) from the medium enter the bubble during its expansion phase and are not completely evacuated after compression. Energy is produced by the collapse of these bubbles during subsequent compression cycles. They induce acoustic cavitation, leading to localized changes in temperature and pressure, resulting in the generation of highly reactive species such as OH, H+, and H2O2, which in turn accelerate chemical reactions [14]. Cavitation, along with heat and mechanical actions associated with ultrasound, causes cell wall disruption, particle size reduction, degradation of the plant matrix, and enhances local mass transfer. Ultrasound application can also enhance the efficiency of delignification in thermal and chemical reactions when combined with suitable solvents. Additionally, ultrasound improves the thermal stability of cellulose, with higher breakdown temperatures observed in cellulose extracted using ultrasound-mediated solvent pretreatment compared to techniques without ultrasound [15,16,17].
The process of converting pretreated lignocellulose into fermentable sugars through enzymatic hydrolysis has long been researched as a means of depolymerizing biomass in order to produce biofuels and biochemicals [18]. The goal of enzymatic hydrolysis is to liberate simple sugars from hemicellulose and crystalline cellulose. After that, the monosugars are fermented. Therefore, the effective conversion of biomass to the desired valuable products depends on the efficiency of enzymatic hydrolysis. The enzymatic hydrolysis of lignocellulosic material is more efficient and economical as a result of the pretreatment step [19].
The aim of this paper is the development and optimization of an ultrasound assisted mild alkaline treatment of lignocellulosic biomass (weak alkaline solutions, low temperatures and shorter treatment times) and testing the pretreated material in the enzymatic hydrolysis reaction. The raw material is sawdust waste from a furniture factory that contains equal proportions of hardwood (hardwood - beech) and softwood (fir). In this research, the influence of the alkaline pretreatment on lignin separation from extracted lignocellulosic material using different ultrasound equipments (Vibracell VCX probe, Hilscher probe, and ultrasonic bath) was studied. For the optimization of significant parameters a 23 factorial design was used in order to achieve more fermentable sugars with less energy consumption and reduced cost. To the best of our knowledge, the optimization of ultrasound assisted alkaline pretreatment of sawdust to maximize the reducing sugars yield during enzymatic hydrolysis was used for the first time, in this study.
2. Materials and Methods
2.1. Materials
Wood chips residue (sawdust) from a furniture factory (Bucharest, Romania), which contains equal proportions of hardwood (beech) and softwood (fir) were used for the experiments. The wood residue was ground and screened to a particle size between 0.315 and 0.5 mm. Before the alkaline pretreatment combined with ultrasounds, the lignocellulosic material was successively extracted with a mixture of toluene : ethanol = 1 : 2 (for 6 h) and then with water (for 6 h) to remove waxes and extractives.
The standards used for lignin and sugars determination were Kraft lignin with low sulfur content and glucose, respectively, and were purchased from Sigma-Aldrich Co, Romania. The cellulase enzyme used for the enzymatic hydrolysis was the commercial Celluclast 1.5L (enzyme activity of 700 endoglucanase units per gram), was purchased from Novozyme, Denmark.
2.2. Procedure of Ultrasound Assisted Alkaline Pretreatment
The alkaline pretreatment of the extracted sawdust was carried out in a reactor equipped with a special thermostated jacketed glass reactor using either an ultrasound bath (ES375H Bench Top Ultrasonic Tank, Hilsonic Ultrasonic Cleaners, Birkenhead, UK) with a volume of 3 L, a power of 120 W, and a frequency of 40 kHz, either two ultrasonic processors: the Vibracell VCX750 with a titanium probe – Φ=12mm (Sonics & Materials, Inc., Newtown, CT, USA) and the Hielscher UP 200St with a glass probe - Φ=25mm (Hielscher Ultrasonics GmbH, Teltow, Germany). The reactor was loaded with extracted sawdust and sodium hydroxide solution with a concentration of 40 g/L in ratios of 1:50 - 1:150 (w/w), temperatures of 30-50 °C. The pretreatment time was 5 hours and samples were taken at 1 h intervals. The determination of the lignin content in the resulting supernatant was performed after centrifuging the samples for 10 minutes at 3500 rpm. The pretreated sawdust was filtered and washed with water until the pH of the water was neutral and dried at 50 °C to constant weight. The dry pretreated sawdust was stored for further use in enzymatic hydrolysis. To compare the effect of ultrasound in the alkaline pretreatment process, sawdust was also subjected to alkaline pretreatment by conventional method, without the use of ultrasound using the same pretreatment conditions. The detailed diagram of the general stages of conversion of sawdust to reducing sugars is shown in Figure 1. All experiments were performed in triplicate.
2.3. Analysis of the Soluble Lignin Content
The soluble lignin content was evaluated according to the Technical Report NREL/TP-510-42618 with minor modifications [20]. The soluble lignin concentration was expressed as milligrams of lignin per 1 gram of dry substrate (mg lignin/gsubstrate) using a standard curve corresponding to 7–200 mg/L of Kraft lignin with low sulfur content solution. The absorbance of the diluted extracts was measured at 320 nm using a Shimadzu UV mini-1240 UV/Visible Scanning Spectrophotometer, 115 VAC (Shimadzu Deutschland GmbH; Duisburg, Germany).
2.4. Enzymatic Hydrolysis Procedure
The treated lignocellulosic material obtained after the alkaline treatment was washed with distilled water until neutral pH and subjected to enzymatic hydrolysis at a pH value of 5 for 48 h [21]. Enzymatic hydrolysis was performed at 50°C, in a reciprocating shaking water bath (120 rpm). Hydrolysis processes were carried out in 100 mL reactors containing a mixture of buffer solution pH = 5 (citric acid/ Na2HPO4) and treated sawdust in a ratio of 1:25 (w/v solid/liquid). Enzyme - Celluclast 1.5L (0.6 mL per gram of substrate) is added to this mixture (the enzyme amount was selected based on preliminary tests that were part of a research project by [22]). During the reaction, samples were taken at 24 and 48 hours, which were placed in of hot water (to deactivate the enzyme), cooled and centrifuged at 3500 rpm for 10 minutes to separate the solid residue, and the supernatants were further analyzed to determine the reducing sugar concentrations.
