
Submitted:
08 April 2024
Posted:
09 April 2024
You are already at the latest version
Abstract
Additive manufacturing, commonly referred to as 3D printing, is an exciting and versatile manufacturing technology that is gaining traction and interest in both academic and industrial settings. Polymeric materials are essential components in a majority of the “inks” used across the various 3D printing technologies. As the environmental ramifications of sole or primary reliance on petrochemicals as a resource for industrial polymers continue to manifest themselves at a global scale, a transition to more sustainable bioderived alternatives could offer solutions. In particular, cellulose is promising due to its global abundance, biodegradability, excellent thermal and mechanical properties, and ability to be chemically modified to suit various applications. Thus far, cellulose has typically been incorporated in additive manufacturing applications as a substrate, filler, or reinforcement for other materials. However, due to its versatility and desirable properties, the exploration of all-cellulose 3D printing materials and associated methodologies is increasing. This review will discuss the progress and status of all-cellulose 3D printing approaches, associated challenges, and their potential as a key player in a more sustainable industrial future.
Keywords:
3D printing
; additive manufacturing
; cellulose
; sustainability
1. Introduction
Additive manufacturing describes a set of manufacturing techniques in which objects are built from the bottom up, layer-by-layer, instead of traditional “subtractive” manufacturing in which objects are created by removal of excess material from a bulk starting material [1]. Originally a type of additive manufacturing for rapid prototyping of object shapes, three-dimensional (3D) printing is now an established manufacturing method for making end-use products. As highlighted in Figure 1, the eight main types of 3D printing are material extrusion, powder bed fusion, directed energy deposition, vat photopolymerization, sheet lamination, material jetting, and binder jetting. Within these categories, there are more specific technical classifications, with techniques being distinguished according to factors such as the printing material, energy source, printing speed and resolution, printed object properties, and primary applications [2]. 3D printing offers a range of advantages including on-demand, easily modified design; reduced raw material storage, consumption, and waste; and ease of design and manufacturing distribution (i.e., with digital designs) to allow for localized production [3]. All of these factors together mean that 3D printing is not bound by traditional economies of scale and, as such, is particularly attractive for prototyping, made-to-order, and customized production [4].
3D printing technologies are establishing footholds and increasing in presence across a variety of industries. These technologies have been particularly revolutionary in the medical field by improving the customization capabilities for producing patient-specific items like medical tools and prosthetics [5]. Outside of applications in medicine, 3D printing has enhanced manufacturing in industries such as aerospace, electronics, construction, packaging, textiles, and many more [6]. As these technologies are further integrated into industrial manufacturing supply chains, the market has grown and matured alongside increased demand for technological development. Since additive manufacturing was first developed and commercialized, there has been continuous growth in related publications, start-ups, and market valuation. In 2019 alone, over $1 billion was raised by start-ups and the expected total market value for 3D printing technologies is expected to reach approximately $44.5 billion by 2026 [3].
Because additive manufacturing essentially utilizes only the amount of material needed in the final product, it typically yields significantly less material waste than traditional manufacturing methods. However, as industrial 3D printing grows in scale, the printing materials it uses face increased scrutiny with respect to environmental impact and long-term sustainability [4]. The two most common materials used for polymer-based 3D printing are poly(lactic acid) (PLA) and acrylonitrile butadiene styrene (ABS). Both are thermoplastic polymers typically used in Fused Deposition Modeling (FDM)-based printing techniques. While ABS has better thermal properties (higher Tg and Tm) and toughness than PLA, it is non-biodegradable and derived from petrochemicals, thus raising concerns with respect to solid waste disposal and sustainable raw material sourcing [7]. Additionally, ABS is non-toxic in its product form, but is known to produce harmful vapors during production [8]. In contrast, PLA, the only currently commercially available bioderived filament for extrusion, is non-hazardous in both precursor and product forms and has also promising biodegradability behavior under controlled conditions [9,10]. However, while PLA is a commonly used material for extrusion techniques due to its low glass transition and melt temperatures, it also exhibits low heat stability and high brittleness.8 These properties limit its utility in many applications. To overcome this challenge, PLA is often matrixed into a composite with other materials, like cellulose, to achieve improved thermal stability and mechanical properties [11]. To address these lingering deficiencies, other biobased materials including alginate, silk fibroin, and cellulose have been the subject of recent research as alternative feedstocks for 3D printing [8]. Due to the potential garnered by their biobased raw material abundance, excellent thermal and mechanical properties, chemical versatility, and biodegradability, cellulosic 3D printing materials will be the focus of this review.
2. 3D Printing with Cellulose
Cellulose is the most abundant biopolymer on the planet with >900 Gt cellulose present in existing global standing crops, and cellulose renewed in the biosphere at a rate of ~85 Gt per year [12]. In nature, it serves to give structure to plant cell walls, allowing plants to resist external loads like wind and rain, while also supporting their own weight [10]. It’s inherent mechanical strength as well as its biocompatibility, thermal stability, electrical insulation, chemical functionality, and non-allergenic properties make it an especially interesting candidate material for 3D printing [11]. The impact of 3D printing with biopolymers is well-studied and readily apparent in the medical field, and biopolymers also have great promise for their potential to enhance recyclability in industries such as automotive manufacturing [13] and textiles (recyclable buttons, labels, etc.) [14]. Numerous hydrophilic hydroxyl functional groups along the cellulose backbone make it readily derivatized, surface grafted, and functionalized to respond to a wide range of environments and stimuli (electric, magnetic, moisture, light, pH, heat, etc.) [6,8]. However, the primary challenges associated with cellulose as a 3D printing material are that it does not melt and it is difficult to dissolve due to its crystallinity and prevalent hydrogen bonding networks [15,16]. As such, up to this point cellulose has primarily been used as a filler/reinforcement or matrix component in 3D printing applications. Figure 2 highlights the cellulose hydrogen bonding network [17] that contributes to excellent mechanical properties of cellulose solids, and the shear thinning viscosity properties of cellulose solutions and dispersions that can be leveraged for additive manufacturing [10]. Reestablishment of cellulose hydrogen bonding networks after solvent removal supports the formation of coherent solids after extrusion.
Prior reviews have detailed the incorporation of cellulosic materials in 3D printing – organized by cellulose type [4,18], 3D printing technology [8,19], or application [6,10] – however, no previous reviews have been dedicated entirely to research focused on an all-cellulose approach to 3D printing. This review provides an overview of the different approaches to developing and utilizing all-cellulosic 3D printing materials, including the types of cellulosic material used, printing ink formulations, processing and finishing techniques, and end uses.
2.1. Cellulosic Materials for 3D Printing
Because of its natural abundance and potential for functionalization, cellulose and its derivatives come in many forms, from many different sources. Figure 3 summarizes the primary forms of cellulosic materials used in 3D printing applications, as well as some of their key properties such as dimensions and crystallinity. At a high level, cellulosic materials can be divided into two groups: derivatized and non-derivatized. Derivatized cellulose materials are those that are chemically modified via the highly reactive hydroxyl groups in natural cellulose to achieve desired properties. Industrially, the starting material for derivatized, or functionalized, cellulose is most often dissolving pulp from wood or cotton linters [20]. All other forms of cellulose that retain the chemical identity of naturally occurring cellulose are considered to be non-derivatized, even though they may be modified with respect to properties such as crystallinity and degree of polymerization [10].
2.1.1. Derivatized Cellulose
Derivatized cellulosic materials are of particular relevance in the development of solution-based 3D printing materials. As mentioned previously, natural cellulose is difficult to dissolve at even intermediate degrees of polymerization, therefore derivatization presents useful pathways towards overcoming this challenge and synthesizing materials that can be processed more similarly to traditional additive manufacturing materials [10,18,21]. Cellulose acetate (CA) is one such material, generally made via acetylation of the hydroxyl groups by reaction with acetic anhydride, acetic acid, and sulfuric acid [22]. CA has a number of advantages as a 3D printing material including the low cost and abundance of its starting raw material (i.e., dissolving pulp), biodegradability under certain controlled conditions [23], stability in water, biocompatibility [24], and thermomechanical stability [25].
CA’s primary advantage over non-derivatized cellulose is that it does not require the use of harsh or uncommon solvents in order to generate a 3D printing “ink” [26]. Pattinson and Hart successfully prepared a flowable (but sufficiently viscous) printing feedstock by dissolving CA (25-35 wt%) in acetone [27]. The use of acetone resulted in a facile process in which acetone would evaporate upon dispensing from the nozzle allowing for the layer-by-layer printing of a solid CA design. Tenhunen, et al. employed two acetylated cellulose derivatives, CA and acetoxypropyl cellulose (APC), dissolved in acetic acid (30 wt%) and acetone (80 wt%) respectively [28]. The resulting paste-like printing materials were notably of viscosities compatible with a commercial direct-write 3D printer, highlighting the promise of derivatized cellulosic materials for direct printing applications. Overall, CA and similar acetylated cellulose derivatives have been demonstrated in various studies to be readily dissolved in common solvents yielding highly processable, biobased additive manufacturing feedstocks [26,27,28,29]. Other cellulose derivatives that were studied for their application as 3D printing materials include hydroxyethyl cellulose (HEC), carboxymethyl cellulose (CMC), and hydroxypropyl cellulose (HPC) [30,31,32]. Key factors in the use of derivatized cellulose that are uniquely optimized/accounted for in each study include solvent selection, cellulosic concentration, shear thinning behavior, gelation time, and shrinkage upon solvent evaporation.
2.1.2. Non-Derivatized Cellulose
By contrast, non-derivatized cellulose materials such as cellulose microfibers (CMF), nanofibers (CNF), microcrystalline cellulose (MCC), cellulose nanocrystals (CNC), and bacterial cellulose (BC) are less easily solubilized. In order to do so, the cellulose must be treated with solvents such as ionic liquids or N-methyl morpholine N-oxide (NMMO), the solvent used in the production of lyocell [33]. In an exemplary study, Markstedt et al. made solutions of dissolving pulp and bacterial nanocellulose in the ionic liquid 1-ethyl-3-methylimidazolium acetate (EmimAc) with cellulosic concentrations ranging from 1-4 wt% [34]. A similar methodology was reported by Gunasekera et al. in which two different ionic liquids, EmimAc and BmimAc (1-butyl-3-methylimidazolium acetate), were mixed with the cosolvents 1-butanol and DMSO in order to ink-jet print microgranular cellulose of up to 4.8 wt% [35]. Ionic liquids have a number of desirable qualities including low temperature processing (generally 50-80 ⁰C with some reports of room temperature processing), efficient solvent recovery, and low volatility compared to conventional solvents [36]. However, the use of non-derivatized cellulose, even with advanced solvents, still typically yields printing inks with lower cellulose concentrations compared to those achieved with their derivatized counterparts. As a result of the greater difficulty in reaching sufficient solubilization, non-derivatized cellulosics have more frequently been incorporated in aqueous suspensions or dispersions when studied for their use as 3D printing materials. In Figure 3, all-cellulose 3D printing inks were classified according to whether they formed homogenous solutions or suspensions/dispersions. Derivatized cellulose can be homogeneously dissolved in common solvents, but non-derivatized cellulose requires more advanced solvent systems to achieve suitable rheological characteristics for printability. Non-derivatized, aqueous cellulose suspensions are achievable at moderate concentrations.
