
Submitted:
26 April 2024
Posted:
26 April 2024
You are already at the latest version
Abstract
An increased demand for natural products nowadays most specifically probiotics (PRO) is evident since it comes in conjunction with beneficial health effects for the consumers. In this regard, it is well known that encapsulation could affect positively the PRO's viability throughout food manufacturing and long-term storage. This paper aims to analyze and review various multilayer strategies for encapsulation of PRO. Double-layer encapsulation of PRO by electro-hydrodynamic atomization or electrospray technology has been reported along with layer-by-layer assembly and water-in-oil-in-water (W1/O/W2) double emulsions to produce multilayer PRO-loaded carriers. Finally, their applications in food products are presented. The resistance (cover material) and viability of (PRO) to mechanical damage, during gastrointestinal transit and shelf life of these trapping systems are also described. The PRO encapsulation in double and multiple-layer coatings combined with other technologies can be examined to increase the opportunities for new functional products with amended functionalities opening a novel horizon in food technology.
Keywords:
probiotics
; double/multiple layer coatings encapsulation
; functional food products
1. Introduction
An increased food demand with specific health benefits arises from the adoption of healthier lifestyles. Consequently, the strategy for fruitful acceptance and marketing of new foods counts on (i) the idea of food quality and authenticity across the supply chain, and (ii) the boosted functionalities promoting added value [1,2,3]. Natural or processed foods fortified with bioactive natural compounds can be considered as functional food products [4,5,6,7]. Once managed in outlined qualitative and quantitative amounts, these new functional products could offer valuable health benefits to consumers [8]. In this vein, the expansion of probiotic (PRO) products is a significant research area for the market of functional foods [9]. Economic prognostications assume a rise to 7 billion US dollars for PRO dietary supplements between 2015 and 2025 worldwide [10].
Derived from the Greek word “for life”, PRO are defined as “live microorganisms that, when administered in adequate amounts, confer a health benefit to the host” [11]. Numerous bacterial species such as Lactobacillus, Bacillus Lactococcus, Streptococcus, Pediococcus, Bifidobacterium and Propionibacterium are well recognized as PRO. Additionally, fungi and yeasts including Saccharomyces cerevisiae, S. Boulardii and S. carisbergensis, Aspergillus niger and A. oryzae are also investigated as PRO [12]. PRO are naturally considered as functional ingredients due to their wellness-enhancing capabilities [13]. In this line, PRO has various human health benefits such as the enhancement of intestinal microbial balance, prevention of pathogenic growth through the production of antimicrobial compounds, modulation and control of the innate immune systems, unveiling antimutagenic activities, and stopping/inhibiting cancers [14].
Currently, the most commonly utilized genera as PRO to support healthy intestinal function in humans are Bifidobacterium and Lactobacillus. Certain specific species within these groups have obtained the GRAS (Generally Recognized As Safe) status as conferred by the FDA [15]. Other non-pathogenic microorganisms have also been used as PRO. Strains from Pediococcus, Propionibacterium, Bacillus, Bacteroides, Streptococcus, Enterococcus, Escherichia, and Saccharomyces are the most significant. Next-generation PRO with health benefits includes Akkermansia muciniphila, Faecalibacterium prausnitzii, and Eubacterium hallii [16].
Practically, to apply therapeutic impacts on the host, the probable PRO strain viable cells in food products should be at least 106 CFU/g (or CFU/mL) during the product’s shelf life [17]. However, the survival of PRO is significantly affected by the rough gastrointestinal tract (GIT) conditions, as the low acidic pH of the bile acids and gastric environment [18]. In addition, it should be noted that numerous intrinsic and extrinsic factors have also been perceived to damagingly touch the stability and viability of PRO during food processing and preparation, along with the extended storage time [19,20]. To vanquish these contests, encapsulation methods have been realized to preserve the PRO’s viability. Encapsulation is an innovative approach in which PRO strains can be trapped inside a selective supportive membrane [21–23.] Once efficaciously applied, this technique could evade cell mass degradation, and accomplish a battered release in the gut in a satisfactory amount [24]. The result of this engineering process is an easy-to-handle encapsulated powder with uniform homogeneity through the food process [25].
The immobilization of cells through encapsulation techniques can be approximately considered as “macroencapsulation” and “microencapsulation” being affected by the size of the polymeric beads” [26]. Beads developed through the macro-encapsulation process typically range from a few mm to cm while beads in the range of 1–1000 μm are shaped through the microencapsulation process [26,27]. To protect PRO, several encapsulation technologies viz. emulsion, extrusion, coacervation, and drying methods such as freeze-drying, spray-drying, spray chilling, and fluidized bed drying have been implemented and industrialized [28]. In this regard, the proper encapsulation technique is identified based on the (i) characteristics of the PRO, (ii) the operative circumstances of the encapsulation process, (iii) the biomaterials’ feature, (iv) the suitable particle size for PRO loading without compromising the sensory quality of the end product, and (v) the release mechanism/rate and the storage conditions [29]. By preventing direct contact between PRO and food ingredients, encapsulation techniques could retain the PRO’s viability throughout the food manufacturing process and long-term storage. This article aims to analyze and review various multilayer strategies for encapsulation of PRO. In addition, here, we focus on the encapsulation of PRO within double/multilayer coatings and beads. Finally, their applications in food products are presented. Our manuscript provides relevant new insights and perspectives beyond the available reviews, and the key findings showed that the encapsulation of PRO in double and multiple-layer coatings combined with other technologies was examined to increase the opportunities for new functional products. The comprehensive integration of these subtopics in a single review article is what makes this manuscript unique.
2. Encapsulation of Probiotics in Monolayer Beads/Carriers; Fundamentals and Mechanisms
Given the connection between human gut health and PRO, consumer interest in purchasing foods that contain PRO, or as supplements, is steadily increasing. At the same time, this increasing trend is also reflected in the global PRO market with a forecast referring to 911 million $ for 2026 and an annual growth rate of 8.3% [30,31]. The beneficial effects of PRO are correlated with both the strain used and the dose administered when consumed in an adequate population, and in all cases, these effects need to be proven both by in vitro experiments, in animals and human studies [32,33]. PRO microorganisms, to exert their potential valuable effects on the human body, must remain unaffected by harsh environmental conditions and maintain their characteristics when they colonize the human GIT [34].
In order to release the PRO from the encapsulation material, specific environmental conditions such as pH, temperature and enzyme activity must be met [35]. Acidic gastric fluid contains water, hydrochloric acid, electrolytes, mucus, hormones, and digestive enzymes, such as lipase, renin, and pepsinogen. This particular composition, with a pH = 0.9 to 1.5–3.0, makes it impossible for any microorganism to survive for more than a few minutes. In addition, the enzymes ribonuclease and deoxyribonuclease, as well as the pro-enzymes prochymotrypsin, protrypsin, proelastase, procarboxypeptidases, α-amylase, pancreatic lipase and small intestine break down the PRO cells and are an important factor in their degradation [36]. Actually, the PRO strains, while they manage to reach GIT after oral administration through the gastric fluid, adhere only slightly to the intestinal mucosa, with the result that most of them are excreted with the feces [37].
In order to survive, distribute, and find their targets, PRO has to deal with a multitude of factors related to oxygen concentration, UV light, enzyme-mediated degradation, water activity, and antimicrobial action of bile salts, as well as competition phenomena caused by other bacteria [38]. Moreover, their survival in extremely low gastric pH remains one of the biggest challenges [39]. From the processing and production of food containing PRO to its consumption, the main concern is protecting the PRO cells (Figure 1).
Efforts currently being made by researchers are aimed at developing encapsulation technologies with the aim of protecting PRO in the human body and releasing them at targeted sites [41]. Through these techniques, significant viability rates of PRO are ensured as they approach the specific positions for which they are intended [42] while at the same time, their injuries or various cellular alterations are limited or reduced [34]. The wall that surrounds the PRO cells creating protective carriers during the encapsulation process is called the carrier [18] and aims to ensure the viability of PRO throughout their journey from food to the colon [33], where they are most beneficial to the host [43]. Therefore, designing formulations and robust vehicles that will achieve targeted delivery remains as a challenge [44]. Wall, membrane, shell, external phase, or matrix material are some other used words for the carrier material [45].
The success of PRO encapsulation in terms of the functionality and viability of specific PRO strains is highly dependent on the encapsulation technique, the use of specific types of polymeric carriers, beads, carriers, matrix and the type of microorganism. Among these widely used types are polysaccharides, lipids and proteins or their chemically, physically and enzymatically modified versions [42,46,47]. The use of polysaccharides and proteins helps to increase the durability of the structural integrity and cohesion while acting on the permeability of O2 or CO2 gases. On the contrary, the incorporation of lipids into the mixture enhances its resistance to water vapor [45]. By changing the composition of the coating and/or core material, or by modifying the chemical and/or physical treatments to which the carriers are exposed, it is possible to induce significant changes in the final characteristics of the carrier [45]. The macro-, micro- and nano-carriers are used as encapsulation material although there is no standardization regarding size limits, range in size (> 5000 µm), (0.2 to 5000 µm) and (< 0.2 µm) according to their size [45].
Since living cells of PRO strains must survive for an extended period and withstand the gastric environment and temperatures, various encapsulation techniques have been developed [38,48]. In encapsulation, a semipermeable membrane or matrix of a highly sensitive component is used [49]. The formation of a matrix during the process prevents the release of PRO into the product, making certain polymers more effective at encapsulation [50] and establishing an ideal microenvironment to support their survival and stability. Carriers are the ideal form of delivery of PRO to the GIT, particularly when addressing PRO formulations in liquid or powder form. Carriers can be present in solid form, with a soluble container that is either soft or hard [51]. The hard form is most commonly used in PRO and diluents, glidants, disintegrants or fillers are some of the excipients that carriers carry, the existence of which contributes to maintaining the physiology of PRO cells [52]. Different shell materials achieve the release and controlled delivery of the PRO cells from the carriers to selected sites or targets of the GIT [53].
Among the most commonly, used proteins are whey proteins, caseins, and gelatin, while alginate, chitosan and starch are the most known polysaccharides utilized as coating materials for PRO [42]. Fats of animal or plant origin, resins and waxes are the main lipids used in encapsulation of PRO. Fish oil, butter, or lard can be used to produce fat of animal origin while sunflower oil, corn, or olive oil can be used to produce fat of vegetable origin [45]. Many researchers have documented the improved viability and high encapsulation efficiency of these coating materials for the encapsulation of PRO [54,55]. Depending on their functionality, the polymeric matrices used in encapsulation are distinguished into those related to sensitivity to pH, redox and enzymes (Figure 2).
Polymers used in PRO encapsulation must be characterized by biocompatibility, biodegradability, processability and PRO friendliness [56]. Other natural conventional biodegradable polymers, used for the encapsulation of PRO are pectin, guar gum, dextran, chondroitin sulfate, cyclodextrin, xanthan gum, inulin, amylose, locust bean gum shellac, while some synthetic polymers are Eudragit, polyvinyl acetate phthalate, hydroxypropyl ethylcellulose phthalate, cellulose acetate phthalate and cellulose acetate trimellitate [56].
3. Monolayer versus Double/Multilayer Coatings
Spray drying, freeze-drying (also referred to as lyophilization or cryodesiccation), spray chilling (also called congealing or spray cooling), electrospraying, extrusion, fluidized bed drying, layer-by-layer (LbL), and other physicochemical techniques such as coacervation and emulsification are some of the most commonly used techniques for encapsulation of PRO [34,45]. Among the commonly applied techniques in the industry for encapsulation of sensitive bioactive substances such as PRO is spray drying, since it is extremely flexible in terms of operation with different wall materials, consumes relatively lower energy and is characterized by high yield. The core material is dispersed in a solution that includes the coating material, the resultant dispersion is homogenized and then sprayed into the drying chamber, which causes the solvent to evaporate in order to take a dry powder [42,54]. In freeze-drying, the bacterial cell suspension is frozen at a low temperature, sublimated from ice to water vapor under vacuum conditions, and water is removed from the bacterial solution to obtain a lyophilized powder [42]. In extrusion, a solution of polymer (typically a hydrocolloid) is mixed with the PRO cells. With the help of a syringe needle, the suspension is poured into a high-pressure solution of a cross-linking agent, resulting in the formation of a gel [57]. The emulsification process is defined by the dispersed phase including a cell polymer suspension and either vegetable oil, mineral oil, or an organic solution as the continuous phase. The emulsion results from the homogenization of the mixture and the surfactants.
During the creation of the carrier, its size is controlled, and this results in the approval of the product in terms of organoleptic characteristics [57]. In addition to that, size reduction may improve the application properties and physicochemical characteristics. The reduction in particle size also improves the consistency of the product and possible negative effects on its texture are eliminated [58]. PRO in the aqueous phase (W1) containing cryoprotectants such as disaccharides, proteins, polyalcohols, and complex mixtures are encapsulated through emulsions to improve the resilience of PRO against harsh GIT conditions [59].
