
Submitted:
01 June 2024
Posted:
05 June 2024
You are already at the latest version
Abstract
In this study, we present a novel method for fabricating semi-transparent electrodes by combining silver nanowires (AgNW) with titanium nitride (TiN) layers, resulting in conductive nano-composite coatings with exceptional electro-mechanical properties. These nano-composites were deposited on cellulose nanopaper (CNP) using a plasma-enhanced pulsed laser deposition (PE-PLD) technique at low temperatures (below 200°C). Repetitive bending tests demonstrate that incorporating AgNW into TiN coatings significantly enhances the microstructure, increasing the electrodes electro-mechanical robustness by up to four orders of magnitude compared to commercial PET/ITO substrates. Furthermore, the optical and electrical conductivities can be optimized by adjusting the AgNW network density and TiN synthesis temperature. Our results also indicate that the nanocomposite electrodes exhibit improved stability in air and superior adhesion compared to bare AgNW coatings. These findings are crucial for advancing bio-compatible flexible electronics and could lead to the development of new wearable and implantable medical devices.
Keywords:
nanocellulose
; nanocomposite
; nanowires
; bendable
; titanium nitride
1. Introduction
Within the last decade, cellulose nanofiber-based substrates, also called Cellulose Nanopapers (CNP) have gained a lot of attention owing to their remarkable properties including mechanical strength, transparency, low thermal expansion coefficient, bio-compatibility, and bio-degradability [1,2,3,4]. This low-cost and renewable material used as a substrate or matrix is of great interest for a multitude of emerging applications like solar cells, lithium-based batteries [5,6] and artificial electronic skin [7,8].
The development of future flexible electronics requires innovative solutions for lighter energy storage devices, but also electrodes and interconnections that are key components for all flexible electronics devices [9]. Any improvement of their electromechanical robustness is highly desirable to limit failure of flexible electronics. Ideal flexible electrode coatings should combine a high electrical conductivity that is independent of the mechanical strain, and exhibit an excellent adhesion to the substrate for avoiding delamination. AgNW Networks are good candidate for flexible transparent conductive electrodes (TCE), however, they exhibit high roughness, low adhesion to substrates, and are too sensitive to atmospheric corrosion [10]. Several methods were reported to improve AgNW adhesion and roughness, using mechanical or temperature treatments [11,12]. Other works suggested that wrinkled coatings offer higher mechanical strength than equivalent planar coatings [13,14].
Besides the mechanical resistance, significant efforts have been made to develop novel materials that are also bio-compatible for being integrated into wearable devices. Such material that would also possess antimicrobial or antifouling [15] properties for preventing microbial growth onto devices’s surfaces would enable its use for future implantable medical devices. Many strategies have been reported for designing germicide surfaces, and can be classified as a function of the antimicrobial mechanisms. The hydrophobicity and topography of surfaces can be employed for controlling initial adhesion, adsorption or accumulation of first bacterial colonizers and therefore biofouling succession, while a biocidal reagent dispersed in a matrix to form the coating layer, can effectively kill the approaching microbes and prevent the surface contamination [16]. Nanostructures of various metals like copper, silver or tin are known to exhibit antimicrobial activity [17,18,19]. While tin-based biocides are toxic for marine environment and human beings, silver nanoparticles are incorporated, for more than a decade, in a multitude of medical devices and commercial products [20]. These nanostructures are generally incorporated in a matrix to form a nano-composite used as a coating layer, deposited on the substrate. Titanium nitride (TiN) is a ceramic material that combines attractive properties such as low electrical resistivity, high melting point, and hardness together with an excellent resistance to corrosion [21]. Moreover, TiN exhibits low cytotoxicity [22], and is used since decades as wear-reducing, allergy-resistant and biocompatible layer for orthopedic implants [23]. A wide range of techniques are available for the synthesis of TiN coatings which include RF or DC sputtering [24,25,26], infrared PLD [27] metal-organic chemical vapor deposition [28] or plasma-enhanced atomic layer deposition [29]. Reactively sputtered TiN was introduced by Nicolet [30] as a diffusion barrier and was recently used in a composite material for inverted organic LED resulting in improved performances [31]. Generally, these high-quality TiN films, which are obtained from high-temperature processes (T > 500oC) that irreversibly damage any organic materials obviously are not compatible with flexible cellulose-based and plastic substrates. It is therefore interesting to develop innovative techniques and materials that avoid thermal damage of polymeric and organic substrates. Recently, TiN coatings were produced at room-temperature, by sputtering and PLD with excellent uniformity and plasmonic properties comparable to gold, enabling these techniques for deposition on polymeric substrates [32,33].
In this work, we investigate and characterize electrodes produced by a low-temperature Plasma Enhanced Pulsed Laser Deposition (PE-PLD). Coatings were deposited onto nanocellulose (CNP) and PET substrates, varying the synthesis temperature (from RT up to 150oC), and thicknesses ranging from 50 up to 250 nm. We believe that the combination of the TiN biocompatibility to the antimicrobial or antifouling properties of silver nanostructures are attractive for bio-compatible flexible electronics.We evaluated the electro-mechanical robustness of these electrodes via four-wire resistance measurements in situ under cyclic bending tests, and compare their performances with pure AgNW coatings and PET substrates. In the following, we show that the incorporation of AgNW into TiN coatings strongly improve the TiN electromechanical performances with a low impact of their optical transparency. Moreover, the nano-composite electrodes exhibit higher stability than pure AgNW coatings upon bending stress and ambient air exposure.
