Submitted:
06 May 2024
Posted:
07 May 2024
You are already at the latest version
Abstract
Low carbon supply chain management (LCSCM) strategies are required in the Indian manufacturing industries due to rapidly growing energy usage for financial and environmental concerns. LCSCM technologies face a number of challenges that limit their adoption. Eleven hurdles were selected from the literature as well as the recommendations of business and academic experts. These barriers are defined by a number of factors, including a lack of information, financial worries, environmental concerns, and governmental limits, among others. In addition, efforts are being made to quantify the most optimal relevant barriers using Multi criteria decision making (MCDM) techniques such as interpretive structural modeling (ISM) and decision-making trail and evaluation laboratory (DEMATEL). MICMAC analysis is used to estimate the sensitivity and priority of barriers based on dependency power and driving power. One of these barriers is a needed factor; three are driving elements; four barriers are linked factors; and three are self-sufficient factors. The findings of this study can help academic specialists, industry representatives, and practitioners in their ongoing attempts to adopt 'LCSCM techniques' in Indian manufacturing industries. The model is appropriately explained and applies the link between the barriers.The objective of this paper is the Evaluation and selection of most influential of Barriers to Adopt Low Carbon Supply Chain Management (LCSCM) in the Indian Manufacturing Sector is interrelated.
Keywords:
LCSCM
; MICMAC
; ISM
; DEMATEL
; Multi criteria decision making
1. Introduction
Industrial growth and its consequences for society have been more prevalent in recent years, and LCSCM concerns in these supply chain systems are critical variables for modern businesses to accomplish their social and environmental objectives. There is a lot of demand for managers/business suppliers to reduce environmental dangers and implement the supply chain system. LCSCM is the sole approach for reducing these dangers while also reaping economic growth.
This strategic approach aims to limit losses within the current framework to maintain vitality and reduce the spread of hazardous elements into nature. It detects the imbalanced natural reaction that this specific supply chain causes within an organization. It detects the natural influence of supply chain formations within an organization. LCSCM is an abbreviation for Carbonless Purchasing, Carbonless Manufacturing, Carbonless Pressing, Low Carbon Transportation, and Marketing. The goal of LCSCM is to eliminate or restrict waste such as vitality, discharge, hazardous, substance, and strong waste. Various professionals have represented various concepts and theories about environmental challenges. Various models have been chosen from among them. The ISM-DEMATEL modeling approach was used to analyze the impact of these obstacles on the goal. This method is also effective for categorizing these hurdles. To draw attention to these concerns, various supply chain management solutions were proposed. The current study is relevant for identifying LCSCM vendors whose direct environmental effect was assessed using the ISM-DEMATEL approach. Eleven impediments were identified by the investigation. A questionnaire survey was used to produce a rating of these impediments.
ISM is a method for distinguishing the relationship between explicit components that constitute a problem. Interpretive structural modeling is an intelligent measurement approach with numerous logical and distinctive components that are properly structured. The essential concept of ISM is the use of expert knowledge and experience to generate a comprehensive flow chart separated into certain section framework or components and produces a staggered detailed layout diagram; it was created for the first time in the 1970s.
The primary goal of this study is to select various types of barriers to implementing LCSCM in modern manufacturing Indian industries, to create a logical relationship between these selective barriers and to implement these barriers with LCSCM system, to separate those selective barriers based on dependence and driving power, to create a typical descriptive model based on ISM technique, and finally to apply DEMATEL technique to select and verify these barriers.
The decision-making trail and evaluation laboratory (DEMATEL) and interpretative structural modeling (ISM) tools are used in this study to analyze and compare these obstacles. Eleven impediments have been identified in this paper based on expert recommendations and a literature review of the Indian manufacturing industry. The filtering procedure was carried out with the assistance of ISM-DEMATEL. The remainder of this paper is organized as follows:
- i
- A brief assessment of the literature on India’s manufacturing industries.
- ii
- A quick explanation of ISM-MCDM DEMATEL’s approaches and their specific applications
- iii
- A case study of the Indian manufacturing sector in which ISM and DEMATEL approaches are used to determine the individual relationships and impacts amongst certain obstacles. The whole studied work is presented in the conclusion section.
2. Theoretical Background
2.1. Scarcity of LCSCM Techniques in Industry Visions and Missions
2.2. Lack of Industry Leadership and Support
2.3. Inadequate Experience and Application Knowledge
2.4. Random Industrial System
2.5. Scarcity of Industrial Resources
2.6. Suppliers’ Grasp of the LCSCM System Is Limited.
2.7. Less Technological Applicability in Industry
2.8. Less Consideration for Low-Carbon Management
2.9. Less Government Support
2.10. Less Financial Support for This System
2.11. Competitive Market Challenge & System Uncertainty
Market competition is increasing as a result of technology advancements, profit considerations, simple manufacturing, and certain technique selection shortcuts. All of these elements have an impact on our environment [26].
Research gap
The investigation and mathematical validation of the environmentally friendly supply chain management pressure/response framework described in this study partially address some of the specific research gaps that were highlighted, including the conceptual framework that is being developed and is well-founded in the existing research. Several studies explained the connection between LCSCM and the carbon dioxide (CO2) release generated by LCSCM companies and offered potential policy suggestions for enhancing LCSCM’s ability to reduce CO2 emissions. Nevertheless, as LCSCM is an innovative concept, further research is needed to determine whether it affects the overall supply chain’s ability to reduce greenhouse gas emissions. By combining interconnected relationships between and within a set of standards, the combination of fuzzy ANP and fuzzy DEMATEL techniques utilized in Indian manufacturing industries requires a more exact and accurate analysis. Furthermore, the fuzzy TOPSIS method made it easier to quickly select the best option for solving 47 this challenge. Even though certain designs are seen as useful, more things may be mentioned. As far as we are aware, no prior research has looked into this issue using a comprehensive strategy that includes DEMATEL, ANP, and TOPSIS in a fuzzy context. Further study can look into how environmentally friendly manufacturing processes affect other outcome metrics. Reverse logistics as well as low-carbon procurement have a substantial impact on the results, indicating that suppliers and customers— rather than the focus firms—realize the benefits of these programs. Consequently, rather than evaluating the outcomes solely from the inside out, future research may think about using inter-organizational indicators to assess outcomes, such as dyadic measures. Subsequent research endeavors may additionally examine the impact of environmentally friendly transportation actions on alternative types of results, like operational findings. A select group of corporate specialists participated in the fuzzy-based DEMATEL technique for creating low-carbon procedures and achievements in an environmentally friendly chain of supply in the Indian automotive production sector. This approach may be used in subsequent studies with the participation of several experts to support the research’s credibility. It needs to be noted that supply chain managers can implement environmentally friendly practices by having a thorough awareness of the factors that encourage and hinder GSCM adoption. Prospective research can therefore explore GSCM incentives and impediments and how they affect GSCM behaviors. Furthermore, because the present research concentrated on looking at one case study in an automotive supply chain, its findings might not apply to other industries in principle. Additional studies should examine GSCM methods and performance in diverse industrial sectors, given that various industries may have different products, process features, or legal constraints that impact the supply chain’s environmental sustainability. The fuzzy DEMATEL technique is used in the Indian technology sector to determine and evaluate logistical elements to choose a low-carbon supplier. The results of the study indicate that a wide range of additional logistical variables may be directly or indirectly influenced by environmentally friendly packaging requirements.
3. Interpretive Structural Modeling (ISM) Technique
J.N.Warfield originally introduced ISM in 1973. It is an extremely effective tool for building and choosing various difficult concerns. Warfield generates a typical language for arranging various complicated issues using finite and discrete mathematics techniques. These difficulties are examined utilizing various elementary sets and analytical connections. In this work, the ISM approach is used to create an elementary notation with graph applied theory that is beneficial from a theoretical, computational, and tangible standpoint. It assists us in directing the graph or constructing a network between these complicated barriers and establishing the link between these variables [27].
This ISM approach is a multi-objective strategy that converts any partially or completely involved pieces into a comparative detailed layout framework. This model can quickly search all of the system’s problems or complicated difficulties.
When evaluating any system, there are several aspects known as difficulties or problems that are to blame. Because individual inspection is difficult, the indirect and direct link may be made for the selection of the category of them. These links can be studied collectively in the instance of ISM [28].
Parts of ISM Technique
Part 1. List all of the system’s related Barriers criteria, together with their sub-criteria, as given in Table 1.
Part 2: Using the elements or criteria chosen in Part 1, a causal link is created between these criteria so that the pair of most significant elements may be easily identified. Figure 1 depicts a layout schematic.
Part 3: For each element, a self-interaction matrix is constructed, displaying the relationship pair-wise.
Part 4: Create the reachability matrix with the aid of the self-interaction matrix and then check its correctness.
Part 5: The basic condition generated by ISM is a transitivity matrix between relationship functions. If A is connected with the element B, and B is associated with the element C, then C is directly related to A.
Part 6 consists of partitioning the matrix into several layers.
Part 7: Create a graph based on the element relationships shown in the reachability matrix. The transitive connection is also eliminated in this stage.