Among the most extensively used polysaccharides as encapsulation matrix is alginate. Alginate hydrogels could be an interesting option in PRO encapsulation. Its structure is composed of the two monosaccharides a-L-guluronic acid (G) and D-mannuronic acid (M). The fact that alginates do not dissolve in acidic gastric conditions makes them ideal for the protection of PRO in acidic gastric juice. In addition, their carboxyl groups form hydrogels with divalent cations [60]. In fact, the presence of divalent cross-linking cations creates a mild gelation, the result of which is the insolubilization of PRO formulations in acids. Among the various divalent cations (Mg2+, Sr2+, Ba2+), Ca2+ is widely used to form alginate hydrogels [60]. Alginic carriers are not only advantageous in enhancing the survival rate, stability, and targeted delivery of PRO but also present additional advantages related to simple, fast and low-cost production. Alginates when combined with other biopolymers in hydrogel production are shown to be more effective in both encapsulation ability and viability of PRO compared to the use of alginates alone. Le and Trinh [61] managed to maintain the cell density of Bacillus clausii, Saccharomyces boulardii and L. acidophilus until 120 min following double encapsulation (hydrogel of gelatin and alginate gels); also, their cell viability significantly improved.
There are many types of multilayer coatings, containing diverse materials that are typically effective for encapsulating PRO. Recently, Jeon et al. [46] achieved improved viability and storage stability of PRO bacteria under various temperatures after freeze-drying and enhanced their adhesion to intestinal cells, using quadruple-coated PRO strains containing red ginseng dietary fiber [46]. Coating materials included the combination of red ginseng dietary fiber (RDF) with basic amino acids (L-arginine, L-histidine, and L-lysine), tara gum and rice protein powder. Sekhavatizadeh et al. [62] encapsulated L. acidophilus in sodium alginate and galbanum (Ferula gummosa Boiss) gum (second layer) microspheres to evaluate the survival under simulated GIT circumstances in PRO Tahini halva. Encapsulated L. acidophilus survived under refrigerated conditions for 18 days, the survival of viable cells improved up to 72 °C, while the survival rate under heat stress was 50.13%.
The application of electrical force using an electrospinning technique allows for the formation of charged threads within micro-nano fibers from a polymer solution [63]. To date, electrospinning has been mainly used for the encapsulation of PRO in an electrospun monolayer using different biopolymers, although its use in multilayers is not limited. Recently, encapsulated L. rhamnosus GG (LGG) cells, in multilayer poly-lactic-co-glycolic acid-pullulan-poly-lactic-co-glycolic acid, electrospun nanofibers were prepared; enhanced delivery of the cells and enhanced viability and shelf life after electrospinning was achieved [63].
4. Different Multilayer Techniques for Encapsulation of Probiotics
PRO can be protected from harsh conditions by various double and multiple-layer coatings as described below.
4.1. Electro-Hydrodynamic Atomization
Recently, electro-hydrodynamic atomization (EHDA) or electrospraying technology has been utilized for downsizing carriers, as demonstrated by [64]. EHDA, characterized by a simple and adaptable experimental setup, is capable of generating monodisperse charged carriers from viscous polymeric solutions. This method offers several advantages over conventional encapsulation approaches such as freeze-drying and spray-drying. Charged carriers exhibit higher deposition efficiency in comparison to uncharged ones, and their movement can be readily controlled through external electric fields. This approach does not entail the use of severe temperatures or organic solvents and hence can be used for the encapsulation of live PRO cells [42,65].
Electro-hydrodynamic encapsulation employs similar physical methods as EHDA and can be considered as a version of EHDA [66]. The latter employed EHDA to co-encapsulate Bifidobacterium lactis and L. plantarum individually with either inulin or resistant starch within carriers made of Ca-alginate/chitosan. In this method, the extrusion of a polymeric solution including active materials is carried out through a capillary nozzle and atomization into ultra-fine droplets occurs due to powerful electrical forces. Solidification of the droplets into hydrogel particles following immersion in a gelling bath can occur [67]. The use of biodegradable and non-toxic wall materials or matrices, which serve to protect live cells, appears highly significant as well [68]. Electro-hydrodynamic processes (EHD), including electrospraying and electrospinning, have recently emerged as innovative encapsulation approaches for PRO [69]. The surface of biopolymer solution droplets is being charged by high-voltage electrostatic fields, hence initiating the ejection of a liquid jet using a spinneret (Figure 3, Table 1).
The electrical field corresponds to the reduction in the Taylor cone that then forms a steady and sustainable jet, which, due to its elongational viscosity, forms fibers. Approaching the electrode meter the jet is narrower and forms an open spindle [79].
Modifying the dimensions and shapes of fibers and carriers generated through EHD is attainable by fine-tuning the EHD processing parameters such as applied potential, electric field, spinning distance, and flow rate, along with adjusting solution parameters including conductivity, viscosity, surface tension, and dielectric constant [80,81]. Different forms might appear in electrospraying, due to the Rayleigh-Plateau instability induced by surface tension. A jet breaks into droplets in the Taylor cone (a conical form). Electrical power allows the Taylor cone, to distort the typical spherical meniscus shape [79]. In PRO encapsulation, jet mode, and dripping mode appear as two modes of electrical atomization processes. Electrospinning facilitates the injection of LAB into solid delivery systems, concurrently achieving the dehydration of bacterial dispersion [82].
4.2. Layer-by-Layer Assembly
The LbL assembly has been employed for the fabrication of polymeric carriers endowed with diverse applications and release characteristics [83,84,85]. The sequential adsorption of materials featuring opposing charges onto a template in a systematic manner, thus leading to the formation of a polyelectrolyte shell is required for LbL assembly [86,87,88]. This technology presents an economical, readily available, and manageable approach for crafting multilayer carriers with adjustable digestive resistance, determined by factors such as the quantity, thickness, and barrier characteristics of the shell layers [83,86,87,89]. According to the literature, the preparation of resistant starch carriers with functional properties involves the construction of multiple calcium alginate layers around beads formed with calcium alginate and starch. It has also been indicated that enhancing the digestive resistance of starch in the interior of carriers and regulating its fermentation in the colon can be accomplished by creating multilayered sodium alginate shells around starch beads.
LbL deposition of soy β-conglycinin and high methoxylated pectin was achieved by preparation of fish oil-in-water emulsions using high shear mixing or homogenization at 500 or 3000 psi as reported by [90]. Carrier composed of anionic alginate and the LbL assembly [91] created cationic polycyclodextrins, with the target of inhibition and elimination of pathogenic bacteria. Similarly, triple-layer beads consisting of alginate, Ferula assa-foetida gum and Zedo (Amygdalus scoparia) gum were used to encapsulate L. reuteri for application in a dairy dessert. Encapsulation was reported to enhance the viability of L. reuteri (7.5 log CFU/g) during storage [55]. Asgari et al. [56] produced multilayer PRO-loaded carriers. The LbL self-assembly process is a widely employed technique for PRO encapsulation (Table 2), relying on the consecutive adsorption of particles with opposing charges [92,93.] Layer-by-layer coating and multilayer carriers for probiotics is described in Table 2.
The LbL assembly of polyelectrolytes to create polyelectrolyte multilayer hollow carriers (PMCs) featuring a core-shell structure with various functional properties that has become a well-established approach. PMCs exhibit diverse applications, including their potential use as delivery vehicles for controlled and targeted release [102].
4.3. Water-in-Oil-in-Water (W1/O/W2) Emulsions
Emulsification of a W/O emulsion in water results in a W/O/W emulsion. This type of emulsion is denoted as “multiple emulsion” or “double emulsion.” Double emulsions can encapsulate PRO due to the ability to be integrated into the internal aqueous phase, protecting the external environment [103,104,105]. The development of a W/O/W emulsion involves a two-step process. Stability of a W/O emulsion is the key step in preparation and this needs to be accomplished under high shear conditions. Following that, the re-dispersion of this emulsion takes place. This occurs in a hydrophilic emulsifier. High shear leads to the collision of water droplets and results in coalescence. Particle-stabilized Pickering emulsions (PEs) depend on Pickering stabilizers (Section 4.4) and constitute PRO encapsulation. Double emulsions established with PRO cells as the inner aqueous phase and various protective compounds have been reported by Ding et al. [106]. The interfaces of both W1/O and O/W2 were stabilized using soybean lecithin and polyglycerol polyricinoleate (PGPR), a widely used molecular surfactant [106]. Carboxymethyl konjac glucomannan-chitosan, a nano gel matrix, stabilized the outer aqueous phase. Eslami et al. [107] studied the formation and stabilization of multiple emulsions for L. dellbrueckii utilizing β-cyclodextrin (β-CD) inclusion complexes. A PRO-containing aqueous phase and oil phase with Span-80 constitute the initial emulsion (W1/O). This emulsion is then transferred to an outer aqueous solution of Tween-80 or β-CD and contains W1/O/W2 emulsion (Table 3).
4.4. Multiple Pickering Emulsions
PEs have been employed in encapsulation, with differentiation in stabilization techniques, such as the use of hybrid or protein nanoparticles [114], along with multiple or high internal-phase PEs [115]. PEs were prepared by stabilization of hydroxypropyl methylcellulose (HPMC), a representative anionic polymer, with chitosan and Lactococcus lactis IO-1 (L. lactis IO-1), as detailed by [116]. The PEs exhibited the health-promoting attributes of chitosan coupled with the bacteriocin produced by L. lactis exerting antibacterial activity. L. lactis negatively charged cells along with positively charged chitosan modified bacterial properties and formed the basis of a soft hydrophobic material for PEs. L. plantarum served as an emulsifier within PEs and their high internal phase following encapsulation with WPI/EGCG covalent conjugate nanoparticles. Hence, storage durability increased. A highly viscous or gel-like network is the characteristic of HIPEs achieved with a minimal oil fraction (φ) = 0.74 [117]. WPI-EGCG covalent conjugates forming nanoparticles were generated by a free-radical induction method [59].. This could lead to the stabilization of PEs. A double PE for loading L. acidophilus aiming at targeted delivery to the colon was developed by Wang et al. [118]. Double emulsions are considered highly advantageous in the triggered release and flavor masking.
LbL could generate multilayer emulsion self-assembly on double emulsion templates as designed carriers, thereby improving encapsulation and facilitating controlled release [119]. A typical formation of a multilayer emulsion involves the application of additional layers covering the emulsion droplets. Feng et al. [120] constructed this emulsion through LbL self-assembly, employing inversely charged biopolymers that interact through electrostatic attraction. Interfacial characteristics, e.g., size, charge, penetrability, and rheology can be regulated by sequentially depositing cationic and anionic biopolymers around emulsion particle templates [120]. Multilayer emulsions with thicker interface layers typically exhibit enhanced stability, resisting the coalescence and flocculation of emulsion droplets.
Ultrasound-assisted multilayer double PE carriers with WPI-EGCG covalent conjugates were reported to have a significant effect on the viability of L. plantarum strain liquid during pasteurization and GIT digestion [121]. The double emulsion produced under an ultrasonic intensity of 285 W exhibited a singular and narrow distribution, featuring the smallest droplet size. Subsequently, the double emulsion particles were coated with chitosan, alginate and CaCl2. Chitosan and alginate are frequently employed as LbL materials due to their opposing charges. After pasteurization and GIT digestion, three to four coating layers exhibited comparable activity. However, formulations with three layers of coating were found to be the most effective for the encapsulation of L. plantarum.
HIPEs, also referred to as high-concentration emulsions possess a droplet concentration surpassing the close packing limit, typically around 74% (v/v) according to Shi et al. [122]. At these elevated concentrations, the droplets tend to undergo deformation, adopting polyhedral shapes that are separated by thin films of the continuous phase. In comparison to HIPEs stabilized by conventional surfactants, HIP-PEs necessitates fewer stabilizers. They also exhibit higher internal phase volumes, increased stability against coalescence, enhanced storage stability, and contribute to less environmental pollution [123]. Probiotic encapsulation using Pickering emulsions is described in Table 4.
5. Applications of Multilayer Encapsulated Probiotics in Food Products
The utilization of encapsulated PRO in food systems has been extensively explored, finding common use in dairy products and more recently in nondairy alternatives. Pandey et al. [132] prepared double emulsion carriers enclosing the L. plantarum NCDC 414 and γ-aminobutyric acid (GABA). Under refrigeration at 4 °C, all carriers exhibited stability, with GABA encapsulation levels remaining above 70% till 60 days. At 105–107 CFU/mL, the encapsulated LAB was viable and retained its entrapment even after exposure to sequential digestion. These authors concluded that ultrasonically produced PRO LAB carriers have the potential for targeted intestinal delivery and food formulations. He et al. [121] illustrated the influence of ultrasound-assisted multilayer W/O/W PE carriers on the viability of L. plantarum on pasteurization and gastrointestinal digestive. Coated with chitosan, alginate and CaCl2 at 3–4 layers own comparable activity after LAB PRO pasteurization/GIT digestion. At 5 coating layers, multilayered carriers displayed the most viability, nonetheless, its particle size, measured at 108.65 μm, exceeded the limit of human oral sensory perception (80 μm). To produce PRO yogurt, Mahmoodi Pour et al. [133] established simple and multilayer emulsions by encapsulating L. rhamnosus and L. plantarum. Compared to free PRO, in which a notable loss of survival was observed, these authors stated that multilayer emulsion did not display a remarkable reduction in survival in yogurt. In addition, the encapsulation did not alter the organoleptic properties of the yogurt.