2. Materials and Methods
2.1. Plasma-Enhanced Pulsed Laser Deposition
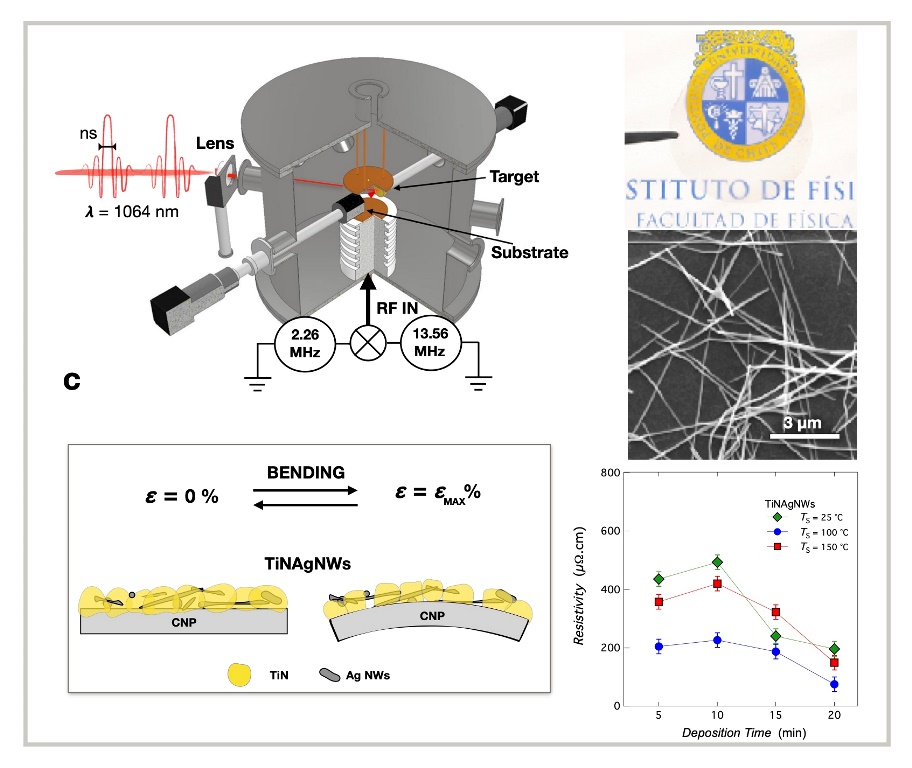
TiN coatings were deposited in a home-made plasma-enhanced Pulsed laser deposition (PE-PLD) system that combines a conventional PLD coupled to a dual-frequency (f1 = 13.56 MHz + f2 = 2.26 MHz) capacitively coupled plasma (2f-CCP) system. A schematic of the system is shown in the Figure 1.a. The use of dual RF frequency enables the control of the nitrogen concentration and TiN deposition rate. In this work, TiN coatings on CNP and PET substrates were obtained with a constant RF power ratio (=1). The average TiN deposition rate was kept constant, to approximately 10 nm.min. Further details of the experimental setup can be found elsewhere [34,35]. TiN layers were produced varying the deposition time between 5 and 25 min, with thicknesses ranging from 50 up to 250 nm, and a synthesis temperature fixed between 25 and 150 °C.
2.2. Nanocomposite Electrode Fabrication
Fresh CNP and PET substrates were coated with silver nanowires (AgNW) by successive drop-casting of diluted suspensions. Commercial biaxially oriented PET substrate, bought from Goodfellow, were sonicated in isopropanol and dried with nitrogen. Commercial solution of 70 and 100 nm diameter silver nanowires, 20 long, in isopropanol were diluted and subsequently drop-casted on 15x10 mm2 substrates, for the fabrication of AgNW electrodes and TiNAgNW nano-composite (TiN + AgNW). The dropcasting method were optimized to increase the uniformity of the AgNW coatings (see Figure 1 and Figure 2) taking care of the drying of the sample on flat surface, and obtaining reproducible resistance ( < 10%). AgNW coatings were then cover by a TiN layer with thicknesses ranging from 50 up to 250 nm to form wrinkled conducting nano-composite coatings.
2.3. CNP Synthesis
The CNP substrates were produced using a commercial bleached eucalyptus cellulose pulp as raw material. The pulp had a solid content of 13.7 wt. % and an -cellulose content of 90.2%. Its sugar composition was 74.2 % of glucans, 14.8 % of xylans and 0.8 % of arabinans among other constituents as quantified by high performance liquid chromatography. 2,2,6,6-Tetramethylpiperidine 1-oxyl (TEMPO) (98 %), NaClO ( 12 % solution), NaBr and NaOH (⩾ 99 %) were purchased from Merck-Sigma Aldrich. All chemicals were used as received without further purification.
Figure 2.
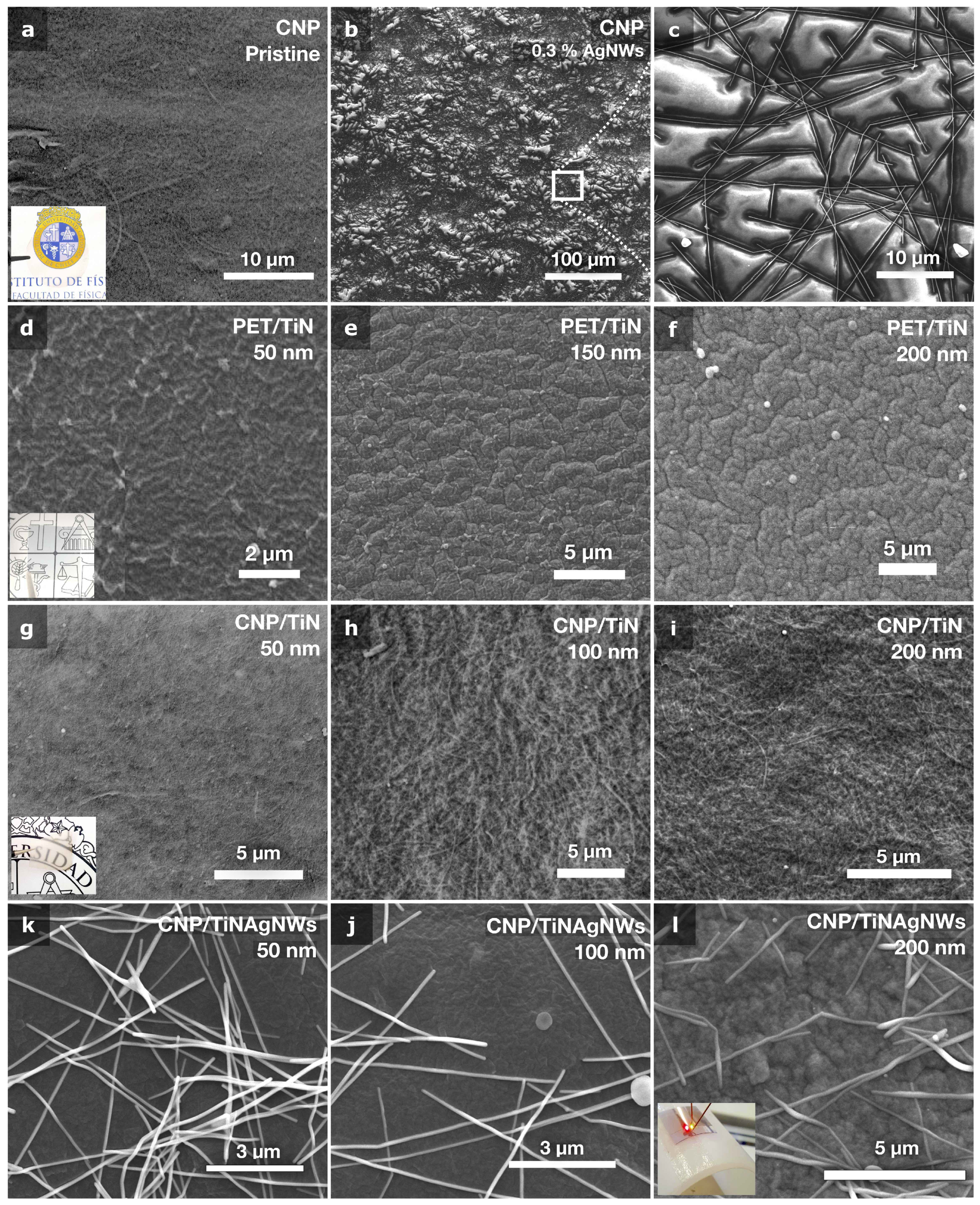
SEM images of a pristine CNP substrate (a), coated with silver nanowires (b-c), and TiN coatings deposited by PE-PLD at C, 20 W total RF power (=1) with thicknesses between 50 an 200 nm on PET (d-f), and CNP (g-i) substrates. The cellulose nanofibers in panel TiNAgNW coatings on CNP. The presence of NWs modified the microstructure of the TiN layers. Wrinkles are more pronounced in panel (i).
