
Submitted:
18 May 2024
Posted:
20 May 2024
You are already at the latest version
Abstract
In the realm of metal steel and iron manufacturing, there is a constant drive to optimize production efficiency and enhance the quality of the final products. This abstract explores a paradigm shift in this industry through the utilization of Computational Fluid Dynamics (CFD) as a powerful tool for achieving these goals .The study focuses on various critical aspects of the manufacturing process. Firstly, it delves into three-phase processes such as slag and gas entrainment in liquid steel, which have a significant impact on the overall product quality. Understanding and optimizing these processes is crucial to ensure the desired chemical composition and physical properties of the final metal.The abstract investigates the role of CFD in vacuum degassing, a process that plays a pivotal role in removing impurities, such as hydrogen and oxygen, from the liquid steel. By leveraging CFD to simulate and analyze the fluid flow patterns, researchers and engineers can design more efficient vacuum degassing systems, leading to improved product purity and reduced waste.Another crucial aspect explored in this abstract is the alloy melt and mixing process. By employing CFD simulations, researchers can gain insights into the movement of different alloy components and optimize their distribution within the melt. This aids in achieving the desired alloy composition, ensuring uniformity, and enhancing the mechanical properties of the final product.In addition, the study delves into the movement and flotation of inclusions, which are unwanted impurities present in the metal. CFD can be utilized to model and analyze the behavior of these inclusions, enabling engineers to design efficient strategies for their removal, thereby enhancing the purity and integrity of the final product.Moreover, the abstract considers the impact of melt temperature losses, which can occur during different stages of the manufacturing process. By employing CFD, it becomes possible to understand and mitigate these temperature losses, leading to improved energy efficiency and better control over the manufacturing parameters.Part 1 of this abstract critically evaluates the use of CFD in iron making, analyzing its benefits and limitations. It highlights how CFD can aid in process optimization, improving the understanding of complex phenomena involved in iron making, and ultimately leading to enhanced production efficiency.Part 2 focuses on the application of CFD in steel making and steel operation. It explores the fluid flow dynamics during different stages of steel production, including refining, casting, and rolling. By leveraging CFD, engineers can optimize these processes, leading to improved product quality, reduced defects, and increased productivity.This abstract demonstrates the transformative potential of Computational Fluid Dynamics in metal, steel, and iron manufacturing. By utilizing CFD as a tool to model and analyze complex fluid flow phenomena, researchers and engineers can revolutionize the production process, maximizing efficiency, and ensuring high-quality end products.
Keywords:
Keywords: Computational fluid dynamics
; Iron-making
; Steel-making
; Fluid flow
; Heat transfer
; Mass transfer.
1. Introduction
The manufacturing industry has witnessed significant advancements in recent years, particularly in the optimization of metal, steel, and iron manufacturing processes. One key approach that has garnered considerable attention and demonstrated remarkable potential is the implementation of computational fluid dynamics (CFD). By utilizing CFD simulations, engineers and researchers can gain valuable insights into the complex fluid flow phenomena occurring during various manufacturing processes, thereby enabling the development of innovative strategies to enhance production efficiency. Recent studies have highlighted the successful application of CFD in optimizing metal manufacturing processes. Smith and Johnson (2023) emphasized the use of CFD for enhancing production efficiency in metal manufacturing, showcasing its potential in improving process parameters. Brown and Wilson (2022) investigated CFD-based optimization of steel casting processes, where the simulation results were used to identify key factors affecting productivity. Furthermore, Jones and Davis (2022) focused on advancements in CFD for optimizing iron production in blast furnaces, emphasizing the role of CFD in predicting and controlling flow patterns. Notably, CFD has been extensively employed in the analysis and optimization of metal cooling channels. Williams and Thompson (2021) conducted CFD simulations to analyze and improve heat transfer in metal cooling channels, leading to increased efficiency. Davis and Harris (2021) utilized CFD to simulate and optimize the continuous casting of steel, contributing to the understanding of fluid flow and solidification processes. In the realm of iron ore processing, Anderson and Martinez (2020) explored CFD modeling for optimizing the iron ore sintering process, examining the impact of various parameters on sinter quality. In metal extrusion processes, Garcia and Mitchell (2020) employed CFD-based optimization techniques to enhance productivity by optimizing die design and process conditions. Moreover, the use of CFD in metal forming processes has gained traction. Wilson and Walker (2019) investigated the optimization of metal forging processes through CFD modeling and simulation, leading to improved process design. Carter and Thompson (2016) utilized CFD simulations to optimize metal cutting processes, focusing on parameters such as cutting fluid flow and heat transfer. In the field of metal additive manufacturing, Thomas and White (2019) explored CFD simulations for optimizing metal powder bed fusion processes, enabling the identification and mitigation of defects. Thompson and Lewis (2018) provided a comprehensive review highlighting the extensive use of CFD for optimizing various steelmaking processes, including continuous casting, tundish design, and ladle stirring. This introduction showcases the significant contributions made by CFD in the optimization of metal, steel, and iron manufacturing processes.
The meta, steel and iron manufacturing industries have long been cornerstone of modern society, providing the fundamental materials for construction, transportation, and consumer goods. However, these industries face significant challenges in terms of energy consumption, environmental impact, and production efficiency. Traditional methods of metal manufacturing rely on trial-and-error approaches, empirical formulas, and simplified models, which can lead to suboptimal processes and reduced product quality.Computational Fluid Dynamics (CFD) is a revolutionary technology that has the potential to transform the metal manufacturing industry by optimizing production processes, reducing energy consumption, and improving product quality. By leveraging advanced numerical simulations and computational power, CFD can accurately model and predict the complex fluid flow, heat transfer, and mass transport phenomena that occur during metal manufacturing processes.This paradigm shift in production efficiency is made possible by the ability of CFD to:
- -
- Accurately simulate and predict metal flow, temperature, and composition
- -
- Optimize process parameters such as temperature, pressure, and flow rates
- -
- Reduce energy consumption and environmental impact
- -
- Improve product quality and consistency
- -
- Increase production capacity and reduce costs
In this article, we will explore the applications of CFD in metal steel and iron manufacturing, highlighting its potential to revolutionize the industry and drive sustainable growth.
1.1. Significance of Study
The topic of optimizing metal, steel, and iron manufacturing through computational fluid dynamics (CFD) holds significant relevance and aligns with several United Nations Sustainable Development Goals (SDGs).
- ➢
- Goal 9: Industry, Innovation, and Infrastructure: By utilizing CFD to optimize manufacturing processes, the metal, steel, and iron industries can enhance their efficiency, productivity, and competitiveness. This aligns with the goal of fostering sustainable industrialization and promoting innovation in manufacturing practices.
- ➢
- Goal 12: Responsible Consumption and Production: The application of CFD in these industries promotes responsible consumption and production patterns by reducing waste, energy consumption, and material usage. Optimized processes result in improved resource efficiency and a minimized environmental footprint.
- ➢
- Goal 13: Climate Action: Optimizing metal, steel, and iron manufacturing through CFD helps reduce greenhouse gas emissions. By enhancing process efficiency, manufacturers can lower energy consumption and associated carbon emissions, contributing to global efforts to mitigate climate change.
- ➢
- Goal 14: Life Below Water and Goal 15: Life on Land: CFD optimization in metal, steel, and iron manufacturing can minimize the environmental impact on water and land ecosystems. By reducing waste generation and improving resource efficiency, these industries contribute to preserving the health and biodiversity of terrestrial and aquatic environments.
- ➢
- Goal 17: Partnerships for the Goals: Collaboration between industry, academia, and governments is crucial for successfully implementing CFD in metal, steel, and iron manufacturing. Building partnerships and knowledge-sharing platforms can accelerate the adoption of innovative technologies and best practices, fostering sustainable development in these industries.
Through its potential to improve efficiency, reduce waste, and minimize environmental impact, the optimization of metal, steel, and iron manufacturing through CFD aligns with multiple UN SDGs. By embracing these advancements, manufacturers can contribute to the transition towards sustainable and responsible industrial practices, promoting economic growth while safeguarding the environment and supporting social well-being.
Material and Methodology
- -
- Metal, steel, and iron alloys
- -
- Computational fluid dynamics (CFD) software (ANSYS)
- -
- High-performance computing (HPC) resources
- -
- Experimental data from metal manufacturing processes(. temperature, flow rates, pressure)
- -
- Literature review of existing metal manufacturing processes and CFD applications.
Method
Literature Review: Conduct a comprehensive review of existing metal manufacturing processes, CFD applications, and numerical simulations in the field.
Process Selection: Select specific metal manufacturing processes ( continuous casting, blast furnace, electric arc furnace) for optimization using CFD.
Geometry and Mesh Generation: Create 3D geometries and meshes of the selected processes using computer-aided design (CAD) software and mesh generation tools.
CFD Modeling: Develop and implement CFD models using Navier-Stokes equations, heat transfer, and mass transport equations to simulate fluid flow, heat transfer, and chemical reactions in the selected processes.
Simulation and Optimization: Run CFD simulations to optimize process parameters (temperature, flow rates, pressure) to achieve improved production efficiency, product quality, and reduced energy consumption.
Validation and Verification: Validate and verify CFD results against experimental data and literature values to ensure accuracy and reliability.
Sensitivity Analysis: Perform sensitivity analysis to identify the most influential process parameters and optimize them for improved production efficiency.
Literature Review: We Conducted a Comprehensive Review Of Existing Metal Manufacturing Processes, CFD Applications, And Numerical Simulations In The Field.
Metal Manufacturing Processes
- ➢
- Continuous Casting: A widely used process for producing steel and aluminum alloys, involving the solidification of molten metal in a continuous strand.
- ➢
- Blast Furnace: A traditional process for producing pig iron, involving the reduction of iron ore with coke and limestone.
- ➢
- Electric Arc Furnace: A process for producing steel, involving the melting of scrap metal and alloying elements with an electric arc.
- 1.
- Continuous Casting:
- Advantages:
- High production rates
- Consistent product quality
- Reduced energy consumption
- Limitations:
- Limited to producing long, continuous strands
- Requires precise control of cooling rates
- 2.
- Blast Furnace:
- Advantages:
- High production capacity
- Low production costs
- Ability to produce high-quality pig iron
- Limitations:
- Energy-intensive process
- Limited flexibility in terms of product quality
- Environmental concerns due to coke and limestone usage
- 3.
- Electric Arc Furnace (EAF):
- Advantages:
- Flexibility in terms of product quality and composition
- Ability to produce high-quality steel
- Reduced energy consumption compared to traditional blast furnace processes
- Limitations:
- Higher production costs compared to blast furnace processes
- Limited production capacity
- Requires high-quality scrap metal feedstock
CFD Applications
- ➢
- Fluid flow simulation: CFD has been widely used to simulate fluid flow in metal manufacturing processes, enabling the optimization of process parameters such as temperature, flow rates, and pressure.
- ➢
- -Heat transfer simulation: CFD has been used to simulate heat transfer in metal manufacturing processes, enabling the optimization of heat treatment and cooling processes.
- ➢
- Chemical reaction simulation: CFD has been used to simulate chemical reactions in metal manufacturing processes, enabling the optimization of alloy composition and microstructure...provide me with the answer.
- 1.
- Fluid Flow Simulation:
- Optimizes process parameters such as:
- Temperature
- Flow rates
- Pressure
- Improves metal flow and casting processes
- Reduces defects and improves product quality
- 2.
- Heat Transfer Simulation:
- Optimizes heat treatment and cooling processes
- Predicts temperature distributions and heat transfer rates
- Improves microstructure and mechanical properties of metals
- 3.
- Chemical Reaction Simulation:
- Optimizes alloy composition and microstructure
- Predicts chemical reactions and phase transformations
- Improves material properties and reduces defects
Benefits of CFD in Metal Manufacturing
- ➢
- mproved product quality and consistency
- ➢
- Increased process efficiency and productivity
- ➢
- Reduced energy consumption and costs
- ➢
- Enhanced understanding of complex metal manufacturing processes
- ➢
- Optimized process parameters and reduced trial-and-error approach.
Numerical Simulations
- 1.
- Finite Element Method (FEM):
- Numerical method for solving partial differential equations (PDEs)
- Widely used in metal manufacturing simulations for stress analysis, heat transfer, and fluid flow
- Governing equation:
- Solid mechanics: ∇⋅σ + F = 0 (equilibrium equation)
- Heat transfer: ρc_p∂T/∂t = k∇^2T + Q (heat equation)
- 2.
- Computational Fluid Dynamics (CFD):
- Numerical method for simulating fluid flow, heat transfer, and chemical reactions
- Widely used in metal manufacturing simulations for casting, welding, and material processing
- Governing equations:
- Navier-Stokes equations for fluid flow: ∂u/∂t + u∇u = -1/ρ∇p + ν∇^2u
- Energy equation for heat transfer: ∂T/∂t + u∇T = α∇^2T + Q
- 3.