2.5. Analysis of Reducing Sugars Content
The concentration of reducing sugars resulted after the enzymatic hydrolysis of lignocellulosic materials was determined following a modified 3,5-dinitrosalicylic acid assay [23,24]. The absorbance was measured at 575 nm using a Jasco V-550 UV/Vis Spectrophotometer. The reducing sugars of the samples were quantified as milligrams of glucose equivalents per 1 gram of dry substrate (mg GE/gsubstrate) using a standard curve corresponding to 0.24–2 g/L of glucose solution.
2.6. Statistical Analysis
Data were reported as mean value ± SD (standard deviation) for triplicate measurements (n = 3). Univariate analysis of variance (ANOVA) was employed to assess the dissimilarities of the obtained data. The differences were considered statistically significant at a p-value less than 0.05. XLSTAT Version 2019.1(Addinsoft, New York, NY, USA) was used for statistical analysis Statistical analysis and process factor optimization were performed using STATISTICA version 10.0 (StatSoft Inc., Tulsa, OK, USA).
3. Results and Disscusions
3.1. Influence of Ultrasound Equipment on the Assisted Alkaline Pretreatment
In the first stage, the alkaline pretreatment was performed using three different types of ultrasonc applicators: an ultrasound bath (ES375H Bench Top Ultrasonic Tank, Hilsonic Ultrasonic Cleaners, Birkenhead, UK) and two ultrasonic processors (Vibracell VCX-750, Sonics & Materials, Inc., Newtown, CT, USA and Hielscher UP 200St, Hielscher Ultrasonics GmbH, Teltow, Germany). It can be noticed (Figure 2A) that the ultrasound pre-treatment of the sawdust leads to signifcantly higher soluble lignin content compared with the experiments with conventional pre-treatment (p<0.05). The highest content of the soluble lignin was obtained for Vibracell applicator (approximatively 68% higher than conventional pretreatment), followed by ultrasonic bath and Hielscher horn (approximatively 57% and 35% higher respectively). This may be due to the cavitation phenomenon, which can accelerate the rate of mass transfer by causing cell walls disruption. The distribution of ultrasound energy in the bath is uneven, and its intensity is low. However, the horn exhibits a high localized intensity of cavitation and, implicitly, a more efficient sonication process [25]. Therefore, the significantly higher soluble lignin content achieved using the Vibracell equipment (an increase of approximately 7% than ultrasonic bath and 25% than Hielscher horn, p<0.05) could be due to these differences between ultrasonic bath and horns. Therefore, the following ultrasound assisted alkaline pretreatments of sawdust were performed using the Vibracell ultrasonic processor.
The ultrasound assisted pretreatment efficiency was also highlighted by the enzymatic hydrolysis of pretreated sawdust in order to determine the producing of reducing sugars (Figure 2B). It can be noticed that ultrasonically pretreated sawdust used as the substrate for enzymatic hydrolysis lead to a significant increase in sugars yield (p<0.05). The highest content of reducing sugar was reached for ultrasonic pretreated sawdust using Vibracell horn 56.45 ± 0.81 mg GE/gsubstrate after 48 h enzymatic hydrolysis. This result justified the conclusion that ultrasound assisted alkaline pretreatment could enhance the enzymatic hydrolysis of sawdust by removing more lignin and increasing its accessibility to hydrolytic enzymes.
3.2. The Influence of Ultrasonic Power on the Lignin Extraction and Sugars Yield
Ultrasound intensity and duty cycle are important factors for the efficiency of the sonochemical processes. In order to estimate the influence of ultrasound amplitude in the ultrasound assisted alkaline preteatment, two ultrasound amplitudes 20 to 40% were chosen. The effect of duty cycle was investigated by varying the on-off time of ultrasonic irradiation. To determine the influence of the pulse frequency on the ultrasound assisted alkaline preteatment, the experiments were performed by varying the sonication time (pulses 3s on/ 3s off - 50% and continuous – 100%). The ultrasonic power corresponding to each duty cycle was read on the Vibracell device. Figure 3 presents the effect of ultrasound amplitude and duty cycle on the soluble lignin content (Figure 3A) and their effect on enzymatic hydrolysis (Figure 3B).
Compared with the use of conventional process all the ultrasonic assisted pretreatments shown better results (Figure 3A). It was observed that the delignification increases with increase of ultrasound power and in continuous application mode. As the power increases up to an optimum level, cavitational activity intensifies, leading to a greater extent of delignification. This is attributed to effects such as improved solvent penetration or increased rates of mass transfer [26]. When actual power dissipation exceeds the optimal power, a large amplitude of ultrasound across the solvent medium creates an excessive number of cavities. This cushioned collapse of the cavities results in a decreased intensity of cavitation, which in turn limits the extent of delignification [27]. Figure 3B presents the effects of ultrasound pretreatment duty cycle on the reducing sugar yield of pretreated sawdust. The reducing sugar yield significantly increased for the continuous ultrasound pretreated samples, the highest sugar content was achieved for an amplitude of 40% (89.2.45 ± 3.9 mg GE/gsubstrate). The optimal ultrasound amplitude for alkaline pretreatment, with maximization of sugars yield, will be established by the following statistical model.
3.3. Statistical Models
Relevant variables of alkaline pretreatment in terms of solid/liquid ratio (RSL = 0.5-1.5 g/100 mL), US amplitude (A = 20-60%), and working temperature (t = 30-50 °C) were selected as independent variables (factors).The effects of these process factors on dependent variables (responses), i.e., the yields of lignin (YL) and sugars (YS), were quantified using statistical models based on 23 factorial design [28]. According to a 23 factorial design, 8 experimental runs (1-8 in Table 1) were performed at 2 levels (minimum and maximum) of process factors.