Figure 2.
SEM images of a pristine CNP substrate (a), coated with silver nanowires (b-c), and TiN coatings deposited by PE-PLD at C, 20 W total RF power (=1) with thicknesses between 50 an 200 nm on PET (d-f), and CNP (g-i) substrates. The cellulose nanofibers in panel TiNAgNW coatings on CNP. The presence of NWs modified the microstructure of the TiN layers. Wrinkles are more pronounced in panel (i).
2.4. Characterization
Structural analysis. The coating microstructure of TiN coatings deposited onto flat silicon substrate was characterized using powder x-ray diffraction (XRD) in the usual () scanning configuration, using a Bruker AXS D8 Advance, Cu K, (Bruker, Billerica, MA) using a step size of 0.02 degree and step time of 10 s. Morphology of the resulting coatings was studied by scanning electron microscopy (FE-SEM, FEI Quantum FEG 250) and used EDX spectroscopy was performed at 10 KeV to identify the elemental composition of materials. Surface roughness and morphology were characterized by atomic force microscope (AFM) measurements performed with a NanoWizard3 NanoScience AFM from JPK Instruments. Standard AFM cantilevers from Nano and More, USA were used, with a resonance frequency of 30 kHz, and a force constant of 0,3 N/m. 512×512 pixels images were recorded at a scan rate of 0.5 Hz. AFM andFE-SEM images were analyzed using Gywddion software (v 24.8).
Electro-mechanical characterization. The electrical resistivity was evaluated using the Van der Pauw method, with a HP Agilent 3245 Precision source and high-resolution multimeter (DMM’s) from Keithley. Measurements were performed just after TiN deposition, and as a function of time, up to 480 days after the synthesis. To perform bending experiments, 15 mm x 10 mm coated substrates were held by two clamps, each one equipped with two thin copper electrodes. The resistance was monitored in a four-wire configuration as a function of the bending radius defined by the motion of a linear stage (2.5 m steps).
CNP characterization. FTIR spectra were recorded using a Thermo Scientific Nicolet iS10 spectrometer equipped with an attenuated total reflectance accessory in the wavenumber range of 4000 to 400 at a spectral resolution of 4 . Spectra were baseline corrected and normalized using OMINIC spectra software. Information about the crystalline structure of the TEMPO-CNFs was generated using a diffractometer (Bruker D8 Advance, United Kingdom) equipped with a monochromatic radiation source of Cu K radiation ( = 1.54 Å) at 40 kV and 30 mA. A step time of each 0.1 s in the diffraction angle 2 range of 5-80o. The diffraction patterns of the samples were processed using Origin Pro Software. Thermogravimetric analysis (TGA) was conducted using a thermal analyzer (TA instruments model Q50, USA). Each sample having an initial mass of ≈10 mg was subjected to a temperature range of 20 to 800 oC at a heating rate of 10 oC min−1 under nitrogen atmosphere with a flow rate of 40 mL min−1.
3. Results and Discussion
3.1. Coating Microstructure Characterization
We characterized the microstructure of AgNW, TiN and TiNAgNW-based coatings deposited on CNP y PET substrates, by AFM, SEM imaging, XRD and EDX Analysis. The X-ray Diffraction diffractograms of TiN deposition on flat silicon substrate are shown in Figure 3.a The data show that TiN coatings are multi-crystalline in the presence of a background RF plasma. The TiN (111) orientation is observed for dual-frequency depositions in contrast to the (200) orientation observed in single frequency deposition. The increase of the ion mean energy at similar input power in dual-frequency plasma compared with the single frequency plasma results in such crystallographic orientation [35].
Figure 2 gives representative SEM micrographs of flexible PET and CNP coated substrates. The TiN layers were produced at 100oC and an applied RF power of 20 W, in dual-frequency mode. Despite the apparent local non-uniformity of the AgNWs dispersion shown in the SEM images of the panels (k-l) in Figure 2, a hot dropcasting technique enable the production of conducting coatings with good uniformity at larger scale (panel 2.b) with controlled sheet resistance values.
No wrinkling or buckling are observed for TiN-coated CNP substrates, and the cellulose nanofibrils can be clearly seen, suggesting the TiN layer is conformal to the CNP substrate topography. On the other hand, wrinkled structures are observed for TiN coated PET substrates, and strongly depend on the TiN thickness, as shown in panels 2. For both PET and CNP substrates, delamination phenomena or cracks were observed for synthesis temperatures above 200oC, starting around existing defects or from the ones induced by the PLD process, and were caused by the thermal degradation of the substrates (see SI). To further evaluate the morphology of these wrinkles, we performed AFM analysis. AFM images and selected profiles of pristine and coated substrates are given in Figure 4. Panel shows a typical image of as-synthesized TEMPO CNP substrates. Average and rms roughnesses were obtained from 2x2 AFM images, after average plane levelling of the raw data, without any further data processing. Roughness values are given in Table 1 for 100 and 250 nm thick coatings. The TiN/CNP substrates exhibit a 36 and 66 % rms roughness increase compared to pristine CNP, whereas it increases by 457 and 577 % for the PET substrates for 100 and 250 nm thick TiN layers, respectively. Strikingly, 100 nm thick TiN/CNP coatings (panel 4 are very similar to TiN depositions obtained on flat inorganic silicon substrates (panel 4 with comparable TiN grains size and distribution.
