
Submitted:
16 April 2024
Posted:
17 April 2024
You are already at the latest version
Abstract
The commercial oxygen-free copper sheets were cold-rolled with reduction rates ranging from 20% to 87% reduction rate and annealed at 400, 500 and 600 °C. The microstructure and texture evolution during cold-rolling and annealing processes were studied using optical microscopy (OM), the scanning electron microscopy (SEM) and the electron back-scattered diffraction (EBSD). The results show that the deformation textures of {123} (S) , {112} (Copper) and {110} (Brass) were continuously enhanced with the increase of cold-rolling reduction. The orientations along the α-oriented fiber converged towards Brass and the orientation density of β fiber obviously increased when the rolling reduction exceeded 60%. The recrystallization texture was significantly affected by the cold-rolling reduction. After 60% cold-rolling reduction, Copper and S textures components gradually decreased and {011} recrystallization texture component formed with the increase of annealing temperature. After 87% cold-rolling reduction, a strong Cube texture formed and other textures were inhibited with the increase of annealing temperature. The strong Brass and S deformation texture was conducive to the formation of a strong Cube annealing texture. The density of annealing twin boundary decreased with the increase of annealing temperature, and more annealing twin boundaries formed in the oxygen-free copper sheets with the increase of cold rolling reduction.
Keywords:
microstructure
; texture
; copper sheet
; rolling reduction
; annealing twin
Introduction
The rapid advancement of new energy vehicles, aerospace, high-speed railway, lead frames and home appliances has raised higher demands for the overall performance of copper sheets and strips. They are required to possess not only high strength, electrical and thermal conductivity, but also excellent stamping, bending, drawing and other forming capabilities [1,2,3]. The formability is generally influenced by microstructure and crystallographic texture. For instance, a strong {001}<100> (Cube) texture is unfavorable for deep drawing due to significant r-value differences between 0° and 45° directions; whereas the coexistence of {123}<634> (S), {112}<111> (Copper) and {110}<112> (Brass) and {110}<001> (Goss) texture components contributes to improving average r-values for deep drawability [4]. The texture control was found to be highly effective in achieving superior formability, with the fundamental principle being the mastery of the deformation and recrystallization evolution law for copper sheets.
Previous research has demonstrated that the texture evolution of copper and copper alloys was influenced by factors such chemical composition, grain size, second phase precipitation, deformation amount, deformation mode, deformation and annealing temperatures [5,6,7]. In high stacking fault energy (SFE) metals like pure copper, the Copper texture component became stronger after rolling; whereas in low SFE alloys like brass, the formation of Brass texture was promoted due to twin rotation [8]. The addition of alloy elements affected the change of SFE and the precipitation of the second phases, thus impacting texture formation and development. Additionally, the initial grain size also affected the type of deformation texture. For instance, after 97% rolling reduction, a typical Copper texture was obtained in the sample with coarse grains (24 μm), while a Brass texture was obtained for the sample with ultrafine grains (0.36 μm) [9]. Furthermore, in diffusion-precipitated reinforced copper alloys, texture evolution was correlated with the size, distribution, and volume fraction of the second-phase particles [10,11]. With the increase in aging temperature, the secondary phase precipitation of Cu-Ni-Si alloy after aging treatment gradually decreased the Copper and Goss texture components, while the Cube texture component gradually increased [12]. The deformation mode was also a key factor influencing the type and distribution of textures. Copper and Brass texture components remained stable during deformation for face-centered cubic (FCC) metals with the dislocation slip as the primary deformation mechanism. With an increase of twinning, Copper texture gradually weakened, while Brass texture strengthened, and shear deformation enhanced Brass texture. The rolling reduction rate was also a crucial process parameter for controlling the deformation microstructure, with some deformation textures being enhanced with increasing degrees of deformation. In the case of Cu-Ni-Si alloy, Cu-Cr-Zr alloy, and α brass, as cold-rolling reduction rates increased, Copper texture gradually transitioned to Brass texture [13]. Different rolling methods also led to changes in deformation textures, and asymmetric rolling caused the grain orientation to rotate around the transverse direction of the sample [14].
Heat treatment following deformation can weaken the deformation texture and lead to the formation of recrystallization texture. The great influence on the grain orientation is the grain boundary migration, and the difference and distribution of grain orientation determine the formation and development of recrystallization texture [15]. The S deformation texture has been frequently associated with the Cube recrystallization texture in FCC metals, exhibiting a ~ 40° <111> rotational relation. Some findings suggest that Cube nuclei are more likely to grow into copper-oriented grains rather than S-oriented grains, indicating that Copper deformation texture plays a greater role in Cube recrystallization texture [16]. However, beyond Cube texture, the relationship between other types of recrystallization textures and deformation textures remains unclear and requires further investigation.
In this study, the microstructure and texture of oxygen-free copper sheets with different cold-rolling reduction rates and annealing temperatures were analyzed to elucidate the evolution of the microstructure and textures during rolling and annealing. The findings can serve as valuable references for texture control and process optimization in production.
Experimental
The experimental materials were 2.3 mm thick hot-rolled oxygen-free copper sheets (C10200, with a Cu content of 99.995 wt%). The chemical composition was determined by an optical emission spectrometer and presented in Table 1.
The hot-rolled copper sheets were subjected to cold-rolling with reduction rates of 20%, 40%, 60%, 80% and 87% respectively, and then annealed at temperatures of 400, 500 and 600 °C for 5 min. Upon reaching the specified time, all specimens were rapidly cooled in ambient air.
To observe the metallographic microstructure, each sample was ground, polished and etched by an etchant solution composed of 3 g FeCl3, 2 ml HCl and 96 ml H2O. The etched specimen were observed using a Motic BA310MET optical microscopy (OM). The crystallographic texture of the samples was analyzed using a Zeiss ΣIGMA scanning electron microscopy (SEM) and an Oxford instruments HKL-Chanel 5 electron back scattered diffraction (EBSD). Samples for EBSD testing were prepared by electropolishing at room temperature, using an electrolyte solution consisting of 825 volume phosphoric acid and 175 volume distilled water.
Results and Discussion
3.1. Microstructure and Texture of Rolled Copper Sheets
Figure 1 shows the metallographic microstructure of copper sheets with different rolling reduction rates. Initially, the grains were equiaxial before cold rolling. However, as the cold-rolling reduction increased, the grains became elongated and flattened. When the reduction rate reached 80%, a distinct fibrous microstructure emerged.
Figure 2 illustrates the inverse pole figure (IPF) maps of copper sheets subjected to varying cold-rolling reduction rates. As the reduction rate increased, dislocation slips resulted in grain orientation rotation and the formation of deformation bands. This led to a weakening and eventual disappearance of recrystallization textures, while simultaneously strengthening deformation textures.
Figure 3 shows the orientation distribution function (ODF) maps of copper sheets subjected to varying degrees of cold-rolling reduction. As the reduction rate increased, the Goss texture weakened, while the Copper, Brass, and S textures consistently strengthened. In particular, there was a more pronounced concentration of S orientation.
Figure 4 illustrates the main deformation texture components in Euler orientation space and their volume fractions, as well as the variation curves of orientation densities along α-fiber and β-fiber under different rolling reduction. As a FCC metal undergoing the rolling process, the grain orientation constantly changed, and gradually converged towards stable lines, namely the α and β fibers. The predominant texture components on the α fiber included Goss and Brass, while Copper and S texture components were present on the β fiber. The position of Brass orientation in Euler space corresponds to the intersection of the α and β fibers [17]. As the cold-rolling reduction increased, the volume fractions of Copper, S and Brass texture components increased, and the orientation density of both α and β fibers increased. Beyond a 40% rolling reduction rate, there was a noticeable increase in {011}<211> texture component density while {011}<100> remains relatively unchanged. Upon exceeding a 60% rolling reduction rate, there was a significant rise in orientation density of the β fiber. Finally, when surpassing an 80% rolling reduction rate, there was maximal augmentation observed in {011}<211> texture component density.
3.2. Microstructure and Texture of Annealed Copper Sheets
Figure 5 shows the microstructure of copper sheets subjected to rolling reduction rates of 60% and 87%, followed by annealing at temperatures of 400, 500, and 600 °C. All samples exhibited complete recrystallization. At the same annealing temperature, the average grain size of the sample with an 87% rolling reduction was larger than that of the sample with a 60% rolling reduction. Additionally, abnormal grain growth was observed in the sample with an 87% rolling reduction.