Part 8: Using ISM, create a digraph with variable nodes and specific statements.
Part 9: In this stage, examine for inconsistencies in the model and make any necessary changes.
Table 1 describes the sequence of barriers, their description, and the type of dependability (internal/external).
4. ISM-DEMATEL
- Both ISM and DEMATEL approaches are used to determine the cause-effect connection between all relevant decision factors.
- When this combination approach is used, the generated connection becomes very simple to grasp.
- The entire approach is designed in such a way that the ISM technique may create binary data between elements such as (0, 1), and with the analysis of these data, cause and effect relationships can be simply prepared.
DEMATEL, on the other hand, has diverse data such as (4, 3, 2, 1, and 0), which may be used to prepare the cause and effect relationship. The entire process of this dual ISM-DEMATEL technology is depicted in Figure 2 [29].
4.1. Data Collection Technique and Self-Interrelation Matrix
Eleven barriers were identified after studying all factors and the industry’s acceptance of the LCSCM concept. Five of these barriers were drawn from the literature, and six were gleaned through discussions with corporate specialists [30].
Four fundamental acronyms were utilized to build the self-interrelationship matrix, which demonstrate the connection between the individual barriers a and b.
N - Barrier ’a’ will have a direct relationship with barrier ’b’;
O - Barrier ’b’ will have a direct relationship with barrier ’a’;
P - Barrier ’a’ and ’b’ will have a direct relationship;
Q - Barrier ’a’ and ’b’ will have no relation.
The above matrix is created by evaluating and analysing the relationship function (Table 2). Barrier 1 is primed with barrier 7, so the abbreviation ’N’ is mentioned in cell (1,7); barrier 2 is primed with barrier 11, so the shorthand ’P’ is said in cell (2, 11); barrier 4 and 11 are both primed with each other, so the abbreviation ’Q’ is mentioned in cell (4, 11), and so on. [(N)* (N-1)/2] is the comparative pair-wise matrix number, where N is the number of included barriers [31].
4.2. Starting Reachability of Matrix
A reachability matrix is constructed by observing the aforementioned conditions. The information gathered in Table 2 is transformed into a beginning reachability matrix, as shown in Figure 1.
First, a reachability matrix was enhanced using SSIM in this idea. The self-interaction matrix layout is initially begun to the first accessible matrix layout by converting features of each matrix cell generated into binary digits in the first accessible matrix by replacing N, O, P, Q with 1, or 0 according to the following rules:
- If the value of (a, b) in the self-interaction matrix is N, the value of (a, b) in the access matrix will be shown as 1 and the value of (b, a) will be shown as 0; in N (1,7) in the self-interaction matrix, ’1’ is placed in the position (1,7) and ’0’ is placed in the position (7,1) again in the starting access matrix.
- If the value of (a, b) in the self-interaction matrix is O, the value of (a, b) in the access matrix will be shown by 0 and the value of (b, a) will be shown by 1; in O (2,11) in the self-interaction matrix, ’0’ is placed in the position (2,11) and ’1’ is placed in the position (11,2) again in the starting access matrix.
- If the value of (a, b) in the self-interaction matrix is P, (a, b) value in the access matrix will be shown by 1 and (a, b) value will also be given by 1; in P (4,11) in the self-interaction matrix, ’1’ is placed in position (4,11) and ’1’ is placed in position (11,4) in the starting accessible matrix.
- If the value of (a, b) in the self-interaction matrix is Q, the value of (a, b) in the access matrix will be shown by 0 and the value of (a, b) will also be given by 0; in Q (8,12) in the self-interaction matrix, ’0’ is placed in the position (8,12) and ’0’ is placed in the position (12,8) in the starting accessible matrix.
Table 4 is showing the end reachability matrix & Table 5 is showing a matrix with their driving and dependence power.

Table 3.
First Matrix of Reachability for LCSCM.
| S.No. | Barriers in implementing LCSCM | Barriers Series | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||
| 1 | Scarcity of LCSCM techniques in industry visions and missions | 1 | 1 | 0 | 1 | 0 | 1 | 1 | 0 | 1 | 0 | 1 |
| 2 | Lack of industry leadership and support | 0 | 1 | 1 | 1 | 1 | 0 | 1 | 0 | 1 | 1 | 1 |
| 3 | Inadequate experience and application knowledge | 1 | 0 | 1 | 0 | 1 | 0 | 1 | 1 | 0 | 1 | 0 |
| 4 | Random Industrial System | 0 | 1 | 1 | 1 | 1 | 0 | 1 | 0 | 1 | 1 | 0 |
| 5 | Scarcity of industrial resources | 0 | 0 | 1 | 0 | 1 | 0 | 1 | 0 | 1 | 0 | 0 |
| 6 | Suppliers’ grasp of the LCSCM system is limited | 0 | 1 | 1 | 1 | 0 | 1 | 1 | 1 | 1 | 1 | 1 |
| 7 | Less technological applicability in industry | 0 | 0 | 1 | 0 | 0 | 0 | 1 | 1 | 1 | 1 | 1 |
| 8 | Less consideration for low-carbon management | 1 | 1 | 0 | 1 | 0 | 0 | 0 | 1 | 0 | 1 | 0 |
| 9 | Less government support | 1 | 0 | 1 | 0 | 0 | 0 | 1 | 0 | 1 | 0 | 1 |
| 10 | Less financial support for this system | 0 | 0 | 1 | 0 | 0 | 1 | 0 | 0 | 1 | 1 | 0 |
| 11 | Competitive market challenge & system uncertainty | 0 | 1 | 0 | 0 | 0 | 0 | 1 | 0 | 1 | 0 | 1 |
4.3. Group-Wise Formation into Levels
The antecedent and reachability groups for each barrier were calculated using the reachability end matrix. The reachability group has barriers that include their specific barrier as well as associated barriers that they impact. The antecedent group has its own barrier and other hurdles that it may encounter. The groups of reachability, antecedent, and common place must be defined for all obstacles, as illustrated in Table 6 and Table 7.
4.4. Formulation of ISM Model
Build the group-wise leveling based on the common place column observations, which are presented in Table 7. Using Table 7, a model of ISM applicable hurdles to implementing LCSCM in India’s manufacturing industry is developed, as shown in Figure 3. An arrow going from I to j indicates the link between the variables j and i. The resulting graph is known as a digraph.
5. MICMAC Analysis
The variables are separated into four groups labeled as variables of autonomous, variables of dependent, variables of linkage and variables of driver as shown in Figure 4. The MICMAC strategy is connected with matrix duplication structures. The main purpose of the MICMAC technical observation is to examine driver power & the dependability of related barriers. The full study is done to identify the best barriers which execute this programme at number of phases. Depending on the driver power & their dependency, the parameters of the above represent data, are split into the following four sets of categories:
1. Autonomous coefficients: These enablers have their low driving power and dependency power. Both of them are unlink from the core system which has very few links with the others. These entire independent obstacles sits in Quadrant – I.
2. Dependent coefficients: In this domain, those barriers are lying which exhibit their smaller influence of driving power but have significant dependence power so that it will placed into the category of Quadrant – II.
3. Linking coefficients: Those factors which have their strong influence of driving capacities & strong dependability. This category placed in Quadrant-III. Also these barriers are not stable thus every action will have an influence on others.
4. Driver coefficients: These finding categories have their strong value of power of driving & low influence of power of reliance. The classified information is put into Quadrant – IV.
The ISM approach is used to examine the above-mentioned significant barriers.
With the effective application of LCSCM procedures, these barriers must be removed. Without identifying these barriers, it is hard to fully adopt the LCSCM approach in the manufacturing sector of Indian enterprises. Figure 5 depicts the relationship between driving and reliance power with various values obtained by MICMAC analysis. This graph depicts the interdependence and fundamental relevance of barriers. The following are the key findings of this study:
- Autonomous elements (first sectorial segment) have a low impact of driving and reliance power. All of these pieces can be detached from the overall structure. In the current work, just one barrier exists in this area, which is a less consideration for low-carbon management (K8).
- The second sectorial component, known as dependent variables. It demonstrates a low influence of driving power and a significant impact of dependent power. In the current study, only three barriers are identified in this region: less government support (K9), less financial support for this system (K10), competitive market challenge, and system uncertainty (K11).
- The third sectorial portion, titled linkage variables, demonstrates a strong influence of driving power and a high impact of reliance power. In the current study, four barriers are identified in this sectorial part: a lack of industrial leadership and support (K2), inadequate experience and application knowledge (K3), random industrial system (B4), and less technological applicability in industry (K7).
- The fourth and last section of the MICMAC diagram, which is an independent variable, demonstrates the strong strength of driving and the weak power of reliance. In the current investigation, three hurdles are identified in this sectorial section: Scarcity of LCSCM techniques in industry visions and missions (K1), Scarcity of industrial resources (K5), and Suppliers’ grasp of the LCSCM system is limited (K6).
6. Decision Making Trial and Evaluation Laboratory (DEMATEL)
It is a mathematical approach established by Fontela and Gabus in 1976 at the BMI (Battle Memorial Institute) research centre in Geneva for difficulties concerning global societies. This method is quite helpful in transforming the cause and functional connection into usable transparent systematic models.