To explain the difference of microstructure between PET and CNP substrates, one must take into consideration the mechanical properties of both substrates, and investigate wrinkling and buckling mechanisms. The bonding of thin films to substrates is a common but key process for semiconductor stacks fabrication. While buckling mechanism generally leads to thin film failure and is not desired in standard electronic devices, the formation of wrinkles in a thin film may offer improved functionalities for flexible and stretchable electronics. Wrinkling phenomena are observed in coated flexible substrate submitted to a compressive stress, over a wide range of system length scale and materials [36]. The mechanical stress in coated polymeric substrates can be decomposed in two components: an intrinsic stress that arises from the thin film deposition process (sputtering, spincoating, vapor deposition,...) and a thermal stress that develop in thin films deposited above/below room temperature and that originates from the thermal expansion mismatch between the thin film and the substrate [37]:
where represents the coefficient of thermal expansion, , are the room and the synthesis temperature, respectively.
The interplay of these two components determine , the total mechanical stress applied to a coating. Wrinkling phenomena occurs when is positive (compressive) and exceed a corresponding critical wrinkling stress that depends on the thicknesses, Young modulus and Poisson coefficient of the coating and the substrate, respectively [14,38].
TiN coatings produced at room temperature do not exhibit such wrinkles, because of the absence of thermal stress. With increasing synthesis temperature, TiN wrinkles start to form on PET substrates and their microstructure (wavelength and amplitude) depends on the coating thickness, as shown in the Figure 2.(d-f). The simple 1D wrinkling model [39] predicts wrinkle wavelength given by , where and are the film and substrate plane strain moduli, respectively [40]. We gathered, in Table 2 typical values of CTE, Poisson ratio and Young modulus of materials constituting our samples. From these values, the theoretical wrinkle wavelengths =0.95, 1.90 and 3.82 m are expected respectively for the 50, 100 and 200 nm thick TiN coatings on PET substrates. The wrinkle wavelength and its dependence with the TiN thickness are in good agreement with this wrinkling model, and the wrinkle amplitude is proportional to the wrinkle wavelength as suggested by Cerda et al. [36]. However, the observed wavelengths are 2-3 times smaller than expected for the 50 nm TiN coatings. This discrepancy can be explained by the difficulty of determining wavelength for smaller amplitude wrinkles.
Strikingly, the coating morphology is different for CNP substrates and strongly depends on the presence of AgNW. Images of 50 to 200 nm thick pure TiN coatings produced at 100oC on CNP substrates, are given in the Figure 2.(g-i). No wrinkles are observed, and the RMS roughness decreases by more than 300% compared to TiN/PET. this clearly stems from the almost identical CTE values for TiN and CNP substrates (see Table 2) which results in a negligible thermal stress () during the TiN deposition process. Nevertheless, the presence of AgNW prior to the TiN PLD deposition increases the coating roughness by a factor of 2 and introduces TiN wrinkles that also depend on the coating thickness, as shown in the Figure 2.(d-f).
In the following, we describe the optoelectronic properties and mechanical robustness of these TiNAgNW coatings. As shown in Figure 5, an obvious advantage of the incorporation of AgNW in the bare TiN coatings is to decrease the resistivity down to below 100 , while high-quality TiN coatings produced by high temperature ( oC) PLD processes generally exhibit room-temperature electrical resistivity better than 300 [27,50]. It is important to highlight our AgNW coatings can be produced by dropcasting and proper drying method with high uniformity achieving reproducible sheet resistance (coef. of variation below 10%).
Figure 5.(a), shows the room temperature electrical resistivity of TiNAgNW nano-composites as a function of the PE-PLD deposition time and processing temperature. A clear improvement of the resistivity is observed, with increasing temperature and deposition time (TiN thickness). We also quantified the transparency of the produced electrodes on TEMPO substrates. The optical transmittance characterization of the produced electrodes with TEMPO substrates are shown in panel of Figure 5. The optical transmittance, given at a wavelength of 532 nm, strongly depends on the TiN thickness, and a maximum of = 63% is observed for a 87 nano-composite coatings, as shown in Table 3. These optical transmittance are below standard values of ITO/PET (78 80%), or pure AgNW/CNP (76%) substrates. This result probably limits the use of the mentioned nanocomposites as transparent electrodes for photovoltaic applications. However, these TiNAgNW nano-composites exhibit enhanced mechanical properties, and surpass by four orders of magnitude commercial ITO/PET substrates, in terms of electro-mechanical stability. To show that nano-composites produced by the same PE-PLD technique are good candidates for the fabrication of flexible electrodes, we evaluated their electromechanical properties through cyclic fatigue bending tests. Samples were bent from the flat or equilibrium position to a maximum bending strain . Figure 5.a) shows a representative 24-hour data of the relative resistance of a TiNAgNW electrode on CNP (100 nm TiN), measured in a four-probe configuration, as a function of time. During the first 4 hours, the decrease of is attributed to an improvement of the contact resistance between the copper electrodes and the nano-composites, and during the next cycles, the average value slowly increases only by 3.4% after 24 hours bending tests for a maximum bending stress = 1.5 %, whereas an increase higher than 1000% is observed for ITO coatings on polymeric substrates [51]. We also evaluated the long-term evolution of for different coatings on both PET and CNP substrates exposed to air. The Figure 5.d) gives as a function of the number of days of exposure to air. The data show that pure AgNW coatings are strongly impacted by air exposure with a stronger effect for CNP substrates, and can be understood by a higher permeability to oxygen of CNP substrate compared to PET substrates. Despite their excellent optical and electrical conductivities, AgNW coatings are characterized by a high roughness, low adhesion [10] to flexible substrates and are subject to oxidation upon air exposure. The deposition of a chemical stable layer of TiN represent an excellent opportunity to overcome the bottleneck of bare AgNW coating for being used as flexible electrodes.
4. Conclusions
In summary, we described and discussed the fabrication and characterization of highly conductive coatings deposited onto PET and CNP substrates using a low-temperature Plasma Enhanced PLD technique. We evaluated how coating thickness, synthesis temperature, and microstructure influenced optical transmittance, electrical conductivity, and surface roughness. The coatings produced at a low temperature of ( 100 °C) achieved electrical resistivity as low as 100 while maintaining good adhesion.The electro-mechanical robustness of the nanocomposites was assessed through bending fatigue tests, showing that TiN-AgNW nanocomposites exhibit superior electro-mechanical properties and improved long-term stability compared to bare AgNW, TiN coatings, and ITO/PET substrates. Notably, these nanocomposites were more than four orders of magnitude more robust than the commercial conductive PET alternatives. These findings suggest that conductive CNP substrates based on TiN-AgNW nanocomposites, which combine high electrical conductivity, mechanical robustness, and adjustable optical transparency, are promising materials for the fabrication of bendable electronic devices.
