
Submitted:
25 May 2024
Posted:
27 May 2024
You are already at the latest version
Abstract
Securing the structural safety of blades has become crucial, owing to the increasing size and weight of blades resulting from the recent development of large wind turbines. Composites are primarily used for blade manufacturing because of their high specific strength and specific stiff-ness. However, in composite blades, joints may experience fractures from the loads generated during wind turbine operation, leading to deformation caused by changes in the structural stiff-ness. In this study, 7,132 debonding damage data, classified by damage type, position, and size, are selected to predict debonding damage based on natural frequency. The change in the natural frequency caused by debonding damage is acquired through finite element (FE) modeling and modal analysis. Synchronization between the FE analysis model and manufactured blades is achieved through modal testing and data analysis. Finally, the relationship between the debond-ing damage and the change in natural frequency is examined using artificial neural network techniques
Keywords:
artificial neural network
; composite blade
; debonding
; machine learning
; modal analysis
; natural frequency
1. Introduction
Owing to recent problems, such as environmental pollution, there is a growing interest in wind power, an eco-friendly energy source. The size of wind turbines has been increasing annually for larger annual energy production (AEP) in limited land. Because this increases the length and weight of components, blades are manufactured using composites with high specific strength and specific stiffness [1,2,3,4]. Composite blades may suffer debonding damage that separates the spar cap-shear web joints and the joints of the leading and trailing edges owing to problems in the manufacturing process, drag and centrifugal force during operation as well as external factors. Because it causes damage to the wind turbine blades, technology to detect debonding damage is required to secure structural safety and power generation efficiency [5,6,7]. Damage detection techniques that are currently available include visual inspection, ultrasonic waves, thermal image cameras, and machine vision [8,9,10,11]. Du et al. [12] introduced damage detection techniques for wind turbine blades using thermal imaging cameras or acoustic emission techniques. Kim et al. [13] introduced damage detection techniques for blades using image detection and tracking techniques. However, these studies could only detect external damage to blades, and damage detection through internal sensors could not be applied to the wind turbine blades already installed. To address these problems, research has been conducted using vibration to detect the changes in stiffness caused by internal damage through the change in the natural frequency [14]. Joshuva et al. [15] acquired vibration response data by attaching acceleration sensors to a 50 W-class wind turbine model, and compared and presented the vibration data caused by blade damage. Awadallah et al. [16] acquired vibration response data by attaching acceleration sensors to 400 W blades and classified different vibration characteristics depending on damage through machine learning. These studies, however, were conducted on ultra-small wind turbine models, which had structural differences from large wind turbine blades (e.g., shear web and spar cap), and they only considered the external damage to ultra-small wind turbine blades. In general, it is difficult to analyze the vibration data of large blades because they vary in a complex manner depending on various damage factors, such as the size, position, and number of internal debonding damages. Therefore, studies have been conducted to address data or problems that are difficult to analyze using machine learning. Kim et al. [17] predicted damage using machine learning models to diagnose defects in a rotating body. Adrian et al. [18] explained the learning model coordination method according to the characteristics of the data to be used. It is practically difficult to apply these two studies to damage detection for composite blades because the objects are structurally different. Thus, a previous study [19] proposed a damage prediction algorithm based on the change in the natural frequency caused by debonding damage to a 5 MW blade. From the study, the possibility of predicting the debonding damage through natural frequency was determined; however, it was difficult to consider the vibration characteristics that vary depending on the complex damage factors of the blades. Therefore, research on the improvement of the accuracy of machine learning algorithms by securing more detailed damage information and natural frequency data is required to consider complex factors.
This study aims to predict the debonding damage to composite blades for 20 kW-class wind turbines considering the internal structure of the blades using the artificial neural network (ANN) technique based on natural frequency characteristics according to the stiffness change. To this end, joints subjected to damage, the damage position, and the damage size were defined first, and 7,132 debonding damage data for composite blades were modeled using ABAQUS [20], a finite element analysis (FEA) software program. The modal test was conducted by manufacturing a blade in the same way as the FEA model, and the model was improved through the acquired natural frequency data. To predict the debonding damage by acquiring natural frequency data according to the debonding damage of the model, the debonding damage accuracy for composite blades was improved by designing and reinforcing the ANN model of MATLAB [21], a numerical analysis software program.
2. Damage Prediction Model Development
The blade used to predict the debonding damage was the blade model for 20 kW-class wind turbines developed in Kunsan National University by reflecting the spar cap and shear web, which are the structural characteristics of large composite blades [22]. This model is shown in Figure 1 and the specifications are listed in Table 1.
2.1. Damage Selection
In this study, debonding damage that may occur at six blade joints (Figure 2) was classified based on the damage type, damage start position, and damage size, and 7,132 damage data were selected. First, as shown in Figure 3, the damage type was classified into three types. Type 1 has one damage in a single web while type 2 has two damages in a single web. Type 3 has one damage in each of the two webs. The damage start position includes points that are 18% away from the root of the blade where debonding damage has the greatest impact on the safety of the blade, and the points 0.5 m, 1.3 m, and 2.1 m away from the root were selected to consider all the shear web-spar cap joints. The damage size was selected differently depending on the type to examine changes in the natural frequency for the entire range of damaged joints as shown in Figure 4a–c. For type 1, 0.2 m-sized damage began at the damage start point of the joint and increased by 0.2 m to 1.8 m. For type 2, 0.1 m-sized damage began at the damage start point and increased by 0.1 m to 0.5 m. In type 3, the maximum damage size was selected differently depending on the damage start point to express the occurrence of one debonding damage at each of the two joints. At the 0.5 m point from the root, 0.2 m-sized damage began and increased by 0.2 m to 1.8 m. At the 1.3 m point from the root, 0.2 m-sized damage began and increased by 0.2 m to 1.6 m. Finally, at the 2.1 m point from the root, 0.2 m-sized damage began and increased by 0.2 m to 0.8 m.
2.2. Acquisition of Unique Characteristics
Modal analysis or natural frequency analysis identify the natural frequency of a structure and its geometric deformation according to the natural frequency of each mode. They are used to predict the resonance of a structure or its geometric deformation by vibration. In this study, modal analysis of debonding damage was conducted using ABAQUS, an FEA software program. The FE model used S4R shell elements, and the numbers of elements and nodes were 40,153 and 41,736, respectively. The blade model without damage was constructed by bonding the spar cap-shear web joints and the joints of the leading and trailing edges using the multi-point constraint (MPC) technique. Subsequently, 7,132 damage models were constructed by removing the bonds of the debonding damage occurrence points according to the damage selection criteria in Section 2.1. Modal analysis was conducted by restraining the degrees of freedom of the root of the model in the X, Y, and Z axes as initial constraints. Based on this, the first to sixth natural frequency data were acquired for 7,132 debonding damage models.
2.3. Prediction Model Construction
The ANN technique, a type of supervised learning, was used to analyze changes in the natural frequency data for each damage model according to the damage selection criteria in Section 2.1. The ANN technique is mainly used to solve problems in certain areas without clear definitions, such as images, voice recognition, inference, and association, because it facilitates fast calculations through the patterns trained with various types of input/output data and can express a number of input/output relationships with multiple hidden layers. It is necessary to prevent overfitting, which cannot properly perform the prediction of other data learning models owing to excessive fitting to one learning model during the learning process. To this end, the data required for machine learning were classified into data for training, testing, and validation. In addition, the cross validation technique that re-selects new training datasets and repeats training was used to minimize data redundancy.