The DEMATEL approach includes the following components:
6.1. Part 1: Scale Formatting & Development of DRM (Direct Relationship Matrix)
DRM is defined in the first section. The linkages created by each sample demonstrate the face-to-face effect between each pair of variables in this direct relation matrix.
Table 8 represents the comparison relationship by utilizing a unique scale with (1,2,3,4,5) values that indicate "Not Necessary", "Less Necessary", "Moderate Necessary", "Necessary", and "Greater Necessary".
As indicated in Table 9, a matrix called matrix with linguistic words is created by employing these linguistic terms. The D is n×n matrix represents the direct connection matrix, which comprises dij, in which variable I has a direct impact on variable j. This matrix is displayed in Table 10 and is produced by applying relation (1).
6.2. Part 2: Preparation of (NDRM) Normalized Direct Relation Matrix
The NDRM is obtained by using the relation (2) & (3).
where i, j = {1,2,3,.......n}
E = 1/(K × D)
The normalized direct relation matrix is shown in equation (2), and the greatest value of the rows sum and column sum of all values is shown in equation (3). The diagonal elements are assigned a value of 0 and the value of matrix E is verified with 0≤dij≤1. Table 11 depicts this matrix.
6.3. Part 3: Formation of TRM (Total Relation Matrix)
Total relation matrix can be generated by applying the below mentioned mathematical equations:-
T =E1 + E2 + .............+ Eh
= E × (I - E)-1
=(dij)m×m ; m→∞
In this power is moves from unit 1 to h & h tends to ∞ also I is Identity matrix. The total relation matrix is shown by Table 12.
6.4. Part 4: Construction of a Table Showing Addition of Row Sum and Column Sum and Subtraction of Row Sum and Column Sum of Total Relation Matrix
The sum of the row and column sums in the total relation matrix is determined in this section. The row sum is represented by O, and the column sum is represented by P. It may be computed using the formula below.
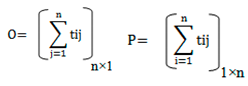
Table 13.
Row sum & Column sum Matrix.
| O + P | O – P |
|---|---|
| 8.06 | 0.60 |
| 8.41 | 1.78 |
| 8.94 | -0.97 |
| 9.96 | -0.22 |
| 8.62 | 0.30 |
| 7.14 | -0.61 |
| 8.71 | -0.25 |
| 9.00 | 0.67 |
| 8.71 | 0.18 |
| 7.07 | -0.06 |
| 8.36 | -1.42 |
6.5. Part 5: Formulate Casual Relation Data
Create a table in which the values of (O+P) and (O-P) are specified. In this table, (O+P) reflects the value of prominence, whereas (O-P) represents the value of influence between the relationships. Draw a graph between (O+P) and (O-P) that depicts the casual relationship between prominence and influence in the relationships, as shown in Figure 6.
The similarity index between these two strategies is shown in Table 14.
7. Conclusions and Managerial Implications
According to the current study, the five most influential barriers are firstly calculated using the DEMATEL approach. These barriers include scarcity of LCSCM techniques in industry visions and missions (K1), lack of industry leadership and support (K2), Scarcity of industrial resources (K5), less consideration for low-carbon management (K8) and less government support (K9).
The most relevant and influential barriers identified by the ISM technique are scarcity of LCSCM techniques in industry visions and missions (K1), lack of industry leadership and support (K2), inadequate experience and application knowledge (K3), random Industrial System (K4), Suppliers’ grasp of the LCSCM system is limited (K6), less technological applicability in industry (K7), Less consideration for low-carbon management (K8) and less government support (K9).
It has been discovered that the outcomes of these two procedures are nearly identical. Similar impediments include:
Scarcity of LCSCM techniques in industry visions and missions (K1)
Lack of industry leadership and support (K2)
Less consideration for low-carbon management (K8)
Less government support (K9)
The author of the current study identified eleven challenges that may lead firms to contemplate or struggle with implementing LCSCM in the Indian business environment.
These barriers have intricate commonalities and relationships that might be difficult to decipher. By developing a model and logical framework, managers and specialists may better comprehend these barriers and their linkages, allowing them to better priorities and target their resources.
"Competitive market challenge & system uncertainty" depicts the dependent top-level barrier, while there are four independent bottom-level barriers. In the vision and goal of industries, there is a scarcity of LCSCM practices (K1), Lack of industry resources (K5), and Suppliers’ grasp of the LCSCM system is limited (K6).
The current constructed ISM model was then validated using MICMAC analysis, and the relationship between driving and reliance power was examined. Driving barriers have a high value of driving power and a low value of dependency power. This study gives some critical insights that will aid in the implementation of LCSCM production in Indian industry. Industrialists must take these obstacles seriously. The MICMAC graph has linking barriers that demonstrate a high degree of driving power and a high degree of reliance power. Because these barriers are extremely unstable, they destroy all other barriers. The current model explains how the Evaluation of Barriers to Adoption of Low Carbon Supply Chain Management (LCSCM) in the Indian Manufacturing Sector is interrelated.
Author Contributions
All authors contributed equally to the study conception and design, Material preparation, data collection and analysis.
Funding
The authors declare that no funds, grants, or other support were received during the preparation of this manuscript.
Availability of Data and Material (Data Transparency)
The data that supports the findings of this study are available within the article.
Code Availability (Software Application or Custom Code)
Not Applicable.
Acknowledgements
We are thankful to the Mechanical Engineering Department, Sant Longowal Institute of Engineering & Technology, Sangrur, Punjab, for their valuable guidance and numerous companies related to production & manufacturing background for sharing the valuable details of their personal data. We are also thankful to editors, reviewers and all the connected members for their beneficial guidance.
Conflicts of Interest/Competing Interests
The authors have no relevant financial or non-financial interests to disclose.
Ethics Approval
Not Applicable.
Consent for Participate
Not Applicable.
Consent for Publication
Not Applicable.
References
- Qian, C.; Wang, S.; Liu, X.; Zhang, X. Low-Carbon Initiatives of Logistics Service Providers: The Perspective of Supply Chain Integration. Sustainability 2019, 11, 3233. [Google Scholar] [CrossRef]
- Flynn, B.B.; Huo, B.; Zhao, X. The impact of supply chain integration on performance: A contingency and configuration approach. J. Oper. Manag. 2010, 28, 58–71. [Google Scholar] [CrossRef]
- Damert, M.; Feng, Y.; Zhu, Q.; Baumgartner, R.J. Motivating low-carbon initiatives among suppliers: The role of risk and opportunity perception. Resour. Conserv. Recycl. 2018, 136, 276–286. [Google Scholar] [CrossRef]
- Zhu, Q.; Geng, Y. Drivers and barriers of extended supply chain practices for energy saving and emission reduction among Chinese manufacturers. J. Clean. Prod. 2013, 40, 6–12. [Google Scholar] [CrossRef]
- Herold, D.M.; Lee, K.-H. Carbon management in the logistics and transportation sector: an overview and new research directions. Carbon Manag. 2017, 8, 79–97. [Google Scholar] [CrossRef]
- Dubey, R.; Gunasekaran, A. Shortage of sustainable supply chain talent: an industrial training framework. Ind. Commer. Train. 2015, 47, 86–94. [Google Scholar] [CrossRef]
- Das, C.; Jharkharia, S. Low carbon supply chain: a state-of-the-art literature review. J. Manuf. Technol. Manag. 2018, 29, 398–428. [Google Scholar] [CrossRef]
- Christopher, M. Managing Supply Chain Complexity: Identifying the Requisite Skills. Supply Chain Forum: Int. J. 2012, 13, 4–9. [Google Scholar] [CrossRef]
- Cottrill K. Are You Prepared for the Supply Chain Talent Crisis?MIT Center for Transportation and Logistics, Cambridge, MA 2010, pp. 1-11. 19 May. Available online: www.Distributiongroup.com/articles/0211mit (accessed on 19 May 2014).
- Abreu MCSd, FreitasARPd, Rebouças SMDP. Conceptual model for corporate climate change strategy development. Empirical evidence from the energy sector. J. Clean. Prod. 2017 165, 382–392.
- Allison PD. Measures of fit for logistic regression. Proceedings of the SAS Global Forum 2014.