2.1.3. Cellulose Sources
Regardless of whether the cellulose is eventually derivatized, it must first be extracted from biological material. There have been recent efforts towards the in-vitro synthesis of cellulose without the need for isolation from native matter, as described in a recent review by Lehrhofer et al., but they have yet to be successful to a degree that would be competitive with well-understood industrial extraction processes and are thus outside of the scope of this review [37]. The vast majority of industrial cellulose is isolated from plant matter, but there is also a growing sector that harvests cellulose from microorganisms (i.e., bacterial cellulose) [38,39]. In plant fibers, cellulose is accompanied by two other primary components, lignin and hemicellulose, and is separated from those components during extraction [40]. The fraction and quality of cellulose in a plant fiber is dependent on a number of conditions including the type of plant and growth conditions such as location and climate [41]. Cotton, for example, does not contain any lignin, and mature fibers are typically composed of >90% cellulose with small amounts of proteins, pectin, and wax [42,43]. Cotton cellulose is also characterized by a higher degree of polymerization (DP) and crystallinity than wood cellulose [44], and the cotton fiber itself has a long thin flexible shape that makes it especially suited for twisting into yarns. These properties play an important role in determining typical cellulosic product uses and the macroscopic properties of those products (i.e., cotton textiles vs. wood-based paper goods and viscose/rayon). Thus, the choice of cellulose source is consequential in developing an additive manufacturing ink with targeted properties.
The most common industrially relevant methods of cellulose extraction from biomass are pretreatments to remove waxy components, either acid or base hydrolysis of amorphous regions to extract lower DP/higher crystallinity cellulose, and a bleaching step to remove natural colors, all of which are typically accompanied by mechanical agitation [38,45,46]. Common agents for each of these steps include ethanol, toluene, or petroleum for the pretreatment; hydrochloric or sulfuric acids for acid hydrolysis; sodium or potassium hydroxide and organic solvents for base hydrolysis; and sodium chlorite with hydrogen peroxide for the bleaching step [40,41,45,46,47,48]. Woody biomass also requires a delignification step to isolate cellulose from lignin, which can be carried out through a number of different chemical and/or biological methods according to the target end uses of the lignin and cellulose [49]. Interest in the development of more mild, environmentally friendly processing techniques has resulted in the use of enzymatic methods to mimic natural processes of breaking down biomass such as wood pulp into useful cellulosics such as cellulose nanofibers, as reported in the work by Henriksson, et al. [50]. Enzyme-mediated processes have also been explored for the extraction of microcrystalline cellulose fragments from cotton-containing apparel materials to promote more circular methods of sourcing cellulose for industrial applications [51,52]. The specifics of a required extraction treatment (i.e., agents, concentration, time) are governed by the desired properties of the cellulose and, in the context of additive manufacturing applications, vary based upon the target printing methods and applications.
2.2. Printing Methods
Fused deposition modeling (FDM) is the most common printing technique in the additive manufacturing industry. In FDM, a thermoplastic polymer is melted and directly extruded layer-by-layer, where it cools to solidify and form a 3D structure [53]. However, cellulose and its derivatives are generally not thermoplastic. Cellulose acetate is an exception, but its melting temperature (>250 °C) is significantly higher than those used in typical additive manufacturing processes and its high viscosity makes it unsuitable for extrusion without the incorporation of a plasticizing agent [54,55]. As a result, alternative material extrusion and processing techniques are employed for all-cellulose 3D printing applications. 3D printing with cellulose-based inks proceeds via the development of solutions, suspensions, and pastes with carefully controlled rheological properties to enable material extrusion. The shear thinning (specifically, thixotropic) behavior of these cellulose-based materials, and bioinks in general, as they are extruded and subsequently solidified, is of particular importance [56,57,58]. As material is extruded from a nozzle during 3D printing, it experiences a shear stress determined by nozzle size, printing pressure, and the viscosity of the printing ink [59]. The thixotropic behavior causes the viscosity of the ink to decrease during extrusion due to the applied shear stress, and then, in the absence of that stress, to regain its high zero shear viscosity and solidify or gelate [60]. This allows for cellulose materials to be used in non-melt additive manufacturing techniques. Direct ink writing, ink-jet printing, and digital light processing (Figure 4) have all been demonstrated using all-cellulose inks, with direct ink writing being the most common.
2.2.1. Direct Ink Writing
Direct ink writing (DIW) is an extrusion-based technique in which a precursor ink with suitable rheological properties is deposited layer-by-layer through a nozzle to fabricate a desired structure. Unlike FDM, DIW typically requires an additional solidification step such as solvent evaporation, a coagulation treatment, or curing [61]. In DIW processes, a filament extruder is replaced with a nozzle and fluid dispenser such as a syringe. This is a particularly advantageous process for all-cellulose inks because: it does not require melting; cellulosic materials exhibit shear thinning behavior, which improves printability during extrusion; and, the rheological properties of the inks can be finely controlled by varying cellulose loadings and ink recipes [62,63]. Cellulose loading plays a critical role in ink printability as it has been shown that there is much greater shear thinning behavior for cellulose solutions with higher cellulose molecular weights (MW) and concentrations, whereas, in sufficiently dilute regimes, solution flow behavior is approximately Newtonian [64,65,66]. If the cellulose concentration is too low and exhibits nearly Newtonian behavior, the ink will not be suitable for DIW as it will flow across the substrate upon extrusion instead of retaining the print shape. These more liquid-like inks would be better suited for the non-extrusion-based techniques discussed in the following section. DIW is compatible with both solution-based and suspended or dispersed cellulose inks with appropriate rheological properties.
There have been multiple successful demonstrations of DIW using cellulose derivatives dissolved in common organic solvents such as acetone [27,28], acetic acid [28], and ethyl acetate [29]. These solvents are convenient for DIW due to their high vapor pressures, meaning that the solvent readily evaporates, leaving behind the solidified print without the need for additional post-processing. Tenhunen et al. note that careful optimization of solvent choice and cellulose concentration is critical to improve print shape fidelity, interlayer/print-substrate adhesion, and prevent clogging of the printer nozzle [28]. In the process demonstrated by Pattinson and Hart, it was necessary to wait for complete solvent evaporation between layers, which significantly slowed down the printing process for inks with higher (up to 35 wt%) CA concentrations [27]. The DIW printing of non-derivatized cellulose solutions in ionic liquids [34,35], NMMO [67], and highly alkaline NaOH/urea systems [68] proceeds in largely the same manner, with carefully controlled material extrusion, although the cellulose concentration is typically below 5 wt%. Another key consideration in using harsher solvents is that the substrate must be able to withstand exposure without degrading [35]. Because these solvents are not as volatile as the organic solvents suitable for cellulose-derivatives, the prints also require post-processing steps (further discussed below) to aid in solidification.
DIW is also compatible with aqueous cellulose suspensions and dispersions [69,70,71,72,73,74,75]. However, with non-solution inks more care must be taken to achieve a homogeneous distribution of cellulose in the print. One method to mitigate this issue, proposed by Li et al., is to incorporate small amounts of TEMPO (1% on weight of CNF) in the ink to formulate more uniform dispersions [72]. TEMPO radicals catalyze the oxidation of primary hydroxyl groups to carboxylates thereby increasing inter-fiber negative repulsive charges and aiding dispersion [76]. During DIW, particles, such as CNC in the case of Siqueira et al., tend to align according to the print direction enabling enhanced control of final print properties such as tailored mechanical property directionality [70]. DIW is also advantageous in that all of the studies cited in this section made use of commercially available printing equipment with no or slight modifications meaning that, once an ink is prepared, it can be readily incorporated into existing printing infrastructure.
2.2.2. Other Printing Techniques: Ink-Jet and Digital Light Processing
While DIW is used in the majority of cellulose-based 3D printing, the versatility of cellulosic materials means that other techniques such as ink-jet printing and digital light processing have also been explored. In ink-jet printing, single drops of ink are dispersed from the nozzle according to the pre-determined pattern via non-contact deposition [77,78]. Thus, ink-jet printing requires the use of inks with lower viscosities (more Newtonian behavior) than the extruded pastes used in DIW [79]. Gunasekera et al. made use of a commercial ink-jet printer to deposit up to 5 wt% cellulose dissolved in ionic liquids, but noted that co-solvents (DMSO and 1-butanol) were required in order to fabricate an ink that met the viscosity requirements of the printer [35]. They also emphasized the importance of rigorous viscosity measurements prior to printing, as well as careful optimization of parameters such as print head temperature, voltage, frequency, and waveform in order to achieve stable drop formation. Single-layer ink-jet printing like the array of drops demonstrated in their work also facilitates post-processing and solvent removal, making it an excellent option for developing patterns with dissolved cellulose inks. By contrast, digital light processing (DLP) is not an extrusion-based technique and is thus far less limited by ink viscosity. In DLP, a series of mirrors and lenses are used to project a light source onto a layer of photopolymerizable material in a predetermined pattern. Each layer is cured according to the “slice” of the 3D design that it corresponds to and the excess, uncured material is removed at the end, leaving behind the final print [80,81]. DLP allows for extreme precision (15-100 µm depending on projector and build plate) and relatively quick printing (curing entire layer at once), while also eliminating the need for supports when printing complex geometries [82,83]. Cafiso et al. took advantage of this technique to fabricate hydrogel composites comprised of acrylated-carboxymethyl cellulose (a water-soluble cellulose ether) reinforced with biowaste-derived CNC [31]. They used a slice thickness of 50 µm with a curing time of 12-15 s/layer depending on the hydrogel composition. While thin layers allow for thorough curing and fine geometric control, this could prove to be a limitation for scaling up this technology as larger parts may require extensive print times compared to the print speeds of extrusion-based techniques as shown in Table 1. While it is a departure from all-cellulose ink formulations, the addition of methacrylated fillers has been demonstrated as an effective method of reinforcing the hydrogels by inducing co-polymerization, creating a denser crosslink network and resulting in greater shape fidelity and shorter printing times [31,84].
2.3. Post-Processing
As mentioned previously, one of the key steps in additive manufacturing with non-thermoplastic inks is post-processing. Post-processing, for the purposes of this review, describes any treatments or processing steps done after material extrusion or printing in order to yield the final structure. In many cases, this step is performed after the deposition of each layer to ensure structural integrity and shape fidelity, making long print times a particular challenge for all-cellulose inks. While printing techniques (especially DIW) were shown in the prior section to be versatile and applicable for a range of different cellulose inks and applications, the choice of post-processing technique is much more dependent on the type of ink and target application. This may include solvent evaporation or air drying, freeze drying, coagulation, UV-curing, or a combination of these (Figure 5).
