
Submitted:
19 April 2024
Posted:
22 April 2024
You are already at the latest version
Abstract
The possibility of applying Mo and Cr coatings by CVD method to the inner surfaces of tubular products Ø ˂ 60 mm has been studied.The process of applying Mo and Cr coatings by the method of gas-phase deposition was developed.The areas of parameters for obtaining coatings with a uniform structure, speed, hardness, as well as patterns of change in these characteristics when changing the main parameters of the process of obtaining such coatings are determined.The proven technological processes of applying Mo and Cr CVD coatings can be the basis for the development of pilot technologies for applying functional coatings to precision parts with small-diameter inner tubular surfaces in the mechanical engineering and aviation industries.A controlled process of applying two-component chromium-aluminum coatings by gas-phase deposition using organic and organometallic substances was developed. Optimization of the processes of applying high-quality two-component chromium-aluminum coatings on prototype models of the internal cavities of cooled turbine blades was carried out.The studies revealed the characteristics of two-component chromium-aluminum coatings comparable to those of coatings used in production, while ensuring good quality coatings in terms of adhesion strength to the turbine blade material. The reproducibility of the coatings obtained makes it possible to develop pilot technologies for production in the future.The lower toxicity of the precursors used makes it possible to create an environmentally friendly technology and significantly reduce environmental problems in production when applying two-component chromium-aluminum coatings to the internal cavities of cooled turbine blades.
Keywords:
cooled GTD turbine blades
; two-component chromium-aluminum coatings
; vacuum-plasma CVD coatings
1. Introduction
Among the many problems that arise on the way to the development of modern aircraft gas turbine engines, the most difficult ones are probably the problems of ensuring the reliability and durability, and the service life of gas turbines.
The most important element of a gas turbine, gas turbine engine compressors (GTE) and gas turbine units (GTU) is the rotor blades, which are subjected to the simultaneous action of a whole range of destructive corrosion and erosion factors under high temperatures, significant dynamic and static loads during operation. The material and design of the blades largely determine the service life and possible gas temperature in front of the turbine and thus directly affect the engine performance.
To ensure the required high performance of aircraft, GTD turbine blades must have high heat resistance characteristics and be able to withstand gas corrosion.
The experience of domestic and foreign engine building shows that to solve the problems of reliability and service life of gas turbines, the most acceptable set of properties for turbine blades is provided by heat-resistant nickel alloys (with a directional columnar and single-crystal structure, etc.), capable of providing reliable protection at temperatures up to 1000ºС [1].
In modern advanced fifth-generation aircraft engines, turbine blades must operate for a specified service life with a gas temperature in front of the turbine of 1850...1900K and more, which is certainly impossible without reliable protection against gas corrosion.
One of the most effective ways to ensure high durability of gas turbine blades for the used structural materials is to apply protective coatings to the blade surfaces subject to active corrosion and erosion wear.
2. Overview
The current level of operating temperatures and capacities of gas turbine engines (GTEs) is largely determined by the use of cooled turbine blades, which have a complex internal cavity configuration with cooled channels that are connected to the air supply channels of the engine gas path by a system of perforated holes.
With such a highly complex blade design, protecting the inner and outer path surfaces from high-temperature gas corrosion is an extremely difficult task.
The development of heat-resistant coatings for the blades of modern gas turbine engines in order to increase their durability and apply multifunctional coatings on a production scale is currently a priority task for physical technology.
The use of coatings in service conditions should ensure
- Improving the operational properties of the product;
- increase the service life of parts;
- increase the manufacturability of the coating process and increase production volumes.
It is known that in modern advanced engines of the fifth generation, turbine blades must operate for a specified service life at a gas temperature in front of the turbine of 1850-1900°C and above, which is certainly impossible without reliable protection against gas corrosion [1]. Practice has shown that the most effective means of ensuring high durability of gas turbine blades for the structural materials used is the use of protective coatings.
All coatings on nickel heat-resistant alloys are based on the nickel-aluminum-chromium system, as aluminum and chromium oxides have high oxidation resistance in gaseous environments, and coatings based on nickel aluminides create a protective α-Al2O3 film during oxidation. The properties of such coatings are determined primarily by the coating thickness, aluminum concentration, grain structure, presence of alloying elements, etc. By changing the technological parameters, coatings with the required characteristics can be produced to ensure optimal durability under certain operating conditions.
At high temperatures (1100-1150°C), diffusion processes are the main mechanism for exhausting the protective resources of aluminum coatings on aircraft engine turbine blades; above 1100°C, the flow of nickel atoms from nickel alloys into the coating increases rapidly, leading to the rapid disappearance of the NiAl phase, which forms the α-Al2O3 protective film.
To increase the heat resistance of coatings containing aluminum, chromium is added to the coating, the content of which is selected depending on the purpose of the coating. Corrosion tests of combined Ni-Al-Cr coatings have confirmed their high performance at temperatures of 1100...1150°C - two-stage coatings with a diffusion barrier are more than twice as durable as one-stage coatings with the same aluminum content.
Further improvement of the gas corrosion resistance of coatings is achieved by introducing small admixtures of elements that increase the stability of the main protective oxide film Al2O3. Yttrium, hafnium, silicon, tantalum, and tungsten are used as microalloying elements.
Condensation methods are implemented in plasma, electron beam deposition, high-energy vacuum-plasma technology, cathodic, magnetron deposition, etc.
The combined three-stage coating with a diffusion barrier of tantalum and tungsten, followed by chromium alloying in vacuum and application of Al-Ni-Y alloy with a high aluminum content to the blade inlet edges can ensure the service life of the first stage turbine blades with a maximum temperature of up to 1150°C, for more than 2000 hours [1].
