
Submitted:
30 May 2024
Posted:
31 May 2024
You are already at the latest version
Abstract
In this work, the surface of poly(ethylene terephthalate) track-etched membranes (PET TeMs) with pore sizes of 670-1310 nm was hydrophobized with 2,2,3,3,4,4,5,5,6,6,7,7-dodecafluoroheptyl acrylate (DFHA) by photoinitiated graft polymerization. Attenuated total reflection FTIR spec-troscopy (ATR-FTIR), scanning electron microscopy (SEM) coupled to an energy-dispersive X-ray spectrometer (EDX), and contact angle measurement were used to identify and characterize the TeMs. The optimal parameters for graft polymerization were determined as follows: polymeriza-tion time 60 min, monomer concentration of 30% and distance from the UV-source 7 cm. The wa-ter contact angle of the modified membranes reached 97° which is 51o for pristine membranes. The modified membranes were tested for water desalination using direct contact membrane distillation (DCMD) method. The effect of membrane pore size, the degree of grafting and salt concentration on the performance of membrane distillation process was investigated. According to the results obtained, it has been concluded that large pore size hydrophobic TeMs modified by using DFHA could be used for desalinating water.
Keywords:
track-etched membranes
; membrane distillation
; photoinitiated graft polymerization
; hydrophobic membrane
; poly(ethylene terephthalate)
1. Introduction
Water is an essential resource for the survival and growth of life, as well as for sustaining the environment. However, the vast majority of water on Earth is too salty for human use. The issue of access to fresh water is one of the most serious problems of modern times, affecting many aspects of life on Earth [1]. This problem is enhanced by the continuous growth of the population, increasing urbanization, the deterioration of water quality due to pollution from industry and agriculture, and the risk of droughts resulting from climate change. Addressing the issue of fresh water requires a comprehensive, holistic approach. This includes effective management of water resources, improving infrastructure for water purification and distribution, and implementing innovative technologies for water desalination [2].
Seawater desalination has expanded rapidly over the past few decades, mainly to provide water for municipal and industrial use in water-scarce regions. Several desalination methods are being researched to improve efficiency and cost [3]. Promising techniques include reverse osmosis, electrodialysis, thermal distillation, nanofiltration, and membrane distillation (MD) [4,5]. Among all these technologies, MD has a lot of advantages, including operation at low temperatures and hydrostatic pressures, high water recovery, high salt rejection (especially for those with a salinity between 70 and 300 g salt per kg solution), less sensitivity to membrane fouling [6]. MD is a promising technology for desalination, wastewater treatment, and the purification of various liquids due to its energy efficiency and versatility. MD is widely used in seawater and groundwater desalination, wastewater and natural water treatment to remove heavy metals, liquid radioactive wastes and pesticides [7,8,9]. This is due to its driving force, which is the vapor partial pressure difference across the membrane, and its ability to be powered by solar thermal energy, geothermal energy, or waste energy [10,11]. MD can be realized in various arrangements, including direct contact membrane distillation (DCMD), vacuum membrane distillation (VMD), air gap membrane distillation (AGMD) and sweeping gas membrane distillation (SGMD) and their modifications [12,13,14].
Recently, there has been a growing interest in enhancing the performance and durability of MD membranes to meet the increasing demands of industrial applications. MD is a thermally-driven process that is influenced by the structure of the membrane. Membranes for MD are required to have main characteristics including porosity, hydrophobicity, high liquid entry pressure (LEP), high permeability, low fouling rate, low thermal conductivity, excellent chemical and thermal stability and excellent mechanical straightness [15]. Polymeric, inorganic, and ceramic membranes have gained significant attention as materials highly suitable for MD applications. Polymeric membranes are widely used in MD process as a cheaper alternative to ceramic and inorganic membranes. The polymeric membranes most commonly used are poly(vinylidene fluoride) (PVDF), polyethylene (PE), polypropylene (PP), polytetrafluoroethylene (PTFE), polydimethylsiloxane (PDMS), and poly(ethylene terephthalate) (PET) [16]. MD membranes can be produced using various methods, such as track etching, stretching, phase inversion, electrospinning, and combinations of different methods [17,18].
Track-etched membranes (TeMs) are a highly versatile and extensively researched material used for water filtration, cell cultivation, catalysts, sensors and others [19,20,21]. TeMs are manufactured by irradiation of thin polymer films with heavy ions to create distinct tracks and subsequent chemical etching. Chemical etching creates cylindrical pores along the tracks by controlling the concentration and temperature of etching solution. This enables full traceability of the membrane properties. TeMs are suitable for use in MD processes due to their narrow pore size distribution, small thickness, flexibility, and chemical and biological compatibility [22]. Poly(ethylene terephthalate) (PET) membranes have emerged as a viable candidate for MD due to their mechanical strength, thermal stability, and chemical and heat resistance [23]. However, the hydrophilic properties of PET are a major disadvantage when it comes to MD applications. Optimizing the surface properties to achieve high hydrophobicity is critical in the development of PET membranes for MD [24]. This is essential to facilitate the vapor phase transport of water molecules while preventing the passage of liquid water and other contaminants through the pores. To address this challenge, researchers have explored various surface modification techniques, including the incorporation of fluorine-containing compounds [25].
Fluorine-containing compounds are well-known for their exceptional hydrophobic properties. Fluorine (F) atoms have high electronegativity, low polarizability and a small van der Waals radius (1.32 Å). This allows the formation of strong C-F bonds, giving polymers good thermal and chemical stability and low surface energy. The high bond dissociation energy of 485 kJ/mol is responsible for the unique properties of the C-F bond. The stability of a compound increases with the number of C-F bonds [26]. A recent work [27] describes a method for modifying ceramic membranes with perfluoroalkylsilanes of different fluorine alkyl chain lengths by graft polymerization. The grafting efficiency in terms of surface coverage has been studied by determination of the contact angle with water and glycerol. The results show an increase in contact angle (from 126° to 136°) with increasing fluoroalkyl chain length. Zhang W. et al [28] modified the PVDF membrane by immobilizing silica nanoparticles, followed by functionalization with polydopamine (PDA) and fluorosilanization with the silane coupling agent 1H,1H,2H,2H-perfluorooctyltrichlorosilane. The resulting superhydrophobic and oleophobic membrane was successfully used in a DCMD process using a mixed solution of inorganic salts, organic matter and surfactant as the feed. In our paper [29] we showed that the surface of PET TeMs modified by using dichlorodimethylsilane and 1H, 1H, 2H, 2H-perfluorododecyltrichlorosilane, increased the wettability edge angle to 134°. The membrane that had been modified was subsequently employed in DCMD for water desalination, achieving an efficiency of 99.5%. The efficiency and reliability of membrane distillation processes by providing a robust hydrophobic barrier that effectively rejects liquid water while allowing water vapour to pass was improved.