Dimensionless values of process factors (x1, x2, and x3) are given by Equations (1) - (3), where RSL,cp = 1 g/100 mL, Acp = 40%, and tcp = 40 °C are centre-points. In addition, 4 centre-point experimental runs (9-12 in Table 1) were performed.
Statistical models described by Equation (4) link the process dimensionless factors xj (j = 1,2,3) and their interactions to predicted process responses yi,pred (i = 1,2), i.e., y1,pred = YL,pred and y2,pred = YS,pred, where regression coefficients βki (k = 1,2,..,8, i = 1,2,3) were idenfied from experimental data specified in Table 1. Statistical analysis highlighted that only β1i, β2i, β3i, and β4i (i=1,2) in Equation (4) were statistically significant. Consequently, the process responses can be predicted depending on dimensionless factors using Equations (5) and (6), obtained after removing statistically non-significant terms in Equation (4).
Statistically significant regression coefficients and related standard errors (SEki), t statistics (tki), and p-values (pki) are summarized in Table 2. Table 2 contains also the values of multiple determination coefficient (R2), adjusted R2 (R2adj), standard error of estimate (SEE), F statistic (F), and significance F (p-value for F). Statistical models expressed by Equations (5) and (6) along with corresponding results of multiple regression analysis (Table 2) reveal the following: (i) YL,pred increases with a decrease in x1 and an increase in x2 and x3; (ii) YS,pred increases with an increase in all process factors; (iii) there is a reasonable agreement between experimental and predicted values of process responses and both statistical models are statistically significant (R2 ≥ 0.769, R2adj≥ 0.682, SEE ≤ 8.882, F ≥ 8.859, p ≤ 6.4E-03). Accordingly, statistical models expressed by Equations (5) and (6) can be applied to estimate the process performance for factor levels within the ranges considered in the experimental study.
Desirability function approach was applied to identify the optimal factor levels to maximize the process responses [29]. Profiles of predicted values of process responses and desirability function (d) at different levels of dimensionless factors, which are shown in Figure 4, highlight the following optimal levels of process factors: x1,opt = 0.5 (RSL,opt = 1.25 g/100 mL), x2,opt = 1 (Aopt = 60%), and x3,opt = 1 (topt = 50 °C). Under these optimal conditions, the predicted values of process responses were YL,pred,opt = 20.79 mg/g and YS,pred,opt = 138.15 mg GE/g, while the value of desirability function was dopt = 0.813.
To validate the statistical models described by Equations (5) and (6), 3 experimental runs (13-15 in Table 1) were performed at optimal levels of process factors. According to the results of t-test for two samples assuming unequal variances, the mean experimental values of process responses for these replicates (YL,m,opt = 20.45 mg/g and YS,m,opt = 136.19 mg GE/g) and related predicted values (YL,pred,opt = 20.79 mg/g and YS,pred,opt = 138.15 mg GE/g) were not significantly different (p ≥ 0.26), which proves the validity of both statistical models.
4. Conclusions
This study is focused on improving the enzymatic hydrolysis of wood residue (sawdust) from furniture manufacturing. The influence of the alkaline pretreatment combined with ultrasound on the separation of lignin from the lignocellulosic material (extracted sawdust) was studied. This partial delignification was done to improve the availability of the pretreated material for enzymatic hydrolysis in order to obtain a greater yield of reducing sugars. The ultrasound assisted pretreatment resulted in significant delignification (68%) comparing with conventional pretreatment. Pretreatment with ultrasounds changes the chemical composition of lignocellulose substrates, leading to more effective enzyme accessibility to biomass, improving enzymatic hydrolysis.
A 23 factorial design was used to optimize the ultrasound assisted alkaline pretreatment conditions in order to maximize the soluble lignin content and the concentration of reducing sugars obtained from enzymatic hydrolysis. The optimal operating conditions were found as following: solid/liquid ratio RSL,opt = 1.25 g/100 mL, US amplitude Aopt = 60%, and and pretreatment temperature topt = 50 °C. Under these conditions, the maximum reducing sugar yield reached 138.15 mg GE /gsubstrate.
Author Contributions
Conceptualization, I.C., M.V. and A.I.G.; methodology, A.T..; software, O.C.P.; validation, I.C., M.V. and O.C.P.; formal analysis, A.I.G., P.C.; investigation, A.V., P.C. and G.P; resources, A.I.G.; data curation, A.I.G., A.T. and G.P.; writing—original draft preparation, A.V., A.I.G. and O.C.P.; writing—review and editing, A.I.G. and O.C.P.; supervision, I.C.; project administration, A.I.G., M.V. and I.C.; funding acquisition, A.I.G. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by a grant from the National Program for Research of the National Association of Technical Universities – GNAC ARUT 2023, project: “Encapsulated phytoextracts from autochthonous plants with neuroprotective properties – FitoNeuroPro”, code 179, no. 4/06.10.2023.
Data Availability Statement
Data is contained within the article.
Acknowledgments
The authors acknowledge the financial support received from the Ministry of Research, Innovation, and Digitization, CNCS/CCCDI—UEFISCDI, project “A new hybrid technology for bio-refineries: Microwaves (MW) and Ultrasound (US) in one Apparatus”, project number PN-III-P4-ID-PCE-2020-1286. Some pretreatment procedures were possible due to European Regional Development Fund through Competitiveness Operational Program 2014-2020, Priority axis 1, Project No. P_36_611, MySMIS code 107066, Innovative Technologies for Materials Quality Assurance in Health, Energy and Environmental - Center for Innovative Manufacturing Solutions of Smart Biomaterials and Biomedical Surfaces – INOVABIOMED.