2.3.1. Solvent Evaporation
The most straightforward method, and the one most analogous to traditional FDM printing, is room temperature air drying or solvent evaporation. This method has been predominantly demonstrated for inks containing cellulose derivatives that can be solubilized in common organic solvents or nanocrystalline cellulose suspended in water so as to facilitate evaporation and drying. However, solution/suspension-based printing is distinct from a melt-solidification process due to the effect of solvent incorporation on final print shape fidelity and density. Post-print shrinkage resulting from ink densification as the solvent evaporates is a crucial consideration in the application of solvated inks. In comparing the use of acetone and acetic acid as solvents for CA and APC, Tenhunen et al. found that slower evaporation using acetic acid was advantageous for CA-based inks as it enhanced printability and exhibited less shrinkage [28]. However, shrinkage can be quantified under controlled drying conditions (i.e., temperature, relative humidity) and subsequently accounted for in the initial digital design and printing parameters to yield a part with the desired dimensions [74]. Pattinson et al. were able to achieve high density (void ratio of 13%), mechanically robust CA prints by allowing for complete drying after each layer to regulate shrinkage and promote interlayer adhesion [27]. Notably, this required up to 60 seconds between layers for higher CA concentrations (35 wt%), limiting print efficiency. As expected, greater cellulose concentrations result in greater shape fidelity (less shrinkage) as the volume of evaporating liquid is reduced [28,74]. Thus, non-derivatized cellulose inks (which typically have cellulose content <10 wt%) are particularly susceptible to shrinkage during drying compared to highly concentrated derivatized cellulose inks.
2.3.2. Freeze Drying
In order to avoid the significant shrinkage due to densification associated with air drying, researchers have employed freeze drying. During freeze drying, the water content of the printed parts is frozen and then pressure is decreased to allow for sublimation, leaving behind voids or pores [85]. The deformable and shape recoverable parts fabricated by Li, et al. exhibited porosity as high as 98%, with a volumetric density of 26 mg/cm3 [72]. Porosity is particularly advantageous for applications such as tissue scaffolding and drug delivery, but represents a challenge with respect to mechanical strength [67,69,71]. Hakansson et al. compared the mechanical properties of identical cellulose nanofibril hydrogels that had been prepared via air drying vs. freeze drying and found that the highly porous freeze-dried samples had a mean ultimate tensile strength that was less than 5% of that of their air-dried counterparts [86]. Freeze drying is most compatible with aqueous suspension cellulose inks, as solubilized cellulose inks require a solvent exchange step to replace the solvent with water before freeze drying as exemplified by Li, et al.’s NMMO-solubilized ink [67].
2.3.3. Coagulation/Wet Densification
This processing method relies upon the replacement of a solvent or liquid in which cellulose is dissolved or suspended with a substance that interacts less strongly with cellulose, promoting densification via an increase in intermolecular cellulose interactions. A good solvent can be thought of as one for which the cohesive energy density (CED), the increase in volumetric internal energy upon removal of intermolecular forces, is similar to that of the particles in solution. Namely, particle/particle interactions would be energetically similar to solvent/particle interactions resulting in a more homogenous solution. A mismatch in CED would result in liquid-rich phases and particle-rich phases (precipitation) [75]. The most common manifestation of this technique is applied for cellulose solutions in ionic liquids. In this solute displacement process, a nonsolvent (water) interrupts cellulose interaction with the ionic liquid by forming a hydrodynamic shell around the solvent ions. This allows for reformation of cellulose hydrogen bonds resulting in coagulation [87]. For very small printed objects, like those deposited via ink-jet printing (~100 µm diameter), this can be accomplished by submersion in water as demonstrated by Gunasekera, et al. [35]. However, even in this case they utilized submersion times of up to two hours to ensure full solvent removal. Markstedt et al. found that spraying water with an atomizing nozzle between DIW layer depositions to circumvent lengthy submersion times proved ineffective as it resulted in poor interlayer adhesion [34]. As an alternative, they attempted to print inside of an agar mold which would allow water to continuously diffuse into the printed part from the bottom. This method only worked for parts smaller than a critical size (8 mm in height) after which the diffusion was too slow to allow for proper gelation of subsequent layers. As such, the primary shortcoming of this solidification method is the extensive time required to achieve full solvent replacement for larger prints. In a slightly different approach, Hausmann et al. gradually replaced the water (highly polar and interactive with hydrophilic cellulose) of their aqueous inks with organic solvents such as acetone, acetonitrile, and ethanol [75]. In doing so, the less polar/cellulose-interactive replacement solvents were less disruptive of inter-cellulose hydrogen bonding, yielding a densified final product. Similarly to the case of solvent evaporation or air drying, coagulation/cellulose regeneration techniques often result in significant shrinkage and loss of shape fidelity. Nevertheless, these examples highlight important fundamental principles and practical considerations that will help advance cellulose-based 3D printing technology development.
2.3.4. UV-Curing
UV-curing involves using UV light to promote polymerization resulting in crosslinking and solidification of the print structure. It is typically much faster than other post-processing methods and if used as the printing method (DLP) instead of just post-processing, enables high resolution printing [88]. In the examples discussed herein, the cellulose content of the inks is derivatized cellulose (usually acrylated) to facilitate photopolymerization. Incorporating other photoactive/crosslinking additives may limit sustainability and biocompatibility of the final prints, as common acrylic and epoxide resins are derived from fossil fuels and, depending on their composition, may be unsuitable for medical applications [86]. Cafiso et al. demonstrated the highly efficient use of UV- curing for DLP printing and post-curing with 12-15 second cures between layers and a 3 minute post-cure while achieving 27 µm print resolution (height ~1-2 cm) [31]. Achieving that resolution with a DIW printing method would take significantly longer for a part of even moderate size (i.e., printing with a 27 µm nozzle) and the resolution would likely not be retained due to imperfect shape fidelity associated with other processing methods. Also, Chan et al. noted that continuous UV exposure during printing, and the associated quick crosslinking and gelation (layer cure time < 30 seconds), preserves as-printed microstructure enabling further structural control of the final print [32]. While there are a number of different tunable parameters such as UV light intensity and energy, the curing environment may also play a role in the polymerization process. For example, Siqueira et al. performed UV curing in a nitrogen atmosphere to avoid oxygen inhibition of the photo-induced polymerization reaction [70]. UV curing requires careful preparation of the ink, and typically derivatization of the cellulose content, but allows for highly detailed, efficient printing.
2.4. Print Properties and Applications
Table 2 and Table 3 summarize the ink components, processing methods, and target applications of selected demonstrations of all-cellulose 3D printing using suspension-based and solution-based inks, respectively. Cellulose, as an additive manufacturing feedstock, is both highly processable and versatile, enabling the development of 3D printed parts with a wide range of properties and potential uses, with some examples highlighted in Figure 6. Notably, in contrast with traditional thermoplastic polymer inks, print/processing methods and functionalization allow for tunable control of print properties.
2.4.1. Robust and Tunable Mechanical Properties
Cellulose has excellent mechanical robustness at the macroscale as well as the nanoscale, with the Young’s moduli of various nanocrystalline cellulose morphologies (65-220 GPa) approaching those of Kevlar and carbon fiber [72]. Jiang et al. successfully fabricated a lightweight (90 mg/cm3) honeycomb structure with a compressive modulus of 16.6 MPa [68]. Li, et al. achieved similar metrics (tensile modulus: 160.6 MPa, compressive modulus: 12.9 MPa) [67]. These properties are especially attractive compared to other biocompatible/biodegradable alternatives that do not have the inherent mechanical strength of cellulose. By leveraging the shear thinning mechanism that allows for cellulose ink printing and post-processing techniques like freeze drying, it is possible to control the microstructure and mechanical properties of printed parts to a much greater extent than with conventional thermoplastic inks. With careful treatment (i.e., evaporation or freeze drying) it is possible to preserve the shear-induced alignment of the cellulose particles in the ink resulting in controlled anisotropy and directionally tuned mechanical properties [70]. Giachini et al. went so far as to gradually alter the composition of the ink as it passed through the dispenser (i.e., cellulose content and additives affecting gelation rate) and/or the ink deposition rate during printing to fabricate objects with functionality gradients – a technique that would not be as compatible with thermoplastic extrusion [30]. A number of researchers have also utilized freeze drying in order to tailor material porosity towards tissue scaffold and mesh filter applications [67,71,72]. Incorporating water into the print structures has also been shown to promote elastic deformability and shape-recovery properties by interfering with internal cellulose hydrogen bonding [68,72]. This process can also be reversed to regain strength and rigidity upon drying. By combining cellulose’s inherent mechanical properties with careful ink development and processing, all-cellulose 3D printing technology can yield finely controlled, mechanically robust products.
2.4.2. Objects with Tailored Functionality
Because of the highly reactive hydroxyl groups in the cellulose chemical structure, it can be chemically functionalized to achieve application-specific properties. Even without altering the chemical functionality of the cellulose component in an ink, it is possible to incorporate specific agents in the ink solution or suspension to achieve desired results. For example, Pattinson et al. added the antimicrobial species toluidine blue and rose bengal to a CA-based ink and found a statistically significant reduction in bacteria count on the print surface compared to untreated samples [27]. In another creative application, Chan et al. developed printed objects with manipulatable iridescent color arising from the thermotropic behavior of cholesteric HPC-based inks [32]. Cafiso et al. sought to develop cellulosic hydrogels with improved mechanical properties which necessitates optimization of the degree of crosslinking – namely, increased crosslinking will promote improved mechanical rigidity, but will also limit water uptake, both parameters for hydrogels [31]. It is also often desirable for the swelling behavior of these hydrogels to be pH sensitive for the development of biosensors and delayed drug release. By utilizing derivatized cellulose, the changing charges of pendant groups at different pH’s and the associated intermolecular electrostatic repulsion were leveraged to fabricate hydrogels whose swelling behavior varied with pH [31]. Jia et al. harnessed cellulose thermal stability to manufacture parts with thermal decomposition onsets of around 300 ⁰C for use in flexible electronics applications [69]. By taking advantage of cellulose’s natural properties, or those achieved through derivatization, researchers have demonstrated additive manufacturing of cellulosic objects with various tailored functionalities towards targeted applications.
3. Conclusions and Future Outlook
Trends in both commercial and academic technical development suggest that additive manufacturing will have an increasingly important role in the industrial manufacturing landscape. As efforts to reduce petroleum use and minimize negative environmental impacts continue, bioderived materials represent a resource for more sustainable additive manufacturing feedstocks. Cellulose is globally abundant and extremely processable for a wide range of applications, making it a promising candidate for exploration. Furthermore, cellulose is naturally produced by photosynthesis which consumes CO2 from the atmosphere as part of a sustainable carbon cycle, which is urgently needed to support long term greenhouse gas reductions and combat climate change. The recent advancements in all-cellulose 3D printing inks, printing methodologies, and post-printing solidification mechanisms to create printed parts with a wide array of tunable properties highlighted in this review clearly demonstrate the potential of this technology and serve as benchmarks for further development. All-cellulose additive manufactured parts have been made at lab scale (up to ~3 cm in height) using an average printing speed of 10 mm/s, with up to 20-200 µm print resolution depending on the print method, and having demonstrated properties ranging from strength and stiffness (as much as σT = 45 MPa) [27] or compressibility and shape recovery [72], to functionalities such as structural color [32], anti-microbial properties [27], and electrical insulation (<10-7 S/cm) [69]. It is evident that the choice of each step in the manufacturing process is critical to the final print properties, and this control and versatility will broaden the impact of cellulose as a biobased additive manufacturing feedstock towards increased industrial sustainability.