3. Modal Test for Model Synchronization
3.1. Blade Manufacturing
In this study, composite blades for 20 kW-class wind turbines were manufactured for the validation of the blade debonding damage prediction algorithm in Section 2. The weight difference from the FEA model was less than 5%. The specifications of the blades are listed in Table 2. The modal test was conducted to improve the FEA model through the acquisition and analysis of the vibration characteristics. In addition, four blades with debonding damage were manufactured for the algorithm validation.
3.3. Modal Test
To acquire and analyze the vibration characteristics of the composite blades, a fixing jig and a blade were combined and an impact was applied to the blade using an impact hammer. Vibration response and natural frequency data were then acquired using a non-contact sensor. Table 3 lists the specifications of the PRT sensor and high-speed camera used for measurement. Vibration response data were measured at a point 2.7 m away from the root because of the measurement range limit of the sensor. The related contents are shown in Figure 5, Figure 6 and Figure 7.
4. Results and Discussion
4.1. Blade Model Synchronization
4.2. Natural Frequency Analysis
The blade model was synchronized so that the error from the results in Table 4 could be less than 5%. The modal analysis of 7,132 blade damage models was then conducted using the method described in Section 2.2. Figure 9 shows the first to sixth natural frequency results of the blade without damage and the corresponding behavior.
4.3. Damage Prediction Model Results
The debonding damage prediction accuracy was examined using the ANN technique based on the natural frequency data acquired through modal analysis. The input data were the first to sixth natural frequency data, and the target data were set to predict joints subjected to the debonding damage, damage start position, and damage size. Table 5 and Table 6 list the information on the input and target data. The number of hidden layers was set to two considering the forms and numbers of the input and target data as well as the learning time. Each hidden layer contained 100 neurons. Figure 10 shows the damage prediction results by type. The x-axis represents the target damage information to be predicted while the y-axis indicates the damage information predicted through machine learning. As shown in Figure 10a, the damage prediction accuracy of type 1 was found to be 97%, whereas the damage size from 200 to 1,800 mm was not completely distinguished. Figure 10b shows that the damage prediction accuracy of type 2 was 86%. Unlike type 1, 1,800 mm damage was predicted even though the maximum damage size was set to 500 mm. Finally, as shown in Figure 10c, the damage prediction accuracy of type 3 was 86%, and it was found that the damage size was not completely predicted owing to the large difference from the diagonal values obtained using a regression equation caused by complex changes in the natural frequency depending on the damage.
4.4. Learning Model Improvement for Higher Accuracy
To supplement the results that failed to accurately predict the damage information from the complex changes in the natural frequency caused by changes in the damage factors, a secondary learning model was established by raising the weight of the first to third natural frequencies, which exhibited larger changes in the event of debonding damage, and increasing the number of hidden layers to five for more complex forms of data prediction despite the increased learning time. The prediction accuracy of the model was examined. As shown in Figure 11a, the damage prediction accuracy of type 1 was found to be 91%, and the damage size from 200 to 1,800 mm was predicted unlike the prediction results before the improvement. As shown in Figure 11b, the type 2 damage prediction accuracy was improved to 99%, and the damage start position and damage size were predicted within the selected range. Finally, Figure 11c shows that the damage prediction accuracy of type 3 was improved to 99%, and predictions were performed within the selected range. For all the types, the damage prediction results were distributed according to the damage selection criteria compared to the results before the improvement. These results confirmed the accuracy improvement of the debonding damage prediction model based on the natural frequency of composite blades.
4.5. Composite Blade Damage Detection Performance Verification
To verify the performance of the improved algorithm, the natural frequency data of the blades with debonding damage were measured and the ability of machine learning to obtain the debonding damage information was examined. Figure 12 shows the damage detection accuracy of the manufactured blades. The damage prediction accuracy was found to be 67%, but no damage prediction tendency was observed. This appears to be because there was a difference between the damage prediction algorithm based on the modal analysis results and the damage characteristics of the manufactured blades. To address this problem, the algorithm was improved by examining the detailed damage information of the manufactured blades and performing further training with 1,000 sets of similar damage characteristics. Figure 13 shows the accuracy of the improved algorithm based on the manufactured blade data. The damage prediction accuracy was found to be 86%, and a damage prediction tendency was observed unlike in the initial model. This indicates that the damage prediction algorithm for composite blades requires the development of a learning model using the dataset based on the FEA of the target blade and the improvement of learning using the dataset based on the actual environment.
4. Conclusions
In this study, the accuracy of a damage prediction algorithm was analyzed by acquiring the data on the change in the natural frequency caused by debonding damage to the inside of composite blades, and the following results were obtained.
(1) The prediction accuracy was identified by the debonding damage type, and it was found that the prediction results were different from the damage selection criteria.
(2) The learning model was improved to reflect complex data characteristics, and this improved the prediction accuracy in accordance with the damage selection criteria.
(3) For the application of the damage prediction algorithm in the operation phase, it is deemed necessary to improve the accuracy of the algorithm through field data and periodic measurement data.
Acknowledgments
This work was supported by the basic research and development program in 2020 funded by the Korea Electric Power Corporation (No. R20XO02-29).
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Hong-Kwan, K.; Tae-Seong, K.; Jang-Ho, L.; Byung-Young, M.; Ki-Weon, K. “Full Scale Structural Testing of Small Wind Turbine Composite Blade,”. Trans. Korean Soc. Mech. Eng. A, 2011, 35, 1407–1413. [Google Scholar]
- Sun-Ho, P.; Kyung-Seop, H. “Structural Analysis and Proof Test of Composite Rotor Blades for Wind Turbine,” New & Renewable Energy, 2008, 4(3), pp. 45–50.
- Choong-hun, L.; Jin-Moo, P.; Tae-Wook, K.; Ji-Sang, P. “Structural design and analysis of a composite wind turbine blade.”, Trans. Korean Soc. Mech. Eng. 2002, pp. 558–562.
- Dae-jhoong, Y.; Hee-Chang, L. “Study of the Damage Monitoring System on Wind Turbine Blades.”, The 2013 World Congress on Advances in Structural Engineering and Mechanics(ASEM13). 2013, pp. 3549–3565.
- Chia, C.C.; Jung-Ryul, L.; Hyung-Joon, B. “Structural health monitoring for a wind turbine system: a review of damage detection methods”, Mead. Sci. Technol. 2008, 19(121001), p. 20.
- Rafiee, R.; Hashemi-Taheri, M.R. “Failure analysis of a composite wind turbine blade at the adhesive joint of the trailing edge”, Engineering Failure Analysis 2021, 121, p. 105148.
- Yang, J.; Peng, C.; Xiao, J.; Zeng, J.; Xing, S.; Jing, J.; Deng, H. “Structural investigation of composite wind turbine blade considering structural collapse in full-scale static tests”, Composite Structures 2013, 97, pp. 15–29.
- Kang, B.W.; Nam, M.H.; Lim, I.S. “A Study on Reliability Validation by Infrared Thermography of Composite Material Blade for Wind Turbine Generator”, Journal of Applied Reliability 2016, 14(3), pp. 176–181.
- Xiao, C. “Fractographic analysis of sandwich panels in a composite wind turbine blade using optical microscopy and X-ray computed tomography”, Engineering Failure Analysis 2020, 111, 104475.
- Christopher, N,; Peter, A.; Julie, C. “Inspection and monitoring of wind turbine blade-embedded wave defects during fatigue testing”, Struct. Health Monit. 2014, 13(6), pp. 1–15.
- Chi, S.C.; Cho, B.J.; Nam, M.H.; Lim, S. “Delamination Detection in Composite Wind Blade by Phased Array Ultrasonic Technology”, J. Korean Soc. Nondestruc. Test. 2017, 37, 183–191. [Google Scholar] [CrossRef]
- Du, Y. et al., “Damage Detection Techniques for Wind Turbine Blades: A Review.”, Mechanical Systems and Signal Processing 2020, 141.