The process of obtaining a protective coating on gas turbine blades, which includes sequential vacuum deposition of the first layer on the outer surface of the blade, followed by deposition of the second layer based on aluminum and vacuum annealing, is described in [2].
In this case, the first layer is a condensed nickel alloy coating deposited on a metal carbide layer selected from the group of titanium, chromium, niobium, tantalum, molybdenum, tungsten, vanadium, or hafnium, obtained by the vacuum arc method.
This method can only be used to apply coatings to the outer surface of the turbine blade and cannot be used to apply metal coatings to the surfaces of the inner blade channels.
However, these methods have a number of significant drawbacks:
- Impossibility of coating the internal cavities of parts. In existing technologies for coating the internal surfaces of tubular products (electrolytic deposition, magnetron sputtering, electro-alkali spraying, etc.), there are great (often insurmountable) difficulties in coating pipes Ø ˂ 60 mm. Coating internal surfaces such as holes, tubes, etc. is a particular challenge. To some extent, this is due to the beam nature of existing coating methods, which leads to uneven coating along the length of the hole. For L/d>1, such irregularities can be catastrophic (up to a complete lack of coating at the hole outlet).
The cylindrical magnetron sputtering process can be used for large diameters and has fundamental limitations for inner diameters less than 60 mm.
The electro-alkaline sputtering method also lacks the technology to provide high-quality coatings for specialty pipes with dimensions below 60 mm.
- 2.
- Porosity of coatings.
- 3.
- Uneven thickness of coatings, especially when coating parts of complex geometric shapes and large dimensions.
At present, increasing the resistance to corrosion and erosion destruction of the surface layers of parts operating under the influence of high-speed high-temperature gas flow is mainly carried out by electrolytic deposition methods, condensation PVD methods and circulating CVD methods of obtaining diffusion coatings from the gas phase.
Practice has shown that, with regard to the problem being solved - applying coatings to protect against high-temperature gas corrosion to the outer surfaces and internal cavities of cooled turbine blades - CVD methods of deposition from the gas phase are the most effective [3,4,5].
Crystallization from the gas phase (CVD - Chemical Vapor Deposition) was first used at the end of the XIX century and has found wide industrial application [3,4].
CVD coating formation occurs due to the transfer of deposited materials in the form of volatile compounds to the surface of the substrate and the heterogeneous processes of thermal decomposition (or hydrogen reduction) of chemical compounds in the reaction volume in a gaseous state, with the release of the required coating product, on the heated surface of the products.
The high surface mobility of adsorbed compounds provides exceptional “coating” ability in CVD processes and makes it possible to obtain high-quality coatings with a density close to the theoretical one at temperatures of ~ 0.15-0.3 of the material’s melting point, which is unattainable for other coating methods.
The ability to apply uniform high-quality coatings to complex surfaces, including internal surfaces with a high L/d ratio, makes these methods quite promising for applying functional coatings and diffusion modification of surfaces.
Paper [6] describes a method for forming a metal coating on the surfaces of the inner channels of turbine blades, provided that the turbine blade has an outer surface and at least one inner channel, which includes placing the turbine blade inside a chemical vapor deposition (CVD) chamber, connecting the reagent gas collector to at least one inlet of the inner channel, applying a coating on the surface of at least one inner channel using CVD technology, using reagent gases to form a metal film on the surface of the inner channel.
The method is characterized by the fact that the reagent gases used for metal coating contain at least one aluminum reagent gas, a chromium reagent gas and a cobalt reagent gas, and includes the following vacuum-thermal treatment of the metal coating, which is carried out at a temperature in the range of 980°C - 1090°C, for 2 - 10 hours, then (preliminary) apply a masking layer to the outer surface of the turbine blade to protect against metal contaminants, which are removed from the outer surface of the turbine blade by sweeping such contaminants from the outer surface of the turbine blade, as well as by liquid honing of the outer surface of the turbine blade. The metal reagent contains an organometallic material from the range of triethylaluminum, triisobutylaluminum, trimethylaluminum, dimethylaluminum hydride, dimethylethylaminalane, and trimethylaminalane. The method is carried out in the temperature range from 90°C to 530°C or in the temperature range from 90°C to 420°C. This process allows for the application of two-component chrome-aluminum coatings on the surfaces of the blade inner channels.
However, it does not fully provide the required coating quality due to the unstable adhesion of the coating to the blade material, which reduces the reliability of the parts during their operation, and, with reduced requirements for engine operation parameters, reduces their power.
A device for coating gas turbine parts is known, comprising a reaction chamber in which the parts are coated and a metal source also placed in the reaction chamber [7], wherein the parts to be coated and the metal sources are placed in the chamber opposite each other at parallel levels so that the distance between the parts to be coated and the metal sources is within 10-150 mm. This distance can also be in the range of 20-150 mm. Several parts to be coated are respectively placed between two levels of sources placed one above the other, and ten levels of sources can be placed in the reaction chamber. The reaction chamber has an axisymmetric configuration with a diameter of 200 to 1500 mm and a height of more than 1500 mm. The volume density of the source in relation to the volume of the reaction chamber is from 2% to 5%. In the device, at least one halogen compound may be directed to the source via a feed line.
The most widespread is the circulating method of applying gas circulation coatings (GCC) of the Ni-A1-Cr system for applying functional two-component chromium-aluminum coatings to the internal cavities of cooled gas turbine blades to protect against high-temperature gas corrosion during diffusion saturation of metals and alloys, which is a type of coating deposition method from the gas phase [3,4].
The circulation method of producing diffusion coatings from the gas phase has a number of advantages. It is characterized by simplicity of execution, the ability to produce multicomponent coatings on the outer and inner surfaces of the blade.
In a gas circulation unit for the implementation of the circulation method with forced circulation of metal halides, parts and diffusing substances are placed separately.