Figure 6 shows the IPF maps of the annealed copper sheets with rolling reduction rates of 60% and 87%. After annealing at temperatures of 400, 500 and 600 °C, EBSD statistical analysis revealed that the average grain sizes for the sample with a 60% rolling reduction were measured at 8.4 μm, 9.4 μm, and 10.7 μm respectively; while for the sample with an 87% rolling reduction, they were recorded as being 8.8 μm,10.5 μm, and14μm respectively. With increasing annealing temperature, {110} texture was observed to be enhanced in the sample with a 60% rolling reduction, whereas {100} texture was significantly strengthened in the sample with an 87% rolling reduction and the grains with the same orientation merged.
Figure 7 shows the ODF maps of the annealed copper sheets with rolling reduction rates of 60% and 87%. In the copper sheets with a 60% rolling reduction, an increase in annealing temperature led to a gradual decrease in the deformation texture component of {123}<634>, while the recrystallization texture component of {011}<511> increased, which deviated 19˚ from Brass orientation. For the copper sheets with an 87% rolling reduction, increasing annealing temperature resulted in decreased deformation texture components of {123}<634> and {011}<111>, while the recrystallization texture component of {001}<100> was consistently enhanced. Ultimately, Cube texture emerged as the strongest and dominant one in the sample.
Figure 8 shows the distribution of main texture components in the annealed copper sheets with rolling reduction rates of 60% and 87%. In the samples with a 60% rolling reduction, S, Goss, Copper, and Brass oriented grains were present, showing a relatively uniform distribution. Cube-oriented grains were found to be the least abundant.Conversely, in the sample with an 87% rolling reduction, an increase in annealing temperature resulted in significantly larger Cube-oriented grains compared to other oriented grains. Additionally, there was a decrease in adjacent S-oriented grains which were predominant before annealing.
Figure 9 illustrates the volume fractions of main texture components in annealed copper sheets subjected to rolling reduction rates of 60% and 87%. For samples with a 60% reduction, the volume fractions of deformation texture components of S and Copper gradually decreased with increasing annealing temperature. The volume fraction of Brass texture components initially decreased and then increased, while Goss and Cube texture components remained at lower levels. In samples with an 87% reduction, the volume fractions of deformation texture components S, Brass, and Copper significantly decreased at 400 °C, while the volume fraction of Cube recrystallization texture component greatly increased with higher annealing temperatures. During the grain growth stage after recrystallization, the growth rate of Cube-oriented grains was notably higher than that of other oriented grains due to selective growth advantage. Ultimately, Cube-oriented grains swallowed other oriented grains of smaller sizes due to the size effects, establishing Cube texture as the predominant recrystallization texture.
Figure 10 shows the distribution and density of annealing twin in copper sheets with rolling reduction rates of 60% and 87%. It is well known that annealing twins were prevalent in the recrystallized grains of pure copper with a high SFE [18,19]. Annealing twins form as a result of growth accidents on differently inclined {111} facets present on a migrating grain boundary, and growth twins also form due to growth accidents on the {111} planes [20]. Following annealing at temperatures of 400, 500, and 600 °C, statistical results obtained by EBSD indicate that the proportion of 60° <111> (Σ3) annealing twin boundaries in the sample with a rolling reduction rate of 60% were measured at 2.8%, 2.3%, and 1.6%, respectively; whereas those in the sample with an 87% rolling reduction rate were recorded at levels of 56%, 59%, and 52%. These findings suggest that the density of annealing twins decreases with increasing annealing temperature, and the annealing twin boundaries increased by improving the cold-rolling reduction before recrystallization.
Figure 11 illustrates the area fractions for low angle grain boundaries (LAGBs, with a misorientation angle θ < 15°), high angle grain boundaries (HAGBs, with a misorientation angle θ ≧ 15°), and Σ3 annealing twin boundaries in copper sheets subjected to rolling reductions of 60% and 87%. It is noteworthy that the presence of annealing twin boundaries significantly increased at 400 °C in the samples with an 87% rolling reduction, exhibiting a similar trend to HAGBs during the annealing process. In contrast, the area fraction of annealing twin boundaries remained consistently low in the samples with a 60% rolling reduction.
Figure 12 shows a typical region with many annealing twins observed in the sample annealed at 500 °C after rolling with reduction rate of 87%. The crystallographic orientation of the annealing twins growing within the large Cube-oriented recrystallized grain was identified as S, Copper and Brass, with confirmed misorientation angles along three white lines in Figure 12a showing a 60˚ <111> relationship. As the annealing temperature increased, the S, Copper and Brass oriented grains were gradually engulfed by Cube oriented grains during grain growth, leading to a gradual decrease in twin boundaries between them as depicted in Figure 8. However, it was observed that the sample with an 87% rolling reduction still exhibited a higher density of annealing twins compared to the sample with a 60% rolling reduction at higher annealing temperatures. This suggests that the density of annealing twins after recrystallization was correlated with prior deformation levels, and more annealing twin boundaries formed in the oxygen-free copper sheets with the increase of cold rolling reduction.
Conclusions
- The deformation textures of S, Copper and Brass were progressively enhanced with the increase of cold-rolling reduction. When the rolling reduction exceeded 60%, the orientations along the α-oriented fiber converged towards Brass and the orientation density of β fiber obviously increased.
- The recrystallization texture was significantly influenced by the cold-rolling reduction. After a 60% cold-rolling reduction, Copper and S textures components gradually decreased, while {011}<511> recrystallization texture component formed with an increase of annealing temperature. Following an 87% cold-rolling reduction, a strong Cube texture formed and other textures were suppressed as annealing temperature increased. The strong Brass and S deformation texture favored the formation of a strong Cube annealing texture.
- The annealing twin density decreased with the increase of annealing temperature, and more annealing twin boundaries formed in the oxygen-free copper sheets with the increase of cold-rolling reduction.
Funding
This research was funded by the Scientific Research Project of Anhui Higher Education Institution (2022AH051756), the University Synergy Innovation Program of Anhui Province (GXXT-2022-090), and the Talent Research Start-up Fund of Tongling University (2022tlxyrc16).
References
- Zhang X., H.; Zhang, Y.; Tian B., H.; Song, K.X.; Liu, P.; Jia Y., L.; Chen X., H.; An J., C.; Zhao, Z.; Liu, Y.; Volinsky A., A.; Li, X.; Yin, T. Review of nano-phase effects in high strength and conductivity copper alloys. Nanotechnol. Rev. 2019, 8, 383–395. [Google Scholar] [CrossRef]
- Geng Y., F.; Ban Y., J.; Wang B., J.; Li, X.; Song K., X.; Zhang, Y.; Jia Y., L.; Tian B., H.; Liu, Y.; Volinsky A., A. A review of microstructure and texture evolution with nanoscale precipitates for copper alloys. J. Mater. Res. Technol. 2020, 9, 11918–11934. [Google Scholar] [CrossRef]
- Inoue, H. Simultaneous prediction of bendability and deep drawability based on orientation distribution function for polycrystalline cubic metal sheets. Mater. Sci. Forum. 2018; 941, 1468–1473. [Google Scholar] [CrossRef]
- Qin, J.; Zhou, C.; Wang D., S.; Li, X.; Hu, T.S.; Wang, J.W.; Yang Y., W. Effects of microstructure and texture on the deep drawability of C10200 copper sheets. J. Mater. Res. Technol. 2023, 25, 773–785. [Google Scholar] [CrossRef]
- Li, X.; Zhou Y., J.; Liu Y., H.; Li, S.L.; Song K., X.; Feng C., L.; Wu, B.A.; Zhang P., F.; Wu H., J.; Gu, J.H.; He S., Y.; Gao, Y. Texture evolution and its influence mechanism on properties of single crystal copper and polycrystalline copper during cumulative deformation. J. Mater. Res. Technol. 2023, 24, 6808–6819. [Google Scholar] [CrossRef]
- Hua Y., X.; Liu, H.T.; Song K., X.; Wang, J.W.; Guo Y., G.; Tian, J.; Guo, H.W. Effect of cerium on microstructure, texture and properties of ultrahigh-purity copper. J. Rare Earth. 2024, 42, 220–227. [Google Scholar] [CrossRef]
- Gong L., K.; Huang Y., Q.; Han, Z.; Song S., X.; Feng H., W.; Chen Z., M.; Liu X., B.; Huang, W. Texture evolution and strengthening mechanism of CuCrZr alloys during cold rolling. Vacuum. 2024, 221, 112908. [Google Scholar] [CrossRef]
- Yang J.Z.; Bu. K.; Song K. X.; Zhou Y. J.; Huang T.; Niu L. Y.; Guo H. W., Du Y. B.; Kang J.W. Influence of low-temperature annealing temperature on the evolution of the microstructure and mechanical properties of Cu-Cr-Ti-Si alloy strips. Mat. Sci. Eng. A. 2020; 798, 140120. [Google Scholar]
- Gu C., F.; Hoffman, M.; Toth L., S.; Zhang Y., D. Grain size dependent texture evolution in severely rolled pure copper. Mater. Charact. 2015, 101, 180–188. [Google Scholar] [CrossRef]
- Wang Z., G.; Feng X., Y; Yang T., S.; Zhang, Y.H.; Xiao X., P. Effects of precipitates and texture on the anisotropy of high-strength Cu-Ni-Si alloy sheets. Chinese J. Eng. 2017, 39, 867–874. [Google Scholar]
- Geng Y.F.; Zhang Y.; Song K. X.; Jia Y.L.; Li X; Stock H.R.; Zhou H.L.; Tian B. H.; Liu Y.; Volinsky A.A.; Zhang X.H.; Liu P.; Chen X.H. Effect of Ce addition on microstructure evolution and precipitation in Cu-Co-Si-Ti alloy during hot deformation. J. Alloys Compd. 2020, 842, 155666.