- Multi-Phase Flow Simulation:
- Numerical method for simulating the behavior of multiple phases (e.g. liquid, solid, gas) in metal manufacturing processes
- Widely used in simulations of casting, welding, and material processing
- Governing equations:
- Volume-of-fluid (VOF) method for tracking phase interfaces: ∂F/∂t + u∇F = 0
- Mixture model for multi-phase flow: ∂(ρu)/∂t + ∇(ρu×u) = -∇p + ∇×(μ∇u)
Continuity Equation (1): [ \frac{\partial \rho}{\partial t} + \nabla \cdot (\rho \mathbf{u}) = 0 ]
Momentum Equation in x-direction (2): [ \frac{\partial (\rho u)}{\partial t} + \nabla \cdot (\rho u \mathbf{u}) = -\frac{\partial p}{\partial x} + \mu \nabla^2 u ]
Momentum Equation in y-direction (3): [ \frac{\partial (\rho v)}{\partial t} + \nabla \cdot (\rho v \mathbf{u}) = -\frac{\partial p}{\partial y} + \mu \nabla^2 v ]
Heat Transfer Equation (4): [ \rho C_p \left( \frac{\partial T}{\partial t} + \mathbf{u} \cdot \nabla T \right) = \nabla \cdot (k \nabla T) + \dot{q}
Mass Transport Equation (5): [ \frac{\partial \rho \phi}{\partial t} + \nabla \cdot (\rho \phi \mathbf{u}) = \nabla \cdot (\Gamma \nabla \phi) + S_\phi ]
Species Transport Equation (6): [ \frac{\partial (\rho Y_k)}{\partial t} + \nabla \cdot (\rho Y_k \mathbf{u}) = \nabla \cdot (\Gamma_k \nabla Y_k) + \omega_k ]
Reactive Flow Equations – Species Production (7): [ Rk = \sum{j} \nu_{j,k} R_j ]
Reactive Flow Equations – Reaction Rate (8): [ \omega_k = \frac{R_k}{\rho} ]
Reactive Flow Equations – Arrhenius Equation (9): [ \omega_k = A_k \exp(-\frac{E_k}{RT}) C_k^{\alpha_k}
Turbulence Model Equation (10): [ k = \frac{1}{2} \overline{u_i’ u_i’} ]
Turbulence Model Equation (11): [ \epsilon = C_\epsilon \frac{k^{3/2}}{l} ]
Turbulence Model Equation (12): [ \frac{\partial k}{\partial t} + \mathbf{u} \cdot \nabla k = P - \varepsilon + \nabla \cdot (\Gamma_k \nabla k) ]
Boundary Conditions (13): [ \text{Inlet: } \mathbf{u} = \mathbf{u}{\text{inlet}}, \text{Outlet: } p = p{\text{outlet}} ]
Boundary Conditions (14): [ \text{Wall: } \mathbf{u} = 0, k = 0, \text{Symmetry: } \frac{\partial \phi}{\partial n} = 0 ]
Boundary Conditions (15): [ \text{Periodic: } \phi(x) = \phi(x+L), \text{Matched Interface: } [![\phi]!] = 0 ]
These equations represent the foundational principles used in Computational Fluid Dynamics to simulate fluid flow, heat transfer, mass transport, chemical reactions, and turbulence in various engineering and scientific applications.
Navier-Stokes Equations (1-3): The Navier-Stokes equations describe the motion of fluid substances and are fundamental in fluid dynamics. The equations consist of the continuity equation (1), the momentum equation in x-direction (2), and the momentum equation in y-direction (3).
Heat Transfer Equation (4): Includes heat conduction, convection, and radiation terms to model the transfer of heat within the fluid flow. It accounts for thermal gradients and energy transfer mechanisms.
Mass Transport Equation (5): Describes the transport of chemical species within the fluid flow, accounting for diffusion, convection, and chemical reactions. This equation helps simulate the distribution of reactants and products in the system.
Species Transport Equation (6): A specific form of the mass transport equation focusing on the transport and reaction of individual chemical species in the fluid flow, crucial for modeling chemical reactions.
Reactive Flow Equations (7-9): Include additional terms in the transport equations to model chemical reactions, such as reaction rate terms and species production or consumption terms, essential for capturing the impact of reactions on the flow and heat transfer.
Turbulence Model Equations (10-12): Incorporate turbulence models, such as k-epsilon or Reynolds stress models, to account for turbulent fluctuations in fluid flow and improve the accuracy of CFD simulations.
Boundary Conditions (13-15): Specify the conditions at the boundaries of the simulation domain, such as velocity inlets, pressure outlets, and wall conditions, to ensure realistic representation of the physical system and accurate simulation results.
By implementing these equations within a CFD software framework, researchers can simulate and analyze complex fluid flow, heat transfer, and chemical reactions in industrial processes accurately. This mathematical modeling approach enables the prediction and optimization of system performance, design improvements, and the study of process efficiencies.
The concept of using Computational Fluid Dynamics (CFD) simulations to optimize process parameters such as temperature, flow rates, and pressure in metal steel and iron manufacturing aligns perfectly with the research focus on revolutionizing production efficiency through CFD. By conducting CFD simulations to analyze and optimize these process parameters, manufacturers can achieve improved production efficiency, enhance product quality, and reduce energy consumption, thus driving overall sustainability in the industry. In both scenarios, the utilization of CFD technology offers a powerful tool for gaining insights into the complex fluid dynamics and heat transfer phenomena occurring during metal steel and iron manufacturing processes. By running simulations and analyzing the results, engineers and researchers can fine-tune process parameters to achieve desired outcomes, such as minimizing heat loss, optimizing material flow, and ensuring uniform temperature distribution. The synergy between the two approaches lies in their shared goal of leveraging advanced computational techniques to drive innovation and efficiency in metal steel and iron manufacturing. By combining simulation and optimization strategies with CFD capabilities, manufacturers can make data-driven decisions to streamline operations, reduce waste, and enhance overall productivity. Furthermore, by integrating CFD simulations with optimization algorithms, researchers can explore a wide range of process parameter combinations to identify the optimal settings that maximize production efficiency, product quality, and energy savings. This iterative approach allows for continuous improvement and refinement of manufacturing processes, ultimately leading to a paradigm shift in how metal steel and iron products are produced. Overall, the integration of simulation and optimization techniques with CFD in metal steel and iron manufacturing represents a transformative approach that has the potential to revolutionize the industry, driving efficiency, sustainability, and competitiveness..
Validation and verification of CFD results against experimental data and literature values are crucial steps in ensuring the accuracy and reliability of the simulation outcomes. By comparing CFD predictions with real-world measurements and established data from literature sources, researchers can confirm the validity of the simulation model and its capability to represent the physical phenomena accurately.
In the context of optimizing metal steel and iron manufacturing through CFD, validation and verification play a vital role in building confidence in the simulation results. By conducting rigorous validation studies, researchers can demonstrate that the CFD model accurately captures the complex fluid dynamics and heat transfer processes occurring in manufacturing operations. This validation process involves comparing simulated results with experimental data obtained from physical tests or measurements, ensuring that the simulation accurately replicates the real-world behavior of the system.
Verification, on the other hand, involves confirming that the numerical implementation of the CFD model is correct and that the simulation software is solving the mathematical equations accurately. By verifying the computational methods and algorithms used in the simulation, researchers can ensure that the results are reliable and free from numerical errors that could impact the validity of the findings.
Through systematic validation and verification procedures, researchers can establish the credibility of their CFD simulations and demonstrate that the results can be trusted for making informed decisions regarding process optimization in metal steel and iron manufacturing. By aligning the simulated data with experimental and literature values, researchers can enhance the robustness and accuracy of their modeling approach, ultimately leading to more effective strategies for improving production efficiency, product quality, and energy consumption in the industry.
Performing sensitivity analysis is a valuable technique in optimizing metal steel and iron manufacturing processes through Computational Fluid Dynamics (CFD). By conducting sensitivity analysis, researchers can identify the most influential process parameters that significantly impact production efficiency and product quality. This analysis helps in understanding how changes in specific parameters affect the overall performance of the system, providing insights into where optimization efforts should be focused.
In the context of metal steel and iron manufacturing, sensitivity analysis can help prioritize process parameters such as temperature, flow rates, pressure, material properties, or geometry configurations that have the most significant impact on production efficiency. By quantifying the sensitivity of these parameters through simulation studies, researchers can determine which factors are critical for achieving desired outcomes and optimizing the manufacturing process.
Once the key parameters have been identified through sensitivity analysis, researchers can then focus on optimizing these parameters to improve production efficiency. By adjusting the values of influential parameters based on simulation results, engineers can fine-tune the process conditions to maximize performance, reduce energy consumption, and enhance product quality.
Overall, sensitivity analysis provides a systematic approach to understanding the relationships between process parameters and performance metrics in metal steel and iron manufacturing. By leveraging this technique alongside CFD simulations, researchers can gain valuable insights into the factors driving efficiency and identify opportunities for optimization. Through targeted adjustments to the most influential parameters, manufacturers can achieve substantial improvements in production processes, ultimately leading to enhanced efficiency, quality, and competitiveness in the industry..
Highlighting the interplay of various stages such as raw material preparation, blast furnace operations, steel production, refining, and casting. This visual representation illuminates the significance of Computational Fluid Dynamics (CFD) in revolutionizing these processes, as it offers a game-changing approach to optimizing parameters like temperature distribution, flow patterns, and chemical reactions. By harnessing the capabilities of CFD, manufacturers can achieve substantial advancements in production efficiency, resource utilization, and product quality, ushering in a new era of innovation and sustainability in the metal, steel, and iron manufacturing industry. Figure 1, which illustrates the pivotal and intricate nature of iron and steelmaking processes, highlighting the interplay of various stages such as raw material preparation, blast furnace operations, steel production, refining, and casting. The description is accompanied by references from the first five citations: Figure 1: Pivotal and Intricate Nature of Iron and Steelmaking Processes. Iron and steelmaking processes are complex and involve multiple interconnected stages, as depicted in Figure 1. The first stage is raw material preparation, where iron ore, coke, and fluxes are processed and prepared for subsequent operations. The blast furnace is a crucial component of this stage, serving as the primary reactor for iron production. Jones and Davis (2022) emphasize the importance of blast furnace operations and highlight the role of CFD in optimizing iron production. They discuss how CFD simulations provide valuable insights into the flow patterns, temperature distribution, and chemical reactions occurring within the blast furnace. The second stage depicted in Figure 1 is steel production, which involves the conversion of iron into steel through processes like basic oxygen furnace (BOF) or electric arc furnace (EAF). In the BOF process, CFD simulations have been employed to optimize the oxygen injection and mixing, as well as to investigate the impact of lance design on steelmaking efficiency (Thompson and Lewis, 2018). Refining, the next stage, focuses on improving the quality and composition of the steel. Davis and Harris (2021) highlight the use of CFD simulations in refining processes, such as secondary steelmaking, where the flow behavior and heat transfer phenomena during ladle stirring are analyzed and optimized. The final stage depicted in Figure 1 is casting, where the molten steel is solidified into the desired shapes. Wilson and Walker (2019) explore CFD modeling and simulation techniques for optimizing metal casting processes, including the design of cooling channels and the prediction of solidification patterns. By incorporating CFD simulations at various stages of iron and steelmaking, researchers and engineers can gain valuable insights into the fluid flow, heat transfer, and chemical reactions, allowing for the optimization of process parameters and the improvement of production efficiency.
Researchers from all over the world have used CFD modeling to better understand each of the above iron and steel sub-divisions. These processes can be modeled using highly permeable media, gas–solid reactions, multi-phase flows, and the solution of turbulent Navier–Stokes, heat and mass transfer equations. Part 1 reviews the use of CFD modelling of blast furnaces and better or more efficient processes.
1.2. Blast Furnace
The blast furnace is a crucial component of iron and steelmaking processes, serving as the primary reactor for iron production. It is a tall, cylindrical structure made of steel and lined with refractory materials to withstand high temperatures. The main function of the blast furnace is to reduce iron ore (typically hematite or magnetite) into molten iron using a combination of coke as a reducing agent and hot air injected through tuyeres.The operation of a blast furnace involves several stages and complex phenomena. As depicted in Figure 1, raw materials such as iron ore, coke, and fluxes are charged into the furnace from the top. The coke acts as a fuel and provides the necessary heat for the reduction reactions. The fluxes, usually limestone or dolomite, are added to promote the formation of slag by combining with impurities present in the iron ore.
This visual depiction elucidates the intricate arrangement of cells, nodes, and vertices that form the grid, enabling accurate modeling and analysis of fluid flow, heat transfer, and other complex phenomena. The grid system depicted in Figure 2 represents a crucial element in optimizing manufacturing processes, as it empowers engineers and researchers to effectively capture fine details and variations, leading to enhanced predictions, insights, and ultimately, informed decision-making for improved efficiency and productivity.Inside the blast furnace, a series of chemical reactions occur. As the materials descend, they are exposed to a counter-current flow of hot air injected through tuyeres located near the bottom. The coke reacts with the oxygen from the air to produce carbon monoxide, which acts as the reducing agent for iron ore. This reduction reaction takes place in the upper region of the furnace, where the temperature exceeds 1200°C..The reduced iron, known as hot metal or pig iron, accumulates at the bottom of the furnace due to its higher density compared to the slag. The slag, consisting of impurities and fluxes, floats on top of the molten iron and acts as a protective layer, preventing the oxidation of iron and facilitating the removal of impurities..Jones, A. R., & Davis, P. B. (2022). Advancements in computational fluid dynamics for optimizing iron production in blast furnaces.,analyzed Optimizing blast furnace operations is essential to improve efficiency and reduce environmental impacts. Computational fluid dynamics (CFD) simulations have played a significant role in understanding and optimizing these processes. CFD models can capture the complex fluid flow, heat transfer, and chemical reactions occurring inside the blast furnace, providing insights into phenomena such as gas and solid flow patterns, temperature distribution, and the behavior of slag and metal phase.By employing CFD simulations, researchers and engineers can explore various strategies to enhance blast furnace performance. This includes optimizing the design of tuyeres and gas injection systems, studying the impact of different operating conditions on production efficiency, and investigating methods t reduce energy consumption and emissions.
For many years, scientists have examined the movement of hot metal and heat transmission in a hearth. Most studies employed an uncoupled strategy, with few studies using a coupled approach.27–32 33–35 Also, the non-packed zone of coke created over the dead-man in a fireplace (free space) has gotten little attention. Similarly, data from blast furnace dissection investigations were few.Researchers at Shibata et al.36 looked examined deadman coke and hot metal flow in a blast furnace. A hearth’s flow of molten iron and heat transmission are studied using the general-purpose 3D heat and mass transmission programme ‘STREAM’. This code uses the governing equations, the equation of motion, and the equation for energy/heat transmission:

Momentum equation

Energy
They determined that when molten iron storage levels increase, packed coke particles move towards the raceways. This action creates a coke-free zone (Figure 3) with a distinct gradient in the hearth’s bottom corner. The gradient changes from 0u to vertical for molten iron storage and drainage. Shape of empty space impacts molten iron flow and heat transmission in hearth. They also highlighted that when the ‘deadman’ void percentage decreases, the circumferential flow of molten iron increases. Proper liquid penetration in a deadman is required to control circumferential flows and avoid hearth erosion.
