
Submitted:
18 April 2024
Posted:
19 April 2024
You are already at the latest version
Abstract
Linear polyamides, known as nylons, are a class of synthetic polymers with a wide range of applications due to their outstanding properties, such as chemical and thermal resistance or mechanical strength. These polymers have been used in various fields: from common and domestic applications, such as socks and fishing nets, to industrial gears or water purification membranes. By their durability, flexibility and wear resistance nylons have been started to be used in addictive manufacturing technology as a good material choice to get sophisticated devices with precise and complex geometric shapes. Furthermore, the emergence of triboelectric nanogenerators and the development of biomaterials have highlighted the versatility and utility of these materials. In order to enhance the triboelectric performance and the range of applications, nylons show a potential use as tribo-positive materials. Because of the easy control of their shape they can be subsequently integrated into nanogenerators. The use of nylons has also extended into the field of biomaterials, where their biocompatibility, mechanical strength and versatility have paved the way for groundbreaking advances in medical devices as dental implants, catheters and non-absorbable surgical sutures. By means 3D bioprinting nylons have been used to develop scaffolds, joint implants and drug carriers with tailored properties for various biomedical applications. The present paper aims to collect these recently specific applications of nylons by reviewing the literature produced in the last decades, with a special focus on the newer technologies in the field of energy harvesting and biomedicine.
Keywords:
polyamide
; nylon
; triboelectric nanogenerators
; 3D printing
; catheters
; sutures
; biomedical
; adhesive
; membranes
1. Introduction
Nylons, or aliphatic polyamides, are important industrial materials, valuable because of their good physical properties [1]. These polymers owe their characteristics to their ability to establish hydrogen bonds, which gives them properties of resistance to high temperatures and chemicals. Nylons can derive from the polymerization of α-ω amino acids or lactams (nylons AB) or from the polycondensation of diamines with dicarboxylic acids (nylons AABB). The capability of amide groups to establish hydrogen bonds grants to these polyamides a crystalline structure characterized by polymorphism [2,3,4,5]. The most defined and concluded structures are the so-called α and γ forms, described by the different arrangement of the macromolecular chains in the space and the by the different development of the H-bonds (Figure 1). α form is characterized by a triclinic unit cell (monoclinic in the variant β form) with hydrogen bond formed along a single direction between NH and CO groups of neighboring chains. γ form, on the other hand, still present a single direction of development of the intermolecular hydrogen bonds, but it is characterized by a 60° rotation of amide groups from the typical sheet arrangement, which imparts a pseudohexagonal packing of the molecules.
A number of alternative structures has been postulated, according to different considerations: i) Different length of the repeating units; ii) Presence of odd-numbered carbon chains disturbing the geometries of the linear hydrogen bonds and iii) Establishment of hydrogen bonds in different directions. It has been proven [6,7] that there is strong dependence on the final properties of the nylon depending on the adopted crystalline structure.
Nylons were first synthetized by the DuPont chemist Wallace H. Carothers back in the ‘30s of the XX century mainly as a novel material used in fibers production [8].
Since then, the main applications of these polyamides were in the textile industry, [9] for the production of stockings, activewear, hosiery, lingerie, swimwear, and outerwear. In textiles and domestic application nylon 6 and nylon 66 are the most exploited ones, having nylon 46 and nylon 56 [10] as potential alternatives. Other fields where nylons met applications were in the production of parachutes, fishing nets, tents and ropes. Inside the industrial applications, nylons find uses in the production of machine parts like bearings, wear pads, washers, bushings and sprockets [11]. Their remarkable properties make nylons to meet the most needs of many industrial sectors. Thus, nylons are increasingly employed as a substitute for metals and become an excellent solution that contributes to the durability of a product and to the reduction of overall operating costs of industrial machinery. In industries the most used polyamides are nylon 66, nylon 610, nylon 11 and nylon 12 [12]. In Table 1, a brief description with the most commonly used nylon is present.
In recent years, the integration of nylons into cutting-edge technologies has expanded their role beyond traditional applications and ushered in an era of innovation in various fields. In particular, the emergence of triboelectric nanogenerators, advances in additive manufacturing and the development of biomaterials have highlighted the versatility and utility of these materials. This review aims to explore the transformative impact of nylons within these dynamic technological landscapes.
Triboelectric nanogenerators (TENGs) represent another frontier in the field of renewable energy and self-powered systems [13,14,15]. These devices harness mechanical energy from friction to generate electricity and offer a promising solution for powering small electronic devices and sensors. Nylons, with their excellent triboelectric properties and inherent flexibility, have emerged as key materials for the construction of efficient TENGs. Their ability to withstand repeated mechanical stress while maintaining electrical conductivity makes them ideal candidates for improving the performance and durability of these energy harvesting devices.
Known for their durability, flexibility and wear resistance, nylons have found wide acceptance in additive manufacturing processes. These technologies, often referred to as 3D printing, have revolutionized the manufacturing process by enabling the production of complex geometries with increased precision and efficiency. The compatibility of polyamides with selective laser sintering, fused deposition modelling, multi jet fusion and other 3D printing techniques has facilitated the creation of intricate components in industries ranging from automotive and aerospace to healthcare and consumer goods [16,17].
The use of nylons also extends into the field of biomaterials, where their biocompatibility, mechanical strength and versatility have paved the way for groundbreaking advances in dental implants, catheters and sutures [18,19,20]. These materials exhibit favorable properties for mimicking the structural characteristics of natural tissues and organs, facilitating cell adhesion and proliferation, and promoting tissue regeneration. Through innovative manufacturing techniques such as electrospinning and 3D bioprinting, researchers have used nylons to develop scaffolds, implants and drug carriers with tailored properties for various biomedical applications. A summary of the applications in different fields is shown in Figure 2.
This review aims to provide an overview of some of these advanced technologies in which nylons are currently used and under continuous development.
2. Nylon as Material for Triboelectric Application
2.1. Triboelectric Effect
The triboelectric effect refers to the phenomenon of contact-induced electrification, wherein a material becomes electrically charged upon contact with another material due to friction. This effect is a common occurrence in everyday electrostatics, with the charges acquired by a material determined by its relative polarity compared to the material it contacts [21,22].
When two materials with different tendencies to give up or gain electrons come into contact and then separate, one material tends to lose electrons (becoming positively charged) while the other material tends to gain electrons (becoming negatively charged). This results in one material having a net positive charge and the other having a net negative charge. The degree of triboelectric charging depends on several factors, including the materials involved, their surface properties, the amount of surface contact, and environmental conditions such as humidity. Materials with significantly different positions in the triboelectric series, which ranks materials based on their tendency to gain or lose electrons, will exhibit more pronounced triboelectric effects. Triboelectric charging has various practical applications, such as in static electricity generation, electrostatic precipitation (used in air purifiers and industrial applications), and even energy harvesting technologies where mechanical motion is converted into electrical energy through triboelectric effects.
2.2. Triboelectric Nanogenerators
Inside this energy harvesting technology, triboelectric nanogenerator (TENG) [23] are nanodevices able to effectively take advantage of the ambient mechanical energy, by converting it into electricity. One of the key points in the production of these devices is the selection of the materials that constitute the active part of the assembly. The two material must have the ability to either donate or gain electrons during contact, which provides their properties as “tribo-positive” or “tribo-negative” materials, respectively [24].
2.3. Nylons as Component in Triboelectric Devices
Nylons exhibit specific crystal structures that are intrinsically linked to its ferroelectric behavior, a property crucial for enhancing the performance of triboelectric energy generators. Interestingly, the amide group in nylons possesses a permanent electric dipole moment, and the configuration of these dipole moments varies based on the number of carbon atoms [25,26]. Consequently, even-numbered nylons exhibit no net polarization due to the alternating arrangement of amide groups, while odd-numbered nylons demonstrate a net polarization owing to the alignment of dipole moments. This property categorizes odd-numbered nylons as “polar” and, consequently, as part of the group of “ferroelectric” polymers.
Focusing on nylon 11, it is notable to underline its extensive polymorphism, that results in various crystal structures. The stable crystal structure, known as the α-phase, comprises stacked sheets of hydrogen-bonded chains. Other crystal phases of nylon 11, such as the β-phase, do not exhibit distinct properties and are of limited practical interest. The γ-phase, however, features slightly contracted molecular chains compared to the α-phase, with a pseudohexagonal crystal structure [27]. The δ-phase, resulting from the Brill transition, presents challenges in determining the arrangement of hydrogen bonding arrays, particularly above the transition temperature.
The ferroelectric behavior of nylon 11, particularly observed in the δ-phase, offers significant potential for applications in energy generation. High-voltage poling processes applied to cold-drawn or low-temperature annealed samples (characterized by the so called δ0-phase) result in hysteresis loops in the displacement vs. electric field curve, indicative of ferroelectric behavior [28]. However, other phases of nylon 11, including α, its variant α0, and high-temperature annealed δ0-phases, do not exhibit such behavior, highlighting the importance of specific crystal structures and hydrogen bonding arrangements [29].
Efforts to enhance the ferroelectric properties of nylon include mechanical drawing and solution processing methods [30]. Mechanical drawing, for instance, influences the ferroelectric behavior by inducing molecular orientation, thereby facilitating electric field-induced dipole reorientation. Similarly, solution processing, tailored with specific solvent systems, yields nylon films with high residual polarization values comparable to those obtained through complex melt-quenched-stretching processes.
Recent studies are focused on the utilization of nylon surfaces as positive triboelectric materials. Singh et al. produced a new hybrid nanogenerator device by electrospinning Polyvinylidene fluoride (PVDF)/ Molybdenum diselenide (MoSe2) fibers onto nylon fibers, obtaining open circuit voltage peak at 113.6 V and short-circuit current of 26.5 μA [33]. Nylons have been recently used also as main component in a fire-retardant TENG for fire alarms, where the combination of polyamide and polytetrafluoroethylene (PTFE) cotton fabrics were coupled, obtaining a flame-retardant, melt-dripping resistant material, with improved electrical performances [32] (for a schematic view, see Figure 3, right). By the combination of amino-functionalized graphene oxide and nylon 12, as positive material, with MoSe2/ Polybutylene adipate terephthalate (PBAT) as negative one, Gajula and al produced TENG with minimized charge-loss [34]. Novel TENGs have been recently made with silk-based materials, in which the poor mechanical properties and processability of the natural fiber have been overcome with a combination of PVA, Ag nanowires and nylon. The final TENG possessed wear-resistance, self-sensing capabilities and direct application in intelligent device for monitoring human gestures [35]. By the combination windproof outer textile, and inner textile lining, Ag-coated nylon TENG can be used as thermal-insulation textiles [36]. Exploring the possibility to find natural energy sources as the wave energy, different devices were built to harvest this form of continuous energy. Xu et al. [31] and Xiong [37] developed different devices based on the possibility to harvest wave energy from arbitrary directions. In particular, Xu et al. developed a system consisting in tower-like TENG (see Figure 3, left), which was constituted by different units of polytetrafluoroethylene balls and three-dimensional printed arc surface coated with nylon.
3. Nylon as Material for Additive Manufacturing Processes
Additive manufacturing refers to a group of production processes, in which the final piece is obtained by a subsequent addiction of a new material over a pre-formed one. These techniques require the use of 3D model designed by computer assisted design software, which enables the production of pieces with a medium to high complex geometry (Figure 4).
Fused Deposition Modelling (FDM) is a popular additive manufacturing (AM) technology, broadly referred as 3D printing, in which material is deposited layer by layer to create three-dimensional objects. Selective Laser Sintering (SLS) and Multi Jet Fusion (MJF) are other two commonly used additive manufacturing techniques in the field of 3D printing [38,39]. Both SLS and MJF offer distinct advantages and are widely used in a variety of industries for purposes such as prototyping, customization and production [40]. Several studies have been performed to study the way how the different printing parameters and conditions were affecting the final characteristics of the produced piece. [41]
3.1. Fused Deposition Modelling
When it comes to FDM printing with nylon, there are several important aspects to consider [43]. The printability character of nylons filaments typically requires a heated print bed to prevent warping during printing. In addition, an enclosed print chamber can help maintain stable printing conditions, as nylon tends to absorb moisture from the air, which can affect print quality. Additionally, the temperature settings must be changed since FDM printers using nylon work at higher temperature than printers used to print PLA or ABS. Printing temperatures typically range from 220 °C to 260 °C for the nozzle and 60 °C to 100 °C for the heated bed, depending on the specific material and manufacturer recommendations. Printing at the correct temperature, ensuring proper cooling and optimizing print settings such as layer height and extrusion multiplier can help improve layer adhesion. Proper bed adhesion is critical when printing nylon to prevent warping and lifting of the printed part from the build platform. Techniques such as using a heated bed, applying adhesion promoters such as glue sticks or special bed adhesion sprays, or using special build surfaces can help improve bed adhesion. Achieving strong layer adhesion is essential for producing durable parts with polyamides. Of particular interest are the usages of continuous fiber reinforced thermoplastic composites [44], in which thermoplastic materials have been reinforced with different types of fibers, including glass, carbon or Kevlar ®. [45] Nylon is proving to be the optimum choice for gears, fan blades, sprockets, latches, manifolds and bearing surfaces due to its inherent self-lubricating properties, exceptional wear resistance and thermal stability [46].
Several recent works have been produced in the last years on the optimization of this technique in the use with nylon. Moradi et al. [47] conducted a statistical and experimental analysis over the different process parameters in the FDM of nylon 12. In particular, infill percentage, thickness of layers, number of contours, maximum load at failure, elongation at break, parts weight and load time were tested and optimized. The experimental results showed a remarkable trend: within the same printing parameters, adjusting the layer thickness from 0.2 to 0.3 mm led to the achievement of peak values for both ultimate load (533 N) and elongation (595.5%). This change in layer thickness, while maintaining a constant print speed, resulted in an accelerated cooling rate, thereby increasing the strength while limiting the elongation. Furthermore, it is clear that film thickness has a definitive and consequential effect on overall print time, further emphasizing its importance in the additive manufacturing process.