Moreover, in our previous study [30], PET TeMs with pore diameters ranging from 724 to 1305 nm were modified with lauryl methacrylate by photoinitiated graft polymerization. Modified membranes were successfully used for water desalination by DCMD. Additionally, hydrophobic PET TeMs with large pore sizes were prepared by photoinitiated graft polymerization of 2,2,3,3,4,4,5,5,6,6,7,7-dodecafluoroheptyl acrylate (DFHA). The modified PET TeMs were applied for desalinating water with salt concentration ranging from 7.5 to 30 g/L using the DCMD method.
2. Materials and Methods
2.1. Chemicals
2,2,3,3,4,4,5,5,6,6,7,7-Dodecafluoroheptyl acrylate (95%) (DFHA), N,N – dimethylformamide (99,9%) (DMF), benzophenone (BP) (97%), ethanol (98%), 2-propanol (99,8%) were purchased from Sigma-Aldrich. The monomer was passed through an aluminum oxide chromatographic column to remove the stabilizers. Deionized water (18.2 MΩ) was used for the preparation of all solutions.
2.2. Method of Producing and Modification of PET TeMs
TeMs were created using DC-60 ion acceleration (Astana branch of the Institute of Nuclear Physics of the Republic of Kazakhstan). PET TeMs were obtained from Hostaphan® brand PET films (Mitsubishi polyester film, Germany) with a thickness of 12 µm and irradiated by high – energy Kr ions at 1.75 MeV/nucleon. The surface density of pores was a constant, n=1×106 ions/cm2. Pore systems were formed by parallel, unconnected channels at right angles to TeMs surface, the pore diameter d was varied. The variation of the pore size was achieved by chemical etching time. Track-etching of the irradiated PET films was performed in a 2.2 M NaOH solution at 85°C. Then the membranes were washed in acetic acid and deionized water and air-dried at room temperature. Before the graft polymerization process, an oxidation process in hydrogen peroxide (0.3M, pH=3 (HCl)) under UV-light for 180 min on each side was carried out in order to increase the benzophenone concentration to be immobilized on the PET surface. After oxidation PET TeMs were washed twice in deionized water, dried in air at room temperature [31].
PET TeMs surfaces were modified by photo-induced graft polymerization. The membranes were immersed in 5% initiator (BP) in DMF for 24 h. The adsorbed BP concentration was 580 µmol/g. The concentration was determined by the method described in [32]. After 24 hours, the samples were washed with ethanol and dried in air. The monomer concentration ranged from 10-30%, and 2-propanol was chosen as the solvent. Before graft polymerization, the reaction mixture was flushed with Ar to remove the dissolved oxygen. During irradiation the reaction vessel was covered with a thin poly(vinyl chloride) (PVC) film. Graft polymerization was carried out using OSRAM Ultra Vitalux E27 lamp (UVA: 315-400 nm, 13.6 W; UVB: 280-315 nm, 3.0 W) for 30-60 min, and TeMs were placed 7 cm from the UV lamp. Irradiated films removed from reaction vessel were washed in 2-propanol and water, and air-dried.
2.3. Characterization Technics
The functional group measurement was executed with FT-IR spectrometer InfraLUM FT-08 with attenuated total reflection (ATR) attachment (GradiATR, PIKE, USA) (range 400-4000 cm-1, 20 scans at resolution 2 cm-1).
The morphology and elemental analysis of PET TeMs were obtained with a Hitachi TM 3030 with a Bruker XFlash MIN SVE EDX instrument at 15 kV acceleration voltage. The EDX spectrum is selected in 120 seconds. Prior to analysis, the sample is coated with a layer of gold. The analyzed results are presented as averages based on three data points. The average diameter value of the pores was measured.
The water contact angle (CA) was measured using a Digital Microscope with 1000⨉ magnification at room temperature. The CA was evaluated using the static drop method. The measurement was consecutively repeated five times at the same position.
2.4. Membrane Distillation Tests
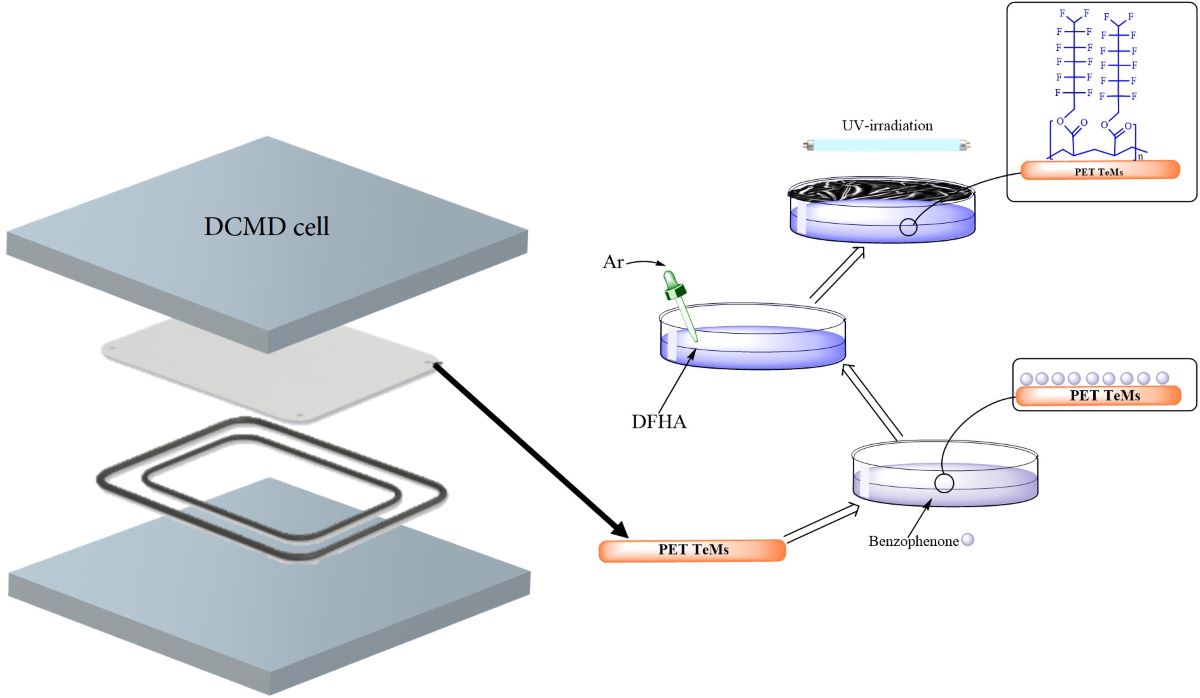
Membrane distillation tests were performed using a DCMD, which consisted of MD cell, feed water and permeate circulating flow, digital balance, conductometer, data acquisition system and four Type-T thermocouples. A schematic diagram of DCMD was shown in our previous work [33]. The tested membrane was mounted in the DCMD cell, between the feed flow channel and condensing surface. Permeate flow rate (227 ± 3 mL/min) and feed flow rate (453 ± 3 mL/min) were controlled using Easy load Cole-Parmer Masterflex L/s 77200-62 (Cole-Parmer Instrument Co, Vernon Hills, IL, USA). Temperature difference between the permeate and feed was 70 °C. The weight (± 0.01g) of collected distilled water was continuously recorded (every 30 s) using a digital balance to determine the flow rate of the tested membranes. To calculate the salt rejection during membrane distillation, the conductivity of the feed and distilled water was measured with a Hanna Instruments Conductometer HI2030-01 (HANNA Instruments, Cluj, Romania). Thermocouples were used to measure the liquid temperature at the inlet and outlet of the permeate flow channel and the feed flow channel, respectively. The data collected during MD experiments were transferred to the computer and monitored in real-time. The water flux (W) was calculated by the equation (1):