- Alves, M.W.F.M.; Jabbour, A.B.L.d.S.; Kannan, D.; Jabbour, C.J.C. Contingency theory, climate change, and low-carbon operations management. Supply Chain Manag. Int. J. 2017, 22, 223–236. [Google Scholar] [CrossRef]
- Kottala, S. Sustainable Supply Chain Management Practices: An Environmental Perspective in Indian Manufacturing Companies. International Journal of Advanced Information Science and Technology 2016. 46. 74 - 82. [CrossRef]
- Long, T.B.; Young, W. An exploration of intervention options to enhance the management of supply chain greenhouse gas emissions in the UK. J. Clean. Prod. 2016, 112 Pt 3, 1834–1848. [Google Scholar] [CrossRef]
- Altuntas, S.; Selim, H.; Dereli, T. A fuzzy DEMATEL-based solution approach for facility layout problem: a case study. Int. J. Adv. Manuf. Technol. 2014, 73, 749–771. [Google Scholar] [CrossRef]
- Busch, J.; Foxon, T.J.; Taylor, P.G. Designing industrial strategy for a low carbon transformation. Environ. Innov. Soc. Transitions 2018, 29, 114–125. [Google Scholar] [CrossRef]
- Anadon, L.D.; Chan, G.; Harley, A.G.; Matus, K.; Moon, S.; Murthy, S.L.; Clark, W.C. Making technological innovation work for sustainable development. Proc. Natl. Acad. Sci. 2016, 113, 9682–9690. [Google Scholar] [CrossRef] [PubMed]
- Choudhary M & Seth, N. Integration of green practices in supply chain environment: The practices of inbound, operational, outbound and LCSCM. International Journal of Engineering Science and Technology 2011; 3(6), 4995-4993. ISSN: 0975-5462.
- Agarwal G &Vijayvargy, L. Green Supplier Assessment in Environmentally Responsive Supply Chains through Analytical Network Process. Proceedings of International Multi Conference of Engineers and Computer Scientists, Hong Kong, 14-16 March, 2012; 2, 1- 6. ISSN: 2078-0966.
- Narkhede, B.E.; Raut, R.D.; Roy, M.; Yadav, V.S.; Gardas, B. Implementation barriers to lean-agile manufacturing systems for original equipment manufacturers: an integrated decision-making approach. Int. J. Adv. Manuf. Technol. 2020, 108, 3193–3206. [Google Scholar] [CrossRef]
- Çakır, S. Selecting the best supplier at a steel-producing company under fuzzy environment. Int. J. Adv. Manuf. Technol. 2017, 88, 1345–1361. [Google Scholar] [CrossRef]
- Fuchs, S.J.; Espinoza, D.N.; Lopano, C.L.; Akono, A.-T.; Werth, C.J. Geochemical and geomechanical alteration of siliciclastic reservoir rock by supercritical CO2-saturated brine formed during geological carbon sequestration. Int. J. Greenh. Gas Control. 2019, 88, 251–260. [Google Scholar] [CrossRef]
- Shaharudin, M.S.; Fernando, Y.; Jabbour, C.J.C.; Sroufe, R.; Jasmi, M.F.A. Past, present, and future low carbon supply chain management: A content review using social network analysis. J. Clean. Prod. 2019, 218, 629–643. [Google Scholar] [CrossRef]
- Jolly, S.; Raven, R.; Romijn, H. Upscaling of business model experiments in off-grid PV solar energy in India. Sustain. Sci. 2012, 7, 199–212. [Google Scholar] [CrossRef]
- Shashank, G.; Sairam, D.; Reddy, B.R.; Afreed, K.; Sridharan, R. Analysis of enablers and barriers in adopting electric vehicles in India: DEMATEL - ISM approach. 2020 International Conference on System, Computation, Automation and Networking (ICSCAN). LOCATION OF CONFERENCE, IndiaDATE OF CONFERENCE; pp. 1–7.
- Mangla, S.K.; Kumar, P.; Barua, M.K. Risk analysis in green supply chain using fuzzy AHP approach: A case study. Resour. Conserv. Recycl. 2015, 104, 375–390. [Google Scholar] [CrossRef]
- Markkula, A.; Moisander, J. Discursive Confusion over Sustainable Consumption: A Discursive Perspective on the Perplexity of Marketplace Knowledge. J. Consum. Policy 2012, 35, 105–125. [Google Scholar] [CrossRef]
- Sharma, V.; Raut, R.D.; Mangla, S.K.; Narkhede, B.E.; Luthra, S.; Gokhale, R. A systematic literature review to integrate lean, agile, resilient, green and sustainable paradigms in the supply chain management. Bus. Strat. Environ. 2020, 30, 1191–1212. [Google Scholar] [CrossRef]
- Hassan, I.U.; Asghar, S. A Framework of Software Project Scope Definition Elements: An ISM-DEMATEL Approach. IEEE Access 2021, 9, 26839–26870. [Google Scholar] [CrossRef]
- Vinodh, S.; Balagi, T.S.S.; Patil, A. A hybrid MCDM approach for agile concept selection using fuzzy DEMATEL, fuzzy ANP and fuzzy TOPSIS. Int. J. Adv. Manuf. Technol. 2016, 83, 1979–1987. [Google Scholar] [CrossRef]
- Rajesh, R.; Ravi, V. Analyzing drivers of risks in electronic supply chains: a grey–DEMATEL approach. Int. J. Adv. Manuf. Technol. 2017, 92, 1127–1145. [Google Scholar] [CrossRef]
Figure 1.
Layout diagram of ISM model.
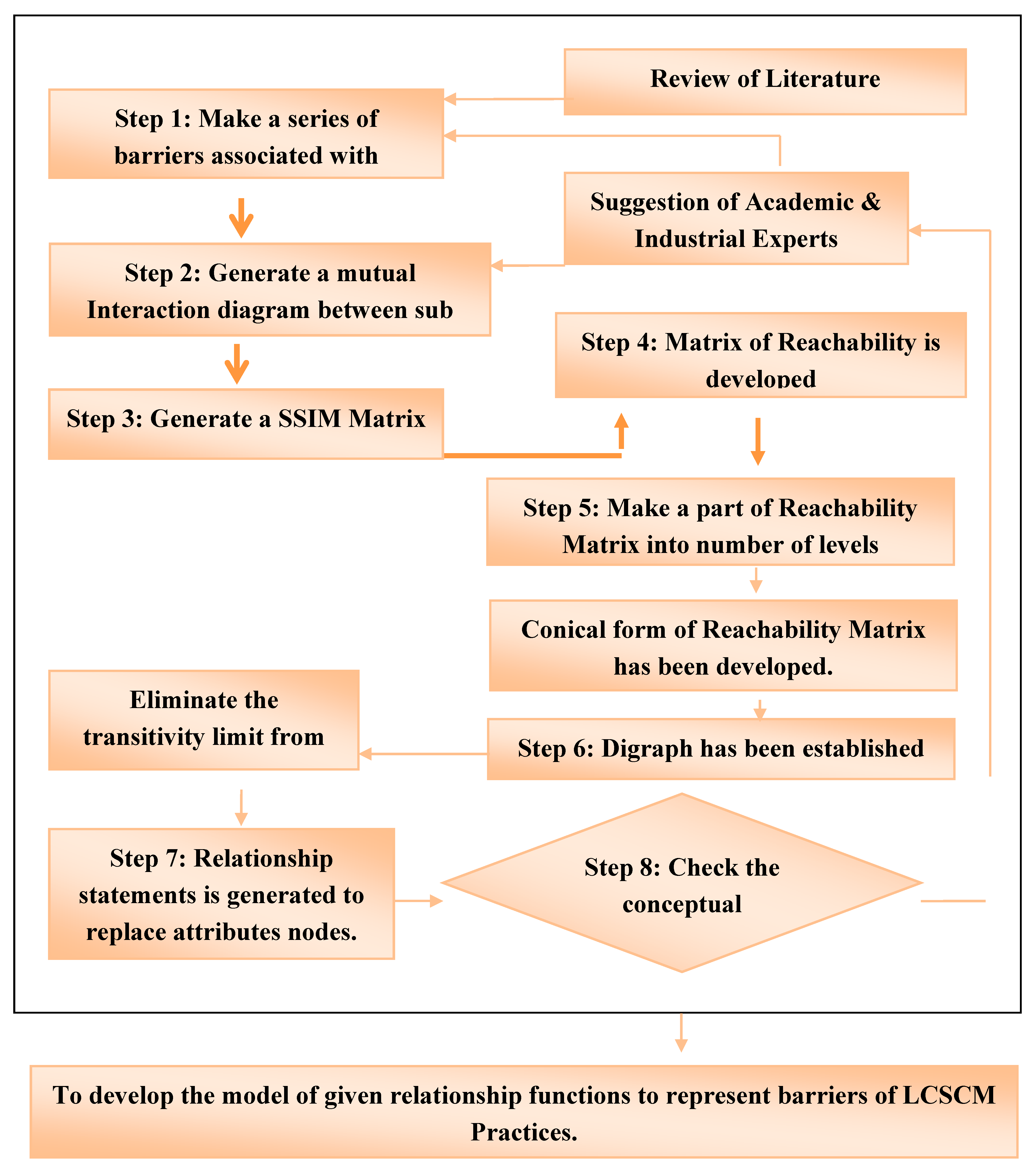
Figure 2.
Flow Diagram of Applied Study.