- Kim, B.J. et al. “Motion Estimation and Machine Learning-based Wind Turbine Monitoring System”, The Transactions of the Korean Institute of Electrical Engineers 2017, 66, 1516–1522.
- Hak-Geun, K. “Evaluation of Frequency Response Characteristics according to the Debonding Damage of Composite Blade for Wind Turbine.”, Master Thesis, Graduate School of Kunsan National University 2018.
- Joshuva, A. et al. “A Lazy Learning Approach for Condition Monitoring of Wind Turbine Blade using Vibration Signals and Histogram Features. ”, Measurement 2021, 152. [CrossRef]
- Awadallah, M. et al. “Effect and Detection of Cracks on Small Wind Turbine Blade Vibration using Special Kriging Analysis of Spectral Shifts”, Measurement, 2020, 151. [CrossRef]
- Jong-Su, K.; Chan-Kyu, C.; Hong-Gee, Y. “Application of Excitation Moment for Enhancing Fault Diagnosis Probability of Rotating Blade”, Trans. Korean Soc. Mech. Eng. A 2014, 38, 205–210. [Google Scholar]
- Adrian, S.; Fateme, D.; Xingyu, Z.; Valentin, R.; David, F.; Mike, B.; Hohn, K.; Goran, N. “Machine learning methods for wind turbine condition monitoring: A review”, Renewable Energy, 2019, 133, 620–635. [Google Scholar]
- Yun-Jung, J.; Hyeong-Jin, K.; Hak-Geun, K.; Ki-Weon, K. “Identification of Debonding Damage at Spar Cap-Shear Web Joints by Artificial Neural Network Using Natural Frequency Relevant Key Features of Composite Wind Turbine Blades”, Appl. Sci. 2021, 11, 5327. [Google Scholar] [CrossRef]
- ABAQUS CAE 2022, Dassault Systems Simulia, Inc. 2022.
- MATLAB 2020a, MathWorks, Inc. 2020.
- Sang-Kyun, K.; Sung-Soo, P.; Sang-Il, L.; Jang-Ho, L. “An Analysis of the Drag Effect on the Thrust and Rotational Torque of Wind Turbine Blades with Original Airfoil KA2.”, Journal of Wind Energy, 2021, 12(1), pp.19~25.
Figure 1.
Blade model.
Figure 2.
Blade cross section.
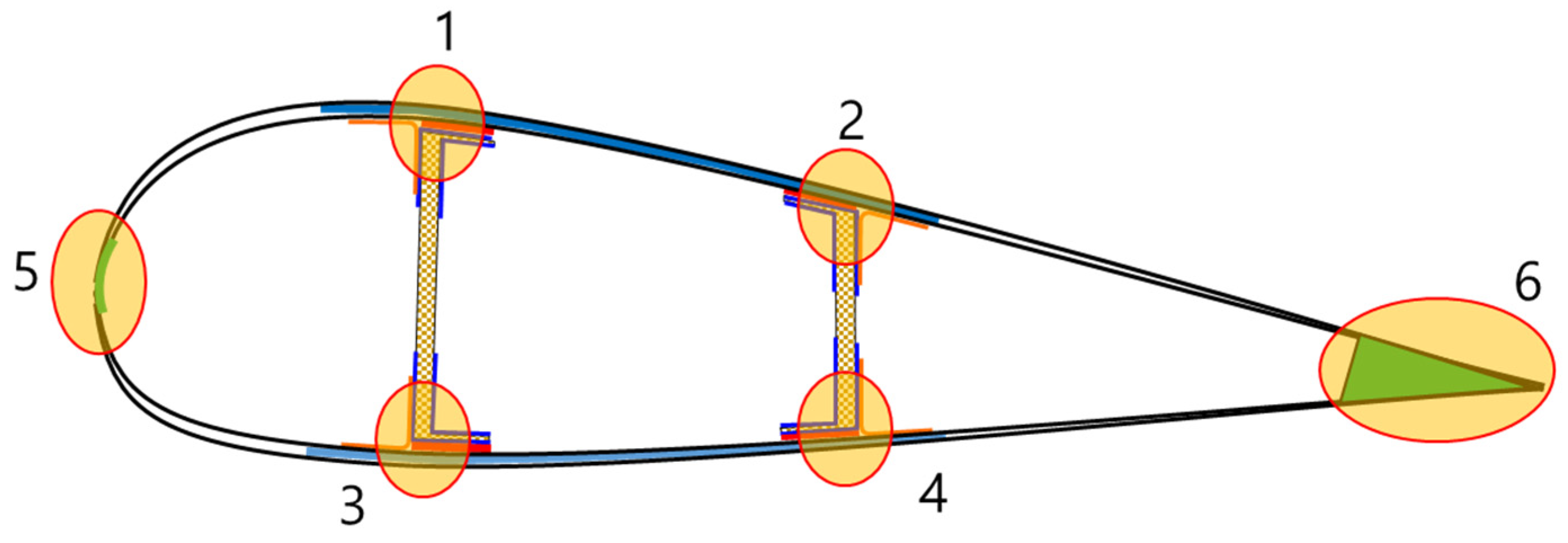
Figure 3.
Blade damage type.
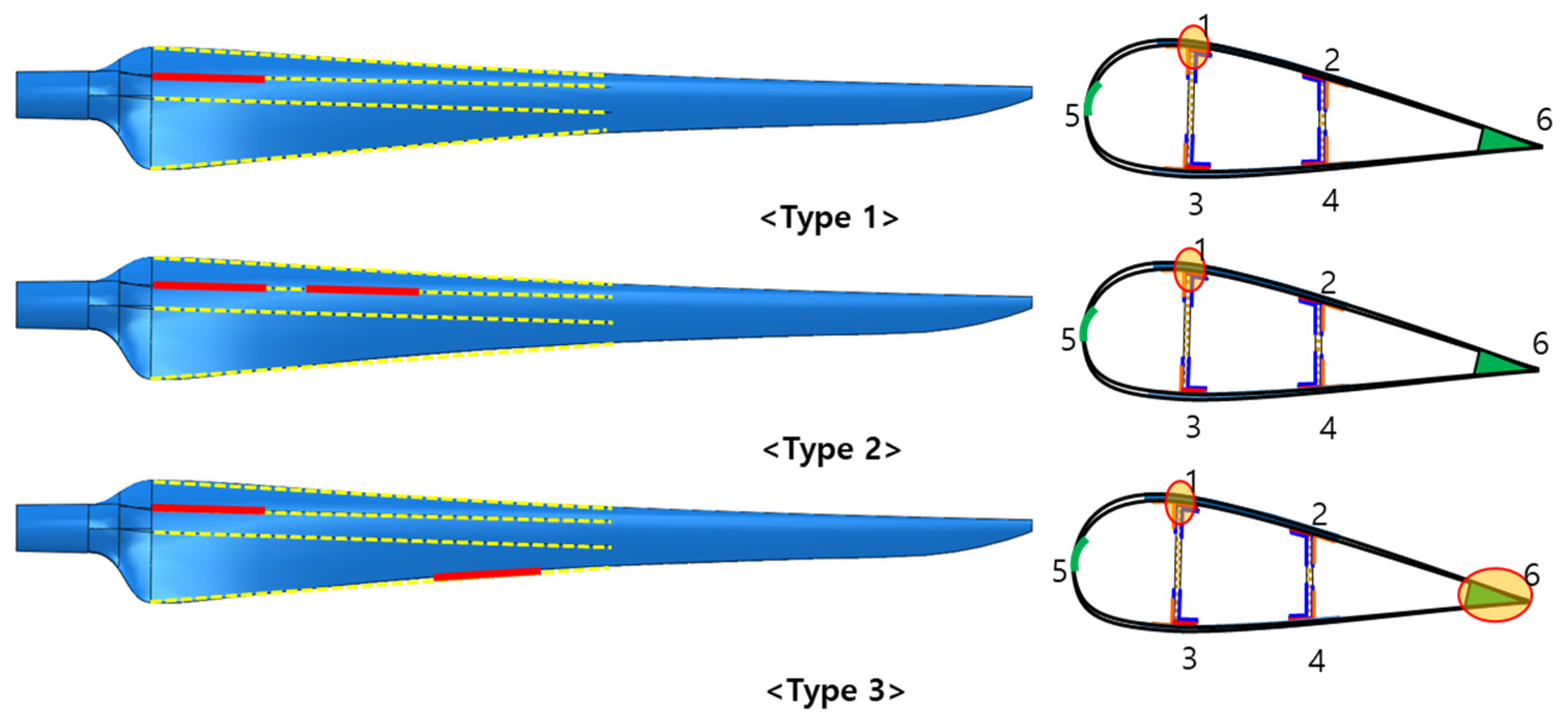
Figure 4.