Comparisons were made between literature data on injection molded nylon 66, nylon 618 gears and five types of 3D printed gears. In particular, nylon 618 showed superior performance under low to medium torque conditions compared to injection molded gears. Interestingly, wear was only observed on the pitch line of the 3D printed gears, whereas the Nylon 618 printed gears showed localized melting of the tooth surface without material delamination. Conversely, the other four printed materials exhibited material delamination from the gear teeth. Differential Scanning Calorimetry (DSC) tests showed that Nylon 66 and Nylon 618 exhibited improved thermal properties, characterized by higher glass transition temperatures, melting temperatures and crystallinity compared to the other materials tested. Consequently, it is postulated that the superior friction and wear performance of Nylon 618 compared to other printed materials was mainly due to its thermal behavior and the degree of sintering between each layer [48]. In Figure 5, right, it is possible to observe the infrared camera photograms and with the variation of the temperature during time for the different processed materials.
By monitoring the microstructure, thermal behavior and tensile properties, Guessasma et al. [49] were able to determine the effect of the printing temperature on nylon, 3D printed dog-bone like specimens. Significant reductions in stiffness, strength, and elongation at break were evident even at the highest printing temperature (255 °C, see Figure 5, left). The decrease in tensile performance was attributed to process-induced porosity, as revealed by X-ray micro-tomography imaging. This porosity was characterized by a large amount (39%), extensive connectivity (99%), and anisotropic distribution across the main spatial directions. Authors concluded that despite the low performances of the printed nylon, it remains a promising candidate due to its favorable fracture toughness results. Moreover, there is potential for enhancing both strength and stiffness by refining the control of process-induced porosity.
In the production of 3D printed hip joint implants, nylon 12 seems to have a clear and important role [50,51], particularly in a carbon fibers reinforced form (Figure 6). Again, with an optimized temperature of processing of 255 °C, Nyiranzeyimana et al. managed to produce FDM printed hip joint implants, using a layer thickness of 0.3 mm and print speed of 50 mm/s [52]. The final pieces possessed a tensile strength, elastic modulus, percentage elongation and compressive strength of (71±5) MPa, (7.6±0.2) GPa, (1.9±0.5)% and 135.8 MPa respectively.
3.2. Selective Laser Sintering
SLS uses a high-powered laser to selectively sinter powdered material, typically nylon or other polymers, layer by layer to form a solid 3D object [53]. Known for its ability to produce intricate geometries and functional components with exceptional accuracy, SLS is highly regarded in the industry.
Ajoku et al. evaluated the build orientation of the parts having an effect on the mechanical properties of the nylon 12 pieces SLS produced. Specifically, the tensile tests showed a maximum difference of 16% and 11.2% in strength and modulus, respectively, for parts built in the x, y, and z axes. Similarly, the flexure tests showed a maximum difference of 9.4% and 7% in strength and modulus, respectively, for the parts produced in the x, y, and z axes. For the compression tests, there was a maximum difference of 3.4% and 13.4% in strength and modulus, respectively, for the parts produced in the x, y, and z axes. The test parts built in the x axis orientation showed the highest strength and modulus values while the parts built in the z axis orientation showed poor strength and modulus values [54].
Regarding the microstructure and chemistry changes, Esposito et al. [55] analyzed parameters as melting temperature (Tm), percentage of crystallinity (Xc), lamellae thickness (lc), and dhkl spacing of nylon 11 as a function of the energy used by the laser in SLS printing procedure. The Tm and the degree of crystallinity (Xc) decreased upon printing from 201 °C (Xc = 38%) to 190 °C (Xc = 21%). These results suggested that the printing conditions employed resulted in an irreversible alteration in the microstructure of the nylon 11 polymer.
Still in the area of the application of nylon 11 and 12 in SLS, a key point is the quality and characteristics of the employed powder. Devoted studies were conducted by Pandelidi [56] and Verbelen [57]. In this way, powder availability, low initial zero-shear viscosity, and minimal tendency to warp seems to rise the popularity of these polymers in the application in laser sintering. The post-condensation behavior appears to be pivotal in determining these characteristics. However, while beneficial for establishing such properties, this behavior adversely affects the powder’s recyclability and the consistency of part properties. Even the recyclability of the powder seems to play an important role.
Salazar et Al. [58] performed a mechanical essay of petroleum-based nylon 12 and biobased nylon 11 processed by SLS, comparing various ambient conditions. It was demonstrated that nylon 11 exhibited higher toughness and ductility, especially at low temperatures, albeit with a mild decrease in modulus. nylon 11 also showed the highest hydrothermal aging resistance. Moreover, the fatigue resistance of nylon 11 was superior under the studied conditions.
3.3. Multi Jet Fusion
Multi Jet Fusion (MJF) is a proprietary technology of Hewlett-Packard (HP) Inc; it uses an inkjet array to selectively apply fusing and detailing agents to a bed of powdered material, which is then fused by heat into a solid layer (Figure 7, left). This technology offers rapid production speed, cost effectiveness and the ability to produce final parts and functional prototypes with high density, smooth surface finishes and dimensional accuracy. Regarding MJF printed materials, several works have been published, aiming the characterization and comprehensive understand of the mechanisms and characteristics of the process and the produced parts. In this field, nylon 12 and nylon 11 are the most widely used polymers, because of the working broad temperature range between their onset melting and crystallization temperatures (see Figure 7, right) [60,61,62]. 40% glass bead filled nylon 12 material has been printed for applications requiring high stiffness like enclosures, housings and tooling.
Verbelen et al. [57] performed thermal analysis on samples of virgin and recycled powders, noticing that while some thermal aging may have been observed in the nylon 11 powder used, as indicated by a slight increase in apparent melting temperature, this is not expected to affect processing as it remains within the temperature limits of MJF processing. The small powder particles found in the nylon 11 powder mixture of 30/70 recycled/virgin were found to hinder flowability but did not inhibit the formation of a smooth surface to the same degree. In turn, the decreased flowability and increased surface fractal of the used nylon 11 powder potentially resulted in the formation of a rougher build layer surface. Authors concluded that this evidence showcases the successful processing of the recycled powder through MJF, affirming its feasibility and effectiveness within the manufacturing process.
Wei Shian published a study in which they explored the systematic characterization of materials used in MJF additive manufacturing, specifically focusing on polyamide 11 [63]. Through a comprehensive analysis, the researchers investigated the physicochemical properties of this material and evaluated the mechanical performance and print quality of parts printed. The study revealed that nylon 11 powder exhibited irregular morphology and a wide particle size distribution, yet the printability remains largely unaffected. Tensile strength for nylon 11 was found to be highest in the Z-direction while flexural properties demonstrate similar anisotropy trends. Notably, nylon 11 displayed excellent wear resistance and smoother surface finishes
In a more recent work [64], the researchers delve into the influence of print orientation on the tensile mechanical properties of MJF-manufactured nylon 12 parts. Through a series of experiments and analyses, they uncovered how the orientation of parts during printing affects their mechanical performance (see Figure 8). Vertical orientation is identified as favoring improved tensile properties due to more complete polymer powder fusion. Moreover, the study involves the calibration of an elastic-plastic with combined hardening (EPC) material model in Abaqus, which proves to be more accurate for finite element analysis (FEA) of additive manufactured nylon 12 compared to the commonly used EPI material model. This calibration process enhanced the understanding and prediction of mechanical behavior in MJF-printed parts, offering valuable insights for design optimization and performance enhancement in additive manufacturing applications.
The work of Sergio Morales-Planas [65] presented a comprehensive study of the sealing behavior for high-pressure applications, using MJF technology and nylon 12. Researchers examined the manufacturing process and properties of MJF-printed parts, with a particular focus on their sealing properties. Through rigorous testing and analysis, they established manufacturing rules and guidelines for the development of pressurized products using MJF-printed nylon 12 components. The study demonstrated the superior performance of MJF technology in producing functional prototypes and final parts for fluid handling applications, outperforming traditional plastic molding methods. In addition, the effect of wall thickness and print orientation on tightness was thoroughly investigated, revealing significant correlations between these variables and the sealing integrity of printed parts. By validating the tightness through the production of an ISO-compliant industrial ball valve, the potential of MJF technology for high performance fluid handling components and its role in advancing additive manufacturing capabilities in various industries was highlighted.
In the study of the physical properties of the materials, Chen et al. [66] published a study delving into the viscoelastic-viscoplastic deformation behavior of MJF-printed nylon 12 through a combination of experimental and numerical methods. Various multi-loading-unloading-recovery tests were performed to differentiate between viscoelastic and viscoplastic deformations. The experiments revealed that deformation was notably affected by the loading rate, loading history, and control methodology. As deformation increased, porosity also increased due to extensive deformation of the local matrix and the merging of voids.
To address some of the issues of the MJF-printed polyamide 12 with respect to the lack in the mechanical strength, Liu et Al. [67] tested the use of glass fibers and annealing processes. In their work, a high-temperature (173 °C, near the onset melting temperature of nylon 12) annealing process was developed to remarkably enhance the mechanical strength. Specifically, the ultimate tensile strength (UTS)/tensile modulus of pure polyamide and reinforced specimens have been increased by 20.8%/48.5% and 22.8%/30.6%, respectively.
Comparative studies regarding the use of nylon 12 in selective laser sintering and multi jet fusion Sintering were conducted by Chao Cai [59], Xu [68] and Rosso [69]. By closely examining the morphologies, thermal properties, and mechanical characteristics of nylon 12 parts produced through these two additive manufacturing techniques, valuable insights into their respective performances were gained. Both SLS and MJF employed nylon 12 powders with similar elliptical shapes, particle sizes, distributions, and sintering windows. However, the surface roughness of MJF parts, particularly those treated with detailing agent, exhibited significant improvement over SLS counterparts. This disparity in surface quality can be attributed to the differential effects of instant heating, with SLS demonstrating a higher degree of particle melting owing to the intense laser energy [17,70]. Despite the slightly lower mechanical properties observed in MJF parts compared to SLS, the remarkable difference in printing speed, with MJF being nearly ten times faster, underscores the distinct advantages offered by each technology. Further analysis of nylon 12 powder characteristics revealed that MJF powder boasted higher crystallinity and wider sintering windows, indicating its potential for optimized processing conditions. Interestingly, SLS-printed specimens demonstrated superior mechanical strength, particularly evident in parameters like Young’s modulus and elongation at break, possibly due to denser packing. Additionally, the comparative assessment of scaled-down merlions printed by both processes revealed that MJF exhibited higher printing accuracy, particularly in areas with intricate contours. These findings not only shed light on the nuanced performance differences between SLS and MJF [71] but also underscore the potential for further advancements in MJF technology through ongoing materials and process development initiatives.
4. Nylon as Material for Biomedical Devices
Polyamides are currently used for a wide range of biomedical applications [72] ranging from bone regeneration scaffolds [73], tissue engineering [74] and membranes for protein separation [75]. In this chapter, the use of polyamide for the production of catheters, surgical sutures and dental implants has being reviewed.
4.1. Catheters
A catheter is a biomedical device, composed by a thin, flexible tube that is inserted into a body cavity, duct, or vessel to allow drainage, injection of fluids, or access to a specific area. Common materials for the production of catheters are silicone, polyurethane (PU), polyethylene (PE), polyvinylchloride (PVC), PTFE, and nylon. Among them, nylon catheters are ideal for use as medical tubing because they are corrosion and abrasion resistant, lightweight, and can withstand repeated stress over extended periods [76]. Currently on the market, the main available nylon-manufactured catheters are Rilsan®, by AesnoMed, Grilamid ® by Emsgrivory and Vestamid ®, by Evonic. Different applications in catheters has been developed using nylons as principal or reinforcing material [77,78]. Efficiently, nylon 12 and 11 are widely used in the treatment of the Acute Ischemic Stroke [79,80] were the employment for catheters jackets takes advantage of the lowest water absorption properties typical of these two linear polyamides. Newer applications rely on the design of composite materials, in which nylons are playing an important and still key-positioning role. Halim et al. [81] designed a nylon 11/montmorillonite nanomaterial with applications in angioplasty balloon. Another example comes from the production of novel renewable poly(ether-block-amide)s [77] used as potential material for catheters balloon stents. Also, in the laparoscopic catheters field, nylons present newer possibilities. A new active flexible endoscope holder [82] has been developed, characterized by a DNA-inspired helix-based structure with wide-angle and constant curvature bending, and produced by selective laser sintering of nylon 11. A new balloon catheter, uniquely reinforced with nylon micromesh, has been studied and developed by Kanji [83]. This type of catheter facilitates mitral commissurotomy, a cardiac procedure, without the need for thoracotomy, a major surgical procedure. In particular, it has been used successfully to treat five out of six patients diagnosed with mitral stenosis.
4.2. Sutures
Nylons are extensively being used as a primary material for sutures [84,85]. In this field, linear polyamides represent examples of non-absorbable sutures, (see Table 2) in which other material, like polyolefins or stainless-steel thread are present too. Moreover, sutures based on polyamide have unique characteristics due to their mechanical resistance, which allow the production of multifilament and braided sutures, widening the range of applications [86]. Monofilament sutures consist of a single filament. This allows the suture to pass through tissue more easily. Multifilament braided sutures consist of several small threads braided together. This can provide greater security, but at the cost of increased potential for infection [87]. Scanning electronic micrographs can be seen in Figure 9.
Among the others, nylon 6 and nylon 66 are the most exploited one [88,89,90]. These sutures are available in a variety of sizes and configurations, allowing surgeons to select the most appropriate option for specific tissues and procedures.
Nylon sutures are preferred for their strength, which provides effective wound closure and promotes optimal healing [95]. In addition, their smooth surface reduces tissue trauma during insertion and removal, minimizing the risk of infection and inflammation [90,96,97,98,99]. In addition, nylon sutures are highly resistant to degradation in the body, ensuring long-term wound support until healing is complete. Overall, nylon sutures are a valuable tool in modern surgical practice, contributing to successful outcomes and patient well-being [100,101]. In between the different surgical fields, nylon sutures are used in abdominal [102,103], ophthalmology [104,105,106] and tendons/nerves repair [107,108,109,110]. Recent studies are focused on the enhancement of the antibacterial potency of nylon-based sutures. Syukri et al. performed a functionalization of nylon sutures through a in situ deposition of biogenic Au nanoparticles. The treated sutures demonstrated bactericidal effects on Gram-positive (S. aureus) and Gram-negative (E. coli, P. aeruginosa, A. baumannii, and K. pneumoniae) wound pathogens with more than 99.9% reduction [111]. The deposition is situ of the silver nanoparticle did not affect the mechanical properties of the sutures and enhanced the antibacterial and wound healing properties. In another published work by Meghil, a novel quaternary ammonium compound, K21, was used as a functional coating over different materials sutures, included nylons [112]. Results showed that growth of P. gingivalis and E. faecalis is inhibited by K21 at concentrations ranging from 5% to 25% when applied to different suture materials. Mohammadi et al. [113] studied another coating for nylon sutures based on hyaluronic acid and chitosan with a layer-by-layer assembly. These polycationic and polyanionic material were proven to form a polyelectrolyte matrix that can enhance the antibacterial property of the treated sutures by a controlled release of the coating materials.
