
Submitted:
30 May 2024
Posted:
30 May 2024
You are already at the latest version
Abstract
Failures in hydraulic systems in offshore wind turbines represent an enormous challenge for manufacturers and operators, as the pitch system statistically is one of the subsystems contributing the most to the downtime of the turbines, which is the case for both electrical and hydraulic pitch systems. However, the complex failure mechanisms of the various different hydraulic components mean that, typically, the critical components of hydraulic systems must be tested to better understand the failure mechanisms. Nonetheless, conventional testing procedures are lengthy and costly. Accelerated testing plays a critical role as it can mimic hydraulic system failure mechanisms in a shorter period. However, the lack of standardized test methods and detailed knowledge about the failure-accelerating effects complicates the process. Therefore, this paper offers a comprehensive examination of approaches applicable to conducting accelerated tests on hydraulic systems. It identifies and discusses five primary component types or sub-components related to the acceleration of testing in hydraulic systems being: pumps, cylinders, seals, valves, and hoses. Each section references studies that delve into accelerated testing methodologies for these individual components. Furthermore, within each component, a concise overview of the current techniques is provided, followed by a discussion and summary based on the state of the art.
Keywords:
Accelerated testing
; Hydraulics
; Fluid Power
; Pumps
; Seals
; Cylinders
; Valves
; Hoses
1. Introduction
Statistically, the pitch system is one of the major contributors to downtime in wind turbines, regardless of whether these are hydraulic or electrical pitch systems. According to the ReliaWind project, [1], 15.5% of all failures in wind turbines could be traced back to the pitch system, but at the same time, the pitch system accounted for more than 20% of the total turbine downtime. While the ReliaWind project was focused on older turbines and dates back more than a decade, and failure rates have gone down since then, more recent studies of new turbines show that the pitch system still remains a significant contributor to the downtime and O&M-costs in wind turbines, [2,3]. Thus, these systems, while reportedly occupying less than 3% of the capex investment for turbines, still impact 20-30% of the wind turbine O&M expenses, [4]. Hence, improving the reliability and thus minimizing downtime and costly maintenance hours due to pitch system failures is key to bringing down the levelized cost of energy from the turbines. To do so, it requires an understanding of the failure models in the pitch system and components, and being able to predict the time to failure. Hence, the lack of this understanding means there is a need for the development of accelerated testing for fluid power systems and components, particularly in the context of offshore wind turbines.
The current methods for evaluating component lifespan and the standard failure rate data available do not accurately mirror the harsh operational conditions faced by pitch systems in offshore settings. Consequently, designers tend to adopt conservative approaches based on their experience. Even with this cautious stance, components are often proactively replaced to prevent unexpected maintenance, which can be both costly and disruptive. To effectively tackle this challenge, improving the ability to predict the precise lifespans of these components is imperative. Accurate predictive capabilities are thus key to optimizing service and maintenance planning. Considering that offshore wind turbines are designed to operate for over 25 years, it becomes evident that accelerated lifetime testing is indispensable. This testing methodology enables one to replicate and assess how fluid power systems and components perform over extended periods of time under extreme conditions. By gaining a deeper understanding of the deterioration patterns of these components over time, one can make more informed decisions regarding maintenance schedules, replacement strategies, and overall system dependability. This, in turn, ensures the sustained and efficient operation of offshore wind turbines over their lengthy service life.
Standard fluid power or hydraulic component testing methods do exist but have limitations, and the ones currently used do not represent the operating conditions experienced in wind turbines. Wind turbines operate in unique conditions with fluctuating wind speeds, variable loads, and exposure to harsh weather, which differ significantly from standard testing environments. Therefore, specialized testing methods closely mimicking wind turbine conditions are needed to ensure hydraulic component reliability and effectiveness in this context. The main subject of this paper revolves around examining accelerated testing studies and methodologies that have been applied in connection with fluid power components. This paper focuses on a review of accelerated testing research and methods used in relation to fluid power components.
To reduce both time and financial expenses, it is necessary for mechanical equipment such as fluid power hydraulic systems to possess a high level of reliability. Moreover, it is highly advantageous to have an accurate estimation of machinery lifespan, enabling its scheduled replacement. In some key components of hydraulic equipment, such as reciprocating seals, failure might take a few months to occur. Accelerated testing becomes an alternative to time-consuming infield data collection for the prediction of fluid power equipment lifetime.
Among the challenges that can be found for the development of accelerated testing in hydraulic systems are unknown scaling factors and coupling between effects and causes, the model framework for predicting the lifetime of components is very limited, and the theoretical foundation for how different factors influence the acceleration factors is non-existent. This paper reviews the performed work on accelerated testing in hydraulic systems with the aim of gathering information on testing methodology.
This paper presents an overview and gathers the most relevant published research covering acceleration techniques in hydraulic systems and their components and divides the review of the methods into accelerated testing in hydraulic pumps, accelerated testing in hydraulic cylinders, accelerated testing in hydraulic seals, accelerated testing in solenoids and hydraulic valves, and accelerated testing in hoses and nozzles. Moreover, the paper presents a discussion that leads to an analysis of the gathered information, identifies the trends, and proposes further work for the accelerated testing of hydraulic systems. An overview table of the findings is presented at the end of the paper.
2. Accelerated Life and Degradation Testing of Hydraulic Systems
Accelerated testing consists of several methodologies for reducing the life of products or expediting the degradation of their performance. Nelson [5] classified the different methodologies in life testing employing a methodology of data categorizing into Accelerated Life Testing (ALT) and Accelerated Degradation Testing (ADT). In ALT, the product sample undergoes testing, during which the failure times and censoring times are documented. The objective of ALT is to keep the damage of ALT equal to what it is exposed to in normal operating conditions. The information is subsequently employed to construct an (ALT) model to predict the product’s reliability when subjected to typical operating conditions. On the other hand, ADT is employed for products with a high level of reliability that display degradation prior to failure. In ADT, a specific performance or product attribute is chosen to measure the extent of product degradation. This degradation trajectory is then modeled, and failure is defined when the degradation path crosses a predetermined threshold.
The definition of these two categories is relevant, considering that a fault could mean a loss in a performance parameter. In other cases, only the complete failure of the mechanical equipment would mean a failure. Therefore, the employment of ADT in some cases becomes an alternative when equipment is remarkably reliable, where its complete failure would require the development of extreme operation conditions and the expenditure of significant resources.
Niu [6] conducted one of the earlier studies aimed at defining failures, identifying their causes, and assessing acceleration factors in hydraulic systems. According to this author, in the realm of mechanical and structural failures, various types of breakdowns can occur, including spool failure, valve body failure, valve sleeve failure, spring failure, shaft failure, bearing failure, piston failure, gear failure, vane failure, cam ring failure, valve plate failure, and more. It is worth noting that these failures primarily affect metal components. The primary factors contributing to these failures are contamination, excessive temperature, inadequate lubrication, excessive stress, over-pressurization, aeration, and cavitation. However, the theoretical foundations for how each of these factors affects wear and, thus, the failure rates of the components are very limited, especially considering that many failures result from a combination of several factors, and, e.g., fluid contamination is a result of other factors. In the hydraulic field, a prevailing theory suggests that over 70 percent of hydraulic system failures can be attributed to problems with contamination or sub-optimal fluid conditions, but this does not consider the root cause of the contamination. Considering the mechanical structural components, springs, bearings, gears, and pump shafts stand out as standard mechanical elements that have been the focus of reliability research for several decades. Within hydraulic systems, Niu identified various accelerating stresses, including pressure, temperature, contaminants, humidity, velocity, voltage, current, and vibration. Nevertheless, the author identified the scarcity of studies that have been performed in accelerated testing for hydraulic systems.
As identified by Limon et al. [7], accelerated stress methods should be employed when it is impossible or inefficient to determine a product’s viability at a higher usage rate. According to the authors, stress loadings could be classified into four categories: constant stress, progressive stress, cyclic stress, and step stress, as shown in Figure 1. The primary factors that render constant stress loading advantageous include the computational time, simplicity of stress application, and the presence of pre-existing theoretical models. However, employing constant-stress loading may occasionally fail to lead to failures within a designated testing time frame and typically demands an extended testing duration. To tackle this problem, step-stress loading brings about failures more rapidly compared to a constant-stress test. In a step-stress accelerated test, the test specimen is initially exposed to a consistent stress level for a designated time interval, followed by an escalation to the subsequent, higher stress level. This process continues until the specimen fails. The limitations associated with step-stress accelerated testing encompass challenges in estimating parameters and extrapolating reliability to standard operating conditions, as well as the potential for introducing new failure modes. Moreover, for progressive stress tests, the units undergo a continuous increase in stress levels throughout the testing period. On the other hand, cyclic stress AT is the first choice for products that experience cyclic stresses in real-life operating conditions, in which test specimens are exposed to elevated repetitive cyclic loadings like voltage and fatigue. Thus, the type of method to apply depends on the specimen at hand and the operating conditions this will experience in real-life operation.