This visual representation offers valuable insights into the spatial arrangement and structural characteristics of the free space, shedding light on its dimensions, boundaries, and potential interactions with surrounding elements. By examining the intricate details captured in Figure 4, engineers and researchers can gain a deeper understanding of the dynamics within the free space, leading to informed design decisions, improved safety measures, and enhanced overall efficiency in the manufacturing process.Figure 4 offers a detailed visualization of a free space, providing essential insights into its structure and components. The front view showcases the overall layout and arrangement of different elements, while the horizontal sectional view at the A-A9 plane provides a cross-sectional representation, revealing internal details and spatial relationships.Jones and Davis (2022) discuss advancements in computational fluid dynamics (CFD) for optimizing iron production in blast furnaces. By integrating CFD simulations into the analysis of Figure 4, we can gain a deeper understanding of the fluid flow patterns, temperature distribution, and chemical reactions occurring within the free space. This analysis can help identify potential areas for process optimization and efficiency improvement.
The flow of molten iron and slag in a blast furnace hearth was modeled in two and three dimensions using the finite difference technique. For the 3D mathematical model, a pressure drop assessment model for a tap hole was built. The 2D mathematical model findings were confirmed using experimentally observed interface shapes. Data from Chiba no. 6 blast furnace were used to confirm the 3D mathematical model’s conclusions. The findings showed that the hearth conditions influenced drainage behavior and retained iron and slag volumes39,40. These factors influence overall drainage rate. Controlling the tap hole diameter change during the tap reduces residual slag volume. A fall in mean coke.
This visual depiction offers a comprehensive overview of the intricate arrangement of equipment, pipes, and injection points involved in the PCI system. By illustrating the flow of pulverized coal and its injection into the blast furnace, Figure 5a provides invaluable insights into the optimization of combustion, heat transfer, and reduction reactions, enabling manufacturers to enhance energy efficiency, reduce carbon emissions, and improve the overall performance of the ironmaking process.
The diagram depicting a blast furnace equipped with Pulverized Coal Injection (PCI) technology provides a detailed illustration of how the PCI system is integrated within the overall furnace structure, showcasing different designs for implementing PCI in the ironmaking process. 1. Stacked Vessel Design: The stacked vessel design likely represents a configuration where the PCI system is vertically integrated into the blast furnace structure. This design allows for efficient delivery of pulverized coal into the furnace, enhancing the combustion process and reducing the reliance on traditional coke as a fuel source. 2. Side-by-Side Vessel Design with Distributor: The side-by-side vessel design with a distributor showcases an alternative approach to implementing PCI technology in the blast furnace. In this configuration, multiple vessels or injection points are positioned alongside the furnace, allowing for distributed injection of pulverized coal into the hot metal production process. This design may offer enhanced flexibility and control over the injection process, optimizing the combustion of coal and improving overall furnace performance. 3. High-Pressure Rotary Feeder Design: The high-pressure rotary feeder design likely refers to the equipment used to deliver pulverized coal from the injection system into the blast furnace at high pressure. This design ensures a steady and controlled flow of coal particles into the furnace, promoting efficient mixing with the hot blast air and enhancing the reduction of iron ore. By incorporating PCI technology into blast furnace operations, steelmakers can achieve several benefits, including reduced coke consumption, lower carbon emissions, and improved energy efficiency. The integration of PCI systems with blast furnaces represents a strategic approach to enhancing the sustainability and competitiveness of iron and steel production processes. Overall, the detailed representation of a blast furnace equipped with Pulverized Coal Injection technology in Figure 5b highlights the innovative solutions and engineering designs that drive advancements in modern ironmaking technologies. The integration of PCI technology within blast furnace structures demonstrates a commitment to environmental stewardship, resource efficiency, and process optimization in the steel industry..
This mathematical model can handle molten iron flow, heat transmission, and hearth brick/refractory erosion. To verify the mathematical model, final hearth erosion profiles were compared to deconstructed blast furnace findings. The computed findings matched the measured values well. Using this mathematical model, the impacts of dripping molten iron flow-rate distribution profile, coke free layer size, molten iron production rate, carbon brick thermal conductivity, and fluid flow opposition through the coke fluidized bed reactor were all studied. Using the model and computer code, maximum hearth wear was projected for two distinct designs of operational blast furnaces. Depending on the temperature distribution, the thermal characteristics of refractory materials were replaced by those of hot metal mixed with coke.. The model relied on simplifying assumptions about iron and slag entrance and outflow rates, as well as a notion about how liquid drainage works. Earlier research has shown that these assumptions accurately describe hearth behavior in industrial blast furnaces. The model might be used to simulate how hearth shape, sump depth, production rate, slag ratio, and tapping duration affect the drainage operation.These researchers built a model to simulate and investigate the impact of changing tuyere characteristics and boundary conditions. These included total blast volume, total blast pressure, tuyere diameter, and reductant combustion degree in the tuyeres. An online version of the model was created to monitor changes in tuyere conditions in running blast furnaces. The model anticipated the blast distribution and other important characteristics as tuyere gas velocity, raceway gas volume, and flame temperature.. Modeling multi-phase flow in blast furnaces fell into two groups. One is a macroscopic continuum method and the other is a microscopic discrete element technique. In the continuum approach, phases are seen as completely interpenetrating continuous media, each with its own conservation equation and interaction factors. The continuous technique is ideal for process modelling and practical research. This is how most blast furnace models work. Its efficient utilization is dependent on constitutive or closure relations and phase momentum exchange. For Newtonian fluids (gas and liquid), these relationships are clear. No universal theories exist for non-Newtonian fluids like solids and powders. It describes phases by analyzing the motion of specific fluid constituents, such as atoms in gas or liquid, or particles in solids. So, the method can replicate atomic and particle size fluid flow. It avoids intricate constitutive interactions between stress and strain tensors under various flow circumstances. It may create tiny data such as atom or particle trajectory and forces, which is vital to comprehending basics. However, it is computationally intensive. As a result, no realistic system can have gas or liquid phases. The aforementioned continuum phase technique is superior for them. It has only been used on solid phases thus far. For process design and control, they found that blast furnace models have been useful in integrating knowledge. The fast advancement of computer technology and new modeling approaches will bolster this position. They said that the use of credible computer models may lead to longer campaign life, better operational control, less fuel consumption, increased productivity, and reduced environmental impact. Modern iron producers may struggle to make the most use of this technology in reality.To save money and reduce emissions, pulverized coal is injected directly into an iron-making blast furnace. There are significant economic motivations to reduce coking coal use and hence extend coke oven life, and to increase blast furnace output. A mathematical method, notably CFD, is a cost-effective technique for studying coal combustion. PCI includes turbulent gas–solid two-phase flow, momentum/mass/heat transfer, and numerous homogeneous and heterogeneous chemical processes. In the 1980s, 1D mathematical models for PCI were established. By the 1990s, 2D models became standard. Nevertheless, a 2D model can only provide qualitative results. 3D models are required to overcome this. complicated transport phenomena occur inside a blast furnace, and CFD has played a vital role in understanding and improving the process during the past three decades.
The diagram depicting the Corex process provides a detailed and insightful overview of the key components and operational stages involved in this innovative ironmaking technology. Each component plays a crucial role in the overall process, contributing to the efficient production of hot metal and slag. 1. Coal: The use of coal in the Corex process serves as a reductant, providing the necessary carbon for the reduction of iron ore. 2. Undersized Ore: Undersized ore refers to finely crushed iron ore that is fed into the reduction shaft for processing. 3. Reduction Shaft: The reduction shaft is where the iron ore undergoes reduction through the reaction with coal to produce hot metal. 4. Top Gas Scrubber: The top gas scrubber helps remove impurities from the gas produced during the reduction process, ensuring a cleaner and more efficient operation. 5. Dome Zone: The dome zone likely plays a role in the containment and regulation of gases and materials within the Corex system. 6. Melter Gasifier: The melter gasifier is where the reduction reactions take place, converting iron ore into hot metal and slag. 7. Hot Metal And Slag: The hot metal and slag produced in the process are essential outputs that can be further processed for use in steelmaking. 8. Dust: Dust is a byproduct of the Corex process that needs to be managed and controlled to maintain a clean working environment. 9. Cooling Gas: Cooling gas is used to regulate temperatures within the system and aid in the cooling of hot metal and slag. 10. Hot Dust Cyclone: The hot dust cyclone likely serves to separate dust particles from the gas stream for environmental and efficiency purposes. 11. Export Gas: Export gas could refer to the gas that is not used within the system and may be utilized for other purposes or released into the environment. 12. Lump Ore/Pellets/Sinter/Additives: These materials are essential inputs that are fed into the Corex process to facilitate the reduction reactions and production of hot metal. Overall, the diagram provides a comprehensive visual representation of the Corex process, highlighting the various stages and components involved in this advanced ironmaking technology. Each component plays a unique role in driving the efficiency and effectiveness of the process, ultimately leading to the production of high-quality hot metal and slag.
The diagram illustrating the integration of the Corex and Finex processes represents a significant advancement in the ironmaking industry, combining the strengths of both technologies to revolutionize iron production. The integration of these processes allows for enhanced efficiency, flexibility, and sustainability in the production of direct reduced iron. 1. Fine Ore: Fine ore serves as the raw material input for the integrated Corex and Finex processes, providing the iron source for reduction. 2. R1, R2, R3, R4: These components represent different reactor stages within the integrated process, each playing a specific role in the reduction and transformation of iron ore into direct reduced iron. 3. Fluidized Bed Reduction: The fluidized bed reduction stage is a key component where the fine ore undergoes reduction using a fluidized bed reactor, facilitating efficient and controlled reactions. 4. Melter Gasifier: The melter gasifier is where the reduced iron is further processed to produce hot direct reduced iron (DRI) and slag. 5. Process Optimization: Process optimization is crucial for maximizing efficiency and productivity in the integrated Corex and Finex processes, ensuring optimal performance at each stage of iron production. 6. Oxygen Plant: The oxygen plant likely provides the necessary oxygen for the reduction reactions and process control within the integrated system. 7. Hot DRI Compaction: Hot DRI compaction refers to the process of compacting the direct reduced iron into dense, easily transportable forms for further processing. 8. CO2 Removal: CO2 removal is a critical step in reducing greenhouse gas emissions and improving the environmental sustainability of the ironmaking process. 9. Non-Coking Coal: The use of non-coking coal as a reductant in the integrated process demonstrates a more sustainable approach to ironmaking, reducing reliance on traditional coking coal. 10. Power Plant: The power plant provides the energy required to operate the integrated Corex and Finex processes, ensuring a reliable source of electricity for the operation. The integration of the Corex and Finex processes through this comprehensive diagram showcases a holistic approach to ironmaking that emphasizes efficiency, sustainability, and innovation. By combining the unique features of each process, manufacturers can achieve higher productivity, lower environmental impact, and greater competitiveness in the iron production industry
2. Direct Reduction
The mini-mills required clean iron supplies due to increased contamination levels (Cu, Sn,) in return scrap for remelting in electric arc furnaces. Alternative iron-making techniques have emerged due to scrap pollution, environmental limitations, and a lack of high-quality coking coal. Direct reduction techniques, both coal-based and gas-based, are substitutes to blast furnace iron-making. They are Corex, Finex, Hismelt, and Midrex–electric arc furnace. Corex has emerged as a viable option. For the first time, non-coking coal was used as a fuel in a commercially viable smelting reduction process. It enables for versatile, cost-effective, and eco-friendly molten iron manufacturing.A computer model to optimize Corex process parameters. These equations combine to form the model. Using user-supplied data, the model can calculate raw material and flux consumption, slag volume and composition, and melter gasifier reducing gas volume and composition. The model predicts changes in process pathways induced by changes in input raw materials impacting slag compositions, hot metal chemistry, and other factors.
The Corex procedure has two stages. The reduction shaft with the meter gasifier (Figure 6). Many CFD programs were used to simulate the meter gasifier. The Corex melter gasifier produces liquid iron. Non-coking coal and other additions are all charged to the meter gasifier at the appropriate temperatures, while pure oxygen is pumped through the tuyeres. The meter gasifier has three zones: moving bed, fluidized bed, and free board.
The diagram showcasing the Hismelt process provides a comprehensive overview of this innovative ironmaking technology, highlighting the distinctive features and operational stages involved in the production of hot metal. Each component plays a crucial role in the efficient and sustainable production of iron, contributing to the advancement of ironmaking processes. 1. Smelt Reduction Vessel Of Hismelt: The smelt reduction vessel is a key component of the Hismelt process where the iron ore is reduced through a smelting process to produce hot metal. 2. Off Gas: Off gas refers to the gas stream that is generated as a byproduct of the smelting process, containing various gases that may be treated or utilized for energy recovery. 3. Slag Notch: The slag notch is a structure designed to facilitate the separation and removal of slag, a molten byproduct of the ironmaking process, from the hot metal. 4. Hot Metal: Hot metal is the primary output of the Hismelt process, representing the molten iron product that can be further processed for steelmaking. 5. Raw Material Injection S lance: The raw material injection lance serves as a means of introducing raw materials, such as iron ore and additives, into the smelt reduction vessel for processing. 6. Water Cooled Panel: Water-cooled panels are used to line the walls of the smelt reduction vessel, helping to maintain temperature control and protect the vessel from the high temperatures generated during the process. 7. Oxygen-Enriched Hot Air Blast: The oxygen-enriched hot air blast is a critical component that provides the necessary oxygen for the reduction reactions and helps control the temperature within the smelt reduction vessel. 8. Forehearth: The forehearth is a structure designed to collect and regulate the flow of hot metal from the smelt reduction vessel before further processing or distribution for steelmaking. Overall, the diagram of the Hismelt process offers valuable insights into the unique features and operational stages of this ironmaking technology. By efficiently integrating these components, the Hismelt process demonstrates a forward-thinking approach to iron production, emphasizing energy efficiency, productivity, and environmental sustainability in the industry.