Author Contributions
Conceptualization, I. A., R. R. and S. S.; investigation, I.A. and R. R.; writing—original draft preparation, I.A. and R. R.; writing—review and editing, S.S.; visualization, I.A. and S.S.; supervision, S. S. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the United States Department of Agriculture National Institute of Food and Agriculture (NIFA), Award Number 2021-38420-34944.
Data Availability Statement
All data supporting the discussion is found in the article and/or cited references.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Jakus, A.E. An Introduction to 3D Printing – Past, Present, and Future Promise. In 3D Printing in Orthopaedic Surgery; Elsevier: Amsterdam, Netherlands, 2018; pp. 1–15. [Google Scholar]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Computer-Aided Design 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Simon, I.; Gurley, M. 3D Printing Trend Report 2022: Market changes and technological shifts in the 3D printing market. Available online: https://4075618.fs1.hubspotusercontent-na1.net/hubfs/4075618/020%203DP%20Trend%20report%202022_DEF(April%202022).pdf (accessed on 21 November 2023).
- Wang, Q.; Sun, J.; Yao, Q.; Ji, C.; Liu, J.; Zhu, Q. 3D printing with cellulose materials. Cellulose (London) 2018, 25, 4275–4301. [Google Scholar] [CrossRef]
- Iftekar, S.F.; Aabid, A.; Amir, A.; Baig, M. Advancements and Limitations in 3D Printing Materials and Technologies: A Critical Review. Polymers 2023, 15, 2519. [Google Scholar] [CrossRef] [PubMed]
- Firmanda, A.; Syamsu, K.; Sari, Y.W; Cabral, J.; Pletzer, D.; Mahadik, B.; Fisher, J.; Fahma, F. 3D printed cellulose based product applications. Mater. Chem. Front. 2022, 6, 254–279. [Google Scholar] [CrossRef]
- 3D printing with PLA, vs. ABS: What's the difference? Available online:. Available online: https://www.hubs.com/knowledge-base/pla-vs-abs-whats-difference/ (accessed on 21 November 2023).
- Mohan, D.; Teong, Z.K.; Bakir, A.N.; Sajab, M.S.; Kaco, H. Extending cellulose-based polymers application in additive manufacturing technology: A review of recent approaches. Polymers 2020, 12. [Google Scholar] [CrossRef] [PubMed]
- Egan, J.; Salmon, S. Strategies and progress in synthetic textile fiber biodegradability. SN Appl. Sci. 2022, 22. [Google Scholar] [CrossRef]
- Gauss, C.; Pickering, K.L.; Muthe, L.P. The use of cellulose in bio-derived formulations for 3D/4D printing: A review. Compos. C: Open Access 2021, 4, 100113. [Google Scholar] [CrossRef]
- Utz, J.U.; Zubizarreta, J.; Geis, N.; Immonen, K.; Kangas, H.; Ruckdäschel, H. 3D Printed Cellulose-Based Filaments—Processing and Mechanical Properties. Materials 2022, 15. [Google Scholar] [CrossRef]
- Duchesne, L.C.; Larson, D.W. Cellulose and the evolution of plant life. BioScience 1989, 39, 238–241. [Google Scholar] [CrossRef]
- Vieyra, H.; Molina-Romero, J.M.; Calderon-Najera, J.D.; Santana-Diaz, A. Engineering, Recyclable, and Biodegradable Plastics in the Automotive Industry: A Review. Polymers 2022, 14, 3412. [Google Scholar] [CrossRef]
- Blackburn, R. Sustainable Textiles: Life Cycle and Environmental Impact; Woodhead Publishing Ltd.: Oxford, United Kingdom, 2009. [Google Scholar]
- Ergun, R.; Guo, J.; Huebner-Keese, B. Cellulose. Encyclopedia of Food and Health 2015, 694–702. [Google Scholar] [CrossRef]
- Lewin, M. Handbook of Fiber Chemistry, 3rd ed.; CRC Press, Boca Raton, United States of America, 2007; Volume 16.
- Nishiyama, Y.; Johnson, G.P.; French, A.D.; Forsyth, V.T.; Langan, P. Neutron Crystallography, Molecular Dynamic, and Quantum Mechanics Studies of the Nature of Hydrogen Bonding in Cellulose Iβ. Biomacromolecules 2008, 9, 3133–3140. [Google Scholar] [CrossRef] [PubMed]
- Dai, L.; Cheng, T.; Duan, C.; Zhao, W.; Zhang, W.; Zou, X.; Aspler, J.; Ni, Y. 3D printing using plant-derived cellulose and its derivatives: A review. Carbohydr. Polym. 2019, 203, 71–86. [Google Scholar] [CrossRef] [PubMed]
- Ji, A.; Zhang, S.; Bhagia, S.; Yoo, C.G.; Ragauskas, A.J. 3D printing of biomass-derived composites: Application and characterization approaches. RSC Adv. 2020, 10, 21698–21723. [Google Scholar] [CrossRef] [PubMed]
- Arfin, T. Cellulose and hydrogel matrices for environmental applications. In Sustainable Nanocellulose and Nanohydrogels from Natural Sources; Elsevier: Amsterdam, Netherlands, 2020; pp. 255–274. [Google Scholar]
- Ioelovich, M.; Tercjak, A. (Eds.) Adjustment of Hydrophobic Properties of Cellulose Materials. Polymers (Basel) 2021, 13. [Google Scholar] [CrossRef]
- Chen, J.; Xu, J.; Wang, K.; Cao, X.; Sun, R. Cellulose acetate fibers prepared from different raw materials with rapid synthesis method. Carbohydr. Polym. 2016, 137, 685–692. [Google Scholar] [CrossRef] [PubMed]
- Erdal, N.; Hakkarainen, M. Degradation of Cellulose Derivatives in Laboratory, Man-Made, and Natural Environments. Biomacromolecules 2022, 23, 2713–2729. [Google Scholar] [CrossRef] [PubMed]
- Bifari, E.N.; Khan, S.B.; Alamry, K.A.; Asiri, A.M.; Akhtar, K. Cellulose Acetate Based Nanocomposites for Biomedical Applications: A Review. Current Pharm. Design 2016, 22, 3007–3019. [Google Scholar] [CrossRef] [PubMed]
- Erdmann, R.; Kabasci, S.; Heim, H. Thermal Properties of Plasticized Cellulose Acetate and Its β-Relaxation Phenomenon. Polymers (Basel) 2021, 13, 1356. [Google Scholar] [CrossRef]
- Liu, G.; Bhat, M.H.; Kim, C.; Kim, J.; Lee, K. Improved 3D-Printability of Cellulose Acetate to Mimic Water Absorption in Plant Roots through Nanoporous Networks. Macromolecules 2022, 55, 1855–1865. [Google Scholar] [CrossRef]
- Pattinson, S.W.; Hart, A.J. Additive Manufacturing of Cellulosic Materials with Robust Mechanics and Antimicrobial Functionality. Adv. Mater. Technol. 2017, 2. [Google Scholar] [CrossRef]
- Tenhunen, T.M.; Moslemian, O.; Kammiovirta, K.; Harlin, A.; Kääriäinen, P.; Österberg, M.; Tammelin, T.; Orelma, H. Surface tailoring and design-driven prototyping of fabrics with 3D-printing: An all-cellulose approach. Materials and Design 2018, 140, 409–419. [Google Scholar] [CrossRef]
- Koh, J.J.; Lim, G.J.H.; Zhou, X.; Zhang, X.; Ding, J.; He, C. 3D-Printed Anti-Fouling Cellulose Mesh for Highly Efficient Oil/Water Separation Applications. ACS Appl. Mater. Interfaces 2019, 11, 13787–13795. [Google Scholar] [CrossRef] [PubMed]
- Giachini, P.A.G.S.; Gupta, S.S.; Wang, W.; Wood, D.; Yunusa, M.; Baharlou, E.; Sitti, M.; Menges, A. Additive manufacturing of cellulose-based materials with continuous, multidirectional stiffness gradients. Sci. Adv. 2020, 6, 1–12. [Google Scholar] [CrossRef] [PubMed]
- Cafiso, D.; Septevani, A.A.; Noè, C.; Schiller, T.; Pirri, C.F.; Roppolo, I.; Chiappone, A. 3D printing of fully cellulose-based hydrogels by digital light processing. Sustain. Mater. Technol. 2022, 32. [Google Scholar] [CrossRef]
- Chan, C.L.C.; Lei, I.M.; van de Kerkhof, G.T.; Parker, R.M.; Richards, K.D.; Evans, R.C.; Huang, Y.Y.S.; Vignolini, S. 3D Printing of Liquid Crystalline Hydroxypropyl Cellulose—toward Tunable and Sustainable Volumetric Photonic Structures. Adv. Funct. Mater. 2022, 32. [Google Scholar] [CrossRef]
- Lindman, B.; Karlstrom, G.; Stigsson, L. On the mechanism of dissolution of cellulose. J. Mol. Liq. 2010, 156, 76–81. [Google Scholar] [CrossRef]
- Markstedt, K.; Sundberg, J.; Gatenholm, P. 3D bioprinting of cellulose structures from an ionic liquid. 3D Print. Addit. Manuf. 2014, 1, 115–121. [Google Scholar] [CrossRef]
- Gunasekera, D.H.A.T.; Kuek, S.; Hasanaj, D.; He, Y.; Tuck, C.; Croft, A.K.; Wildman, R.D. Three dimensional ink-jet printing of biomaterials using ionic liquids and co-solvents. Faraday Discuss. 2016, 190, 509–523. [Google Scholar] [CrossRef]
- Cao, Y.; Wu, J.; Zhang, J.; Li, H.; Zhang, Y.; He, J. Room temperature ionic liquids (RTILs): A new and versatile platform for cellulose processing and derivatization. Chem. Eng. J. 2009, 147, 13–21. [Google Scholar] [CrossRef]
- Lehrhofer, A.F.; Goto, T.; Kawaka, T.; Rosenau, T.; Hettegger, H. The in vitro synthesis of cellulose – A mini-review. Carbohydr. Polym. 2022, 285. [Google Scholar] [CrossRef] [PubMed]
- Chopra, L; Manikanika. Extraction of cellulosic fibers from the natural resources: A short review. Mater. Today Proc. 2022, 48, 1265–1270. [Google Scholar] [CrossRef]
- Lahiri, D.; Nag, M.; Dutta, B.; Dey, A.; Sarkar, T.; Pati, S.; Edinur, H.A.; Kari, Z.A.; Noor, N.H.M.; Ray, R.R.; Lee, J. (Eds.) Bacterial Cellulose: Production, Characterization, and Application as Antimicrobial Agent. Int. J. Mol. Sci. 2021, 22. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Dittenber, D.B.; Gangarao, H.V. Critical review of recent publications on use of natural composites in infrastructure. Compos. A Appl. Sci. Manuf. 2012, 43, 1419–1429. [Google Scholar] [CrossRef]
- Liu, Y. Chemical Composition and Characterization of Cotton Fibers. In Cotton Fiber: Physics, Chemistry and Biology; Fang, D., Ed.; Springer, Cham: New York, United States of America, 2018. [Google Scholar] [CrossRef]
- Yu, C. Natural Textile Fibres. In Textiles and Fashion: Materials, Design and Technology; Sinclair, R., Ed.; Woodhead Publishing: Sawston, United Kingdom, 2015. [Google Scholar] [CrossRef]
- Cotton Morphology and Chemistry. Available online: https://www.cottoninc.com/quality-products/nonwovens/cotton-fiber-tech-guide/cotton-morphology-and-chemistry/ (accessed on 10 March 2024).