Conflicts of Interest
The author Anamaria Vartolomei is an employee of MDPI, however she did not work for the journal Agronomy at the time of submission and publication. The authors declare no conflict of interest.
References
- Roy, R.; Rahman, M.S.; Raynie, D.E. Recent advances of greener pretreatment technologies of lignocellulose. Current Research in Green and Sustainable Chemistry 2020, 3, 100035. [Google Scholar] [CrossRef]
- Sharma, A.; Pareek, V.; Zhang, D. Biomass pyrolysis—A review of modelling, process parameters and catalytic studies. Renewable and Sustainable Energy Reviews 2015, 50, 1081–1096. [Google Scholar] [CrossRef]
- Hassan, S.S.; Williams, G.A.; Jaiswal, A.K. Emerging technologies for the pretreatment of lignocellulosic biomass. Bioresour Technol 2018, 262, 310–318. [Google Scholar] [CrossRef] [PubMed]
- Bussemaker, M.J.; Zhang, D. Effect of Ultrasound on Lignocellulosic Biomass as a Pretreatment for Biorefinery and Biofuel Applications. Industrial & Engineering Chemistry Research 2013, 52, 3563–3580. [Google Scholar] [CrossRef]
- Van Dyk, J.S.; Pletschke, B.I. A review of lignocellulose bioconversion using enzymatic hydrolysis and synergistic cooperation between enzymes—Factors affecting enzymes, conversion and synergy. Biotechnology Advances 2012, 30, 1458–1480. [Google Scholar] [CrossRef]
- Jin, S.; Zhang, G.; Zhang, P.; Li, F.; Fan, S.; Li, J. Thermo-chemical pretreatment and enzymatic hydrolysis for enhancing saccharification of catalpa sawdust. Bioresource Technology 2016, 205, 34–39. [Google Scholar] [CrossRef] [PubMed]
- Chundawat, S.P.S.; Bellesia, G.; Uppugundla, N.; da Costa Sousa, L.; Gao, D.; Cheh, A.M.; Agarwal, U.P.; Bianchetti, C.M.; Phillips, G.N., Jr.; Langan, P.; et al. Restructuring the Crystalline Cellulose Hydrogen Bond Network Enhances Its Depolymerization Rate. Journal of the American Chemical Society 2011, 133, 11163–11174. [Google Scholar] [CrossRef]
- Yu, Y.; Lou, X.; Wu, H. Some Recent Advances in Hydrolysis of Biomass in Hot-Compressed Water and Its Comparisons with Other Hydrolysis Methods. Energy & Fuels 2008, 22, 46–60. [Google Scholar] [CrossRef]
- Huber, G.W.; Iborra, S.; Corma, A. Synthesis of transportation fuels from biomass: chemistry, catalysts, and engineering. Chemical reviews 2006, 106, 4044–4098. [Google Scholar] [CrossRef]
- Luo, J.; Fang, Z.; Smith, R.L. Ultrasound-enhanced conversion of biomass to biofuels. Progress in Energy and Combustion Science 2014, 41, 56–93. [Google Scholar] [CrossRef]
- Kininge, M.M.; Gogate, P.R. Intensification of alkaline delignification of sugarcane bagasse using ultrasound assisted approach. Ultrasonics Sonochemistry 2022, 82, 105870. [Google Scholar] [CrossRef]
- Kumar, A.K.; Sharma, S. Recent updates on different methods of pretreatment of lignocellulosic feedstocks: a review. Bioresour Bioprocess 2017, 4, 7. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.S.; Lee, Y.Y.; Kim, T.H. A review on alkaline pretreatment technology for bioconversion of lignocellulosic biomass. Bioresource Technology 2016, 199, 42–48. [Google Scholar] [CrossRef]
- Vinatoru, M.; Mason, T.J.; Calinescu, I. Ultrasonically assisted extraction (UAE) and microwave assisted extraction (MAE) of functional compounds from plant materials. TrAC Trends in Analytical Chemistry 2017, 97, 159–178. [Google Scholar] [CrossRef]
- Du, R.; Su, R.; Qi, W.; He, Z. Enhanced enzymatic hydrolysis of corncob by ultrasound-assisted soaking in aqueous ammonia pretreatment. 3 Biotech 2018, 8, 166. [Google Scholar] [CrossRef] [PubMed]
- Jun-Hong, L.; Kun-Yu, W. Study on Technology Optimization of Lignin Removalin Cellulose Extraction from Wheat Bran by Combination of Ultrasound and Hydrogen Peroxide. Biotechnology(Faisalabad) 2016, 15, 135–140. [Google Scholar] [CrossRef]
- Mohammadabadi, S.I.; Javanbakht, V. Lignin extraction from barley straw using ultrasound-assisted treatment method for a lignin-based biocomposite preparation with remarkable adsorption capacity for heavy metal. International Journal of Biological Macromolecules 2020, 164, 1133–1148. [Google Scholar] [CrossRef] [PubMed]
- Kumar, N.; Saharan, V.; Yadav, A.; Aggarwal, N.K. Ultrasound-assisted alkaline pretreatment of Parthenium hysterophorus for fermentable sugar production using a response surface approach. Sustainable Chemistry for Climate Action 2023, 2, 100027. [Google Scholar] [CrossRef]
- Kucharska, K.; Rybarczyk, P.; HoBowacz, I.; !Aukajtis, R.; Glinka, M.; KamiDski, M. Pretreatment of Lignocellulosic Materials as Substrates for Fermentation Processes. Molecules 2018, 23. [Google Scholar] [CrossRef]
- Sluiter, A.H., B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass, NREL/TP-510-42618; National Renewable Energy Laboratory: Golden, CO, USA, 2005. [Google Scholar]
- BioSolutions Novozymes. Available online: https://biosolutions.novozymes.com/en/juice-fruit-vegetables/products/vegetables/celluclast-1.5-l/ (accessed on 10 November 2023).