4.3. Dental Implants
Nylons are used in dental implants, particularly in denture components, as alternative to poly(methyl methacrylate) (PMMA), and acrylic resins, [114] material that can produce allergies responses. Dentures are primarily used to anchor artificial teeth and gums to the denture [115]. Despite this fact, acrylic resins are still on the field, particularly when reinforced with nylon [116,117]. Dental nylon has unique qualities by the combination of flexibility and softness with strength and resistance to damage. This material is well tolerated by allergy sufferers. On the other hand, nylon dentures are able to completely imitate the colors of the oral cavity, without losing their original appearance. Besides, nylon is not prone to retaining odors, because it does not collect microbes. Specifically, nylons are used as supports in mesh-forms [118], in an electrospun nanofiber form [119] or as fiber produced via wet spinning method [120]. These systems were proven to be effective and durable [121]. An interesting application, being in the field of the electro-mechanical properties of polyamides, has been explored by Baojin Ma [122]. They produced a highly cytocompatible, piezoelectric nylon-11 nanoparticles, capable to provide physical signals to different stem cell during their differentiation processes. As a result, the osteogenic differentiation of dental pulp stem cells was found to be actively promoted by these nanoparticles, after the mediation with ultrasounds, providing regulation by noninvasive stimulation.
5. Nylon as Material for Other Applications
5.1. Hot Melt Adhesives
Adhesives that solidify from a molten state by cooling are commonly referred to as hot melts. They belong to the category of thermoplastic adhesives, which soften and liquefy when heated and solidify when cooled [123]. For effective bonding, the molten hot melt must maintain a low enough viscosity to ensure proper wetting, while avoiding rapid cooling that could hinder surface coverage on the substrate. Immediate bonding of substrates is required once the hot melt is applied in its molten form. After curing, the tackiness of the hot melt adhesive can vary depending on its specific formulation. The multiple field in which these materials are employed is huge, mainly for the production of commonly used objects, as books, cardboards and boxes (see Figure 10).
A wide number of different patents, describing employment of polyamides in the application as hot melt adhesives, were issued in last decades [124,125,126,127], providing a range of industrial solutions for extensive application across various industries. In packaging, they are commonly utilized for sealing cartons, boxes, and envelopes. They play a crucial role in product assembly processes, bonding components in industries ranging from automotive and electronics to furniture manufacturing. Moreover, hot melts are employed in woodworking tasks, facilitating the bonding of veneers, laminates, edge banding, and assembling wooden components. Recent works have been published over the enhancement of the properties of nylons in application as hot melt adhesive. Jin et A., [128] successfully prepared adhesive based on copolyamide from aminoundecanoic acid, caprolactam and nylon 66 salt. Again, using copolymers of nylons, different materials were produced. Zhou et Al, by the combination of nylon 6, 66 and 1010, developed a melt adhesive for glutinous lining and PET/cotton fabrics [129], while in a work by Xue [130] a modified version of this copolyamide 6, 66 and 510 a successful adhesive for aluminum and low-surface-energy coating has been reported. By the aggregation of multiwalled carbon nanotubes to a mixture of co-polyamides, Latko-Durałek et Al. [131] the rheological behavior and electrical properties of the final hot melt adhesive has been characterized and tuned. In 2020, nylon 6 containing LiBr showed strong lap shear strength with a metal plate immediately after hot-melt adhesion [132] which can be employed for various applications such as high-performance masking films.
5.2. Membranes for Water Purification
Membranes for water separation are critical components in various processes aimed at purifying water or separating specific components from water streams [133]. These systems are engineered to allow the passage of certain molecules or particles while blocking others, based on factors such as size, charge, or chemical properties [134]. Nylon membranes are commonly used in water purification systems due to their excellent properties such as chemical resistance, durability, and the ability to produce precise pore sizes. These materials are often employed in various filtration processes, including microfiltration, ultrafiltration, and nanofiltration, depending on the pore size and filtration requirements [135].
In water purification, nylon membranes can effectively remove particles, bacteria, viruses, and other contaminants from water, making it safe for consumption or further treatment. They are widely used in both residential and industrial settings, including in point-of-use water filters, desalination plants, and wastewater treatment facilities. The pore size of the nylon membrane can be tailored to specific applications, allowing for the selective removal of contaminants while retaining essential minerals and nutrients in the water [136]. Additionally, nylon membranes can be easily manufactured in different forms such as flat sheets, hollow fibers, or spiral-wound modules, providing versatility in system design and implementation.
Inside the technology of polyamides as water purification membranes, different works have been published. The majority of them aims to find solutions for the maximization of the purified water production [137]. This topic is a trade-off between the permeability and the selectivity of a membrane, being a compromise between huge volume of obtained water and the high quality of it. The more recent works deal with the functionalization of polyamide membranes by the application of thin-film composites. Being characterized by a high permeability and selectivity, these systems can address the benchmarks of the problem [138,139,140]. These composite membranes consist of a non-woven fabric support, a porous middle polymer layer and a thin (<500 nm) and highly cross-linked polyamide layer to provide selectivity [141]. Among these materials that, by a chemical or physical application to the polymeric membrane are constituting the thin-film composite, it is possible to find metal-organic frameworks (MOFs) [142,143,144]. MOFs refer to a type of hybrid organic-inorganic solid materials consisting of metal ions or clusters coordinated by organic moieties [145]. It has been reported that, the implementation of this organic-metallic agents can positively affect the permeability of the membrane [146], enhancing the amount of produced water without the cost of reduction in selectivity [147,148].
Another important functionalization has been provided by the integration of graphene oxide in the membrane, as a thin-film compound [149]. In membrane separation area, graphene with controlled pores is believed to form the ultimate thin membrane for fluid or gas separation [150]. Its application in water purification membranes has been studied [151,152,153]. The insertion of graphene-oxide in nylon membranes, in the form of nanosheets, has a dual effect: it increases the selectivity of the membrane, obtaining a pure stream of purified water without reducing the flow. Also, act as a chlorine barrier for the underlying polyamide membrane, resulting in a profound suppression of the membrane degradation in salt rejection upon chlorine exposure [154].
6. Conclusions
This review gathers the technological and modern applications in which nylons are the main or constitutive material. Since their invention nearly 100 years ago, these polymers have proven to be important technical materials with a wide range of applications. Still widely used in the fields for which they were created as synthetic fibers, these polyamides demonstrate a wide range of applications, from the production of biomaterials to constituting the main material in advanced devices such as triboelectric nanogenerators or dental and femoral prostheses printed by additive manufacturing processes. The employment in commercial and industrial uses like hot melt adhesive and membranes for water purifications confirms the good employability of these polymers into different spheres.
Literature data indicate that a lot of research is produced over the enhancement of nylon properties, by increasing the applicability, in particular in the fields of membrane separation technology and surgical sutures. In the former, by enhancing the antibacterial character, while in the latter by increasing permeation and selectivity.
The application of nylons on triboelectric nanogenerators is relatively new, as for the implementation in additive manufacturing processes. For these two topics, condition optimization, characterization and final design are still under complete study.
By considering the analyzed bibliography some consideration may be formulated. The larger number of linear polyamides produced and used are those belonging to the group of traditional nylons, including nylon 6, nylon 6 6, nylon 12 and nylon 6 10. There is an increasing interest in the use of nylon 11, specially for 3D printing technologies. Other nylons, as nylon 5 6, nylon 5 10 or nylon 4 6 are industrially produced but still are limited to specific applications, replacing the best known and most widely used one.
Great efforts are being made for the production of biobased monomers for the synthesis of nylon from bio resources [155]. Some of these monomers are obtaining from vegetable oils like castor oil for adipic acid [156], and sebacic acid [157] 1,5-pentanediamine [158]. Thus, several all-biobased nylons such as nylon 11, nylon 10 10, and nylon 4 10, or partly biobased such as nylon 6 10 and nylon 10 12 with excellent engineering applicability, have been already commercialized [159,160]. Nevertheless, although literature production on these aspects is very fruitful, these polymers are still on their way to be industrially produced.
Author Contributions
Conceptualization, M.A., J.P. and L.F.; formal analysis, M.A.; writing—original draft preparation, M.A.; writing—review and editing, M.A., J.P. and L.F; funding, J.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Spanish Ministry of Science and Innovation through PID2022-140302OB-I00 and by the Generalitat de Catalunya under the project 2021-SGR-01042.
Acknowledgments
M.A. is grateful for the support received from the Spanish Ministry of Science and Innovation, with the scholarship “Ayudas para contratos predoctorales para la formación de doctors/as 2019”.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Kohan, M.I. Nylon Plastics Handbook. Hanser/Gardner Publications, 1995; ISBN 9781569901892. [Google Scholar]
- Puiggalí, J. Aliphatic Polyamides (Nylons): Interplay between Hydrogen Bonds and Crystalline Structures, Polymorphic Transitions and Crystallization. Polymer Crystallization 2021, 4. [Google Scholar] [CrossRef]
- Lotz, B. Original Crystal Structures of Even–Even Polyamides Made of Pleated and Rippled Sheets. Macromolecules 2021, 54, 551–564. [Google Scholar] [CrossRef]
- Galimberti, D.; Quarti, C.; Milani, A. Polymorphism of Even Nylons Revisited through Periodic Quantum Chemical Calculations. Polymer (Guildf) 2015, 67, 167–173. [Google Scholar] [CrossRef]
- Li, Z.; Li, S.; Yang, P.; Fang, X.; Wen, Q.; Li, M.; Zhuang, W.; Wu, J.; Ying, H. The Effect of Polymorphism on Polymer Properties: Crystal Structure, Stability and Polymerization of the Short-Chain Bio-Based Nylon 52 Monomer 1,5-Pentanediamine Oxalate. IUCrJ 2023, 10, 52–65. [Google Scholar] [CrossRef] [PubMed]
- Dasgupta, S.; Hammond, W.B.; Goddard, W.A. Crystal Structures and Properties of Nylon Polymers from Theory. J Am Chem Soc 1996, 118, 12291–12301. [Google Scholar] [CrossRef]
- Lewis, E.L.V.; Ward, I.M. Anisotropic Mechanical Properties of Drawn Nylon 6. I. The α Phase. Journal of Macromolecular Science, Part B 1980, 18, 1–46. [Google Scholar] [CrossRef]
- Hermes, M. Enough for One Lifetime. Wallace Carothers, Inventor of Nylon; Chemical Heritage Foundation: Philadelphia, 1996; ISBN 0841233314. [Google Scholar]
- Available online: www.polymermolding.com/the-top-4-commercial-uses-of-nylon-in-products/ (accessed on 10 April 2024).
- Morales-Gámez, L.; Soto, D.; Franco, L.; Puiggalí, J. Brill Transition and Melt Crystallization of Nylon 56: An Odd-Even Polyamide with Two Hydrogen-Bonding Directions. Polymer (Guildf) 2010, 51, 5788–5798. [Google Scholar] [CrossRef]
- Available online: Www.Readingplastic.Com/What-Is-Nylon-Parts/ (accessed on 10 April 2024).
- Available online: Www.Sybridge.Com/Know-Your-Materials-Nylon/#:~:Text=The%20three%20most%20common%20types,%2C%20ropes%2C%20and%20industrial%20cords.