where ȷ-water flux, g/m2·h
∆m–mass difference in permeate side, g
∆t-time of MD process, h
A–effective area of membrane, m2.
Degree of salt rejection (R) was calculated by the formula:
where R–degree of salt rejection, %
–the concentration of NaCl in permeate side after MD, g/L
–the theoretical concentration of NaCl, g/L
–difference in conductivity of permeate solution before and after MD, µS/cm
2300 µS/cm–the change in the conductivity of the solution with the addition of 1 g/L of NaCl
–the permeate gain after MD, g
–the initial concentration of salt in feed solution, g/L
–the mass of water from the permeate side before MD, g
3. Results and Discussion
3.1. Fabrication of Hydrophobic PET TeMs
Graft polymerization is a useful method for introducing a range of functional groups onto the surface of a polymer. Introducing new reactive sites can modify polymeric surface morphologies, enhancing specific material properties [34]. Modification of PET TeMs surfaces was carried out by photo-induced graft polymerization of DFHA to create a hydrophobic layer. Figure 1 shows the scheme of photoinitiated graft polymerization of DFHA. The hydrolysis and subsequent oxidation of PET after chemical etching produces carboxyl and hydroxyl groups on the chains. These groups are involved in the process of attaching the monomers in the graft polymerization process [35].
The graft polymerization was affected by distance from UV-lamp, reaction time and monomer concentration. Сhemical grafting reactions involve the use of an initiator. BP is a photoactive compound that is commonly used to functionalize various material surfaces, such as plastics. PET TeMs were immersed in BP solution, for adsorption at the membrane surface. When exposed to UV-light, BP undergoes a photoreaction with abstraction of H and formation of radicals that will attack the membrane surface. Oxidation of PET TeMs leads to adsorption of higher concentration of benzophenone on the surface of PET TeMs and subsequent concentration of radicals [32,36,37].
The effect of the distance from the UV-source on the polymerization process has been studied. The optimum distance was found to be 7 cm. Increasing the distance up to 10 cm showed poor polymerization as no characteristic peaks of DFHA were observed in the FTIR spectra. Conversely, decreasing the distance to 5 cm showed a large amount of homopolymer formation on the membrane surface, the pores being closed by the homopolymer. This is due to the rapid evaporation of the solvent from the reaction mixture. A reduction in the distance between the lamp and the reaction mixture from 10 cm to 5 cm resulted in a significant increase in the temperature of the mixture, rising from 38°C to 83°C. Consequently, at a distance of 5 cm, the boiling point of 2-propanol is observed.
The chemical structure of initial and modified PET TeMs with different grafting time were evaluated using FTIR spectroscopy as shown in Figure 2. FTIR spectra of absorption peaks of initial PET TeMs were observed at 2970 cm-1 (aromatic C-H), 2911 cm-1 (aliphatic C-H), 1712 cm-1 (C=O), 1471 cm-1 (CH2 bending.), 1411 cm-1 (CH bending), 1342 cm-1 (CH2 wagging), 1244 cm-1 (vibrations of C(O)-O bonds), 1019 cm-1 (in plane vibration of benzene), 970 cm-1 (O-CH2 stretching), 847 cm-1 (C-C stretching) [38]. The grafting of DFHA from the membrane surface have given rise to the appearance of new peaks in FTIR spectra related to the DFHA structure, such as 2925 cm-1 and 2855 cm-1 (C-H aliphatic), 950 cm-1 (C-F2 bending) and 1221 cm-1 (C-F bending) [39]. These characteristic peaks were observed in FTIR-spectra with different concentration of monomer (Figure S1).
Figure 2 shows that peak intensities increased with increasing graft polymerization time and monomer concentration. To quantitatively evaluate this, absorbance values for C-F2 groups at A950/A1410 were calculated and presented in Table 1 for different parameters.
The wettability of the original and modified PET TeMs surface with different grafting time and DHFA concentration were shown in Figure 3 and Figure S3. CA of 51°±3 obtained for original PET TeMs shows the hydrophilic nature of the surface. After graft polymerization, it was observed that the CA increased progressively from 62º±3 to 97º±4. The highest wettability was obtained at a monomer concentration of 30% and a reaction time of 60 minutes, with a mean value of 97º±4º. The water drop remained compact and was not spread over a long period of time. The water droplet spread faster and penetrated the membrane as the monomer concentration decreased [40].
The morphological differences of the original and modified PET TeMs were observed using SEM. Results are presented in Figure 4 and Figure 3S. SEM images show a smooth surface and a slight reduction in the pore dimensions of the TeMs, indicating the formation of a polymer layer.