- Sanjay, M. R.; Siengchin, S.; Parameswaranpillai, J.; Jawaid, M.; Pruncu, C.I.; Khan, A. (2019). A comprehensive review of techniques for natural fibers as reinforcement in composites: Preparation, processing and characterization. Carbohydr. Polym. 2019, 207, 108–121. [Google Scholar] [CrossRef]
- Coelho, C.C.S.; Michelin, M.; Cerqueira, M.A.; Goncalves, C.; Tonon, R.V.; Pastrana, L.M.; Freitas-Silva, O.; Vicente, A.A.; Cabral, L.M.C.; Teixeira, J.A. Cellulose nanocrystals from grape pomace: Production, properties, and cytotoxicity assessment. Carbohydr. Polym. 2018, 192, 327–336. [Google Scholar] [CrossRef]
- Romruen, O.; Karbowiak, T.; Tongdeesoontorn, W.; Shiekh, K.A.; Rawdkuen, S. Extraction and Characterization of Cellulose from Agricultural By-Products of Chiang Rai Province, Thailand. Polymers (Basel) 2022, 14. [Google Scholar] [CrossRef]
- Cheng, M.; Qin, Z.; Chen, Y.; Hy, S.; Ren, Z.; Zhu, M. Efficient Extraction of Cellulose Nanocrystals through Hydrochloric Acid Hydrolysis Catalyzed by Inorganic Chlorides under Hydrothermal Conditions. ACS Sustain. Chem. Eng. 2017, 5, 4656–4664. [Google Scholar] [CrossRef]
- Schieppati, D.; Patience, N.A.; Galli, F.; Dal, P.; Seck, I.; Patience, G.S.; Fuoco, D.; Banquy, X.; Boffito, D.C. Chemical and Biological Delignification of Biomass: A Review. Ind. Eng. Chem. Res. 2023, 62, 12757–12794. [Google Scholar] [CrossRef]
- Henriksson, M.; Henriksson, G.; Berglund, L.A.; Lindstrom, T. An environmentally friendly method for enzyme-assisted preparation of microfibrillated cellulose (MFC) nanofibers. Eur. Polym. J. 2007, 43, 3434–3441. [Google Scholar] [CrossRef]
- Egan, J.; Wang, S.; Shen, J.; Baars, O.; Moxley, G.; Salmon, S. Enzymatic textile fiber separation for sustainable waste processing. Resour. Environ. Sustain. 2023, 13. [Google Scholar] [CrossRef]
- Wang, S.; Egan, J.; Salmon, S. Preparation and characterization of cotton fiber fragments from model textile waste via mechanical milling and enzyme degradation. Cellulose 2023, 30, 10879–10904. [Google Scholar] [CrossRef]
- What is FDM (fused deposition modeling) 3D printing? Available online:. Available online: https://www.hubs.com/knowledge-base/what-is-fdm-3d-printing/ (accessed on 21 November 2023).
- Barud, H.S.; de Araujo Junior, A.M.; Santos, D.B.; de Assuncao, R.M.N.; Meireles, C.S.; Cerqueira, D.A.; Filho, G.R.; Ribeiro, C.A.; Messaddeq, Y.; Ribeiro, S.J.L. Thermal behavior of cellulose acetate produced from homogeneous acetylation of bacterial cellulose. Thermochim. Acta 2008, 471, 61–69. [Google Scholar] [CrossRef]
- Lee, J.; Lee, J.; Jeon, H.; Park, H.; Oh, S.; Chung, I. (2020). Studies on the melt viscosity and physico-chemical properties of cellulose acetate propionate composites with lactic acid blends. Mol. Cryst. Liq. Cryst. 2020, 707, 8–20. [Google Scholar] [CrossRef]
- Tuladhar, S.; Clark, S.; Habib, A.; Paz, R. (Eds.) Tuning Shear Thinning Factors of 3D Bio-Printable Hydrogels Using Short Fiber. Materials (Basel) 2023, 16. [Google Scholar] [CrossRef]
- Herrada-Manchon, H.; Rodriguez-Gonzalez, D.; Fernandez, M.A.; Kucko, N.W.; Barrere-de Groot, F.; Aguilar, E. Effect on Rheological Properties and 3D Printability of Biphasic Calcium Phosphate Microporous Particles in Hydrocolloidal-Based Hydrogels. Gels 2022, 8. [Google Scholar] [CrossRef]
- Chen, Y.; Xiong, X.; Liu, X.; Cui, R.; Wang, C.; Zhao, G.; Zhi, W.; Lu, M.; Duan, K.; Weng, J.; Qu, S.; Ge, J. 3D Bioprinting of shear-thinning hybrid bioinks with excellent bioactivity derived from gellan/alginate and thixotropic magnesium phosphate-based gels. J. Mater. Chem. B 2020, 8, 5500–5515. [Google Scholar] [CrossRef]
- Therriault, D.; White, S.R.; Lewis, J.A. Rheological Behavior of Fugitive Organic Inks for Direct-Write Assembly. Appl. Rheol. 2007, 17. [Google Scholar] [CrossRef]
- Zolek-Tryznowska, Z. Rheology of Printing Inks. In: Printing on Polymers: Fundamentals and Applications. William Andrew: Norwich, United States of America, 2016.
- Saadi, M.A.S.R.; Maguire, A.; Pottackal, N.T.; Thakur, M.S.H.; Ikram, M.M.; Hart, A.J.; Ajayan, P.M.; Rahman, M.M. Direct Ink Writing: A 3D Printing Technology for Diverse Materials. Adv. Mater. 2022, 34. [Google Scholar] [CrossRef]
- Barrulas, R.V.; Corvo, M.C. Rheology in Product Development: An Insight into 3D Printing of Hydrogels and Aerogels. Gels 2023, 9, 986. [Google Scholar] [CrossRef] [PubMed]
- Bercea, M.; Garcia-Gonzalez, C.A. (Eds.) Rheology as a Tool for Fine-Tuning the Properties of Printable Bioinspired Gels. Molecules 2023, 28, 2766. [Google Scholar] [CrossRef] [PubMed]
- Gericke, M.; Schlufter, K.; Liever, T.; Heinze, T.; Budtova, T. Rheological Properties of Cellulose/Ionic Liquid Solutions: From Dilute to Concentrated States. Biomacromolecules 2009, 10, 1188–1194. [Google Scholar] [CrossRef]
- Sescousse, R.; Le, K.A.; Ries, M.E.; Budtova, T. Viscosity of Cellulose−Imidazolium-Based Ionic Liquid Solutions. J. Phys. Chem. B 2010, 114, 7222–7228. [Google Scholar] [CrossRef] [PubMed]
- Kuang, Q.L.; Zhao, J.; Niu, Y.; Zhang, J.; Wang, Z. Celluloses in an ionic liquid: the rheological properties of the solutions spanning the dilute and semidilute regimes. J. Phys. Chem. B 2008, 112, 10234–10240. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Zhu, Y.; Yang, J. 3D bioprinting of cellulose with controlled porous structures from NMMO. Mater. Lett. 2018, 210, 136–138. [Google Scholar] [CrossRef]
- Jiang, J.; Oguzlu, H.; Jiang, F. 3D printing of lightweight, super-strong yet flexible all-cellulose structure. Chem. Eng. J. 2021, 405, 126668. [Google Scholar] [CrossRef]