3. Accelerated Testing in Hydraulic Pumps
One of the first studies to analyze hydraulic pumps through means of accelerated testing methods was by Petranský and Bolla [8]. The authors designed an electro-hydraulic test stand for accelerated lifetime tests of hydrostatic gear pumps using polluted hydraulic fluid. Accelerated testing in gear pumps has been implemented as part of the verification process and data acquisition in other studies. One study performed by Liao et al. [9] established that mechanical vibrations and environmental noise could trump the signal of internal gear pumps, and thus proceeded to measure the amplitudes of internal vibrations of a pump on accelerated testing conditions, which were used to train data for the development of an AT model. The accelerating conditions described by Liao et al. [9] were described to be overspeed and overload shock testing by varying parameters such as pressure, rotational speed, and temperature. Moreover, Air Cleaner Fine Test Dust (ACFTD) [10] was added to increase the cleanliness of the procedure. In addition to this, Wang et al. [11] performed a study to predict the Remaining Useful Life (RUL) of a hydraulic gear pump. Here vibration data was characterized by a deep convolutional autoencoder to build and model the degradation state of the pump. Furthermore, to confirm the validity of the previously applied methodology, an ALT was conducted. For this, the experimental life test was conducted with four gear pumps operating at higher-than-rated pressure, with the whole test lasting 900 hours. The test setup incorporated torque sensors, flow meters, and acceleration sensors to observe and gather data on variations in torque, rotational speed, output flow, and vibration during the entire duration of the life test. An increase in the valve vibration amplitude at the end of the life test was observed. In addition to this, Guo et al. [12] performed a study with a similar intention. They employed pressure as an accelerating stress to perform step stress accelerated life test on 4 parallel gear pumps. During the tests, vibration and flow drop were collected to assess possible degradation in the pumps. Alongside this, the authors of this study designed a remaining useful life (RUL) model for the pumps employing neural networks. Moreover, diverse algorithms were employed to denoise data obtained from these tests. It was concluded in this research that the employed degradation model was appropriate, and the failure time of the gear pump under accelerated stress was accurate. In addition to this, even though tests under usual stress were not performed, the failure time under usual stress was obtained thanks to the remaining useful life model.
Guo et al. [13] analyzed the wear and leakage of a gear pump through model-based simulations and CFD to build instantaneous flow curves as functions of pressure difference, speed, and wear gaps. With the previously described information, outlet pressure graphs as functions of time and wear gaps were built. The authors of this study observed that these outlet pressure curves fluctuated with periodicity and that pressure pulsation increased with a larger radial wear gap. Moreover, a direct proportionality was observed between the radial wear gap and the performance degradation of the gear pump. Thereafter, the authors performed accelerated life tests on four gear pumps, employing pressure as the main accelerating stress. Afterward, the obtained experimental values of volumetric efficiency were compared with the obtained theoretical values as one of the measures to assess the degradation of the gear pumps. Subsequently, the pumps were disassembled, and wear in different parts of the pumps was measured with a profilometer. The authors demonstrated that the simulated radial wear values were similar to the experimental findings and confirmed that in comparison with the end face wear, radial wear is the main reason for the volumetric efficiency reduction in the wear degradation tests of the gear pumps.
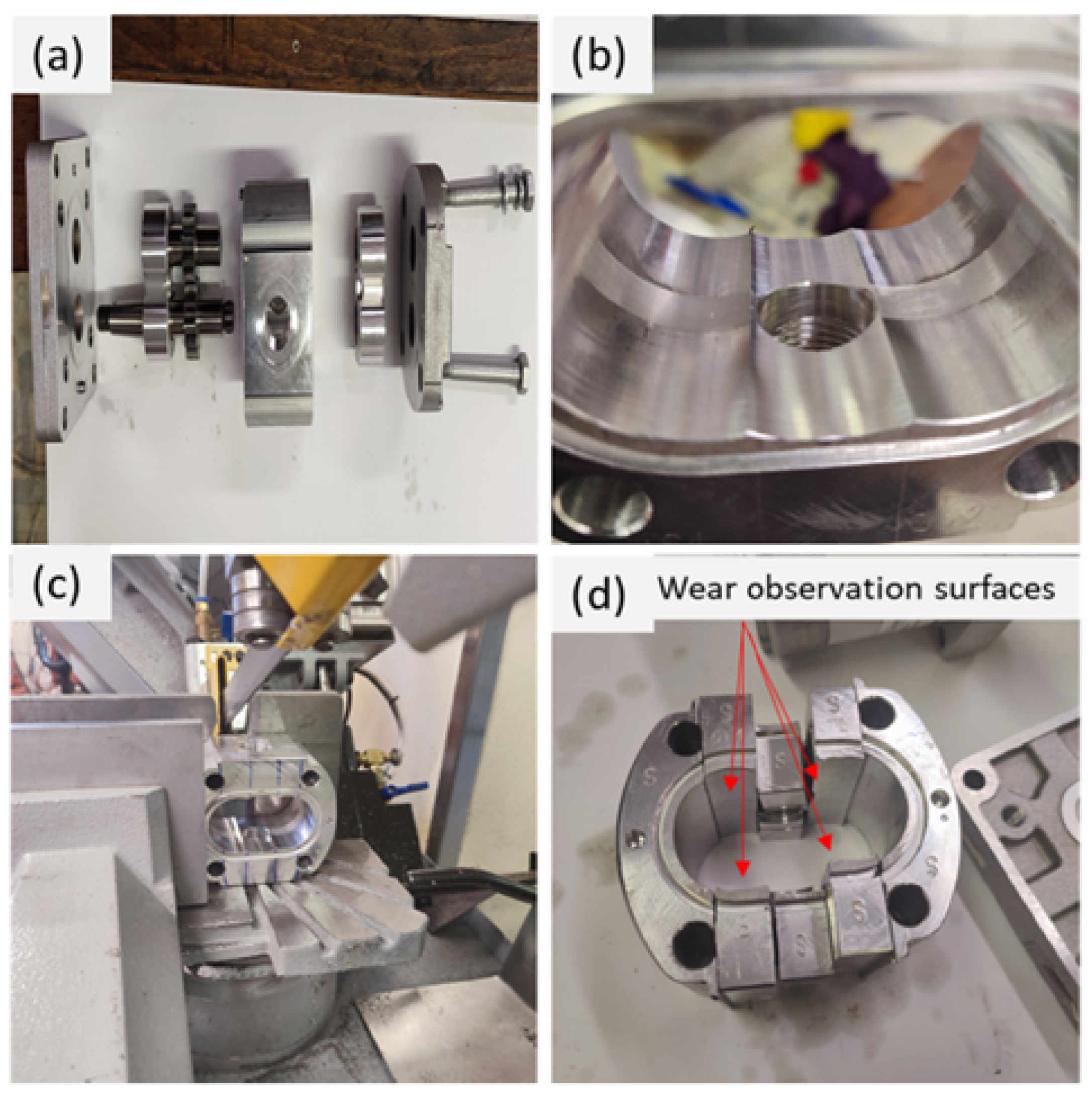
Most accelerated tests in hydraulic systems are exclusively performed on a specific component of the hydraulic circuit. However, a study performed by Novak et al. [14] employed two identical custom-made hydraulic rigs to execute life tests on various devices. The equipment analyzed was a hydraulic gear pump, a 4/3 valve, and an orbital motor. These hydraulic circuits worked with ISO VG 46 hydraulic oil. 5 g of wear particles was added to one rig and 5 g of Medium Test Dust (MTD) according to ISO 12103-1, A3 MTD [15] to the other rig. The purpose of this was to assess the possibility of using medium test dust to accelerate the degradation process of the equipment. The wear effect was evaluated as a result of the drop in the volumetric efficiencies. For the pump, the wear was visually analyzed by the naked eye and by means of a digital microscope. The authors described an internal leakage in the pump within the pressurized and unpressurized parts, they noticed wear in the pump housing in both the pressurized and suction sides. During the analysis of the pumps’ wear, there was a slight difference in the wear behavior between the analyzed pumps. The one tested with wear particles had horizontal scratches perpendicular to the sliding direction. The authors claimed that this phenomenon was due to wear particles captured between the housing and the side plate, which managed to erode the surface because of the pressure difference.