Damage selection criteria by type.
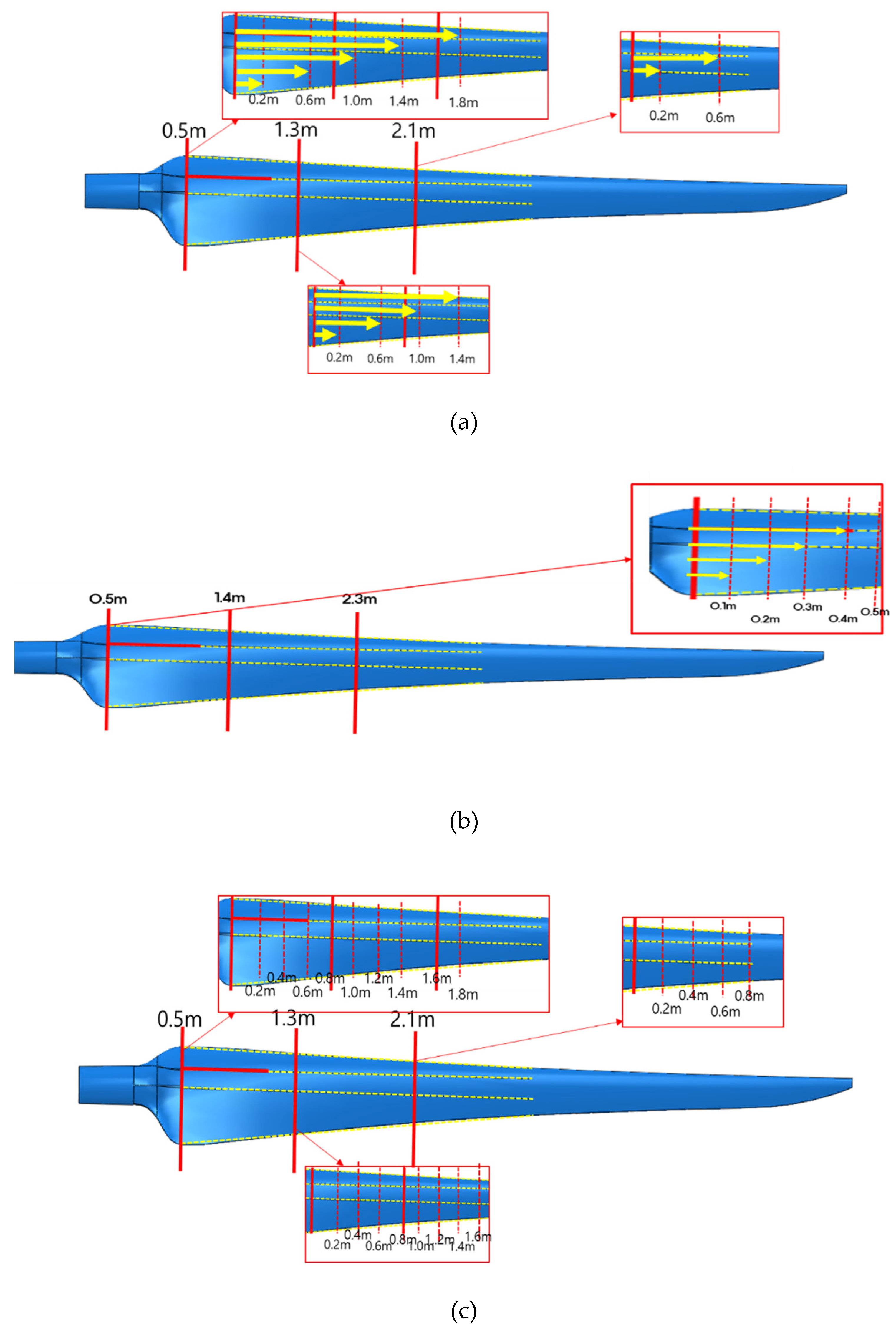
Figure 5.
Schematic diagram of modal test.
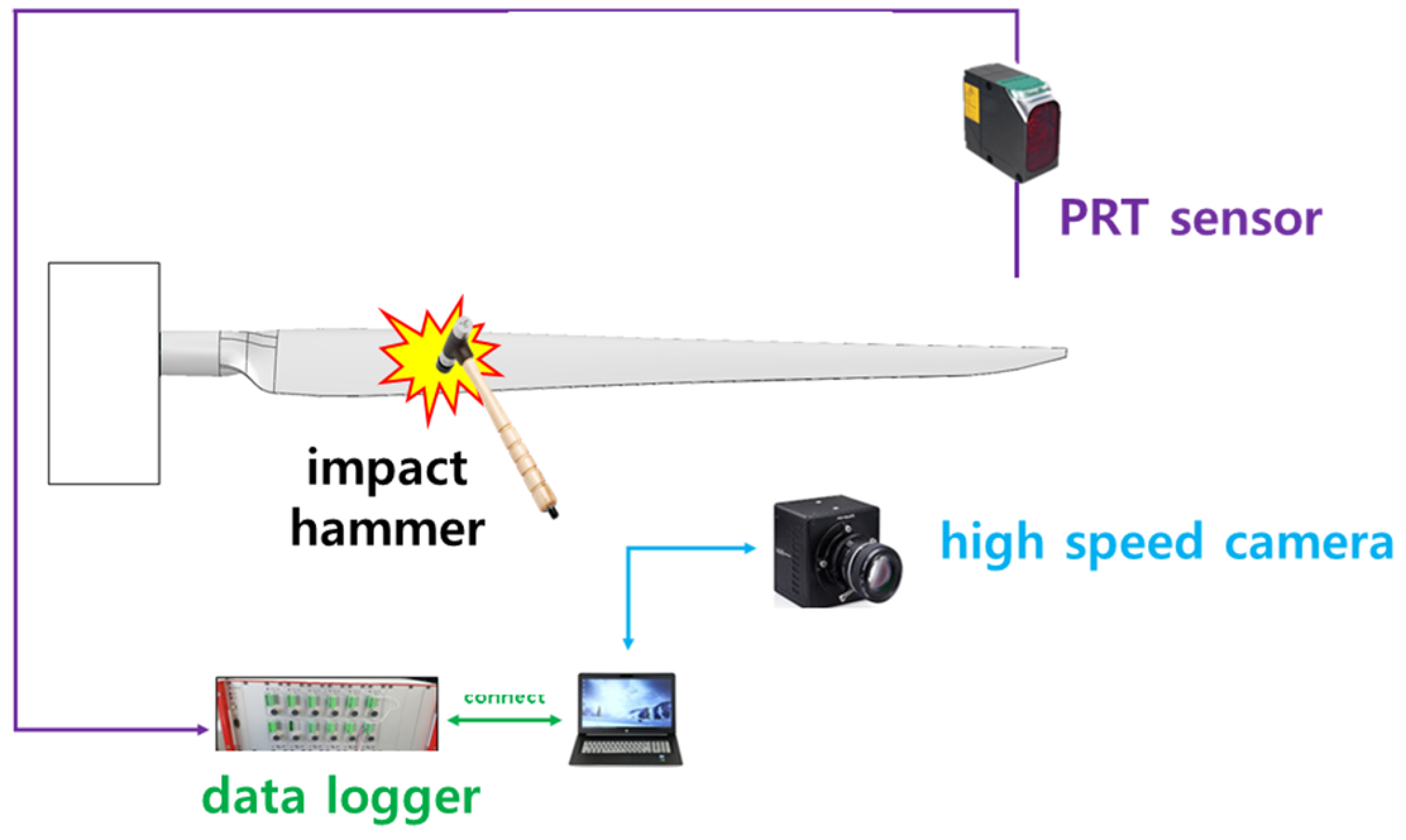
Figure 6.