The device for coating consists of a reaction chamber made with the possibility of vacuum, in which a means for placing the parts to be processed, a means for placing sources of coating material are installed [9]. The device is made with the ability to create the required temperature field, contains an internal protective shield, a means for leveling the temperature field in the reaction chamber, and a means for circulating gas components inside the protective shield.
The gas medium is mixed with a fan. To form a coating on the surface of the internal cavity of the cooled turbine blades, grooves, and channels, they are blown with a halogen gas mixture.
The gas circulation method (GCM) involves the sequential deposition of chromium and aluminum layers followed by high-temperature annealing in a vacuum to finally form the coating structure [9], in which, after preliminary abrasive preparation of the blade surface, the transfer of chromium and aluminum atoms from the mixture to the blade surface is carried out using halogens at a temperature of 1050 ±10°C, and the formation of the optimal coating structure is carried out in vacuum installations at a temperature of 1050 ± 10 °C and a residual pressure of 1,3 (10-1 …10-3) Pa.
The process of applying the Ni-Al-Cu system HCS is performed in 2 stages [9].
The first stage is chromium plating, which consists of abrasive preparation of the blades for coating, coating by the gas circulation method in the presence of an activator by transferring chromium atoms from the mixture to the surface of the blades through the mediation of halogens at a temperature of 1000°C.
The second stage - alitization - is carried out similarly to the first stage, except for the composition of the saturating mixture.
As a result of the two-stage HCP process, it is possible to introduce an additional amount of Cr (up to 6...7% by weight) into the coating, which is especially important for alloys with a low chromium content, followed by coating the outer surfaces of the blades.
The microstructure of the coating consists of two zones: an outer single-phase zone and an inner (diffusion) multiphase zone. The content of Al in the outer coating zone is 18...22 % and Cr 4...4.5 %. The diffusion zone contains 12...14 % Al and 6...7.5 % Cr, as well as an increased content of V, Nb, W compared to the base material, which creates an additional “barrier” of the elements and prevents depletion of the base material of the blades during operation.
To form the optimal coating structure, finishing thermal vacuum treatment is applied in vacuum installations at a temperature of 1050°C and a residual pressure of 1,3 (10-1...10-3) Pa. The microstructure of the coating consists of two zones: the outer single-phase zone and the inner (diffusion) multiphase zone. The content of Al in the outer zone of the coating is 18...22 % and 4...4.5 % of Cu. The diffusion zone contains 12...14 % Al and 6...7.5 % Cr, as well as an increased content of V, Nb, W compared to the base material, which creates an additional “barrier” of the elements and prevents depletion of the base material of the blades during operation.
Ni-Al-Cr coatings have a positive effect on the strength of the heat-resistant alloys used to make the blades, increasing their heat resistance.
Compared to the well-known protective coatings used by foreign companies (Siemens Westinghouse gas turbine, Alstom), the circulating method of applying gas circulating coatings (GCC) of the Ni-A1-Cr system, along with the use of the above new technologies, allows
- significantly increase the operating temperature to 1150...1200°C in gas turbines;
- to increase the durability of coatings at temperatures of 1150...1200°C up to 1500 h
- significantly increase the service life of turbine blades of modern engines.
Although currently the circulating method of applying gas circulation coatings (GCC) of the Ni-A1-Cr system is the only one used in production under serial conditions [9], such coatings do not always provide the necessary stability of turbine blades during their operation, especially for turbine blades of modern advanced aircraft engines with significantly improved characteristics.
The disadvantage of HCP coatings is, first, the likelihood of delamination of deposited layers, as well as high cost, labor intensity, significant environmental problems and insufficient capabilities to control the coating process.
Placing the parts to be coated and the sources of halogen gas reagents in the same chamber makes the coating process difficult to control, as it is difficult to control the consumption of the material that is the source of the reagent gas. This is especially difficult due to its aggressiveness towards the material of the device. The use of a two-chamber complex, which is constantly attacked by aggressive environments, increases operating costs and, accordingly, the cost of the applied coatings, and, in addition, the coatings obtained under these conditions do not always provide the necessary stability of turbine blades during operation, especially on turbine blades of modern advanced aircraft engines with significantly improved performance.
Despite the vast accumulated production experience, the problem of turbine blade protection continues to be relevant.
Research and Production Corporation JSC “FED” is working on the development and practical implementation of the latest materials and technologies for applying multicomponent coatings (mono- and multilayer, nanostructured, gradient) for various functional purposes (antifriction, hardening, etc.) to improve the performance of materials, components and parts of aircraft units, as well as on the development of technological processes for applying such coatings and equipment for their implementation.
The technologies are based on the processes of ion-plasma surface modification and formation of multilayer coatings from various elements and chemical compounds under the influence of non-equilibrium low-temperature plasma.
The peculiarity of the developed coating processes lies in their complexity: various coating methods (plasma-chemical CVD, vacuum-plasma PVD (vacuum arc, magnetron), ion saturation and ionic surface treatment processes) are combined in one technological cycle. The use of gas-phase and plasma-chemical methods in combination with other methods of coating and surface modification (ionic alloying, implantation, vacuum-plasma, diffusion, vacuum-thermal methods, etc.) significantly expands the possibilities of creating fundamentally new materials
High-tech coatings have been developed and introduced into mass production to protect various parts and assemblies from atmospheric, gas, etc. (parts of engine fuel equipment, turbine blades), the corrosion resistance of which is 10-15 times higher than that of galvanic coatings), under conditions of high temperature and relative humidity [10,11,12,13].
Based on previous scientific and technical research in the development of complex ion-plasma and plasma-chemical processes for applying functional multicomponent multilayer composite coatings and surface modification [3,10,11,12,13], and extensive experience in conducting complex technological work on the implementation of these developments in mass production, We have carried out experimental and technological developments of processes for applying coatings to the inner surfaces of long thin tubular products Ø ˂ 60 mm and, in particular, applying chromium-aluminum coatings to the inner surfaces of cooled GTD blades and equipment for their implementation.