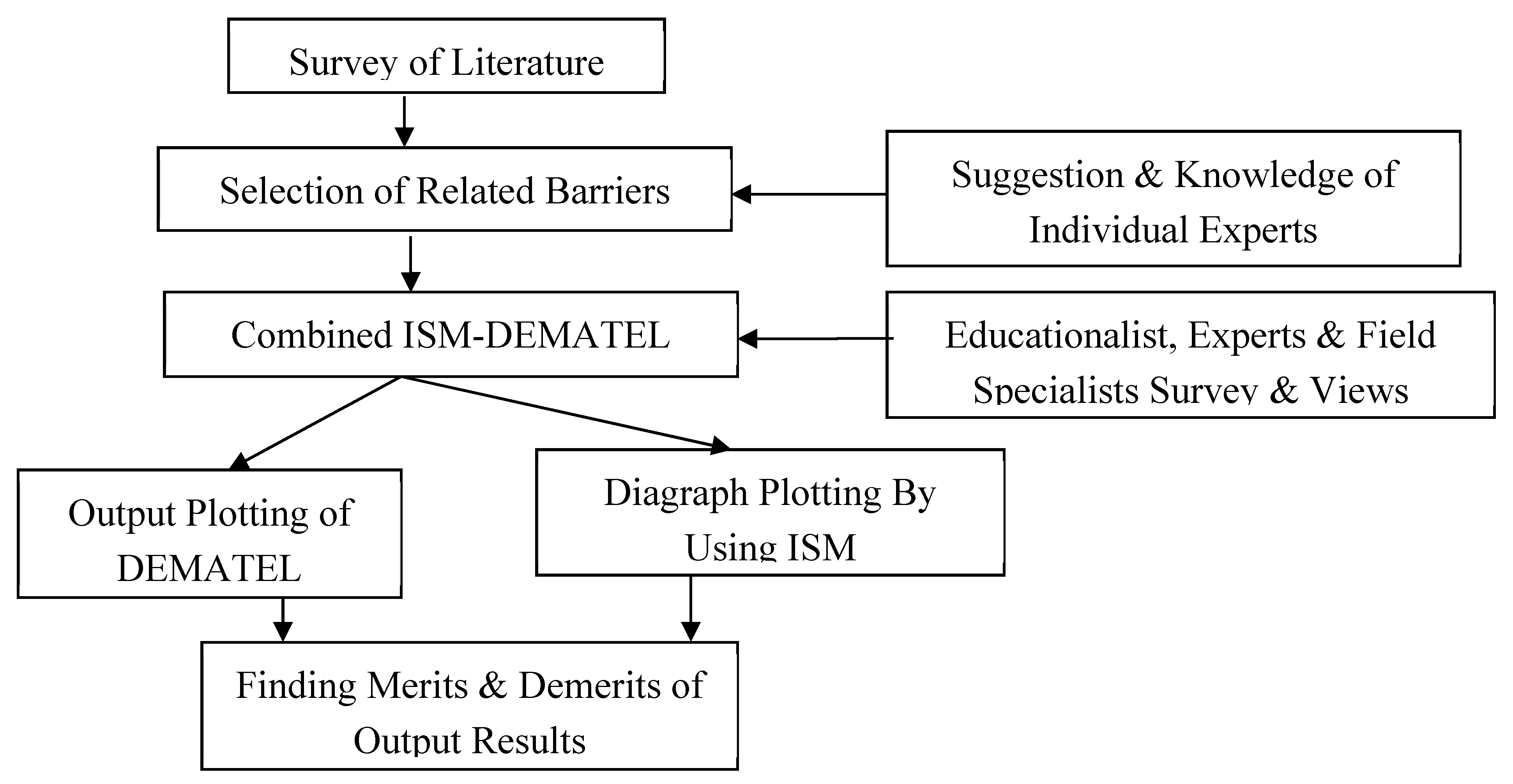
Figure 3.
Model of ISM applied Barriers to Implement LCSCM in manufacturing industries of India.
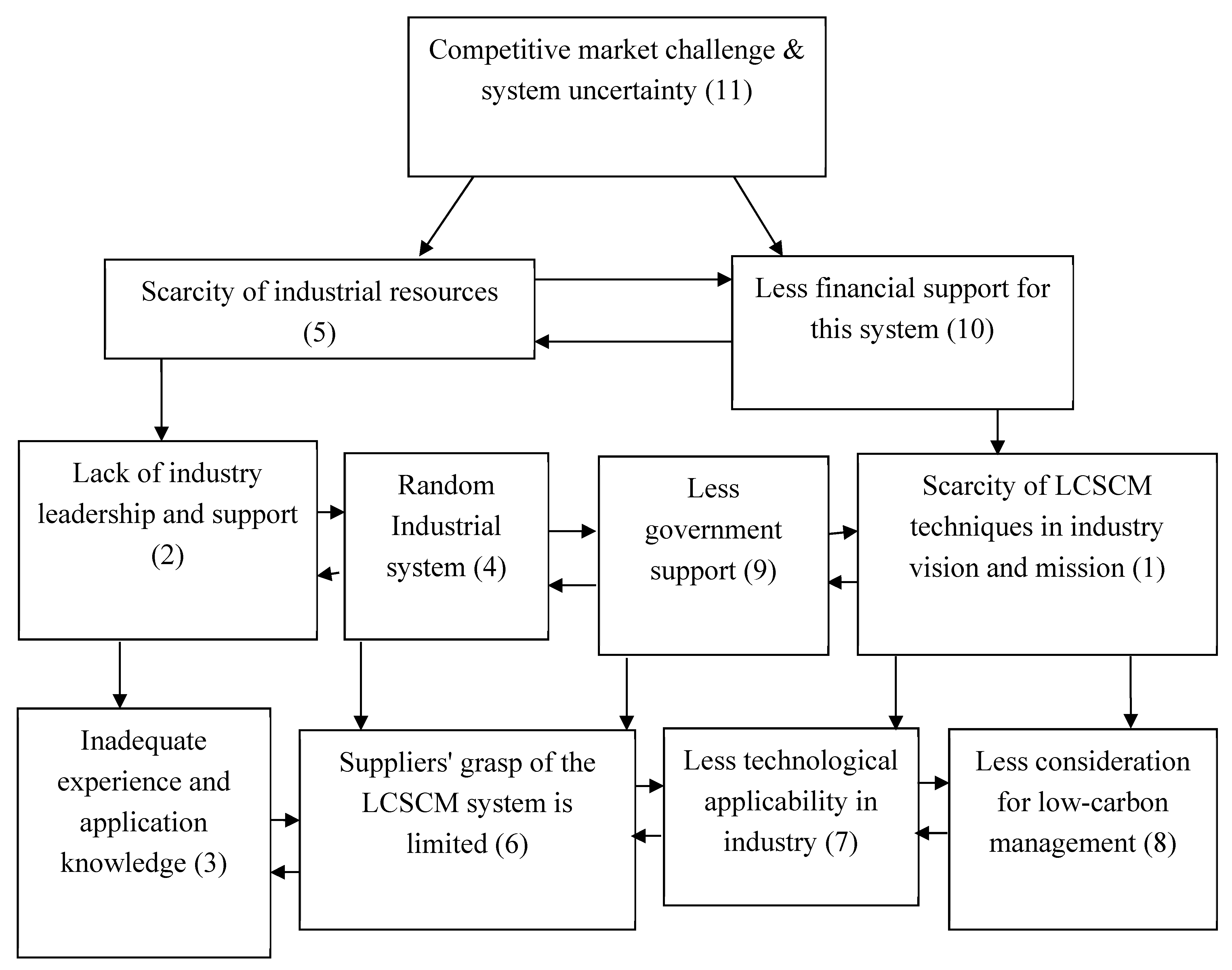
Figure 4.
MICMAC Analysis of Cluster.
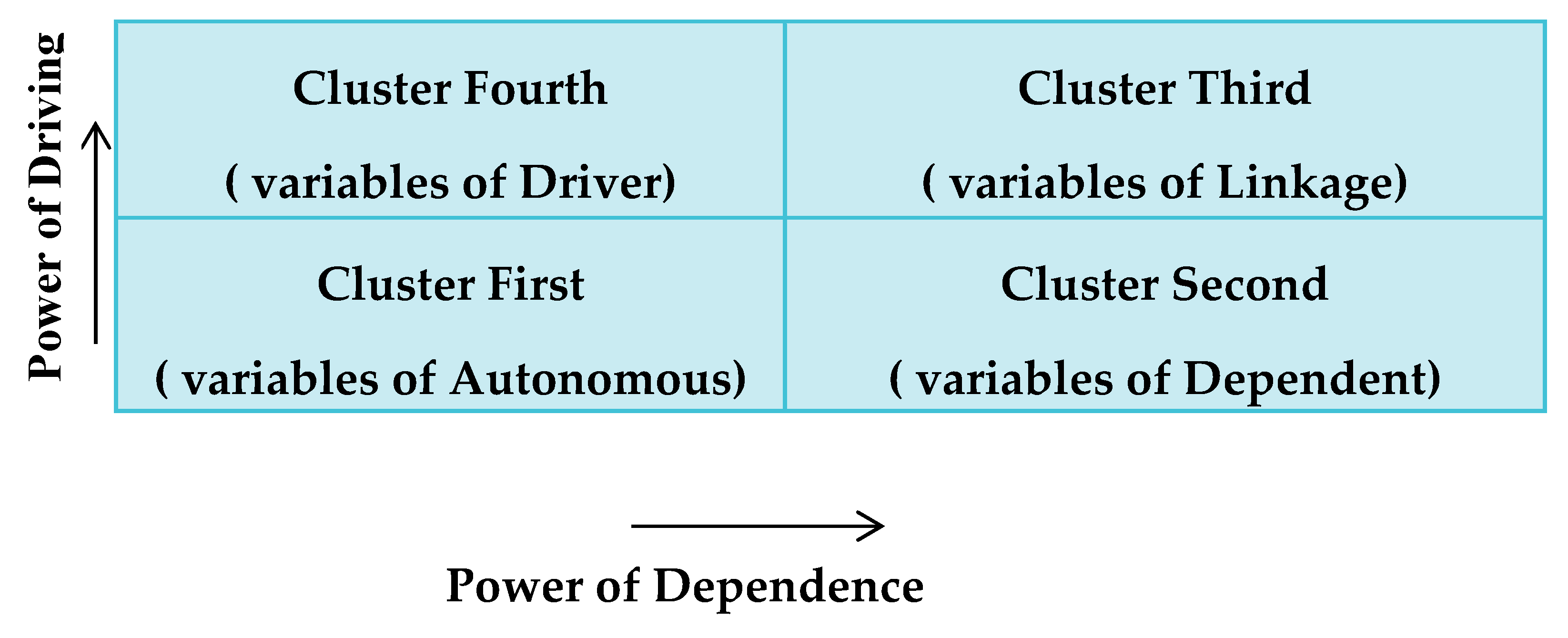
Figure 5.