Furthermore, the authors identified a difference in the wear behavior between the pump tested with wear particles and the pump tested with MTD. For the pump’s housing tested with wear particles, the scratches were found to follow the same direction as sliding, which would indicate a two-body abrasion mechanism in which the gear abraded the housing. On the other hand, for the pump’s housing tested with MTD there were more scratches in random directions, which would indicate a three-body abrasion mechanism. As explained by the authors, this is a result of the presence of particles smaller than the clearance between the gear and the housing, whose size would be critical and, therefore, provide the greatest amount of damage. According to the authors, these particles can get stuck in the housing (softer material) and work as an abrasive agent for the gear. Even though the wear effect in the pump was determined as a drop of the volumetric efficiency and the wear was analyzed, the wear present in the pump was not quantified by tribological means.
Compared to gear pumps, less research has been performed on hydraulic piston pumps. A study performed by Ma et al. [16] employed a swash plate/slipper pair to simulate the operating conditions of a piston pump and performed accelerated life testing on it. The authors concluded, based on the wear behavior, that contact pressure and temperature would work as accelerating factors for this kind of pump, considering that wear increased while increasing these values. Furthermore, a study performed by Ma et al. [17] proposed to employ ALT and ADT data of a hydraulic pump to model its degradation process considering measurement error, using an inverse Gaussian process. The authors demonstrated that their model improved the accuracy of parameter estimation by means of numerical tools. Furthermore, the authors described that considering ADT data with measured error substantially lowers the estimation error of the diffusion parameter. Likewise, it was observed that the ALT data set normally has a constrained sample size. To address the limitations of using a small sample size, the ADT data was used to obtain additional information related to the pump’s performance. Another study performed by Huang et al. [18] focused exclusively on the development of a dependence model using the Gumbel – Hougaard Copula function from where the survival function of the hydraulic piston pump was derived, which allowed the obtention of an ALT model for the pump.
In addition to this, a few studies have been conducted on accelerated testing of airborne hydraulic pumps. A study performed by Sang and Wang [19] employed a bond graph approach for the reduction of required energy in ALT of air-borne hydraulic pumps. The authors concluded that even though this technique could reduce the loss of energy and prevent an increased temperature in the hydraulic oil, it was required to implement a robust control system. Likewise, Wang et al. Wang et al. [20] focused exclusively on the analysis of the coupling relationship on the rotational speed with pressure changes and the non-accuracy that comes with it in the acceleration model. By means of a simple PID de-coupling controller, an acceleration model was built linking to the pressure stress, which would assist in assessing the impact of lifetime estimation. Furthermore, Sang et al. [21] developed an ALT stand for an airborne hydraulic pump. The authors found strong vibrations and consistent noises during the performance of ALT on this stand. To mitigate the impact on the speed, a single-neuron self-adaptive PID controller and a load torque observer were employed. It was concluded that this approach would improve speed robustness for airborne hydraulic pumps.
Figure 2.
a) Disassembled gear pump b) wear of pump housing, and (c,d) cutting the pumps housing and observing the wear on housing with digital microscope. Reproduced with kind permission from [14].
Figure 2.
a) Disassembled gear pump b) wear of pump housing, and (c,d) cutting the pumps housing and observing the wear on housing with digital microscope. Reproduced with kind permission from [14].
3.1. Accelerated Testing of Pumps: Summary and Discussion
From the above review, it is clear that the primary mean of accelerated testing in hydraulic pumps is pressure, but in a number of cases also combined with speed and/or temperature, whereas the use of polluted fluid has only been used in a few cases for gear pumps. An overview of the different references and their use of acceleration factors is presented at the end of the article in Table 1. Moreover, from the references, it was observed that the main way to assess wear in hydraulic pumps is through loss of hydraulic performance. In addition to this, and parallel to the employment of actual pumps to perform accelerated tests, it was observed how certain tribological rigs could work as AT equipment, such as pin-on-disk set-ups. Thereafter, in some studies it was seen how vibration amplitude could be employed as an indicator of pump degradation, nonetheless, this approach could be trumped by the presence of noise. Furthermore, the complexity of modeling accelerated tests was identified. For these challenges, the studies explored in this literature review suggested the measurement of gear pump wear and the employment of neural networks to construct AT models. However, the latter inherently comes with a lack of physical understanding of the root causes, which may limit the possibilities if the pumps should undergo major design changes.
Secondly, from the above review, it is also clear that only a few tests have considered correlated effects of having polluted fluid while at the same time varying more of the other acceleration factors. However, from practical experience, it is well known that degraded (polluted, physically and/or chemically degraded) fluid plays a significant role in a long range of mechanical failures seen in hydraulic equipment and this may be a very important factor to consider to properly scale the experiments. Thus, further focus on the combined effect of degraded fluid and the other acceleration factors and the correlation to the scaling factors of the AT will be highly beneficial.
4. Accelerated Testing in Hydraulic Cylinders
Although not directly related to oil hydraulic cylinders, research covering accelerated testing in fluid power systems components has been performed by Chen et al. [22]. Here, the authors analyzed accelerated testing procedures of pneumatic cylinders, and as part of their research, they performed a literature review of accelerated testing of pneumatic cylinders. It was concluded that the main failure mechanism affecting this type of cylinder is wear and that mechanical sealing rings are the most critical part affected by the wear of these pneumatic actuators. While pneumatic and hydraulic cylinders do differ, this information can however, be extrapolated for the analysis of accelerated testing in hydraulic equipment, especially the development of accelerated testing for hydraulic cylinders and hydraulic seals as seen from the below in the review below.
One of the first studies to perform accelerated testing on cylinders was made by Chen et al. [23] who executed a double-crossed step–down stress accelerated life testing by lowering the double stresses alternatively. The authors claimed that the step-stress tests could decrease the specimen numbers, time, and cost and, thus, enhance the efficiency of the accelerated testing. Moreover, the authors described that the failure mechanism could be characterized as a cumulative degradation model, employing the cumulative damage general log-linear relationship and Weibull assumption. The primary mode of failure observed in the tested cylinder is the abrasion occurring on the parking surface of the piston and piston rod. It was identified by the authors that the reciprocating motion caused fatigue and cumulative damage. The authors identified the operating stresses to be temperature, pressure and frequency, in which the pressure was set constant to analyze the properties of the other two stresses. Furthermore, another study performed by Lee et al. [24] employed a hydraulic servo-actuator as it operates micro displacement precisely at high frequency over an extended duration. The hydraulic servo-actuator was installed in a tensile compression fatigue life test. It was found that the actuator experienced abnormal operation on-site, and upon analysis, it was discerned by the authors that this anomaly stemmed from insulation compression-induced heat generation. This was caused by the accumulation of air and gas within the hydraulic oil, coupled with increased friction due to the degradation of fluid flow. As described by the authors, the outcomes of the hydraulic servo actuator’s failure are external leakage and power reduction, a decrease in control precision, discoloration of the rod and tube parts, and noise or overheating. A high frequency generates swift, repeated friction on both the seal assembly and the surfaces of the rod and cylinder tube. Especially, the discharge of remaining air and gas within the hydraulic servo actuator is not possible, leading to elevated temperatures arising from the compression of gas insulation. Moreover, in the event of raising the operating pressure for the high-load test, there is a subsequent rise in seal pressure, which subsequently amplifies friction. The authors observed with the naked eye the wear in both the cylinder tube and piston rod. This damage is related to the contact part of the seal. The authors described that the hydraulic fluid inserted into the actuators remains partially retained, ensuring consistent maintenance of the initial pressurization state. They also described a rise in gas internal temperature as a function of a change in pressure by means of the ideal gas equation, which would damage the seal by burning it. Hence, the primary mode of failure was examined and identified as excessive burning in the seal contact region resulting from friction. Even though this study analyzed the detailed failure mechanism of the hydraulic cylinder, it did not quantify the actual wear on the surface of the tube or the surface of the piston. Moreover, a dual-stress accelerated life test was performed by Han and Fu [25] by varying velocity and temperature and leaving variables like force and pressure constant. According to the authors, the performed test followed a constant stress dual parameter Weibull distribution function. Furthermore, the authors of this study obtained an acceleration factor ranging from 2.38 to 5.14 when comparing it to a normal test. Even though the authors identified wear as the main failure mechanism and described in detail the design of the experiments from a statistical point of view, no visual evidence of the rig in which the hydraulic cylinder was tested, or the failure mechanism of the hydraulic cylinder was presented. In addition to this, Wang and Yan [26] designed and developed a mechanical testing bench together with the implementation of a fluid power drive control system to perform a normal and accelerated life test to compare it with a prediction of the reliability characteristics. The authors employed an accelerated life test by employing an alternating impact test of the cylinder with high pressure under the Weibull function, with which the maximum likelihood function was formulated. According to the authors, the test-ed results and the predicted results were almost identical for the reliability and the failure rate functions, which would indicate the suitability of the proposed model.