- Wang, Z.L.; Chen, J.; Lin, L. Progress in Triboelectric Nanogenerators as a New Energy Technology and Self-Powered Sensors. Energy Environ Sci 2015, 8, 2250–2282. [Google Scholar] [CrossRef]
- Fan, F.-R.; Lin, L.; Zhu, G.; Wu, W.; Zhang, R.; Wang, Z.L. Transparent Triboelectric Nanogenerators and Self-Powered Pressure Sensors Based on Micropatterned Plastic Films. Nano Lett 2012, 12, 3109–3114. [Google Scholar] [CrossRef] [PubMed]
- Wu, C.; Wang, A.C.; Ding, W.; Guo, H.; Wang, Z.L. Triboelectric Nanogenerator: A Foundation of the Energy for the New Era. Adv Energy Mater 2019, 9. [Google Scholar] [CrossRef]
- Basavaraj, C.K.; Vishwas, M. Studies on Effect of Fused Deposition Modelling Process Parameters on Ultimate Tensile Strength and Dimensional Accuracy of Nylon. IOP Conf Ser Mater Sci Eng 2016, 149, 012035. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D Printing of Polymer Matrix Composites: A Review and Prospective. Compos B Eng 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Teo, A.J.T.; Mishra, A.; Park, I.; Kim, Y.-J.; Park, W.-T.; Yoon, Y.-J. Polymeric Biomaterials for Medical Implants and Devices. ACS Biomater Sci Eng 2016, 2, 454–472. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Li, Y.; Wei, J.; de Groot, K. Development of Biomimetic Nano-Hydroxyapatite/Poly(Hexamethylene Adipamide) Composites. Biomaterials 2002, 23, 4787–4791. [Google Scholar] [CrossRef] [PubMed]
- Hashemi Sanatgar, R.; Campagne, C.; Nierstrasz, V. Investigation of the Adhesion Properties of Direct 3D Printing of Polymers and Nanocomposites on Textiles: Effect of FDM Printing Process Parameters. Appl Surf Sci 2017, 403, 551–563. [Google Scholar] [CrossRef]
- Wang, Z.L. Triboelectric Nanogenerators as New Energy Technology for Self-Powered Systems and as Active Mechanical and Chemical Sensors. ACS Nano 2013, 7, 9533–9557. [Google Scholar] [CrossRef] [PubMed]
- Elsdon, R.; Mitchell, G.R. Contact Electrification of Polymers. J Phys D Appl Phys 1976, 9, 1445–1460. [Google Scholar] [CrossRef]
- Fan, F.-R.; Tian, Z.-Q.; Lin Wang, Z. Flexible Triboelectric Generator. Nano Energy 2012, 1, 328–334. [Google Scholar] [CrossRef]
- Choi, Y.S.; Kar-Narayan, S. Nylon-11 Nanowires for Triboelectric Energy Harvesting. EcoMat 2020, 2. [Google Scholar] [CrossRef]
- Lee, J.W.; Takase, Y.; Newman, B.A.; Scheinbeim, J.I. Ferroelectric Polarization Switching in Nylon-11. J Polym Sci B Polym Phys 1991, 29, 273–277. [Google Scholar] [CrossRef]
- Lee, J.W.; Takase, Y.; Newman, B.A.; Scheinbeim, J.I. Effect of Annealing on the Ferroelectric Behavior of Nylon - 11 and Nylon - 7. J Polym Sci B Polym Phys 1991, 29, 279–286. [Google Scholar] [CrossRef]
- Takahashi, Y.; Shimomura, M.; Kutani, M.; Furukawa, T. Ferroelectric Switching Characteristics and Crystal Structure of Nylon 11. Polym J 1997, 29, 234–239. [Google Scholar] [CrossRef]
- Zhang, Z.; Litt, M.H.; Zhu, L. Unified Understanding of Ferroelectricity in n -Nylons: Is the Polar Crystalline Structure a Prerequisite? Macromolecules 2016, 49, 3070–3082. [Google Scholar] [CrossRef]
- Scheinbeim, J.I.; Lee, J.W.; Newman, B.A. Ferroelectric Polarization Mechanisms in Nylon 11. Macromolecules 1992, 25, 3729–3732. [Google Scholar] [CrossRef]
- Anwar, S.; Pinkal, D.; Zajaczkowski, W.; von Tiedemann, P.; Sharifi Dehsari, H.; Kumar, M.; Lenz, T.; Kemmer-Jonas, U.; Pisula, W.; Wagner, M.; et al. Solution-Processed Transparent Ferroelectric Nylon Thin Films. Sci Adv 2019, 5. [Google Scholar] [CrossRef] [PubMed]
- Xu, M.; Zhao, T.; Wang, C.; Zhang, S.L.; Li, Z.; Pan, X.; Wang, Z.L. High Power Density Tower-like Triboelectric Nanogenerator for Harvesting Arbitrary Directional Water Wave Energy. ACS Nano, 2019; acsnano.8b08274. [Google Scholar] [CrossRef]
- Zhang, G.; Liu, C.; Yang, L.; Kong, Y.; Fan, X.; Zhang, J.; Liu, X.; Yuan, B. A Flame-Retardant and Conductive Fabric-Based Triboelectric Nanogenerator: Application in Fire Alarm and Emergency Evacuation. J Colloid Interface Sci 2024, 658, 219–229. [Google Scholar] [CrossRef] [PubMed]
- Singh, V.; Rana, S.; Bokolia, R.; Panwar, A.K.; Meena, R.; Singh, B. Electrospun PVDF-MoSe2 Nanofibers Based Hybrid Triboelectric Nanogenerator for Self-Powered Water Splitting System. J Alloys Compd 2024, 978, 173416. [Google Scholar] [CrossRef]
- Gajula, P.; Yoon, J.U.; Woo, I.; Oh, S.-J.; Bae, J.W. Triboelectric Touch Sensor Array System for Energy Generation and Self-Powered Human-Machine Interfaces Based on Chemically Functionalized, Electrospun RGO/Nylon-12 and Micro-Patterned Ecoflex/MoS2 Films. Nano Energy 2024, 121, 109278. [Google Scholar] [CrossRef]
- Wang, Q.; Xu, B.; Tan, D.; Hu, X.; Yang, Y.; Huang, J.; Gao, Y.; Liu, X. Nature-Inspired Scalable High-Performance Triboelectric Nanogenerators for Energy Harvesting and Sensing. Nano Energy 2024, 121, 109217. [Google Scholar] [CrossRef]
- Jiao, H.; Lin, X.; Xiong, Y.; Han, J.; Liu, Y.; Yang, J.; Wu, S.; Jiang, T.; Wang, Z.L.; Sun, Q. Thermal Insulating Textile Based Triboelectric Nanogenerator for Outdoor Wearable Sensing and Interaction. Nano Energy 2024, 120, 109134. [Google Scholar] [CrossRef]
- Xiong, J.; Lin, M.; Wang, J.; Gaw, S.L.; Parida, K.; Lee, P.S. Wearable All-Fabric-Based Triboelectric Generator for Water Energy Harvesting. Adv Energy Mater 2017, 7. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies; Springer: New York, NY, USA, 2015; ISBN 978-1-4939-2112-6. [Google Scholar]
- Sillani, F.; Kleijnen, R.G.; Vetterli, M.; Schmid, M.; Wegener, K. Selective Laser Sintering and Multi Jet Fusion: Process-Induced Modification of the Raw Materials and Analyses of Parts Performance. Addit Manuf 2019, 27, 32–41. [Google Scholar] [CrossRef]
- Lupone, F.; Padovano, E.; Lambertini, V.G.; Sampieri, R.; Casamento, F.; Zecchi, S.; Badini, C. Selective Laser Sintering versus Multi Jet Fusion: A Comprehensive Comparison Study Based on the Properties of Glass Beads-Reinforced Polyamide 12. Adv Eng Mater 2024, 26. [Google Scholar] [CrossRef]
- Majewski, C.; Zarringhalam, H.; Hopkinson, N. Effect of the Degree of Particle Melt on Mechanical Properties in Selective Laser-Sintered Nylon-12 Parts. Proc Inst Mech Eng B J Eng Manuf 2008, 222, 1055–1064. [Google Scholar] [CrossRef]
- de Toro, E.V.; Sobrino, J.C.; Martínez, A.M.; Eguía, V.M. Analysis of the Influence of the Variables of the Fused Deposition Modeling (FDM) Process on the Mechanical Properties of a Carbon Fiber-Reinforced Polyamide. Procedia Manuf 2019, 41, 731–738. [Google Scholar] [CrossRef]
- Webbe Kerekes, T.; Lim, H.; Joe, W.Y.; Yun, G.J. Characterization of Process–Deformation/Damage Property Relationship of Fused Deposition Modeling (FDM) 3D-Printed Specimens. Addit Manuf 2019, 25, 532–544. [Google Scholar] [CrossRef]
- Caminero, M.A.; Chacón, J.M.; García-Moreno, I.; Rodríguez, G.P. Impact Damage Resistance of 3D Printed Continuous Fibre Reinforced Thermoplastic Composites Using Fused Deposition Modelling. Compos B Eng 2018, 148, 93–103. [Google Scholar] [CrossRef]
- Parandoush, P.; Lin, D. A Review on Additive Manufacturing of Polymer-Fiber Composites. Compos Struct 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Singh, R.; Singh, S. Development of Nylon Based FDM Filament for Rapid Tooling Application. Journal of The Institution of Engineers (India): Series C 2014, 95, 103–108. [Google Scholar] [CrossRef]
- Moradi, M.; Aminzadeh, A.; Rahmatabadi, D.; Rasouli, S.A. Statistical and Experimental Analysis of Process Parameters of 3D Nylon Printed Parts by Fused Deposition Modeling: Response Surface Modeling and Optimization. J Mater Eng Perform 2021, 30, 5441–5454. [Google Scholar] [CrossRef]
- Zhang, Y.; Purssell, C.; Mao, K.; Leigh, S. A Physical Investigation of Wear and Thermal Characteristics of 3D Printed Nylon Spur Gears. Tribol Int 2020, 141, 105953. [Google Scholar] [CrossRef]
- Guessasma, S.; Belhabib, S.; Nouri, H. Effect of Printing Temperature on Microstructure, Thermal Behavior and Tensile Properties of <scp>3D</Scp> Printed Nylon Using Fused Deposition Modeling. J Appl Polym Sci 2021, 138. [Google Scholar] [CrossRef]
- Dimitrievska, S.; Whitfield, J.; Hacking, S.A.; Bureau, M.N. Novel Carbon Fiber Composite for Hip Replacement with Improved in Vitro and in Vivo Osseointegration. J Biomed Mater Res A 2009, 91A, 37–51. [Google Scholar] [CrossRef]
- Tavakkoli Avval, P.; Samiezadeh, S.; Klika, V.; Bougherara, H. Investigating Stress Shielding Spanned by Biomimetic Polymer-Composite vs. Metallic Hip Stem: A Computational Study Using Mechano-Biochemical Model. J Mech Behav Biomed Mater 2015, 41, 56–67. [Google Scholar] [CrossRef] [PubMed]
- Nyiranzeyimana, G.; Mutua, J.M.; Ochuku Mbuya, T.; Mose, B.R.; Bisengimana, E. Fused Deposition Modelling (FDM) Process Parameter Optimization to Minimize Residual Stresses of 3 d Printed Carbon Fiber Nylon 12 Hip Joint Implant. Materwiss Werksttech 2022, 53, 1184–1199. [Google Scholar] [CrossRef]
- Kumar, S. Selective Laser Sintering: A Qualitative and Objective Approach. JOM 2003, 55, 43–47. [Google Scholar] [CrossRef]
- Ajoku, U.; Saleh, N.; Hopkinson, N.; Hague, R.; Erasenthiran, P. Investigating Mechanical Anisotropy and End-of-Vector Effect in Laser-Sintered Nylon Parts. Proc Inst Mech Eng B J Eng Manuf 2006, 220, 1077–1086. [Google Scholar] [CrossRef]
- Esposito, G.R.; Dingemans, T.J.; Pearson, R.A. Changes in Polyamide 11 Microstructure and Chemistry during Selective Laser Sintering. Addit Manuf 2021, 48, 102445. [Google Scholar] [CrossRef]
- Pandelidi, C.; Lee, K.P.M.; Kajtaz, M. Effects of Polyamide-11 Powder Refresh Ratios in Multi-Jet Fusion: A Comparison of New and Used Powder. Addit Manuf 2021, 40, 101933. [Google Scholar] [CrossRef]
- Verbelen, L.; Dadbakhsh, S.; Van den Eynde, M.; Kruth, J.-P.; Goderis, B.; Van Puyvelde, P. Characterization of Polyamide Powders for Determination of Laser Sintering Processability. Eur Polym J 2016, 75, 163–174. [Google Scholar] [CrossRef]
- Salazar, A.; Rico, A.; Rodríguez, J.; Segurado Escudero, J.; Seltzer, R.; Martin de la Escalera Cutillas, F. Monotonic Loading and Fatigue Response of a Bio-Based Polyamide PA11 and a Petrol-Based Polyamide PA12 Manufactured by Selective Laser Sintering. Eur Polym J 2014, 59, 36–45. [Google Scholar] [CrossRef]
- Cai, C.; Tey, W.S.; Chen, J.; Zhu, W.; Liu, X.; Liu, T.; Zhao, L.; Zhou, K. Comparative Study on 3D Printing of Polyamide 12 by Selective Laser Sintering and Multi Jet Fusion. J Mater Process Technol 2021, 288, 116882. [Google Scholar] [CrossRef]
- Chatham, C.A.; Long, T.E.; Williams, C.B. A Review of the Process Physics and Material Screening Methods for Polymer Powder Bed Fusion Additive Manufacturing. Prog Polym Sci 2019, 93, 68–95. [Google Scholar] [CrossRef]
- Priyadarshini, B.M.; Kok, W.K.; Dikshit, V.; Feng, S.; Li, K.H.H.; Zhang, Y. 3D Printing Biocompatible Materials with Multi Jet Fusion for Bioreactor Applications. Int J Bioprint 2022, 9, 623. [Google Scholar] [CrossRef] [PubMed]
- Drummer, D.; Rietzel, D.; Kühnlein, F. Development of a Characterization Approach for the Sintering Behavior of New Thermoplastics for Selective Laser Sintering. Phys Procedia 2010, 5, 533–542. [Google Scholar] [CrossRef]
- Tey, W.S.; Cai, C.; Zhou, K. A Comprehensive Investigation on 3D Printing of Polyamide 11 and Thermoplastic Polyurethane via Multi Jet Fusion. Polymers (Basel) 2021, 13, 2139. [Google Scholar] [CrossRef] [PubMed]
- Lee, K.P.M.; Kajtaz, M. Experimental Characterisation and Finite Element Modelling of Polyamide-12 Fabricated via Multi Jet Fusion. Polymers (Basel) 2022, 14, 5258. [Google Scholar] [CrossRef]
- Morales-Planas, S.; Minguella-Canela, J.; Lluma-Fuentes, J.; Travieso-Rodriguez, J.A.; García-Granada, A.A. Multi Jet Fusion PA12 Manufacturing Parameters for Watertightness, Strength and Tolerances. Materials 2018, 11. [Google Scholar] [CrossRef] [PubMed]
- Chen, K.; Teo, H.W.B.; Rao, W.; Kang, G.; Zhou, K.; Zeng, J.; Du, H. Experimental and Modeling Investigation on the Viscoelastic-Viscoplastic Deformation of Polyamide 12 Printed by Multi Jet Fusion. Int J Plast 2021, 143, 103029. [Google Scholar] [CrossRef]
- Liu, X.; Tey, W.S.; Choo, J.Y.C.; Chen, J.; Tan, P.; Cai, C.; Ong, A.; Zhao, L.; Zhou, K. Enhancing the Mechanical Strength of Multi Jet Fusion–Printed Polyamide 12 and Its Glass Fiber-Reinforced Composite via High-Temperature Annealing. Addit Manuf 2021, 46, 102205. [Google Scholar] [CrossRef]
- Xu, Z.; Wang, Y.; Wu, D.; Ananth, K.P.; Bai, J. The Process and Performance Comparison of Polyamide 12 Manufactured by Multi Jet Fusion and Selective Laser Sintering. J Manuf Process 2019, 47, 419–426. [Google Scholar] [CrossRef]
- Rosso, S.; Meneghello, R.; Biasetto, L.; Grigolato, L.; Concheri, G.; Savio, G. In-Depth Comparison of Polyamide 12 Parts Manufactured by Multi Jet Fusion and Selective Laser Sintering. Addit Manuf 2020, 36, 101713. [Google Scholar] [CrossRef]
- Ráž, K.; Chval, Z.; Thomann, S. Minimizing Deformations during HP MJF 3D Printing. Materials 2023, 16, 7389. [Google Scholar] [CrossRef] [PubMed]
- Srinivas, R.P.; Alomarah, A.; Masood, S.H.; Nikzad, M.; Habib, F.N.; Riza, S.H. Mechanical Response of a Compressed Novel 3D Tetrachiral Structure Processed by MJF 3D Printing Process. Mater Today Proc 2021, 46, 4776–4781. [Google Scholar] [CrossRef]
- Winnacker, M.; Rieger, B. Biobased Polyamides: Recent Advances in Basic and Applied Research. Macromol Rapid Commun 2016, 37, 1391–1413. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Li, Y.; Zuo, Y.; Li, J.; Ma, S.; Cheng, L. Biocompatibility and Osteogenesis of Biomimetic Nano-Hydroxyapatite/Polyamide Composite Scaffolds for Bone Tissue Engineering. Biomaterials 2007, 28, 3338–3348. [Google Scholar] [CrossRef] [PubMed]
- Gendre, L.; Njuguna, J.; Abhyankar, H.; Ermini, V. Mechanical and Impact Performance of Three-Phase Polyamide 6 Nanocomposites. Mater Des 2015, 66, 486–491. [Google Scholar] [CrossRef]
- Dubitsky, A.; Perreault, S. A Model for Binding of DNA and Proteins to Transfer Membranes. Pall Corporation Tech Note.