Supplementary Materials
The following supporting information can be downloaded at the website of this paper posted on Preprints.org
Author Contributions
L.G. led and designed the experiment and wrote the manuscript; L.G., B.S.,R.W., M.J.R.,F.Q.,H.B. performed the experiments; M.E., H.B. did the PLD experiment R.W. and D.D. measured the microstructures of the samples; and L.G., U.V., D.D., U.V., H.B. reviewed and edited the manuscript. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the Agencia Nacional de Investigación y Desarrollo (ANID) and the ANID Millennium Science Initiative Program ICN17_012, and the Associative Research Program, PIA Anillo project ACT192023. L. Gence acknowledges FONDEQUIP grant EQM190136 and EQM170087. U.G. Volkmann acknowledges ANID grant 1180939 and H. Bhuyan, L. Gence acknowledge ANID grant 1220359.
Data Availability Statement
Additional data that support the findings of this study are available with in the article and its Supplementary Material. The synthesis of the cellulose nanopaper (CNP) and TEMPO-oxidized CNP is presented, as well as their characterizations including XRD, FTIR absorbance, DTG and TGA curves.
Acknowledgments
R. A. Wheatley and B. Seifert thank Millenium Institute for research in optics (MIRO).
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| TCE | transparent conductive electrode |
| PE-PLD | plasma-enhanced pulsed laser deposition |
| TiN | titanium nitride |
| CNP | Cellulose nanopaper |
| AGNWs | Silver Nanowires |
| PET | Polyethylene terephthalate |
| 2f-CCP | to a dual-frequency capacitively coupled plasma |
References
- Hsieh, M.C.; Koga, H.; Suganuma, K.; Nogi, M. Hazy Transparent Cellulose Nanopaper. Scientific Reports 2017, 7, 41590. [Google Scholar] [CrossRef] [PubMed]
- Mashkour, M.; Sharifinia, M.; Yousefi, H.; Afra, E. MWCNT-coated cellulose nanopapers: Droplet-coating, process factors, and electrical conductivity performance. Carbohydrate Polymers 2018, 202, 504–512. [Google Scholar] [CrossRef] [PubMed]
- Lian, Y.; Yu, H.; Wang, M.; Yang, X.; Zhang, H. Ultrasensitive Wearable Pressure Sensors Based on Silver Nanowire-Coated Fabrics. Nanoscale Research Letters 2020, 15, 70. [Google Scholar] [CrossRef]
- Jiao, K.; Cao, W.; Yuan, W.; Yuan, H.; Zhu, J.; Gao, X.; Duan, S.; Yong, R.; Zhao, Z.; Song, P.; et al. Cellulose Nanostructures as Tunable Substrates for Nanocellulose-Metal Hybrid Flexible Composites. ChemPlusChem 2024, n/a, e202300704. [Google Scholar] [CrossRef] [PubMed]
- Du, X.; Zhang, Z.; Liu, W.; Deng, Y. Nanocellulose-based conductive materials and their emerging applications in energy devices - A review. Nano Energy 2017, 35, 299–320. [Google Scholar] [CrossRef]
- Wang, Z.; Pan, R.; Sun, R.; Edström, K.; Strømme, M.; Nyholm, L. Nanocellulose Structured Paper-Based Lithium Metal Batteries. ACS Applied Energy Materials 2018, 1, 4341–4350. [Google Scholar] [CrossRef]
- Han, L.; Cui, S.; Yu, H.Y.; Song, M.; Zhang, H.; Grishkewich, N.; Huang, C.; Kim, D.; Tam, K.M.C. Self-Healable Conductive Nanocellulose Nanocomposites for Biocompatible Electronic Skin Sensor Systems. ACS Applied Materials & Interfaces 2019, 11, 44642–44651. [Google Scholar] [CrossRef] [PubMed]
- Xu, H.; Xie, Y.; Zhu, E.; Liu, Y.; Shi, Z.; Xiong, C.; Yang, Q. Supertough and ultrasensitive flexible electronic skin based on nanocellulose/sulfonated carbon nanotube hydrogel films. J. Mater. Chem. A 2020, 8, 6311–6318. [Google Scholar] [CrossRef]
- Ren, N.; Ai, Y.; Yue, N.; Cui, M.; Huang, R.; Qi, W.; Su, R. Shear-Induced Fabrication of Cellulose Nanofibril/Liquid Metal Nanocomposite Films for Flexible Electromagnetic Interference Shielding and Thermal Management. ACS Applied Materials and Interfaces 2024. [Google Scholar] [CrossRef]
- Azani, M.R.; Hassanpour, A.; Torres, T. Benefits, Problems, and Solutions of Silver Nanowire Transparent Conductive Electrodes in Indium Tin Oxide (ITO)-Free Flexible Solar Cells. Advanced Energy Materials 2020, 10, 2002536. [Google Scholar] [CrossRef]
- Nogi, M.; Karakawa, M.; Komoda, N.; Yagyu, H.; Nge, T.T. Transparent Conductive Nanofiber Paper for Foldable Solar Cells. Scientific Reports 2015, 5, 17254. [Google Scholar] [CrossRef] [PubMed]
- Lee, D.G.; Lee, D.; Yoo, J.S.; Lee, S.; Jung, H.S. Effective passivation of Ag nanowire-based flexible transparent conducting electrode by TiO2 nanoshell. Nano Convergence 2016, 3, 20. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.; Song, Y.; Ko, Y.; Ko, Y.; Ko, J.; Kwon, C.H.; Huh, J.; Kim, S.W.; Yeom, B.; Cho, J. A Metal-Like Conductive Elastomer with a Hierarchical Wrinkled Structure. Advanced Materials 2020, 32, 1906460. [Google Scholar] [CrossRef] [PubMed]