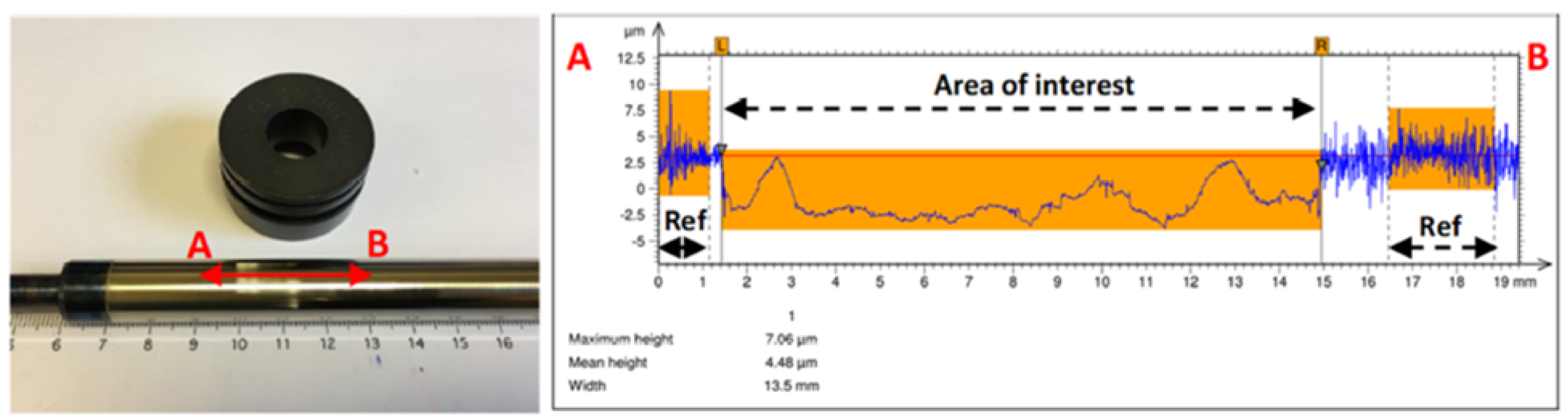
In the frame of investigating appropriate utilization for hydraulic biodegradable oils in agricultural machinery Hujo et al. [27] performed a study in which test equipment was employed to monitor the service life of hydrostatic transducers. The development of test apparatus for hydraulic transducers and hydraulic fluid in hydraulic circuit trans-mission system aims to assess the durability of the transducers. The authors carried out the assessment in laboratory settings to replicate the temperature and pressure that a tractor’s hydraulic system would experience. The main applied stress was pressure with an accelerated stress loading in the form of cyclic stress. The cycle followed the standard CSN 119287 for the frequency, duration, and pressure ranges of the test. Georgiou et al. [28] investigated alternatives to Cr surfaces due to the ecological risk that these suppose. The authors, in their development process, identified the necessity of developing a new tribological method to mimic hydraulic cylinders for the development of accelerated testing in hydraulic cylinders. It was identified that many previous studies employed rigs that had inappropriate tribological contacts to mimic the behavior of hydraulic cylinders. The authors explained that in hydraulic cylinders, the contact pressure levels are significantly lower than in ball-on-flat contact, which is present in commonly used rigs such as pin-on-disk set-ups. Furthermore, as part of their study, they developed a rig that focused on the tribological contact of the hydraulic rod guide and the rod. Using the norm ASTM D6133, [29], and the Tribological Aspect Number approach (TAN) [30]. The study pioneered by calculating the wear present in the degraded rod of the cylinder as an indicator to evaluate the AT, and and not by assessing the wear effect as a drop in the cylinders’ hydraulic performance. An example of the results from their analysis is shown in Figure 3.
4.1. Accelerated Testing of Cylinders: Summary and Discussion
For cylinders, the review has revealed that the failure of these typically relate to wear, fatigue stresses or degradation of the seals, where the latter will be covered separately in the next section. For the other cylinder components, the review has thus revealed that the main accelerating stress employed is pressure, whereas speed and temperature are employed to a lesser extent, and not all three have been employed simultaneously. Common for most references is that for AT to be employed in hydraulic cylinders, alternating high pressures were used on the cylinder, and the effects of accelerating stresses were evaluated with the help of the reliability parameter estimation method. However, while fatigue may cause cylinder failure, the primary failure mode of hydraulic cylinders relates to leakage resulting from wear of the piston rod, housing or the seals. For the piston rod and housing, the main failure is thus mechanically related, but typically the leakage is also related to the seal degradation, for which chemical degradation may also be a significant factor as addressed in the next section.
For wind turbine pitch cylinders the study by Lee et al. [24] is, however, of specific interest as the cylinder is here tested under micro displacement. This is expected to be somewhat similar to the micro-pitch motions that many pitch cylinders encounter when operating below rated wind speed of the turbines, and where the lubrication film between the seal and housing may be reduced and experience local heating. The findings of Lee et al. [24], where accumulation of air and gas within the hydraulic oil and the increased friction due to the degradation of the fluid flow yielded an abnormal operation may therefore be of particular interest. Therefore, for the accelerated testing of pitch cylinders these effects need to be further investigated and taken into effect.
5. Accelerated Testing in Hydraulic Seals
Among the hydraulic equipment, the part that has been studied and researched the most are hydraulic seals, considering that it is the most critical part of hydraulic cylinders and one of the parts of hydraulic cylinders that experience significant deterioration and wear. Generally, the accelerated testing may here be related to either mechanically accelerated testing or chemical degradation of the seals.
5.1. Mechanical Accelerated Testing of Hydraulic Seals
Pedersen et al. [31] conducted a study to determine the early stages of external leakage initiation in hydraulic cylinders through Run-To-Failure (RTF) studies of PolyTetraFluoroEthylene (PTFE) seals in a test rig. An accelerated leakage initiation process was conducted by generating longitudinal scratches on the piston rod. The authors aimed to employ acoustic emission (AE) sensors to recognize leakage initiation in hydraulic cylinders. It was identified from the features of the AE signals that the Root Mean Square (RMS) value could be a potential condition indicator to comprehend the leakage initiation phenomenon. The RMS value was seen as a potential condition indicator as it seemed to be linearly scalable to operational conditions like pressure and speed for the prediction of a leakage threshold. Nonetheless, the authors claimed that further work for the creation of forecasting models of the RMS signal should be performed. In addition, more RTF tests under similar conditions should be carried out to guarantee repeatability. Moreover, Lee et al. [32] performed an accelerated wear test on FKM elastomer for life prediction of seals, employing a pin-on-plate reciprocating tribo-tester. The authors observed that the FKM specimen surface during the normal wear test experienced an irregular wear pattern. For the accelerated wear test, contaminated lubricants with both Fe and Alumina particles were employed. It was found that the lubricant with Fe particles did not reproduce the wear behavior of the normal test. However, the lubricant with a concentration of 3mg alumina particles per 10 ml of lubricant did. The authors found that the Acceleration Factor (AF) for the accelerated testing of the FKM elastomer with alumina particles added to the lubricant was 58. A study performed by Kim et al. [33] analyzed the degradation process of Polyurethane (PU) against stainless steel using sliding speeds similar to the real application to mimic the contact between the hydraulic seal and the cylinder rod. This investigation was conducted using a reciprocating tribometer with a pin-on plate configuration. The specimen’s height reduction analysis was employed as a measure of degradation. The authors found that normal force and temperature could be employed as accelerating stresses without modifying the degradation behavior. It was concluded that the degradation of the PU specimen rises with the use of discolored lubricant (Discoloration in this context refers to the degradation of the lubricant’s properties, stemming from continuous real-world use in the field), in addition, the acceleration factor found when both temperature and normal force were increased was 6. Furthermore, Bae and Chung [34] executed wear tests for PU hydraulic seals employing a hydraulic seal tester, and pin-on-plate reciprocating tribo-tester using ISO VG 46 as test lubricant. Specimens were contrasted with field data for assessing the reproducibility of wear properties from testing. The authors found that, compared to field data, the sealing surfaces of the PU specimens obtained from the hydraulic seal tester were not flat. The authors explained that an explanation for this behavior was the presence of plastic deformation due to compression. It was found in this same study that the presence of harder particles could accelerate the degradation of the PU specimen, this would indicate that the selection of particles would play a crucial role in the acceleration process. The authors concluded that the employed methods could be suitable for the execution of accelerated life tests if the occurrence of the compression witnessed in the specimens was addressed. Moreover, they observed that discolored and contaminated lubricants could accelerate the wear of the PU specimen. For the employed discolored lubricant obtained from the hydraulic system of an excavator with ISO cleanliness of 24/23/20, it was found that its acceleration factor was 2.1, and for the lubricant containing alumina in a concentration of 3 mg per 10ml had an acceleration factor of 3.4 when compared with the normal lubricant.