The pores are not completely blocked by the polymer due to the initial large diameter of the TeMs pores and by keeping the grafting levels low. According to the data presented in Table 2, it can be observed that the pore diameter after grafting tends to decrease with increasing graft polymerization time and monomer concentration. A slight decrease in pore diameter is observed at the lowest grafting time (30 min) and lowest monomer concentration (10%). The formation of a homopolymer, which closes the membrane pores, occurs with increasing reaction time (more than >60 min) and monomer concentration (more than >30%).
The burst strength was determined using a pressure that would damage a circular sample with a surface area of 1 cm2. The original PET TeMs have the burst strength of more than >0.449 MPa. For grafted membranes with pore diameter of 670 nm, burst strength was 0.380 MPa, for 890 nm was 0.404 MPa and for 1310 nm was 0.412 MPa (0.449 MPa – the maximum pressure that can be applied by the equipment).
The elemental composition of the PET TeMs surface were studied by EDX. According to the EDX analysis, increasing of polymerization time and DFHA concentration resulted with an increase in fluorine concentration. The highest fluorine concentration was observed in the membrane with the highest monomer concentration (30%) and the longest reaction time (60 min).
Collective evaluation of the above results, shows that the optimal parameters for graft polymerization of DFHA are 30% monomer concentration with graft reaction time of 60 minutes. The obtained results of EDX and FTIR spectroscopy, SEM images and CA prove the formation of a polymer layer on the surface of PET TeMs.
3.2. Desalination by DCMD
Desalination process with PET TeMs modified at optimal grafted conditions was assessed using two feed solutions (7.5, 15 and 30 g/L NaCl in water). Samples of PET TeMs with different pore sizes were utilized in the process. Figure 5 illustrates the salt rejection and water flux of the membranes with different pore diameters and graft levels. After each experiment the membranes were washed in warm water for 12 hours to remove any salt remaining on the surface.
Initially modified membranes with an average pore diameter of 2510 nm were tested for water desalination. However, these membranes did not remove salt from the water. Therefore, the pore diameter of the membranes used was reduced. The Figure 4 shows that the degree of salt rejection decreased from 94% to 44% with increase in pore size from 670 nm to 1310 nm.
According to the results obtained, there is a slight decrease in the purification rate with increasing salt concentration. Most ocean water contains about 35 g of salt per liter of water [41]. As shown in Figure 4, increasing the salt concentration from 7.5 to 30 g/L results in a decrease in water flux from 0.232 to 0.125 kg/m2h for the 670 nm pore size membrane. Increasing the NaCl concentration reduces water activity, water vapour pressure and increases the temperature polarization at the membrane surface [42]. Therefore, the obtained data of salt rejection can be considered competitive if compared with many works reported in the literature and summarized in Table 3.
4. Conclusions
The article presents the results of obtaining hydrophobic track-etched PET membranes with pore sizes of 670-1310 nm by photoinitiated graft polymerization of DFHA for water purification by membrane distillation. FTIR spectroscopy, SEM and CA methods were used to demonstrate the success of PET TeMs surface modification and to determine the optimal conditions for the graft polymerization process. Membranes with a contact angle of 97° were tested for water desalination at NaCl concentrations ranging from 7.5 to 30 g/L, which showed a water desalination rate of 94%.
Supplementary Materials
The following supporting information can be downloaded at the website of this paper posted on Preprints.org.
Author Contributions
Conceptualization, M.V.Z., O.G. and I.V.K.; investigation, A.K.S., A.B.Y., A.T.Z.; data curation, A.T.Z., A.K.S., A.N.B. and A.B.Y., writing-original draft preparation, A.K.S.; writing – review and editing, O.G., M.V.Z. and I.V.K.; visualization – A.K.S., A.N.B., A.K.N., N.A.K.; supervision, O.G., I.V.K. and M.V.Z.; project administration, M.V.Z.; funding acquisition, M.V.Z., A.N.B., M.T.K., A.K.N. All authors have read and agreed to the published version of the manuscript.”.
Funding
The research titled “Development of methods for hydrophobization of PET track-etched membranes for water purification by membrane distillation” (grant No AP14869096) was funded by the Ministry of Science and Higher Education of the Republic of Kazakhstan.
Institutional Review Board Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Schlosser, C.A.; Strzepek, K.; Gao, X.; Fant, C.; Blanc, É.; Paltsev, S.; Jacoby, H.; Reilly, J.; Gueneau, A. The Future of Global Water Stress: An Integrated Assessment. Earth’s Futur. 2014, 2, 341–361. [Google Scholar] [CrossRef]
- UNICEF 2015 Update and MDG Assessment. Prog. Sanit. Drink. Water 2015, 90.
- Yeszhanov, A.B.; Korolkov, I. V.; Dosmagambetova, S.S.; Zdorovets, M. V.; Güven, O. Recent Progress in the Membrane Distillation and Impact of Track-Etched Membranes. Polymers (Basel). 2021, 13, 1–28. [Google Scholar] [CrossRef] [PubMed]
- Abdelrasoul, A. (Ed.). Advances in Membrane Technologies; 2020.
- Greenlee, L.F.; Lawler, D.F.; Freeman, B.D.; Marrot, B.; Moulin, P. Reverse Osmosis Desalination: Water Sources, Technology, and Today’s Challenges. Water Res. 2009, 43, 2317–2348. [Google Scholar] [CrossRef] [PubMed]
- Souhaimi, M.K.; Matsuura, T. Membrane Distillation; Elsevier, 2011; ISBN 9780444531261.