- Available online: Www.Dukeextrusion.Com/Materials/Nylon-Medical-Extrusion.
- Todros, S.; Natali, A.N.; Pace, G.; Di Noto, V. Correlation between Chemical and Mechanical Properties in Renewable Poly(Ether-Block-Amide)s for Biomedical Applications. Macromol Chem Phys 2013, 214, 2061–2072. [Google Scholar] [CrossRef]
- O’Neil, C. So Many Polymers, so Little Time. MD+ DI 2010, 32, 162–172. [Google Scholar]
- Spiotta, A.M.; Fargen, K.M.; Chaudry, I.; Turner, R.D.; Turk, A.S. ADAPT: A Direct Aspiration First Pass Technique. Endovascular Today 2016, 15, 68–70. [Google Scholar]
- Touris, A.; Turcios, A.; Mintz, E.; Pulugurtha, S.R.; Thor, P.; Jolly, M.; Jalgaonkar, U. Effect of Molecular Weight and Hydration on the Tensile Properties of Polyamide 12. Results in Materials 2020, 8, 100149. [Google Scholar] [CrossRef]
- Halim, K.A.A.; Farrell, J.B.; Kennedy, J.E. Preparation and Characterisation of Polyamide 11/Montmorillonite (MMT) Nanocomposites for Use in Angioplasty Balloon Applications. Mater Chem Phys 2013, 143, 336–348. [Google Scholar] [CrossRef]
- Zhang, X.; Li, J.; Huang, Y.; Xian, Y.; Meng, M.Q.-H.; Chiu, P.W.Y.; Li, Z. Design and Optimal Pose-Constrained Visual Servoing of a Novel Active Flexible Endoscope Holder System for Solo Laparoscopic Surgery. Advanced Intelligent Systems 2024, 6. [Google Scholar] [CrossRef]
- Inoue, K.; Owaki, T.; Nakamura, T.; Kitamura, F.; Miyamoto, N. Clinical Application of Transvenous Mitral Commissurotomy by a New Balloon Catheter. Journal of Thoracic and Cardiovascular Surgery 1984, 87, 394–402. [Google Scholar] [CrossRef] [PubMed]
- Dias, R.G.; Magalhães, G.M.; Dias, L.G.G.G.; Rocha, J.R.; Dias, F.G.G.; Facin, A.C.; Mattos Junior, E. Biocompatibility of Polyamide 12 Intramedullary Rod after Humeral Consolidation in White Plymouth Rock Birds. Pesquisa Veterinária Brasileira 2018, 38, 1909–1912. [Google Scholar] [CrossRef]
- Xu, L.; Liu, Y.; Zhou, W.; Yu, D. Electrospun Medical Sutures for Wound Healing: A Review. Polymers (Basel) 2022, 14, 1637. [Google Scholar] [CrossRef] [PubMed]
- Dart, A.J.; Dart, C.M. Comprehensive Biomaterials II 2017.
- Reinbold, J.; Uhde, A.-K.; Müller, I.; Weindl, T.; Geis-Gerstorfer, J.; Schlensak, C.; Wendel, H.-P.; Krajewski, S. Preventing Surgical Site Infections Using a Natural, Biodegradable, Antibacterial Coating on Surgical Sutures. Molecules 2017, 22, 1570. [Google Scholar] [CrossRef] [PubMed]
- Trott, A.T. Instruments, Suture Materials, and Closure Choices. Wounds and Lacerations: Emergency Care and Closure. [CrossRef]
- Maitz, M.F. Applications of Synthetic Polymers in Clinical Medicine. Biosurf Biotribol 2015, 1, 161–176. [Google Scholar] [CrossRef]
- Faris, A.; Khalid, L.; Hashim, M.; Yaghi, S.; Magde, T.; Bouresly, W.; Hamdoon, Z.; Uthman, A.T.; Marei, H.; Al-Rawi, N. Characteristics of Suture Materials Used in Oral Surgery: Systematic Review. Int Dent J 2022, 72, 278–287. [Google Scholar] [CrossRef] [PubMed]
- Diaz-Celorio, E. Influence of Composition and Microstructure on Properties of New Trimethylene Carbonate/ Glycolide Copolymers with Biomedical Applications, Universitat Politècnica de Catalunya, 2012.
- Available online: Www.Ethicon.Com/Na/Epc/Search/Platform/Wound%20closure?Lang=en-Default.
- Available online: Www.Bbraun.Com/En/Products-and-Solutions/Therapies/Sutures-and-Surgical-Specialties.Html.
- Www.Medtronic.Com/Covidien/En-Us/Index.Html.
- Quaglia, E. Polyamide vs Silk Sutures in the Healing of Postextraction Sockets: A Split Mouth Study. Oral Implantol (Rome) 2018, 11, 115–120. [Google Scholar]
- Lin, J.; Winkelman, C.; Worley, S.D.; Broughton, R.M.; Williams, J.F. Antimicrobial Treatment of Nylon. J Appl Polym Sci 2001, 81, 943–947. [Google Scholar] [CrossRef]
- Naleway, S.E.; Lear, W.; Kruzic, J.J.; Maughan, C.B. Mechanical Properties of Suture Materials in General and Cutaneous Surgery. J Biomed Mater Res B Appl Biomater 2015, 103, 735–742. [Google Scholar] [CrossRef] [PubMed]
- Bayraktar, E.K.; Hockenberger, A.Ş. Investigating the Knot Performance of Silk, Polyamide, Polyester, and Polypropylene Sutures. Textile Research Journal 2001, 71, 435–440. [Google Scholar] [CrossRef]
- Yaltirik, M.; Dedeoglu, K.; Bilgic, B.; Koray, M.; Ersev, H.; Issever, H.; Dulger, O.; Soley, S. Comparison of Four Different Suture Materials in Soft Tissues of Rats. Oral Dis 2003, 9, 284–286. [Google Scholar] [CrossRef] [PubMed]
- Silver, E.; Wu, R.; Grady, J.; Song, L. Knot Security- How Is It Affected by Suture Technique, Material, Size, and Number of Throws? Journal of Oral and Maxillofacial Surgery 2016, 74, 1304–1312. [Google Scholar] [CrossRef] [PubMed]
- Shakiba, M.; Rezvani Ghomi, E.; Khosravi, F.; Jouybar, S.; Bigham, A.; Zare, M.; Abdouss, M.; Moaref, R.; Ramakrishna, S. Nylon—A Material Introduction and Overview for Biomedical Applications. Polym Adv Technol 2021, 32, 3368–3383. [Google Scholar] [CrossRef]
- Leaper, D.J.; Pollock, A.V.; Evans, M. Abdominal Wound Closure: A Trial of Nylon, Polyglycolic Acid and Steel Sutures. British Journal of Surgery 2005, 64, 603–606. [Google Scholar] [CrossRef] [PubMed]
- Bucknall, T.E.; Ellis, H. Abdominal Wound Closure--a Comparison of Monofilament Nylon and Polyglycolic Acid. Surgery 1981, 89, 672–677. [Google Scholar] [PubMed]
- Shahinian, L.; Brown, S.I. Postoperative Complications with Protruding Monofilament Nylon Sutures. Am J Ophthalmol 1977, 83, 546–548. [Google Scholar] [CrossRef] [PubMed]
- Heaven, C.J.; Davison, C.R.N.; Cockcroft, P.M. Bacterial Contamination of Nylon Corneal Sutures. Eye 1995, 9, 116–118. [Google Scholar] [CrossRef] [PubMed]
- Hayashi, K.; Katori, N.; Kasai, K.; Kamisasanuki, T.; Kokubo, K.; Ohno-Matsui, K. Comparison of Nylon Monofilament Suture and Polytetrafluoroethylene Sheet for Frontalis Suspension Surgery in Eyes With Congenital Ptosis. Am J Ophthalmol 2013, 155, 654–663. [Google Scholar] [CrossRef] [PubMed]
- Giddins, G.; Wade, P.; Amis, A. Primary Nerve Repair: Strength of Repair with Different Gauges of Nylon Suture Material. The Journal of Hand Surgery: Journal of the British Society for Surgery of the Hand 1989, 14, 301–302. [Google Scholar] [CrossRef]
- Menovsky, T.; Bartels, R.H.M.A.; van Lindert, E.L.; André Grotenhuis, J. Skin Closure in Carpal Tunnel Surgery: A Prospective Comparative Study between Nylon, Polyglactin 910 and Stainless Steel Sutures. Hand Surgery 2004, 09, 35–38. [Google Scholar] [CrossRef] [PubMed]
- Nixon, A.J.; Stashak, T.S.; Smith, F.W.; Norrdin, R.W. Comparison of Carbon Fibre and Nylon Suture for Repair of Transected Flexor Tendons in the Horse. Equine Vet J 1984, 16, 93–102. [Google Scholar] [CrossRef] [PubMed]
- Hamada, Y.; Katoh, S.; Hibino, N.; Kosaka, H.; Hamada, D.; Yasui, N. Effects of Monofilament Nylon Coated With Basic Fibroblast Growth Factor on Endogenous Intrasynovial Flexor Tendon Healing. J Hand Surg Am 2006, 31, 530–540. [Google Scholar] [CrossRef] [PubMed]
- Syukri, D.M.; Nwabor, O.F.; Singh, S.; Voravuthikunchai, S.P. Antibacterial Functionalization of Nylon Monofilament Surgical Sutures through in Situ Deposition of Biogenic Silver Nanoparticles. Surf Coat Technol 2021, 413, 127090. [Google Scholar] [CrossRef]
- Meghil, M.M.; Rueggeberg, F.; El-Awady, A.; Miles, B.; Tay, F.; Pashley, D.; Cutler, C.W. Novel Coating of Surgical Suture Confers Antimicrobial Activity Against Porphyromonas Gingivalis and Enterococcus Faecalis. J Periodontol 2015, 86, 788–794. [Google Scholar] [CrossRef] [PubMed]
- Mohammadi, H.; Alihosseini, F.; Hosseini, S.A. Improving Physical and Biological Properties of Nylon Monofilament as Suture by Chitosan/Hyaluronic Acid. Int J Biol Macromol 2020, 164, 3394–3402. [Google Scholar] [CrossRef] [PubMed]
- Ardelean, L.; Bortun, C.; Motoc, M.; Rusu, L. Alternative Technologies for Dentures Manufacturing Using Different Types of Resins. Materiale Plastice 2010, 47, 433–435. [Google Scholar]
- Wieckiewicz, M.; Opitz, V.; Richter, G.; Boening, K.W. Physical Properties of Polyamide-12 versus PMMA Denture Base Material. Biomed Res Int 2014, 2014, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Meriç, G.; Erkmen, E.; Kurt, A.; Tunç, Y.; Eser, A. Influence of Prosthesis Type and Material on the Stress Distribution in Bone around Implants: A 3-Dimensional Finite Element Analysis. J Dent Sci 2011, 6, 25–32. [Google Scholar] [CrossRef]
- Almeida, C.S.; Amaral, M.; de Cássia Papaiz Gonçalves, F.; de Arruda Paes-Junior, T.J. Effect of an Experimental Silica-Nylon Reinforcement on the Fracture Load and Flexural Strength of Bisacrylic Interim Partial Fixed Dental Prostheses. J Prosthet Dent 2016, 115, 301–305. [Google Scholar] [CrossRef] [PubMed]
- Gonçalves, F. de C.P.; Amaral, M.; Borges, A.L.S.; Gonçalves, L.F.M.; Paes-Junior, T.J. de A. Fracture Load of Complete-Arch Implant-Supported Prostheses Reinforced with Nylon-Silica Mesh: An in Vitro Study. J Prosthet Dent 2018, 119, 606–610. [CrossRef] [PubMed]
- Fong, H. Electrospun Nylon 6 Nanofiber Reinforced BIS-GMA/TEGDMA Dental Restorative Composite Resins. Polymer (Guildf) 2004, 45, 2427–2432. [Google Scholar] [CrossRef]
- Wijaya, Dissa Kirana Djustiana, N.; Faza, Y.; Cahyanto, A.; Hardiansyah, A. Fabrication and Characterization of Nylon 6 Fiber via Wet Spinning Method for Application as a Reinforcing Material for a Direct Dental Bridge. Makara J Sci 2023, 27. [CrossRef]
- Amini, P.; Abyari, S.; Pourmoshrefi, P.; Lashkarizadeh, N.; Lashkarizadeh, L. Retention and Wear of Nylon Matrix Component in Implant-Supported Overdentures Based on Insertion Technique: A Clinical Trial. Journal of Dental Materials and Techniques 2023, 12, 134–141. [Google Scholar] [CrossRef]
- Ma, B.; Liu, F.; Li, Z.; Duan, J.; Kong, Y.; Hao, M.; Ge, S.; Jiang, H.; Liu, H. Piezoelectric Nylon-11 Nanoparticles with Ultrasound Assistance for High-Efficiency Promotion of Stem Cell Osteogenic Differentiation. J Mater Chem B 2019, 7, 1847–1854. [Google Scholar] [CrossRef] [PubMed]
- Petrie, E.M. Handbook of Adhesives and Sealants; 2000; ISBN 0070498881. [Google Scholar]
- German, J.; Degering, E. US Patent 2,867,572 1959.
- Campbell, L. European Patent 051 139 1981.
- Loeb, M.L. Polyamide Resins and Method for Manufacture 1976.
- Breese, D.R.; Cooper, R.; Vanderstiggel, K.; Gay, E.R.; Michelman, R. Primer Coatings for Use on Substrates 2023.