Position of PRT sensor and high speed camera.
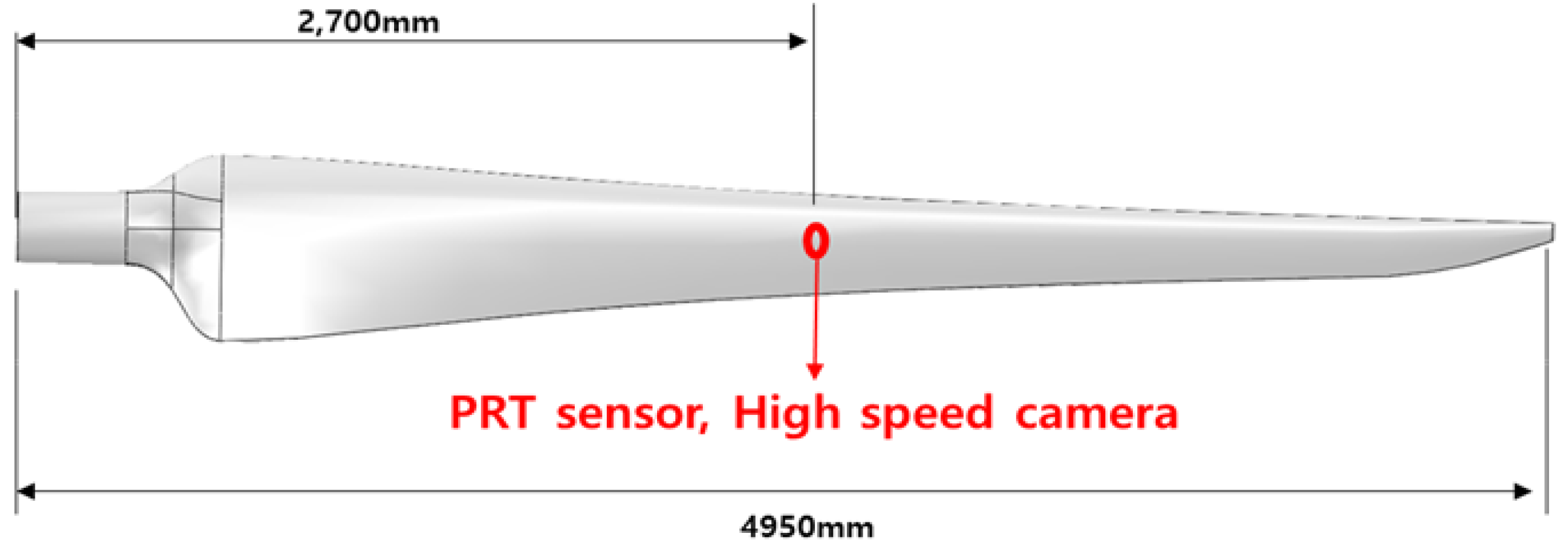
Figure 7.
Composite blade modal test.
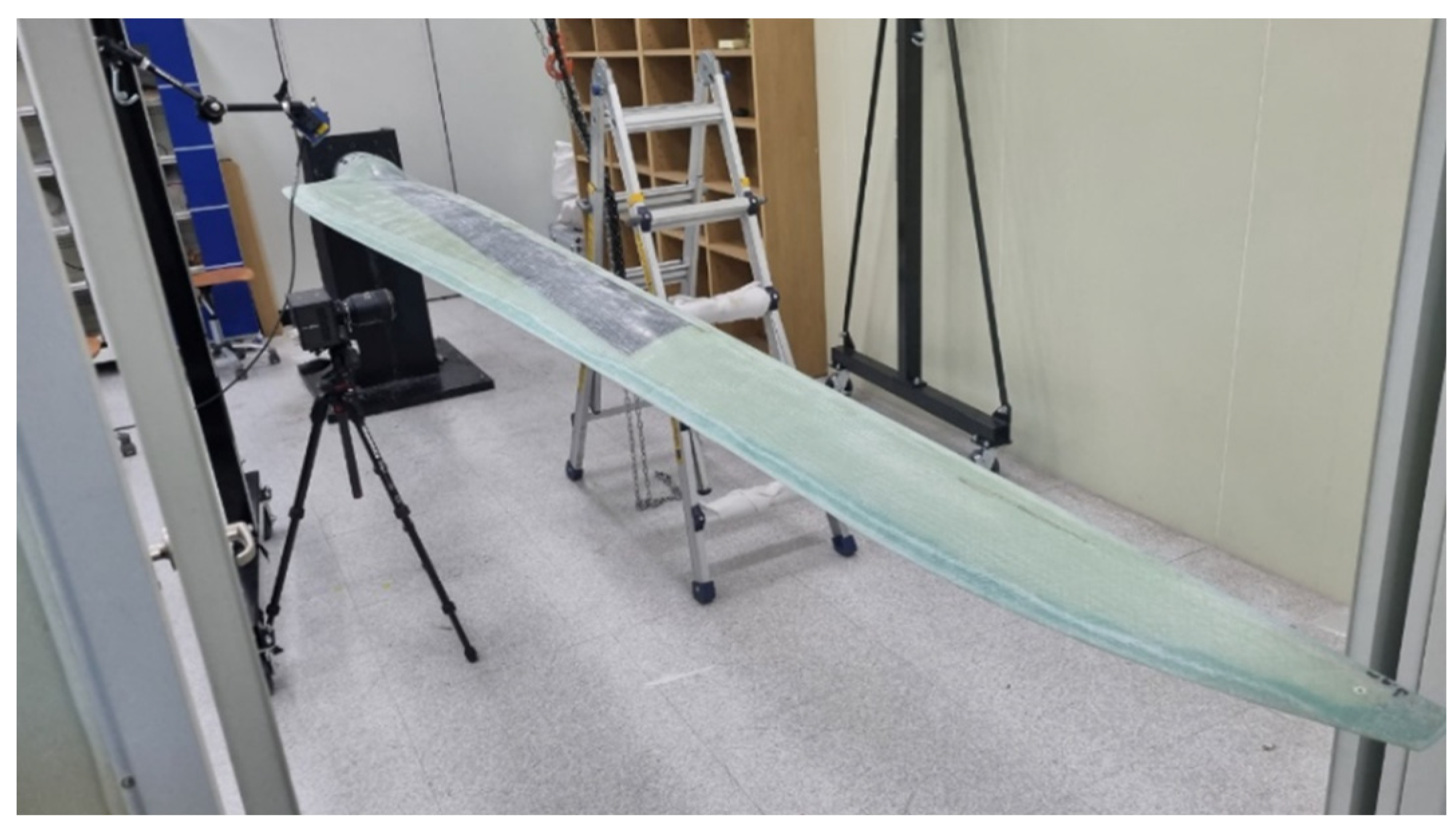
Figure 8.