- Liu Z., S.; Chen Y., L.; Wei, H.; Li, Z.C. Study on the distribution of texture and the second phase under different aging process of Cu-Ni-Si alloy. Mater. Lett. 2019, 236, 292–294. [Google Scholar] [CrossRef]
- Wei, H.; Chen Y., L.; Su, L. Study on texture evolution and deformation mechanism of the Cu-Ni-Si alloy during cold-rolling treatment. Proc. Eng. 2017, 207, 1111–1116. [Google Scholar] [CrossRef]
- Uniwersał A.; Wronski M.; Wrobel M.; Wierzbanowski K; Baczmanski A. Texture effects due to asymmetric rolling of polycrystalline copper. Acta Mater. 2017, 139: 30-38. [CrossRef]
- Kikuchi, S.; Kimura, E.; Koiwa, M. Deformation and recrystallization textures of copper single crystals and bicrystals. J. Mater. Sci. Lett. 1992, 27, 4927–4964. [Google Scholar] [CrossRef]
- Hong S., H.; Lee D., N. The evolution of the cube recrystallization texture in cold rolled copper sheets. Mat. Sci. Eng. A, 2003, 351, 133-147.
- Mao W., M. Modeling of rolling texture in aluminum. Mat. Sci. Eng. A. 1988, 257, 171–177. [Google Scholar] [CrossRef]
- Wang, S.W.; Song, H.W.; Chen, Y.; Yu, Q.; Zhang S., H. Evolution of Goss texture in thin-walled copper tube at different heat treatment temperatures. T. Nonferr. Metal. Soc. 2022, 32, 4, 1205–1216. [Google Scholar] [CrossRef]
- Field, D.P.; Bradford, L.T.; Nowell, M.M.; Lillo, T.M. The role of annealing twins during recrystallization of Cu. Acta Mater. 2007, 55, 12, 4233–4241. [Google Scholar] [CrossRef]
- Mahajan, S. Critique of mechanisms of formation of deformation, annealing and growth twins: Face centered cubic metals and alloys. Scripta Mater. 2013, 68, 95−99.
Figure 1.
Metallographic microstructure of copper sheets under different rolling reduction: (a) 0; (b) 20%; (c)40%; (d)60%; (e)80%; (f)87%.
Figure 1.
Metallographic microstructure of copper sheets under different rolling reduction: (a) 0; (b) 20%; (c)40%; (d)60%; (e)80%; (f)87%.
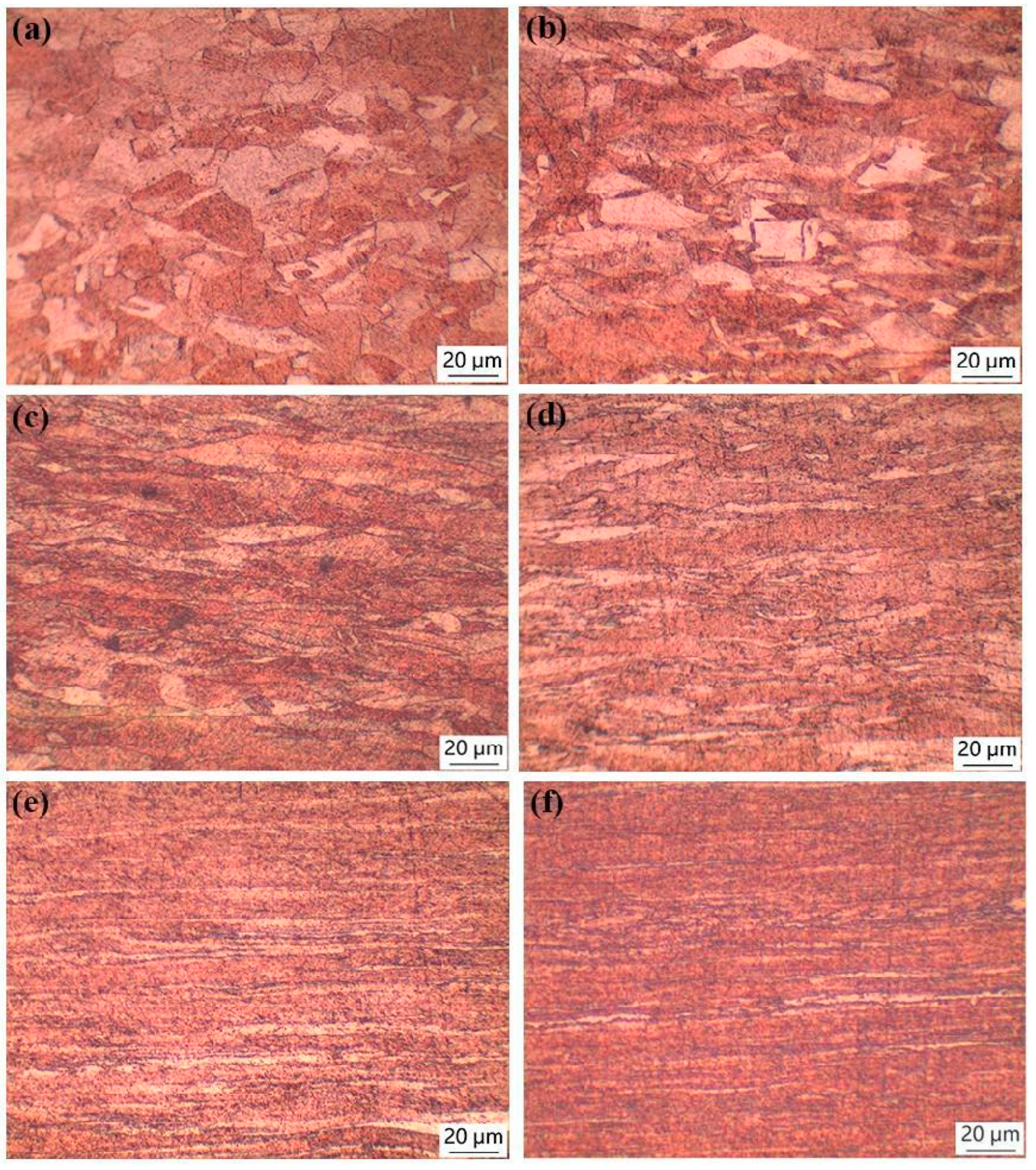
Figure 2.
IPF maps of copper sheets under different rolling reduction: (a) 0; (b) 20%; (c)40%; (d)60%; (e)80%; (f)87%.
Figure 2.
IPF maps of copper sheets under different rolling reduction: (a) 0; (b) 20%; (c)40%; (d)60%; (e)80%; (f)87%.