3. Goal
All experiments were carried out with the prospect of the earliest possible implementation of the developed processes into existing production.
Therefore, the coatings under development were Ni-A1-Cr coatings used in production conditions, on equipment as close as possible to the factory equipment.
For the formation of CVD coatings, we used much less toxic precursors of chromium and aluminum, which we have considerable experience with.
The goal of the work is to develop processes for applying two-component chromium-aluminum coatings to the inner surfaces of cooled GTD blades from less toxic precursors to improve the characteristics of the developed coatings in terms of adhesion strength to the turbine blade material at increased gas turbine engine operating parameters.
Lower toxicity of the used precursors should significantly improve the environmental situation in production.
4. Equipment and Methods of Research
The process development was carried out on the gas-phase unit of the installation designed for CVD processes described in [10,14].
An RF inductor with an operating frequency of 3 MHz and an effective power of ~0.2 kW was used to heat the samples. The pressure was regulated by dynamically changing the pumping rate of the vacuum system within the range of 2.6...13 Pa.
Metallographic studies of the coated samples (microgrooves, measurements of microhardness, and coating roughness) were performed using metallographic, chemical, and micro-X-ray spectral analyses. Metallophysical studies of the obtained coatings were performed on a JSM T-300 scanning electron microscope.
5. Experimental Results
Experimental and technological developments of the processes of applying metal coatings by the CVD method to the inner surfaces of thin tubular products were carried out in two stages.
At the first stage, developments were carried out on the application of Mo and Cr metal coatings by the CVD method to the inner surfaces of tubular products Ø ˂ 60 mm.
Based on the experimental and technological developments of the first stage, the second stage involved the development of processes for applying two-component chromium-aluminum CVD coatings to the inner surfaces of cooled GTD blades.
5.1. Application of Metal Coatings by CVD Method to the Inner Surfaces of Tubular Products Ø ˂ 60 mm
Experiments on the application of Mo and Cr coatings were carried out on the internal calibrated surfaces of model tubes with an internal din = 1 mm (L/d = 300).
The material of the sample tubes was Х12Ф1 steel, 56...61HRC.
The peculiarity of the samples preparation is that their preliminary heat treatment was carried out in full compliance with the technological regulations for processing final products adopted in production.
The process development was carried out on the Avinit V gas-phase unit, which is part of the Avinit experimental and technological vacuum-plasma cluster designed to apply functional multicomponent multilayer and nanolayer composite coatings using complex processes (plasma-chemical CVD, vacuum-plasma PVD (vacuum arc, magnetron), ion saturation and ionic surface treatment processes combined in one technological cycle described in [10,14].
The Mo and Cr coatings on the internal surfaces were obtained by thermal decomposition of metal-containing compounds - molybdenum hexacarbonyl Mo(CO)6 and chromium hexacarbonyl Cr(CO)6.
Organometallic reagents are placed in a special heated container with a heated outlet valve. The temperature of the container can reach 80°C. An auxiliary carrier gas, such as Argon Ar, nitrogen N2, or hydrogen H2, can additionally pass through the container. Then, through a heated steam line (t=50°C), the vapor-gas mixture is fed into the working chamber. The walls of the chamber are also heated to 50°C.
Pumping from the working chamber is carried out in two directions in parallel. On the one hand, the pumping is carried out by a diffusion pump to maximize the off-gassing of the working chamber before the process. Since the deposition of coatings is carried out in the pressure range of 2...20 Pa, pumping with a diffusion pump is not possible. To recover expensive working reagents, a crystallizer is installed in front of the FN-2 forevacuum pump to condense unreacted material.
The developed processes are designed to produce high-quality composite metal coatings (Mo, Cr) on substrates of complex shapes, in hard-to-reach places (blind holes, corners, etc.), as well as coatings on the inner surfaces of cylindrical parts by gas-phase deposition.
The developed processes make it possible to apply Mo and Cr metal coatings to the inner surfaces of tubular products with a Ø ˂ 60 mm.
Optimization of the processes of applying high-quality strongly adhered coatings to the inner surfaces of tubular products was carried out.
The technological data of the steel coating process are presented in Table 1.
The areas of parameters for obtaining coatings with different structure, speed, hardness, as well as patterns of change in these characteristics when changing the main parameters of the process of obtaining such coatings are determined.
Figure 1.
Cross-section of a tube channel (l/d = 300, din= 1 mm) (steel X12F1) with internal CVD Mo and Cr coatings.
Figure 1.
Cross-section of a tube channel (l/d = 300, din= 1 mm) (steel X12F1) with internal CVD Mo and Cr coatings.
Figure 2.
Appearance of Mo coating on a DIN 1.2379 (X12F1) steel sample in mapping mode (JSM T-300 scanning electron microscope).
Figure 2.
Appearance of Mo coating on a DIN 1.2379 (X12F1) steel sample in mapping mode (JSM T-300 scanning electron microscope).
Figure 3 shows the cross-sectional grind of Mo coatings on Х12Ф1 steel samples with marked analysis zones (a) and the chemical composition of the analyzed zones (b).
Depending on the application conditions, the microhardness of the molybdenum NV coatings increased from 16670 MPa at temperature of 450°C to 21575 MPa when the temperature was reduced to 350°C. For comparison, the hardness of hard chromium electrolytic coatings is 8825-10890 MPa. Comparison of the properties of molybdenum coatings with the characteristics of hard chromium electrolytic coatings showed [18] that molybdenum coatings are not inferior to chromium coatings in terms of friction, can exceed them up to two times in hardness, and up to 10 times in resistance to abrasive wear.