Mapping of all Barriers to Implement LCSCM in manufacturing sector of Indian industry.
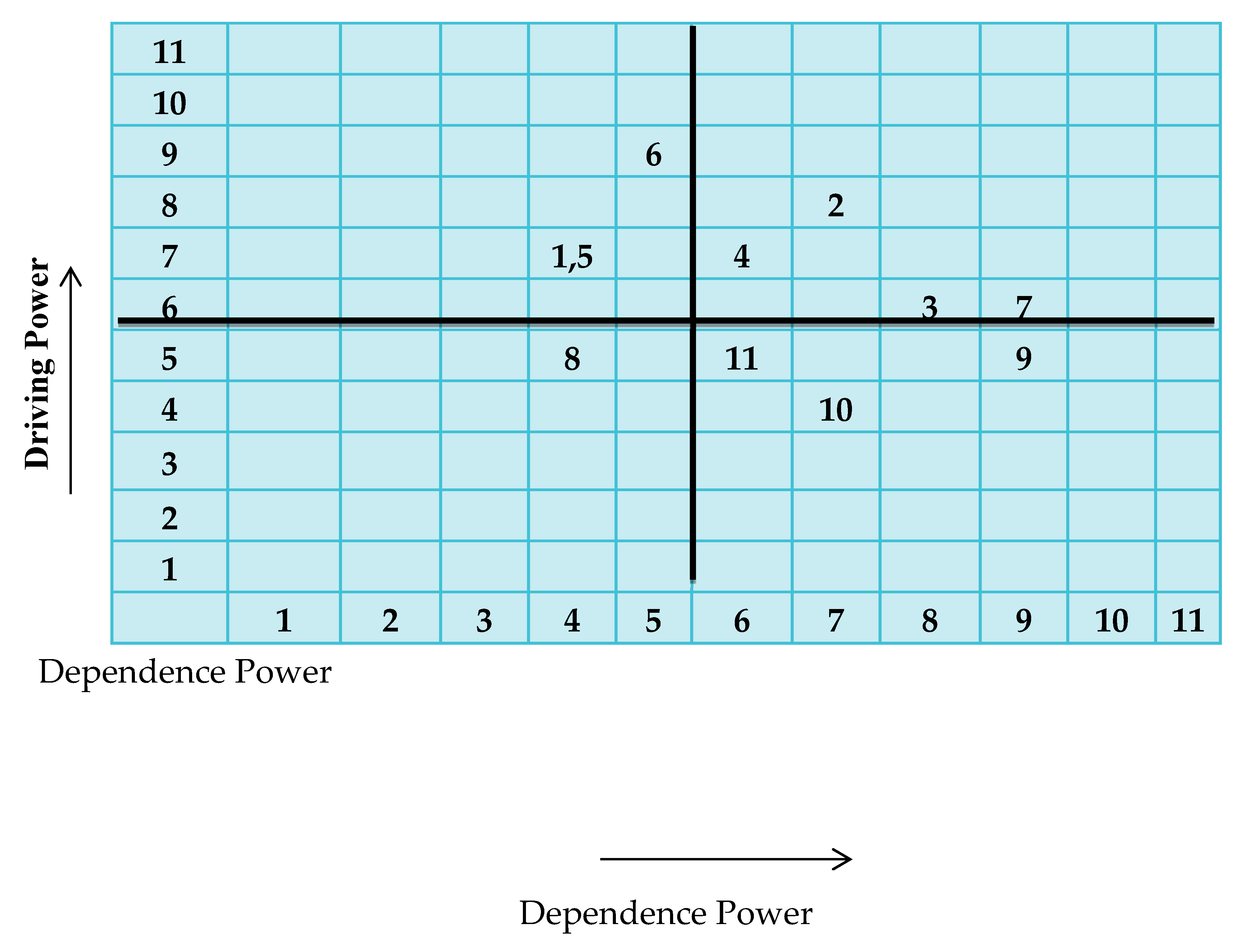
Figure 6.
Casual Relation between prominence & influence between the relations.
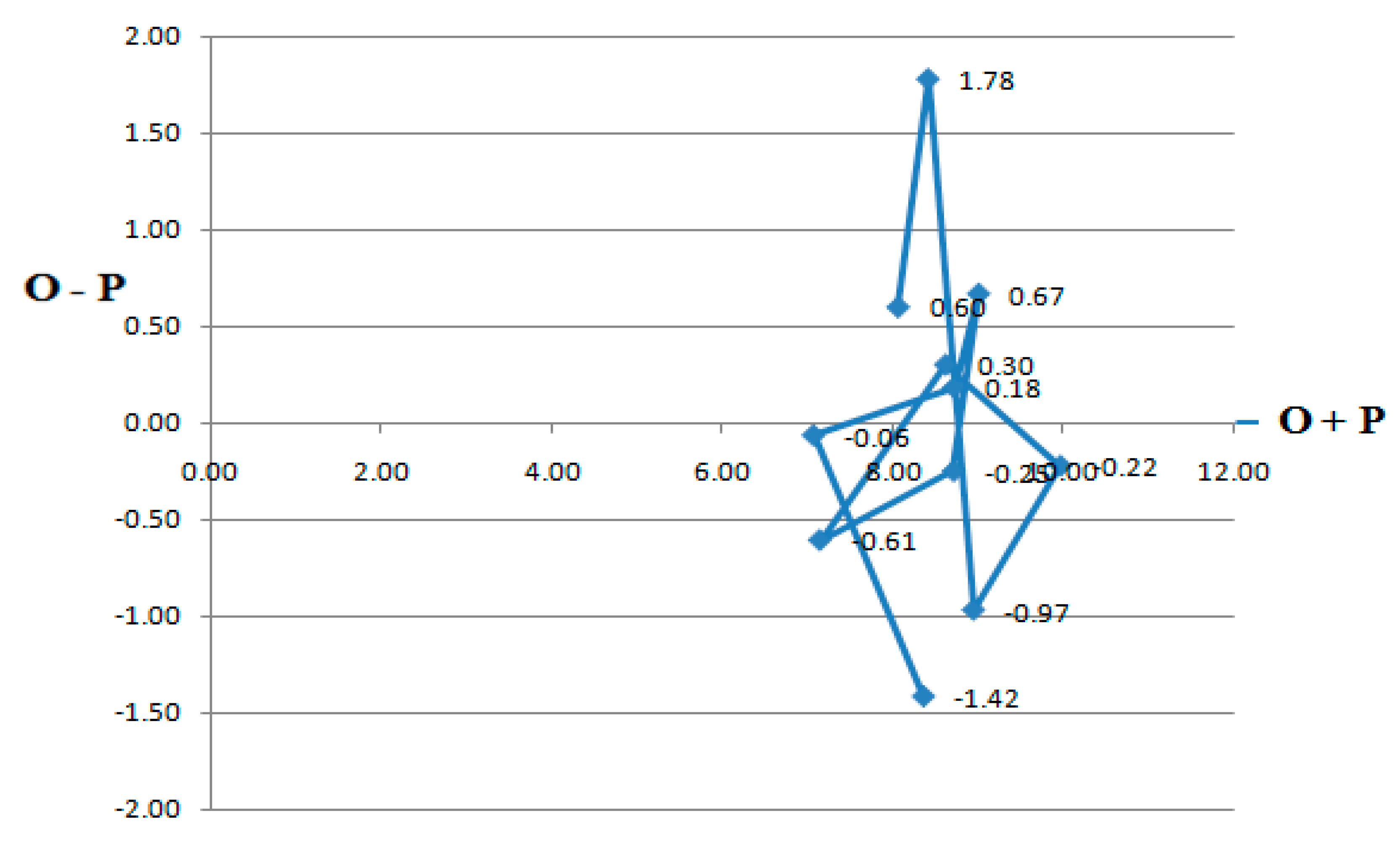
Table 1.