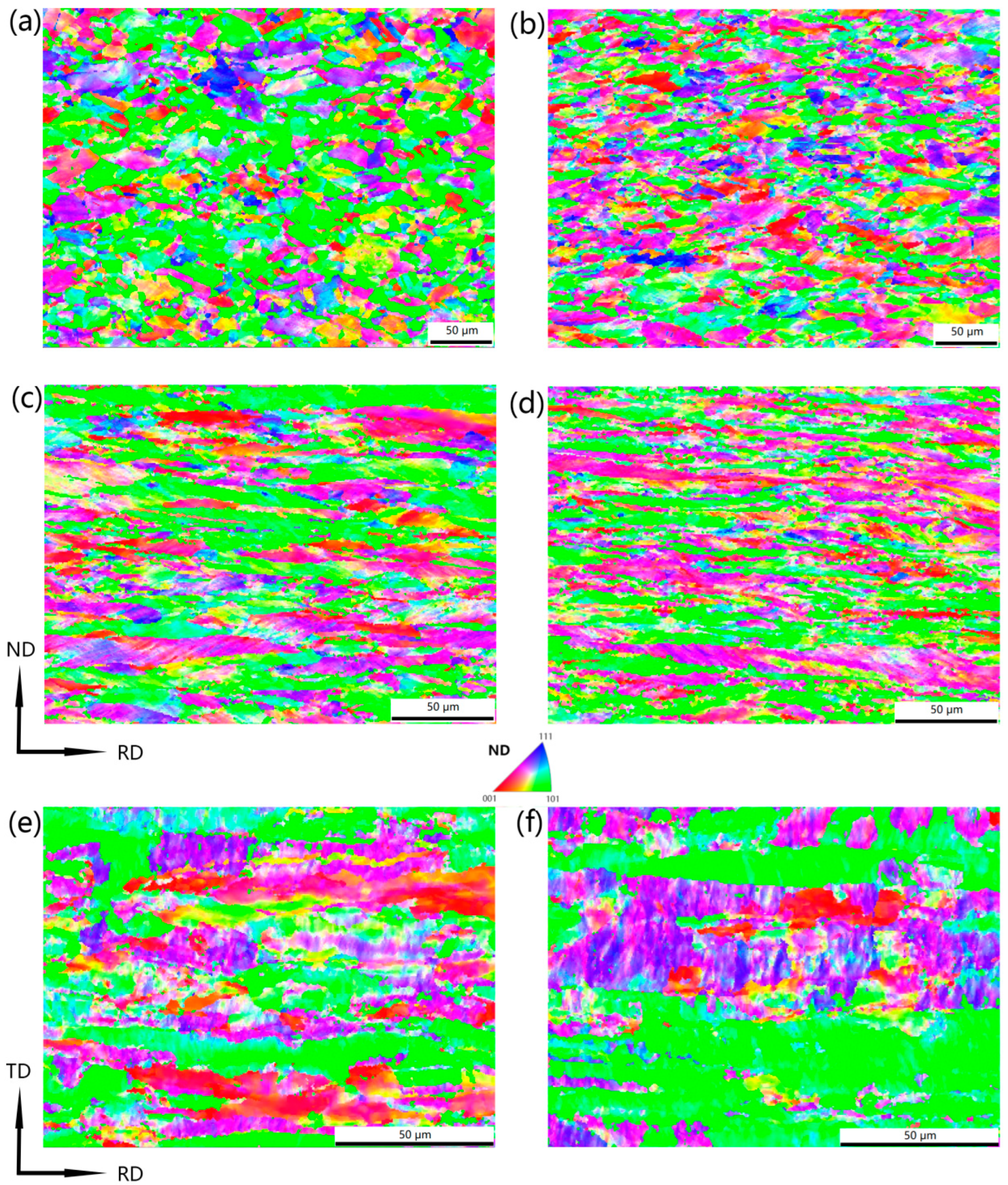
Figure 3.
ODF maps at φ2 =0˚, 45˚ and 65˚ (levels: 1, 2, 3, 4...) under different rolling reduction: (a) 0; (b) 20%; (c)40%; (d)60%; (e)80%; (f)87%.
Figure 3.
ODF maps at φ2 =0˚, 45˚ and 65˚ (levels: 1, 2, 3, 4...) under different rolling reduction: (a) 0; (b) 20%; (c)40%; (d)60%; (e)80%; (f)87%.
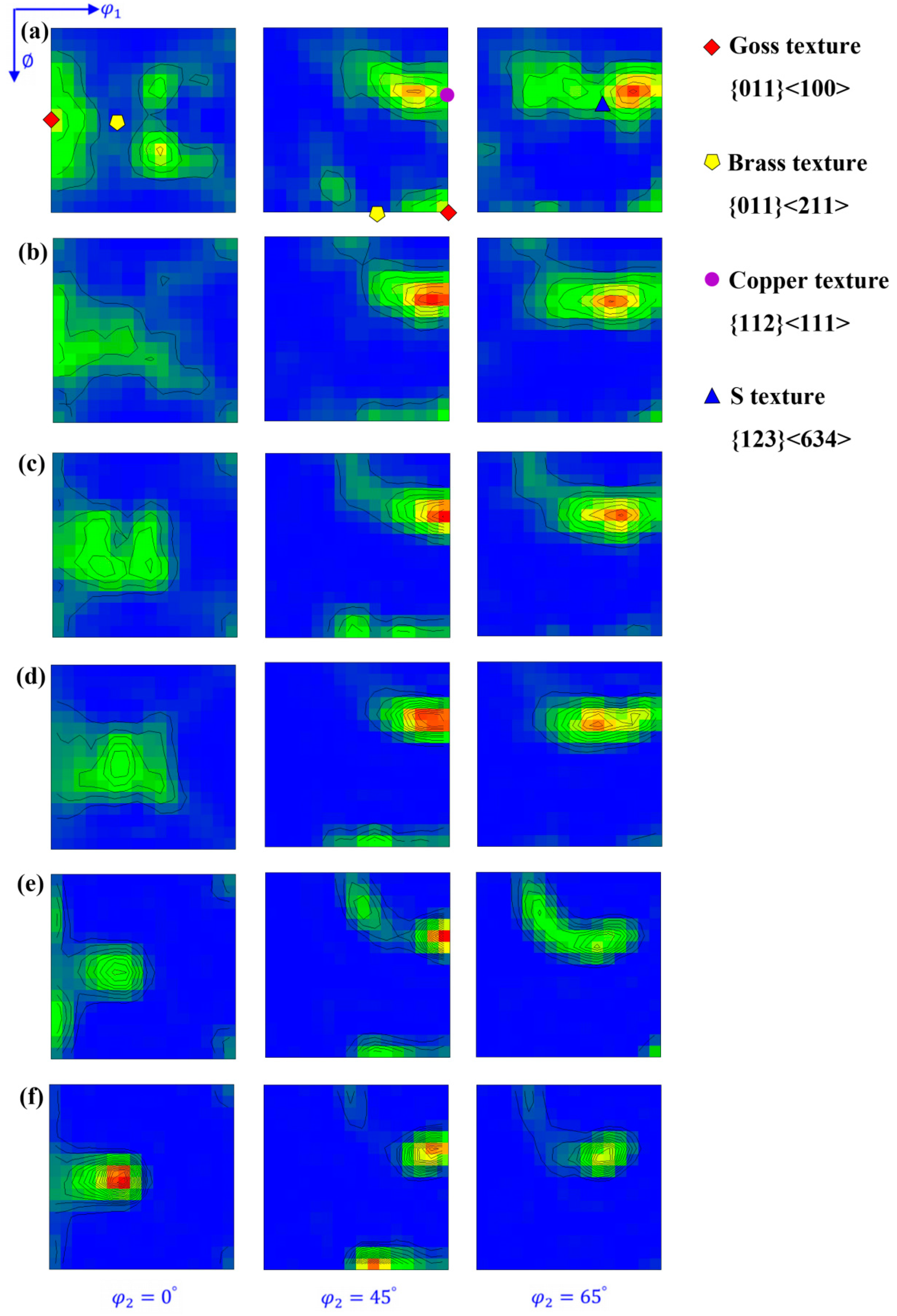
Figure 4.
Main deformation texture components in Euler orientation space (a) and their volume fractions (b), the variation curves of orientation densities along α-fiber (c) and β-fiber (d) under different rolling reduction.
Figure 4.
Main deformation texture components in Euler orientation space (a) and their volume fractions (b), the variation curves of orientation densities along α-fiber (c) and β-fiber (d) under different rolling reduction.