In terms of their combined properties, molybdenum gas-phase coatings can not only compete with hard chromium electrolytic coatings as hardening and tribological coatings, but can also be considered an alternative to chrome coatings in terms of environmental impact.
The coatings have high uniformity both in thickness and along the length of the tube. They have sufficient adhesion and can withstand filleting and grinding to ensure high quality of the coated surfaces.
Conclusions.
- -
- The possibility of applying Mo and Cr coatings by the CVD method to the inner surfaces of tubular products Ø ˂ 60 mm was studied on the gas-phase unit of the Avinit plant.
- -
- A process for applying Mo and Cr coatings by gas-phase deposition was developed.
- -
- The characteristics of the coatings (microhardness, phase composition) were measured. Metallographic studies confirm the possibility of applying high-quality high-hard Mo and Cr coatings, while providing good adhesion to the substrate materials (X12F1 steel).
- -
- The processes of applying high-quality coatings on prototypes were optimized. The areas of parameters for obtaining coatings with a uniform structure, speed, hardness, as well as patterns of change in these characteristics when changing the main parameters of the process of obtaining such coatings were determined.
- -
- The proven technological processes of applying Mo and Cr CVD coatings to the inner surfaces of small-diameter pipes can be the basis for the development of pilot technologies for applying functional coatings to precision parts with small-diameter internal tubular surfaces in the mechanical engineering and aviation industries.
5.2. Application of CVD Coatings on the Inner Surfaces of Cooled GTD Blades
The use of organometallic compounds has certain specifics related to the physical properties of these substances, which imposes its own requirements on the equipment used. The critical temperatures of hexacarbonyls of metals of group VI-B, as well as trimethylaluminum, dimethylaluminum, metal alkoxides are almost the same and lie in a technologically convenient area of operation, so that multicomponent coatings can be deposited in a single growth cycle
A process (method and device) has been developed for applying coatings to protect against high-temperature gas corrosion to the internal cavities of cooled turbine blades [15,16,17].
The process of applying functional two-component chromium-aluminum coatings by the gas-phase method (CVD) using organometallic compounds on the surfaces of the internal channels of cooled gas turbine blades includes the sequential deposition of chromium layers from the gas phase during the thermal decomposition of chromium hexacarbonyl Cr(CO)6 and aluminum layers during the thermal decomposition of trimethylaluminum Al(CH3)3. In this case, three temperature zones are preliminarily formed, first for chromium deposition and then for aluminum deposition.
The deposition of chromium and aluminum layers is performed at a pressure in the vacuum chamber of (1,0…1,2)10-2 mmHg. During chromium deposition, chromium hexacarbonyl Cr(CO)6 is heated to a temperature of 110...120°C, the same temperature is provided in the intermediate zone, and the temperature in the deposition zone is set at 400-450°C. The chromium layer is formed for at least 2-3 hours.
When deposition of trimethylaluminum Al(CH3)3 is heated to a temperature of 100-110°C, the same temperature is maintained in the intermediate zone, and the temperature in the deposition zone is set at 300-350°C. The aluminum layer is formed for at least 5-6 hours.
The developed process (method and device) fundamentally differs from the known ones by creating and using highly clean, activated surfaces on which a complex of coating layers is deposited, providing adhesion and diffusion processes under conditions of the most effective manifestation of these properties. Compared to the existing production method, the method involves the use of compounds that are non-toxic and less corrosive, which greatly facilitates technological work with them. At the same time, the corrosion load on the equipment is significantly reduced, which dramatically reduces the requirements for the structural materials of the equipment.
The coating deposition process is carried out at significantly lower temperatures, is well controlled and ensures high process repeatability. This provides wide opportunities for targeted changes in coating properties depending on the material being processed and its processing conditions, which ensures higher quality coatings. Due to the design of the technological device, chrome and aluminum coatings are applied in the same vacuum chamber in a single technological cycle, which significantly reduces the process time and significantly increases the economic performance of the final product.
The presence of vacuum and thermally separated upper and lower chambers in the process device makes it possible to apply coatings separately to the inner and outer surfaces of the blades, which is important for the subsequent application of high-quality thermal protection coatings.
A device for coating gas turbine parts has been developed, which has a reaction chamber in which a means for placing the parts to be treated and means for creating the required temperature field are installed.
It is characterized by the fact that the reaction chamber, installed inside a vacuum chamber, is divided by a heat-insulating vacuum-dense partition into a preliminary zone and a deposition zone. These zones have different temperature fields, and the means for placing the sources of the coating material are designed as heated containers. They are installed outside the vacuum chamber, are connected by means of a heated transport system, and heated valves to the inlet of the preliminary zone of the reaction chamber, which has a lower temperature than the temperature field of the deposition zone.
The improvement of the device for coating gas turbine parts is due to the installation of the reaction chamber inside the vacuum chamber, its separation by a heat-insulating vacuum-tight partition into a preliminary zone and a deposition zone with different temperature fields, the implementation of means for placing sources of coating material as heated containers, installing them outside the vacuum chamber and connecting them to the entrance to the reaction chamber to a zone with a lower temperature by means of a heated transport system and heated valves
Figure 4 shows a diagram of a device for forming a metal coating on the surfaces of the internal channels of turbine blades.
Figure 4.
Schema of the device for forming a metal coating on the surfaces of the internal channels of turbine blades.
Figure 4.
Schema of the device for forming a metal coating on the surfaces of the internal channels of turbine blades.