5.2. Chemical Degradation of Hydraulic Seals
Accelerated aging tests of nitrile rubber O-rings were executed by Lou et al. [35] by means of an air-circulating oven for both air-exposed specimens and submerged hydraulic oil specimens. The authors employed ATR-FTIR spectroscopy to analyze the chemical structure of the aged samples. It was found that amid groups and hydroxyl groups were developed during the aging process. The changes in chemical structure were more noticeable for the samples aged with oil than for the samples aged with air. Additionally, it was found that the hydraulic oil and temperature affected the crosslinking density. The fracture surface characteristics underwent significant changes between the samples before and after being immersed in oil and exposed to air. Furthermore, in comparison to exposure to air, the fracture surface of samples immersed in oil exhibited a more pronounced formation of a thicker oxide layer, as well as an increased presence of voids, agglomerates, and cracks. Moreover, the mechanical testing investigation revealed that as the aging time and temperature increased, the elongation at break decreased while Young’s modulus increased. Additionally, the variations in tensile strength among the samples were notably different at various temperatures. These observations can be attributed to the depletion of fillers, alterations in crosslinking density, and the emergence of defects. These findings suggest that temperature had a more significant impact on the mechanical properties than hydraulic oil did. Furthermore, Wang et al. [36] studied the accelerated aging behavior and degradation mechanism of nitrile rubber under unloaded and compression states that were analyzed in simulated air and hydraulic oil environments at diverse elevated temperatures. In accelerated thermal aging conditions, the primary influence on the aging process was the crosslinking reactions, which resulted in an enhancement of tensile strength and a reduction in elongation at the point of fracture. The alteration in crosslinking densities is notably influenced by temperature, with a direct correlation – the higher the temperature, the more rapid the rise in cross-linking densities. After 30 days of aging at 120°C, there was a substantial 730% increase in crosslinking densities. The study also delved into the alterations in the volatile elements and chemical composition of Nitrile Butadiene Rubber (NBR). NBR-O exhibited a lower rate of additive migration, oxidation, and crosslinking compared to NBR-A, which displayed a rapid decrease in additives, oxidation, and crosslinking. Elevated levels of compression stress had a decelerating effect on NBR aging by restricting the movement of rubber chains, impeding additive migration, and reducing oxygen permeation. The impact of hydraulic oil on NBR’s thermal aging resulted from a combination of its barrier effect and inhibition of oxygen diffusion. This dual effect of the oil medium acted as a safeguard, preventing the rubber from aging. Morrell et al. [37] performed accelerated thermal aging studies on NBR O-rings on air. The outcomes of these studies indicated that the predominant reaction contributing to compression set in these studies is oxidative degradation. It was identified that Arrhenius activation energy for the compression set was resembling that determined from oxygen consumption experiments. Solvent swell has shown a relationship between compression set and cross-link density. The oxidative process leading to compression set is consequently likely to be oxidative cross-linking. Zhu et al. [38] conducted aging tests of Hydrogenated Nitrile Butadiene Rubber (HNBR) at different temperatures and levels of uniaxial tensile strain. It was found that applied strain would have an equal effect on temperature in terms of acceleration. Moreover, the authors concluded that with the proposed time-temperature-stain superposition principle, time and cost could be significantly saved by evaluating the long-term aging behavior of rubber with short-term test data. Lastly, Matache et al. [39] researched energy optimization by addressing the importance of the durability of sealing systems in enhancing the life of hydraulic cylinders. The authors developed a new testing method using two different sealing elements for the piston and rod. Among the advantages of this device mentioned by the authors were savings in energy, reduced oil quantity in use, and the applied pressure during testing being solely directed towards the functional areas of the sealing components. The testing of the seals is performed at pulsating pressure, achieved by a low flow rate and low power consumption. However, the authors did not specify the material of the hydraulic seal.
5.3. Accelerated Testing of Seals: Summary and Discussion
When it comes to hydraulic seals it was observed that AT in hydraulic seals was divided in two categories namely: mechanical accelerated testing of hydraulic seals and chemical degradation of hydraulic seals. For the mechanical accelerated testing of hydraulic seals different kinds of polymer were used such as PTFE, FKM, and PU thus employing diverse accelerating stresses, and focusing on the wear of the seal. On the other hand, for the chemical degradation of hydraulic seals, Nitrile Rubber seals have mostly been considered, and the temperature was the sole accelerating stress, where focus was on the aging of the seals and the changes in crosslink density, migration and oxidation effects. The accelerated testing of the seals is therefore directly linked to the material in question and the material properties. The review furthermore revealed that no correlated tests have been made, i.e. where polluted fluid have been used in combination with other means of acceleration, despite it is well known that using polluted oil will have a significant (but not directly quantifiable) effect of the wear and lifetime of the seals.
The above provides an overview of the AT test methods that have been reported in the literature. In relation to accelerated testing of seals in pitch components, especially the cylinder, a number of points may also have to be taken into account as they are known to also occur in hydraulic pitch systems under given conditions. This includes wear particles in the oil, micro-pitching resulting in local heat development and degeneration of the oil, and under special operating conditions, Diesel- and micro-diesel-effects, which also affect the seals and their service life. Thus, if realistic lifetime tests are to be carried out on seals used in pitch systems, it is necessary that these effects are also looked at in the future. Therefore, substantial work remains to be done in investigating how these effects are included in accelerated lifetime tests of the components, just like the versatility of the different materials used will also play a role.
6. Accelerated Testing in Solenoids and Hydraulic Valves
Hydraulic valves find extensive application across a range of industrial sectors, including aviation, automotive, and general machinery. The pivotal component responsible for actuating almost all types of electrically actuated hydraulic valves is the solenoid actuator. The dependable performance of the solenoid significantly influences the overall hydraulic system’s operation. The solenoid actuator’s effectiveness is contingent on its ability to respond to frequency and step inputs, regardless of the input signal’s nature.
One study performed by Sung [40] performed the analysis of the components of a solenoid actuator to guarantee the operation and response characteristics through reliability analysis. The authors employed values of design parameters for the solenoid actuator to calculate the life test time of the solenoid actuator for verification of the reliability of the prototype. Moreover, the authors proposed an acceleration model for the solenoid actuator, whereafter, the acceleration factor is calculated considering the field operating conditions. Afterward, the design values were validated through accelerated life tests and performance tests using prototypes of solenoid actuators adopted in servo valves. Even though the authors provided a framework for the simulation and testing of a solenoid actuator, their results were not conclusive.
In the study performed by Novak et al. [14], it was found that the directional 4/3 valve tested with wear particles could sustain the system pressure at 247 bar at the beginning of the test, while at the end of the test, the system pressure dropped to 149 bar. On the other hand, it was found that the 4/3 valve tested with MTD experienced a pressure drop from the same 247 bar to 27 bar at the end of the test. Moreover, the wear effect on the hydraulic motor was analyzed as a function of the internal leakage, and it was concluded that because the hydraulic motor operated without a load and rotated freely, the wear particles had minimal influence on the progression of wear and, consequently, on the rise in leakage.
Wang et al. [41] performed a study to analyze the degradation of a hydraulic servo valve using polluted fluid and analyze its degradation as an increase in leakage. First, the wear failure mechanism is analyzed to determine by modeling the degradation process as a drift brown motion. Thereafter, the maximum likelihood is employed to quantify degradation as leakage. Even though this study provides a solid methodology to simulate the accelerated degradation of a hydraulic servo valve, it does not show empirical evidence on the tested servo valve.