- Jin, X.-D.; Hu, G.-S.; Yang, Y.-F.; Zhou, X.-M.; Wang, B.-B. Nylon 6/66/11 Copolymer Used for Hot-Melt Adhesives: Synthesis and Properties. J Adhes Sci Technol 2009, 23, 779–785. [Google Scholar] [CrossRef]
- Zhou, Y.; Xue, W.; Zeng, Z.; Zhu, W.; Li, Z. Amine-Terminated Nylon 6/66/1010 (AM-6/66/1010) Used for Hot Melt Adhesives: Synthesis and Properties. J Adhes Sci Technol 2015, 29, 670–677. [Google Scholar] [CrossRef]
- Xue, W.; Zong, Z.; Zhou, L.; Zeng, Z. Synthesis and Properties of Nylon 6/66/510 Used as Hot Melt Adhesives for Metal Plate with Low-Surface-Energy Coating. J Adhes Sci Technol 2019, 33, 395–405. [Google Scholar] [CrossRef]
- Latko-Durałek, P.; Macutkevic, J.; Kay, C.; Boczkowska, A.; McNally, T. Hot-melt Adhesives Based on Co-polyamide and Multiwalled Carbon Nanotubes. J Appl Polym Sci 2018, 135. [Google Scholar] [CrossRef]
- Yamaguchi, M.; Takatani, R.; Sato, Y.; Maeda, S. Moisture-Sensitive Smart Hot-Melt Adhesive from Polyamide 6. SN Appl Sci 2020, 2, 1567. [Google Scholar] [CrossRef]
- Yang, Z.; Ma, X.-H.; Tang, C.Y. Recent Development of Novel Membranes for Desalination. Desalination 2018, 434, 37–59. [Google Scholar] [CrossRef]
- Shannon, M.A.; Bohn, P.W.; Elimelech, M.; Georgiadis, J.G.; Mariñas, B.J.; Mayes, A.M. Science and Technology for Water Purification in the Coming Decades. Nature 2008, 452, 301–310. [Google Scholar] [CrossRef] [PubMed]
- Tang, C.Y.; Yang, Z.; Guo, H.; Wen, J.J.; Nghiem, L.D.; Cornelissen, E. Potable Water Reuse through Advanced Membrane Technology. Environ Sci Technol 2018, 52, 10215–10223. [Google Scholar] [CrossRef] [PubMed]
- Lau, W.J.; Gray, S.; Matsuura, T.; Emadzadeh, D.; Paul Chen, J.; Ismail, A.F. A Review on Polyamide Thin Film Nanocomposite (TFN) Membranes: History, Applications, Challenges and Approaches. Water Res 2015, 80, 306–324. [Google Scholar] [CrossRef] [PubMed]
- Park, H.B.; Kamcev, J.; Robeson, L.M.; Elimelech, M.; Freeman, B.D. Maximizing the Right Stuff: The Trade-off between Membrane Permeability and Selectivity. Science (1979) 2017, 356. [Google Scholar] [CrossRef] [PubMed]
- Zhao, D.L.; Japip, S.; Zhang, Y.; Weber, M.; Maletzko, C.; Chung, T.-S. Emerging Thin-Film Nanocomposite (TFN) Membranes for Reverse Osmosis: A Review. Water Res 2020, 173, 115557. [Google Scholar] [CrossRef] [PubMed]
- Dai, R.; Li, J.; Wang, Z. Constructing Interlayer to Tailor Structure and Performance of Thin-Film Composite Polyamide Membranes: A Review. Adv Colloid Interface Sci 2020, 282, 102204. [Google Scholar] [CrossRef] [PubMed]
- Khorshidi, B.; Thundat, T.; Fleck, B.A.; Sadrzadeh, M. A Novel Approach Toward Fabrication of High Performance Thin Film Composite Polyamide Membranes. Sci Rep 2016, 6, 22069. [Google Scholar] [CrossRef] [PubMed]
- Greenlee, L.F.; Lawler, D.F.; Freeman, B.D.; Marrot, B.; Moulin, P. Reverse Osmosis Desalination: Water Sources, Technology, and Today’s Challenges. Water Res 2009, 43, 2317–2348. [Google Scholar] [CrossRef] [PubMed]
- Guo, H.; Peng, L.E.; Yao, Z.; Yang, Z.; Ma, X.; Tang, C.Y. Non-Polyamide Based Nanofiltration Membranes Using Green Metal–Organic Coordination Complexes: Implications for the Removal of Trace Organic Contaminants. Environ Sci Technol 2019, 53, 2688–2694. [Google Scholar] [CrossRef] [PubMed]
- Paseta, L.; Antorán, D.; Coronas, J.; Téllez, C. 110th Anniversary: Polyamide/Metal-Organic Framework Bilayered Thin Film Composite Membranes for the Removal of Pharmaceutical Compounds from Water. Ind Eng Chem Res 2019, 58, 4222–4230. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, Y.; Wang, X.; Huang, X.; Xie, Y.F. Impacts of Metal–Organic Frameworks on Structure and Performance of Polyamide Thin-Film Nanocomposite Membranes. ACS Appl Mater Interfaces 2019, 11, 13724–13734. [Google Scholar] [CrossRef] [PubMed]
- Bétard, A.; Fischer, R.A. Metal–Organic Framework Thin Films: From Fundamentals to Applications. Chem Rev 2012, 112, 1055–1083. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Gao, J.; Liu, G.; Zhang, M.; Jiang, Y. Enhancing Permeability of Thin Film Nanocomposite Membranes via Covalent Linking of Polyamide with the Incorporated Metal-Organic Frameworks. Ind Eng Chem Res 2019, 58, 8772–8783. [Google Scholar] [CrossRef]
- Zhao, B.; Guo, Z.; Wang, H.; Wang, L.; Qian, Y.; Long, X.; Ma, C.; Zhang, Z.; Li, J.; Zhang, H. Enhanced Water Permeance of a Polyamide Thin-Film Composite Nanofiltration Membrane with a Metal-Organic Framework Interlayer. J Memb Sci 2021, 625, 119154. [Google Scholar] [CrossRef]
- Wen, Y.; Dai, R.; Li, X.; Zhang, X.; Cao, X.; Wu, Z.; Lin, S.; Tang, C.Y.; Wang, Z. Metal-Organic Framework Enables Ultraselective Polyamide Membrane for Desalination and Water Reuse. Sci Adv 2022, 8. [Google Scholar] [CrossRef] [PubMed]
- Yin, J.; Zhu, G.; Deng, B. Graphene Oxide (GO) Enhanced Polyamide (PA) Thin-Film Nanocomposite (TFN) Membrane for Water Purification. Desalination 2016, 379, 93–101. [Google Scholar] [CrossRef]
- Berry, V. Impermeability of Graphene and Its Applications. Carbon N Y 2013, 62, 1–10. [Google Scholar] [CrossRef]
- Zhang, H.; Bin Li; Pan, J.; Qi, Y.; Shen, J.; Gao, C.; Van der Bruggen, B. Carboxyl-Functionalized Graphene Oxide Polyamide Nanofiltration Membrane for Desalination of Dye Solutions Containing Monovalent Salt. J Memb Sci 2017, 539, 128–137. [CrossRef]
- Xia, S.; Yao, L.; Zhao, Y.; Li, N.; Zheng, Y. Preparation of Graphene Oxide Modified Polyamide Thin Film Composite Membranes with Improved Hydrophilicity for Natural Organic Matter Removal. Chemical Engineering Journal 2015, 280, 720–727. [Google Scholar] [CrossRef]
- Bano, S.; Mahmood, A.; Kim, S.-J.; Lee, K.-H. Graphene Oxide Modified Polyamide Nanofiltration Membrane with Improved Flux and Antifouling Properties. J Mater Chem A Mater 2015, 3, 2065–2071. [Google Scholar] [CrossRef]
- Choi, W.; Choi, J.; Bang, J.; Lee, J.H. Layer-by-Layer Assembly of Graphene Oxide Nanosheets on Polyamide Membranes for Durable Reverse-Osmosis Applications. ACS Appl Mater Interfaces 2013, 5, 12510–12519. [Google Scholar] [CrossRef] [PubMed]
- Winnacker, M. Polyamides and Their Functionalization: Recent Concepts for Their Applications as Biomaterials. Biomater Sci 2017, 5, 1230–1235. [Google Scholar] [CrossRef] [PubMed]
- Skoog, E.; Shin, J.H.; Saez-Jimenez, V.; Mapelli, V.; Olsson, L. Biobased Adipic Acid – The Challenge of Developing the Production Host. Biotechnol Adv 2018, 36, 2248–2263. [Google Scholar] [CrossRef] [PubMed]
- Dong, C.; Wang, H.; Zhang, Z.; Zhang, T.; Liu, B. Carboxybetaine Methacrylate Oligomer Modified Nylon for Circulating Tumor Cells Capture. J Colloid Interface Sci 2014, 432, 135–143. [Google Scholar] [CrossRef] [PubMed]
- Buschke, N.; Becker, J.; Schäfer, R.; Kiefer, P.; Biedendieck, R.; Wittmann, C. Systems Metabolic Engineering of Xylose-utilizing Corynebacterium Glutamicum for Production of 1,5-diaminopentane. Biotechnol J 2013, 8, 557–570. [Google Scholar] [CrossRef] [PubMed]
- Tseng, C.-H.; Tsai, P.-S. Biobased Copolyamides 56/66: Synthesis, Characterization and Crystallization Kinetics. Polymers (Basel) 2022, 14, 3879. [Google Scholar] [CrossRef]
- Wang, Z.; Wei, T.; Xue, X.; He, M.; Xue, J.; Song, M.; Wu, S.; Kang, H.; Zhang, L.; Jia, Q. Synthesis of Fully Bio-Based Polyamides with Tunable Properties by Employing Itaconic Acid. Polymer (Guildf) 2014, 55, 4846–4856. [Google Scholar] [CrossRef]
Figure 1.
α (top) and γ (center) forms of nylon 6 and α form (bottom) of nylon 6-6 structures. Reprinted with permission from [6]. Copyright 1996 American Chemical Society.
Figure 1.
α (top) and γ (center) forms of nylon 6 and α form (bottom) of nylon 6-6 structures. Reprinted with permission from [6]. Copyright 1996 American Chemical Society.
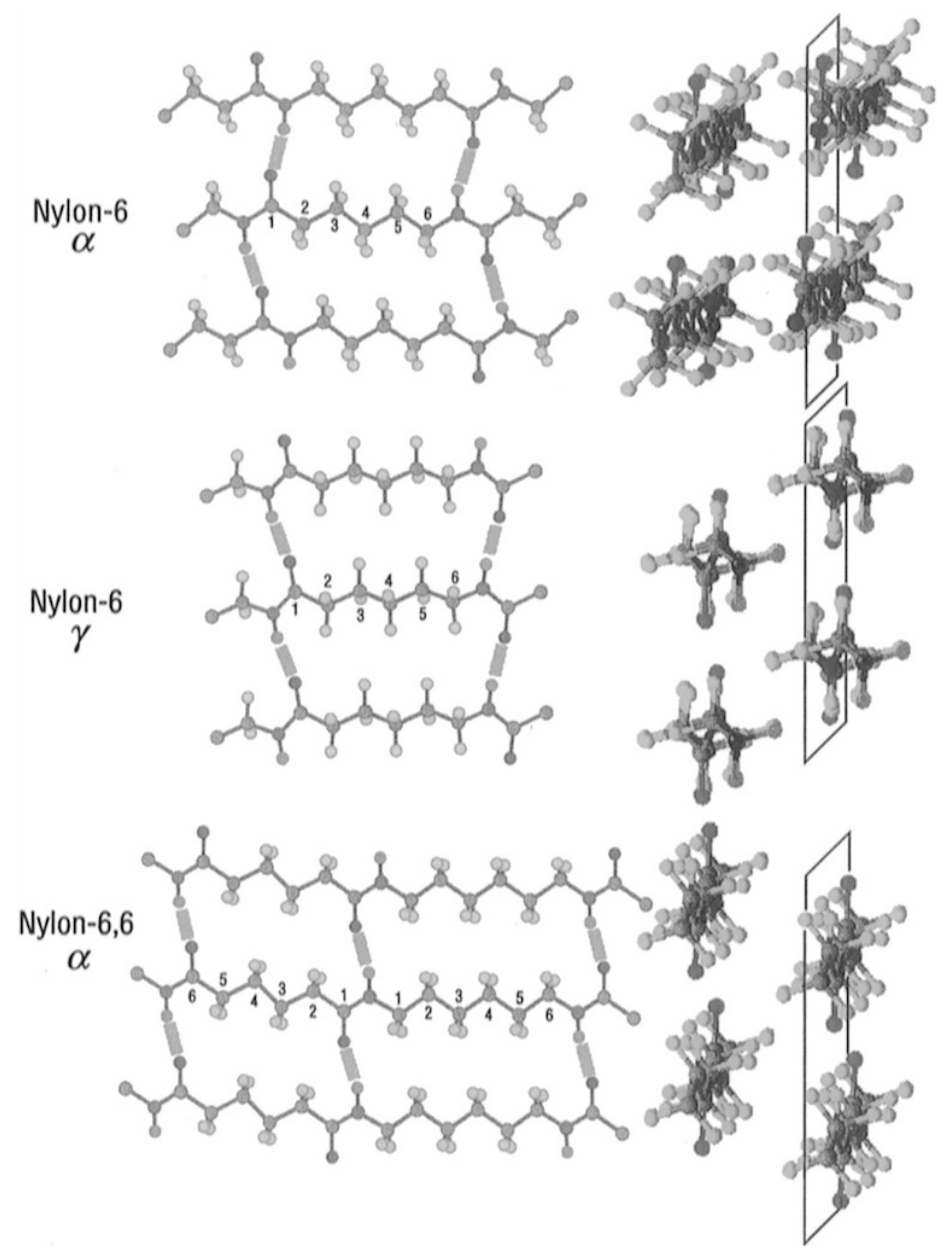
Figure 2.
A timeline evolution of nylons, from the invention to the last application. Reproduced with permission from [21]. Copyright 2021 John Wiley & Sons Ltd.
Figure 2.
A timeline evolution of nylons, from the invention to the last application. Reproduced with permission from [21]. Copyright 2021 John Wiley & Sons Ltd.