- Korolkov, I. V.; Yeszhanov, A.B.; Zdorovets, M. V.; Gorin, Y.G.; Güven, O.; Dosmagambetova, S.S.; Khlebnikov, N.A.; Serkov, K. V.; Krasnopyorova, M. V.; Milts, O.S.; et al. Modification of PET Ion Track Membranes for Membrane Distillation of Low-Level Liquid Radioactive Wastes and Salt Solutions. Sep. Purif. Technol. 2019, 227, 115694. [Google Scholar] [CrossRef]
- Jiang, M.; Fang, Z.; Liu, Z.; Huang, X.; Wei, H.; Yu, C.Y. Application of Membrane Distillation for Purification of Radioactive Liquid. Clean. Eng. Technol. 2023, 12. [Google Scholar] [CrossRef]
- Alves, V.D.; Coelhoso, I.M. Orange Juice Concentration by Osmotic Evaporation and Membrane Distillation: A Comparative Study. J. Food Eng. 2006, 74, 125–133. [Google Scholar] [CrossRef]
- Boukhriss, M.; Timoumi, M.; Bacha, H. Ben Experimental of Membrane Distillation Unit Coupled with a DCMD Using Solar Energy. Sol. Compass 2023, 7, 100055. [Google Scholar] [CrossRef]
- Parani, S.; Oluwafemi, O.S. Membrane Distillation: Recent Configurations, Membrane Surface Engineering, and Applications. Membranes (Basel). 2021, 11. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Liu, Q.; Wang, H.; Ding, F.; Jin, G.; Li, C.; Meng, H. Superhydrophobic Modification of Ceramic Membranes for Vacuum Membrane Distillation. Chinese J. Chem. Eng. 2017, 25, 1395–1401. [Google Scholar] [CrossRef]
- Dong, S.; Yun, Y.; Wang, M.; Li, C.; Fu, H.; Li, X.; Yang, W.; Liu, G. Superhydrophobic Alumina Hollow Ceramic Membrane Modified by TiO2 Nanorod Array for Vacuum Membrane Distillation. J. Taiwan Inst. Chem. Eng. 2020, 117, 56–62. [Google Scholar] [CrossRef]
- Al-Sairfi, H.; Koshuriyan, M.Z.A.; Ahmed, M. Membrane Distillation of Saline Feeds and Produced Water: A Comparative Study of an Air-Gap and Vacuum-Driven Modules. Desalin. Water Treat. 2024, 317, 100145. [Google Scholar] [CrossRef]
- Julian, H.; Nurgirisia, N.; Qiu, G.; Ting, Y.P.; Wenten, I.G. Membrane Distillation for Wastewater Treatment: Current Trends, Challenges and Prospects of Dense Membrane Distillation. J. Water Process Eng. 2022, 46, 102615. [Google Scholar] [CrossRef]
- Ravi, J.; Othman, M.H.D.; Matsuura, T.; Ro’il Bilad, M.; El-badawy, T.H.; Aziz, F.; Ismail, A.F.; Rahman, M.A.; Jaafar, J. Polymeric Membranes for Desalination Using Membrane Distillation: A Review. Desalination 2020, 490, 114530. [Google Scholar] [CrossRef]
- Abid, M. Bin; Wahab, R.A.; Salam, M.A.; Gzara, L.; Moujdin, I.A. Desalination Technologies, Membrane Distillation, and Electrospinning, an Overview. Heliyon 2023, 9. [Google Scholar] [CrossRef] [PubMed]
- Qtaishat, M.R.; Matsuura, T. Modelling of Pore Wetting in Membrane Distillation Compared with Pervaporation; Elsevier Ltd, 2015; ISBN 9781782422563.
- Shakayeva, A.K.; Munasbaeva, K.K.; Zhumazhanova, A.T.; Zdorovets, M. V.; Korolkov, I. V. Electrochemical Sensors Based on Modified Track–Etched Membrane for Non-Enzymatic Glucose Determination. Microchem. J. 2023, 193. [Google Scholar] [CrossRef]
- Muslimova, I.B.; Zhumanazar, N.; Melnikova, G.B.; Yeszhanov, A.B.; Zhatkanbayeva, Z.K.; Chizhik, S.A.; Zdorovets, M. V.; Güven, O.; Korolkov, I. V. Preparation and Application of Stimuli-Responsive PET TeMs: RAFT Graft Block Copolymerisation of Styrene and Acrylic Acid for the Separation of Water–Oil Emulsions. RSC Adv. 2024, 14, 14425–14437. [Google Scholar] [CrossRef] [PubMed]
- Mashentseva, A.A.; Barsbay, M.; Aimanova, N.A.; Zdorovets, M. V. Application of Silver-Loaded Composite Track-Etched Membranes for Photocatalytic Decomposition of Methylene Blue under Visible Light. Membr. 2021, Vol. 11, Page 60 2021, 11, 60. [CrossRef]
- Apel, P. Track Etching Technique in Membrane Technology. Radiat. Meas. 2001, 34, 559–566. [Google Scholar] [CrossRef]
- Ma, T.; Janot, J.M.; Balme, S. Track-Etched Nanopore/Membrane: From Fundamental to Applications. Small Methods 2020, 4, 2000366. [Google Scholar] [CrossRef]
- Alsebaeai, M.K.; Ahmad, A.L. Membrane Distillation: Progress in the Improvement of Dedicated Membranes for Enhanced Hydrophobicity and Desalination Performance. J. Ind. Eng. Chem. 2020. [Google Scholar] [CrossRef]
- Li, X.; Pan, J.; Macedonio, F.; Ursino, C.; Carraro, M.; Bonchio, M.; Drioli, E.; Figoli, A.; Wang, Z.; Cui, Z. Fluoropolymer Membranes for Membrane Distillation and Membrane Crystallization. Polymers (Basel). 2022, 14. [Google Scholar] [CrossRef] [PubMed]
- Bongiovanni, R.; Nettis, E.; Vitale, A. Fluoropolymers for Oil/Water Membrane Separation. Oppor. Fluoropolymers 2020, 209–246. [Google Scholar] [CrossRef]
- Kujawa, J.; Rozicka, A.; Cerneaux, S.; Kujawski, W. The Influence of Surface Modification on the Physicochemical Properties of Ceramic Membranes. Colloids Surfaces A Physicochem. Eng. Asp. 2014, 443, 567–575. [Google Scholar] [CrossRef]
- Zhang, W.; Lu, Y.; Liu, J.; Li, X.; Li, B.; Wang, S. Preparation of Re-Entrant and Anti-Fouling PVDF Composite Membrane with Omniphobicity for Membrane Distillation. J. Memb. Sci. 2020, 595, 117563. [Google Scholar] [CrossRef]
- Korolkov, I. V.; Yeszhanov, A.B.; Gorin, Y.G.; Zdorovets, M. V.; Khlebnikov, N.A.; Serkov, K. V. Hydrophobization of PET Track-Etched Membranes for Direct Contact Membrane Distillation. Mater. Res. Express 2018, 5, 065317. [Google Scholar] [CrossRef]