Angadi et al. [42] built a custom test apparatus that could monitor and actuate up to four Solenoid valves (SV), the system could control applied current and thus actuation frequency. To precisely control the environmental conditions, the SVs were placed inside a thermal chamber. The apparatus provided real-time monitoring of temperature, current, and voltage for each SV. A series of tests were executed deliberately causing repeated SV failures, which were found to be primarily attributed to overheating and insulation failure within the solenoid coil. When a failure occurs, the electrical resistance of the solenoid drops significantly due to a short circuit in the coil, resulting in a measurable and conspicuous increase in average current. Furthermore, the insulation material melts and escapes from the SV. Therefore, it is believed that elevating the ambient temperature and current contributes to a reduction in SV reliability. In some cases, these elevated temperatures can become exceptionally high within the solenoid valve. The temperatures reach such extremes that the metal casing and core take on a blue hue, and the plastic components within the solenoid valve liquefy and exit the casing. The melted plastic can also impede the motion of the plunger. This phenomenon represents the predominant failure mechanism observed by [42]. Microscopic photographs of the coil cross-sections also revealed that the wire structure in a failed solenoid valve was significantly less organized compared to the tightly structured hexagonal arrangement seen in properly functioning solenoid valves.
6.1. Accelerated Testing of Valves: Summary and Discussion
The review reveals that the work and methods used to do accelerated testing of valves are somewhat scattered and sparse. This may partly be due to valves facing both mechanical and electrical failures, where mechanical failures are related to leakage and electrical failures to the solenoids. Among the analyzed studies, two studies stand out. The study performed by Angadi et al. [42] where frequency and current was utilised, together with temperature, to execute accelerated testing on a hydraulic solenoid valve. Furthermore, contaminated lubricant has been employed as accelerating stress for one study that employs a directional valve and a servo valve, in which a drop in operating pressure has been identified as a failure indicator for the directional valve in the study performed by Novak et al. [14], whereas Wang et al. [41] identified the pressure gain and leakage as failure indicators for the analyzed servo valve. Common for the studies are, however, that it is not directly clear how the scaling factor varies with the different parameters. Thus, significant work still remains in this area to test under accelerated testing conditions that resemble the operating conditions encountered in wind turbines.
7. Accelerated Testing in Hoses
The last group of components that have received focus are hoses which find widespread usage in almost all hydraulic systems. Lee et al. [43] identified that to expedite the lifespan of hoses, adjustments such as modifying the magnification of impulse pressure, heating the testing oil, and repeatedly subjecting the testing hose to bending and straightening motions needed to be conducted. They identified that the two primary tests used for hose assemblies were the impulse and burst tests. The lifespan assessment of hoses, which exhibit a wide range of longevity, presents a challenge, as it requires prolonged observation from the initiation of testing until the hose assemblies eventually burst. As a solution, the authors proposed a procedure that focused on identifying faulty sections within hose assemblies and enhancing their lifespan acceleration by applying ’Knockdown stress’ just before the assemblies fail. Furthermore, KIM et al. [44] proposed an accelerated life test to simulate the practical flexing motion of a hose assembly. The research involved an examination of potential failures in hydraulic hose assemblies employing pressure as accelerating stress. The study employed a two-stage quality function deployment to identify relevant test items effectively. Moreover, an accelerated life test, which considers practical flexing operations, was devised, executed, and analyzed using the impulse pressure testing method. Moreover, the authors of this paper created a critical matrix analysis, incorporating failure mode, effects, and criticality analysis to assess potential failure modes in the hydraulic hose assembly. The authors noted that the primary failures identified were bursts and separation in the hoses. Additionally, data from the accelerated life test revealed that the lifespan of the hydraulic hoses conformed to a Weibull distribution.
7.1. Accelerated Testing of Hoses: Summary and Discussion
Common for the above two references is that they considered mechanical stress and fatigue-related failures in the hoses where Lee et al. [43] employed pressure and temperature as accelerating stresses for hydraulic hose assemblies, and Kim et al. KIM et al. [44] employed impulse pressure test as accelerating stress in hose assemblies. However, in a more general context hoses may also experience problems with abrasion, aging, cracking (heat), and incompatible fluids, where pitch systems hoses are typically replaced pre-emptively to avoid aging problems. On the other hand, fatigue, incompatible fluids, and abrasion-related problems will typically not be the case for well-designed pitch systems. Therefore, in relation to pitch systems, focus should also be directed towards aging-related testing of the hoses.
8. Future Needs
As described in the beginning, the focus of this paper is on accelerated testing of hydraulic pitch components as a means to better predict the lifetime and service life of the components and ultimately bring down the O&M costs of the turbine. Important to notice in this regard is that the operating conditions of pitch systems are very different compared to those encountered in, e.g., industrial hydraulics, as e.g., micro-pitching is a common operating condition for pitch systems. For the same reason, normal test procedures have shown to yield incorrect results when trying to predict the lifetime of components in pitch systems through tests. Similarly, the means to predict component lifetime have shown to be off by orders of magnitude, [45] except for hoses, which shows reasonable correspondence. Therefore, to better predict the lifetime of the pitch components it is required with more representative test methods by which accelerated testing can be performed with higher certainty of the results.
The current paper is a review of the state-of-the-art test methods used for the main types of components. Most research has focused on pumps and secondly seals, whereas less focus has concentrated on valves and hoses, but the latter also being major areas for replacement of components in pitch systems. Based on the literature review, it was found that pressure is the principal mean of acceleration for most component types; still, speed, temperature, and polluted fluid were used to a lesser extent, as also apparent from the overview presented in Table 1. However, from the above, it is also clear that only a few tests have considered correlated effects of having polluted fluid, while at the same time varying more of the other acceleration factors. This is despite the fact that it is often the correlation between several factors and wear particles in the oil, which is assumed to be the root cause of many of the errors experienced in pitch systems. Therefore, there is a clear need for improving the methods for doing accelerated testing of the components in pitch systems, based on duty cycles that resemble and accelerate the actual loading profiles found in wind turbines. Secondly, work also still remains in determining accurate scaling factors up front, especially when more means of accelerating the tests are applied simultaneously. These areas are, hence, the focus areas if more realistic accelerated testing should be feasible for pitch components and as a means to bring down the repair and maintenance costs.

Table 1.
Overview of contributions and means of acceleration.
| Component | Type | Reference | Means of Acceleration | |||
|---|---|---|---|---|---|---|
| Polluted Fluid | Pressure | Temperature | Speed | |||
| Pumps | Gear | Petranský and Bolla [8] | ★ | |||
| Liao et al. [9] | ★ | ★ | ★ | |||
| Wang et al. [11] | ★ | |||||
| Guo et al. [13] | ★ | |||||
| Guo et al. [12] | ★ | |||||
| Novak et al. [14] | ★ | |||||
| Axial Piston | Ma et al. [16] | ★ | ★ | ★ | ||
| Ma et al. [17] | ★ | ★ | ||||
| Huang et al. [18] | ★ | ★ | ||||
| Airborne | Sang and Wang [19] | ★ | ★ | |||
| Wang et al. [20] | ★ | |||||
| Sang et al. [21] | ★ | ★ | ★ | |||
| Cylinders | Chen et al. [22] | ★ | ★ | |||
| Lee et al. [24] | ★ | |||||
| Han and Fu [25] | ★ | ★ | ||||
| Wang and Yan [26] | ★ | |||||
| Hujo et al. [27] | ★ | |||||
| Georgiou et al. [28] | ★ | |||||
| Seals | PTFE | Pedersen et al. [31] | ★ | |||
| FKM | Lee et al. [32] | ★ | ||||
| ]PU | Kim et al. [33] | ★ | ★ | |||
| Bae and Chung [34] | ★ | |||||
| NR | Lou et al. [35] | ★ | ||||
| Wang et al. [36] | ★ | |||||
| Morrell et al. [37] | ★ | |||||
| Zhu et al. [38] | ★ | |||||
| Valves | 4/3 Directional Valve |
Novak et al. [14] | ★ | |||
| Servo | Wang et al. [41] | ★ | ||||
| Solenoid Valve |
Angadi et al. [42] | ★ | ★ | |||
| Hoses | Lee et al. [43] | ★ | ★ | |||
| KIM et al. [44] | ★ | |||||
9. Summary
The focus of this paper has been on how to do accelerated testing of hydraulic pitch system components as a means to improve the reliability of these systems and thus bring down the O&M costs of wind turbines. The components considered were in this regard pumps, cylinders, seals, valves and hoses. Common for all component types is that the principal mean of accelerating the tests is pressure, whereas factors such as speed, temperature, and degraded fluid were used to a lesser extent, with an overview of the different means used for accelerated testing presented in Table 1. Also common for many of the tests is that wear is typically accessed through loss of hydraulic performance related to increased leakage, and that it is mechanically related failure mechanisms that are considered and not aging and chemical degradation. Chemical degradation due to aging is thus only really considered for seals and only for the Nitrile rubber types. While the above review, therefore, provides an overview of the different test methods that have been applied for the various component types, it also reveals that further work is needed in this area, especially when considering the operating conditions encountered in pitch systems, where e.g. micro-pitching may lead to reduction or removal of the oil film in the gaps, localized heat generation, oil degradation and thus increased wear resulting therefrom. Correlated tests where degraded oil is used in combination with other acceleration factors are therefore required to correctly resemble the factors encountered in pitch systems. Similarly, work still remains in accurately predicting the acceleration factors in these circumstances.