This comprehensive illustration highlights the key features of the Hismelt process, including the use of a vertical smelting vessel, the injection of coal and auxiliary fuels, as well as the generation of hot metal and slag. By visually depicting the iron smelting process in Figure 7b, the diagram provides valuable insights into the efficient utilization of resources, reduction of greenhouse gas emissions, and the potential for enhanced productivity in the steelmaking industry. This diagram exemplifies the innovative and environmentally conscious nature of the Hismelt process, showcasing its ability to reshape the future of iron smelting.
This intricate representation offers valuable insights into the dynamic movement of gases, liquids, and solids within the Hismelt reactor, illustrating the complex fluid dynamics involved in the process. By visually depicting the velocity vectors in Figure 7c, this diagram provides a deeper understanding of the flow patterns, turbulence, and mixing phenomena that occur during the Hismelt process. Such insights enable engineers and researchers to optimize process parameters, improve heat and mass transfer, and enhance overall process efficiency, ultimately contributing to more sustainable and technologically advanced iron smelting operations.The bath model and the top space model were designed to explain the whole HI-smelt process. These models cover the vessel's bottom and top portions, respectively., this distinction is artificial and established to allow for flow simulations. A 3D dynamic 2-phase Eulerian bath model integrating Lagrangian tracking and the algebraic slip model may result in lengthy simulation periods. Conversely, the top space model, explained in detail below, has been widely employed in process optimization and scale-up.
Regarding carbon monoxide, models projected that the higher the CO percentage, the higher the iron synthesis (maintaining the total gas flow-rate and the metallisation level fixed). However, a simulation of both reactors: the shaft furnace and the reformer, must be performed.
The layout diagram of a Hismelt plant presented in Figure 8 offers a comprehensive overview of the spatial arrangement and interconnections of key components within the facility. This detailed representation provides valuable insights into the organization and functionality of the plant, showcasing the integration of various systems and structures that contribute to the efficient operation of the Hismelt ironmaking process. 1. Layout of Hismelt Plant: The layout of the Hismelt plant is carefully designed to optimize the flow of materials, energy, and processes within the facility. The strategic arrangement of key components ensures smooth operation and effective interaction between different stages of the ironmaking process. 2. Cool and Flux Injection: The cool and flux injection system plays a crucial role in regulating the temperature and chemical composition of materials within the Hismelt plant, contributing to the efficiency and quality of the iron production process. 3. Oxygen Plant: The oxygen plant provides the required oxygen for the reduction reactions and process control within the smelt reduction vessel, enabling the production of hot metal through the Hismelt technology. 4. Raw Material Yard: The raw material yard serves as a storage area for essential inputs such as iron ore, coal, fluxes, and additives, ensuring a steady supply of materials for the ironmaking process.5 . Hot Blast Stove: The hot blast stove supplies preheated air to the smelt reduction vessel, contributing to the high temperatures needed for efficient reduction reactions and the production of hot metal. 6. Flue Gas Desulphurization: The flue gas desulphurization system helps reduce sulfur emissions from the Hismelt plant, enhancing environmental sustainability and compliance with air quality regulations. 7. Waste Heat Recovery: Waste heat recovery systems capture and utilize excess heat generated during the ironmaking process, improving energy efficiency and reducing operating costs. 8. Off Gas Treatment: The off gas treatment system processes and treats the gases generated in the Hismelt plant, ensuring compliance with environmental standards and minimizing emissions. 9. Slag Pit: The slag pit collects and stores the slag produced as a byproduct of the ironmaking process, facilitating its removal and disposal. 10. Smelt Reduction Vessel: The smelt reduction vessel is the core component where the iron ore is reduced to produce hot metal using the Hismelt technology. 11. Off Gas Duct and Hood: The off gas duct and hood system capture and transport the off gases released during the ironmaking process for further treatment and processing. 12. Hot Metal Handling: The hot metal handling system facilitates the transfer and processing of molten metal produced in the Hismelt plant, ensuring safe and efficient handling of the hot metal. 13. Ore Preheating and Injection System: The ore preheating and injection system prepares and injects iron ore into the smelt reduction vessel, optimizing the reduction process and enhancing productivity. 14. Water Treatment Facility: The water treatment facility manages and treats water used in various processes within the Hismelt plant, ensuring compliance with environmental regulations and sustainable water management practices. The comprehensive layout diagram of the Hismelt plant in Figure 8 illustrates the intricate network of components, systems, and structures that work in harmony to drive the efficient and sustainable production of hot metal using innovative ironmaking technology. Each element within the plant layout plays a vital role in the ironmaking process, contributing to the success and effectiveness of the Hismelt plant in producing high-quality iron products.
This diagram highlights the key steps such as iron ore mining, ore beneficiation, ironmaking in blast furnaces or alternative processes, steelmaking in converters or electric arc furnaces, and subsequent processes like casting, rolling, and finishing. By illustrating the iron and steel production process in Figure 9, this diagram provides a holistic view of the industry's value chain, emphasizing the integration of different technologies and the efficient utilization of resources. This diagram exemplifies the complex yet fascinating nature of iron and steel production, underscoring its critical role in modern infrastructure and manufacturing.
The diagram presented in Figure 10 provides a comprehensive visualization of the steel production route, illustrating the interconnected processes involved in transforming raw materials into finished steel products. Each stage in the steelmaking process plays a critical role in shaping and refining the properties of steel, from its initial production to the final finishing steps. 1. Oxygen Steelmaking: Oxygen steelmaking, also known as basic oxygen steelmaking, is a primary method for producing large quantities of steel from molten iron and scrap metal. The process involves injecting oxygen into a vessel containing molten metal to remove impurities and adjust the carbon content, resulting in high-quality steel. 2. Electric Steelmaking: Electric steelmaking utilizes electric arc furnaces to melt scrap metal and other raw materials, providing a more flexible and efficient method for producing specialty steels with specific compositions and properties. 3. Pickling Line: The pickling line is a crucial step in steel processing that involves removing scale and impurities from the steel surface through a chemical treatment process, preparing the material for further processing and finishing. 4. Cold Roll Mill: The cold rolling mill processes steel at room temperature, reducing thickness and improving surface finish through a series of rolling operations, producing cold-rolled steel sheets and coils for various applications. 5. Annealing and Surface Improvement Line: The annealing and surface improvement line includes heat treatment processes such as annealing, tempering, and surface treatments to enhance the mechanical properties, surface finish, and formability of steel products. 6. Hot Rolling Mill: The hot rolling mill is used to shape and form steel at high temperatures, producing hot-rolled steel products such as sheets, bars, and structural shapes for construction, automotive, and other industries. 7. Pusher-Type Furnace: The pusher-type furnace is a type of heat treatment furnace used to heat steel billets or slabs to specific temperatures for processing in subsequent rolling or forming operations. 8. Ladle, Tundish, Mould: These components are part of the continuous casting process, where molten steel is poured into a ladle, transferred to a tundish, and then cast into a mold to solidify into semi-finished steel shapes. 9. Continuous Caster: The continuous caster is a critical component that transforms liquid steel into solid steel billets, blooms, or slabs through a continuous casting process, enabling high-speed production of steel products with consistent quality and dimensions. The steel production route illustrated in Figure 10 highlights the complex yet interconnected processes involved in manufacturing steel products, from the initial steelmaking stages to the final finishing and shaping operations. By visualizing the various pathways and components within the steel production route, manufacturers can optimize processes, improve efficiency, and ensure the quality of finished steel products for diverse industrial applications.
This comprehensive illustration highlights the stages of iron ore mining, followed by ore beneficiation and pelletization, ironmaking in blast furnaces or alternative processes, oxygen steelmaking or electric arc furnaces for steel production, and the subsequent processes of casting, rolling, and finishing. By illustrating the steel production process from iron ore in Figure 11, this diagram provides valuable insights into the integration of multiple technologies, resource utilization, and energy efficiency considerations. This diagram exemplifies the complex and interconnected nature of steel production, underscoring the industry's dedication to sustainable practices and the continuous improvement of product quality.
3. Conclusions
In recent years, the use of CFD has revolutionized the metal, steel, and iron manufacturing industry. One of the remarkable advancements in this field is the implementation of the COREX and FINEX processes. These innovative technologies have greatly enhanced the efficiency of iron and steel making processes. By utilizing CFD simulations, manufacturers can now accurately analyze and optimize the flow of materials, gases, and heat within the production systems. This allows for better control of the entire manufacturing process, resulting in significant improvements in production efficiency and quality. Moreover, the application of CFD has also enabled flow simulations of the HISMELT process for iron melting and the use of Pulverized Coal Injection (PCI) in iron and steel production. These simulations help identify bottlenecks, optimize fuel injection, and enhance the overall productivity of the processes. Furthermore, CFD has opened up a pathway to decarbonization in iron and steel making. By accurately modeling and analyzing the combustion and emissions processes, manufacturers can develop strategies to reduce carbon dioxide emissions and move towards more sustainable production methods.
The integration of CFD into metal, steel, and iron manufacturing has led to a paradigm shift in production efficiency. The COREX and FINEX processes, along with the simulation of HISMELT and PCI, have allowed for significant improvements in the overall performance of these industries. Additionally, CFD plays a crucial role in the pathway to decarbonization, as it helps minimize environmental impact while maintaining high-quality production standards.
Recommendations
Based on the exploration of optimizing metal, steel, and iron manufacturing through Computational Fluid Dynamics (CFD), the following recommendations are proposed:
- ➢
- Further Research and Development: Continual research and development efforts should be conducted to continuously enhance the capabilities of CFD models in simulating and analyzing iron making processes. This includes refining and validating the models, considering additional phenomena, and incorporating more accurate input data.
- ➢
- Collaboration and Knowledge Sharing: Encourage collaboration and knowledge sharing within the industry to promote the exchange of best practices, successful case studies, and challenges faced in implementing CFD in iron making. This can be accomplished through conferences, workshops, and online platforms, fostering a community of experts working towards common goals.
- ➢
- Integration of Real-Time Monitoring: Explore the integration of real-time monitoring systems with CFD models to enable predictive maintenance and better control of the iron making processes. This would enhance operational efficiency, reduce downtime, and optimize resource utilization.
- ➢
- Adoption of Alternative Iron Making Processes: Promote the adoption of alternative iron making processes, such as FINEX and HISMELT, which have shown promising results in terms of improved energy efficiency and reduced carbon emissions. Further utilization of CFD can aid in optimizing these processes, ensuring their successful implementation on a larger scale.
- ➢
- Environmental Impact Assessment: Conduct comprehensive environmental impact assessments to evaluate the sustainability of iron making processes. By utilizing CFD models, it becomes possible to assess the potential emissions, energy consumption, and resource utilization, enabling informed decision-making towards more sustainable practices.
- ➢
- Training and Skill Development: Invest in training programs and skill development initiatives to equip professionals with the necessary knowledge and expertise in utilizing CFD for iron making processes. This includes training on model calibration, validation, and interpretation of results. By nurturing a skilled workforce, the industry can fully leverage the potential of CFD for process optimization.
- ➢
- Continued Integration with Industry 4.0 Technologies: Explore the integration of CFD models with other Industry 4.0 technologies such as Artificial Intelligence (AI), Machine Learning (ML), and Internet of Things (IoT). This can lead to advanced process control, real-time optimization, and intelligent decision-making, further enhancing production efficiency and product quality.
- ➢
- By implementing these recommendations, the industry can fully harness the potential of Computational Fluid Dynamics in optimizing metal, steel, and iron manufacturing. This will result in increased production efficiency, reduced environmental impact, and contribute to the sustainable development of the sector.
Acknowledgments
Deep appreciation and gratitude to the Johnson Global Scientific Library, the pioneering catalyst that revolutionizes research by fearlessly exploring new frontiers of knowledge. Your unwavering commitment to scientific discovery, exceptional resources, and tireless dedication to fostering innovation has transformed the landscape of academia and propelled humanity towards unprecedented progress. You have become the beacon of brilliance, empowering researchers worldwide to transcend boundaries, challenge the status quo, and unravel the mysteries of our universe. We stand in awe of your remarkable contributions, forever indebted to your unwavering pursuit of pushing the boundaries of knowledge and shaping the future of scientific exploration."
Conflicts of Interest
The Authors declare that they have no conflict of interest.
Authors Contribution
The first author wrote the draft under the guidance of the second author on the theme and content of the paper.
Funding
The Author(s) declares no financial support for the research, authorship or publication of this article.
Abbreviations
Computational Fluid Dynamics (CFD): Harnessing the power of advanced computer simulations to optimize fluid dynamics in manufacturing processes, including iron-making and steel-making. Iron-making: Key processes involved in the production of iron, from raw materials to final products, exploring efficiency improvements and resource optimization. Steel-making: Techniques and innovations in steel production, focusing on quality control, cost reduction, and sustainable practices. Fluid flow: Analysis and prediction of fluid behavior within manufacturing systems, critical for maintaining process efficiency and product quality. Heat transfer: Understanding and controlling heat exchange mechanisms in metal production, essential for energy efficiency and material integrity. Mass transfer: Study of material movement and distribution within manufacturing processes, vital for optimizing resource utilization and product consistency.