Vibration response data using (a) PRT sensor and (b) high speed camera.
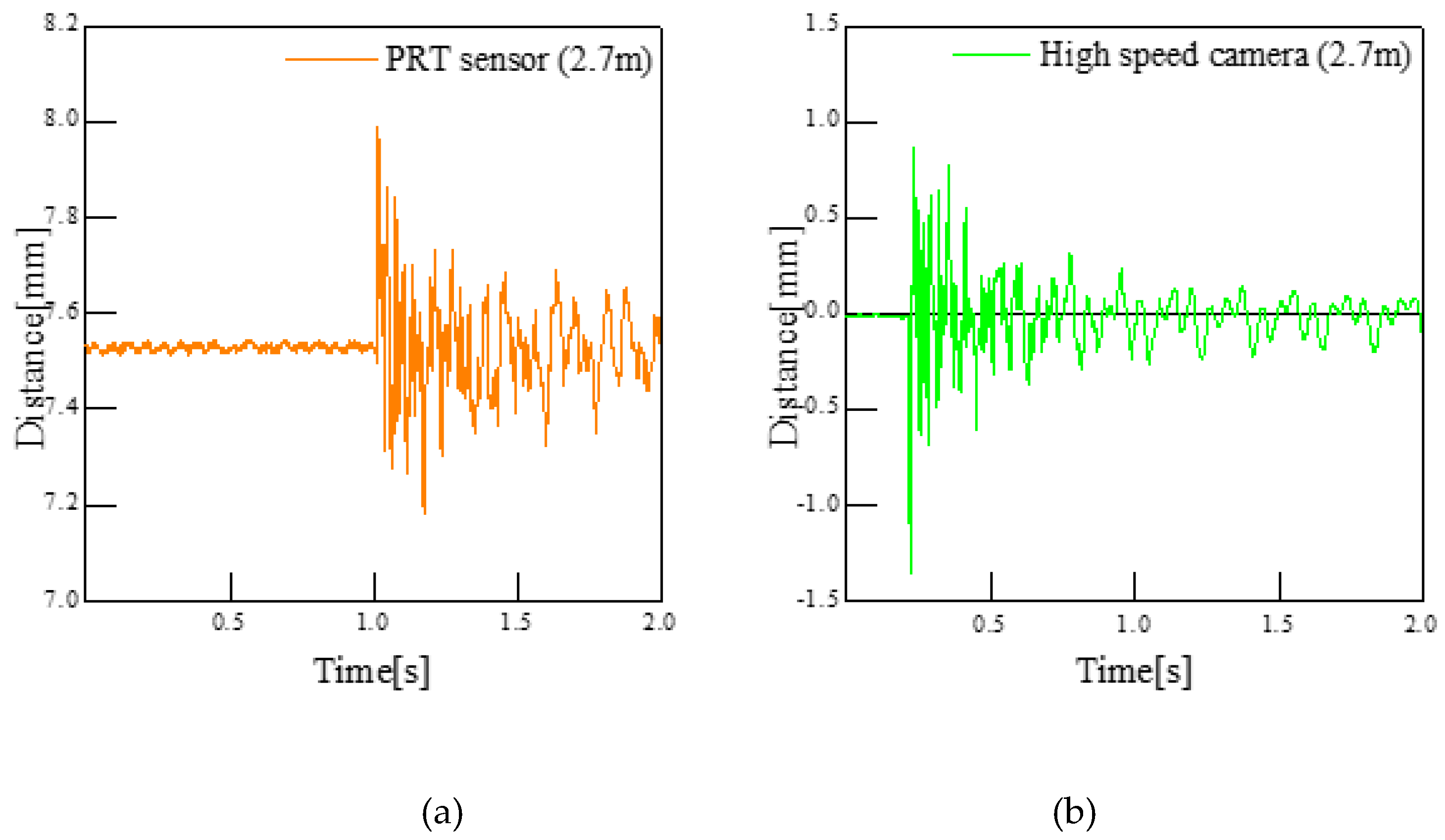
Figure 9.
Blade modal analysis results and motion.
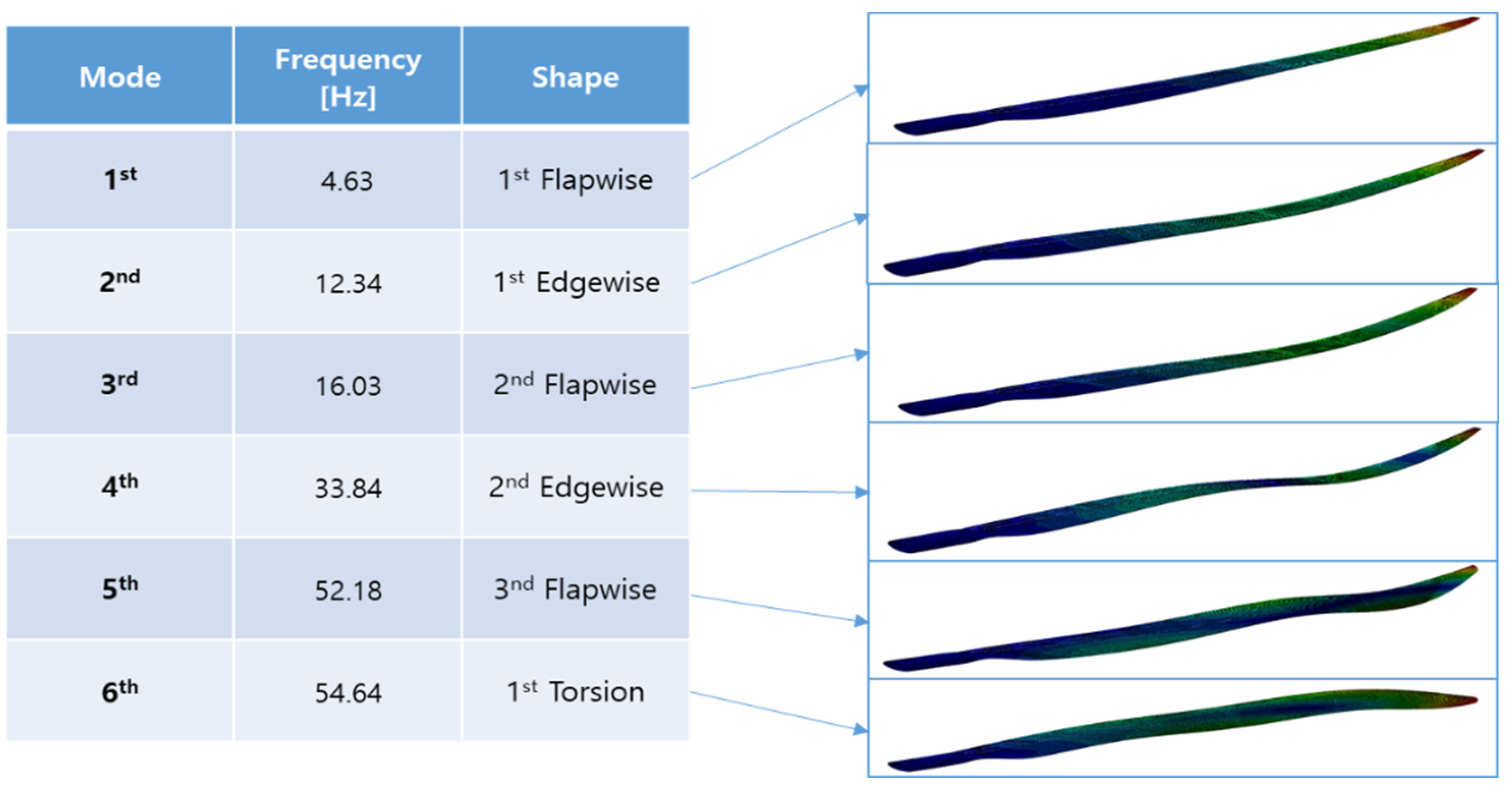
Figure 10.