- ULTRA-MINT Technologies. Available online: http://ultramint.chimie.upb.ro/en/index.php (accessed on 10 November 2023).
- Miller, G.L. Use of Dinitrosalicylic Acid Reagent for Determination of Reducing Sugar. Analytical Chemistry 1959, 31, 426–428. [Google Scholar] [CrossRef]
- Wood, I.P.; Elliston, A.; Ryden, P.; Bancroft, I.; Roberts, I.N.; Waldron, K.W. Rapid quantification of reducing sugars in biomass hydrolysates: Improving the speed and precision of the dinitrosalicylic acid assay. Biomass and Bioenergy 2012, 44, 117–121. [Google Scholar] [CrossRef]
- Panda, D.; Manickam, S. Cavitation Technology—The Future of Greener Extraction Method: A Review on the Extraction of Natural Products and Process Intensification Mechanism and Perspectives. Applied Sciences 2019, 9, 766. [Google Scholar] [CrossRef]
- Patil, S.S.; Rathod, V.K. Synergistic Effect of Ultrasound and Three Phase Partitioning for the Extraction of Curcuminoids from Curcuma longa and its Bioactivity Profile. Process Biochemistry 2020, 93, 85–93. [Google Scholar] [CrossRef]
- Gogate, P.R.; Kabadi, A.M. A review of applications of cavitation in biochemical engineering/biotechnology. Biochemical Engineering Journal 2009, 44, 60–72. [Google Scholar] [CrossRef]
- Calcan, S.I.; Pârvulescu, O.C.; Ion, V.A.; Răducanu, C.E.; Bădulescu, L.; Dobre, T.; Egri, D.; Moț, A.; Popa, V.; Crăciun, M.E. Valorization of Vine Prunings by Slow Pyrolysis in a Fixed-Bed Reactor. Processes 2021, 10, 37. [Google Scholar] [CrossRef]
- Draghici-Popa, A.M.; Boscornea, A.C.; Brezoiu, A.M.; Tomas, S.T.; Parvulescu, O.C.; Stan, R. Effects of Extraction Process Factors on the Composition and Antioxidant Activity of Blackthorn (Prunus spinosa L.) Fruit Extracts. Antioxidants (Basel) 2023, 12. [Google Scholar] [CrossRef]
Figure 1.
Schematic diagram of the general stages of conversion of sawdust to reducing sugars.
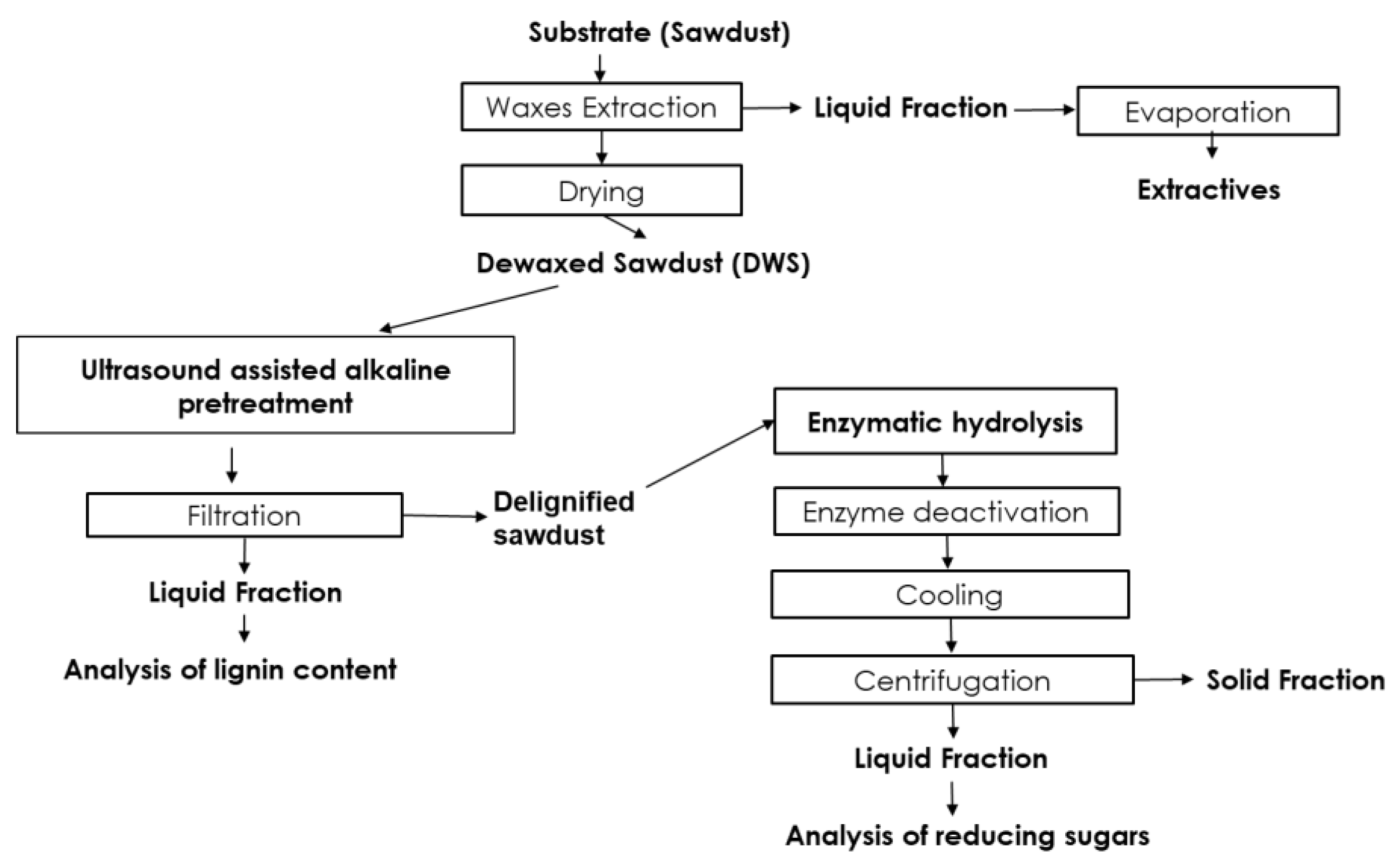
Figure 2.