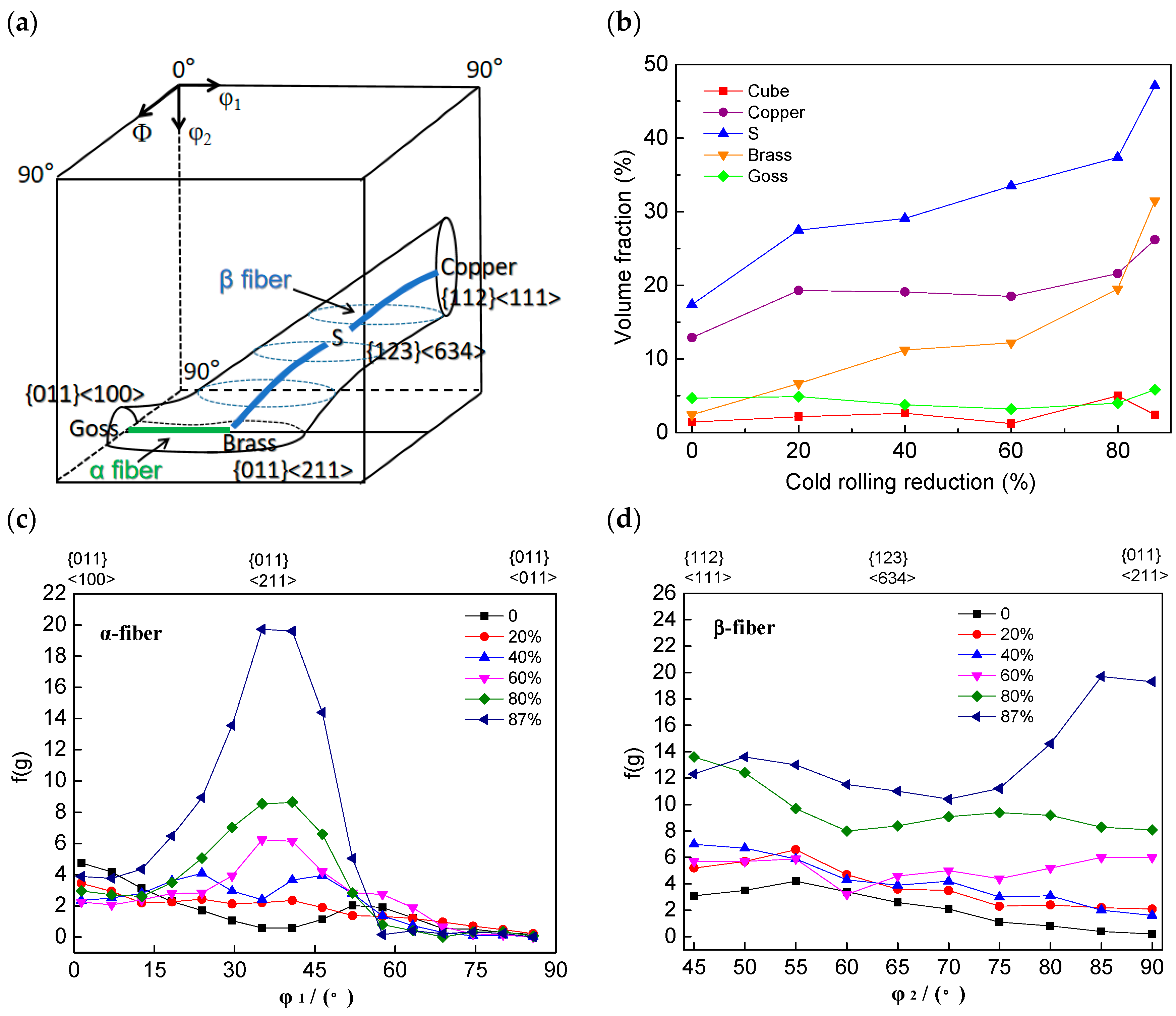
Figure 5.
Metallographic microstructure of copper sheets with different rolling reduction rates and annealing temperatures: (a) 60%, 400°C; (b) 87%, 400°C; (c)60%, 500°C; (d)87%, 500°C; €60%, 600°C; (f)87%, 600°C.
Figure 5.
Metallographic microstructure of copper sheets with different rolling reduction rates and annealing temperatures: (a) 60%, 400°C; (b) 87%, 400°C; (c)60%, 500°C; (d)87%, 500°C; €60%, 600°C; (f)87%, 600°C.
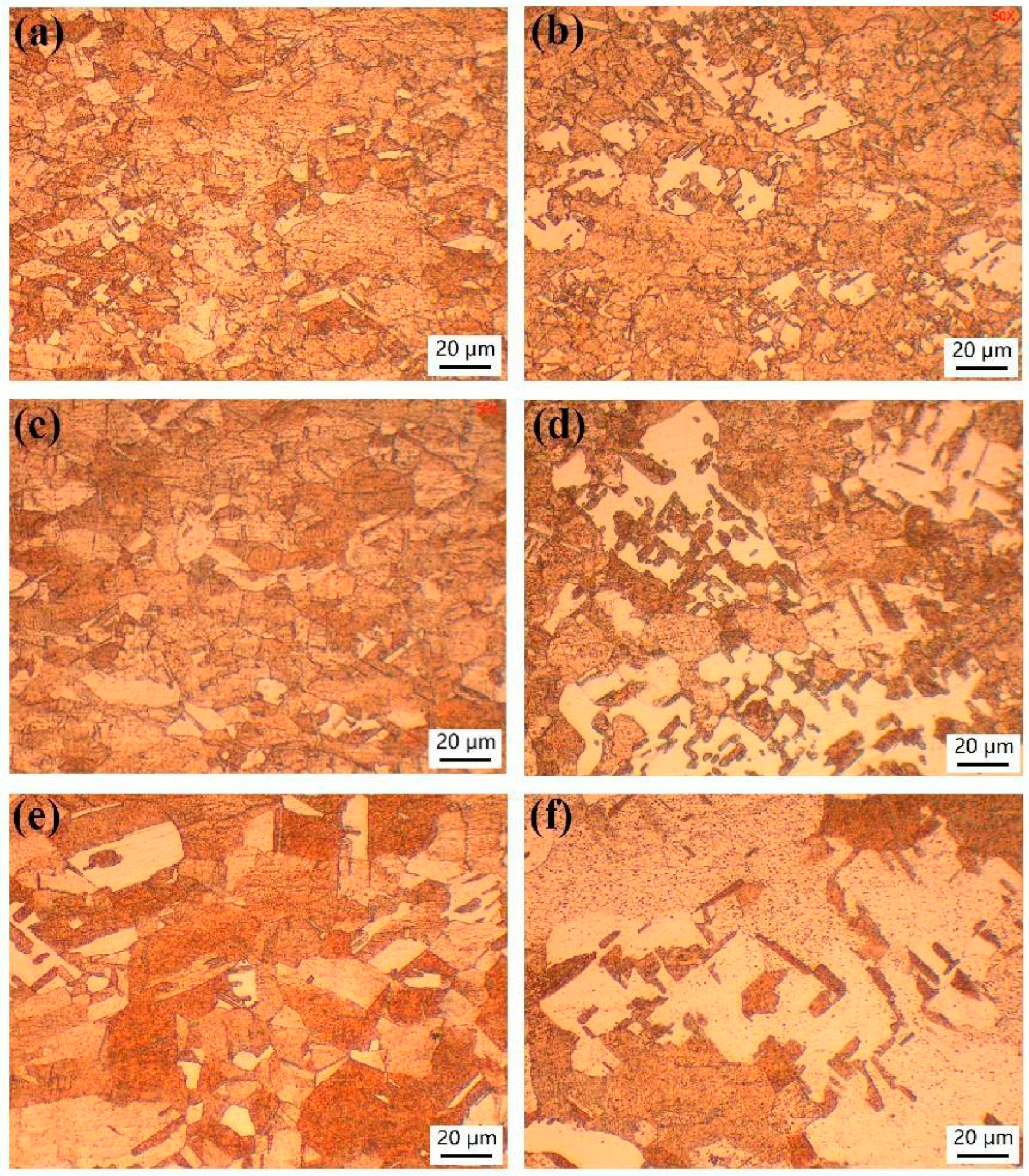
Figure 6.
IPF maps of copper sheets with different rolling reduction rates and annealing temperatures: (a) 60%, 400°C; (b) 87%, 400°C; (c)60%, 500°C; (d)87%, 500°C; €60%, 600°C; (f)87%, 600°C.
Figure 6.
IPF maps of copper sheets with different rolling reduction rates and annealing temperatures: (a) 60%, 400°C; (b) 87%, 400°C; (c)60%, 500°C; (d)87%, 500°C; €60%, 600°C; (f)87%, 600°C.