- Yeszhanov, A.B.; Korolkov, I. V.; Güven, O.; Melnikova, G.B.; Dosmagambetova, S.S.; Borissenko, A.N.; Nurkassimov, A.K.; Kassymzhanov, M.T.; Zdorovets, M. V. Effect of Hydrophobized PET TeMs Membrane Pore-Size on Saline Water Treatment by Direct Contact Membrane Distillation. RSC Adv. 2024, 14, 4034–4042. [Google Scholar] [CrossRef] [PubMed]
- Korolkov, I. V.; Mashentseva, A.A.; Güven, O.; Niyazova, D.T.; Barsbay, M.; Zdorovets, M. V. The Effect of Oxidizing Agents/Systems on the Properties of Track-Etched PET Membranes. Polym. Degrad. Stab. 2014, 107, 150–157. [Google Scholar] [CrossRef]
- Korolkov, I. V.; Mashentseva, A.A.; Güven, O.; Taltenov, A.A. UV-Induced Graft Polymerization of Acrylic Acid in the Sub-Micronchannels of Oxidized PET Track-Etched Membrane. Nucl. Instruments Methods Phys. Res. Sect. B Beam Interact. with Mater. Atoms 2015, 365, 419–423. [Google Scholar] [CrossRef]
- Yeszhanov, A.B.; Korolkov, I. V; Kh Shakayeva, A.; Lissovskaya, L.I.; Zdorovets, M. V Preparation of Poly(Ethylene Terephthalate) Track-Etched Membranes for the Separation of Water-Oil Emulsions. Eurasian J. Chem. 2023, 110, 131–138. [Google Scholar] [CrossRef]
- Barsbay, M.; Güven, O. Grafting in Confined Spaces: Functionalization of Nanochannels of Track-Etched Membranes. 2014. [Google Scholar] [CrossRef]
- Güven, O. Established and Emerging Applications of Radiation-Induced Graft Polymerization. Appl. Ioniz. Radiat. Mater. Process. 2017, Volume, 355–373. [Google Scholar]
- Kuşçuoğlu, C.K.; Güner, H.; Söylemez, M.A.; Güven, O.; Barsbay, M. A Smartphone-Based Colorimetric PET Sensor Platform with Molecular Recognition via Thermally Initiated RAFT-Mediated Graft Copolymerization. Sensors Actuators, B Chem. 2019, 296. [Google Scholar] [CrossRef]
- Korolkov, I. V.; Mashentseva, A.A.; Güven, O.; Gorin, Y.G.; Zdorovets, M. V. Protein Fouling of Modified Microporous PET Track-Etched Membranes. Radiat. Phys. Chem. 2018, 151, 141–148. [Google Scholar] [CrossRef]
- Kozlovskiy, A.; Borgekov, D.; Kenzhina, I.; Zdorovets, M.; Korolkov, I.; Kaniukov, E.; Kutuzau, M.; Shumskaya, A. PET Ion-Track Membranes: Formation Features and Basic Applications. Springer Proc. Phys. 2019, 221, 461–479. [Google Scholar]
- Luo, Z. hong; He, T. yun Synthesis and Characterization of Poly(Dimethylsiloxane)-Block-Poly(2,2,3,3,4,4,4-Heptafluorobutyl Methacrylate) Diblock Copolymers with Low Surface Energy Prepared by Atom Transfer Radical Polymerization. React. Funct. Polym. 2008, 68, 931–942. [Google Scholar] [CrossRef]
- Rezaei, M.; Warsinger, D.M.; Lienhard V, J.H.; Duke, M.C.; Matsuura, T.; Samhaber, W.M. Wetting Phenomena in Membrane Distillation: Mechanisms, Reversal, and Prevention. Water Res. 2018, 139, 329–352. [Google Scholar] [CrossRef] [PubMed]
- Dr. Nasreen Ocean Salinity. Int. J. Mod. Trends Sci. Technol. 2022, 8, 296–302. [Google Scholar]
- Zou, L.; Zhang, Y.; Yu, J.; Zha, S.; Guan, R.; Jiang, S. Study of a Poly(Vinylidene Fluoride)/Hydrophobic Silica Sol Hybrid Hollow Fiber Membrane for Treatment of Produced Water via Direct Contact Membrane Distillation. J. Water Process Eng. 2021, 44, 102345. [Google Scholar] [CrossRef]
- Hussein, S.S.; Ibrahim, S.S.; Toma, M.A.; Alsalhy, Q.F.; Drioli, E. Novel Chemical Modification of Polyvinyl Chloride Membrane by Free Radical Graft Copolymerization for Direct Contact Membrane Distillation (DCMD) Application. J. Memb. Sci. 2020, 611, 118266. [Google Scholar] [CrossRef]
- Nambikkattu, J.; Kaleekkal, N.J. Fluoroalkylsilane Grafted FeOOH Nanorods Impregnated PVDF-Co-HFP Membranes with Enhanced Wetting and Fouling Resistance for Direct Contact Membrane Distillation. J. Environ. Chem. Eng. 2023, 11, 109624. [Google Scholar] [CrossRef]
- Rahimnia, R.; Pakizeh, M. Preparation and Characterization of PPO/PS Porous Membrane for Desalination via Direct Contact Membrane Distillation (DCMD). J. Memb. Sci. 2023, 669, 121297. [Google Scholar] [CrossRef]
- Ursino, C.; Ounifi, I.; Di Nicolò, E.; Cheng, X.Q.; Shao, L.; Zhang, Y.; Drioli, E.; Criscuoli, A.; Figoli, A. Development of Non-Woven Fabric-Based ECTFE Membranes for Direct Contact Membrane Distillation Application. Desalination 2021, 500. [Google Scholar] [CrossRef]
- Niknejad, A.S.; Bazgir, S.; Sadeghzadeh, A.; Shirazi, M.M.A. Styrene-Acrylonitrile (SAN) Nanofibrous Membranes with Unique Properties for Desalination by Direct Contact Membrane Distillation (DCMD) Process. Desalination 2020, 488, 114502. [Google Scholar] [CrossRef]
- Siyal, M.I.; Kim, J.O. Fluorographite-Co-Polydimethylsiloxane Coated Polyvinylidene-Fluoride Membrane for Desalination of Highly Saline Water with Humic Acid in Direct Contact Membrane Distillation. Environ. Res. 2018, 167, 255–266. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Shen, F.; Zhang, B.; Jiang, H.; Li, J.; Luo, J.; Wu, H.; Khan, R.; Wan, Y. Fabrication of PES-Based Membranes with a High and Stable Desalination Performance for Membrane Distillation. RSC Adv. 2016, 6, 107840–107850. [Google Scholar] [CrossRef]
- Talukder, E.; Talukder, R.; Pervez, N.; Song, H.; Naddeo, V. Bead-Containing Superhydrophobic Nanofiber Membrane for Membrane Distillation. 2024, 1–14.