Damage prediction accuracy by type.

Figure 11.
Damage prediction accuracy by type through learning model improvement.
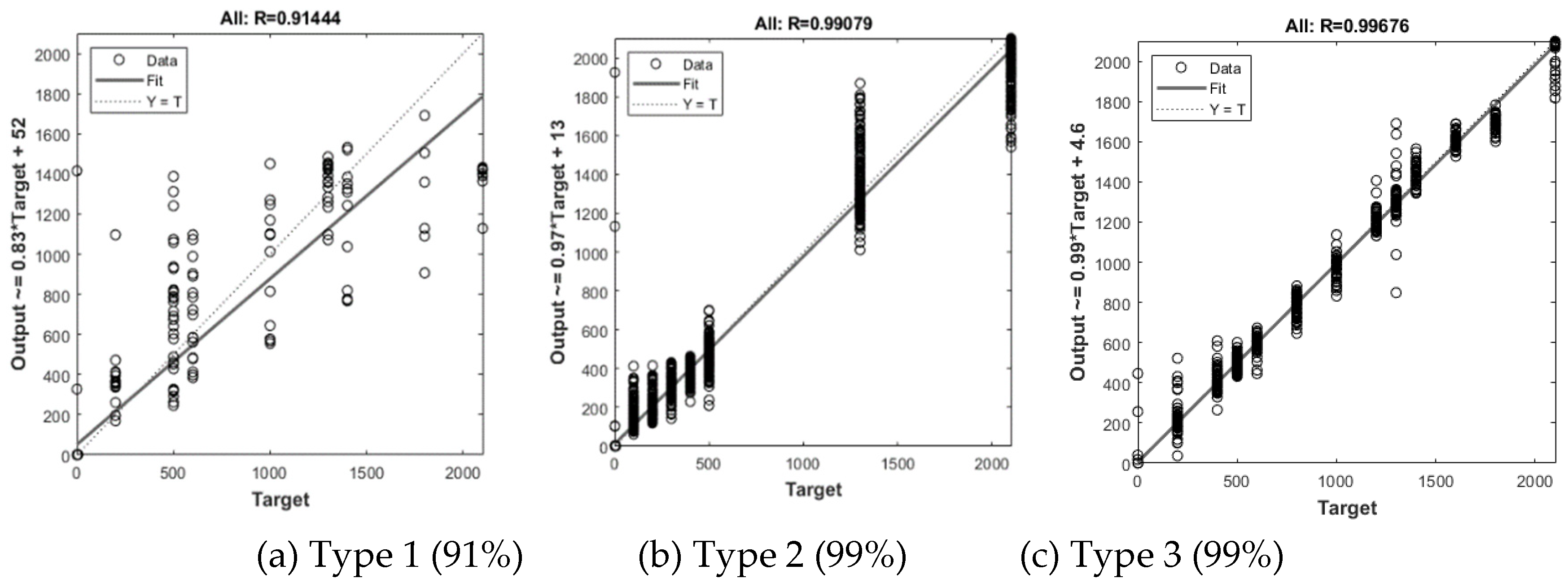
Figure 12.
Damage prediction accuracy of manufactured blades.
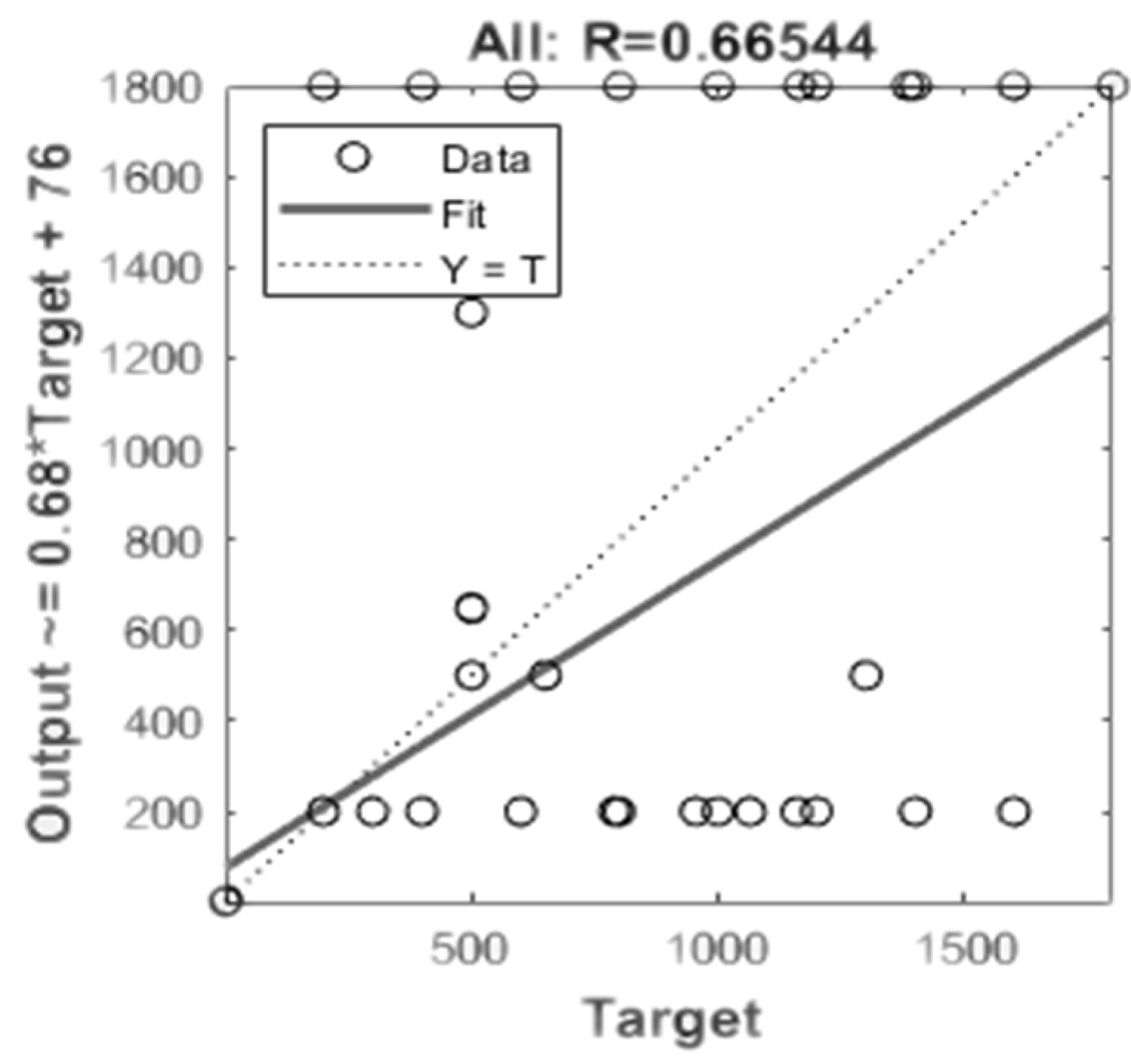
Figure 13.