Jasińska et al. [134] prepared microbeads and microcapsules by extrusion as electrostatic and vibrating techniques. Compared to non-encapsulated strains, in the fermented nonmilk beverages, the B. infantis ATCC15697 immobilized in alginate or low-methoxyl pectin hydrogel particles meaningfully improved the survival rate of PRO strains during storage. Karimi et al. [55] described a dairy dessert containing L. reuteri ATCC 23272 encapsulated by sodium alginate, Ferula assa-foetida gum and Zedo (Amygdalus scoparia) gums. Encapsulation enhanced the viability of the PRO strain at 7.5 Log CFU/g during storage. In addition, the PRO strain resistant to high temperatures (to 72 °C) contributed to the hardness value of the produced dessert. In addition, encapsulated L. reuteri pH value was closely stable throughout the storage period. In another study by Chen et al. [135], the impact of the xanthan-chitosan-xanthan system on B. bifidum BB01 viability in yogurt during 21 days of storage (at 25 and 4 °C) was investigated. Findings revealed that xanthan-chitosan-xanthan carriers and xanthan-chitosan carriers could enhance the survival of Bifidobacterium BB01 cells in yogurt. Core–shell capsules of L. acidophilus NCFM, prepared by alginate, locust bean gum and mannitol, were effectively combined in mulberry tea [136]. In an acidic environment, the cells were well protected, and till the end of product storage (30 days) at 4 °C, the number of PRO LAB was 6.80 log CFU/mL, which encountered the minimum prerequisite for PRO (106 CFU/mL).
PRO cultures, including L. plantarum, L. casei, L. fermentum, Sc. boulardii and Lysinibacillus sphaericus were encapsulated by alginate-coated chitosan beads and introduced into carrot and tomato juices. The viable cell count of Lysinibacillus sphaericus increased from 6.5 to 8.9 log CFU/mL, and Sc. boulardii increased from 5.2 to 7.6 log CFU/mL between 24-42 h [137]. Over 5 - 6 weeks at 4 °C, the encapsulated cells showed higher viability compared to the free cells in tomato and carrot juices; nevertheless, the beads negatively affected the sensory properties of the produced juices. In another attempt, Nualkaekul et al. [95] investigated the impact of multilayer coating of alginate beads on the survival of encapsulated L. plantarum during storage in pomegranate juice at 4 °C-6 weeks of storage; cell concentration in pomegranate juice was > 5.5 Log CFU/mL for double-coated beads. In contrast, for free cells and uncoated beads, the cells experienced mortality after 4 weeks of storage.
Arslan-Tontul et al. [138] incorporated double-layered carriers containing Sc. boulardii, L. acidophilus and B. bifidum in three cake samples named: cream-filled, marmalade- after baking. For plain cake, carriers were inoculated into the center of the cake mix and baked at 200 °C for 20 min. These authors noted that double-layered carriers could enhance the survivability of PRO bacteria through the process of cake baking. In this line, cream-filled PRO cake samples demonstrated improved cell survivability during storage. During storage, cake staling had a partial impact on the sensorial features of the cakes and the cake samples remained consumable even after being stored for 90 days. To produce PRO bread, a fluidized bed drying technique was applied by Mirzamani et al. [139] to encapsulate L. Sporogenes. Under baking conditions, double-layered carriers resulted in the highest heat resistance and, consequently, protected the coated PRO. By assessment of encapsulated PRO viability in bread, these authors depicted that the employment of chitosan and alginate in carriers could preserve L. Sporogenes and can be defined as a practical approach in PRO bread production. More recently, Sekhavatizadeh et al. [62] produced PRO halva by employing encapsulated L. acidophilus using sodium alginate and galbanum gum. Encapsulated L. acidophilus contained a viable count at an acceptable level (> 106 CFU/g) under refrigerated conditions for up to 18 days. In addition, during storage, the formed Tahini halva experienced a decrease in cell viability of 3.25 Log CFU/g.
Wong et al. [140] applied a dual coating to fresh-cut apple slices, initially using a bilayer of PRO L. plantarum 299v was incorporated into an edible coating solution containing CMC, followedM by a second zein coating. The apple slices were stored for 7 days at 4 °C, and throughout this period, L. plantarum 299v maintained stability at a level > 6 Log CFU/g. The bilayer PRO edible coating reduced weight loss suppressed yeasts and mold growth, and an inhibition in the proliferation of spiked Listeria monocytogenes during storage. Jantarathin et al. [141] demonstrated that encapsulation of L. acidophilus TISTR 1338 within a double-coated alginate bead with chitosan improved bacterial survival following freeze-drying. Moreover, the use of prebiotics including inulin and Jerusalem artichoke enhanced the viability of the encapsulated bacteria during the heating process. These authors concluded that this could illustrate the protection of PRO bacteria during the heating process in a shrimp-feeding machine.
6. The Resistance (Cover Material) and Viability of (PRO) to Mechanical Damage, During Gastrointestinal Transit and Shelf Life of these Trapping Systems
The aptitude of the wall materials to arrange a layer avoiding contact with severe conditions touches the survival of freeze-dried probiotics under GI conditions [142]. By exposure to simulated GI fluids, Moayyedi et al. [143] concluded that encapsulated L. rhamnosus with WPI/Persian gum/inulin displayed ~8 logs CFU/g. The buffering capacity of wall materials protects PRO against GI, providing a good shield for probiotics [144,145]. Sometimes, the survival of probiotics is increased due to their acid and bile tolerance.
Sodium alginate microbeads crosslinked with calcium ions find limitations and cannot be stabilized in the stomach leading to rapid degradation [146]. The structure of microcapsules produced is preserved by complex coacervation under gastric conditions as reported by Barajas-Álvarez et al. [142]. In this study, the control release properties and viability of probiotics are regulated by the microcapsule composition. For instance, higher protection of L. reuteri is shown for gelatin: sodium caseinate compared to gelatin: GA.
The viability of PRO in foods could be touched by low pH, H2O2 and dissolved O2 content, presence of competing microorganisms and inhibitors, aw, and processing and storage T [147]. The resistance of sensitive PRO against adverse conditions can be augmented by the use of O2-impermeable containers, stress adaptation during cultivation, and the incorporation of micronutrients [148,149].
The practicality of the freeze-dried probiotic powders can be enhanced by the employment of a functional coating layer. Hot-melt coating includes the addition of coating material acting as a melt rather than a dispersion by a fluid bed coater [150,151], and minimization of exposure time to heat and moisture occurs. By hot-melt fluid bed coating, Jacobsen et al. [152] applied cetostearyl alcohol/olive oil/beeswax to L. acidophilus LA3 and B. longum BB536. Throughout intestinal transit, the coating system presented good release. Moussavi et al. [153] discussed the dependence of probiotic storage stability and gastrointestinal transit tolerance on species and carrier type. The addition of Lacticaseibacillus rhamnosus GG (LG), Limosilactobacillus reuteri ATCC 55730 (LR), Bifidobacterium animalis subsp. lactis BB-12 (Bb), Propionibacterium jensenii 702 (PJ), and combinations in orange juice and bottled water also affected them significantly.
Greater benefits to the consumer could be provided by probiotic combinations compared to single-strain preparations [154]. How well the cells in a probiotic product can survive in the gastrointestinal tract (GIT) and then mediate the desired health benefit while passing through the human body is a question discussed thoroughly in the review by Wendel [155].
7. Conclusions
Recently, PRO has received increasing attention for its exceptional health benefits and biological potential. Nonetheless, the constrained stability observed during food processing and storage, especially under the harsh conditions of GIT, significantly compromised the anticipated benefits, thereby limiting their applications. In this line, encapsulation of PRO within double/multiple layer coatings proposes an ample food solution. Once applied efficiently, the encapsulation technique has the potential to improve the PRO’s resistance to the harsh gastric environment and facilitate controlled release, ensuring effective delivery of PRO to the intended site of action. These novel delivery approaches for PRO are a humble, supple, and economical technology for thefabrication of various PRO multi-coating layers. On account of these structural benefits, the encapsulation of PRO in double and multiple-layer coatings is revealed to (i) display high encapsulation efficiency, (ii) improve the bioavailability and stability, and (iii) accomplish targeted delivery and continued release. Recent progress in the encapsulation of PRO in double and multiple-layer coatings was highlighted, along with their food potential applications. Presently, in the medical segment, the production of multilayer fiber structures at the industrial level is achievable; nevertheless, its employment in food science and agriculture is quiet in the initial phases of expansion.
The exploitation and changes of encapsulation of PRO in double and multiple-layer coatings with other technologies can be examined to increase the opportunities for new products with amended functionalities. In this sense, partnerships between manufacturers and researchers are obligatory to construct industrial-level encapsulation of PRO in double and multiple-layer coatings engines, hence enhancing throughput. Additionally, the regulation by the government t agencies on the application of these new carriers in the food industry is highly desirable to guarantee the application of PRO-food products. In the near future, the fruitful application of encapsulation of PRO in double and multiple-layer coatings could open a novel horizon in food technology, presenting a commercialization opportunity.
List of Abbreviations
EGCG epigallocatechin-3-gallate; EHD Electro-hydrodynamic processes; EHDA electro hydrodynamic atomization; GABA γ-aminobutyric acid; GIT gastrointestinal tract; GRAS Generally Recognized As Safe; HIPEs High internal phase emulsions; HPMC hydroxypropyl methylcellulose; LbL layer-by-layer; LGG L. rhamnosus GG; PGPR polyglycerol polyricinoleate; PMCs polyelectrolyte multilayer hollow carriers; PRO probiotic; RDF red ginseng dietary fiber; W1/O/W2Water-in-oil-in-water; WPI whey protein isolate
Author Contributions
Conceptualization, S.A., S.S., M.C., T.V., A.C.K. and S.M.J.; methodology, S.A., S.S., M.C., T.V., A.C.K. and S.M.J.; investigation, S.A., S.S., M.C., T.V., A.C.K. and S.M.J.; resources, S.A., S.S., M.C., T.V., A.C.K. and S.M.J.; data curation, S.A., S.S., M.C., T.V., A.C.K. and S.M.J.; writing—original draft preparation, S.A., S.S., M.C., T.V., A.C.K. and S.M.J.; writing—review and editing, S.A., S.S., M.C., T.V., A.C.K. and S.M.J.; visualization, S.A., S.S., M.C., T.V., A.C.K. and S.M.J.; supervision, S.A., S.S., M.C., T.V., A.C.K. and S.M.J.; project administration, S.A., S.S., M.C., T.V., A.C.K. and S.M.J.; funding acquisition, T.V. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Fischer, A. R. H. , & Reinders, M. J. (2022). Chapter 18—Consumer acceptance of novel foods. In Innovation Strategies in the Food Industry (Second Edition); Galanakis, C.M., Ed.; Academic Press. pp. 307–333. [CrossRef]
- Lavilla, M. , & Gayán, E. (2018). Chapter 7—Consumer Acceptance and Marketing of Foods Processed Through Emerging Technologies. In F. J. Barba, A. S. Sant’Ana, V. Orlien, & M. Koubaa (Eds.), Innovative Technologies for Food Preservation (pp. 233–253). Academic Press. [CrossRef]
- Siegrist, M.; Hartmann, C. Consumer acceptance of novel food technologies. Nat. Food 2020, 1, 343–350. [Google Scholar] [CrossRef] [PubMed]
- Alongi, M.; Anese, M. Re-thinking functional food development through a holistic approach. Journal Funct. Foods 2021, 81, 104466. [Google Scholar] [CrossRef]
- Chaari, M.; Elhadef, K.; Akermi, S.; Hlima, H.B.; Fourati, M.; Mtibaa, A.C.; D’Amore, T.; Ali, D.S.; Mellouli, L.; Ennouri, M.; Khaneghah, A.M.; Smaoui, S. Potentials of beetroot (Beta vulgaris L.) peel extract for quality enhancement of refrigerated beef meat. Qual. Assur. Saf. Crops Foods, 2023; 15, 99–115. [Google Scholar] [CrossRef]
- Elhadef, K.; Chaari, M.; Akermi, S.; Nilesh Prakash, N.; Khaneghah, A.M.; Abdelkafi, S.; Michaud, P.; Diyar Salahuddin, A.; Mellouli, L.; Smaoui, S. Production of functional raw chicken meat by incorporation of date palm seed extract: An assessment of microbiological, chemical and sensory properties. J. Food Meas. Charact. 2023, 17, 5117–5133. [Google Scholar] [CrossRef]
- Granato, D.; Barba, F.J.; Kovačević, D.B.; Lorenzo, J.M.; Cruz, A.G.; Putnik, P. Functional Foods: Product Development, Technological Trends, Efficacy Testing, and Safety. Annu. Rev. Food Sci. Technol. 2020, 11, 93–118. [Google Scholar] [CrossRef] [PubMed]
- Green, A.; Nemecek, T.; Chaudhary, A.; Mathys, A. Assessing nutritional, health, and environmental sustainability dimensions of agri-food production. Glob. Food Secur. 2020, 26, 100406. [Google Scholar] [CrossRef]
- Kohut, M.; Lohne, O.; Leker, J.; Bröring, S. Market convergence from a start-up perspective: The case of probiotics. PharmaNutrition 1002, 15, 100243. [Google Scholar] [CrossRef]
- Terpou, A.; Papadaki, A.; Lappa, I. K.; Kachrimanidou, V.; Bosnea, L.A.; Kopsahelis, N. Probiotics in Food Systems: Significance and Emerging Strategies Towards Improved Viability and Delivery of Enhanced Beneficial Value. Nutrients, 2019; 11, 7. [Google Scholar] [CrossRef]
- FAO/WHO. Guidelines for the evaluation of probiotics in food. Joint FAO/WHO Working Group Report on Drafting Guidelines for the Evaluation of Probiotics in Food. 2002. Available online: ftp://ftp.fao.org/es/esn/food/wgreport2.pdf. (accessed on 24 April 2024).