Author Contributions
Conceptualization, D.M.C.R. and H.C..P.; methodology, D.M.C.R.; formal analysis, D.M.C.R.; investigation, D.M.C.R.; writing—original draft preparation, D.M.C.R.; writing—review and editing, D.M.C.R., H.C.P., J.L, M.B., and G.W.; visualization, D.M.C.R.; supervision, H.C.P. and J.L.; project administration, H.C.P.; funding acquisition, H.C.P.. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Danish Energiteknologisk Udviklings- og DemonstrationsProgram (EUDP) grant number 64022-1058. The authors gratefully acknowledge the funding, which made this work possible.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| AT | Accelerated Testing |
| ALT | Accelerated Life Testing |
| ADT | Accelerated Degradation Testing |
| AF | Acceleration Factor |
| MTD | Medium Test Dust |
| ACFTD | Air Cleaner Fine Test Dust |
| RUL | Remaining Useful Life |
| RTF | Run to Failure |
| TAN | Tribological Aspect Number |
| PU | Polyyrethane |
| NBR | Nitrile Butadiene Rubber |
| HNBR | Hydrogenated Nitrile Butadiene Rubber |
| SV | Solenoid Valve |
| ATR | Attenuated Total Reflectance |
| FTIR | Fourier Transform Infrared Spectroscopy |
References
- Wilkinson, M.; Hendriks, B.; Spinato, F.; Gomez, E.; Bulacio, H.; Roca, J.; Tavner, P.; Feng, Y.; Long, H. RELIAWIND - Reliability focused research on optimizing Wind Energy systems design, operation and maintenance: Tools, proof of concepts, guidelines & methodologies for a new generation, 2011.
- Carroll, J.; McDonald, A.; McMillan, D. Failure rate, repair time and unscheduled O&M cost analysis of offshore wind turbines. Wind Energy 2016, 19, 1107–1119. [CrossRef]
- Walgern, J.; Fischer, K.; Hentschel, P.; Kolios, A. Reliability of electrical and hydraulic pitch systems in wind turbines based on field-data analysis. Energy Reports 2023, 9, 3273–3281. [CrossRef]
- Padman, P.; Xu, J.; Vanni, F.; Echavarria, E.; Wilkinson, M. The Effect of Pitch System Reliability on Wind Power Levelized Cost of Energy. 2016.
- Nelson, W. Accelerated Testing. John Willey & Sons. Inc., Hoboken 1990, pp. 60–65.
- NIU, C. ACCELERATED TESTING IN HYDRAULIC COMPONENT OPERATIONAL LIFE TEST. Proceedings of the JFPS International Symposium on Fluid Power 2002, 2002. [CrossRef]
- Limon, S.; Yadav, O.P.; Liao, H. A literature review on planning and analysis of accelerated testing for reliability assessment. Quality and Reliability Engineering International 2017, 33. [CrossRef]
- Petranský, I.; Bolla, M. Testing stand for life tests of hydrostatic pumps with a polluted fluid. Research in Agricultural Engineering 2003, 49. [CrossRef]
- Liao, J.; Zheng, J.; Chen, Z. Research on the Fault Diagnosis Method of an Internal Gear Pump Based on a Convolutional Auto-Encoder and PSO-LSSVM. Sensors 2022, 22. [CrossRef]
- ISO 4406:1999. Hydraulic fluid power - Fluids - Method for coding the level of contamination by solid particles. Policy 2003, 1999.
- Wang, C.; Jiang, W.; Yue, Y.; Zhang, S. Research on Prediction Method of Gear Pump Remaining Useful Life Based on DCAE and Bi-LSTM. Symmetry 2022, 14. [CrossRef]
- Guo, R.; Li, Y.; Shi, Y.; Li, H.; Zhao, J.; Gao, D. Research on identification method of wear degradation of external gear pump based on flow field analysis. Sensors (Switzerland) 2020, 20. [CrossRef]
- Guo, R.; Li, Y.; Zhao, L.; Zhao, J.; Gao, D. Remaining Useful Life Prediction Based on the Bayesian Regularized Radial Basis Function Neural Network for an External Gear Pump. IEEE Access 2020, 8. [CrossRef]
- Novak, N.; Trajkovski, A.; Kalin, M.; Majdič, F. Degradation of Hydraulic System due to Wear Particles or Medium Test Dust. Applied Sciences (Switzerland) 2023, 13. [CrossRef]
- Fletcher, R.; Bright, D. Shape factors of ISO 12103-A3 (medium test dust). Filtration and Separation 2000, 37. [CrossRef]
- Ma, J.; Chen, J.; Li, J.; Li, Q.; Ren, C. Wear analysis of swash plate/slipper pair of axis piston hydraulic pump. Tribology International 2015, 90. [CrossRef]
- Ma, Z.; Wang, S.; Ruiz, C.; Zhang, C.; Liao, H.; Pohl, E. Reliability estimation from two types of accelerated testing data considering measurement error. Reliability Engineering and System Safety 2020, 193. [CrossRef]
- Huang, X.; Zhang, C.; Wang, S.; Liang, X. An accelerated life test model of hydraulic piston pumps based on dependency analysis: Model development. Proceedings of the 2015 10th IEEE Conference on Industrial Electronics and Applications, ICIEA 2015, 2015. [CrossRef]
- Sang, Y.; Wang, Z. Research on speed robustness for airborne hydraulic pump in the circular stress accelerated life test. Proceedings - 2009 International Asia Conference on Informatics in Control, Automation, and Robotics, CAR 2009, 2009. [CrossRef]
- Wang, M.; Peng, Z.; Fu, Y.; Wang, X. Study of decoupling control for airborne hydraulic pump in the cyclic stress accelerated life test. ICEMI 2009 - Proceedings of 9th International Conference on Electronic Measurement and Instruments, 2009. [CrossRef]
- Sang, Y.; Wang, Z.; Qi, X.; Pei, Z. Research on energy saving in accelerated life testing for airborne hydraulic pump. IET Conference Publications, 2006, number 524. [CrossRef]
- Chen, J.; Zio, E.; Li, J.; Zeng, Z.; Bu, C. Accelerated life test for reliability evaluation of pneumatic cylinders. IEEE Access 2018, 6. [CrossRef]
- Chen, J.; Li, J.; Wang, D.Y.; Fan, D.L.; Qi, X.Y. Double crossed step-down-stress accelerated life testing for pneumatic cylinder based on cumulative damage model. Advanced Materials Research, 2014, Vol. 871. [CrossRef]
- Lee, Y.B.; Park, J.W.; Lee, G.C. A study on failure analysis and high performance of hydraulic servo actuator. Applied Sciences (Switzerland) 2020, 10. [CrossRef]
- Han, G.H.; Fu, Y.L. A study on the accelerated life test for hydraulic cylinders. Advanced Materials Research, 2011, Vol. 199-200. [CrossRef]
- Wang, W.; Yan, K. Development of a New Testing System for Reliability Assessment of Hydraulic Cylinder. 2022 5th World Conference on Mechanical Engineering and Intelligent Manufacturing, WCMEIM 2022, 2022. [CrossRef]
- Hujo, L.; Jablonický, J.; Tkáč, Z.; Tulík, J. Design of Test Equipment for Hydrostatic Transducers and Hydraulic Fluids. Applied Sciences (Switzerland) 2022, 12. [CrossRef]
- Georgiou, E.P.; Drees, D.; Timmermans, G.; Zoikis-Karathanasis, A.; Pérez-Fernández, M.; Magagnin, L.; Celis, J.P. High performance accelerated tests to evaluate hard cr replacements for hydraulic cylinders. Coatings 2021, 11. [CrossRef]
- ASTM International. Standard Test Method for Acidity in Volatile Solvents and Chemical Intermediates Used in Paint, Varnish, Lacquer, and Related Products, 1999.