- Nikravesh, S.; Ryu, D.; Shen, Y.L. Instabilities of Thin Films on a Compliant Substrate: Direct Numerical Simulations from Surface Wrinkling to Global Buckling. Scientific Reports 2020, 10, 5728. [Google Scholar] [CrossRef] [PubMed]
- Zander, Z.K.; Becker, M.L. Antimicrobial and Antifouling Strategies for Polymeric Medical Devices. ACS Macro Letters 2018, 7, 16–25. [Google Scholar] [CrossRef] [PubMed]
- Song, B.; Zhang, E.; Han, X.; Zhu, H.; Shi, Y.; Cao, Z. Engineering and Application Perspectives on Designing an Antimicrobial Surface. ACS Applied Materials & Interfaces 2020, 12, 21330–21341. [Google Scholar]
- Helmlinger, J.; Sengstock, C.; Groß-Heitfeld, C.; Mayer, C.; Schildhauer, T.A.; Köller, M.; Epple, M. Silver nanoparticles with different size and shape: equal cytotoxicity, but different antibacterial effects. RSC Adv. 2016, 6, 18490–18501. [Google Scholar] [CrossRef]
- Calderon Velasco, S.; Cavaleiro, A.; Carvalho, S. Functional properties of ceramic-Ag nanocomposite coatings produced by magnetron sputtering. Progress in Materials Science 2016, 84, 158–191. [Google Scholar] [CrossRef]
- Zhang, Z.; Wu, Y.; Wang, Z.; Zhang, X.; Zhao, Y.; Sun, L. Electrospinning of Ag Nanowires/polyvinyl alcohol hybrid nanofibers for their antibacterial properties. Materials Science and Engineering: C 2017, 78, 706–714. [Google Scholar] [CrossRef]
- Valentin, E.; Bottomley, A.L.; Chilambi, G.S.; Harry, E.J.; Amal, R.; Sotiriou, G.A.; Rice, S.A.; Gunawan, C. Heritable nanosilver resistance in priority pathogen: a unique genetic adaptation and comparison with ionic silver and antibiotics. Nanoscale 2020, 12, 2384–2392. [Google Scholar] [CrossRef]
- Guler, U.; Boltasseva, A.; Shalaev, V.M. Refractory Plasmonics. Science 2014, 344, 263–264. [Google Scholar] [CrossRef] [PubMed]
- Hyde, G.K.; McCullen, S.D.; Jeon, S.; Stewart, S.M.; Jeon, H.; Loboa, E.G.; Parsons, G.N. Atomic layer deposition and biocompatibility of titanium nitride nano-coatings on cellulose fiber substrates. Biomedical Materials 2009, 4, 025001. [Google Scholar] [CrossRef] [PubMed]
- Wu, W.Y.; Chan, M.Y.; Hsu, Y.H.; Chen, G.Z.; Liao, S.C.; Lee, C.H.; Lui, P.W. Bioapplication of TiN thin films deposited using high power impulse magnetron sputtering. Surface and Coatings Technology 2019, 362, 167–175. [Google Scholar] [CrossRef]
- Zhang, L.; Yang, H.; Pang, X.; Gao, K.; Volinsky, A.A. Microstructure, residual stress, and fracture of sputtered TiN films. Surface and Coatings Technology 2013, 224, 120–125. [Google Scholar] [CrossRef]
- Luo, Q.; Yang, S.; Cooke, K. Hybrid HIPIMS and DC magnetron sputtering deposition of TiN coatings: Deposition rate, structure and tribological properties. Surface and Coatings Technology 2013, 236, 13–21. [Google Scholar] [CrossRef]
- Lima, L.; Diniz, J.; Doi, I.; Fo, J.G. Titanium nitride as electrode for MOS technology and Schottky diode: Alternative extraction method of titanium nitride work function. Microelectronic Engineering 2012, 92, 86–90. [Google Scholar] [CrossRef]
- Torgovkin, A.; Chaudhuri, S.; Ruhtinas, A.; Lahtinen, M.; Sajavaara, T.; Maasilta, I.J. High quality superconducting titanium nitride thin film growth using infrared pulsed laser deposition. Superconductor Science and Technology 2018, 31, 055017. [Google Scholar] [CrossRef]
- Adamovich, V.; Shoustikov, A.; Thompson, M.E. TiN as an Anode Material for Organic Light-Emitting Diodes. Advanced Materials 1999, 11, 727–730. [Google Scholar] [CrossRef]
- Briggs, J.A.; Naik, G.V.; Petach, T.A.; Baum, B.K.; Goldhaber-Gordon, D.; Dionne, J.A. Fully CMOS-compatible titanium nitride nanoantennas. Applied Physics Letters 2016, 108, 051110. [Google Scholar] [CrossRef]
- von Seefeld, H.; Cheung, N.W.; Maenpaa, M.; Nicolet, M. . Investigation of titanium nitride layers for solar-cell contacts. IEEE Transactions on Electron Devices 1980, 27, 873–876. [Google Scholar] [CrossRef]
- Shi, W.; Zheng, H.; Zhao, Y.; Pu, X.; Shui, X.; Lin, Y.; Chen, G.; Yang, X.; Zhang, G.; Wei, B. Highly Efficient Red, Green, and Blue Inverted Top-Emitting Organic Light-Emitting Diodes with Microstructured TiN Substrate. physica status solidi (RRL) – Rapid Research Letters [https://onlinelibrary.wiley.com/doi/pdf/ 10.1002/pssr.202400032]. n/a, 2400032. [CrossRef]
- Sugavaneshwar, R.P.; Ishii, S.; Dao, T.D.; Ohi, A.; Nabatame, T.; Nagao, T. Fabrication of Highly Metallic TiN Films by Pulsed Laser Deposition Method for Plasmonic Applications. ACS Photonics 2018, 5, 814–819. [Google Scholar] [CrossRef]
- Chang, C.C.; Nogan, J.; Yang, Z.P.; Kort-Kamp, W.J.M.; Ross, W.; Luk, T.S.; Dalvit, D.A.R.; Azad, A.K.; Chen, H.T. Highly Plasmonic Titanium Nitride by Room-Temperature Sputtering. Scientific Reports 2019, 9, 15287. [Google Scholar] [CrossRef] [PubMed]