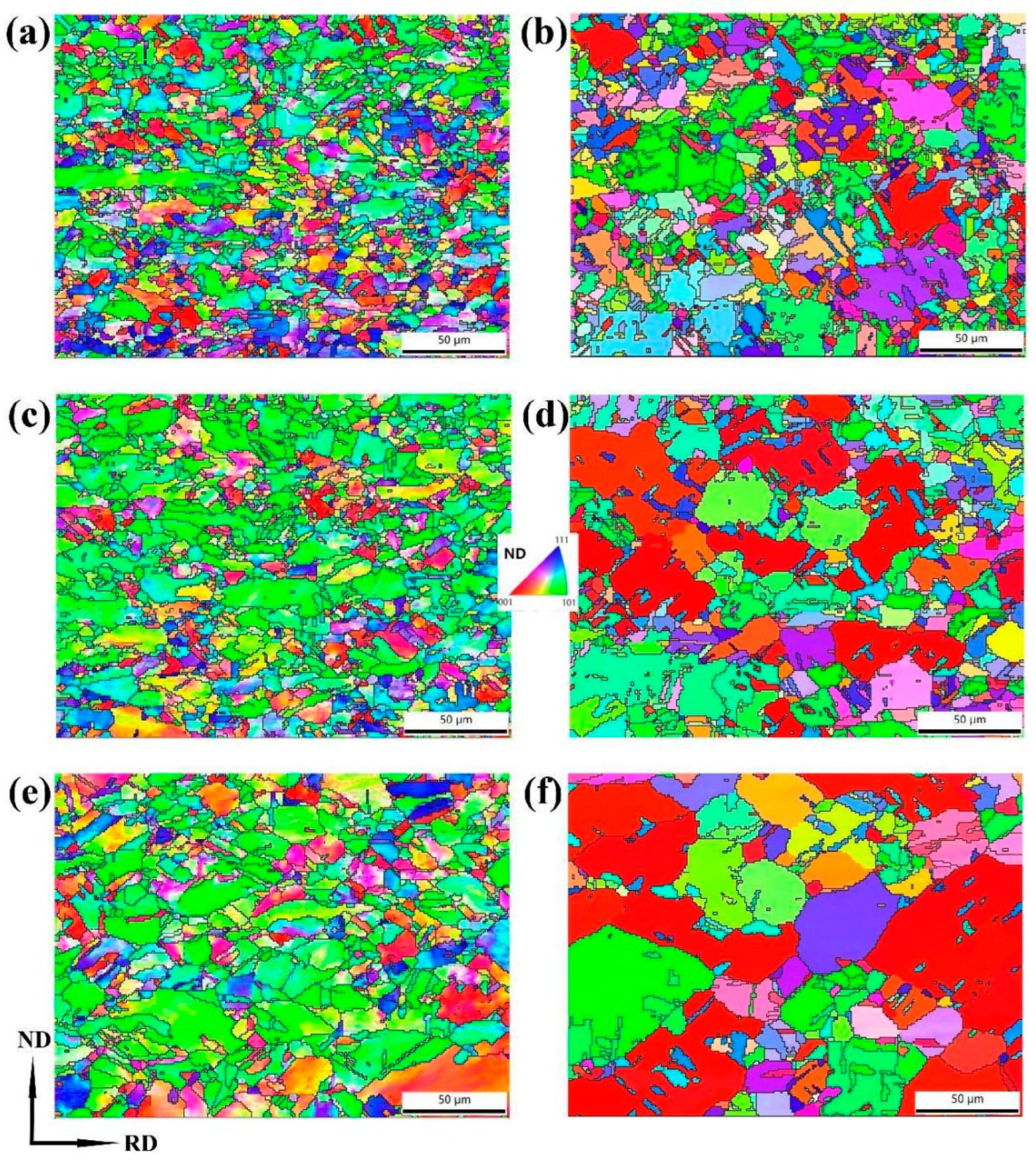
Figure 7.
ODF maps at φ2 =0˚, 45˚ and 65˚ (levels: 1, 2, 3, 4...) of copper sheets with different rolling reduction rates and annealing temperatures: (a) 60%, 400°C; (b) 60%, 500°C; (c)60%, 600°C; (d)87%, 400°C; €87%, 500°C; (f)87%, 600°C.
Figure 7.
ODF maps at φ2 =0˚, 45˚ and 65˚ (levels: 1, 2, 3, 4...) of copper sheets with different rolling reduction rates and annealing temperatures: (a) 60%, 400°C; (b) 60%, 500°C; (c)60%, 600°C; (d)87%, 400°C; €87%, 500°C; (f)87%, 600°C.
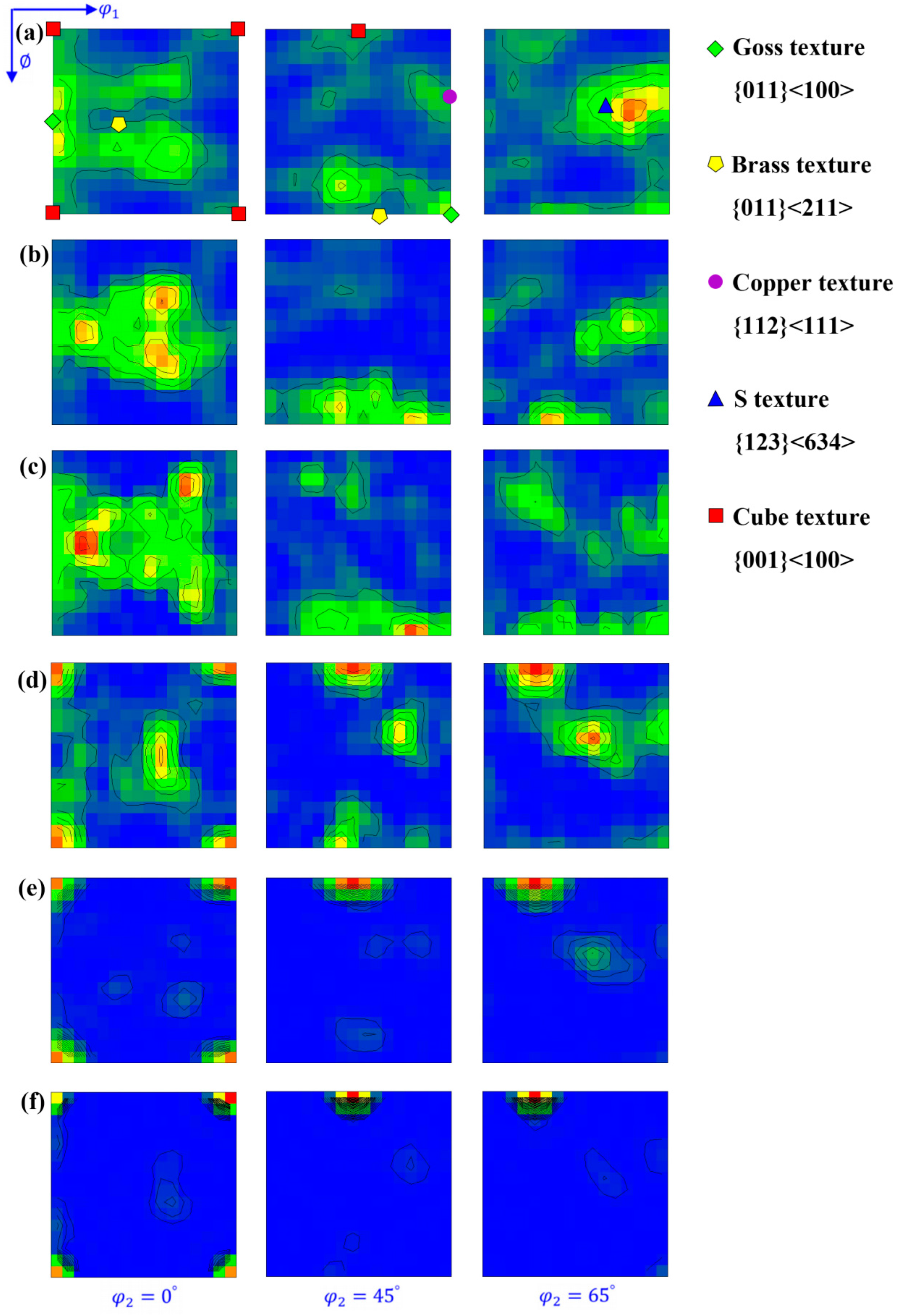
Figure 8.
Maps of main texture components in copper sheets with different rolling reduction rates and annealing temperatures: (a) 60%, 400°C; (b) 87%, 400°C; (c)60%, 500°C; (d)87%, 500°C; €60%, 600°C; (f)87%, 600°C.