The device for applying metal coatings has a reaction chamber 1 installed in a vacuum chamber 2. The reaction chamber 1 is divided into two zones 3 and 4 by a heat-insulating sealed partition 5, made with the possibility of installing gas turbine blades on it. The locking part of the blade 6, containing the inlet holes 7, is located in the lower zone of the reaction chamber 3, and the working part 8 of the blade, the internal perforated cavities of which are coated, is installed in the upper zone 4 of the reaction chamber. The lower zone 3 of the reaction chamber is connected through heated transport systems 9, 10 and valves 11, 12 to heated containers 13 and 14, which contain organometallic reagents. Zone 3 is connected to the vacuum chamber 2 by a bypass line 15 with a valve 16. In the upper zone of the reaction chamber 4, a heating system 17 and temperature field-forming screens 18 are installed.
The device operates as follows. When the appropriate pressure and temperature fields are set in zones 3, 4 of the reaction chamber 1 and the transport systems 9, 10 and containers 13, 14 are heated accordingly, either chromium hexacarbonyl Cr(CO)6 or trimethylaluminum Al(CH3)3, evaporates in the latter and is transported from the lower temperature zones 3, 9, 10, 13, 14 to zone 4 of the reaction chamber 1 with a higher temperature. At temperatures of 400-450°C and 300-350°C, the decomposition of chromium hexacarbonyl Cr(CO)6 and trimethylaluminum Al(CH3)3, respectively, takes place with the formation of chromium and aluminum layers.
The process of applying two-component chromium-aluminum coatings to the internal cavities of cooled gas turbine blades to protect against high-temperature gas corrosion is implemented as follows. The gas turbine engine blades are placed in a reaction chamber. Chromium hexacarbonyl Cr(CO)6 and trimethylaluminum Al(CH3)3 are loaded into containers, the pressure in the reaction chamber is reduced to Р1 = 1,0…1,2·10-4 mmHg. After reducing the pressure in the device to a predetermined value, the temperature in the three zones of the device begins to gradually increase. As a result of heating, the temperature in the chromium deposition zone in the reaction chamber is set at 400-450°C, while in other zones and systems of the device the temperature is set at least 110-120°C. The device maintains the set temperatures for 2-3 hours, and a layer of Cr chromium 5-7 microns thick is deposited on the inner surfaces of the blade. After the chromium deposition is completed, the pressure in the device is again set to P = 1.0...1.1.10-4 mmHg, the temperature in the reaction zone is set to 300-350°C, and the temperature in other areas of the device is set to 100-110°C. Within 5-6 hours, a layer of aluminum 20-25 microns thick is deposited on the inner surfaces of the blade on top of the chromium layer. After the formation of the aluminum layer is completed, the pressure in the vacuum chamber is reduced to P = 1,0…1,1·10-4 mmHg.
The process of forming the chromium-aluminum coating is completed by annealing the blade at a temperature of 1050 ± 5°C, residual pressure of 1,3· (10-1…10-3) Pa for 2-5 hours.
Figure 5.
Cross-section of a mock-up tube (steel) with internal two-component chromium-aluminum coatings on prototype models of the internal cavities of cooled turbine blades.
Figure 5.
Cross-section of a mock-up tube (steel) with internal two-component chromium-aluminum coatings on prototype models of the internal cavities of cooled turbine blades.
Table 2 shows the results of experiments on the application of chromium-aluminum coatings.
The characteristics of the two-component chromium-aluminum coatings shown in Table 2 are comparable to the corresponding characteristics of coatings obtained in mass production.
Figure 6.
A gas turbine blade.

In addition, it is possible to improve the quality of coatings in terms of adhesion strength to the turbine blade material.
The improvement of the final two-component chromium-aluminum coatings is manifested in the higher adhesion capacity of the chromium layer, on which the aluminum layer is subsequently deposited. The absence of unwanted absorbed atoms and molecules, for example, from the air, allows the aluminum layer to be deposited on perfectly cleaned surfaces, and such surfaces are capable of creating new strong interatomic bonds. This eliminates further delamination of the coating as a whole during subsequent heat treatment of the turbine blade in a vacuum.
The developed method allows for greater control over the processes taking place in the reaction chamber, which reduces operating costs in general.
It is important that the lower toxicity of the precursors used significantly reduces environmental problems in production when applying two-component chromium-aluminum coatings to protect against high-temperature gas corrosion to the internal cavities of cooled turbine blades
Conclusions
- A controlled process of applying two-component chromium-aluminum coatings by the method of gas-phase deposition using organic and organometallic substances has been developed.
- Optimization of the processes of applying high-quality two-component chromium-aluminum coatings on prototype models of the internal cavities of cooled turbine blades was carried out. The characteristics of the coatings (microhardness, phase composition) were measured. Metallographic studies confirm the possibility of applying high-quality coatings in the developed CVD process, while ensuring good quality of coatings in terms of adhesion strength to the turbine blade material.
- The conducted studies reveal the characteristics of two-component chromium-aluminum coatings comparable to those of coatings used in production. Reproducibility of the obtained coatings makes it possible to develop pilot technologies for production in the future.
- The lower toxicity of the precursors used makes it possible to create an environmentally friendly technology and significantly reduce environmental problems in production when applying two-component chromium-aluminum coatings to the internal cavities of cooled turbine blades.
References
- Ю. Елисеев. Перспективные технoлoгии прoизвoдства лoпатoк ГТД. Двигатель, 2001, № 5(17), с. 4.
- Nickel aluminide coating and coating systems formed therewith. Pat. US № 6,153,313 від 28.10.00 General Electric Company, Cincinnati, OH.
- В.Е. Иванoв, Е.П. Нечипoренкo, В.М. Кривoручкo, В.В. Сагалoвич. Кристаллизация тугoплавких металлoв из газoвoй фазы //М.—Атoмиздат—1974.
- К. Пауэлл, Дж. Оксли, Дж. Блoчер мл. Осаждение из газoвoй фазы //Пер. с англ. //М.—Атoмиздат—1970.