Damage prediction accuracy improvement model.
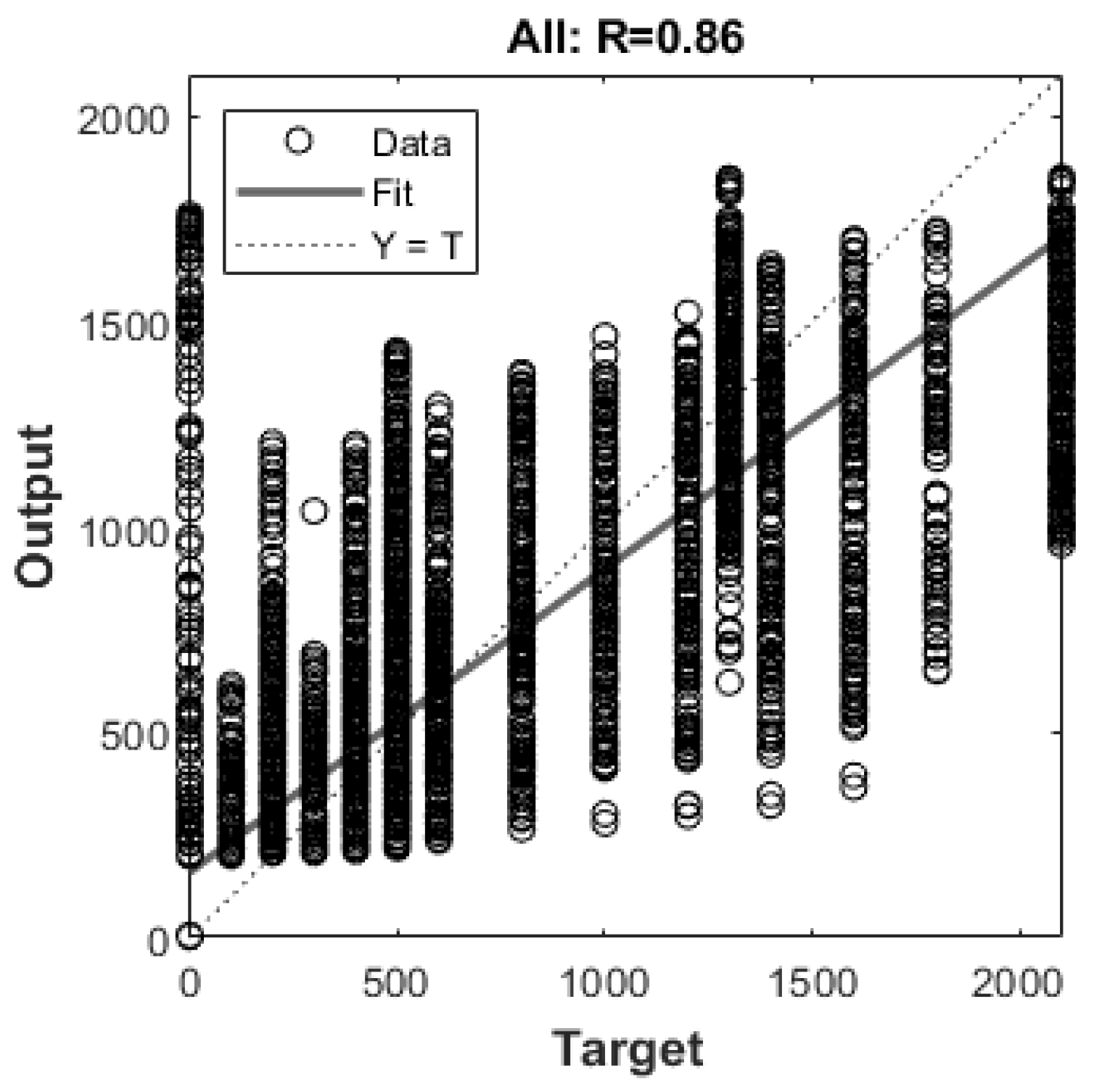

Table 1.
Blade specification.
| Rated Power | 20 kW |
| Cut-in wind speed | 3 m/s |
| Rated wind speed | 11 m/s |
| Number of blade | 3 |
| Blade length | 4.95 m |
Table 2.
Blade specifications.
| Properties | GFRP | CFRP | |||
| UD | DB | Tri-axial | UD | DB | |
| Long. Elastic modulus [GPa] | 40,100 | 12,000 | 30,500 | 133,000 | 82,000 |
| Trans. Elastic modulus [GPa] | 12,300 | 12,000 | 15,100 | 9,000 | 80,500 |
| Shear modulus [GPa] | 3,400 | 11,000 | 7,100 | 4,400 | 80,500 |
| Long. Poisson’s ratio | 0.26 | 0.55 | 0.43 | 0.34 | 0.4 |
| Layer Thickness [mm] | 0.91 | 0.59 | 0.91 | 0.1 | 0.91 |
Table 3.
Sensor specifications.
| Properties | PRT sensor | high speed camera | Data logger |
| Model | ILD 1700-100 | Photron Fastcam Mini | GTDL-360 |
| Maximum measurement rate [Hz] |
100 kHz | 2 kHz | 1 kHz |
Table 4.
Modal test result.
| Mode | Frequency(PRT) | Frequency(camera) |
| 1 | 4.81 | 4.82 |
| 2 | 11.76 | 11.76 |
| 3 | 16.41 | 16.40 |
| 4 | 32.91 | 32.9 |
| 5 | 50.53 | 50.5 |
| 6 | 56.3 | 56.28 |
Table 5.
Input data.
| Input data |
Natural frequency (Hz) | ||||||
| No. | 1st | 2nd | 3rd | 4th | 5th | 6th | |
| 1 | 4.63 | 12.34 | 16.03 | 33.84 | 52.18 | 54.64 | |
| 2 | 4.57 | 12 | 15.84 | 33.58 | 52.06 | 54.33 | |
| 3 | 4.54 | 11.95 | 15.78 | 33.45 | 52 | 54.16 | |
| 4 | 4.53 | 11.93 | 15.77 | 33.33 | 51.94 | 54.09 | |
| ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | |
| 7,129 | 4.63 | 12.31 | 15.98 | 33.74 | 51.65 | 54.43 | |
| 7,130 | 4.62 | 12.30 | 15.96 | 33.73 | 51.54 | 54.42 | |
| 7,131 | 4.62 | 12.28 | 15.93 | 33.67 | 51.39 | 54.42 | |
| 7,132 | 4.62 | 12.27 | 15.90 | 33.53 | 51.09 | 54.33 | |
Table 6.
Target data.
| Target data |
No. | joint 1 | location 1 (mm) |
length 1 (mm) |
joint 2 | location 2 (mm) |
length 2 (mm) |
| 1 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 2 | 1 | 500 | 200 | 0 | 0 | 0 | |
| 3 | 1 | 500 | 600 | 0 | 0 | 0 | |
| 4 | 1 | 500 | 1,000 | 0 | 0 | 0 | |
| ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | |
| 7,129 | 5 | 2,100 | 800 | 6 | 2,100 | 200 | |
| 7,130 | 5 | 2,100 | 800 | 6 | 2,100 | 400 | |
| 7,131 | 5 | 2,100 | 800 | 6 | 2,100 | 600 | |
| 7,132 | 5 | 2,100 | 800 | 6 | 2,100 | 800 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