Figure 1.
Scheme of graft polymerization of DFHA.
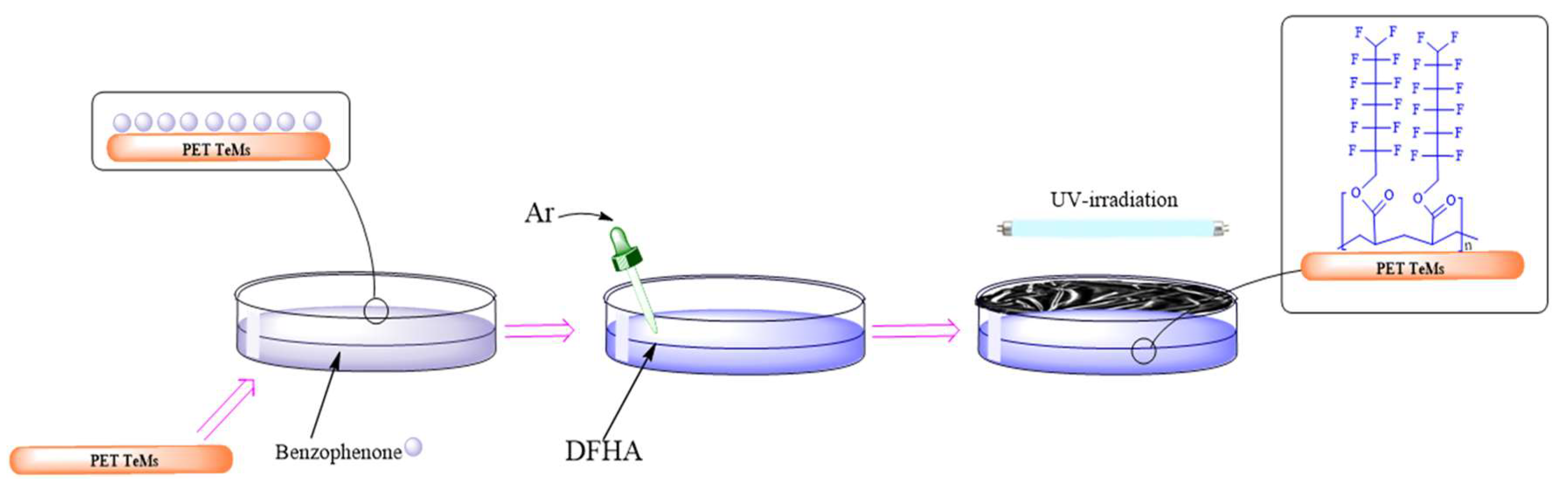
Figure 2.
FTIR spectra of pristine and modified PET TeMs with various grafting time.

Figure 3.
CAs of original PET TeMs (a), and grafted PET TeMs for 30 min (b), 45 min (c) and 60 min (d).
Figure 3.
CAs of original PET TeMs (a), and grafted PET TeMs for 30 min (b), 45 min (c) and 60 min (d).

Figure 4.
Morphology of pristine PET TeMs surface (a) and modified at different grafting times: 30 min (b), 45 min (c) and 60 min (d).
Figure 4.
Morphology of pristine PET TeMs surface (a) and modified at different grafting times: 30 min (b), 45 min (c) and 60 min (d).
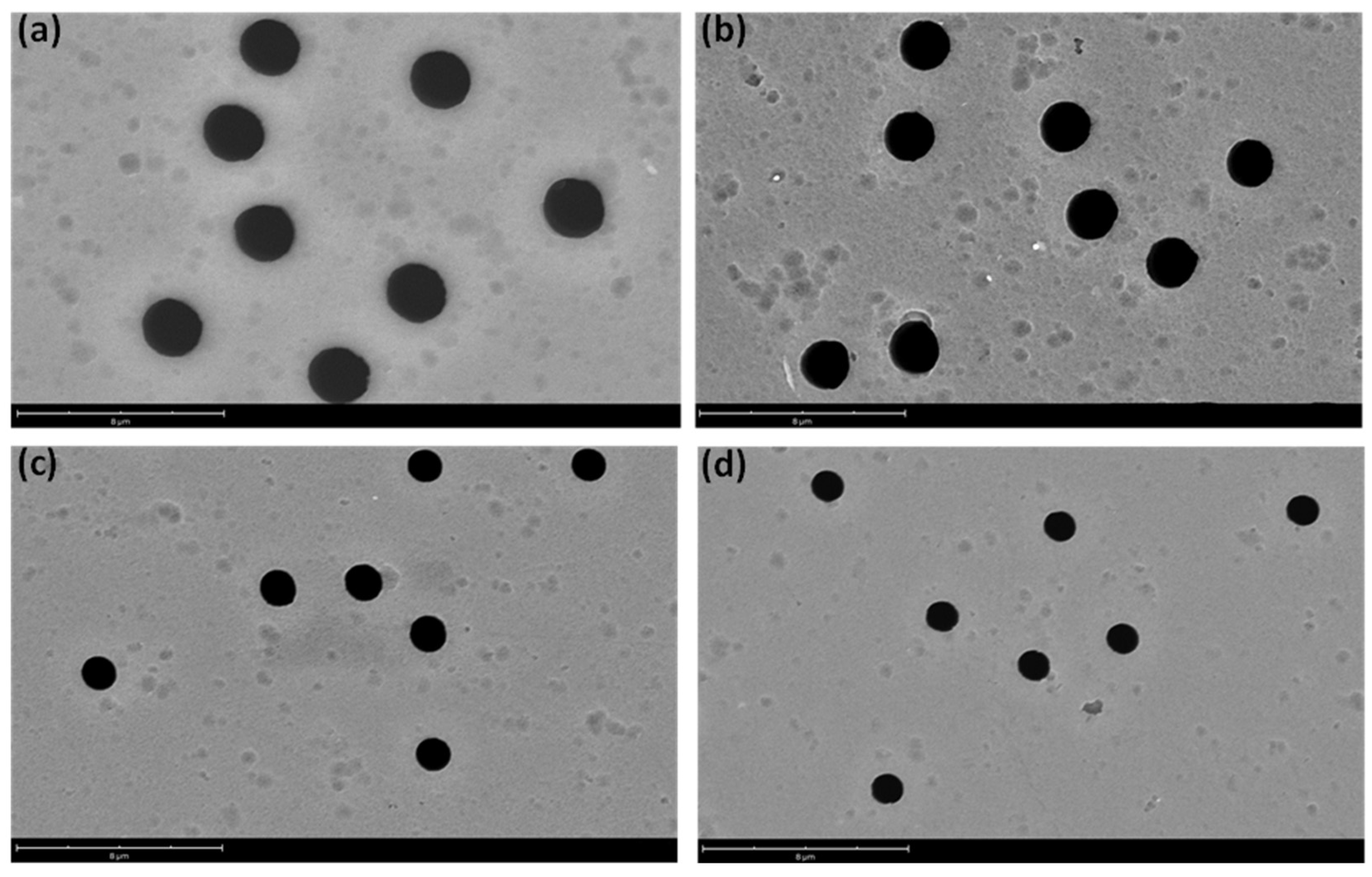
Figure 5.