Barriers of LCSCM.
| S.No. | Barrier | Barriers Description | Classification |
|---|---|---|---|
| 1 | Scarcity of LCSCM techniques in industry visions and missions. | A scarcity of LCSCM practices in industry vision. | Internal |
| A scarcity of LCSCM procedures in industry missions. | |||
| 2 | Lack of industry leadership and support. | A lack of upper-level organizational support for the LCSCM system’s deployment. | Internal |
| A lack of middle-level and senior-level leadership and regular monitoring. | |||
| 3 | Inadequate experience and application knowledge. | A lack of experience among industry managers in applying and implementing the LCSCM system. | Internal |
| Inadequate expertise of corporate management to adopt and implement the LCSCM system. | |||
| 4 | Random Industrial system | Industries are profit-driven rather than vision-driven. | Internal |
| Inadequate use of the LCSCM system from raw materials to completed goods. | |||
| A lack of industrial norms and a lack of social responsibility. | |||
| 5 | Scarcity of industrial resources. | Use less resource to achieve zero waste. | Internal/External |
| Less use of the LCSCM system and increased waste production. | |||
| 6 | Suppliers’ grasp of the LCSCM system is limited. | Less collaboration with suppliers and stakeholders for LCSCM engagement. | Internal |
| Less communication and information exchange about the supply chain management system. | |||
| 7 | Less technological applicability in industry. | Less use of technology for environmental protection inside the organization. | Internal |
| Less reliance on technology in the industrial waste management and recycling system. | |||
| 8 | Less consideration for low-carbon management. | Less LCSCM system training. | External |
| There are very few external assessments for its long-term viability. | |||
| A lower certification standard, such as ISO 9001. | |||
| 9 | Less government support. | Less government opposition to their engagement in the industrial system. | Internal/External |
| The government created a poor procedure for their suitable application to adopt LCSCM. | |||
| 10 | Less financial support for this system. | Significant investment in LCSCM system with limited industrial budget. | Internal/External |
| There is a sluggish return on large investments. | |||
| 11 | Competitive market challenge & system uncertainty. | There is fierce rivalry in the industrial industry. | External |
| Market uncertainty as a result of project delays and cancellations | |||
| Economic crisis caused by industry variety. |
Table 2.
SSIM Matrix for barriers to implement LCSCM.
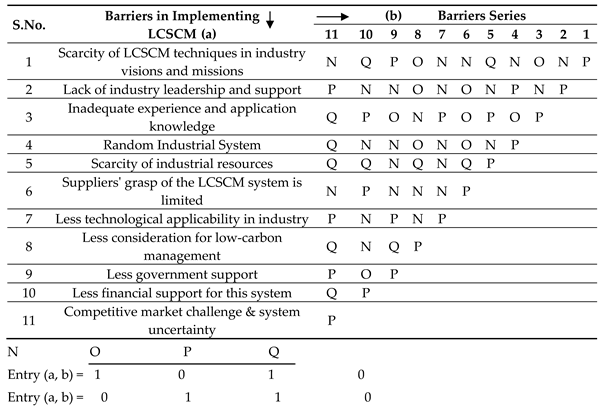
Table 4.
End Matrix of Reachability for LCSCM.
| S.No. | Barriers in implementing LCSCM | Barriers Series | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||
| 1 | Scarcity of LCSCM techniques in industry visions and missions | 1 | 1 | 0 | 1 | 0 | 1 | 1 | 0 | 1 | 0 | 1 |
| 2 | Lack of industry leadership and support | 0 | 1 | 1 | 1 | 1 | 0 | 1 | 0 | 1 | 1 | 1 |
| 3 | Inadequate experience and application knowledge | 1 | 0 | 1 | 0 | 1 | 0 | 1 | 1 | 0 | 1 | 0 |
| 4 | Random Industrial System | 0 | 1 | 1 | 1 | 1 | 0 | 1 | 0 | 1 | 1 | 0 |
| 5 | Scarcity of industrial resources | 0 | 1* | 1 | 1* | 1 | 1* | 1 | 0 | 1 | 0 | 0 |
| 6 | Suppliers’ grasp of the LCSCM system is limited | 0 | 1 | 1 | 1 | 0 | 1 | 1 | 1 | 1 | 1 | 1 |
| 7 | Less technological applicability in industry | 0 | 0 | 1 | 0 | 0 | 0 | 1 | 1 | 1 | 1 | 1 |
| 8 | Less consideration for low-carbon management | 1 | 1 | 0 | 1 | 0 | 0 | 0 | 1 | 0 | 1 | 0 |
| 9 | Less government support | 1 | 0 | 1 | 0 | 0 | 0 | 1 | 0 | 1 | 0 | 1 |
| 10 | Less financial support for this system | 0 | 0 | 1 | 0 | 0 | 1 | 0 | 0 | 1 | 1 | 0 |
| 11 | Competitive market challenge & system uncertainty | 0 | 1 | 0 | 0 | 0 | 1* | 1 | 0 | 1 | 0 | 1 |
Table 5.
End Matrix of Reachability showing driving power and dependence power.
| S.No. | Barriers in implementing LCSCM | Barriers Series | Power of Driving | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | |||
| 1 | Scarcity of LCSCM techniques in industry visions and missions | 1 | 1 | 0 | 1 | 0 | 1 | 1 | 0 | 1 | 0 | 1 | 7 |
| 2 | Lack of industry leadership and support | 0 | 1 | 1 | 1 | 1 | 0 | 1 | 0 | 1 | 1 | 1 | 8 |
| 3 | Inadequate experience and application knowledge | 1 | 0 | 1 | 0 | 1 | 0 | 1 | 1 | 0 | 1 | 0 | 6 |
| 4 | Random Industrial System | 0 | 1 | 1 | 1 | 1 | 0 | 1 | 0 | 1 | 1 | 0 | 7 |
| 5 | Scarcity of industrial resources | 0 | 1* | 1 | 1* | 1 | 1* | 1 | 0 | 1 | 0 | 0 | 7 |
| 6 | Suppliers’ grasp of the LCSCM system is limited | 0 | 1 | 1 | 1 | 0 | 1 | 1 | 1 | 1 | 1 | 1 | 9 |
| 7 | Less technological applicability in industry | 0 | 0 | 1 | 0 | 0 | 0 | 1 | 1 | 1 | 1 | 1 | 6 |
| 8 | Less consideration for low-carbon management | 1 | 1 | 0 | 1 | 0 | 0 | 0 | 1 | 0 | 1 | 0 | 5 |
| 9 | Less government support | 1 | 0 | 1 | 0 | 0 | 0 | 1 | 0 | 1 | 0 | 1 | 5 |
| 10 | Less financial support for this system | 0 | 0 | 1 | 0 | 0 | 1 | 0 | 0 | 1 | 1 | 0 | 4 |
| 11 | Competitive market challenge & system uncertainty | 0 | 1 | 0 | 0 | 0 | 1* | 1 | 0 | 1 | 0 | 1 | 5 |
| Power of Dependence | 4 | 7 | 8 | 6 | 4 | 5 | 9 | 4 | 9 | 7 | 6 | 69/69 | |
Table 6.
Primary set of implementation to develop degree of Barriers which can Implement LCSCM in manufacturing sector of Indian Industry.
Table 6.
Primary set of implementation to develop degree of Barriers which can Implement LCSCM in manufacturing sector of Indian Industry.
| Barrier Sr. No. | Group of Reachability | Group of Antecedent | Group of Common Place | Level |
|---|---|---|---|---|
| 1 | 1,2,4,6,7,9,11 | 1,3,8,9 | 1,9 | III |
| 2 | 2,3,4,5,7,9,10,11 | 1,2,4,5,6,8,11 | 2,4,5,11 | III |
| 3 | 1,3,5,7,8,10 | 2,3,4,5,6,7,9,10 | 3,5,7,10 | IV |
| 4 | 2,3,4,5,7,9,10 | 1,2,4,5,6,8 | 2,4,5 | III |
| 5 | 2,3,4,5,6,7,9 | 2,3,4,5 | 2,3,4,5 | II |
| 6 | 2,3,4,6,7,8,9,10,11 | 1,5,6,10,11 | 6,10,11 | IV |
| 7 | 3,7,8,9,10,11 | 1,2,3,4,5,6,7,9,11 | 3,7,9,11 | IV |
| 8 | 1,2,4,8,10, | 3,6,7,8 | 8 | IV |
| 9 | 1,3,7,9,11 | 1,2,4,5,6,7,9,10,11 | 1,7,9,11 | III |
| 10 | 3,6,9,10 | 2,3,4,6,7,8,10 | 3,6,10 | II |
| 11 | 2,6,7,9,11 | 1,2,6,7,9,11 | 2,6,7,9,11 | I |
Table 7.