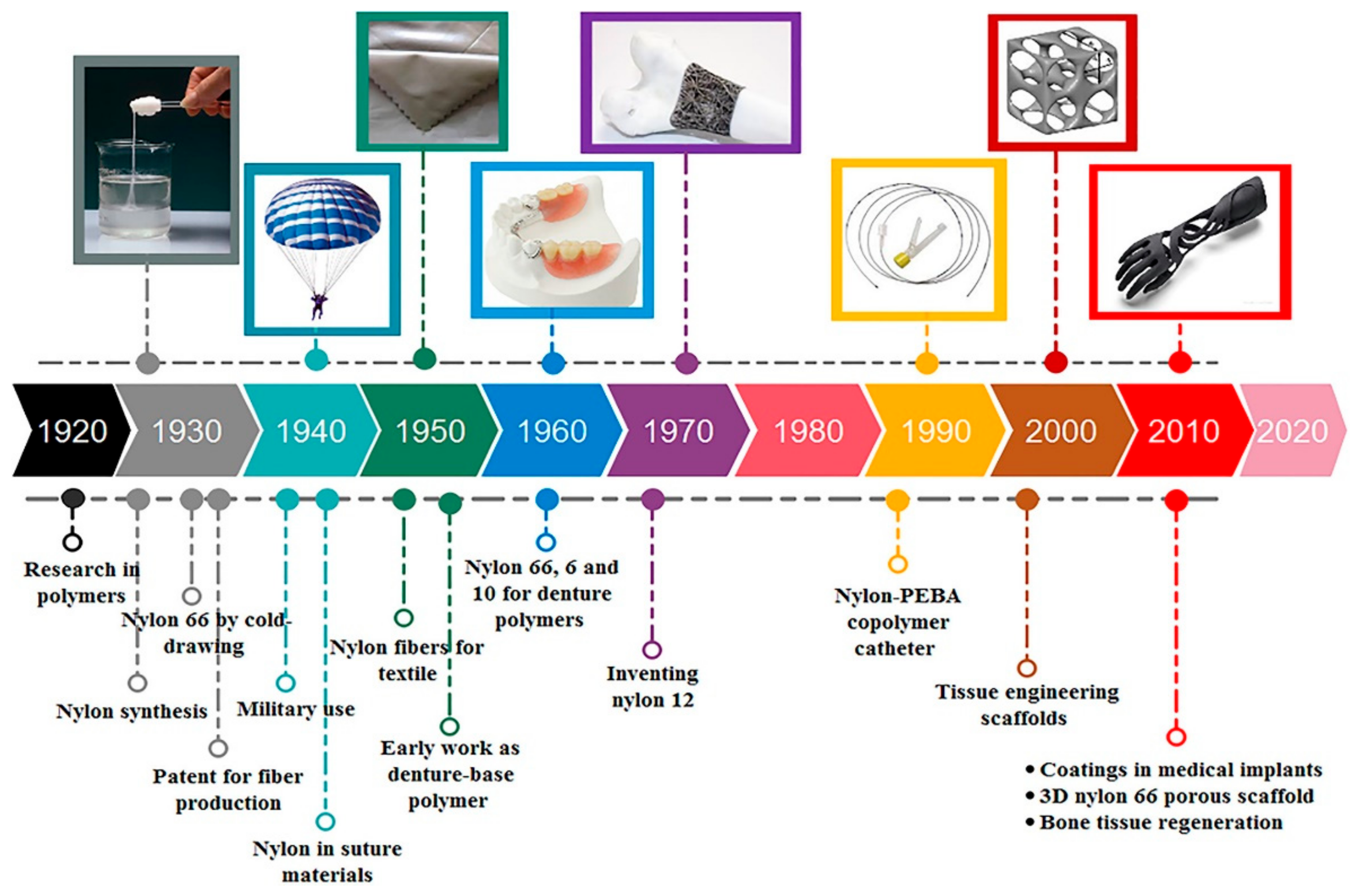
Figure 3.
Left: Tower-like TENG, with a schematic view and the working principle Modified from [31]. Right: Principles of fire alarm TENG-based system as described in [32]. Reproduced with permission from Elsevier.
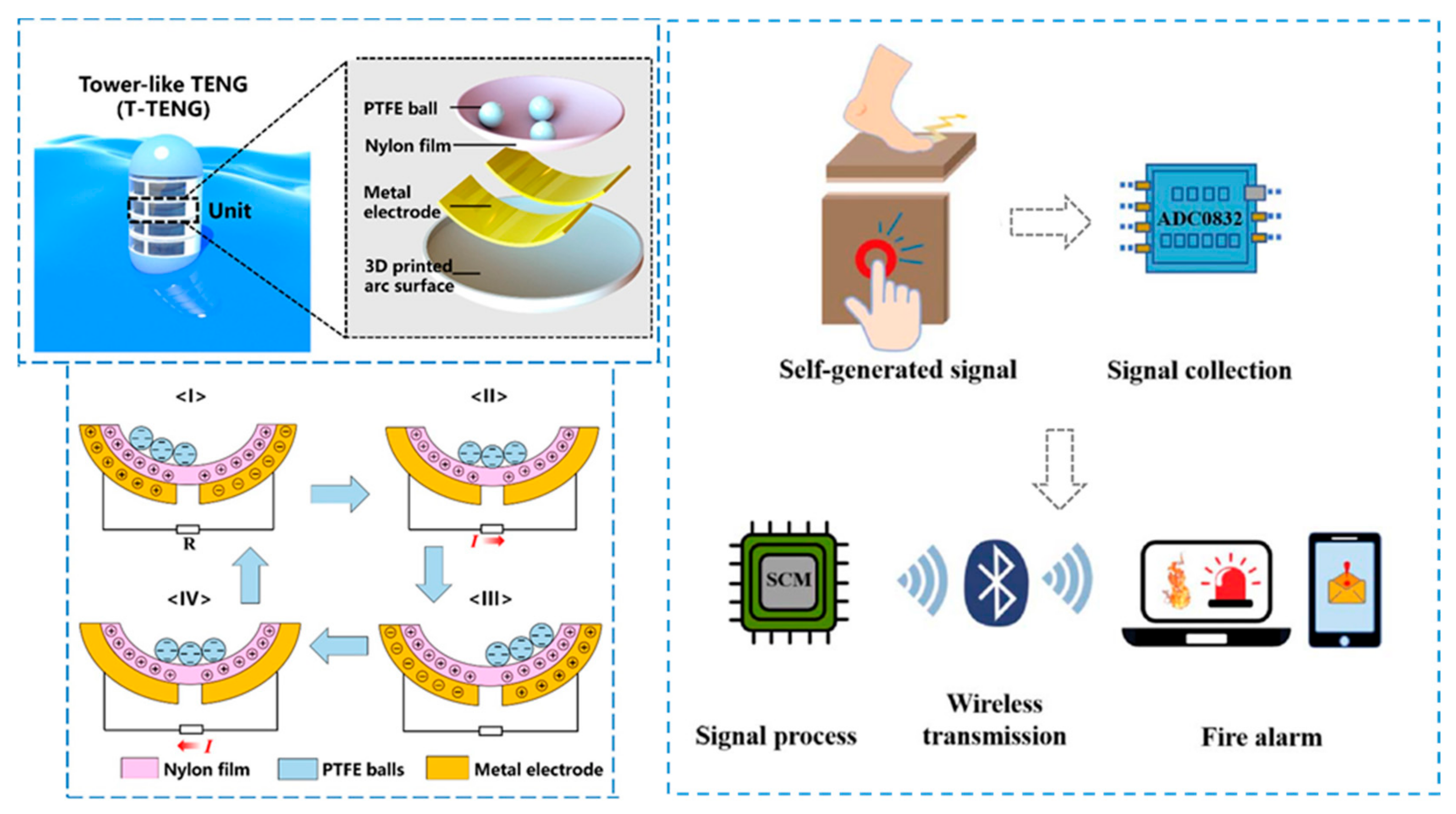
Figure 4.
Schematic representation of the 3D printing process. Reproduced with permission from [42].
Figure 4.
Schematic representation of the 3D printing process. Reproduced with permission from [42].
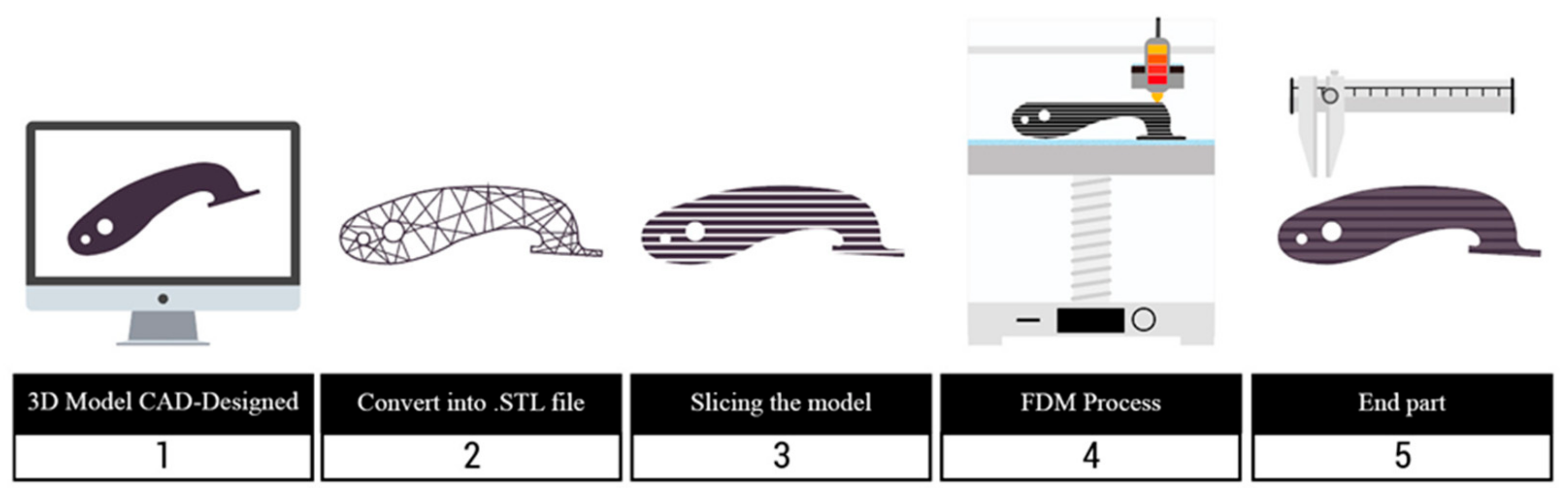
Figure 5.
Left: Snapshots at different elapsed times of infrared recordings showing the evolution of nylon filament temperature during laying down process for two printing temperatures. It is possible to observe the more rapid cooling of the printed filament at 250 °C, compared to the one at 255 °C. Reproduced with permission from [49]. Copyright 2020 Wiley Periodicals LLC. Right: (a) Thermal image of Nylon 618 gear with 12 Nm torque at 890 s. (b) Thermal image of nylon 6 gear with 10 Nm torque at 200 s. (c) Thermal behaviour of Nylon 618 gears at 1000 rpm. (d) Thermal behaviour of nylon 6 gears at 1000 rpm. Reproduced with permission from [48]. Copyright 2019 Elsevier Ltd.
Figure 5.
Left: Snapshots at different elapsed times of infrared recordings showing the evolution of nylon filament temperature during laying down process for two printing temperatures. It is possible to observe the more rapid cooling of the printed filament at 250 °C, compared to the one at 255 °C. Reproduced with permission from [49]. Copyright 2020 Wiley Periodicals LLC. Right: (a) Thermal image of Nylon 618 gear with 12 Nm torque at 890 s. (b) Thermal image of nylon 6 gear with 10 Nm torque at 200 s. (c) Thermal behaviour of Nylon 618 gears at 1000 rpm. (d) Thermal behaviour of nylon 6 gears at 1000 rpm. Reproduced with permission from [48]. Copyright 2019 Elsevier Ltd.
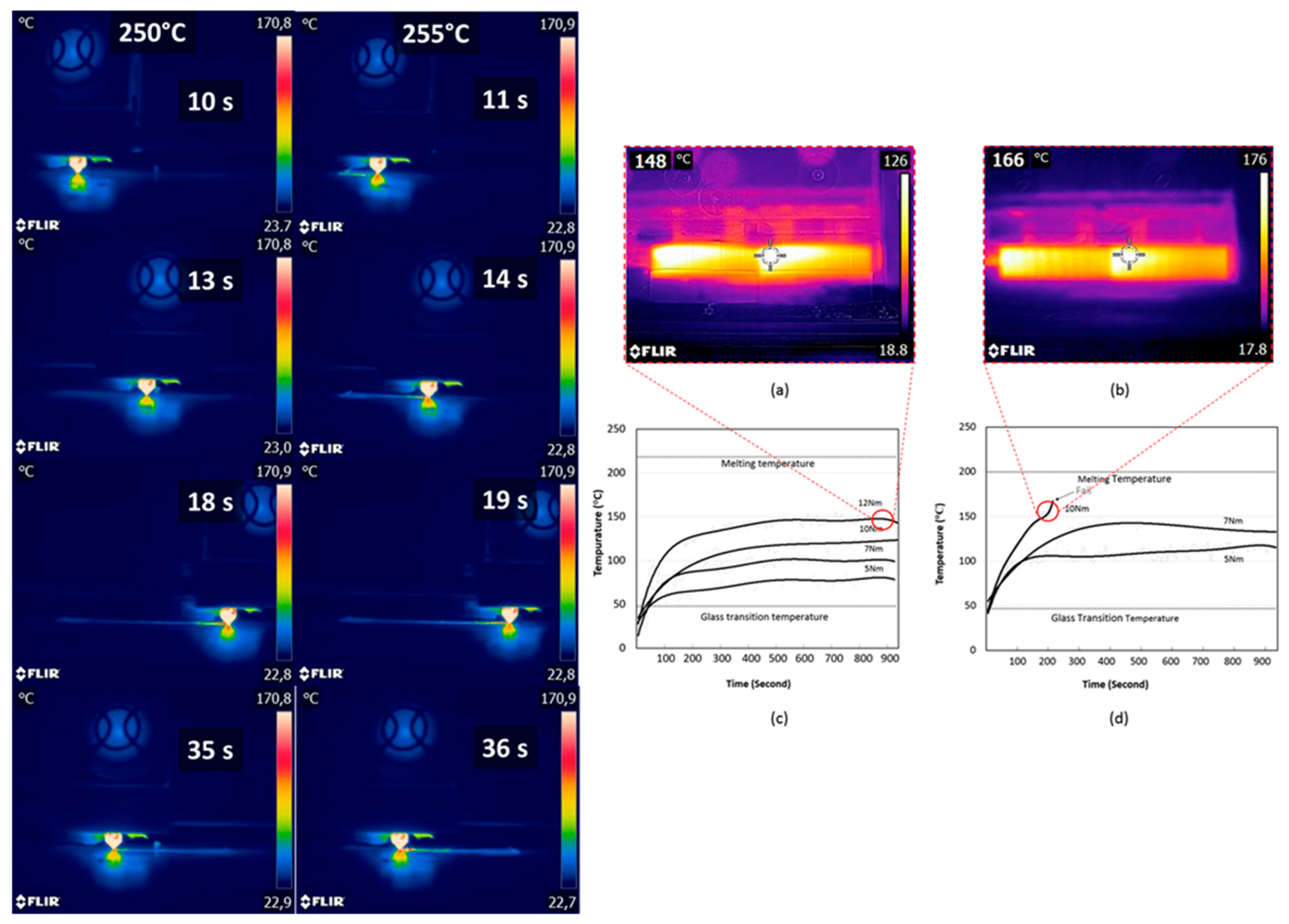
Figure 6.