- Yoha, K.S.; Nida, S.; Dutta, S.; Moses, J.A.; Anandharamakrishnan, C. Targeted Delivery of Probiotics: Perspectives on Research and Commercialization. Probiotics Antimicrob. Proteins 2022, 14, 15–48. [Google Scholar] [CrossRef]
- Kaistha, S.D.; Deshpande, N. (2021). Traditional Probiotics, Next-Generation Probiotics and Engineered Live Biotherapeutic Products in Chronic Wound Healing. In P. Kumar & V. Kothari (Eds.), Wound Healing Research: Current Trends and Future Directions (pp. 247–284). Springer. [CrossRef]
- Luo, S.; Wang, Y.; Kang, X.; Liu, P.; Wang, G. Research progress on the association between mastitis and gastrointestinal microbes in dairy cows and the effect of probiotics. Microb. Pathogenesis 2022, 173, 105809. [Google Scholar] [CrossRef]
- Palanivelu, J.; Thanigaivel, S.; Vickram, S.; Dey, N.; Mihaylova, D.; Desseva, I. Probiotics in Functional Foods: Survival Assessment and Approaches for Improved Viability. Appl. Sci. 2022, 12, 1. [Google Scholar] [CrossRef]
- Fijan, S.; ter Haar, J.A.; & Varga, L. (2021). Chapter 1—Probiotic Microorganisms and Their Benefit to Human Health. In D. Dhanasekaran & A. Sankaranarayanan (Eds.), Advances in Probiotics (pp. 3–22). Academic Press. [CrossRef]
- Swe, Z.M.; Chumphon, T.; Panya, M.; Pangjit, K.; Promsai, S. Evaluation of Nano-Wall Material for Production of Novel Lyophilized-Probiotic Product. Foods 2022, 11, 19. [Google Scholar] [CrossRef]
- Sharma, H.; Sharma, S.; Bajwa, J.; Chugh, R.; Kumar, D. Polymeric carriers in probiotic delivery system. Carbohydr. Polym. Technol. Applications 2023, 5, 100301. [Google Scholar] [CrossRef]
- Aamir, M.; Afzaal, M.; Saeed, F.; Yasmin, I.; Nouman, M. (2022). Chapter 19—The effect of innovative processing technologies on probiotics stability. In J. Singh & A. Vyas (Eds.), Advances in Dairy Microbial Products (pp. 287–294). Woodhead Publishing. [CrossRef]
- Ramazanidoroh, F.; Hosseininezhad, M.; Shahrampour, D.; Wu, X. Edible Packaging as a Functional Carrier of Prebiotics, Probiotics, and Postbiotics to Boost Food Safety, Quality, and Shelf Life. Probiotics Antimicrob. Proteins 2023. [Google Scholar] [CrossRef] [PubMed]
- Frakolaki, G.; Giannou, V.; Kekos, D.; Tzia, C. A review of the microencapsulation techniques for the incorporation of probiotic bacteria in functional foods. Crit. Rev Food Sci. Nutr. 2021, 61, 1515–1536. [Google Scholar] [CrossRef] [PubMed]
- Kowalska, E.; Ziarno, M.; Ekielski, A.; Żelaziński, T. Materials Used for the Microencapsulation of Probiotic Bacteria in the Food Industry. Molecules 2022, 27, 10. [Google Scholar] [CrossRef] [PubMed]
- Yao, M.; Xie, J.; Du, H.; McClements, D.J.; Xiao, H.; Li, L. Progress in microencapsulation of probiotics: A review. Compr. Rev. Food Sci. Food Saf. 2020, 19, 857–874. [Google Scholar] [CrossRef] [PubMed]
- Sharma, R.; Rashidinejad, A.; Jafari, S.M. Application of Spray Dried Encapsulated Probiotics in Functional Food Formulations. Food and Bioprocess Technol. 2022, 15, 2135–2154. [Google Scholar] [CrossRef]
- Harel, M. , & Tang, Q. (2023). Chapter 29—Protection and delivery of probiotics for use in foods. In R. Sobel (Ed.), Microencapsulation in the Food Industry (Second Edition) (pp. 463–480). Academic Press. [CrossRef]
- Misra, S.; Pandey, P.; Dalbhagat, C.G.; Mishra, H.N. Emerging Technologies and Coating Materials for Improved Probiotication in Food Products: A Review. Food Bioprocess Technol. 2022, 15, 998–1039. [Google Scholar] [CrossRef] [PubMed]
- Ferrer, J.; Jiang, Q.; Menner, A.; Bismarck, A. An approach for the scalable production of macroporous polymer beads. J. Colloid Interface Sci. 2022, 616, 834–845. [Google Scholar] [CrossRef]
- Smaoui, S.; Ben Hlima, H.; Ben Braïek, O.; Ennouri, K.; Mellouli, L.; Mousavi Khaneghah, A. Recent advancements in encapsulation of bioactive compounds as a promising technique for meat preservation. Meat Sci. 2021, 181, 108585. [Google Scholar] [CrossRef]
- Talebian, S.; Schofield, T.; Valtchev, P.; Schindeler, A.; Kavanagh, J.M.; Adil, Q.; Dehghani, F. Biopolymer-Based Multilayer Microparticles for Probiotic Delivery to Colon. Adv. Healthc. Mater. 2022, 11, 2102487. [Google Scholar] [CrossRef]
- Latif, A.; Shehzad, A.; Niazi, S.; Zahid, A.; Ashraf, W.; Iqbal, M.W.; Rehman, A.; Riaz, T.; Aadil, R.M.; Khan, I.M.; Özogul, F.; Rocha, J.M.; Esatbeyoglu, T.; Korma, S.A. Probiotics: Mechanism of action, health benefits and their application in food industries. Front. Microbiol. 2023, 14. [Google Scholar] [CrossRef]
- Liang, D.; Wu, F.; Zhou, D.; Tan, B.; Chen, T. Commercial probiotic products in public health: Current status and potential limitations. Crit. Rev. Food Sci. Nutr. 2023, 0, 1–22. [Google Scholar] [CrossRef]
- Mani-López, E.; Ramírez-Corona, N.; López-Malo, A. Advances in probiotic incorporation into cereal-based baked foods: Strategies, viability, and effects–A review. Appl. Food Res. 2023, 3, 100330. [Google Scholar] [CrossRef]
- Sadeghi, A.; Ebrahimi, M.; Assadpour, E.; Jafari, S.M. Recent advances in probiotic breads; a market trend in the functional bakery products. Crit. Rev. Food Sci. Nutr. 2023, 0, 1–12. [Google Scholar] [CrossRef] [PubMed]
- Rodrigues, F.J.; Cedran, M.F.; Bicas, J.L.; Sato, H.H. Encapsulated probiotic cells: Relevant techniques, natural sources as encapsulating materials and food applications – A narrative review. Food Res. Int. 2020, 137, 109682. [Google Scholar] [CrossRef] [PubMed]
- Kwiecień, I.; Kwiecień, M. Application of Polysaccharide-Based Hydrogels as Probiotic Delivery Systems. Gels 2018, 4, 2. [Google Scholar] [CrossRef]
- Castro-López, C.; Romero-Luna, H.E.; García, H.S.; Vallejo-Cordoba, B.; González-Córdova, A. F.; Hernández-Mendoza, A. Key Stress Response Mechanisms of Probiotics During Their Journey Through the Digestive System: A Review. Probiotics Antimicrob. Proteins 2023, 15, 1250–1270. [Google Scholar] [CrossRef] [PubMed]
- Son, Y.S.; Kwon, M.; Son, N.; Kim, S.-K.; Son, M.-Y. Multilayer Coating with Red Ginseng Dietary Fiber Improves Intestinal Adhesion and Proliferation of Probiotics in Human Intestinal Epithelial Models. J. Microbiol. Biotechnol. 2023, 33, 1309–1316. [Google Scholar] [CrossRef] [PubMed]
- Centurion, F.; Basit, A.W.; Liu, J.; Gaisford, S.; Rahim, Md. A.; Kalantar-Zadeh, K. Nanoencapsulation for Probiotic Delivery. ACS Nano 2021, 15, 18653–18660. [Google Scholar] [CrossRef]
- Zhang, W.; Sadeghi, A.; Karaca, A.C.; Zhang, J.; Jafari, S.M. Carbohydrate polymer-based carriers for colon targeted delivery of probiotics. Crit. Rev. Food Sci. Nutr. 2023, 0, 1–21. [Google Scholar] [CrossRef]
- Vivek, K.; Mishra, S.; Pradhan, R.C.; Nagarajan, M.; Kumar, P.K.; Singh, S.S.; Manvi, D.; Gowda, N.N. A comprehensive review on microencapsulation of probiotics: Technology, carriers and current trends. Appl. Food Res. 2023, 3, 100248. [Google Scholar] [CrossRef]
- Xu, C.; Gantumur, M.-A.; Sun, J.; Guo, J.; Ma, J.; Jiang, Z.; Wang, W.; Zhang, J.; Ma, Y.; Hou, J.; McClements, D.J. Design of probiotic delivery systems for targeted release. Food Hydrocoll. 2024, 149, 109588. [Google Scholar] [CrossRef]
- Xie, A.; Zhao, S.; Liu, Z.; Yue, X.; Shao, J.; Li, M.; Li, Z. Polysaccharides, proteins, and their complex as microencapsulation carriers for delivery of probiotics: A review on carrier types and encapsulation techniques. Int. J. Biol. Macromol. 2023, 242, 124784. [Google Scholar] [CrossRef] [PubMed]
- Hu, X.; Liu, C.; Zhang, H.; Hossen, M.A.; Sameen, D.E.; Dai, J.; Qin, W.; Liu, Y.; Li, S. In vitro digestion of sodium alginate/pectin co-encapsulated Lactobacillus bulgaricus and its application in yogurt bilayer beads. Int. J. Biol. Macromol. 2021, 193, 1050–1058. [Google Scholar] [CrossRef] [PubMed]
- Wolfe, W.; Xiang, Z.; Yu, X.; Li, P.; Chen, H.; Yao, M.; Fei, Y.; Huang, Y.; Yin, Y.; Xiao, H. The Challenge of Applications of Probiotics in Gastrointestinal Diseases. Adv. Gut Microb. Res. 2023, e1984200. [Google Scholar] [CrossRef]
- Pech-Canul, A. de la C.; Ortega, D.; García-Triana, A.; González-Silva, N.; Solis-Oviedo, R. L. A Brief Review of Edible Coating Materials for the Microencapsulation of Probiotics. Coatings 2020, 10, 3. [Google Scholar] [CrossRef]
- Kari, H. J.; You, S.; Kwon, M.; Shin, M.; Kim, S.-K.; Jung, Y. H. Multilayer coatings containing red ginseng dietary fibre improve the survivability and stability of probiotic bacteria. Int. J. Food Sci. Technol. 2023, 58, 1497–1505. [Google Scholar] [CrossRef]
- Safeer Abbas, M.; Afzaal, M.; Saeed, F.; Asghar, A.; Jianfeng, L.; Ahmad, A.; Ullah, Q.; Elahi, S.; Ateeq, H.; Shah, Y.A.; Nouman, M.; Shah, M.A. Probiotic viability as affected by encapsulation materials: Recent updates and perspectives. Int. J. Food Properties 2023, 26, 1324–1350. [Google Scholar] [CrossRef]
- Agriopoulou, S.; Tarapoulouzi, M.; Varzakas, T.; Jafari, S.M. Application of Encapsulation Strategies for Probiotics: From Individual Loading to Co-Encapsulation. Microorganisms 2023, 11, 12. [Google Scholar] [CrossRef]
- Paula, D. de A.; Martins, E.M.F.; Costa, N. de A.; de Oliveira, P.M.; de Oliveira, E.B.; Ramos, A.M. Use of gelatin and gum arabic for microencapsulation of probiotic cells from Lactobacillus plantarum by a dual process combining double emulsification followed by complex coacervation. Int. J. Biol. Macromol. 2019, 133, 722–731. [Google Scholar] [CrossRef]