Leveling of Barriers to Implement LCSCM in the manufacturing sector.
| S. No. | Levels | Barriers Group |
|---|---|---|
| 1. | 1st | Competitive market challenge & system uncertainty(11) |
| 2. | 2nd | Scarcity of industrial resources (5) Less financial support for this system (10) |
| 3. | 3rd | Scarcity of LCSCM techniques in industry visions and missions (1) Lack of industry leadership and support (2) Random Industrial system (4) Less government support (9) |
| 4. | 4th | Inadequate experience and application knowledge (3) Suppliers’ grasp of the LCSCM system is limited (6) Less technological applicability in industry (7) Less consideration for low-carbon management (8) |
Table 8.
Fuzzy Linguistic Terms.
| Applied Term | Abbreviation | Value of Fuzzy Scale |
|---|---|---|
| Not Necessary | NNY | (0, 0, 0.11) |
| Less Necessary | LNY | (0, 0.21, 0.41) |
| Moderate Necessary | MNY | (0.21, 0.41, 0.61) |
| Necessary | NY | (0.41, 0.61, 0.81) |
| Greater Necessary | GNY | (0.61, 0.81, 1.1) |
Table 9.
Matrix with Linguistic terms.
| Coefficients | K1 | K2 | K3 | K4 | K5 | K6 | K7 | K8 | K9 | K10 | K11 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| K1 | 0 | NNY | LNY | MNY | NY | LNY | MNY | GNY | LNY | NNY | GNY |
| K2 | LNY | 0 | MNY | LNY | MNY | GNY | NNY | GNY | GNY | LNY | |
| K3 | MNY | NNY | 0 | GNY | MNY | NNY | NY | LNY | MNY | MNY | NNY |
| K4 | NNY | LNY | NY | 0 | NY | GNY | LNY | GNY | LNY | NNY | GNY |
| K5 | NY | MNY | GNY | LNY | 0 | LNY | NNY | NY | NNY | MNY | NY |
| K6 | MNY | NNY | LNY | MNY | NNY | 0 | MNY | LNY | GNY | LNY | NNY |
| K7 | NNY | GNY | NY | NNY | LNY | MNY | 0 | NNY | MNY | MNY | GNY |
| K8 | NY | LNY | MNY | GNY | MNY | NNY | GNY | 0 | LNY | NNY | NY |
| K9 | LNY | NNY | GNY | LNY | GNY | LNY | LNY | NY | 0 | NY | LNY |
| K10 | GNY | MNY | LNY | NY | NNY | NY | NNY | LNY | NNY | 0 | NNY |
| K11 | NNY | NY | NNY | MNY | LNY | MNY | MNY | NNY | NY | LNY | 0 |
Table 10.
Initial Direct Relation matrix.
| Coefficients | K1 | K2 | K3 | K4 | K5 | K6 | K7 | K8 | K9 | K10 | K11 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| K1 | .00 | .04 | .21 | .41 | .61 | .21 | .41 | .84 | .21 | .04 | .84 |
| K2 | .21 | .00 | .41 | .61 | .21 | .41 | .84 | .04 | .84 | .84 | .21 |
| K3 | .41 | .04 | .00 | .84 | .41 | .04 | .61 | .21 | .41 | .41 | .04 |
| K4 | .04 | .21 | .61 | .00 | .61 | .84 | .21 | .84 | .21 | .04 | .84 |
| K5 | .61 | .41 | .84 | .21 | .00 | .21 | .04 | .61 | .04 | .41 | .61 |
| K6 | .41 | .04 | .21 | .41 | .04 | .00 | .41 | .21 | .84 | .21 | .04 |
| K7 | .04 | .84 | .61 | .04 | .21 | .41 | .00 | .04 | .41 | .41 | .84 |
| K8 | .61 | .21 | .41 | .84 | .41 | .04 | .84 | .00 | .21 | .04 | .61 |
| K9 | .21 | .04 | .84 | .21 | .84 | .21 | .21 | .61 | .00 | .61 | .21 |
| K10 | .84 | .41 | .21 | .61 | .04 | .61 | .04 | .21 | .04 | .00 | .04 |
| K11 | .04 | .61 | .04 | .41 | .21 | .41 | .41 | .04 | .61 | .21 | .00 |
Table 11.
Normalized Relation Matrix.
| Coefficients | K1 | K2 | K3 | K4 | K5 | K6 | K7 | K8 | K9 | K10 | K11 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| K1 | .00 | .01 | .04 | .09 | .13 | .04 | .09 | .18 | .04 | .01 | .18 |
| K2 | .04 | .00 | .09 | .13 | .04 | .09 | .18 | .01 | .18 | .18 | .04 |
| K3 | .09 | .01 | .00 | .18 | .09 | .01 | .13 | .04 | .09 | .09 | .01 |
| K4 | .01 | .04 | .13 | .00 | .13 | .18 | .04 | .18 | .04 | .01 | .18 |
| K5 | .13 | .09 | .18 | .04 | .00 | .04 | .01 | .13 | .01 | .09 | .13 |
| K6 | .09 | .01 | .04 | .09 | .01 | .00 | .09 | .04 | .18 | .04 | .01 |
| K7 | .01 | .18 | .13 | .01 | .04 | .09 | .00 | .01 | .09 | .09 | .18 |
| K8 | .13 | .04 | .09 | .18 | .09 | .01 | .18 | .00 | .04 | .01 | .13 |
| K9 | .04 | .01 | .18 | .04 | .18 | .04 | .04 | .13 | .00 | .13 | .04 |
| K10 | .18 | .09 | .04 | .13 | .01 | .13 | .01 | .04 | .01 | .00 | .01 |
| K11 | .01 | .13 | .01 | .09 | .04 | .09 | .09 | .01 | .13 | .04 | .00 |
Table 12.
Total Relation Matrix.
| Coefficients | K1 | K2 | K3 | K4 | K5 | K6 | K7 | K8 | K9 | K10 | K11 | ROW SUM |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| K1 | 0.279 | 0.277 | 0.423 | 0.470 | 0.440 | 0.335 | 0.430 | 0.482 | 0.367 | 0.272 | 0.556 | 4.330 |
| K2 | 0.379 | 0.302 | 0.536 | 0.568 | 0.418 | 0.443 | 0.551 | 0.385 | 0.544 | 0.495 | 0.474 | 5.096 |
| K3 | 0.342 | 0.248 | 0.360 | 0.515 | 0.384 | 0.293 | 0.424 | 0.352 | 0.367 | 0.326 | 0.374 | 3.985 |
| K4 | 0.332 | 0.328 | 0.542 | 0.444 | 0.472 | 0.487 | 0.439 | 0.513 | 0.421 | 0.311 | 0.578 | 4.867 |
| K5 | 0.419 | 0.339 | 0.540 | 0.462 | 0.328 | 0.341 | 0.377 | 0.447 | 0.345 | 0.356 | 0.505 | 4.459 |
| K6 | 0.294 | 0.194 | 0.341 | 0.369 | 0.267 | 0.222 | 0.335 | 0.297 | 0.405 | 0.248 | 0.298 | 3.268 |
| K7 | 0.284 | 0.417 | 0.483 | 0.395 | 0.343 | 0.375 | 0.340 | 0.298 | 0.422 | 0.372 | 0.500 | 4.229 |
| K8 | 0.418 | 0.342 | 0.509 | 0.587 | 0.444 | 0.349 | 0.546 | 0.360 | 0.406 | 0.309 | 0.564 | 4.835 |
| K9 | 0.358 | 0.268 | 0.558 | 0.456 | 0.492 | 0.337 | 0.391 | 0.454 | 0.315 | 0.395 | 0.426 | 4.448 |
| K10 | 0.394 | 0.273 | 0.340 | 0.439 | 0.272 | 0.366 | 0.293 | 0.318 | 0.279 | 0.207 | 0.323 | 3.503 |
| K11 | 0.231 | 0.326 | 0.324 | 0.385 | 0.298 | 0.328 | 0.354 | 0.261 | 0.394 | 0.278 | 0.290 | 3.469 |
| COLUMN SUM | 3.730 | 3.313 | 4.955 | 5.090 | 4.158 | 3.877 | 4.480 | 4.166 | 4.265 | 3.568 | 4.888 | 46.489/ 46.489 |
Table 14.
Comparison between DEMATEL & ISM.
| S.No. | ISM | DEMATEL |
|---|---|---|
| 1 | Scarcity of LCSCM techniques in industry visions and missions (K1) | Scarcity of LCSCM techniques in industry visions and missions (K1) |
| 2 | Lack of industry leadership and support (K2) | Lack of industry leadership and support (K2) |
| 3 | Less consideration for low-carbon management (K8) | Less consideration for low-carbon management (K8) |
| 4 | Less government support (K9) | Less government support (K9) |
| 5 | Inadequate experience and application knowledge (K3) | Scarcity of industrial resources (K5) |
| 6 | Suppliers’ grasp of the LCSCM system is limited (K6) | |
| 7 | Random Industrial system(K4) | |
| 8 | Less technological applicability in industry (K7) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