Effect of ultrasound applicators on the lignin and sugars content. (A) Ultrasound assisted alkaline preteatment (temperature 30 °C, hydrolysis time 1 h, sawdust/solvent ratio = 1/100(w/v)) (B) Enzymatic hydrolysis of pretreated sawdust (temperature 50 °C, hydrolysis time 48 h, pretreated sawdust/solvent ratio = 1/25(w/v), enzyme: Celluclast 1.5L, 0.5 mL/gsubstrate). The significant difference between groups (p<0.05, ANOVA) are highlighted by different letters (a–f).
Figure 2.
Effect of ultrasound applicators on the lignin and sugars content. (A) Ultrasound assisted alkaline preteatment (temperature 30 °C, hydrolysis time 1 h, sawdust/solvent ratio = 1/100(w/v)) (B) Enzymatic hydrolysis of pretreated sawdust (temperature 50 °C, hydrolysis time 48 h, pretreated sawdust/solvent ratio = 1/25(w/v), enzyme: Celluclast 1.5L, 0.5 mL/gsubstrate). The significant difference between groups (p<0.05, ANOVA) are highlighted by different letters (a–f).
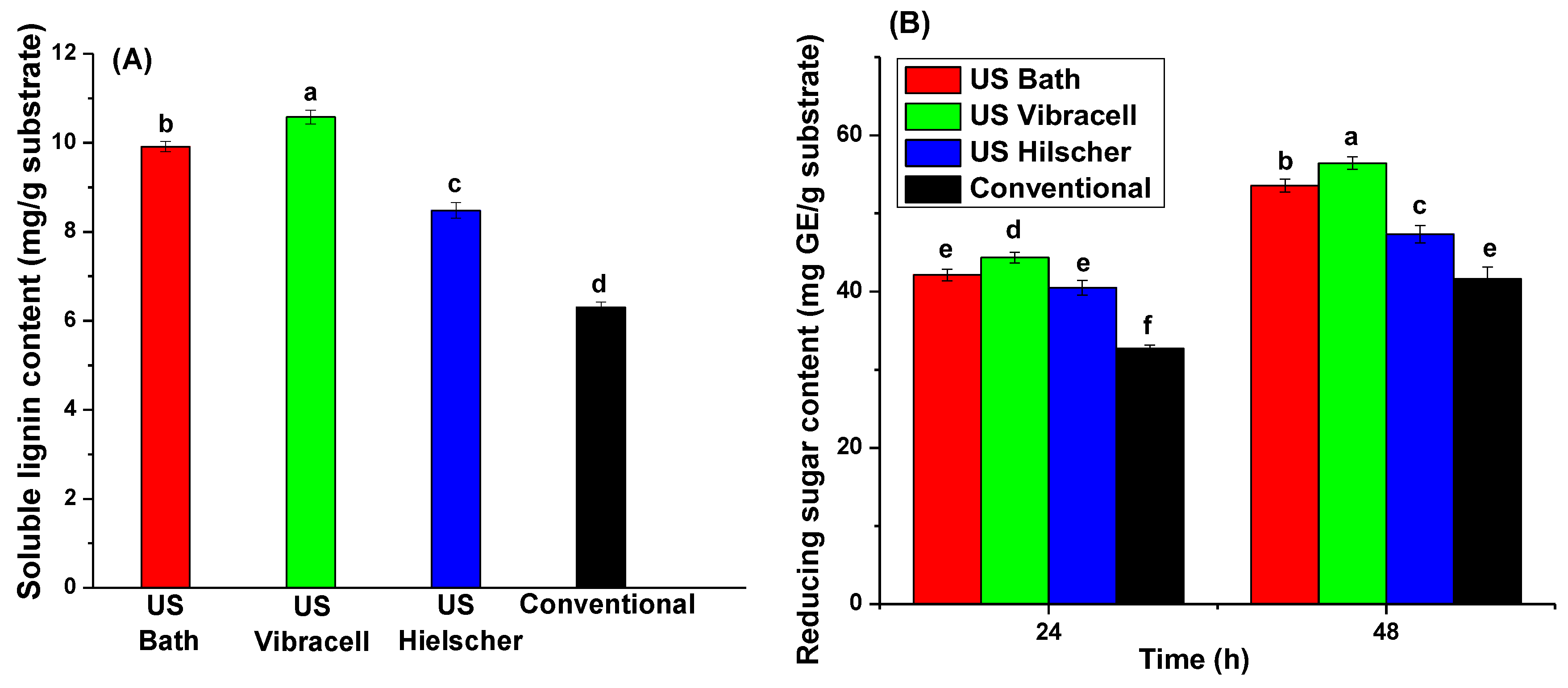
Figure 3.
Effect of ultrasonic power on the lignin and sugars content (A) Ultrasound assisted alkaline preteatment (temperature 30 °C, hydrolysis time 1 h, sawdust/solvent ratio = 1/100(w/v)) (B) Enzymatic hydrolysis of sawdust subjected to alkaline pre-treatment combined with ultrasound (temperature 50 °C, hydrolysis time 48 h, pretreated sawdust/solvent ratio = 1/25(w/v), enzyme: Celluclast 1.5L, 0.5 mL/gsubstrate) The significant difference between groups (p<0.05, ANOVA) are highlighted by different letters (a–g).
Figure 3.