Effect of pore size and grafting degree on water flux and degree of salt rejection at three different concentrations of NaCl.
Figure 5.
Effect of pore size and grafting degree on water flux and degree of salt rejection at three different concentrations of NaCl.
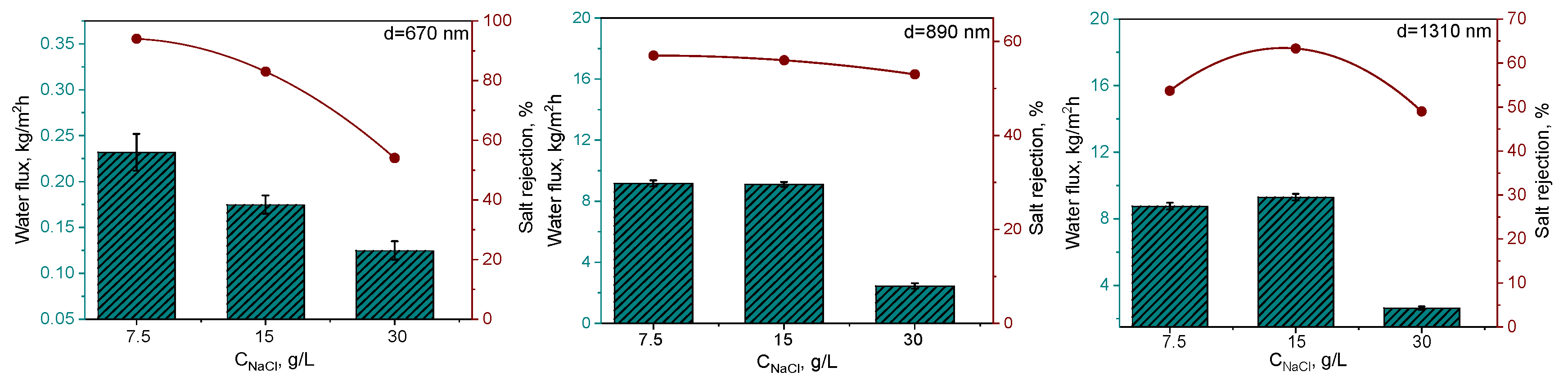

Table 1.
Results of area under the peak at 950 cm-1 determined from normalized spectra at 1410 cm-1 at different grafting times and monomer concentration.
Table 1.
Results of area under the peak at 950 cm-1 determined from normalized spectra at 1410 cm-1 at different grafting times and monomer concentration.
| № Sample | Polymerization Time, min | Monomer Concentration, % | Absorbance Value (A950/A1410) |
|---|---|---|---|
| 1 | 30 | 30 | 0.495±0.042 |
| 2 | 45 | 30 | 0.539±0.024 |
| 3 | 60 | 30 | 0.572±0.014 |
| 4 | 60 | 20 | 0.519±0.064 |
| 5 | 60 | 10 | 0.491±0.002 |
Table 2.
Results of elemental analysis, contact angle and pore size for PET TeMs at different graft polymerization parameters.
Table 2.
Results of elemental analysis, contact angle and pore size for PET TeMs at different graft polymerization parameters.
| № Sample | Polymerization Time, min | DFHA Concentration, % | CA, ° ±5° |
Pore Size (from SEM Analysis), nm | Concentration of F, % |
|---|---|---|---|---|---|
| 1 | 0 | - | 51 | 2510±560 | - |
| 2 | 60 | 10 | 68 | 2420±683 | 0.42±0.2 |
| 3 | 60 | 20 | 69 | 2175±124 | 0.91±0.5 |
| 4 | 60 | 30 | 97 | 1295±640 | 0.94±0.48 |
| 5 | 45 | 30 | 73 | 1333±133 | 0.86±0.15 |
| 6 | 30 | 30 | 62 | 2091±136 | 0.6±0.4 |
Table 3.
An overview on the performance of different membranes in DCMD.
| Membrane Material | CA (°) | DCMD Conditions | R, % | Ref. |
|---|---|---|---|---|
| DHPVC-graft-PEA | 95.48±0.79 | NaCl 35, 70 and 100 g/L | 99.9 | [43] |
| PVDF-co-HFP with F-g-FeOOH | 132±1.6 | NaCl 10000 ppm | 99.9 | [44] |
| PPO/PS | - | NaCl 35000 ppm | 99.9 | [45] |
| LMP ECTFE | 116±2 | NaCl 0.6 M | 94.95 – 99.8 | [46] |
| SAN electrospun nanofibers | 139.8±0.8 | NaCl 35 and 70 g/L | 99.9 | [47] |
| PVDF@FGi particles | 105 - 140 | NaCl 1 M | 99.8 | [48] |
| PES | ~102 | NaCl 35 g/L | 69.8 | [49] |
| SPES@MWCNTs | 145 | NaCl 3.5% | 99.8 | [50] |
| Pure SPES | 70 | NaCl 3.5% | 95.2 | |
| PET TeMs-graft-LMA (700-1300 nm) | 94±4 | NaCl 7.5, 15 and 30 g/L | 91.4 | [30] |
| PET TeMs-graft-DFHA (700-1300 nm) | 97±4 | NaCl 7.5, 15 and 30 g/L | 94 | This work |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