Figure 8.
Maps of main texture components in copper sheets with different rolling reduction rates and annealing temperatures: (a) 60%, 400°C; (b) 87%, 400°C; (c)60%, 500°C; (d)87%, 500°C; €60%, 600°C; (f)87%, 600°C.
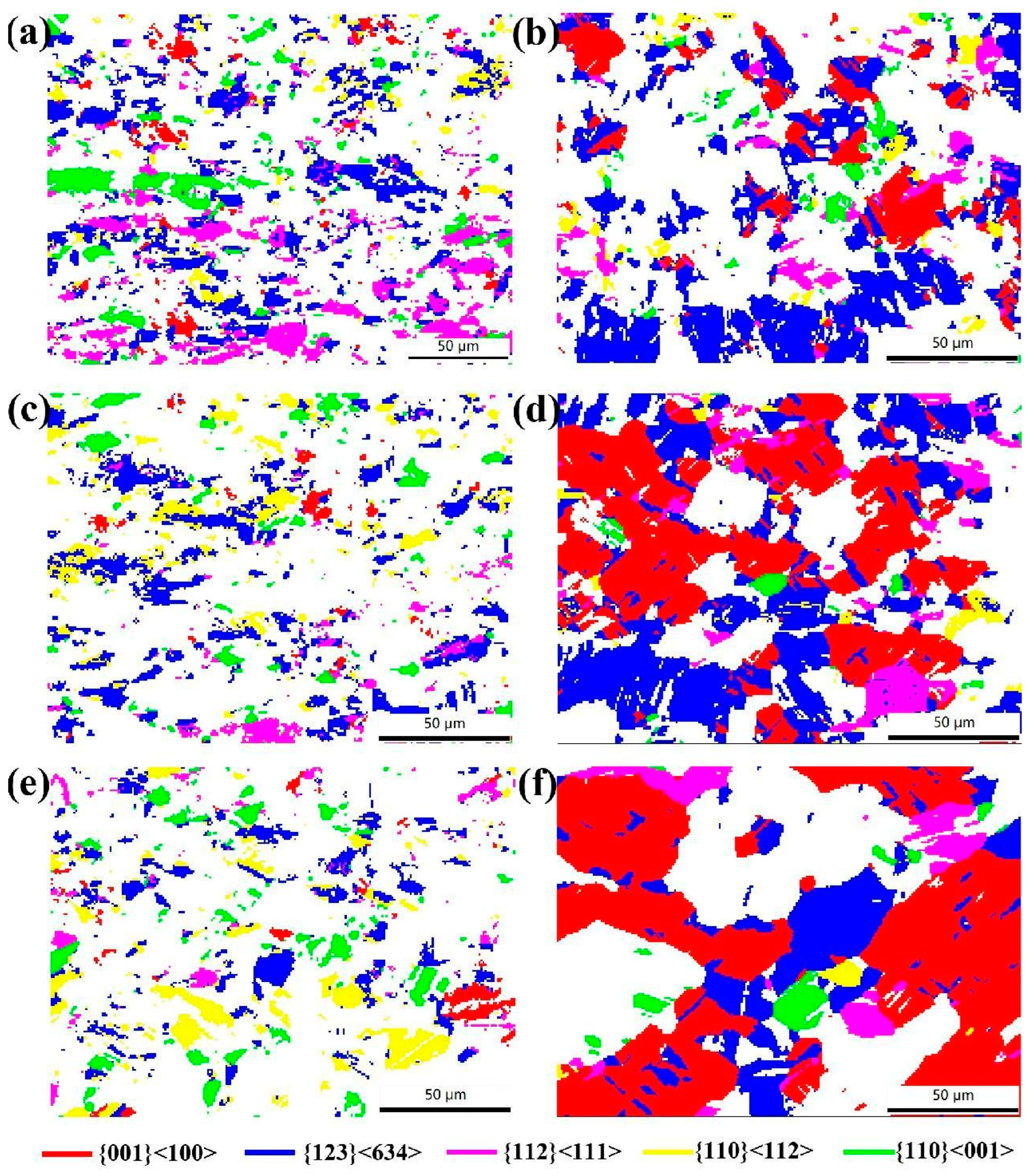
Figure 9.
Volume fractions of the main texture components in annealed copper sheets with different rolling reduction rates: (a) 60%; (b) 87%.
Figure 9.
Volume fractions of the main texture components in annealed copper sheets with different rolling reduction rates: (a) 60%; (b) 87%.
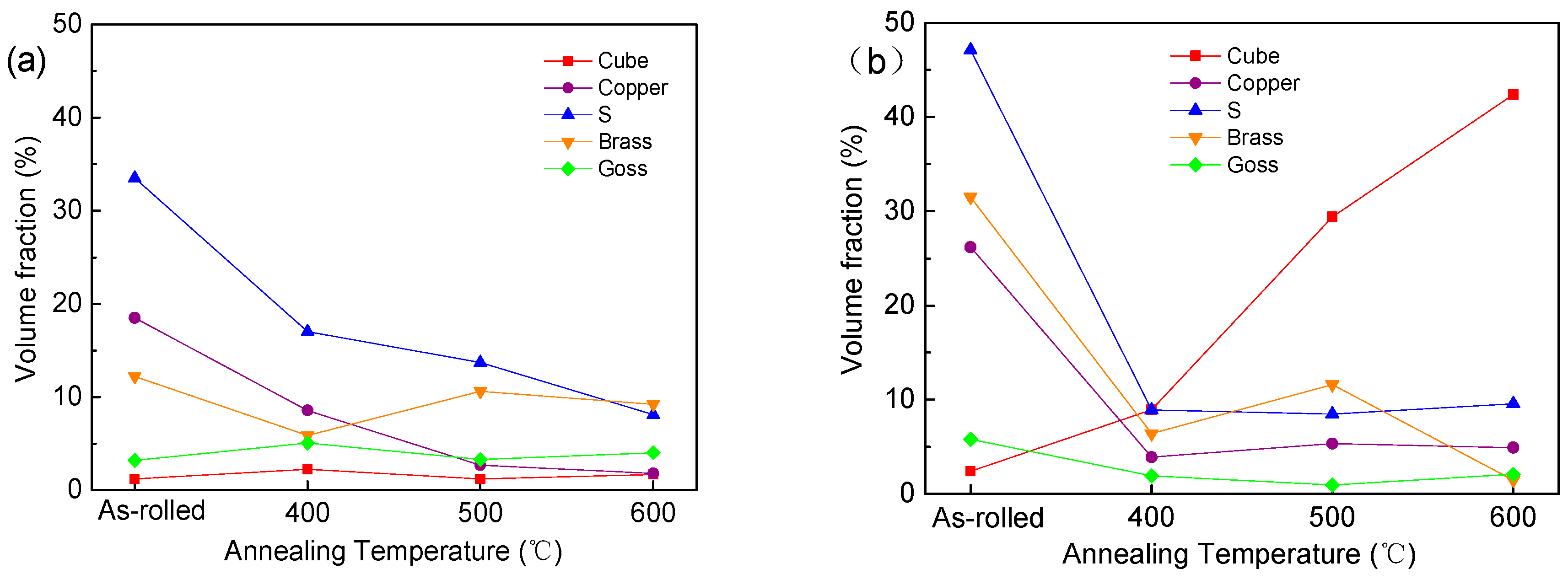
Figure 10.
Distribution and density of annealing twins in copper sheets with different rolling reduction rates and annealing temperatures: (a) 60%, 400°C; (b) 87%, 400°C; (c)60%, 500°C; (d)87%, 500°C; €60%, 600°C; (f)87%, 600°C.
Figure 10.
Distribution and density of annealing twins in copper sheets with different rolling reduction rates and annealing temperatures: (a) 60%, 400°C; (b) 87%, 400°C; (c)60%, 500°C; (d)87%, 500°C; €60%, 600°C; (f)87%, 600°C.