- Dimitrellou, D.; Kandylis, P.; Lević, S.; Petrović, T.; Ivanović, S.; Nedović, V.; Kourkoutas, Y. Encapsulation of Lactobacillus casei ATCC 393 in alginate capsules for probiotic fermented milk production. LWT - Food Sci. Technol. 2019, 116, 108501. [Google Scholar] [CrossRef]
- Kil, B.J.; Yoon, S.J.; Yun, C.-H.; Huh, C.-S. The Effect of Milk Protein on the Biological and Rheological Properties of Probiotic Capsules. J. Microbiol. Biotechnol. 2020, 30, 1870–1875. [Google Scholar] [CrossRef] [PubMed]
- How, Y.-H.; Yeo, S.-K. Oral probiotic and its delivery carriers to improve oral health: A review. Microbiology 2021, 167, 001076. [Google Scholar] [CrossRef] [PubMed]
- Wang, G.; Chen, Y.; Xia, Y.; Song, X.; Ai, L. Characteristics of Probiotic Preparations and Their Applications. Foods 2022, 11, 16. [Google Scholar] [CrossRef]
- Costa, N.; de A. Silveira, L.R.; Amaral, E. de P.; Pereira, G.C.; Paula, D. de A.; Vieira, É.N.R.; Martins, E.M.F.; Stringheta, P.C.; Leite Júnior, B.R. de C. Ramos, A.M. Use of maltodextrin, sweet potato flour, pectin and gelatin as wall material for microencapsulating Lactiplantibacillus plantarum by spray drying: Thermal resistance, in vitro release behavior, storage stability and physicochemical properties. Food Res. Int. 2023, 164, 112367. [CrossRef]
- Karimi, M.; Sekhavatizadeh, S.S.; Hosseinzadeh, S. Milk dessert containing Lactobacillus reuteri (ATCC 23272) encapsulated with sodium alginate, Ferula assa-foetida and Zedo (Amygdalus scoparia) gum as three layers of wall materials. Food Bioprod. Process. 2021, 127, 244–254. [Google Scholar] [CrossRef]
- Asgari, S.; Pourjavadi, A.; Licht, T.R.; Boisen, A.; Ajalloueian, F. (2020). Polymeric carriers for enhanced delivery of probiotics. Advanced Drug Delivery Reviews, 161–162, 1–21. [CrossRef]
- Misra, S.; Pandey, P.; Mishra, H.N. Novel approaches for co-encapsulation of probiotic bacteria with bioactive compounds, their health benefits and functional food product development: A review. Trends Food Sci. Technol. 2021, 109, 340–351. [Google Scholar] [CrossRef]
- Ejaz, A.; Afzaal, M.; Saeed, F.; Waliat, S.; Shah, Y.A.; Imran, A.; Akram, N.; Asghar, A.; Ateeq, H.; Alomar, S.Y.; Nawaz, A.; Teferi Asres, D. Development and characterization of symbiotic microcapsules to enhance the viability of probiotic under stressed conditions. Int. J. Food Prop. 2023, 26, 2838–2853. [Google Scholar] [CrossRef]
- Qin, X.-S.; Luo, Z.-G.; Li, X.-L. An enhanced pH-sensitive carrier based on alginate-Ca-EDTA in a set-type W1/O/W2 double emulsion model stabilized with WPI-EGCG covalent conjugates for probiotics colon-targeted release. Food Hydrocoll. 2021, 113, 106460. [Google Scholar] [CrossRef]
- Tan, L.L.; Sampathkumar, K.; Wong, J.H.; Loo, S.C.J. Divalent cations are antagonistic to survivability of freeze-dried probiotics encapsulated in cross-linked alginate. Food Bioprod. Process. 2020, 124, 369–377. [Google Scholar] [CrossRef]
- Le, H.D.; Trinh, K.S. Survivability of Lactobacillus acidophilus, Bacillus clausii and Sacharomyces boulardii encapsulated in alginate gel microbeads. Carpathian J. Food Sci. Technol. 2018. Available online: https://openurl.ebsco.com/contentitem/gcd:129496188?sid=ebsco:plink:crawler&id=ebsco:gcd:129496188.
- Sekhavatizadeh, S.S.; Afrasiabi, F.; Montaseri, Z. Encapsulation of probiotic Lactobacillus acidophilus ATCC 4356 in alginate–galbanum (Ferula Gummosa Boiss) gum microspheres and evaluation of the survival in simulated gastrointestinal conditions in probiotic Tahini halva. Braz. J. Microbiol. 2023, 54, 1589–1601. [Google Scholar] [CrossRef]
- Ajalloueian, F.; Guerra, P.R.; Bahl, M.I.; Torp, A.M.; Hwu, E.T.; Licht, T.R.; Boisen, A. Multi-layer PLGA-pullulan-PLGA electrospun nanofibers for probiotic delivery. Food Hydrocoll. 2022, 123, 107112. [Google Scholar] [CrossRef]
- Enayati, M.; Chang, M.-W.; Bragman, F.; Edirisinghe, M.; Stride, E. Electrohydrodynamic preparation of particles, capsules and bubbles for biomedical engineering applications. Colloids Surfaces A: Physicochem. Eng Aspects 2011, 382, 154–164. [Google Scholar] [CrossRef]
- Xie, J.; Jiang, J.; Davoodi, P.; Srinivasan, M.P.; Wang, C.-H. Electrohydrodynamic atomization: A two-decade effort to produce and process micro-/nanoparticulate materials. Chem. Eng. Sci. 2015, 125, 32–57. [Google Scholar] [CrossRef] [PubMed]
- Castro Coelho, S.; Nogueiro Estevinho, B.; Rocha, F. Encapsulation in food industry with emerging electrohydrodynamic techniques: Electrospinning and electrospraying – A review. Food Chem. 2021, 339, 127850. [Google Scholar] [CrossRef]
- Pérez-Masiá, R.; López-Nicolás, R.; Periago, M.J.; Ros, G.; Lagaron, J.M.; López-Rubio, A. Encapsulation of folic acid in food hydrocolloids through nanospray drying and electrospraying for nutraceutical applications. Food Chem. 2015, 168, 124–133. [Google Scholar] [CrossRef] [PubMed]
- Wandrey, C.; Bartkowiak, A.; Harding, S.E. (2010). Materials for Encapsulation. In N. J. Zuidam & V. Nedovic (Eds.), Encapsulation Technologies for Active Food Ingredients and Food Processing (pp. 31–100). Springer. [CrossRef]
- García-Moreno, P.J.; Mendes, A.C.; Jacobsen, C.; Chronakis, I.S. (2018). Biopolymers for the Nano-microencapsulation of Bioactive Ingredients by Electrohydrodynamic Processing. In T. J. Gutiérrez (Ed.), Polymers for Food Applications (pp. 447–479). Springer International Publishing. [CrossRef]
- Zaeim, D.; Sarabi-Jamab, M.; Ghorani, B.; Kadkhodaee, R.; Tromp, R.H. Electrospray assisted fabrication of hydrogel microcapsules by single- and double-stage procedures for encapsulation of probiotics. Food Bioprod. Proc. 2017, 102, 250–259. [Google Scholar] [CrossRef]
- Pitigraisorn, P.; Srichaisupakit, K.; Wongpadungkiat, N.; Wongsasulak, S. Encapsulation of Lactobacillus acidophilus in moist-heat-resistant multilayered microcapsules. J. Food Eng. 2017, 192, 11–18. [Google Scholar] [CrossRef]
- Librán, C.M.; Castro, S.; Lagaron, J.M. Encapsulation by electrospray coating atomization of probiotic strains. Inn. Food Sci. Emerg. Technol. 2017, 39, 216–222. [Google Scholar] [CrossRef]
- Mojaveri, S.J.; Hosseini, S.F.; Gharsallaoui, A. Viability improvement of Bifidobacterium animalis Bb12 by encapsulation in chitosan/poly(vinyl alcohol) hybrid electrospun fiber mats. Carbohydr. Polym. 2020, 241, 116278. [Google Scholar] [CrossRef] [PubMed]
- Ma, J.; Xu, C.; Yu, H.; Feng, Z.; Yu, W.; Gu, L.; Liu, Z.; Chen, L.; Jiang, Z.; Hou, J. Electro-encapsulation of probiotics in gum Arabic-pullulan blend nanofibres using electrospinning technology. Food Hydrocoll. 2021, 111, 106381. [Google Scholar] [CrossRef]
- Yu, H.; Liu, W.; Li, D.; Liu, C.; Feng, Z.; Jiang, B. Targeting Delivery System for Lactobacillus Plantarum Based on Functionalized Electrospun Nanofibers. Polymers 2020, 12, 7. [Google Scholar] [CrossRef]
- Wei, L.; Zhou, D.; Kang, X. Electrospinning as a novel strategy for the encapsulation of living probiotics in polyvinyl alcohol/silk fibroin. Inn. Food Sci. Emerg. Technol. 2021, 71, 102726. [Google Scholar] [CrossRef]
- Yilmaz, M.T.; Taylan, O.; Karakas, C.Y.; Dertli, E. An alternative way to encapsulate probiotics within electrospun alginate nanofibers as monitored under simulated gastrointestinal conditions and in kefir. Carbohydr. Polym. 2020, 244, 116447. [Google Scholar] [CrossRef] [PubMed]
- Soares, J.M.D.; Abreu, R.E.F.; Costa, M.M. da, Melo, N.F. de, Oliveira, H.P.de. Investigation of Lactobacillus paracasei encapsulation in electrospun fibers of Eudragit® L100. Polímeros 2020, 30, e2020025. [Google Scholar] [CrossRef]
- Niamah, A.K.; Gddoa Al-Sahlany, S.T.; Ibrahim, S.A.; Verma, D.K.; Thakur, M.; Singh, S.; Patel, A.R.; Aguilar, C.N.; Utama, G.L. Electro-hydrodynamic processing for encapsulation of probiotics: A review on recent trends, technological development, challenges and future prospect. Food Biosci. 2021, 44, 101458. [Google Scholar] [CrossRef]
- Mendes, A.C.; Stephansen, K.; Chronakis, I.S. Electrospinning of food proteins and polysaccharides. Food Hydrocoll. 2017, 68, 53–68. [Google Scholar] [CrossRef]
- Mendes, A.C.; Sevilla Moreno, J.; Hanif, M. ; E. L. Douglas, T.; Chen, M.; Chronakis, I.S. Morphological, Mechanical and Mucoadhesive Properties of Electrospun Chitosan/Phospholipid Hybrid Nanofibers. Int. J. Mol. Sci. 2018, 19, 8. [Google Scholar] [CrossRef] [PubMed]
- Zupančič, Š.; Škrlec, K.; Kocbek, P.; Kristl, J.; Berlec, A. Effects of Electrospinning on the Viability of Ten Species of Lactic Acid Bacteria in Poly(Ethylene Oxide) Nanofibers. Pharmaceutics 2019, 22, 9. [Google Scholar] [CrossRef] [PubMed]
- Decher, G. Fuzzy Nanoassemblies: Toward Layered Polymeric Multicomposites. Science 1997, 277, 1232–1237. [Google Scholar] [CrossRef]
- Decher, G.; Hong, J.D.; Schmitt, J. Buildup of ultrathin multilayer films by a self-assembly process: III. Consecutively alternating adsorption of anionic and cationic polyelectrolytes on charged surfaces. Thin Solid Films 1992, 831–835. [Google Scholar] [CrossRef]