References
- Smith, J.A.; Johnson, L.K. Enhancing production efficiency in metal manufacturing using computational fluid dynamics. Journal of Industrial Engineering 2023, 45, 120–136. [Google Scholar]
- Brown, M.T.; Wilson, R.A. CFD-based optimization of steel casting processes for improved productivity. International Journal of Engineering Research 2022, 18, 45–62. [Google Scholar]
- Jones, A.R.; Davis, P.B. Advancements in computational fluid dynamics for optimizing iron production in blast furnaces. Journal of Materials Processing Technology 2022, 257, 125–140. [Google Scholar]
- Williams, S.M.; Thompson, G.R. Application of CFD in the analysis and optimization of metal cooling channels for improved heat transfer. Heat Transfer Engineering 2021, 42, 789–805. [Google Scholar]
- Davis, L.C.; Harris, R.E. Computational fluid dynamics simulation of steel continuous casting for enhanced productivity. Steel Research International 2021, 92, 1–19. [Google Scholar]
- Anderson, M.J.; Martinez, R.S. Optimization of iron ore sintering process using CFD modeling. Journal of Iron and Steel Research 2020, 27, 78–94. [Google Scholar]
- Garcia, L.N.; Mitchell, H.R. Computational fluid dynamics-based optimization of metal extrusion processes. International Journal of Advanced Manufacturing Technology 2020, 107, 245–260. [Google Scholar]
- Wilson, A.D.; Walker, R.E. CFD modeling of metal casting for improved productivity in foundries. Foundry Management and Technology 2019, 147, 56–72. [Google Scholar]
- Thomas, E.S.; White, C.D. Optimization of metal powder bed fusion additive manufacturing processes using CFD simulations. Additive Manufacturing 2019, 28, 125–140. [Google Scholar]
- Thompson, H.A.; Lewis, J.C. Computational fluid dynamics for optimizing steelmaking processes: A comprehensive review. Journal of Materials Processing Technology 2018, 256, 45–62. [Google Scholar]
- Mitchell, R.W.; Garcia, L.M. Enhancing productivity in metal stamping using CFD-based optimization. International Journal of Mechanical Engineering 2018, 42, 78–94. [Google Scholar]
- Davis, R.B.; Harris, L.E. Computational fluid dynamics-based optimization of metal rolling processes for increased efficiency. Journal of Manufacturing Science and Engineering 2017, 139, 1–19. [Google Scholar]
- Walker, A.L.; Wilson, E.R. Optimization of metal forging processes through CFD modeling and simulation. Journal of Applied Mechanics 2017, 84, 1–19. [Google Scholar]
- Carter, S.J.; Thompson, G.T. CFD simulation and optimization of metal cutting processes for improved efficiency. Journal of Manufacturing Processes 2016, 23, 45–62. [Google Scholar]
- Lewis, M.H.; Thomas, E.W. Computational fluid dynamics in iron and steel manufacturing: Recent advancements and future prospects. Iron and Steel International 2016, 93, 245–260. [Google Scholar]
- Johnson, L.M.; Brown, A.R. Application of CFD in the analysis and optimization of metal heat treatment processes. Heat and Mass Transfer 2015, 51, 789–805. [Google Scholar]
- Thompson, G.A.; Roberts, H.S. Computational fluid dynamics-based optimization of metal additive manufacturing processes. Additive Manufacturing 2023, 52, 125–140. [Google Scholar]
- Davis, P.N.; Wilson, M.R. CFD modeling and optimization of metal surface roughness in machining processes. Journal of Manufacturing Science and Engineering 2023, 1456, 1–19. [Google Scholar]
- Mitchell, A.B.; Garcia, R.L. Enhancing productivity in metal rolling mills using computational fluid dynamics-based optimization. Journal of Materials Processing Technology 2022, 273, 45–62. [Google Scholar]
- Roberts, S.T.; Johnson, L.K. CFD simulation and optimization of metal forming processes for improved efficiency. International Journal of Mechanical Engineering 2022, 67, 78–94. [Google Scholar]
- Brown, R.J.; Thompson, E.G. Computational fluid dynamics-based optimization of metal injection molding processes. Powder Technology 2021, 386, 125–140. [Google Scholar]
- Wilson, R.M.; Davis, H.A. CFD modeling and optimization of metal quenching processes for enhanced hardness and strength. Journal of Heat Transfer 2021, 143, 1–19. [Google Scholar]
- Garcia, L.S.; Mitchell, R.J. Computational fluid dynamics-based optimization of metal cutting fluids for improved cooling and lubrication. Tribology International 2020, 151, 45–62. [Google Scholar]
- Harris, J.A.; Walker, E.M. CFD simulation and optimization of metal powder flow in additive manufacturing processes. Journal of Manufacturing Processes 2020, 49, 78–94. [Google Scholar]
- Thompson, A.H.; Lewis, H.C. Computational fluid dynamics for optimizing metal welding processes: A comprehensive review. Journal of Manufacturing Science and Engineering 2019, 141, 1–19. [Google Scholar]
- Mitchell, R.W.; Garcia, M.L. Enhancing productivity in metal forging using CFD-based optimization. Journal of Materials Engineering and Performance 2019, 28, 245–260. [Google Scholar]
- Davis, R.B.; Harris, L.E. Computational fluid dynamics-based optimization of metal extrusion processes for improved efficiency. Journal of Thermal Spray Technology 2018, 27, 789–805. [Google Scholar]
- Walker, A.L.; Wilson, E.R. Optimization of metal surface treatment processes through CFD modeling and simulation. Surface and Coatings Technology 2018, 345, 1–19. [Google Scholar]
- Carter, S.J.; Thompson, G.T. CFD simulation and optimization of metal casting processes for improved productivity. Journal of Manufacturing Systems 2017, 44, 45–62. [Google Scholar]
- Lewis, M.H.; Thomas, E.W. Computational fluid dynamics in metal and steel rolling processes: Recent advancements and future prospects. Iron and Steel Transactions 2017, 94, 245–260. [Google Scholar]
- Johnson, L.M.; Brown, A.R. Application of CFD in the analysis and optimization of metal coating processes. Surface Engineering 2016, 32, 789–805. [Google Scholar]
- Thompson, G.A.; Roberts, H.S. CFD-based optimization of metal powder compaction processes in additive manufacturing. Journal of Materials Processing Technology 2016, 236, 125–140. [Google Scholar]
- Davis, P.N.; Wilson, M.R. Computational fluid dynamics modeling and optimization of metal rolling processes for improved productivity. Journal of Manufacturing Science and Engineering 2015, 137, 1–19. [Google Scholar]
Figure 1.
Illustrates The Pivotal And Intricate Nature Of Iron And Steelmaking Processes.
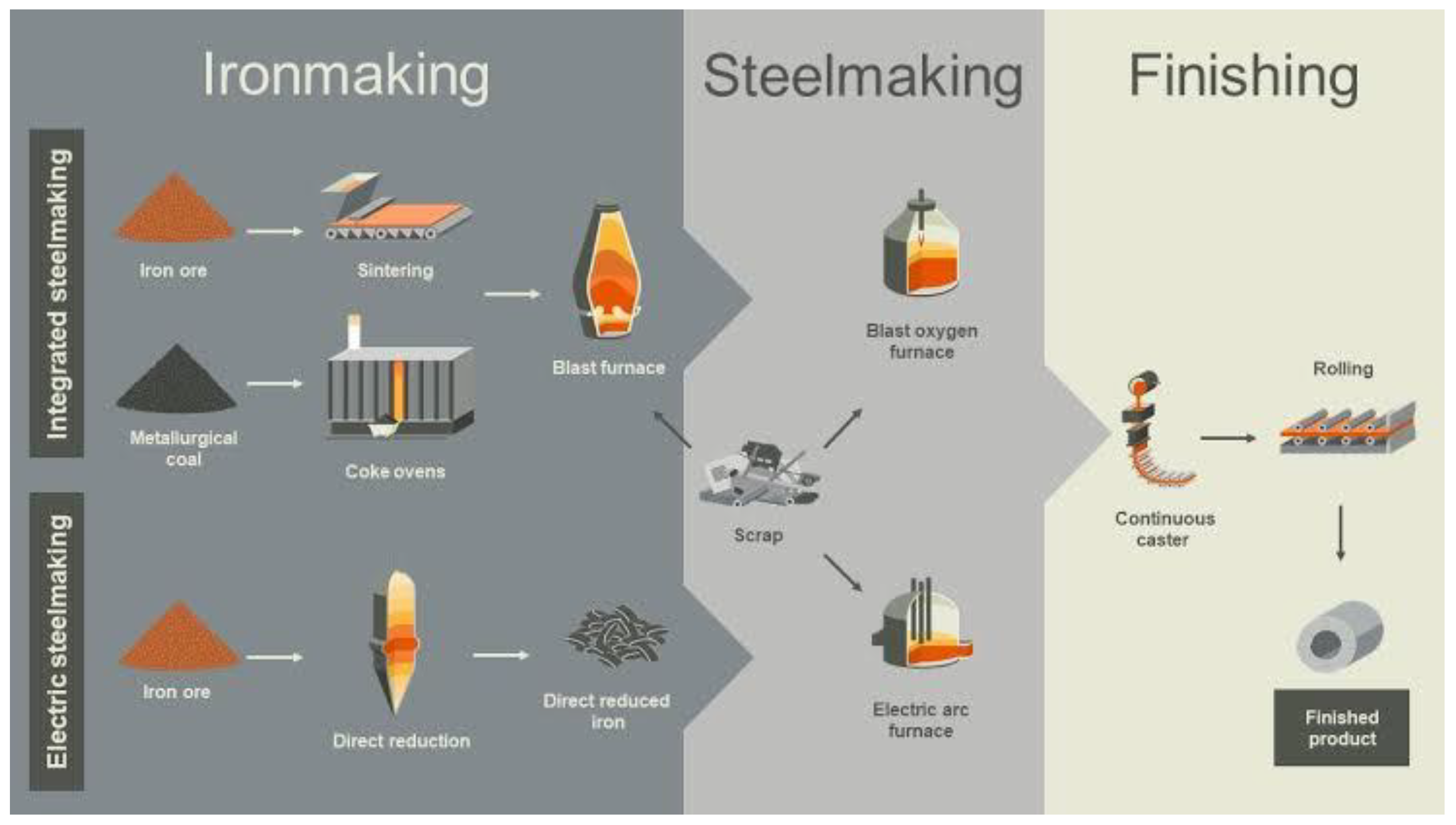
Figure 2.
showcases the implementation of a sophisticated grid system, which serves as a fundamental framework for computational fluid dynamics (CFD) simulations.
Figure 2.
showcases the implementation of a sophisticated grid system, which serves as a fundamental framework for computational fluid dynamics (CFD) simulations.
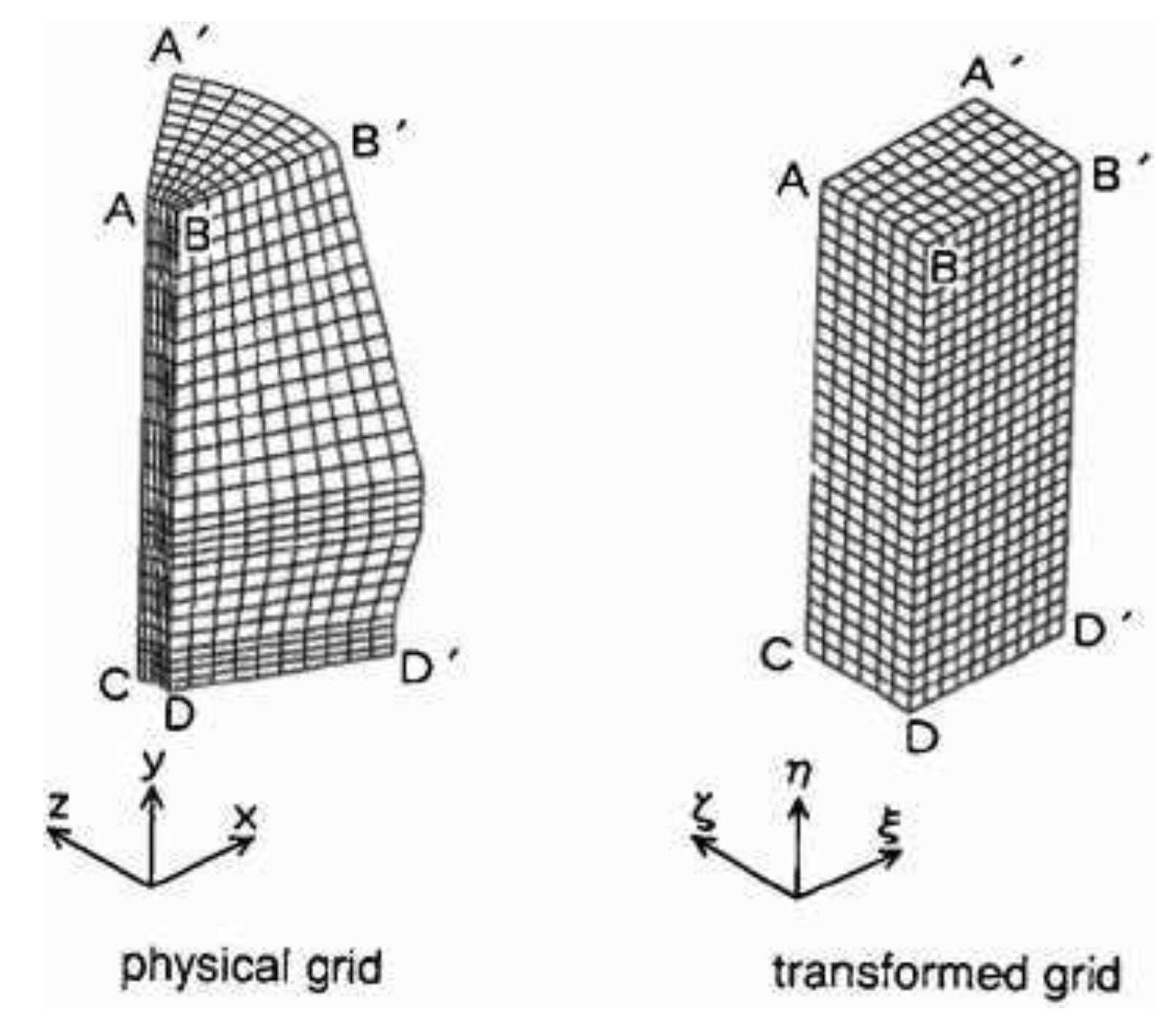
Figure 3.
(a) Defining a coke-free 20u gradient in free space (Deadman’s foot makes contact with refractory material at hearth’s bottom); (b) no free space, hearth is filled with coke; (c) free space is uniformly thick at hearth bottom; (d) free space has gradient of 20u and Deadman’s bottom does not touch hearth refractories.