- Jia, C.; Bian, H.; Gao, T.; Jiang, F.; Kierzewski, I.M.; Wang, Y.; Yao, Y.; Chen, L.; Shao, Z.; Zhu, J.Y.; Hu, L. Thermally Stable Cellulose Nanocrystals toward High-Performance 2D and 3D Nanostructures. ACS Appl. Mater. Interfaces 2017, 9, 28922–28929. [Google Scholar] [CrossRef]
- Siqueira, G.; Kokkinis, D.; Libanori, R.; Hausmann, M.K.; Gladman, A.S.; Neels, A.; Tingaut, P.; Zimmermann, T.; Lewis, J.A.; Studart, A.R. Cellulose Nanocrystal Inks for 3D Printing of Textured Cellular Architectures. Adv. Funct. Mater. 2017, 27. [Google Scholar] [CrossRef]
- Li, V.C.F.; Dunn, C.K.; Zhang, Z.; Deng, Y.; Qi, H.J. Direct Ink Write (DIW) 3D Printed Cellulose Nanocrystal Aerogel Structures. Sci. Rep. 2017, 7, 1–8. [Google Scholar] [CrossRef]
- Li, V.C.F.; Mulyadi, A.; Dunn, C.K.; Deng, Y.; Qi, H.J. Direct Ink Write 3D Printed Cellulose Nanofiber Aerogel Structures with Highly Deformable, Shape Recoverable, and Functionalizable Properties. ACS Sustain. Chem. Eng. 2018, 6, 2011–2022. [Google Scholar] [CrossRef]
- Li, D.; Huang, X.; Huang, Y.; Yuan, J.; Huang, D.; Cheng, G.J.; Zhang, L.; Chang, C. Additive Printed All-Cellulose Membranes with Hierarchical Structure for Highly Efficient Separation of Oil/Water Nanoemulsions. ACS Appl. Mater. Interfaces 2019, 11, 44375–44382. [Google Scholar] [CrossRef] [PubMed]
- Klar, V.; Pere, J.; Turpeinen, T.; Kärki, P.; Orelma, H.; Kuosmanen, P. Shape fidelity and structure of 3D printed high consistency nanocellulose. Sci. Rep. 2019, 9, 1–10. [Google Scholar] [CrossRef]
- Hausmann, M.K.; Siqueira, G.; Libanori, R.; Kokkinis, D.; Neels, A.; Zimmermann, T.; Studart, A.R. Complex-Shaped Cellulose Composites Made by Wet Densification of 3D Printed Scaffolds. Adv. Funct. Mater. 2020, 30, 1–11. [Google Scholar] [CrossRef]
- Saito, T.; Nishiyama, Y.; Putaux, J.; Vignon, M.; Isogai, A. Homogeneous Suspensions of Individualized Microfibrils from TEMPO-Catalyzed Oxidation of Native Cellulose. Biomacromolecules 2006, 7, 1687–1691. [Google Scholar] [CrossRef] [PubMed]
- Uddin, M.J.; Hassan, J.; Douroumis, D. Thermal Inkjet Printing: Prospects and Applications in the Development of Medicine. Technologies 2022, 10, 108. [Google Scholar] [CrossRef]
- Khan, S.; Ali, S.; Bermak, A. Smart Manufacturing Technologies for Printed Electronics. In Hybrid Nanomaterials: Flexible Electronics Materials; IntechOpen: London, United Kingdom, 2020. [Google Scholar]
- Sanchez-Duenas, L.; Gomez, E.; Larranaga, M.; Blanco, M.; Goitandia, A.M.; Aranzabe, E.; Vilas-Vilela, J.L.; Sahatiya, P. (Eds.) Review on Sustainable Inks for Printed Electronics: Materials for Conductive, Dielectric and Piezoelectric Sustainable Inks. Materials (Basel) 2023, 16, 3940. [Google Scholar] [CrossRef] [PubMed]
- Davoudinejad, A. Vat photopolymerization methods in additive manufacturing. In Additive Manufacturing; Elsevier: Amsterdam, Netherlands, 2021. [Google Scholar]
- Amini, A.; Guijt, R.M.; Themelis, T.; De Vos, J.; Eeltink, S. Recent developments in digital light processing 3D-printing techniques for microfluidic analytical devices. J. Chromatogr. A 2023, 1692. [Google Scholar] [CrossRef] [PubMed]
- Chaudhary, R.; Fabbri, P.; Leoni, E.; Mazzanti, F.; Akbari, R.; Antonini, C. Additive manufacturing by digital light processing: a review. Prog. Addit. Manuf. 2022, 8, 331–351. [Google Scholar] [CrossRef]
- Luongo, A.; Falster, V.; Doest, M.B.; Ribo, M.M.; Eiriksson, E.R.; Pedersen, D.B.; Frisvad, J.R. Microstructure Control in 3D Printing with Digital Light Processing. Computer Graphics Forum 2019, 39, 347–359. [Google Scholar] [CrossRef]
- Caprioli, M.; Roppolo, I.; Chiappone, A.; Larush, L.; Pirri, C.F.; & Magdassi, S.; & Magdassi, S. 3D-printed self-healing hydrogels via Digital Light Processing. Nat. Commun. 2021, 12, 2462. [Google Scholar] [CrossRef] [PubMed]
- Nowak, D.; Jakubczyk, E. The Freeze-Drying of Foods – The Characteristic of the Process Course and the Effect of Its Parameters on the Physical Properties of Food Materials. Foods 2020, 9, 1488. [Google Scholar] [CrossRef] [PubMed]
- Hakansson, K.M.O.; Henriksson, I.C.; de la Pena Vazquez, C.; Kuzmenko, V.; Markstedt, K.; Enoksson, P.; Gatenholm, P. Solidification of 3D Printed Nanofibril Hydrogels into Functional 3D Cellulose Structures. Adv. Mater. Technol. 2016, 1. [Google Scholar] [CrossRef]
- Zavrel, M.; Bross, D.; Funke, M.; Buchs, J.; Spiess, A.C. High-throughput screening for ionic liquids dissolving (ligno-)cellulose. Bioresour. Technol. 2009, 100, 2580–2587. [Google Scholar] [CrossRef]
- Voet, V.S.D.; Guit, J.; Loos, K. Sustainable Photopolymers in 3D Printing: A Review on Biobased, Biodegradable, and Recyclable Alternatives. Macromol. Rapid Commun. 2020, 42. [Google Scholar] [CrossRef]
Figure 1.
3D printing technologies, adapted from Gao, et al. [2].
Figure 1.
3D printing technologies, adapted from Gao, et al. [2].
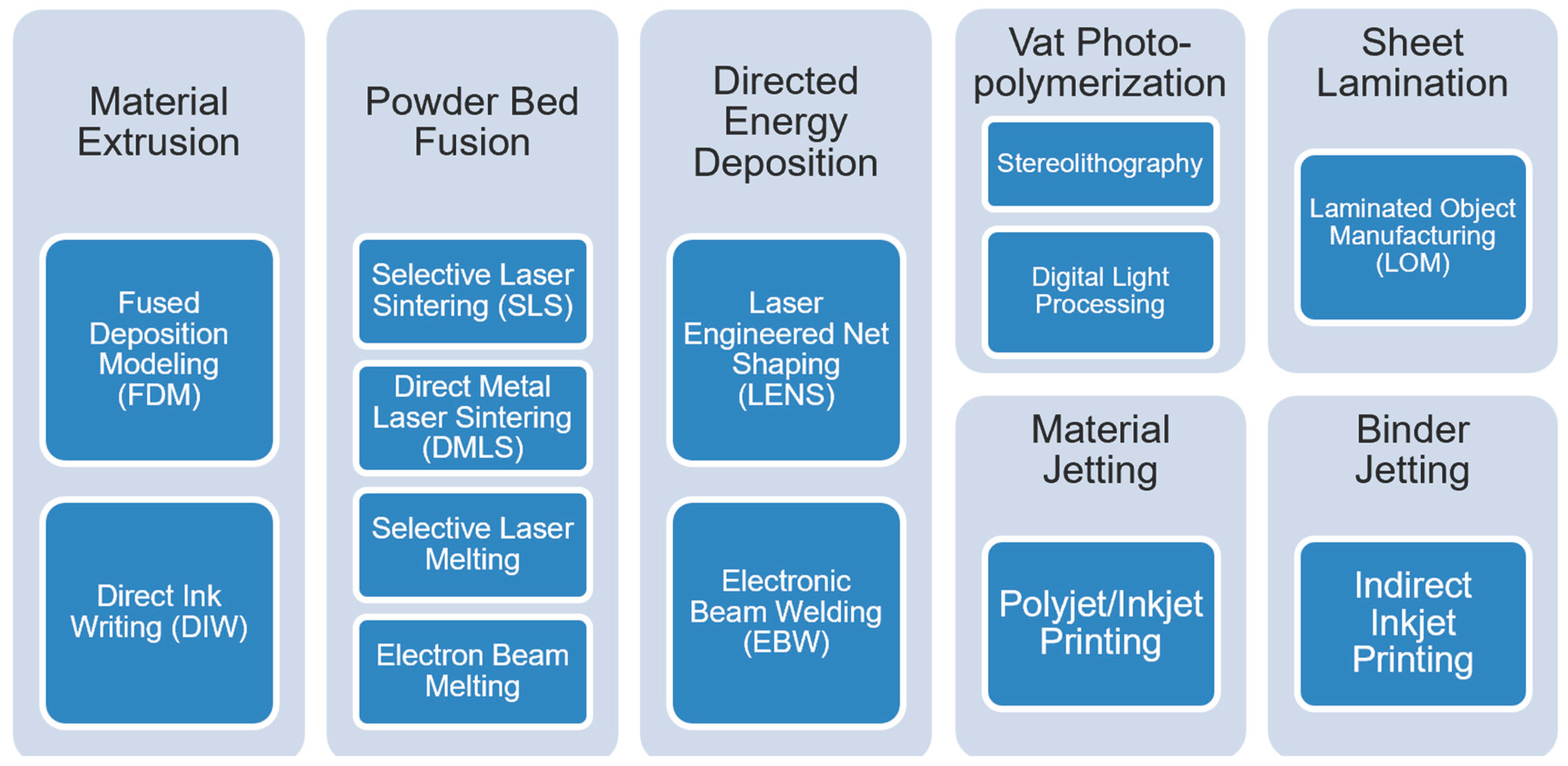
Figure 2.
Cellulose’s intrinsic properties (strength, stiffness, hydrophilicity, and shear thinning behavior in solution/suspension) make it highly attractive for additive manufacturing applications as a mechanical reinforcement, functionalizing agent, rheology modifier, and ink.
Figure 2.
Cellulose’s intrinsic properties (strength, stiffness, hydrophilicity, and shear thinning behavior in solution/suspension) make it highly attractive for additive manufacturing applications as a mechanical reinforcement, functionalizing agent, rheology modifier, and ink.
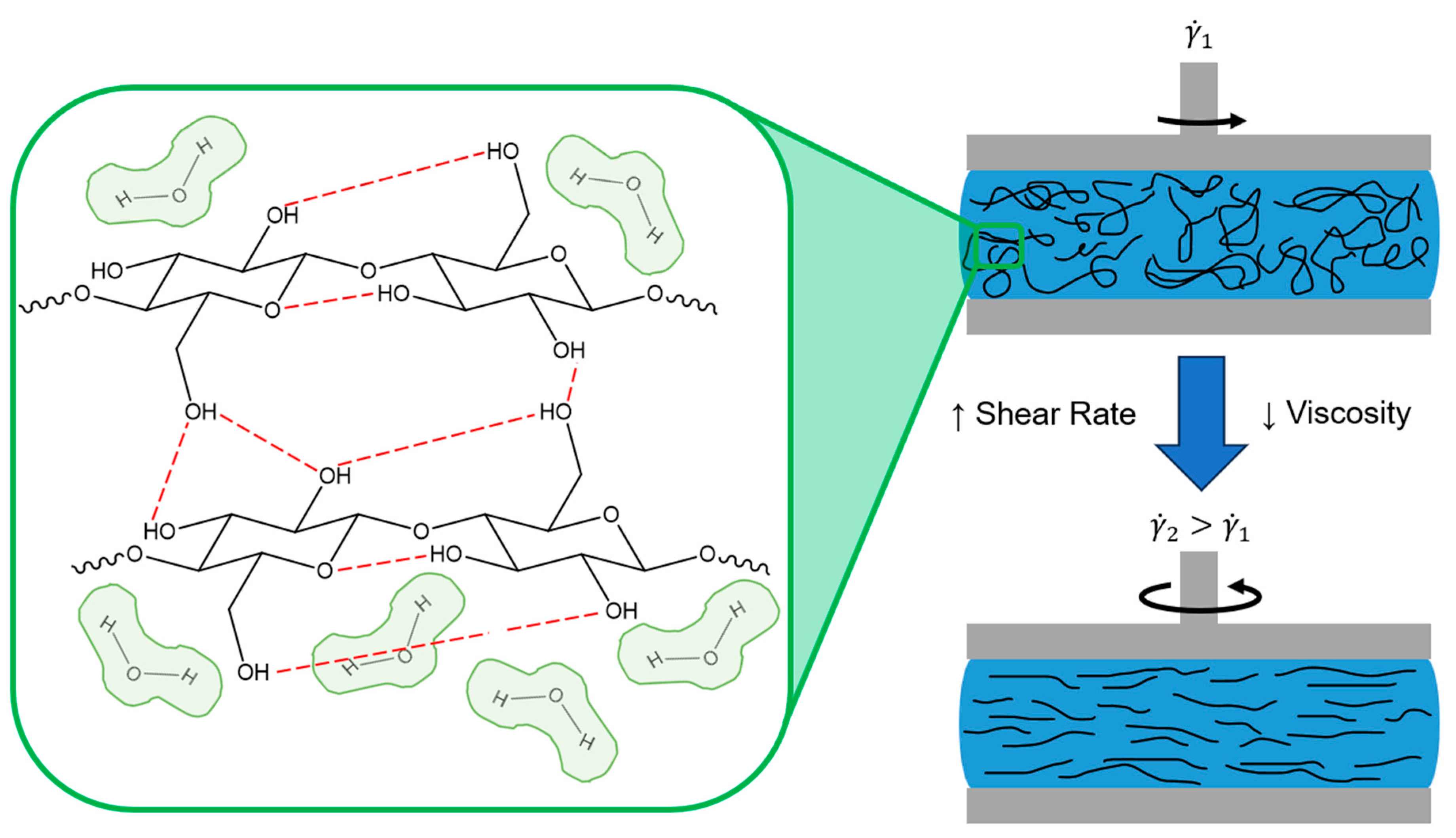
Figure 3.