Left: Exploded view of the different part of a hip joint implant, showing the various materials composing the final prothesis. Reproduced with permission from [50]. Copyright © 2008 Wiley Periodicals, Inc. Right: A photograph of the FDM produced hip joint implant. Reproduced with permission from [52]. Copyright © 2022 Wiley-VCH GmbH.
Figure 6.
Left: Exploded view of the different part of a hip joint implant, showing the various materials composing the final prothesis. Reproduced with permission from [50]. Copyright © 2008 Wiley Periodicals, Inc. Right: A photograph of the FDM produced hip joint implant. Reproduced with permission from [52]. Copyright © 2022 Wiley-VCH GmbH.
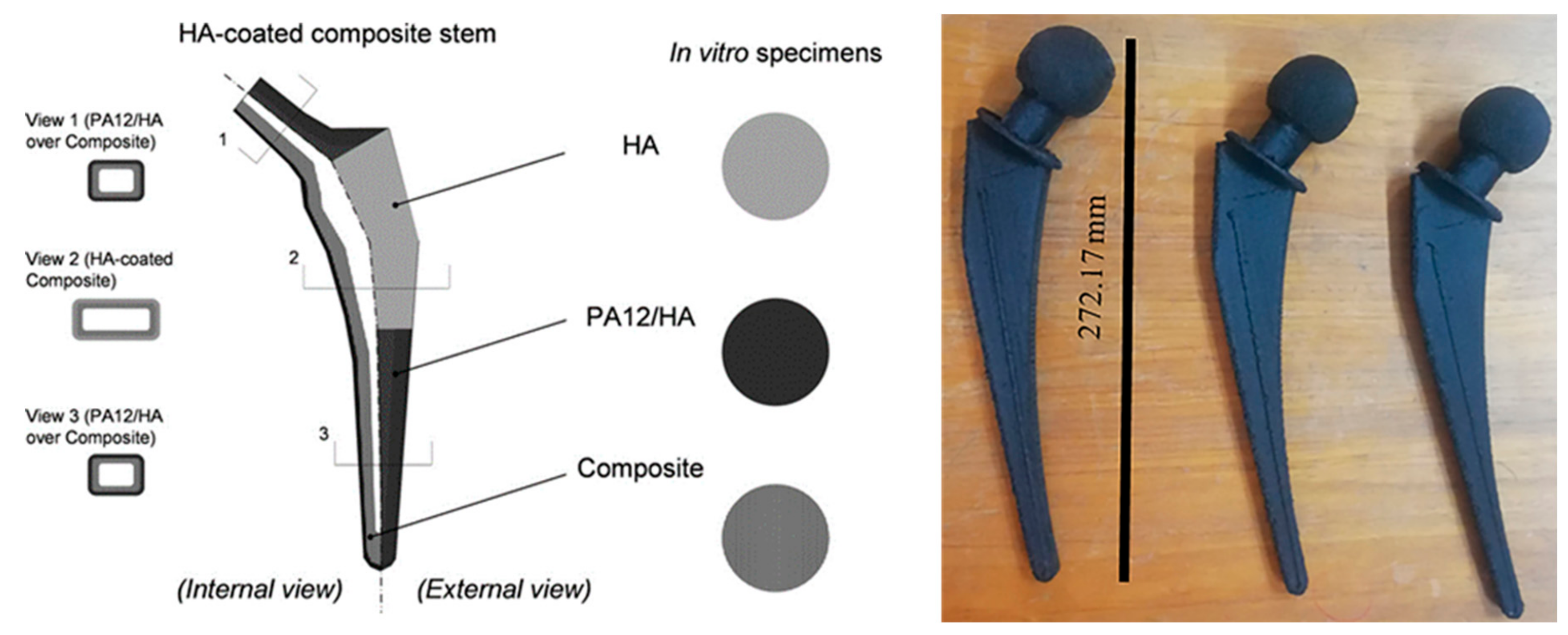
Figure 7.
Left. Comparative visualization of SLS (a) and MJF (b) processes. Reproduced with permission from [59]. Right. Heating and cooling runs of a nylon 11 sample, showing the wide thermal working range (between red dotted lines).
Figure 7.
Left. Comparative visualization of SLS (a) and MJF (b) processes. Reproduced with permission from [59]. Right. Heating and cooling runs of a nylon 11 sample, showing the wide thermal working range (between red dotted lines).

Figure 8.
Top: Tensile mechanical results over tests performed in different measuring directions. Bottom: Compression mechanical tests results. Reproduced from [64].
Figure 8.
Top: Tensile mechanical results over tests performed in different measuring directions. Bottom: Compression mechanical tests results. Reproduced from [64].
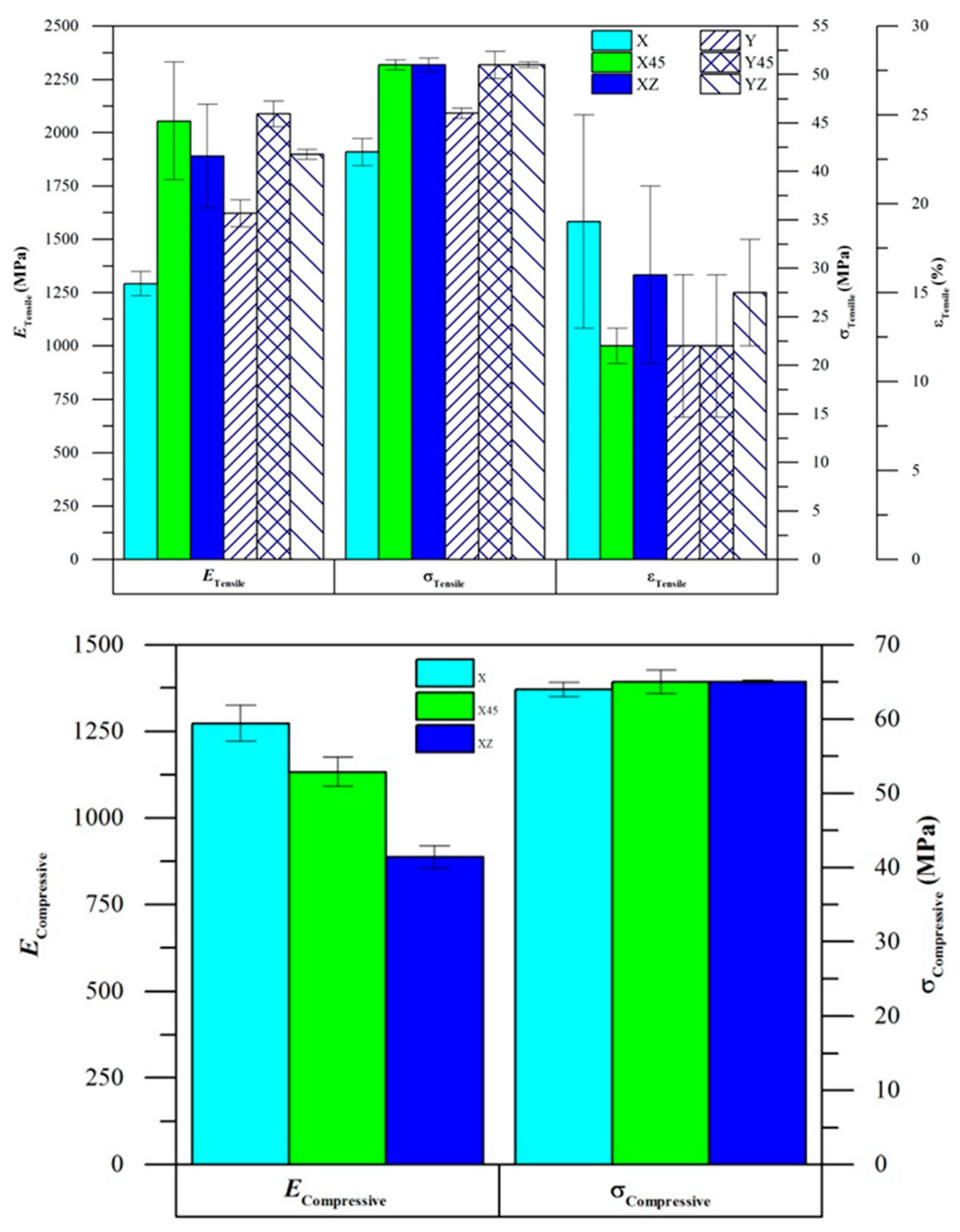
Figure 9.
SEM micrographs of nylon monofilament (a) and a polyester multifilament (b) surgical sutures. Reproduced from [87].
Figure 9.
SEM micrographs of nylon monofilament (a) and a polyester multifilament (b) surgical sutures. Reproduced from [87].
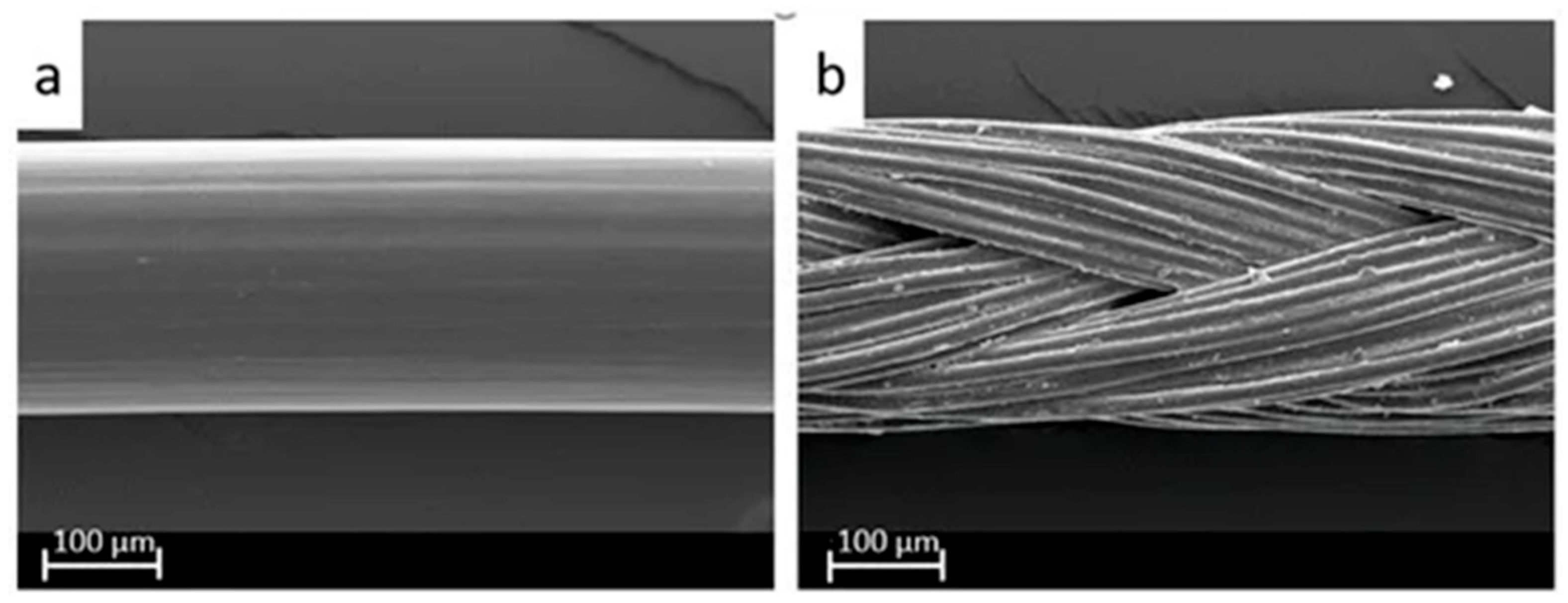
Figure 10.
Common applications of hot melt adhesive.


Table 1.
Summary of commercial nylons with their most common application.
| Polyamide | Repeating Unit | Principal Uses |
|---|---|---|
| Nylon 6 |  |
Textile and industrial fibers, sutures, catheters, adhesives, membranes |
| Nylon 11 |  |
Automotive, 3D printed parts |
| Nylon 12 |  |
Automotive, 3D printed parts |
| Nylon 4 6 |  |
Automotive and electronics |
| Nylon 5 6 |  |
Textile and industrial fibers, injection molded parts. |
| Nylon 6 6 |  |
Textile and industrial fibers, sutures, catheters, adhesives, membranes |
| Nylon 6 10 |  |
Automotive and electronics, industrial fibers |
Table 2.
Commercial non-absorbable surgical sutures, along with their constituent material and the main characteristics [91,92,93,94].
| Tradename | Material | Description | Manufacturer |
|---|---|---|---|
| Ethilon™ | Nylon 6 | Monofilament | Ethicon |
| Kruuse Nylon | Nylon 6 + Nylon 6 6 | Monofilament | Krause |
| Seralon | Nylon 6 | Monofilament | Serag Wiessner |
| Aragó Nylon | Nylon 6 | Monofilament | Laboratorio Aragó |
| Resolon | Nylon 6 + nylon 6 6 | Monofilament | Resorba |
| Monosof™/Dermalon™ | Nylon 6 + Nylon 6 6 | Monofilament | Covidien |
| Dafilon ® | Nylon 6 + Nylon 6 6 | Monofilament | B. Braun |
| Nurolon™ | Nylon 6 | Multifilament (braided) | Ethicon |
| Supramid® | Nylon 6 + Nylon 6 6 | Multifilament (core-shealt) Monofilament |
B. Braun |
| Trelon® | Nylon 6 + Nylon 6 6 | Multifilament (braided) Coated |
B. Braun |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