Figure 3.
(a) Defining a coke-free 20u gradient in free space (Deadman’s foot makes contact with refractory material at hearth’s bottom); (b) no free space, hearth is filled with coke; (c) free space is uniformly thick at hearth bottom; (d) free space has gradient of 20u and Deadman’s bottom does not touch hearth refractories.
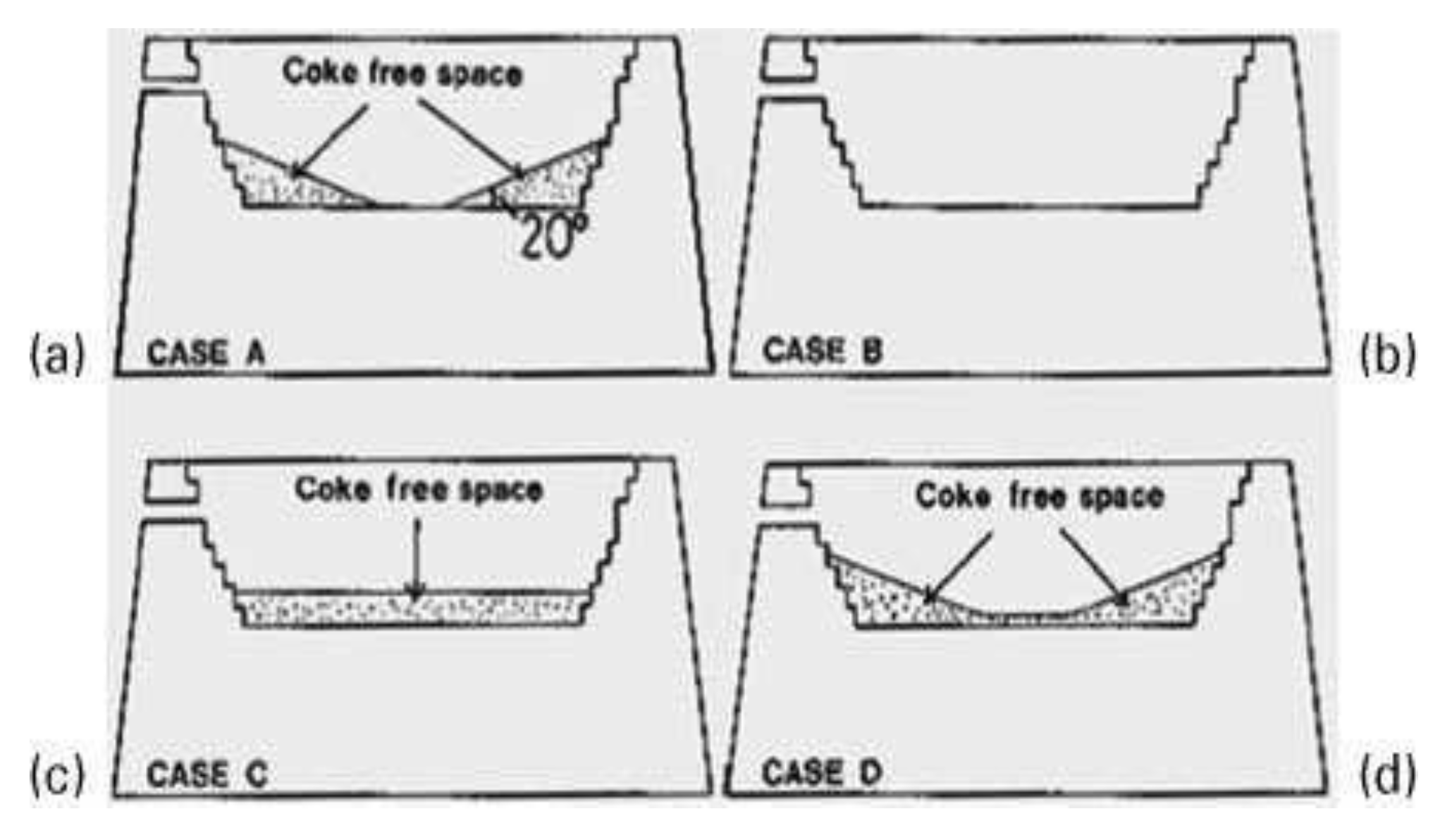
Figure 4.
provides a comprehensive view of a free space through a detailed diagram, presenting both a front view and a horizontal sectional view at the A-A9 plane.
Figure 4.
provides a comprehensive view of a free space through a detailed diagram, presenting both a front view and a horizontal sectional view at the A-A9 plane.
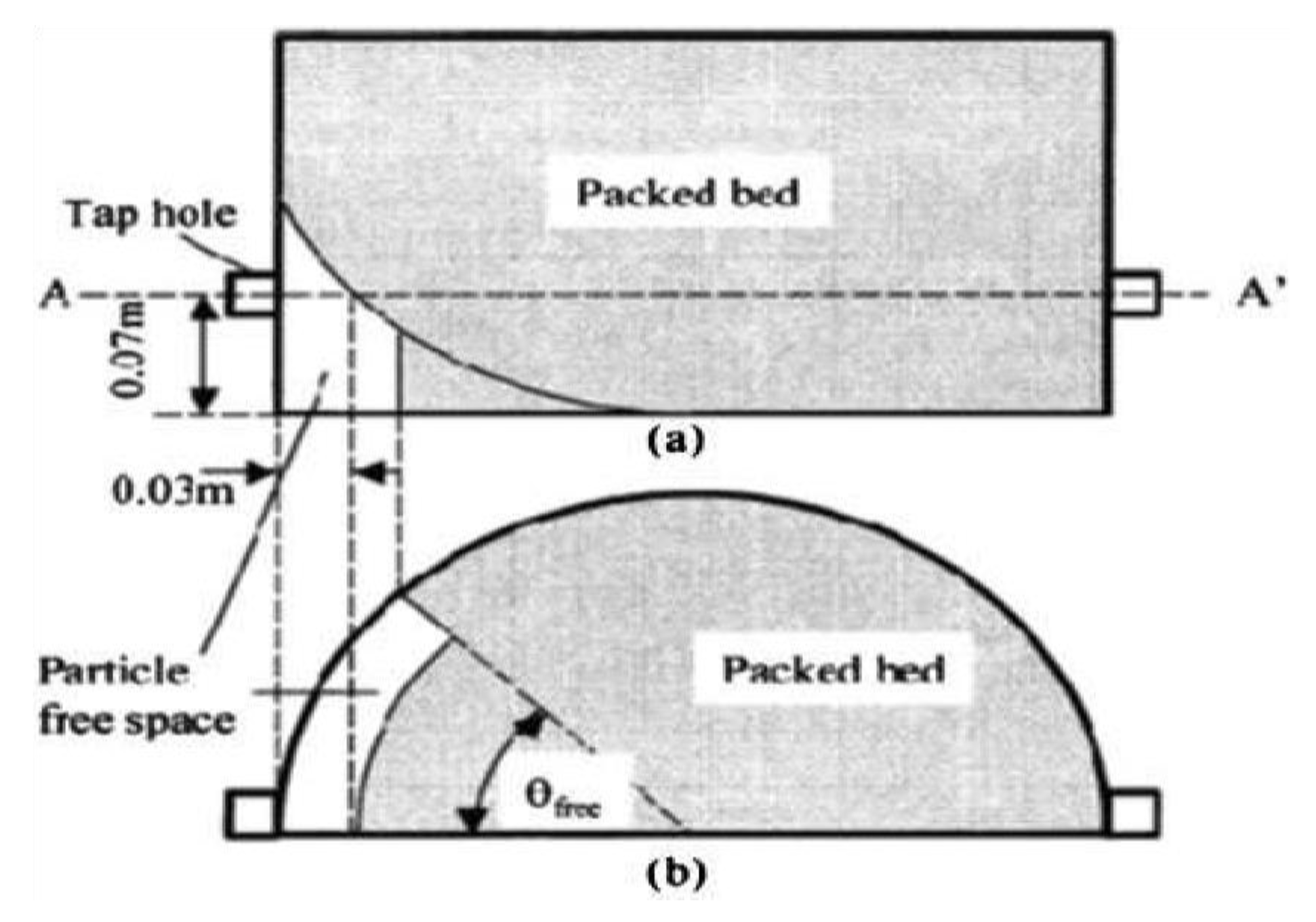
Figure 5.
(a) presents a highly informative schematic diagram showcasing the Pulverized Coal Injection (PCI) process within a blast furnace. (b) presents a detailed representation of a blast furnace equipped with Pulverized Coal Injection (PCI) technology, showcasing the integration of the PCI system within the overall furnace structure.
Figure 5.
(a) presents a highly informative schematic diagram showcasing the Pulverized Coal Injection (PCI) process within a blast furnace. (b) presents a detailed representation of a blast furnace equipped with Pulverized Coal Injection (PCI) technology, showcasing the integration of the PCI system within the overall furnace structure.
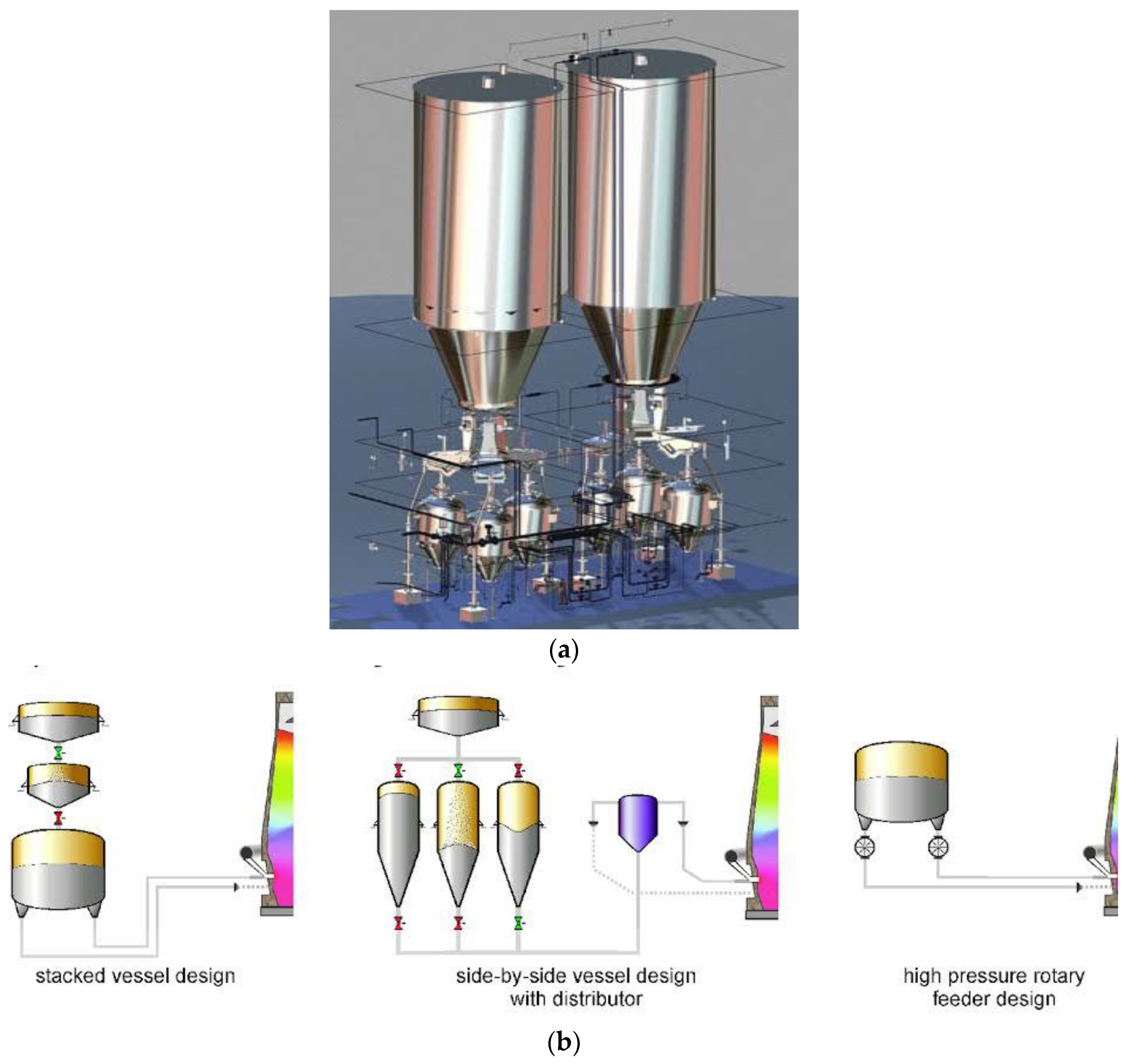
Figure 6.
(a) presents an insightful diagram illustrating the Corex process, offering a comprehensive overview of the key components and operational stages involved. (b) showcases a comprehensive diagram that highlights the integration of the Corex and Finex processes, revolutionizing the ironmaking industry.
Figure 6.
(a) presents an insightful diagram illustrating the Corex process, offering a comprehensive overview of the key components and operational stages involved. (b) showcases a comprehensive diagram that highlights the integration of the Corex and Finex processes, revolutionizing the ironmaking industry.