Effect of ultrasonic power on the lignin and sugars content (A) Ultrasound assisted alkaline preteatment (temperature 30 °C, hydrolysis time 1 h, sawdust/solvent ratio = 1/100(w/v)) (B) Enzymatic hydrolysis of sawdust subjected to alkaline pre-treatment combined with ultrasound (temperature 50 °C, hydrolysis time 48 h, pretreated sawdust/solvent ratio = 1/25(w/v), enzyme: Celluclast 1.5L, 0.5 mL/gsubstrate) The significant difference between groups (p<0.05, ANOVA) are highlighted by different letters (a–g).
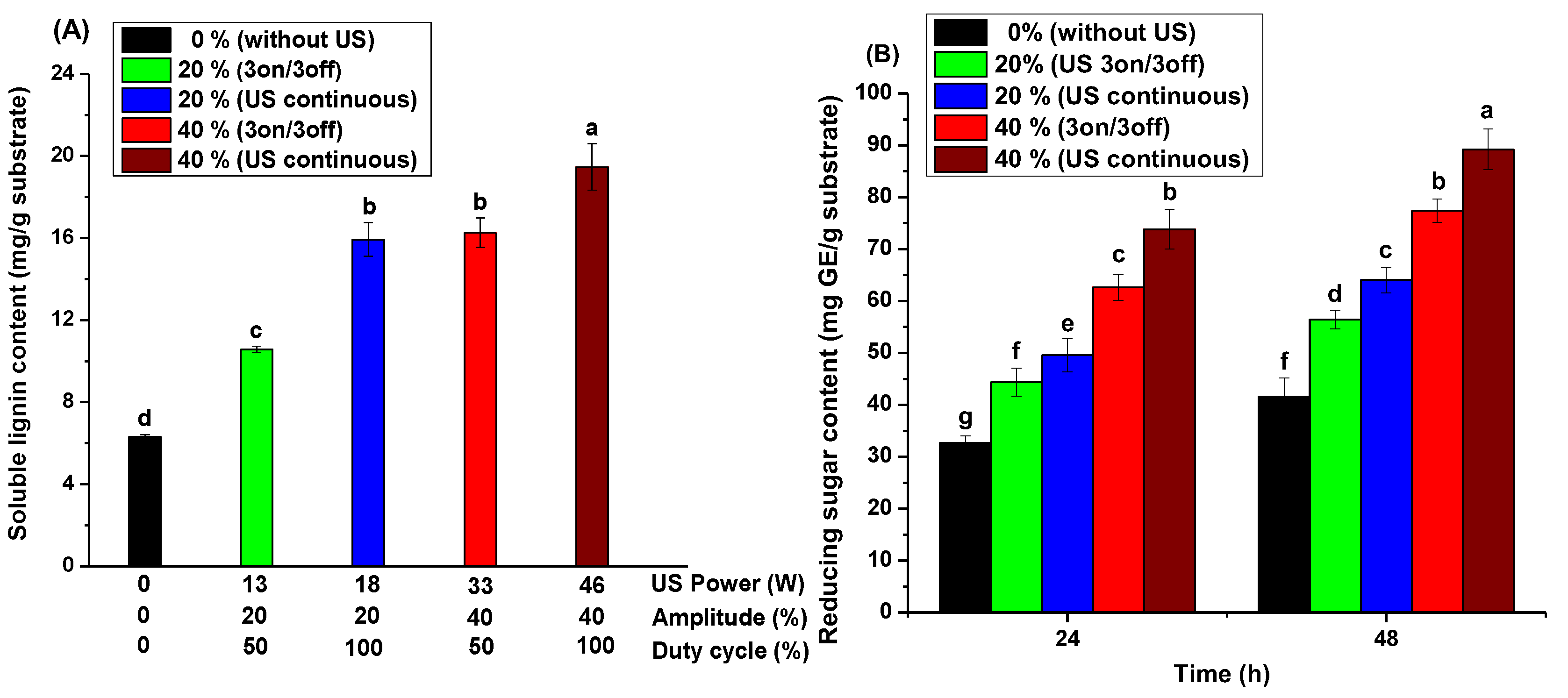
Figure 4.
Profiles of predicted values of process responses and desirability function.
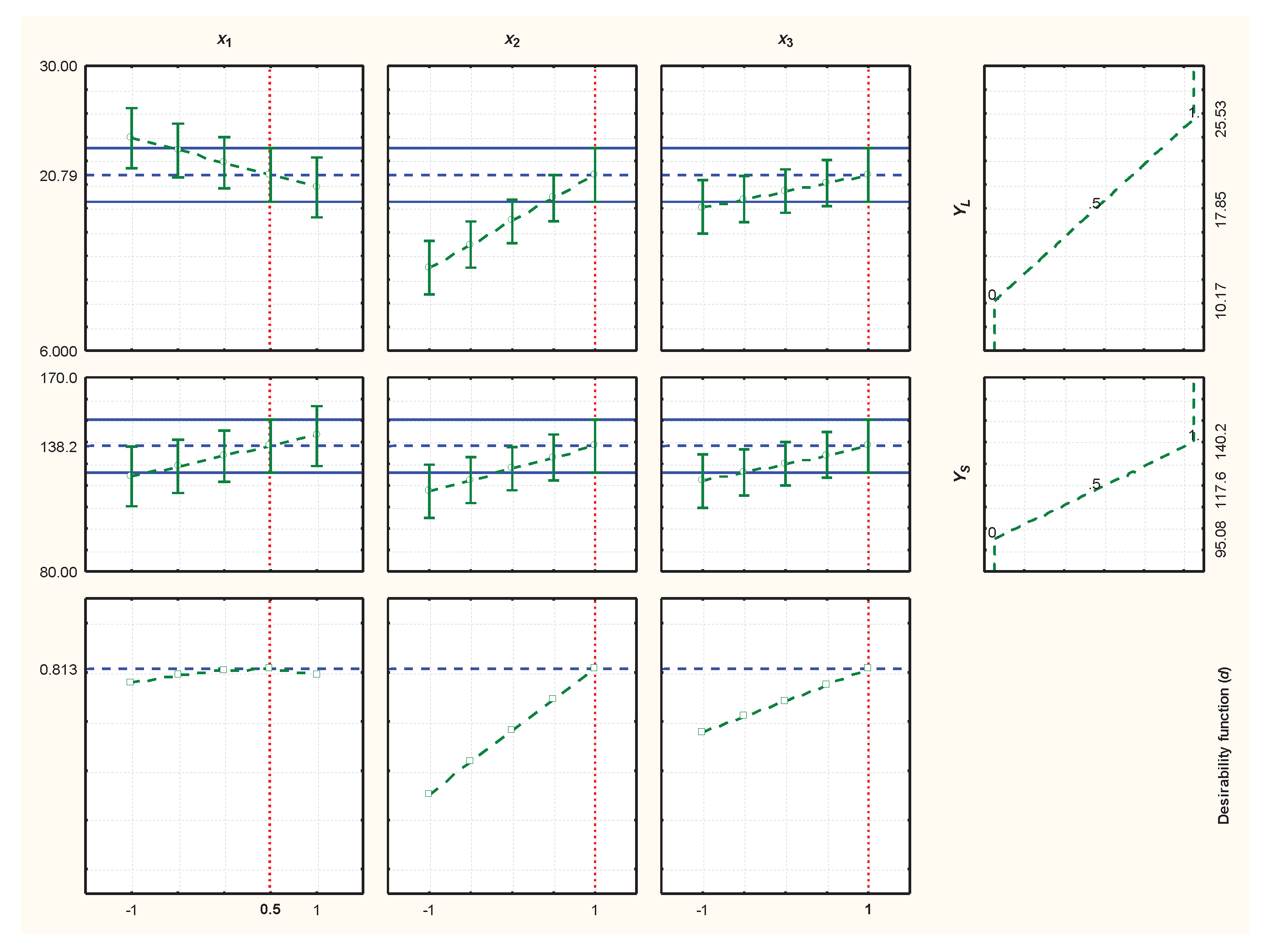

Table 1.
Dimensional and adimensional process factors, experimental and predicted process responses (23 factorial design).
Table 1.
Dimensional and adimensional process factors, experimental and predicted process responses (23 factorial design).
| Run |
RSL (g/100 mL) |
A (%) |
t (°C) |
x1 | x2 | x3 |
YL (mg/g) |
YS (mg GE/g) |
YL,pred (mg/g) |
YS,pred (mg GE/g) |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.5 | 20 | 30 | -1 | -1 | -1 | 11.55 | 95.08 | 13.42 | 87.04 |
| 2 | 1.5 | 20 | 30 | 1 | -1 | -1 | 10.17 | 97.47 | 9.27 | 105.70 |
| 3 | 0.5 | 60 | 30 | -1 | 1 | -1 | 22.57 | 101.79 | 21.21 | 107.97 |
| 4 | 1.5 | 60 | 30 | 1 | 1 | -1 | 17.17 | 132.58 | 17.07 | 126.64 |
| 5 | 0.5 | 20 | 50 | -1 | -1 | 1 | 15.47 | 98.47 | 16.10 | 103.22 |
| 6 | 1.5 | 20 | 50 | 1 | -1 | 1 | 14.04 | 126.39 | 11.96 | 121.88 |