- Saikia, P.; Bhuyan, H.; Escalona, M.; Favre, M.; Wyndham, E.; Maze, J.; Schulze, J. Study of dual radio frequency capacitively coupled plasma: an analytical treatment matched to an experiment. Plasma Sources Science and Technology 2018, 27, 015014. [Google Scholar] [CrossRef]
- Escalona, M.; Bhuyan, H.; Ibacache, S.; Retamal, M.; Saikia, P.; Borgohain, C.; Valenzuela, J.; Veloso, F.; Favre, M.; Wyndham, E. Study of titanium nitride film growth by plasma enhanced pulsed laser deposition at different experimental conditions. Surface and Coatings Technology 2021, 405, 126492. [Google Scholar] [CrossRef]
- Cerda, E.; Mahadevan, L. Geometry and Physics of Wrinkling. Phys. Rev. Lett. 2003, 90, 074302. [Google Scholar] [CrossRef] [PubMed]
- Gence, L.; Escalona, M.; Castillo, C.; Quero, F.; Saikia, P.; Wheatley, R.; Diaz-Droguett, D.E.; Retamal, M.J.; Volkmann, U.G.; Bhuyan, H. Wrinkled titanium nitride nanocomposite for robust bendable electrodes. Nanotechnology 2019, 30, 495705. [Google Scholar] [CrossRef] [PubMed]
- Mei, H.; Huang, R.; Chung, J.Y.; Stafford, C.M.; Yu, H.H. Buckling modes of elastic thin films on elastic substrates. Applied Physics Letters 2007, 90, 151902. [Google Scholar] [CrossRef]
- Genzer, J.; Groenewold, J. Soft matter with hard skin: From skin wrinkles to templating and material characterization. Soft Matter 2006, 2, 310–323. [Google Scholar] [CrossRef]
- Wang, Y.; Li, Z.; Xiao, J. Stretchable Thin Film Materials: Fabrication, Application, and Mechanics. Journal of Electronic Packaging 2016, 138, 020801. [Google Scholar] [CrossRef]
- Waller, J.; Lalande, L.; Leterrier, Y.; Månson, J.A. Modelling the effect of temperature on crack onset strain of brittle coatings on polymer substrates. Thin Solid Films 2011, 519, 4249–4255. [Google Scholar] [CrossRef]
- Nasr Saleh, M.; Lubineau, G. Understanding the mechanisms that change the conductivity of damaged ITO-coated polymeric films: A micro-mechanical investigation. Solar Energy Materials and Solar Cells 2014, 130, 199–207. [Google Scholar] [CrossRef]
- Gadre, K.S.; Alford, T. Crack formation in TiN films deposited on Pa-n due to large thermal mismatch. Thin Solid Films 2001, 394, 124–129. [Google Scholar] [CrossRef]
- Chaiwong, C.; McKenzie, D.; Bilek, M. Cracking of titanium nitride films grown on polycarbonate. Surface and Coatings Technology 2007, 201, 5596–5600. [Google Scholar] [CrossRef]
- Guo, B.; Chen, W.; Yan, L. Preparation of Flexible, Highly Transparent, Cross-Linked Cellulose Thin Film with High Mechanical Strength and Low Coefficient of Thermal Expansion. ACS Sustainable Chemistry & Engineering 2013, 1, 1474–1479. [Google Scholar] [CrossRef]
- Nogi, M.; Iwamoto, S.; Nakagaito, A.N.; Yano, H. Optically Transparent Nanofiber Paper. Advanced Materials 2009, 21, 1595–1598. [Google Scholar] [CrossRef]
- Rencheck, M.L.; Weiss, A.J.; El Awad Azrak, S.M.; Forti, E.S.; Nuruddin, M.; Youngblood, J.P.; Davis, C.S. Nanocellulose Film Modulus Determination via Buckling Mechanics Approaches. ACS Applied Polymer Materials 2020, 2, 578–584, [https://doi.org/10.1021/acsapm.9b00969]. [Google Scholar] [CrossRef]
- Hirano, T.; Mitsuzawa, K.; Ishioka, S.; Daicho, K.; Soeta, H.; Zhao, M.; Takeda, M.; Takai, Y.; Fujisawa, S.; Saito, T. Anisotropic Thermal Expansion of Transparent Cellulose Nanopapers. Frontiers in Chemistry 2020, 8, 68. [Google Scholar] [CrossRef]
- Wakabayashi, M.; Fujisawa, S.; Saito, T.; Isogai, A. Nanocellulose Film Properties Tunable by Controlling Degree of Fibrillation of TEMPO-Oxidized Cellulose. Frontiers in Chemistry 2020, 8, 37. [Google Scholar] [CrossRef]
- Roy, M.; Mucha, N.R.; Ponnam, R.G.; Jaipan, P.; Scott-Emuakpor, O.; Yarmolenko, S.; Majumdar, A.K.; Kumar, D. Quantum interference effects in titanium nitride films at low temperatures. Thin Solid Films 2019, 681, 1–5. [Google Scholar] [CrossRef]
- Leterrier, Y.; Médico, L.; Demarco, F.; Månson, J.A.; Betz, U.; Escolà, M.; Kharrazi Olsson, M.; Atamny, F. Mechanical integrity of transparent conductive oxide films for flexible polymer-based displays. Thin Solid Films 2004, 460, 156–166. [Google Scholar] [CrossRef]
Figure 1.
a) Schematic of the Plasma Enhanced Pulsed laser deposition (PE- PLD) system. b)FE-SEM images of TiN and TiNAgNW coated Nanocellulose substrates. The lower right panels shows a bent TiNAgNW electrodes powering two LED.
Figure 1.
a) Schematic of the Plasma Enhanced Pulsed laser deposition (PE- PLD) system. b)FE-SEM images of TiN and TiNAgNW coated Nanocellulose substrates. The lower right panels shows a bent TiNAgNW electrodes powering two LED.
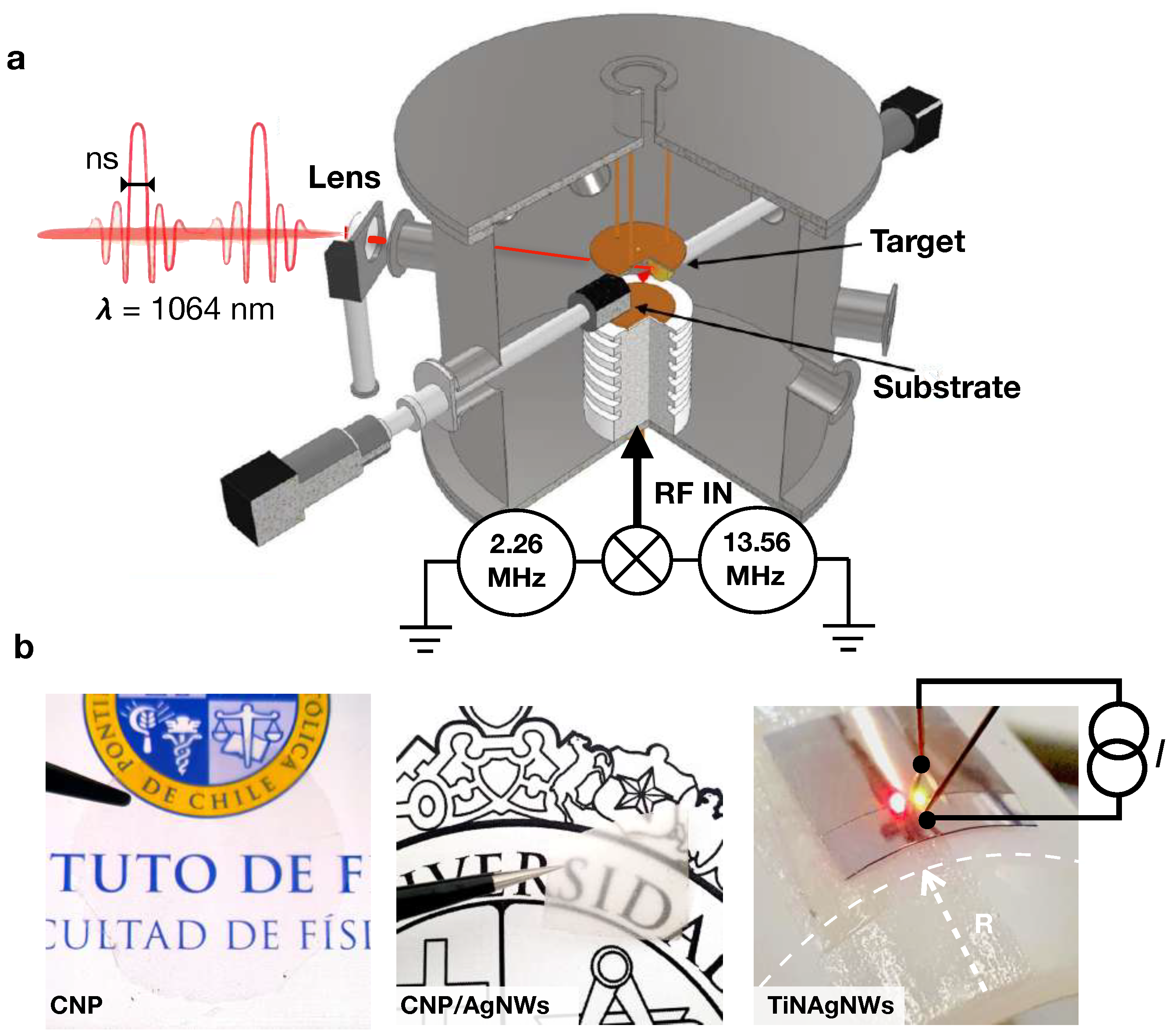
Figure 3.