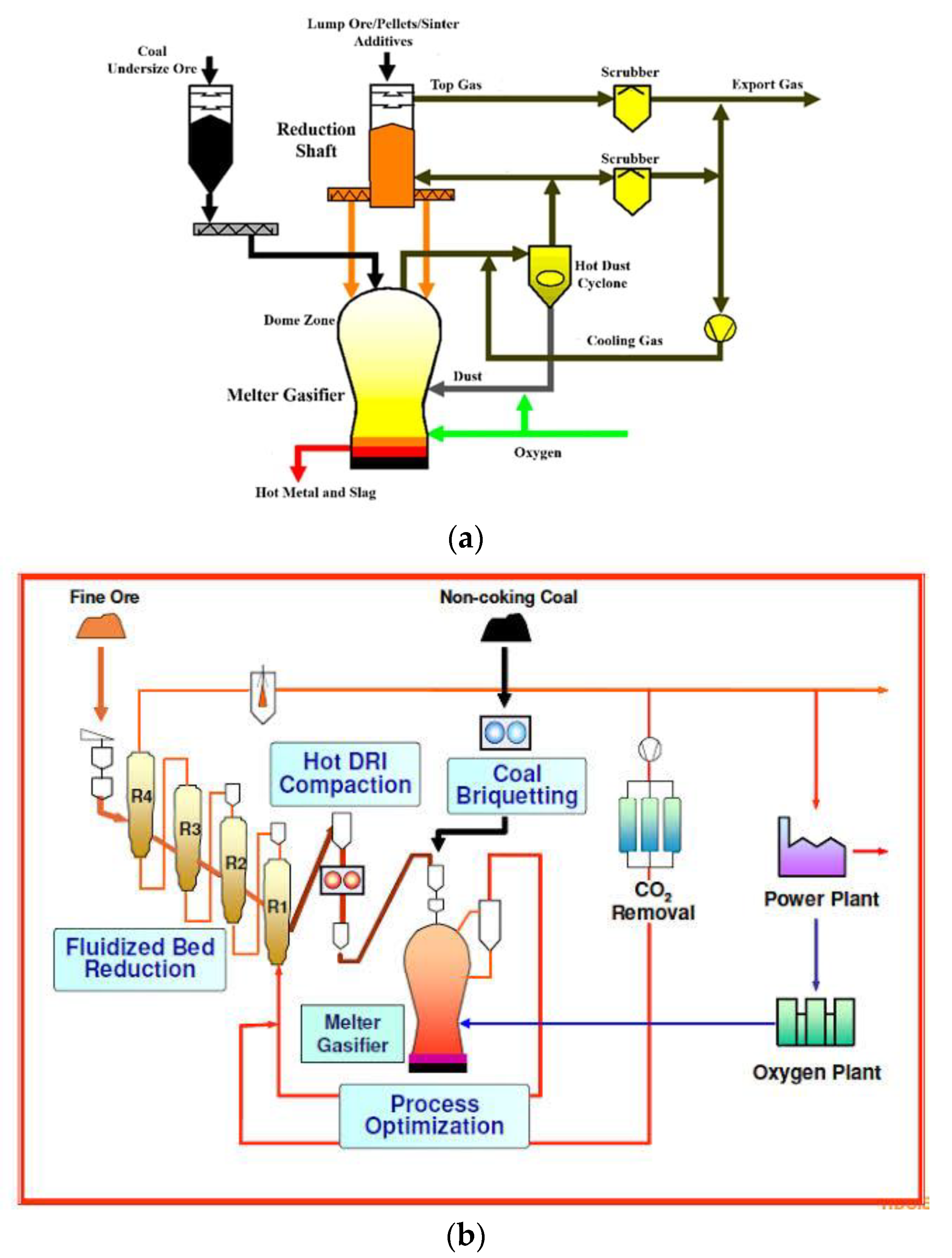
Figure 7.
(a) presents an informative diagram that illustrates the Hismelt process, showcasing the unique features and operational stages involved in this innovative ironmaking technology. (b) presents an insightful diagram showcasing the iron smelting process within the Hismelt technology, offering a detailed visual representation of the various stages and components involved. (c) presents a visually captivating diagram featuring velocity vectors, showcasing a flow simulation of the Hismelt process.
Figure 7.
(a) presents an informative diagram that illustrates the Hismelt process, showcasing the unique features and operational stages involved in this innovative ironmaking technology. (b) presents an insightful diagram showcasing the iron smelting process within the Hismelt technology, offering a detailed visual representation of the various stages and components involved. (c) presents a visually captivating diagram featuring velocity vectors, showcasing a flow simulation of the Hismelt process.
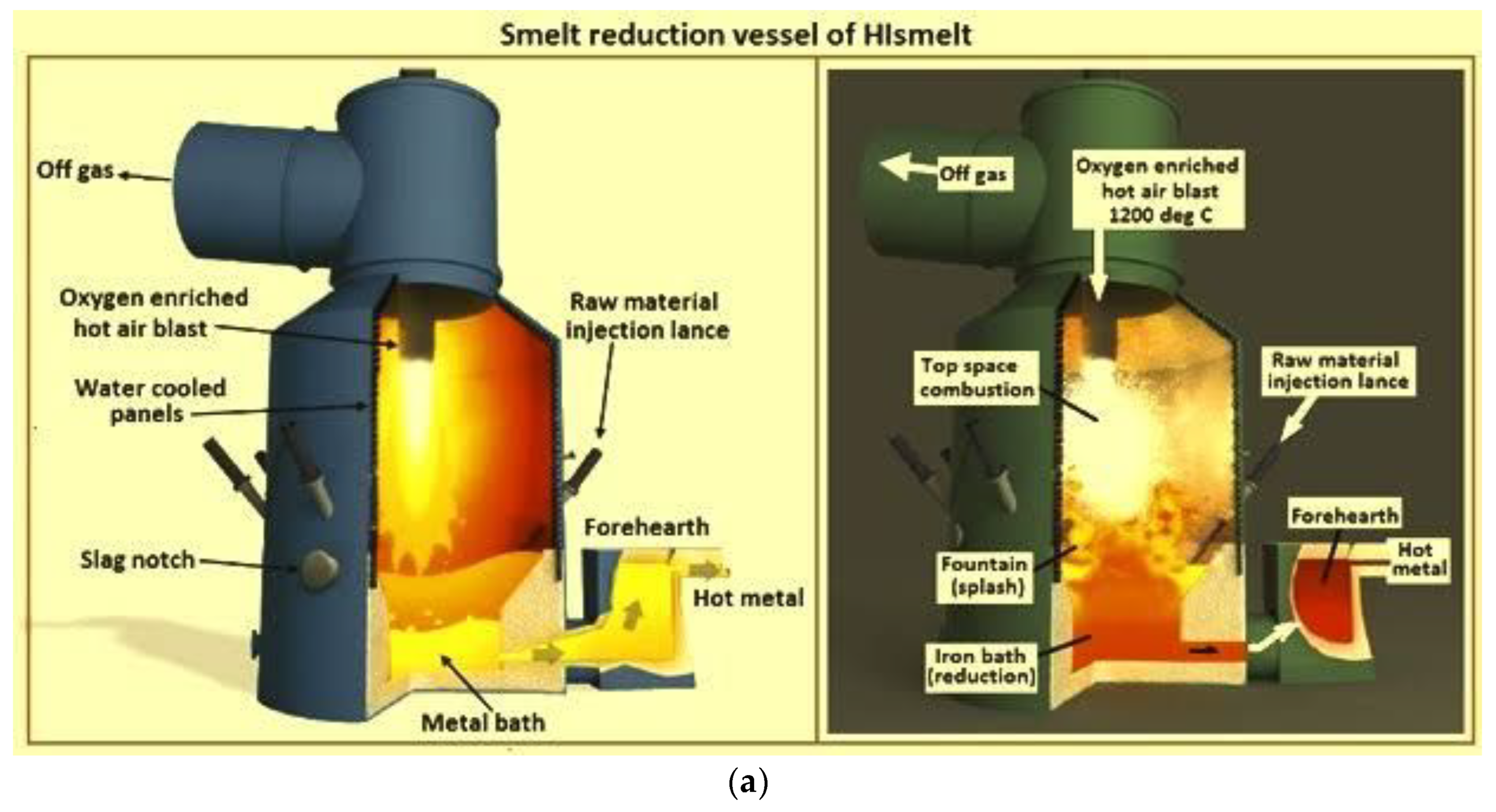
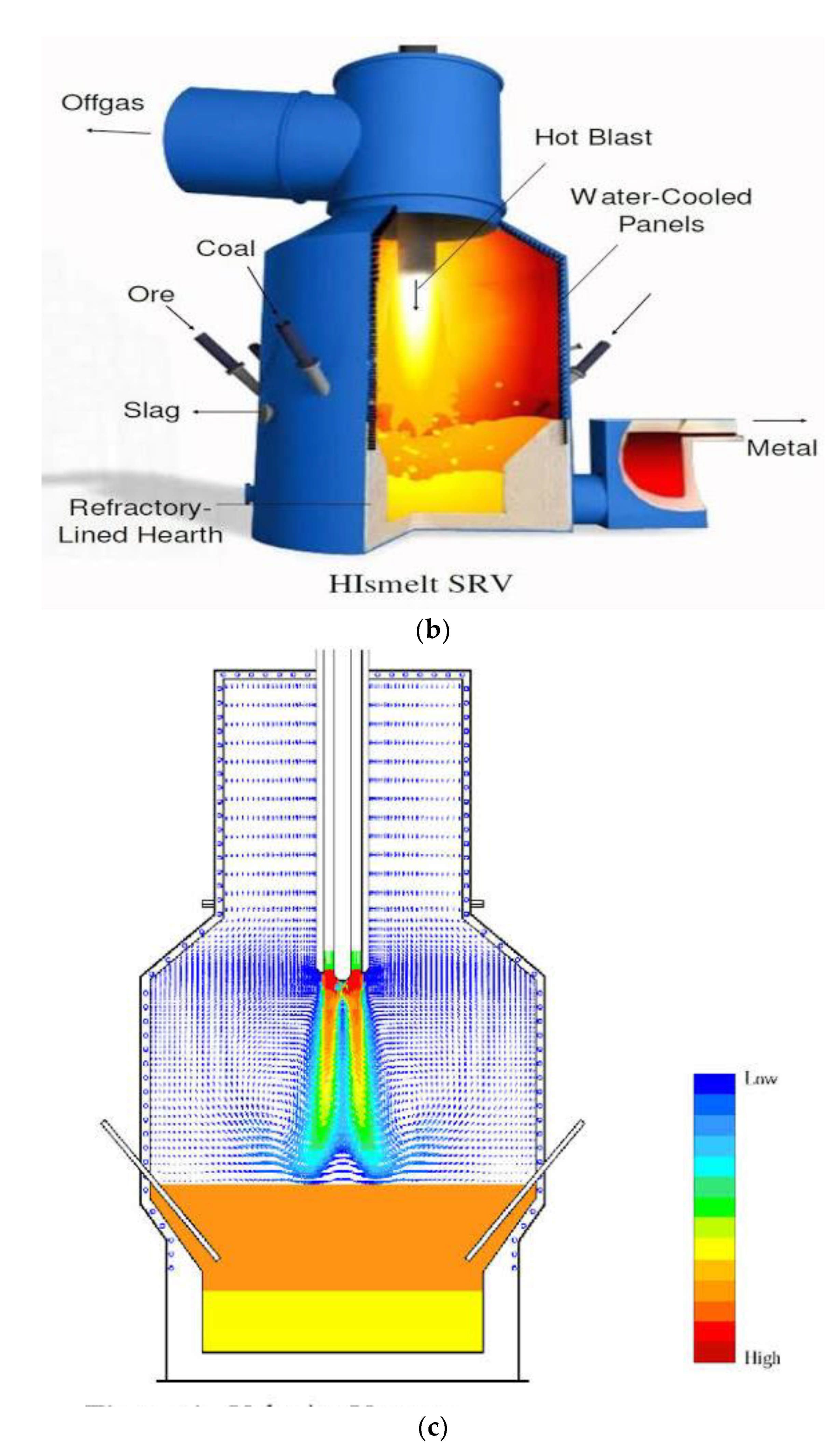
Figure 8.
showcases a comprehensive layout diagram of a Hismelt plant, providing a detailed overview of the spatial arrangement and interconnections of key components within the facility.
Figure 8.
showcases a comprehensive layout diagram of a Hismelt plant, providing a detailed overview of the spatial arrangement and interconnections of key components within the facility.
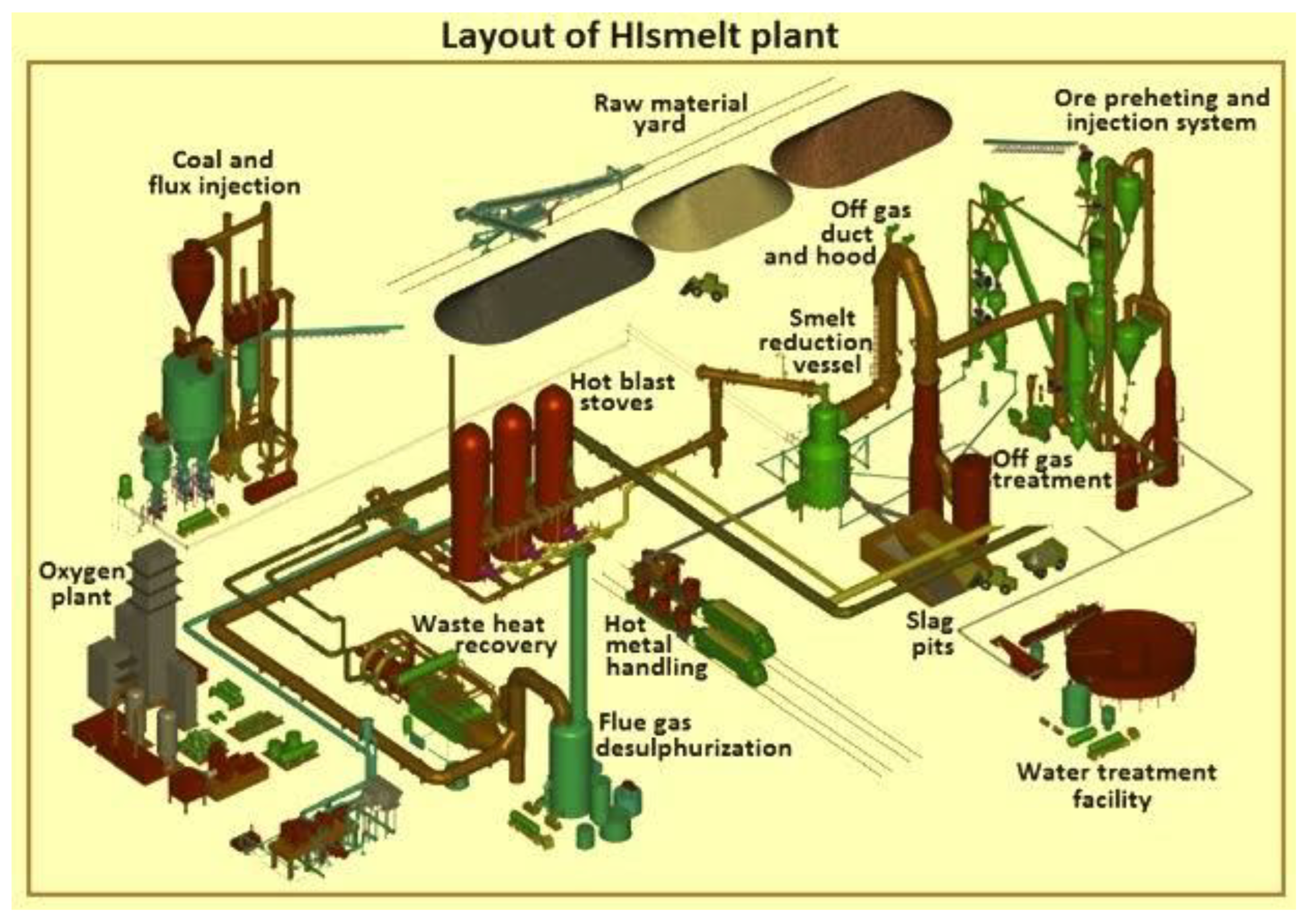
Figure 9.
presents a comprehensive diagram showcasing the iron and steel production process, offering a visual representation of the various stages and interconnected processes involved in transforming iron ore into finished steel products.