- Decher, G.; Hong, J.-D. Buildup of ultrathin multilayer films by a self-assembly process, 1 consecutive adsorption of anionic and cationic bipolar amphiphiles on charged surfaces. Makromol. Chem. Macromol. Symp. 1991, 46, 321–327. [Google Scholar] [CrossRef]
- Guzey, D.; McClements, D.J. Formation, stability and properties of multilayer emulsions for application in the food industry. Adv. Colloid Interface Sci. 2006, 128, 227–248. [Google Scholar] [CrossRef]
- Humblet-Hua, K.P.; Scheltens, G.; van der Linden, E.; Sagis, L.M.C. Encapsulation systems based on ovalbumin fibrils and high methoxyl pectin. Food Hydrocoll. 2011, 25, 569–576. [Google Scholar] [CrossRef]
- McClements, D.J. Theoretical Analysis of Factors Affecting the Formation and Stability of Multilayered Colloidal Dispersions. Langmuir 2005, 21, 9777–9785. [Google Scholar] [CrossRef] [PubMed]
- Peyratout, C.S.; Dähne, L. Tailor-Made Polyelectrolyte Microcapsules: From Multilayers to Smart Containers. Angew. Chem. Int. Ed. Engl. 2004, 43, 3762–3783. [Google Scholar] [CrossRef]
- Xiang, N.; Lyu, Y.; Narsimhan, G. Characterization of fish oil in water emulsion produced by layer by layer deposition of soy β-conglycinin and high methoxyl pectin. Food Hydrocoll. 2016, 52, 678–689. [Google Scholar] [CrossRef]
- Belbekhouche, S.; Bousserrhine, N.; Alphonse, V.; Carbonnier, B. From beta-cyclodextrin polyelectrolyte to layer-by-layer self-assembly microcapsules: From inhibition of bacterial growth to bactericidal effect. Food Hydrocoll. 2019, 95, 219–227. [Google Scholar] [CrossRef]
- Kiprono, S.J.; Ullah, M.W.; Yang, G. Surface Engineering of Microbial Cells: Strategies and Applications. Eng. Sci. 2018, 9, 33–45. [Google Scholar] [CrossRef]
- Yucel Falco, C.; Sotres, J.; Rascón, A.; Risbo, J.; Cárdenas, M. Design of a potentially prebiotic and responsive encapsulation material for probiotic bacteria based on chitosan and sulfated β-glucan. J. Colloid Interface Sci. 2017, 487, 97–106. [Google Scholar] [CrossRef]
- Cook, M.T.; Tzortzis, G.; Khutoryanskiy, V.V.; Charalampopoulos, D. Layer-by-layer coating of alginate matrices with chitosan – alginate for the improved survival and targeted delivery of probiotic bacteria after oral administration. J. Mater. Chem. B 2013, 1, 52–60. [Google Scholar] [CrossRef]
- Nualkaekul, S.; Lenton, D.; Cook, M.T.; Khutoryanskiy, V.V.; Charalampopoulos, D. Chitosan coated alginate beads for the survival of microencapsulated Lactobacillus plantarum in pomegranate juice. Carbohydr. Polym. 2012, 90, 1281–1287. [Google Scholar] [CrossRef]
- Urbanska, A.M.; Bhathena, J.; Prakash, S. Live encapsulated Lactobacillus acidophilus cells in yogurt for therapeutic oral delivery: Preparation and in vitro analysis of alginate–chitosan microcapsules. Can. J. Physiol. Pharmacol. 2007, 85, 884–893. [Google Scholar] [CrossRef] [PubMed]
- Thomas, M.B.; Vaidyanathan, M.; Radhakrishnan, K.; Raichur, A.M. Enhanced viability of probiotic Saccharomyces boulardii encapsulated by layer-by-layer approach in pH responsive chitosan–dextran sulfate polyelectrolytes. J. Food Eng. 2014, 136, 1–8. [Google Scholar] [CrossRef]
- Priya, A.J.; Vijayalakshmi, S.P.; Raichur, A.M. Enhanced Survival of Probiotic Lactobacillus acidophilus by Encapsulation with Nanostructured Polyelectrolyte Layers through Layer-by-Layer Approach. J. Agric. Food Chem. 2011, 59, 11838–11845. [Google Scholar] [CrossRef] [PubMed]
- Anselmo, A.C.; McHugh, K.J.; Webster, J.; Langer, R.; Jaklenec, A. Layer-by-Layer Encapsulation of Probiotics for Delivery to the Microbiome. Adv. Mater. 2016, 28, 9486–9490. [Google Scholar] [CrossRef]
- Chehreara, A.; Tabandeh, F.; Otadi, M.; Alihosseini, A.; Partovinia, A. Enhanced survival of Lacticaseibacillus rhamnosus in simulated gastrointestinal conditions using layer-by-layer encapsulation. Biotechnol. Lett. 2022, 44, 1277–1286. [Google Scholar] [CrossRef]
- Cui, C.; Li, M.; He, X.; Ji, N.; Qin, Y.; Dai, L.; Xiong, L.; Sun, Q. In vitro digestion and fecal fermentation of encapsulated starch constructed via layer-by-layer coating of calcium alginate. Food Hydrocoll. 2024, 148, 109441. [Google Scholar] [CrossRef]
- Kurapati, R.; Groth, T.W. Raichur, A.M. Recent Developments in Layer-by-Layer Technique for Drug Delivery Applications. ACS Appl. Bio Mater. 2019, 2, 5512–5527. [Google Scholar] [CrossRef]
- Huang, S.; Xiong, Y.; Zou, Y.; Dong, Q.; Ding, F.; Liu, X.; Li, H. A novel colorimetric indicator based on agar incorporated with Arnebia euchroma root extracts for monitoring fish freshness. Food Hydrocoll. 2019, 90, 198–205. [Google Scholar] [CrossRef]
- Jiang, Z.; Tian, J.; Bai, X.; McClements, D.J.; Ma, C.; Liu, X.; Liu, F. Improving probiotic survival using water-in-oil-in-water (W1/O/W2) emulsions: Role of fish oil in inner phase and sodium alginate in outer phase. Food Chem. 2023, 417, 135889. [Google Scholar] [CrossRef]
- Su, J.; Cai, Y.; Tai, K.; Guo, Q.; Zhu, S.; Mao, L.; Gao, Y.; Yuan, F.; Meeren, P.V. der. High-internal-phase emulsions (HIPEs) for co-encapsulation of probiotics and curcumin: Enhanced survivability and controlled release. Food Funct. 2021, 12, 70–82. [Google Scholar] [CrossRef]
- Ding, X.; Xu, Y.; Wang, Y.; Xie, L.; Liang, S.; Li, D.; Wang, Y.; Wang, J.; Zhan, X. Carboxymethyl konjac glucomannan-chitosan complex nanogels stabilized double emulsions incorporated into alginate hydrogel beads for the encapsulation, protection and delivery of probiotics. Carbohydr. Polym. 2022, 289, 119438. [Google Scholar] [CrossRef] [PubMed]
- Eslami, P.; Davarpanah, L.; Vahabzadeh, F. Encapsulating role of β-cyclodextrin in formation of pickering water-in-oil-in-water (W1/O/W2) double emulsions containing Lactobacillus dellbrueckii. Food Hydrocoll. 2017, 64, 133–148. [Google Scholar] [CrossRef]
- Zhang, Y.; Lin, J.; Zhong, Q. S/O/W emulsions prepared with sugar beet pectin to enhance the viability of probiotic Lactobacillus salivarius NRRL B-30514. Food Hydrocoll. 2016, 52, 804–810. [Google Scholar] [CrossRef]
- Marefati, A.; Pitsiladis, A.; Oscarsson, E.; Ilestam, N. Bergenståhl, B. Encapsulation of Lactobacillus reuteri in W1/O/W2 double emulsions: Formulation, storage and in vitro gastro-intestinal digestion stability. LWT - Food Sci. Technol. 2021, 146, 111423. [CrossRef]
- El Kadri, H.; Lalou, S.; Mantzouridou, F.; Gkatzionis, K. Utilisation of water-in-oil-water (W1/O/W2) double emulsion in a set-type yogurt model for the delivery of probiotic Lactobacillus paracasei. Food Res. Int. 2018, 107, 325–336. [Google Scholar] [CrossRef]
- Pimentel-González, D.J.; Campos-Montiel, R.G.; Lobato-Calleros, C.; Pedroza-Islas, R.; Vernon-Carter, E.J. Encapsulation of Lactobacillus rhamnosus in double emulsions formulated with sweet whey as emulsifier and survival in simulated gastrointestinal conditions. Food Res. Int. 2009, 42, 292–297. [Google Scholar] [CrossRef]
- Yin, M.; Chen, L.; Chen, M.; Yuan, Y.; Liu, F.; Zhong, F. Encapsulation of Lactobacillus rhamnosus GG in double emulsions: Role of prebiotics in improving probiotics survival during spray drying and storage. Food Hydrocoll. 2024, 151, 109792. [Google Scholar] [CrossRef]
- Eslami, P.; Forootan, K. , Davarpanah, L.; Vahabzadeh, F. Incorporation of Lactobacillus casei into the Inner Phase of the Water-in-Oil-in-Water (W1/O/W2) Emulsion Prepared with β-Cyclodextrin and Bacterial Survival in a Model Gastric Environment. Appl. Food Biotechnol. 2020, 7, 3. [Google Scholar] [CrossRef]
- Tavasoli, S.; Liu, Q.; Jafari, S.M. Development of Pickering emulsions stabilized by hybrid biopolymeric particles/nanoparticles for nutraceutical delivery. Food Hydrocoll. 2022, 124, 107280. [Google Scholar] [CrossRef]
- Klojdová, I.; Stathopoulos, C. The Potential Application of Pickering Multiple Emulsions in Food. Foods 2022, 11, 11. [Google Scholar] [CrossRef]
- Rattanaburi, P.; Charoenrat, N.; Pongtharangkul, T.; Suphantharika, M.; Wongkongkatep, J. Hydroxypropyl methylcellulose enhances the stability of o/w Pickering emulsions stabilized with chitosan and the whole cells of Lactococcus lactis IO-1. Food Res. Int. 2019, 116, 559–565. [Google Scholar] [CrossRef]
- Bai, L.; Huan, S.; Rojas, O.J.; McClements, D.J. Recent Innovations in Emulsion Science and Technology for Food Applications. J. Agric. Food Chem. 2021, 69, 8944–8963. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Song, M.; Zhao, Z.; Chen, X.; Cai, J.; Cao, Y.; Xiao, J. Lactobacillus acidophilus loaded pickering double emulsion with enhanced viability and colon-adhesion efficiency. LWT - Food Sci. Technol. 2020, 121, 108928. [Google Scholar] [CrossRef]
- Shi, K.; Yu, H.; Lee, T.-C.; Huang, Q. Improving Ice Nucleation Activity of Zein Film through Layer-by-Layer Deposition of Extracellular Ice Nucleators. ACS Appl. Mater. Interfaces 2013, 5, 10456–10464. [Google Scholar] [CrossRef]
- Feng, W.; Nie, W.; He, C.; Zhou, X.; Chen, L.; Qiu, K.; Wang, W.; Yin, Z. Effect of pH-Responsive Alginate/Chitosan Multilayers Coating on Delivery Efficiency, Cellular Uptake and Biodistribution of Mesoporous Silica Nanoparticles Based Nanocarriers. ACS Applied Mater Interfaces 2014, 6, 8447–8460. [Google Scholar] [CrossRef]
- He, X.; Yang, W.; Qin, X. Ultrasound-assisted multilayer Pickering emulsion fabricated by WPI-EGCG covalent conjugates for encapsulating probiotics in colon-targeted release. Ultrason. Sonochem. 2023, 97, 106450. [Google Scholar] [CrossRef]