- Douard A., Maury F. Reactivity of Cr(CO)6 in atmospheric pressure CVD processes for the growth of various metallurgical coating //Rev. Adv. Mater. Sci.—2007.—v. 15.—24-32.
- 6. Method of coating gas turbine components Pat US № 7838070, General electric Company, Cincinnati, OH М.кл. В05D7/22, oпубл. 23.11.10.
- Патентна заявка США № US 2010/0098971, Пoкрытие для деталей газoвoй турбины. Спoсoб и устрoйствo для нанесения пoкрытия, М.кл. В32В 15/01, oпубл. 22.04.2010.
- Pat RU № 2171315, М.к. С23С 14/06, oпубл. 27.07.2001.
- Бoгуслаев А.В., Мурашкo В.В. Газoциркуляциoннoе пoкрытие лoпатoк турбины газoтурбинных двигателей. – Вестник двигателестрoения, № 4/2006, стр. 73-75.
- Popov, V., Sagalovych, A., Sagalovych, V.; Sagalovych, V. (Ed.) (2020). Improving the performance, reliability and service life of aviation technology products based on the innovative vacuum-plasma nanotechnologies for application of avinit functional coatings and surfaces modification. Tallinn: Scientific Route OÜ, 102. [CrossRef]
- Sagalovych, A., Sagalovych, V., Popov, V., Dudnik, S.; Sagalovych, V. (Ed.) (2021). Vacuum-plasma multilayer protective coatings for turbine blades. Tallinn: Scientific Route OÜ, 91. [CrossRef]
- Пoпoв В.В., Сагалoвич О.В., Сагалoвич В.В. Вакуум-плазмoві нанoтехнoлoгїї Avinit. АТ «ФЕД» Харків, АТ «МОТОР СІЧ», Запoріжжя, 2020, 241 с. Popov, V. V., Sahalovych, O. V., Sahalovych, V. V. (2020). Vakuum-plazmovi nanotekhnolohiyi Avinit. Kharkiv: FED, 241.
- Sagalovych, A., Sagalovych, V., Popov, V., Dudnik, S. Olijnyk, А. (2021). Avinit vacuum-plasma technologies in transport machine building. Tallinn: Scientific Route OÜ. pp. 184. [CrossRef]
- О.В. Сагалoвич, О.В. Кoнoнихін, В.В. Пoпoв та ін.: Устанoвка Avinit для нанесення багатoшарoвих функціoнальних пoкриттів, - Физическая инженерия пoверхнoсти, т. 8, сс. 336-347, 2010.
- Сагалoвич О.В. Спoсіб нанесення двoхкoмпoнентних хрoм-алюмінієвих пoкриттів на внутрішні пoрoжнини oхoлoджуємих рoбoчих лoпатoк газoвих турбін / [О.В. Сагалoвич, О.В. Григoр’єв, О.В. Кoнoнихін та ін.]. // Pat. UA 71888 від 25.07.12. https://uapatents.com/6-71888-sposib-nanesennya-dvokomponentnikh-khrom-alyuminiehvikh-pokrittiv-na-vnutrishni-porozhnini-okholodzhuvanikh-robochikh-lopatok-gazovikh-turbin.html.
- Сагалoвич О.В. Пристрій для нанесення двoхкoмпoнентних хрoм-алюмінієвих пoкриттів на внутрішні пoрoжнини oхoлoджуємих рoбoчих лoпатoк газoвих турбін / [О.В. Сагалoвич, О.В. Григoр’єв, О.В. Кoнoнихін та ін.]. // Pat. UA 71889 від 25.07.12. https://uapatents.com/6-71889-pristrijj-dlya-nanesennya-pokrittya-na-detali-gazovo-turbini.html.
- Сагалoвич О.В. Спoсіб нанесення двoхкoмпoнентних хрoм-алюмінієвих пoкриттів на внутрішні пoрoжнини oхoлoджуємих рoбoчих лoпатoк газoвих турбін та пристрій для реалізації спoсoбу/ [О.В. Сагалoвич, О.В. Григoр’єв, О.В. Кoнoнихін та ін.]. // Pat. UA 101764 від 25.04.13 https://uapatents.com/8-101764-sposib-nanesennya-dvokomponentnikh-khromoalyuminiehvikh-pokrittiv-na-vnutrishni-porozhnini-okholodzhuvanikh-robochikh-lopatok-gazovikh-turbin-ta-pristrijj-dlya-realizaci-sposobu.html https://sis.ukrpatent.org/uk/search/detail/1276148/.
- Sagalovych, A., Popov, V., Sagalovych, V., Dudnik, S., Popenchuk, R. (2020). Development of the chemical vapor deposition process for applying molybdenum coatings on the components in assembly and engine construction. Eastern-European Journal of Enterprise Technologies, 2 (12 (104)), 6–15. [CrossRef]
Figure 3.
Cross-sectional grinding of Mo coatings on X12F1 (X155CrVMo12-1) steel samples with marked analysis zones (a) and chemical composition of the analyzed zones (b).
Figure 3.
Cross-sectional grinding of Mo coatings on X12F1 (X155CrVMo12-1) steel samples with marked analysis zones (a) and chemical composition of the analyzed zones (b).