Figure 9.
presents a comprehensive diagram showcasing the iron and steel production process, offering a visual representation of the various stages and interconnected processes involved in transforming iron ore into finished steel products.
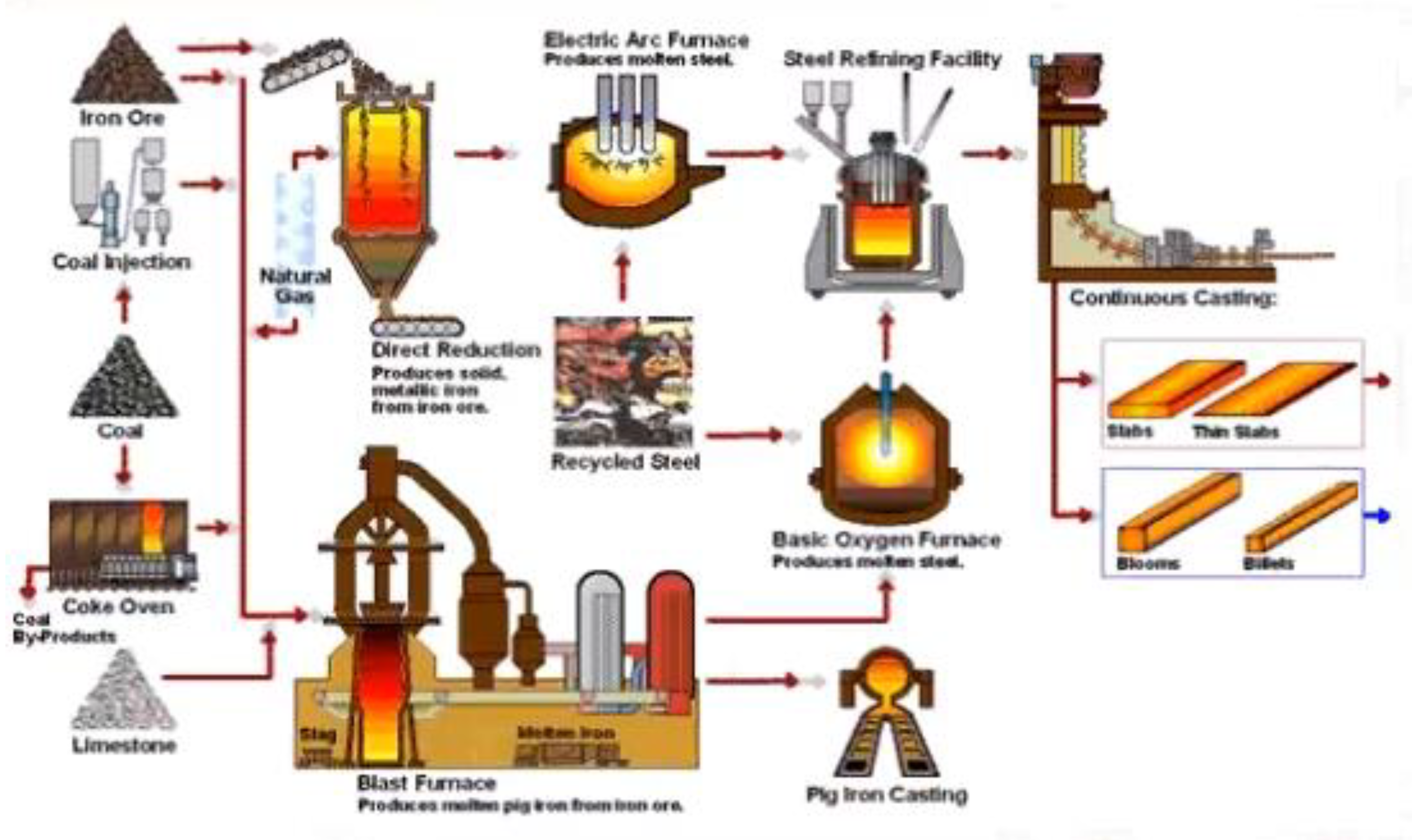
Figure 10.
presents a comprehensive diagram showcasing the steel production route, offering a visual representation of the various pathways and interconnected processes involved in transforming raw materials into finished steel products.
Figure 10.
presents a comprehensive diagram showcasing the steel production route, offering a visual representation of the various pathways and interconnected processes involved in transforming raw materials into finished steel products.
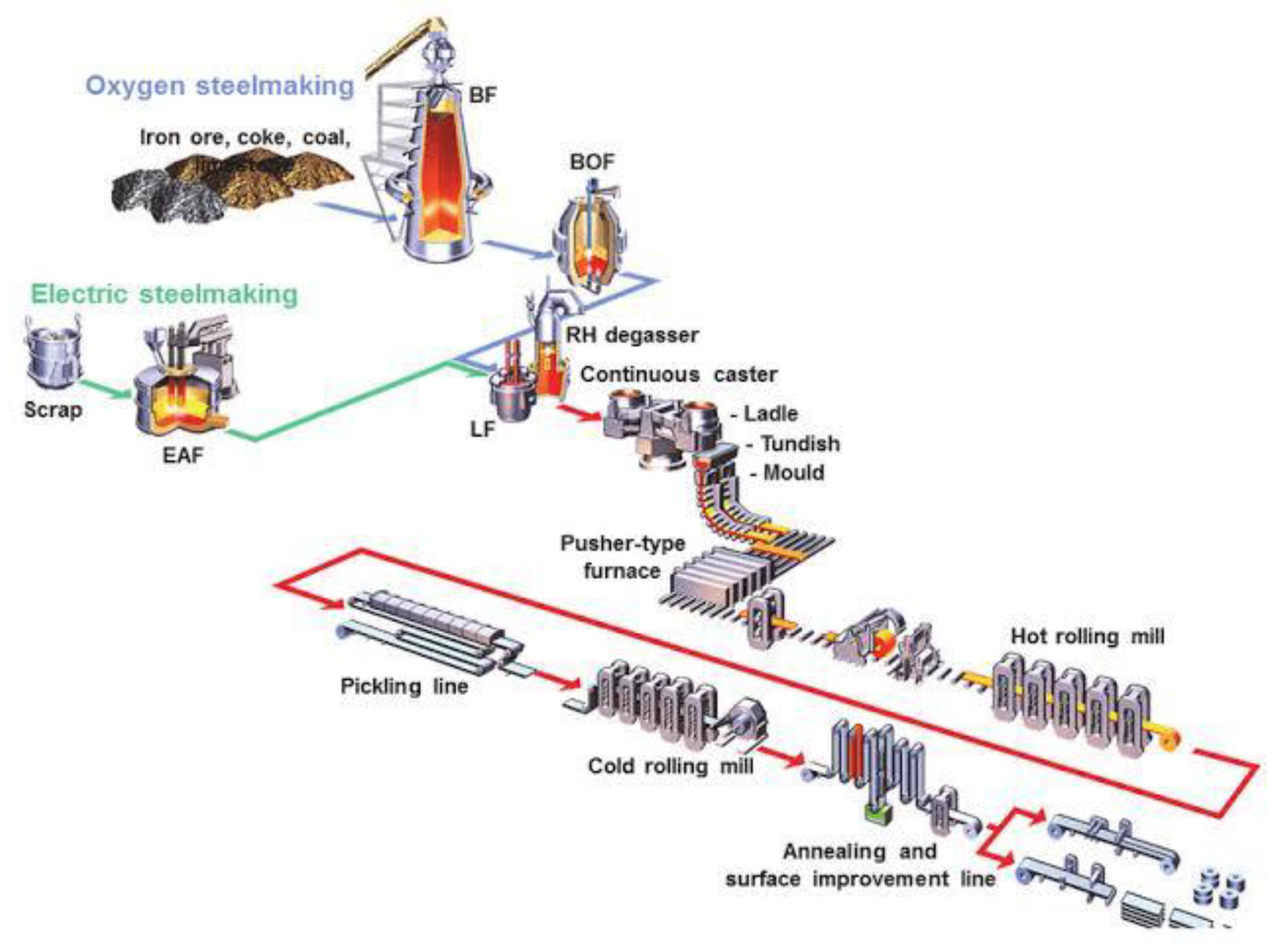
Figure 11.
presents an informative diagram showcasing the process of steel production from iron ore, offering a visual representation of the key steps involved in converting iron ore into finished steel products.
Figure 11.
presents an informative diagram showcasing the process of steel production from iron ore, offering a visual representation of the key steps involved in converting iron ore into finished steel products.
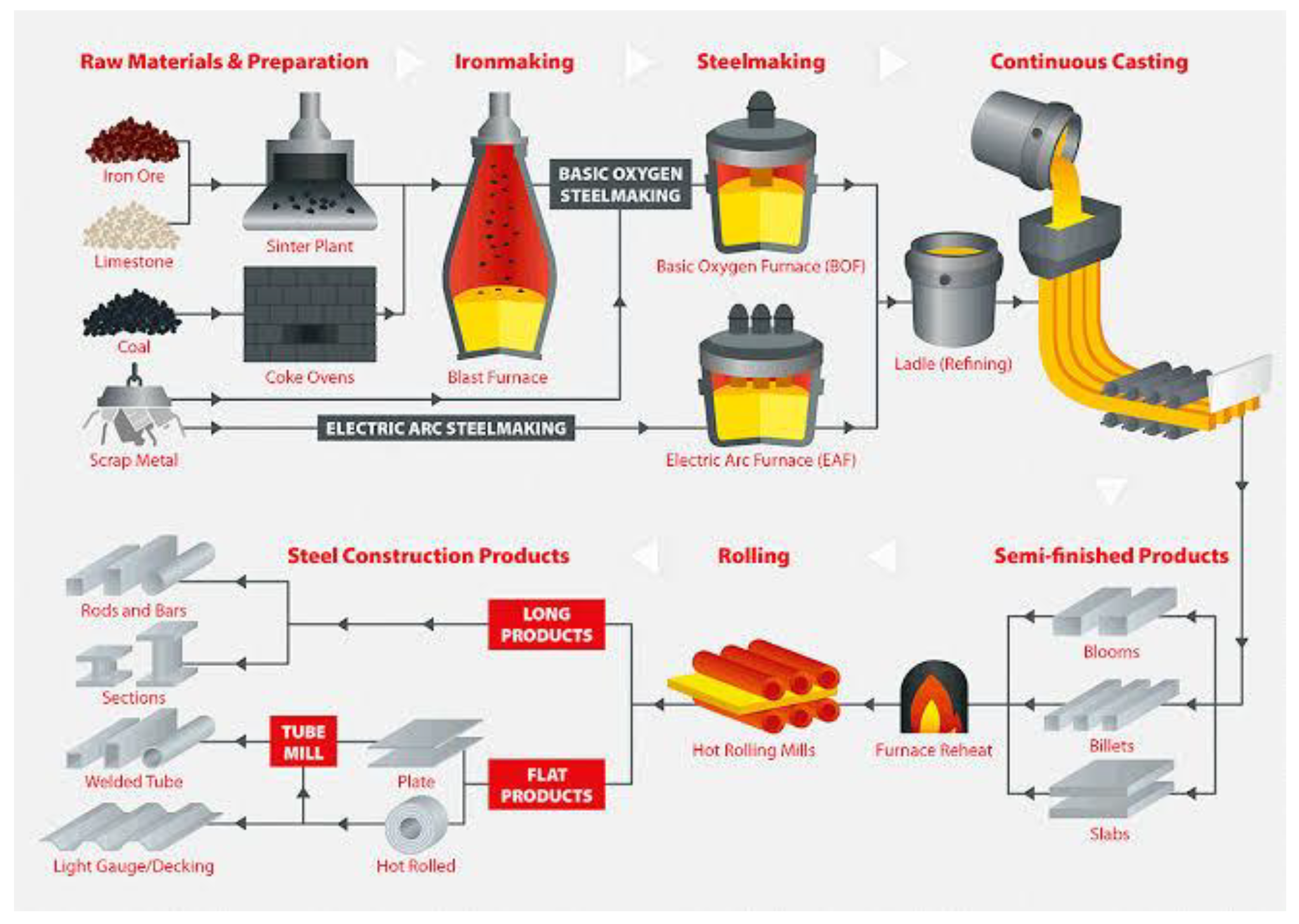
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