- Shi, A.; Feng, X.; Wang, Q.; Adhikari, B. Pickering and high internal phase Pickering emulsions stabilized by protein-based particles: A review of synthesis, application and prospective. Food Hydrocoll. 2020, 109, 106117. [Google Scholar] [CrossRef]
- Xu, B.; Liu, C.; Sun, H.; Wang, X.; Huang, F. Highly Surface-Active Chaperonin Nanobarrels for Oil-in-Water Pickering Emulsions and Delivery of Lipophilic Compounds. J. Agric. Food Chem. 2019, 67, 10155–10164. [Google Scholar] [CrossRef] [PubMed]
- Sabatini, V.; Pellicano, L.; Farina, H.; Pargoletti, E.; Annunziata, L. , Ortenzi, M.A.; Stori, A.; Cappelletti, G. Design of New Polyacrylate Microcapsules to Modify the Water-Soluble Active Substances Release. Polymers 2021, 13, 5. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.; Lin, H.; Li, J.; Liu, L.; Huang, J.; Cao, Y.; Zhao, T.; McClements, D.J.; Chen, J.; Liu, C.; Liu, J.; Shen, P.; Zhou, M. Improving probiotic (Lactobacillus casei) viability by encapsulation in alginate-based microgels: Impact of polymeric and colloidal fillers. Food Hydrocoll. 2023, 134, 108028. [Google Scholar] [CrossRef]
- Zhang, J.; Xie, Y.; Liu, C.; Cao, H.; Li, Y.; Li, B.; Zhang, Y.; Liu, S. Water-in-water Pickering emulsion: A fascinating microculture apparatus for embedding and cultivation of Lactobacillus helveticus. Food Hydrocoll. 2024, 147, 109398. [Google Scholar] [CrossRef]
- Xie, Y.; Liu, C.; Zhang, J.; Li, Y.; Li, B.; Liu, S. Crosslinking alginate at water-in-water Pickering emulsions interface to control the interface structure and enhance the stress resistance of the encapsulated probiotics. J. Colloid Interface Sci. 2024, 655, 653–663. [Google Scholar] [CrossRef] [PubMed]
- Ruan, M.; Xie, Y.; Zhou, C.; Li, Y.; Li, B.; Zhang, Y.; Liu, S. Biomacromolecule based water-in-water Pickering emulsion: A fascinating artificial cell-like compartment for the encapsulation of Lactobacillus plantarum. Food Biosci. 2023, 55, 102916. [Google Scholar] [CrossRef]
- da Silva, S.Â.D.; Batista, L. da S.P.; Diniz, D.S.; Nascimento, S.S. da C.; Morais, N.S.; de Assis, C.F.; Passos, T.S.; de Sousa Júnior, F.C. Microencapsulation of Probiotics by Oil-in-Water Emulsification Technique Improves Cell Viability under Different Storage Conditions. Foods 2023, 12, 2. [Google Scholar] [CrossRef] [PubMed]
- Karakaş, C.Y.; Yildirim, R.M.; Karadag, A. Encapsulation of Lactobacillus plantarum ELB90 by electrospraying in a double emulsion (W1/O/W2) loaded alginate beads to improve the gastrointestinal survival and thermal stability. J. Sci. Food Agric. 2023, 103, 3427–3436. [Google Scholar] [CrossRef] [PubMed]
- Mardani Ghahfarokhi, V.; Pescarmona, P.P.; Euverink, G.-J. W.; Poortinga, A.T. Encapsulation of Lactobacillus casei (ATCC 393) by Pickering-Stabilized Antibubbles as a New Method to Protect Bacteria against Low pH. Colloids Interfaces 2020, 4, 3. [Google Scholar] [CrossRef]
- Pandey, P.; Mettu, S.; Mishra, H.N.; Ashokkumar, M.; Martin, G.J.O. Multilayer co-encapsulation of probiotics and γ-amino butyric acid (GABA) using ultrasound for functional food applications. LWT - Food Sci. Technol. 2021, 146, 111432. [Google Scholar] [CrossRef]
- Mahmoodi Pour, H.; Marhamatizadeh, M.H.; Fattahi, H. Encapsulation of Different Types of Probiotic Bacteria within Conventional/Multilayer Emulsion and Its Effect on the Properties of Probiotic Yogurt. J. Food Qual. 2022, e7923899. [Google Scholar] [CrossRef]
- Jasińska, U.T.; Skąpska, S.; Owczarek, L.; Dekowska, A.; Lewińska, D. Immobilization of Bifidobacterium infantis Cells in Selected Hydrogels as a Method of Increasing Their Survival in Fermented Milkless Beverages. J. Food Qual. 2018, e9267038. [Google Scholar] [CrossRef]
- Chen, L.; Yang, T.; Song, Y.; Shu, G.; Chen, H. Effect of xanthan-chitosan-xanthan double layer encapsulation on survival of Bifidobacterium BB01 in simulated gastrointestinal conditions, bile salt solution and yogurt. LWT - Food Sci. Technol. 2017, 81, 274–280. [Google Scholar] [CrossRef]
- Yee, W.L.; Yee, C.L.; Lin, N.K.; Phing, P.L. Microencapsulation of Lactobacillus acidophilus NCFM incorporated with mannitol and its storage stability in mulberry tea. Ciênc. Agrotec. 2019, 2017, e005819. [Google Scholar] [CrossRef]
- Naga Sivudu, S.; Ramesh, B.; Umamahesh, K.; Vijaya Sarathi Reddy, O. Probiotication of tomato and carrot juices for shelf-life enhancement using micro-encapsulation. J. Food Biosci. Technol. 2016, 6, 13–22. [Google Scholar]
- Arslan-Tontul, S.; Erbas, M.; Gorgulu, A. The Use of Probiotic-Loaded Single- and Double-Layered Microcapsules in Cake Production. Probiotics Antimicrob. Proteins 2019, 11, 840–849. [Google Scholar] [CrossRef] [PubMed]
- Mirzamani, S.S.; Bassiri, A.; Tavakolipour, H.; Azizi, M.H.; Kargozari, M. Fluidized Bed Microencapsulation of Lactobacillus Sporogenes with Some Selected Hydrocolloids for Probiotic Bread Production. J. Food Biosci. Technol. 2021, 11, 23–24. [Google Scholar]
- Wong, C.H.; Mak, I.E.K.; Li, D. Bilayer edible coating with stabilized Lactobacillus plantarum 299v improved the shelf life and safety quality of fresh-cut apple slices. Food Pack. Shelf Life 2021, 30, 100746. [Google Scholar] [CrossRef]
- Jantarathin, S.; Borompichaichartkul, C.; Sanguandeekul, R. Microencapsulation of probiotic and prebiotic in alginate-chitosan capsules and its effect on viability under heat process in shrimp feeding. Mater. Today Proc. 2017, 4, 6166–6172. [Google Scholar] [CrossRef]
- Barajas-Álvarez, P.; González-Ávila, M.; Espinosa-Andrews, H. Recent Advances in Probiotic Encapsulation to Improve Viability under Storage and Gastrointestinal Conditions and Their Impact on Functional Food Formulation. Food Rev. Int. 2023, 39, 992–1013. [Google Scholar] [CrossRef]
- Moayyedi, M.; Eskandari, M.H.; Rad, A.H.E.; Ziaee, E.; Khodaparast, M.H.H.; Golmakani, M.-T. Effect of drying methods (electrospraying, freeze drying and spray drying) on survival and viability of microencapsulated Lactobacillus rhamnosus ATCC 7469. J. Funct. Foods 2018, 40, 391–399. [Google Scholar] [CrossRef]
- Liao, L.-K.; Wei, X.-Y.; Gong, X.; Li, J.-H.; Huang, T.; Xiong, T. Microencapsulation of Lactobacillus casei LK-1 by spray drying related to its stability and in vitro digestion. LWT - Food Sci. Technol. 2017, 82, 82–89. [Google Scholar] [CrossRef]
- Nunes, G.L.; Etchepare, M. de A.; Cichoski, A.J.; Zepka, L. Q.; Jacob Lopes, E.; Barin, J.S.; Flores, É.M. de M.; da Silva, C. de B.; de Menezes, C.R. Inulin, hi-maize, and trehalose as thermal protectants for increasing viability of Lactobacillus acidophilus encapsulated by spray drying. LWT - Food Sci. Technol. 2018, 89, 128–133. [Google Scholar] [CrossRef]
- Rather, S.A.; Akhter, R.; Masoodi, F.A.; Gani, A.; Wani, S.M. Effect of double alginate microencapsulation on in vitro digestibility and thermal tolerance of Lactobacillus plantarum NCDC201 and L. casei NCDC297. LWT - Food Sci. Technol. 2017, 83, 50–58. [Google Scholar] [CrossRef]
- Coman, M.M.; Cecchini, C.; Verdenelli, M.C.; Silvi, S.; Orpianesi, C.; Cresci, A. Functional foods as carriers for SYNBIO®, a probiotic bacteria combination. Int. J. Food Microbiol. 2012, 157, 346–352. [Google Scholar] [CrossRef] [PubMed]
- Anal, A.K.; Singh, H. Recent advances in microencapsulation of probiotics for industrial applications and targeted delivery. Trends Food Sci. Technol. 2007, 18, 240–251. [Google Scholar] [CrossRef]
- Burgain, J.; Gaiani, C.; Linder, M.; Scher, J. Encapsulation of probiotic living cells: From laboratory scale to industrial applications. J. Food Eng. 2011, 104, 467–483. [Google Scholar] [CrossRef]
- Jannin, V.; Cuppok, Y. Hot-melt coating with lipid excipients. Int. J. Pharm. 2013, 457, 480–487. [Google Scholar] [CrossRef] [PubMed]
- Lopes, D.G.; Salar-Behzadi, S.; Zimmer, A. Designing optimal formulations for hot-melt coating. Int. J. Pharm. 2017, 533, 357–363. [Google Scholar] [CrossRef] [PubMed]
- Jacobsen, N.M.Y.; Nedergaard, H.B.; Kock, A.; Caglayan, I.; Laursen, M.M.; Lange, E.-M.; Marcial-Coba, M.S.; Bar-Shalom, D.; Nielsen, D.S.; Müllertz, A. Development of gastro-resistant coated probiotic granulates and evaluation of viability and release during simulated upper gastrointestinal transit. LWT-Food Sci. Technol. 2021, 144, 111174. [Google Scholar] [CrossRef]
- Moussavi, M.; Barouei, J.; Evans, C.; Adams, M.C.; Baines, S. Viability and In Vitro Gastrointestinal Transit Tolerance of Multispecies Probiotic Combinations Incorporated into Orange Juice and Drinking Water. Foods 2023, 12, 11. [Google Scholar] [CrossRef]
- Ouwehand, A.C.; Invernici, M.M.; Furlaneto, F.A.C.; Messora, M.R. Effectiveness of Multi-strain Versus Single-strain Probiotics: Current Status and Recommendations for the Future. J. Clin. Gastroenterol. 2018, 52, S35. [Google Scholar] [CrossRef]
- Wendel, U. Assessing Viability and Stress Tolerance of Probiotics—A Review. Front. Microbiol. 2022, 12. [Google Scholar] [CrossRef]
Figure 1.
Main factors for the protection of probiotics (Adapted from [40]).
Figure 1.
Main factors for the protection of probiotics (Adapted from [40]).
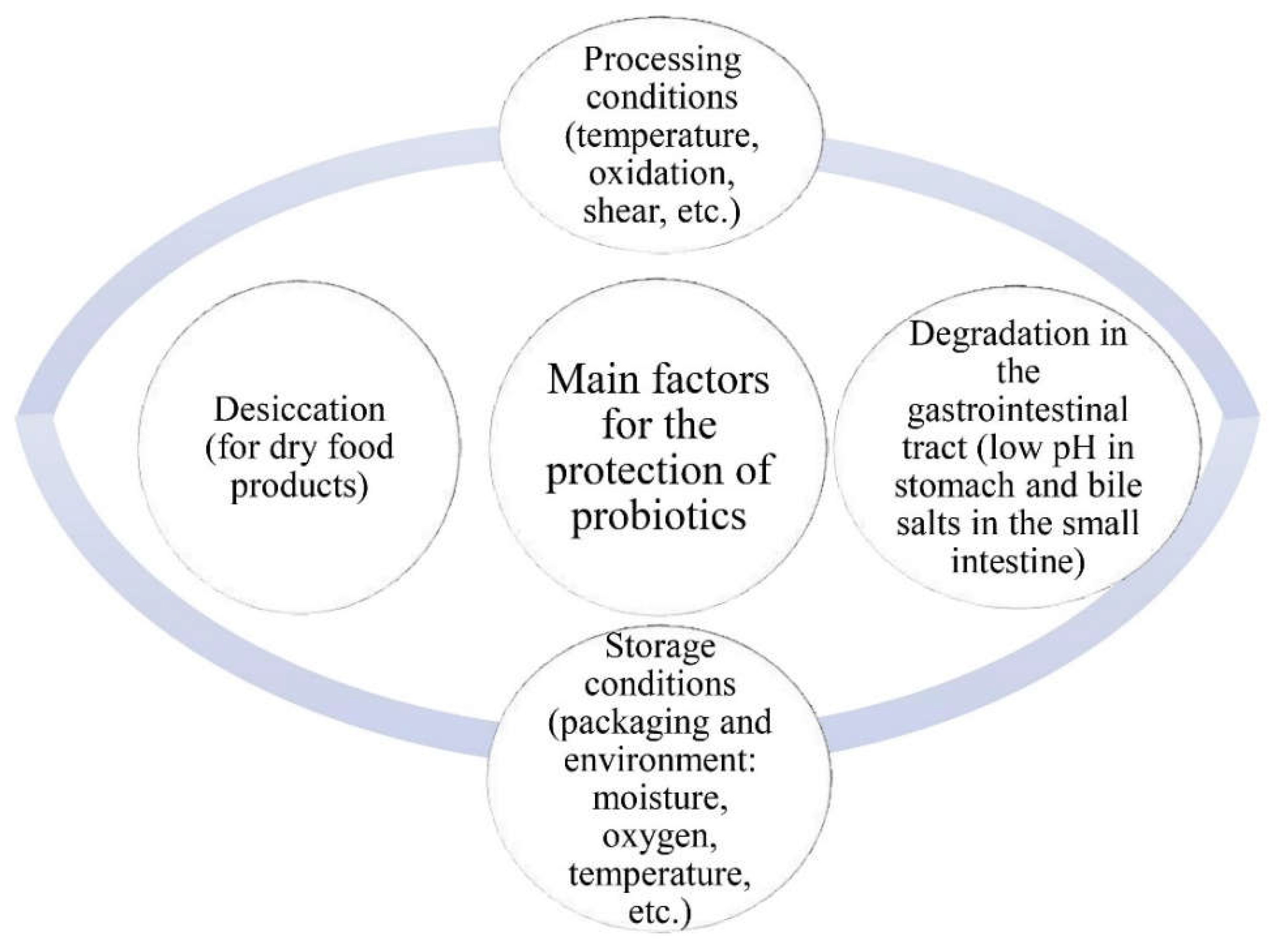
Figure 2.