All-cellulose 3D printing inks can generally be classified as homogeneous solutions or suspensions.
Figure 3.
All-cellulose 3D printing inks can generally be classified as homogeneous solutions or suspensions.
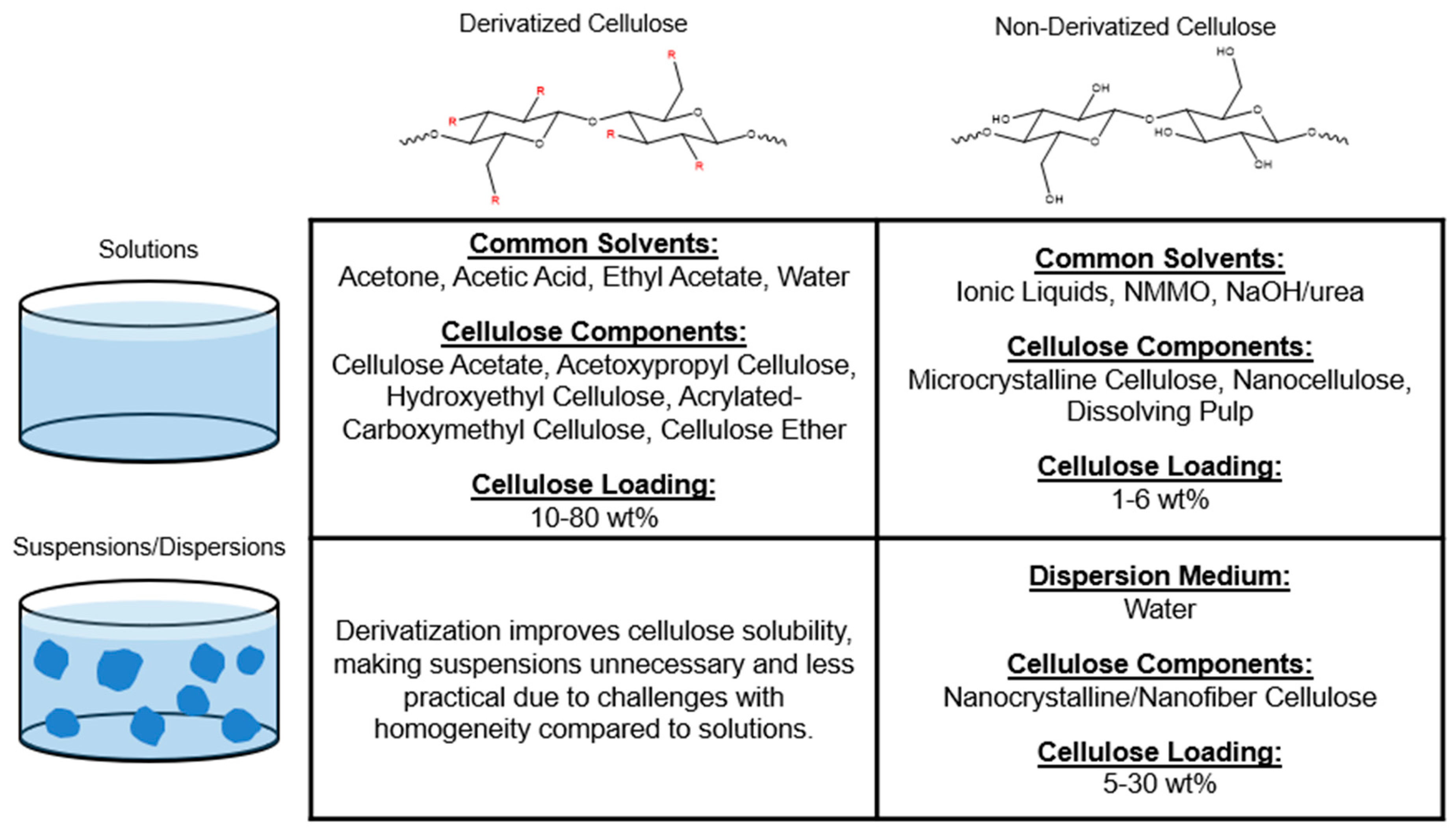
Figure 4.
3D printing with all-cellulose inks has been demonstrated using direct ink writing (most commonly), ink jet printing, and digital light processing techniques.
Figure 4.
3D printing with all-cellulose inks has been demonstrated using direct ink writing (most commonly), ink jet printing, and digital light processing techniques.
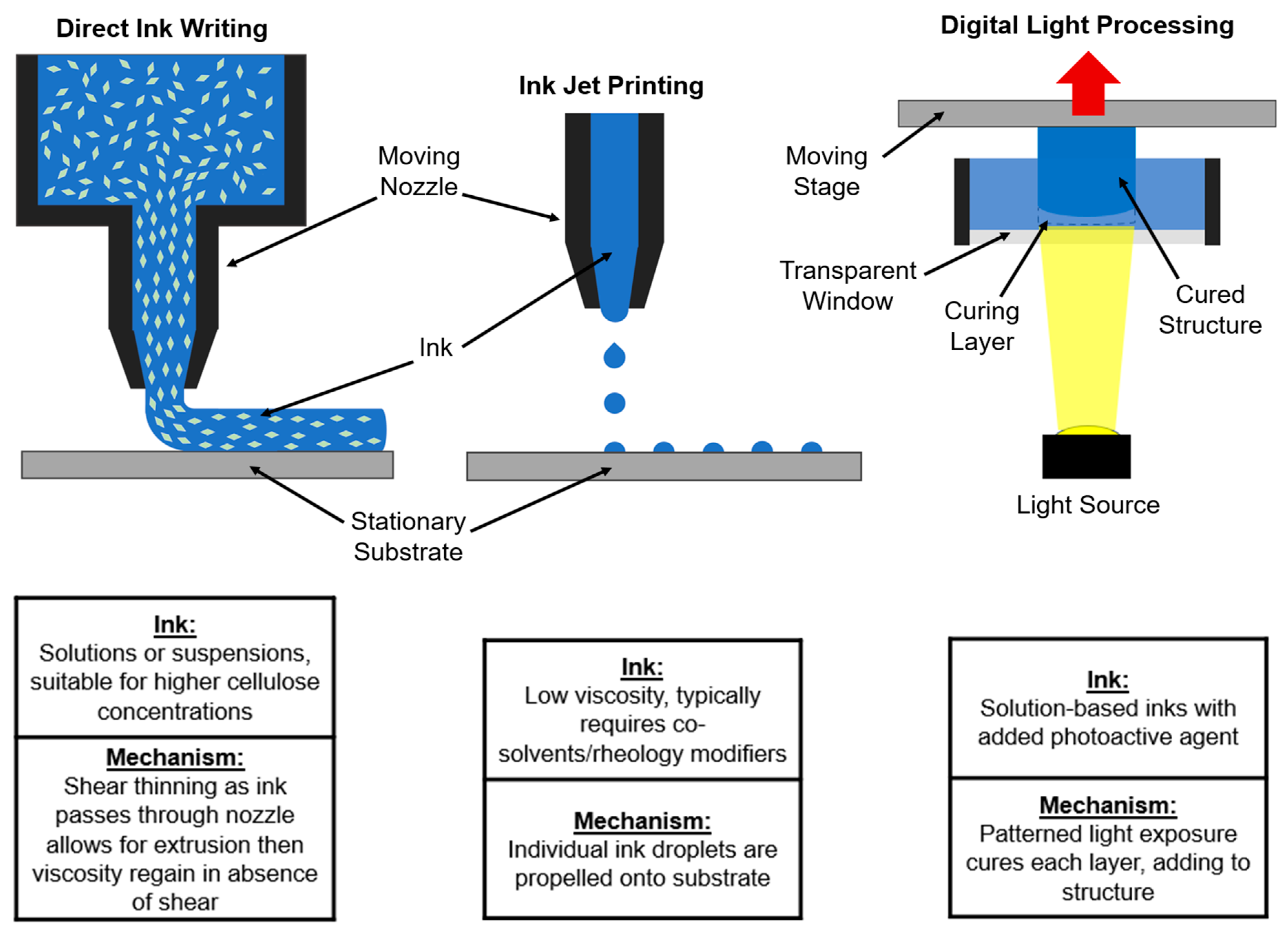
Figure 5.
Printing with cellulose inks requires a post-processing step to ensure the structural integrity of the printed part. Depending on the ink composition, this may include solvent evaporation, freeze drying, wet densification, UV-curing, or a combination of more than one.
Figure 5.
Printing with cellulose inks requires a post-processing step to ensure the structural integrity of the printed part. Depending on the ink composition, this may include solvent evaporation, freeze drying, wet densification, UV-curing, or a combination of more than one.