- Anderson, M. The use of tribological aspect numbers in bench test selection - A review update. ASTM Special Technical Publication, 2001, number 1404. [CrossRef]
- Pedersen, J.F.; Schlanbusch, R.; Meyer, T.J.; Caspers, L.W.; Shanbhag, V.V. Acoustic emission-based condition monitoring and remaining useful life prediction of hydraulic cylinder rod seals. Sensors 2021, 21. [CrossRef]
- Lee, S.H.; Yoo, S.S.; Kim, D.E.; Kang, B.S.; Kim, H.E. Accelerated wear test of FKM elastomer for life prediction of seals. Polymer Testing 2012, 31. [CrossRef]
- Kim, H.; Kim, R.U.; Chung, K.H.; An, J.H.; Jeon, H.G.; Kim, B.J. Effect of test parameters on degradation of polyurethane elastomer for accelerated life testing. Polymer Testing 2014, 40. [CrossRef]
- Bae, J.; Chung, K.H. Accelerated wear testing of polyurethane hydraulic seal. Polymer Testing 2017, 63. [CrossRef]
- Lou, W.; Zhang, W.; Wang, H.; Jin, T.; Liu, X. Influence of hydraulic oil on degradation behavior of nitrile rubber O-rings at elevated temperature. Engineering Failure Analysis 2018, 92. [CrossRef]
- Wang, S.; Wang, C.; He, A. Accelerated aging behavior and degradation mechanism of nitrile rubber in thermal air and hydraulic oil environments. Polymer Engineering and Science 2023, 63. [CrossRef]
- Morrell, P.R.; Patel, M.; Skinner, A.R. Accelerated thermal ageing studies on nitrile rubber O-rings. Polymer Testing 2003, 22. [CrossRef]
- Zhu, Z.; Jiang, C.; Cheng, Q.; Zhang, J.; Guo, S.; Xiong, Y.; Fu, B.; Yang, W.; Jiang, H. Accelerated aging test of hydrogenated nitrile butadiene rubber using the time-temperature-strain superposition principle. RSC Advances 2015, 5. [CrossRef]
- Matache, G.; Șovăială, G.; Popescu, A.I.; Popescu, A.M. Testing Means of Piston-Type Seals. Hidraulica 2017.
- Sung, B.J. Design Method of Reliability Improvement of Voice Coil Type Linear Actuator for Hydraulic Valve. Journal of International Council on Electrical Engineering 2014, 4. [CrossRef]
- Wang, X.H.; Li, Q.X.; Feng, Y.L. Life evaluation of electro-hydraulic servo valve based on wear mechanism. Applied Mechanics and Materials, 2014, Vol. 494-495. [CrossRef]
- Angadi, S.V.; Jackson, R.L.; Choe, S.y.; Flowers, G.T.; Suhling, J.C.; Chang, Y.K.; Ham, J.K.; Bae, J.i. Reliability and life study of hydraulic solenoid valve. Part 2: Experimental study. Engineering Failure Analysis 2009, 16. [CrossRef]
- Lee, Y.; Kim, H.E.; Park, J.; Ko, J. A Study on Procedures of the Accelerated Life Testing for Hose Assemblies. Key Engineering Materials 2005, 297-300. [CrossRef]
- KIM, H.E.; LEE, Y.B.; Kwon, Y.I. Life Prediction of High Pressure Hydraulic Hose Assemblies by the Impulse Test. Corrosion Science and Technology 2004, 3, 209–215.
- Liniger, J.; N. Soltani, M.; Pedersen, H.; Sepehri, N. Feasibility Study of a Simulation Driven Approach for Estimating Reliability of Wind Turbine Fluid Power Pitch Systems. Safety and Reliability – Safe Societies in a Changing World, 1 ed.; Haugen, S.; Barros, A.; van Gulijk, C.; Kongsvik, T.; Vinnem, J., Eds. CRC Press/Balkema, 2018, pp. 2037–2044. European Safety and Reliability Conference 2018 : ESREL 2018, ESREL ; Conference date: 17-06-2018 Through 21-06-2018.
Figure 1.
Stress loading classifications Stress vs time: a) Constant stress, b) Progressive stress, c) Cyclic stress, and d) Step stress.
Figure 1.
Stress loading classifications Stress vs time: a) Constant stress, b) Progressive stress, c) Cyclic stress, and d) Step stress.
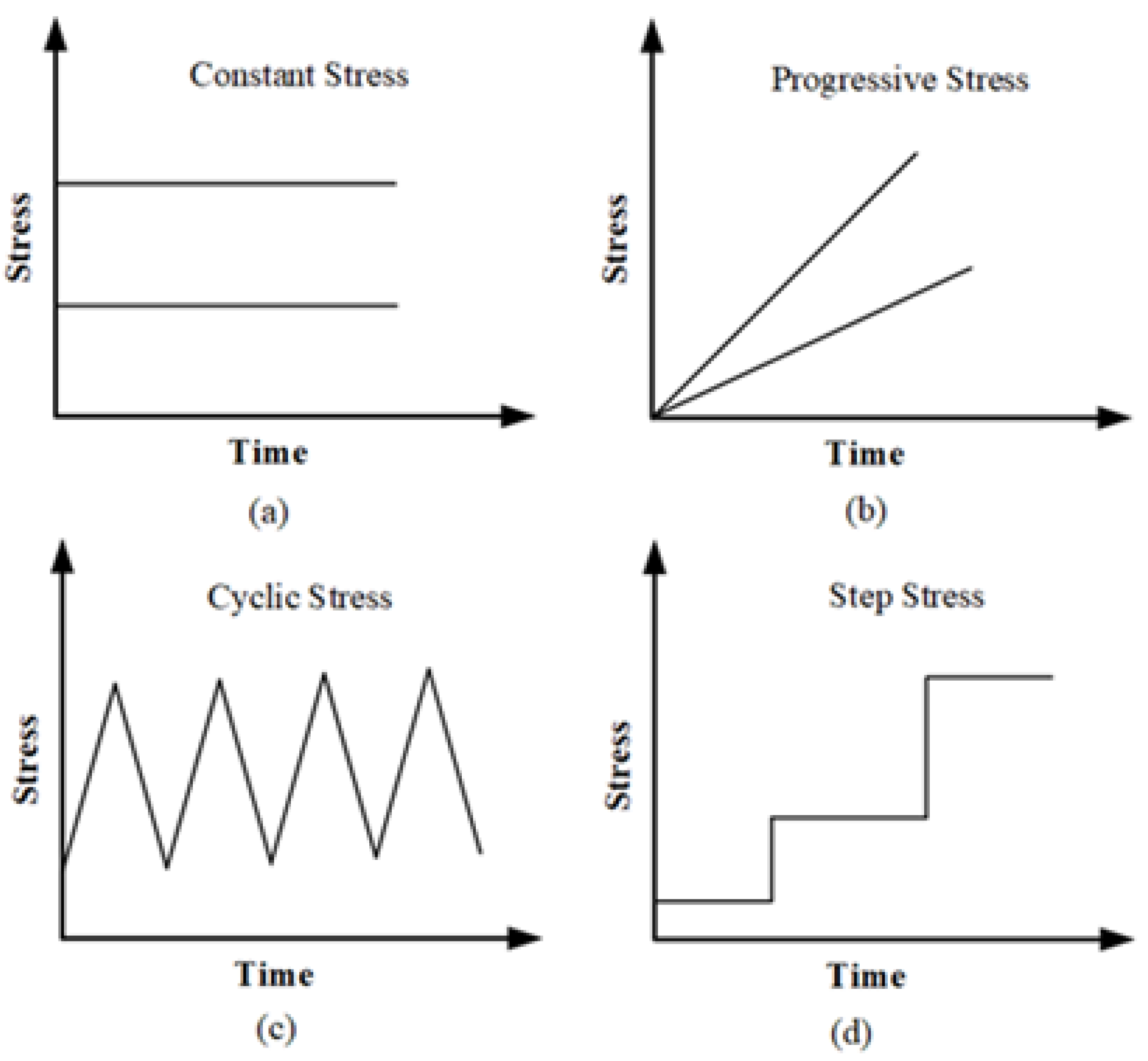
Figure 3.
Hard anodized Al rod guide and Ni variant I coated rod after wearing test, and indicative wear profile measured in the middle of the wear track on this rod, along the sliding direction (A-B). Reproduced with kind permission from [28].
Figure 3.
Hard anodized Al rod guide and Ni variant I coated rod after wearing test, and indicative wear profile measured in the middle of the wear track on this rod, along the sliding direction (A-B). Reproduced with kind permission from [28].
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