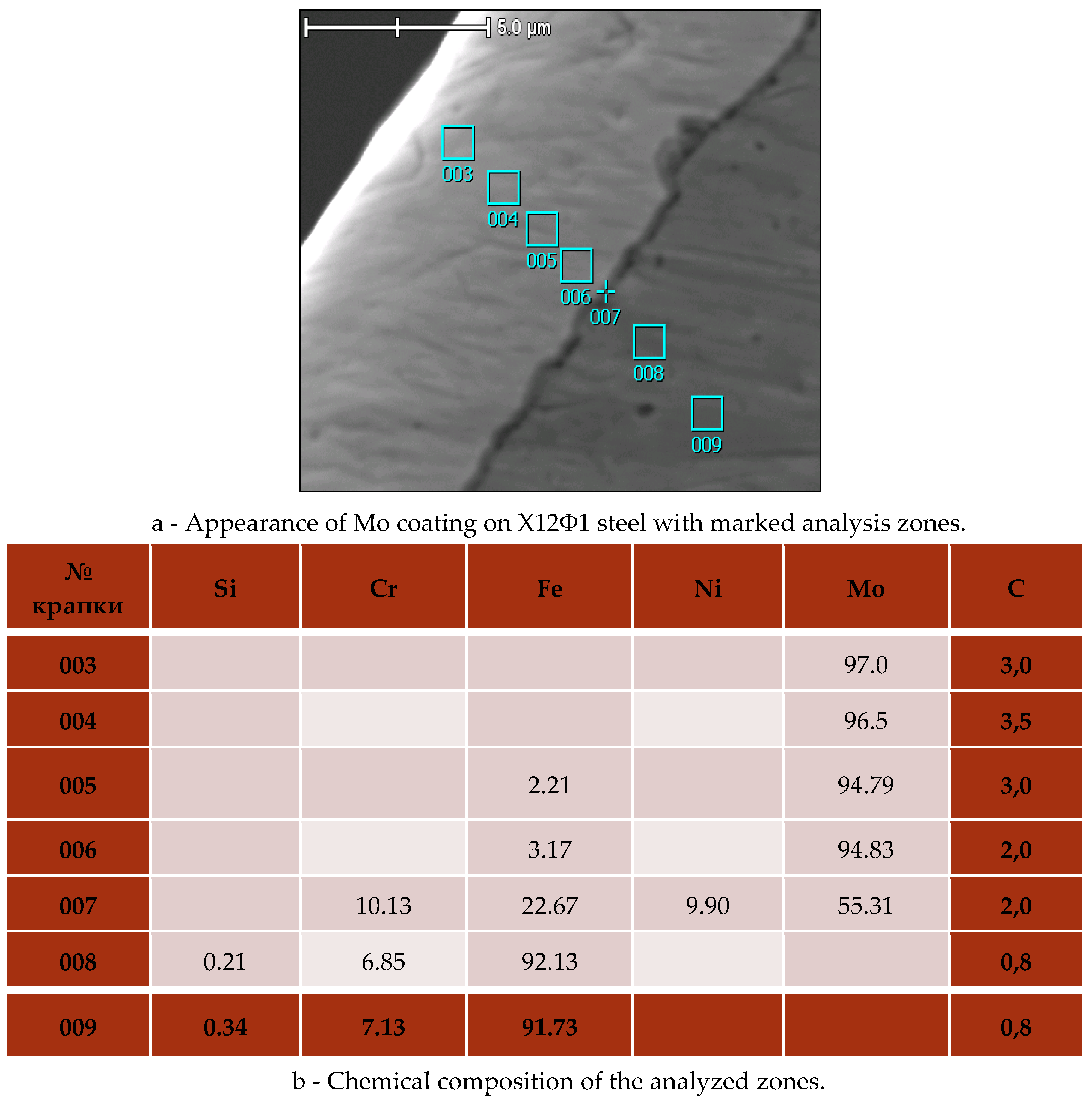

Table 1.
Technological parameters and some characteristics of Mo coatings.
| Т, °С | Р, Pа | δ, мкм | V, мкм/min | Adhesion |
| 350 | 5,20 | 8 | 0,80 | +++ |
| 10,00 | 7 | 0,70 | +++ | |
| 5,30 | 17 | 1,13 | +++ | |
| 11,00 | 10 | 0,67 | +++ | |
| 8,80 | 25 | 0,83 | +++ | |
| 11,00 | 31 | 1,03 | ++ | |
| 400 | 5,60 | 3 | 0,60 | ++ |
| 5,40 | 8 | 0,80 | + | |
| 5,50 | 6 | 0,60 | + | |
| 6,10 | 8 | 0,80 | + | |
| 5,00 | 10 | 0,67 | + | |
| 5,40 | 12 | 0,80 | + | |
| 450 | 7,60 | 6 | 1,20 | +++ |
| 5,30 | 17 | 1,13 | +++ | |
| 7,20 | 20 | 1,33 | +++ | |
| 5,10 | 12 | 0,40 | +++ |
+++ - the coating is removed only by etching; ++ - minor chips; + - many chips.
Table 2.
Technological parameters and some characteristics of coatings.
| NN | Compound | Т heating, °C | Т decay, °C | τ –гoд | δ– thickness, мкм | ∑δ, мкм | Quality |
| 1 | Cr(CO)6 | 100 | 400 | 2 | 5 |
25 |
Adhesion of the Cr layer to the substrate is good |
| Al(CH3)3 | 100 | 300 | 5 | 20 | Adhesion of the Al layer to the Cr layer is good | ||
| 2 | Cr(CO)6 | 100 | 450 | 2 | 5 |
25 |
Adhesion of the Cr layer to the substrate is good |
| Al(CH3)3 | 100 | 350 | 5 | 20 | Adhesion of the Al layer to the Cr layer is good | ||
| 3 | Cr(CO)6 | 110 | 400 | 3 | 7 |
32 |
Adhesion of the Cr layer to the substrate is good |
| Al(CH3)3 | 110 | 300 | 6 | 25 | Adhesion of the Al layer to the Cr layer is good | ||
| 4 | Cr(CO)6 | 100 | 450 | 3 | 7 |
32 |
Adhesion of the Cr layer to the substrate is good |
| Al(CH3)3 | 100 | 350 | 6 | 25 | Adhesion of the Al layer to the Cr layer is good |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