| 7 | 0.5 | 60 | 50 | -1 | 1 | 1 | 25.53 | 126.61 | 23.90 | 124.15 |
| 8 | 1.5 | 60 | 50 | 1 | 1 | 1 | 17.17 | 140.17 | 19.75 | 142.82 |
| 9 | 1 | 40 | 40 | 0 | 0 | 0 | 15.96 | 106.31 | 16.58 | 114.93 |
| 10 | 1 | 40 | 40 | 0 | 0 | 0 | 16.15 | 129.30 | 16.58 | 114.93 |
| 11 | 1 | 40 | 40 | 0 | 0 | 0 | 16.29 | 118.66 | 16.58 | 114.93 |
| 12 | 1 | 40 | 40 | 0 | 0 | 0 | 16.94 | 106.31 | 16.58 | 114.93 |
| 13 | 1.25 | 60 | 50 | 0.5 | 1 | 1 | 18.73 | 131.56 | 20.79 | 138.15 |
| 14 | 1.25 | 60 | 50 | 0.5 | 1 | 1 | 20.16 | 136.84 | 20.79 | 138.15 |
| 15 | 1.25 | 60 | 50 | 0.5 | 1 | 1 | 22.45 | 140.18 | 20.79 | 138.15 |
Table 2.
Results of multiple regression analysis for y1,pred =YL,pred and y2,pred =YS,pred expressed by Equations (5) and (6).
Table 2.
Results of multiple regression analysis for y1,pred =YL,pred and y2,pred =YS,pred expressed by Equations (5) and (6).
| Regressor | k | βk1 | SEk1 | tk1 | pk1 | βk2 | SEk2 | tk2 | pk2 |
|---|---|---|---|---|---|---|---|---|---|
| Intercept | 1 | 16.58 | 0.468 | 35.46 | 0.0000 | 114.9 | 2.564 | 44.82 | 0.0000 |
| x1 | 2 | -2.073 | 0.573 | -3.619 | 0.0068 | 9.332 | 3.140 | 2.972 | 0.0178 |
| x2 | 3 | 3.899 | 0.573 | 6.806 | 0.0001 | 10.47 | 3.140 | 3.333 | 0.0103 |
| x3 | 4 | 1.343 | 0.573 | 2.345 | 0.0471 | 8.090 | 3.140 | 2.576 | 0.0328 |
| R2 | 0.890 | 0.769 | |||||||
| R2adj | 0.849 | 0.682 | |||||||
| SEE | 0.044 | 8.882 | |||||||
| F | 21.64 | 8.859 | |||||||
| p (significance F) | 3.4E-04 | 6.4E-03 | |||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