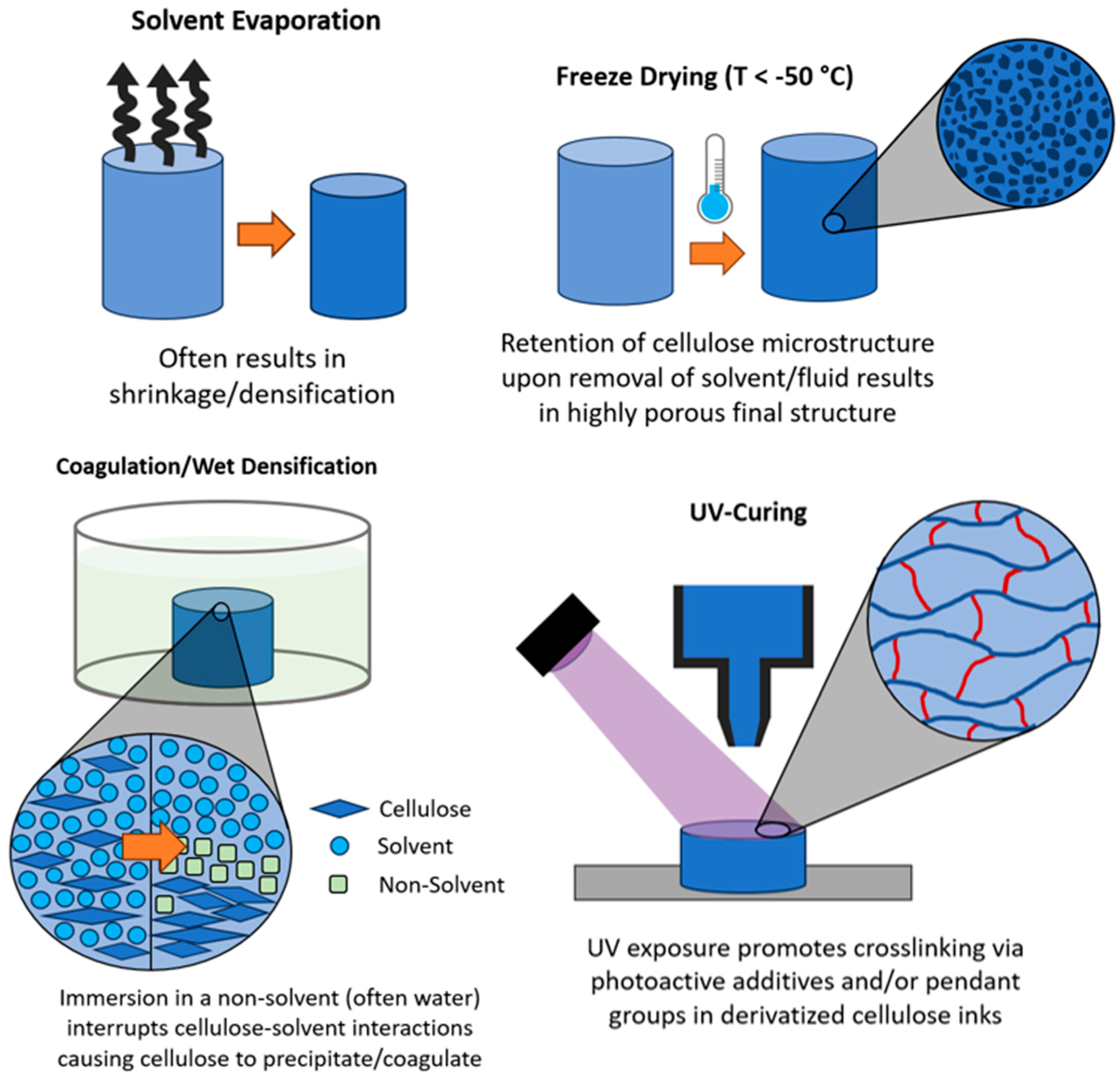
Figure 6.
Examples of all-cellulose 3D printing highlighting: (a)-(b) objects with structural color (reproduced from [32], which has an open-access CC BY 4.0 license); (c)-(e) meshes with tunable porosity (reproduced with permission from [29], Copyright 2019, American Chemical Society); (f) cellulose-based structures printed on cellulosic fabrics (reproduced with permission from [28], Copyright 2018, Elsevier); (g)-(i) design, gel, and freeze-dried structures with shape fidelity and structural integrity (reproduced with permission from [72], Copyright 2018, American Chemical Society).
Figure 6.
Examples of all-cellulose 3D printing highlighting: (a)-(b) objects with structural color (reproduced from [32], which has an open-access CC BY 4.0 license); (c)-(e) meshes with tunable porosity (reproduced with permission from [29], Copyright 2019, American Chemical Society); (f) cellulose-based structures printed on cellulosic fabrics (reproduced with permission from [28], Copyright 2018, Elsevier); (g)-(i) design, gel, and freeze-dried structures with shape fidelity and structural integrity (reproduced with permission from [72], Copyright 2018, American Chemical Society).
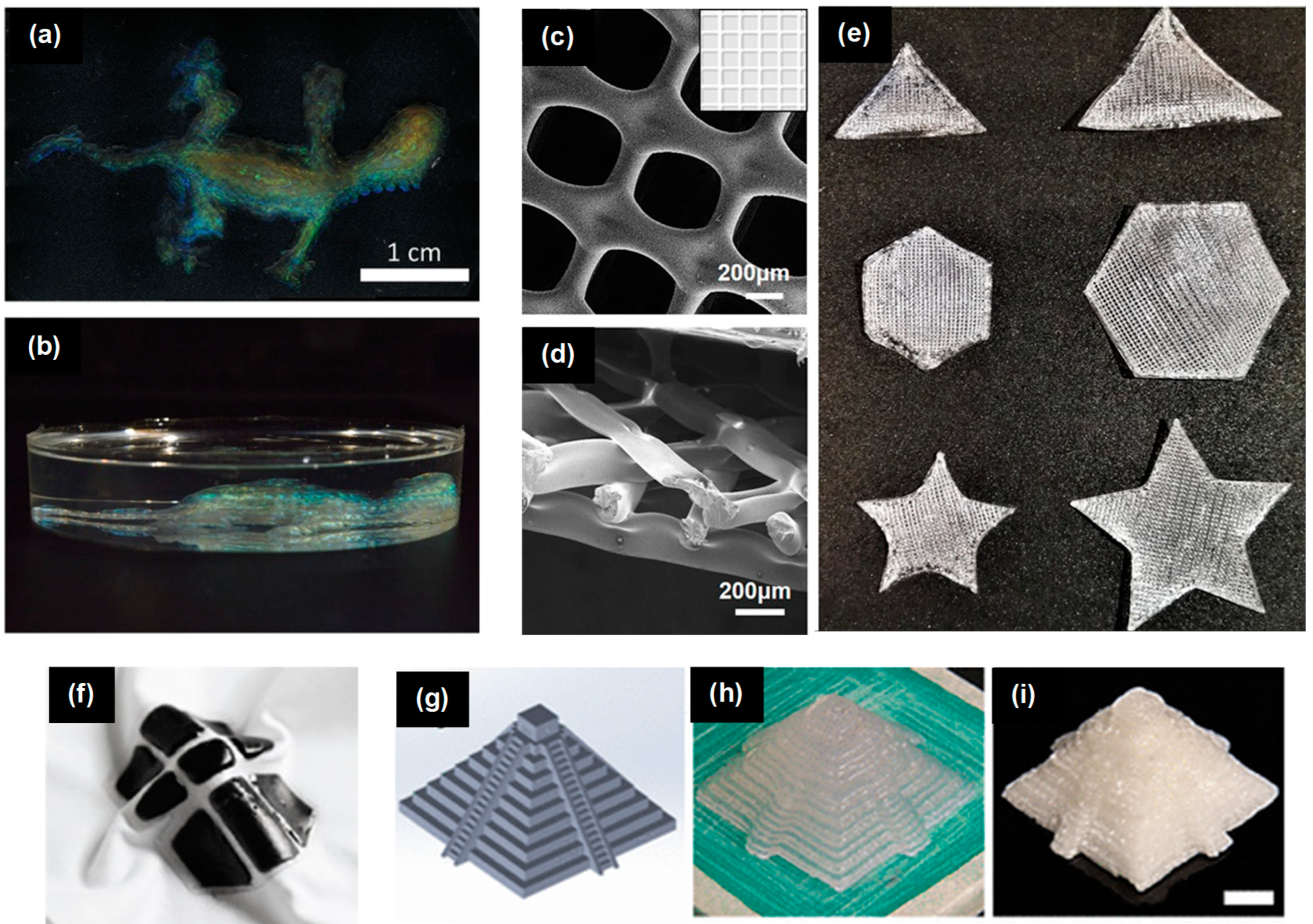

Table 1.
Exemplary printing metrics for different printing and processing methods.
| Print Speed | Solidification Time | Print Feature Resolution |
|---|---|---|
| 20 mm/s (DIW) [70] 12-15 s/layer (DLP) [31] |
60 s (Solvent Evaporation) [27,28] 12 hrs (Freeze Drying) [67] 30 min – 2 hrs (Wet Densification) [35] 3 min (UV-Curing) [31] |
~200 µm (DIW) [70,71] 21 µm (Ink-Jet) [35] 27 µm DLP [31] |
Table 2.
Aqueous cellulose suspension recipes and 3D printing applications.
| Cellulose Content |
Printing Method |
Solidification Mechanism |
Product/ Proposed Use |
Reference |
|---|---|---|---|---|
| CNC (15 wt%) |
DIW | Freeze Drying | Biocompatible porous structures | Jia, et al. [69] |
| CNC (0.5 - 40 wt%) |
DIW | Evaporation | Solid structures | Siqueira, et al. [70] |
| CNC (11.8 – 30 wt%) |
DIW | Freeze Drying | Complex porous structures |
Li, et al. [71] |
| CNF (2.8 wt%) |
DIW | Freeze Drying/Oven | Highly deformable, shape recoverable, and functionalized solid objects | Li, et al. [72] |
| CNC (1 − 5 wt%) |
Ink-Jet | Evaporation | Oil/water separating membrane | Li, et al. [73] |
| Enzymatically fibrillated CNC (15.5 - 25 wt%) |
DIW | Evaporation | Objects with high mechanical properties | Klar, et al. [74] |
| CNC/ CNF (20 wt% / 1 wt%) |
DIW | Wet Densification | Objects with high mechanical properties | Hausmann, et al. [75] |
Table 3.
Solubilized cellulose recipes and 3D printing applications.
| Cellulose Content |
Solvent1 | Printing Method |
Solidification Mechanism |
Product/ Proposed Use |
Reference |
|---|---|---|---|---|---|
| BC, Avicel, and Dissolving pulp (each 1 - 4 wt%) |
EmimAc (≥ 90%) |
DIW | Coagulation | Porous gel structures | Markstedt, et al. [34] |
| MCC (1 - 4.8 wt%) |
EmimAc (> 95%), BmimAc (> 95%); rheology modifiers: 1-butanol, DMSO |
Ink-Jet | Coagulation | Droplets | Gunasekera, et al. [35] |
| CA (30 wt%) |
Acetic Acid | DIW | Evaporation | Rigid structures, refractive printing material (reflective beads) | Tenhunen, et al. [28] |
| APC (80 wt%) |
Acetone | DIW | Evaporation | Flexible structures, thermo-responsive designs | Tenhunen, et al. [28] |
| Dissolving Pulp (5 wt%) |
NMMO (50 wt%) |
DIW | Freeze Drying | Objects with high mechanical properties | Li, et al. [67] |
| CA (25 - 35 wt%) |
Acetone | DIW | Evaporation | Objects with high mechanical properties | Pattinson and Hart [27] |
| CA (22 wt%) |
Ethyl Acetate | DIW | Evaporation | Anti-fouling cellulose mesh for oil/ water separation | Koh, et al. [29] |
| HEC (10 wt%) |
Water | Adapted DIW | Evaporation | Materials with stiffness gradients | Giachini, et al. [30] |
| Whatman TM #1 filter paper (1 - 6 wt%) |
NaOH / Urea (7.0 wt% / 12.0 wt%) |
DIW | Coagulation/Freeze Drying | Lightweight, strong, flexible honeycomb structure objects | Jiang, et al. [68] |
| Acrylated-CMC (2 wt%) |
Water, BAPO-OH (photoinitiator), Green Dye | DLP | UV-Curing | Hydrogels | Cafiso, et al. [31] |
| Methacrylate- functionalized HPC (64 - 68 wt%) |
Water | DIW | UV-Curing | Objects with structural colors | Chan, et al. [32] |
1 Pure solvent, if not otherwise indicated.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