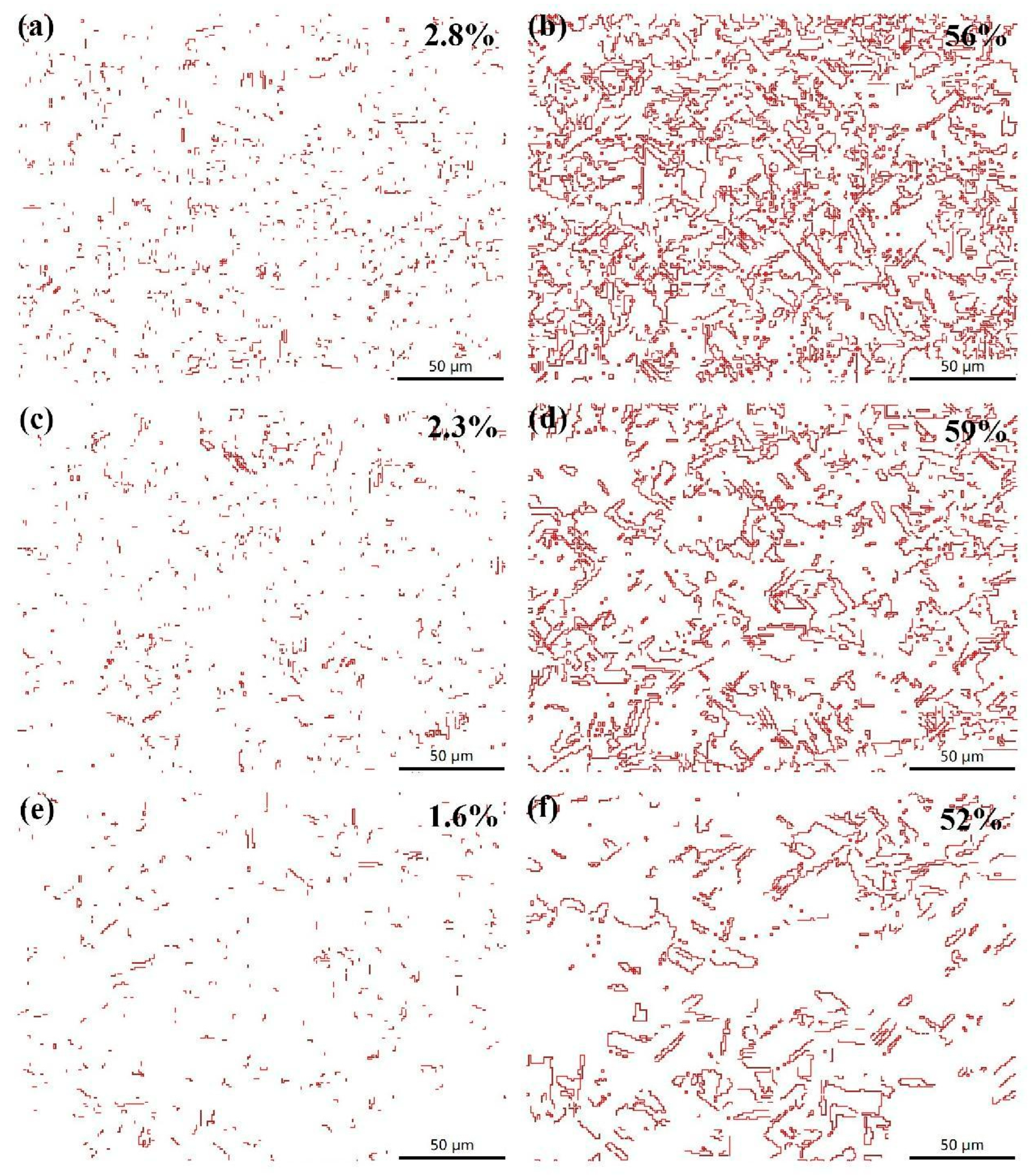
Figure 11.
Grain boundary characters of copper sheets with different rolling reduction rates: (a) 60%; (b) 87%.
Figure 11.
Grain boundary characters of copper sheets with different rolling reduction rates: (a) 60%; (b) 87%.

Figure 12.
Typical region with many annealing twins selected in Figure 8d: (a) Main texture components and their 3D crystal cube with Eular angles; (b) Corresponding orientations in {111} pole figure; (c) Misorientation angles along line 1;(d) Misorientation angles along line 2;(e) Misorientation angles along line 3.
Figure 12.
Typical region with many annealing twins selected in Figure 8d: (a) Main texture components and their 3D crystal cube with Eular angles; (b) Corresponding orientations in {111} pole figure; (c) Misorientation angles along line 1;(d) Misorientation angles along line 2;(e) Misorientation angles along line 3.
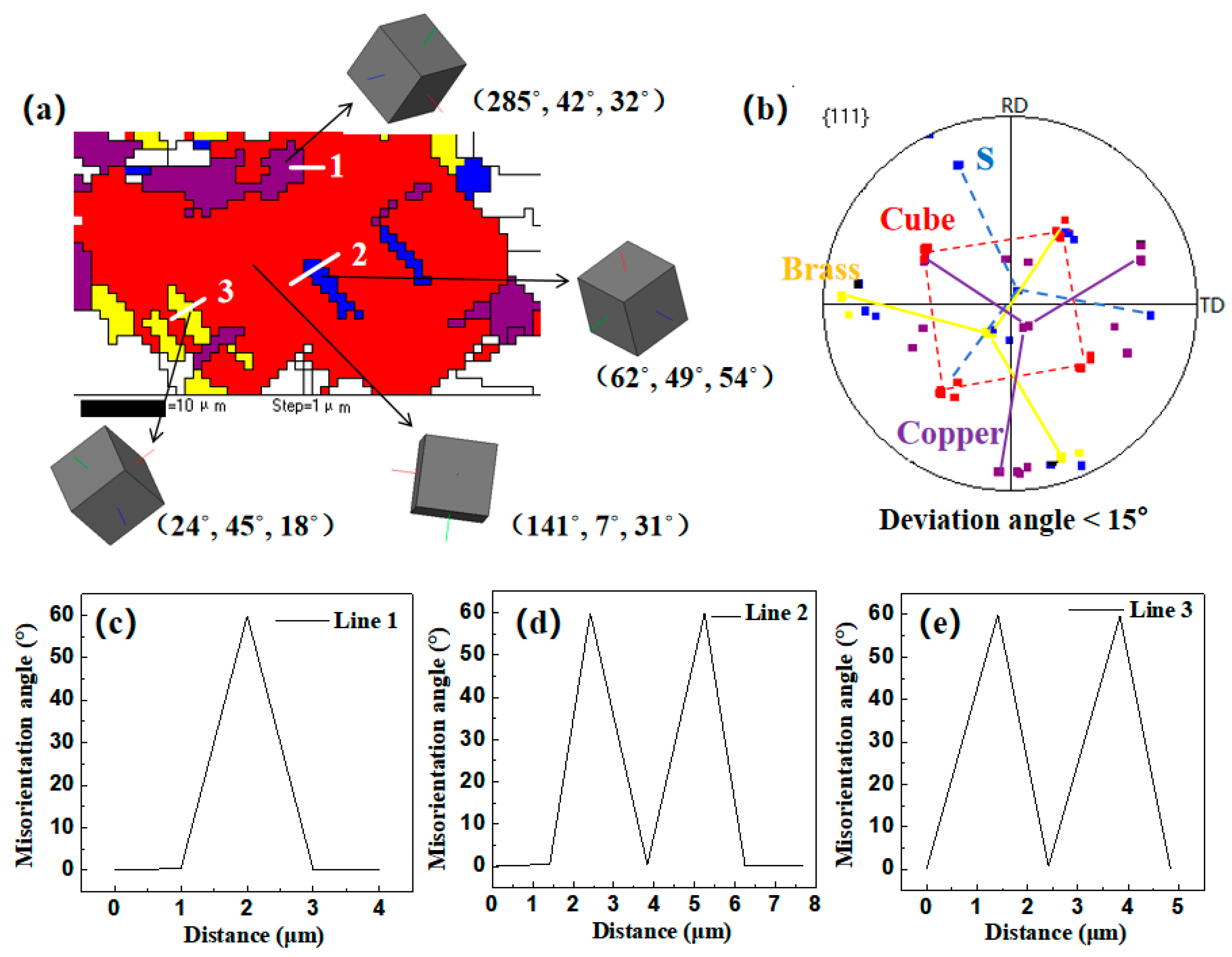

Table 1.
Chemical composition of the copper sheets (wt%).
| Cu | Zn | Ag | Fe | Sn | Pb | Bi | As | P | S | O |
|---|---|---|---|---|---|---|---|---|---|---|
| 99.995 | 0.0005 | 0.0005 | 0.0002 | 0.0004 | 0.0004 | 0.0003 | 0.0006 | 0.0003 | 0.0006 | 0.0003 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