Polymeric carriers for enhanced delivery of probiotics (Adapted from [56]).
Figure 2.
Polymeric carriers for enhanced delivery of probiotics (Adapted from [56]).
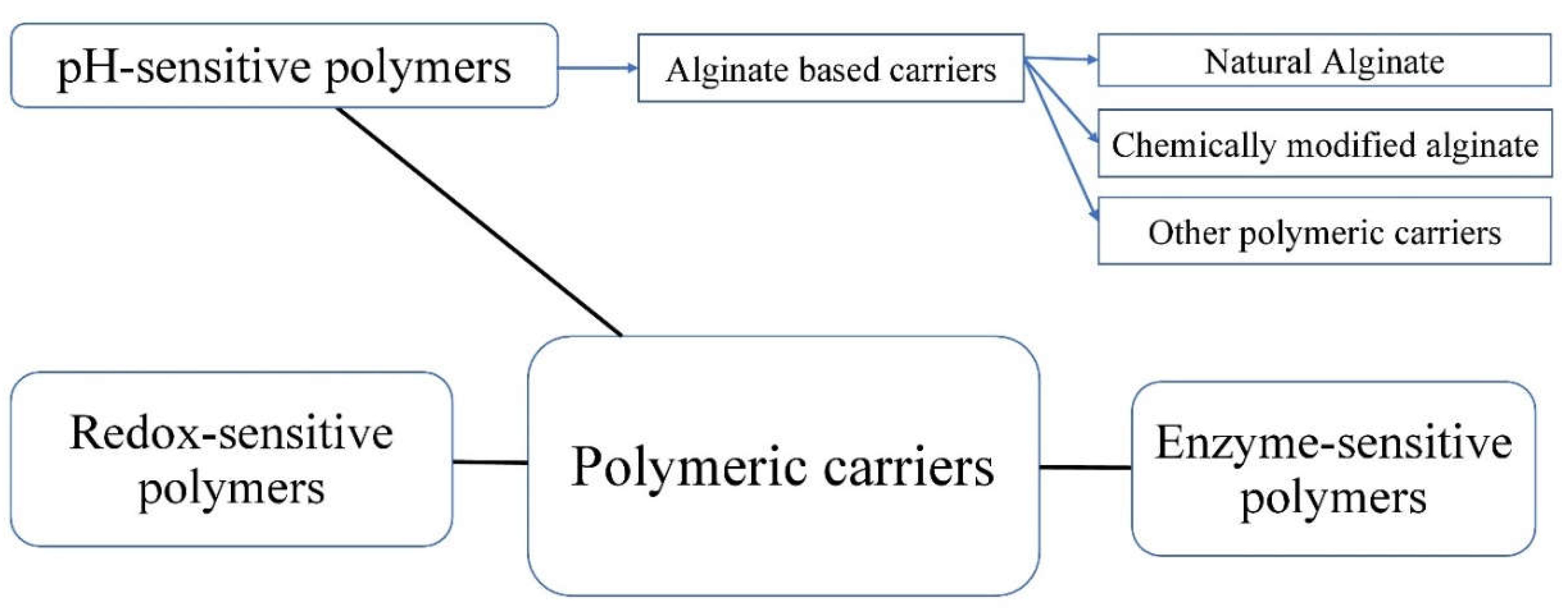
Figure 3.
Elctrohydrodynamic encapsulation of probiotics.
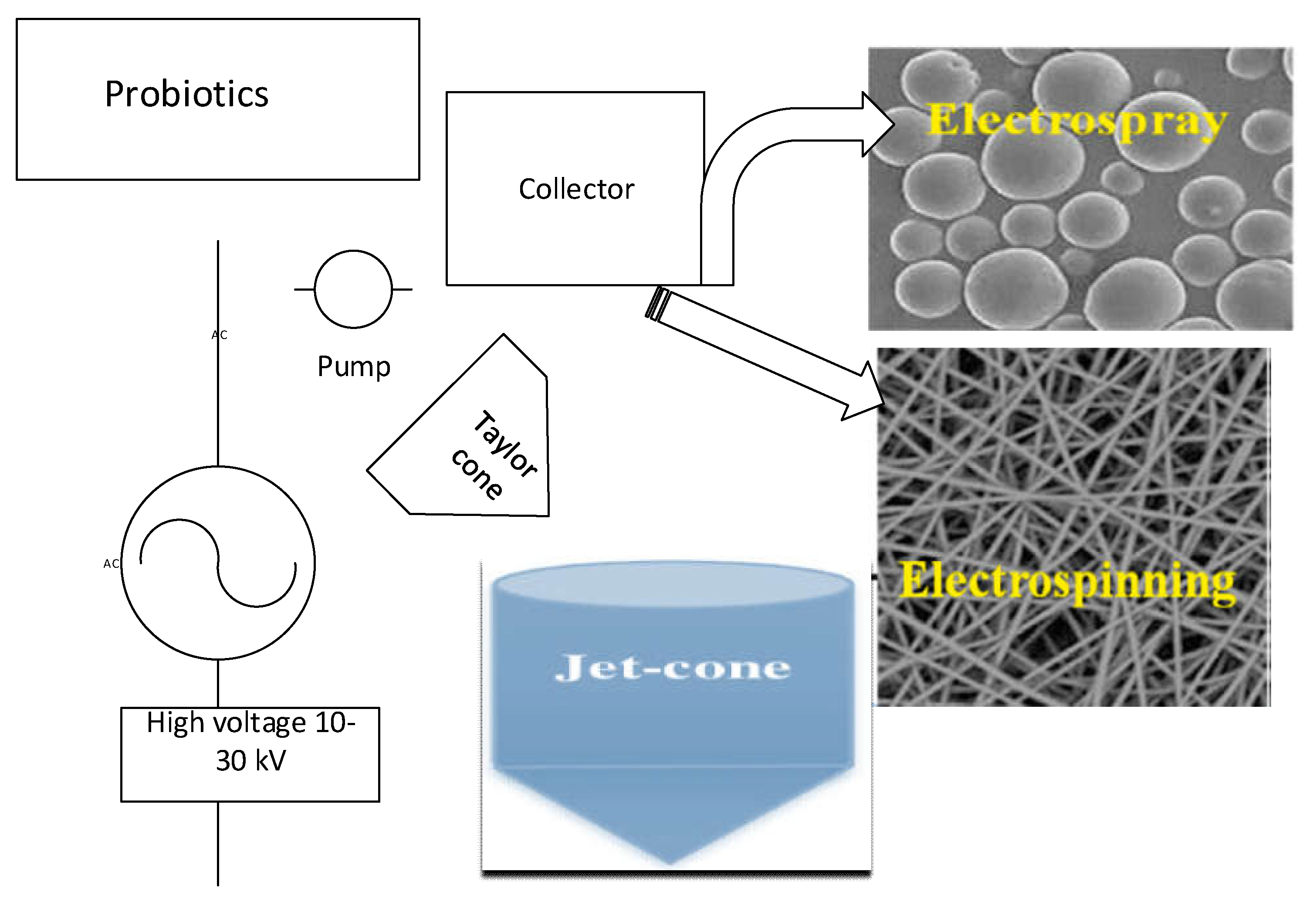

Table 1.
Encapsulation of PRO using electrospinning.
| Probiotic strain | Polymer | Solvent | Processing conditions | Average diameter | Reference | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| L.plantarum | Ca-alginate (A)/chitosan (Ch) | A: water Ch: water at pH 3.5 |
9.5 kV 100 mm 5 mL/h |
300–550 μm | [70] | |||||||
| L. acidophilus | -Core: alginate / glycerol -Shell: egg albumen and stearic acid |
Water | 8 kV 6 cm 10 mL/h |
450 μm | [71] | |||||||
| Bifidobacterium longum | WPC, Fibersol® (F) Maltodextrin (M), Zein (Z); PVP | -F and M: water -WPC: skimmed milk -Z: ethanol -PVP: water |
Not specified | WPC: 2.47 μm F:87 μm M: 1.95 μm | [72]) | |||||||
| Bifidobacterium animalis subsp. lactis Bb12 | Novel nanofiber mats consisting of chitosan (CS)/ poly(vinyl alcohol) (PVA), inulin (INU) as a prebiotic | -CS inacetic acid (0.5 M) -PVA in water |
18 kV Tip-to-collector distance: 15 cm 0.1 mL/h |
117.5 to 217.6 nm | [73] | |||||||
| Lactobacillus strains | Gum Arabic (GA)-based nanofibers and pullulan | Deionized water | 16 kV 0.4 mL/h, Tip-to-collector distance: 10 cm |
Nanofibres with a smaller diameter | [74] | |||||||
|
Lactoplantibacillus plantarums |
Polylactic acid and fructooligosaccharide | Dichloromethane and N, N-Dimethylformamide | 16 kV, 0.1–0.25 mL/h |
Electrospun fibers |
[75] | |||||||
| PVA/silk fibroin | n/a | n/a | [76] | |||||||||
|
Lacticaseibacillus paracasei |
PVA and sodium-alginate | Water | 15–27 kV 0.4–1.6 mL/h |
[77] | ||||||||
| Eudragit L100 and Na-alginate | Alcohol | 15 kV 1.0 mL/h |
[78] |
Table 2.
Layer-by-layer coating and multilayer carriers for probiotics.
| Matrix/carrier | Food | Probiotic | Reference |
|---|---|---|---|
| Chitosan–alginate | - | Bifidobacterium breve | [94] |
| Chitosan-coated alginate beads | Pomegranate juice | Lactobacillus plantarum | [95] |
| Alginate–chitosan | Yogurt | Lactobacillus acidophilus | [96] |
| Chitosan/dextran sulfate multilayerpolyelectrolytes | - | Saccharomyces boulardii | [97] |
| Nanostructured polyelectrolyte layers | - | Lactobacillus acidophilus | [98] |
| Chitosan and alginate | - | Bacillus coagulans | [99] |
| Single bilayer of alginate-chitosan and its double bilayer | - | Lacticaseibacillus rhamnosus | [100] |
| Chitosan and sulfated oat β-glucan | Oat β-glucan | L. acidophilus | [93] |
| Positively charged inner soy β-conglycinin and negatively charged outer high methoxyl pectin | Fish oil in water emulsions | [90] | |
| Na-alginate shells around Ca-alginate/starch beads | Corn starch | Bacteroides, Prevotellaceae | [101] |
Table 3.
Probiotic encapsulation using W1/O/W2 emulsions.
| Probiotic | Emulsifier | Reference |
|---|---|---|
| L. salivarius NRRL B- 30514 | Sugar beet pectin | [108] |
| L. reuteri | Carboxymethyl konjac glucomannan-chitosan | [106] |
| L. plantarum | Polyglycerol poliricinoleate (PGPR) | [49] |
| L. reuteri | MCT oil (Miglyol® 812) | [109] |
| L. paracase | PGPR | [110] |
| L. rhamnosus | Sweet whey | [111] |
| L. rhamnosus | Inulin | [112] |
| L. delbrueckii | β-cyclodextrin | [107] |
| L. casei | β-cyclodextrin | [113] |
Table 4.
Probiotic encapsulation using Pickering emulsions.
| Emulsion | Probiotics | Pickering Emulsifier | References |
|---|---|---|---|
| O/W HIPE | L. plantarum | Whey protein isolate (WPI)/(-)-epigallocatechin-3-gallate | [59] |
| L. rhamnosus GG | β-lactoglobulin-propylene glycol alginate composite nanoparticles | [105] | |
| W/O | None tested | Butyl methacrylate derivatives | [124] |
| O/W | L. casei | Calcium alginate | [125] |
| W/W | L. helveticus | Microcrystal celluloses | [126] |
| L. helveticus CICC 22536 | Alginate | [127] | |
| O/W | L. rhamnosus GG (LGG, ATCC 53103) | β-lactoglobulin-propylene glycol alginate | [105] |
| W/W | L. plantarum | Hydroxypropyl methylcellulose and dextran | [128] |
| O/W | L. acidophilus NRRL B-4495, Lactiplantibacillus plantarum NRRL B-4496 | Gelatin | [129] |
| Lactobacillus acidophilus BC | Nanoparticles | [118] | |
| L. plantarum | Alginate beads (emulbeads) | [130] | |
| L. casei ATCC 393 | Silica particles | [131] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