a. XRD and elemental composition by EDX analysis. a) XRD diffractograms of the TiN coatings produced by single (S samples) and dual (D samples) frequency mode. b) Elemental composition of a 100 nm thick TiNAgNWs coating on /CNP substrate by EDX. EDX measurement was performed at several different spots of the respective samples and similar elemental composition was recorded. c-e) Beside the presence of Ag, a uniform signal is observed for both Ti and N signal, suggesting an homogeneous coating composition.
Figure 3.
a. XRD and elemental composition by EDX analysis. a) XRD diffractograms of the TiN coatings produced by single (S samples) and dual (D samples) frequency mode. b) Elemental composition of a 100 nm thick TiNAgNWs coating on /CNP substrate by EDX. EDX measurement was performed at several different spots of the respective samples and similar elemental composition was recorded. c-e) Beside the presence of Ag, a uniform signal is observed for both Ti and N signal, suggesting an homogeneous coating composition.
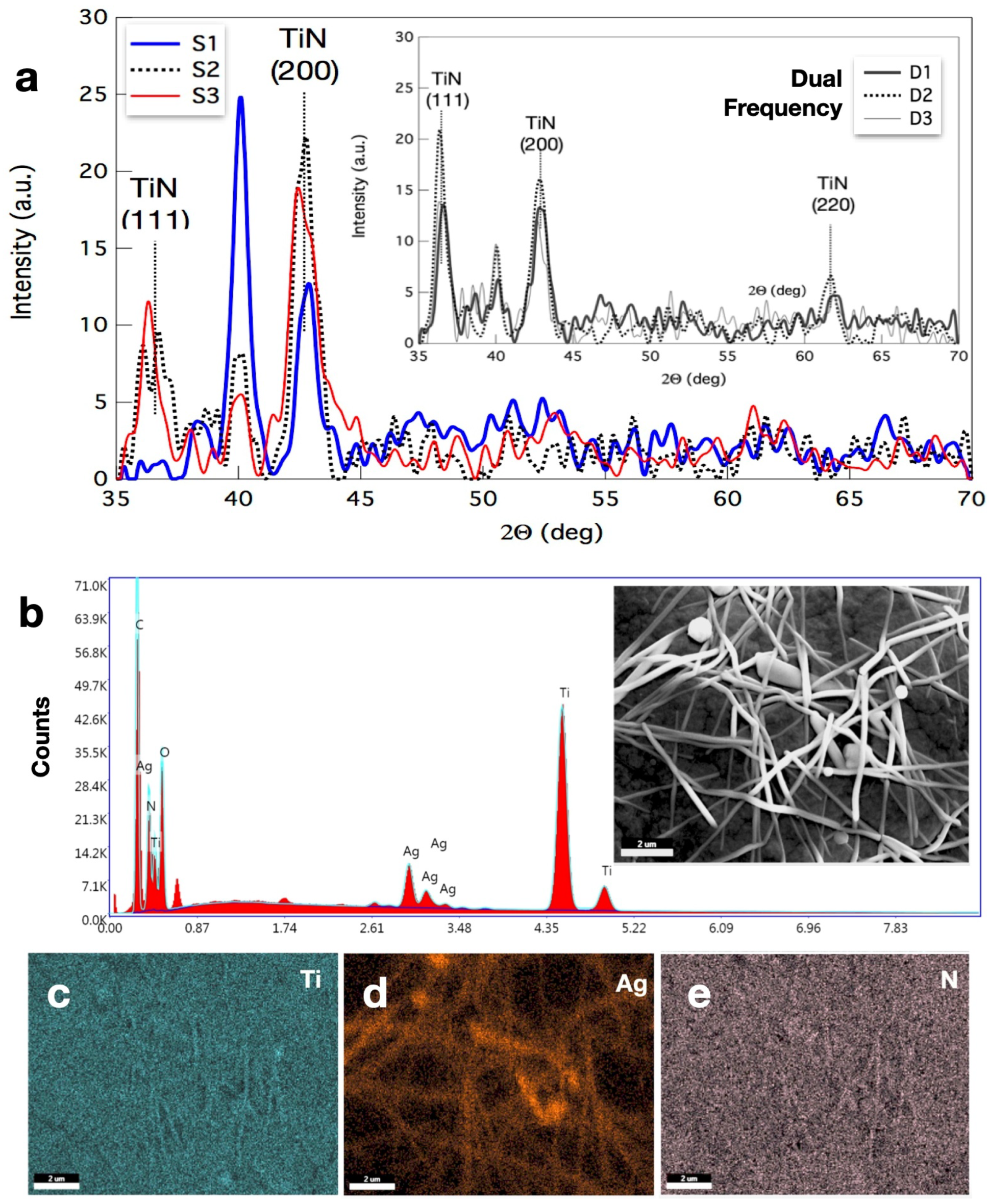
Figure 4.
Representative AFM images of a Pristine (a) and TiN coated (b) CNP substrates. (c) TiN deposited on a Substrate, and (d) TiNAgNW coatings on CNP. TiN layers are 100 nm thick and are produced at 100oC. The TiN grains can be distinctly seen in panels (b) and (d).
Figure 4.
Representative AFM images of a Pristine (a) and TiN coated (b) CNP substrates. (c) TiN deposited on a Substrate, and (d) TiNAgNW coatings on CNP. TiN layers are 100 nm thick and are produced at 100oC. The TiN grains can be distinctly seen in panels (b) and (d).
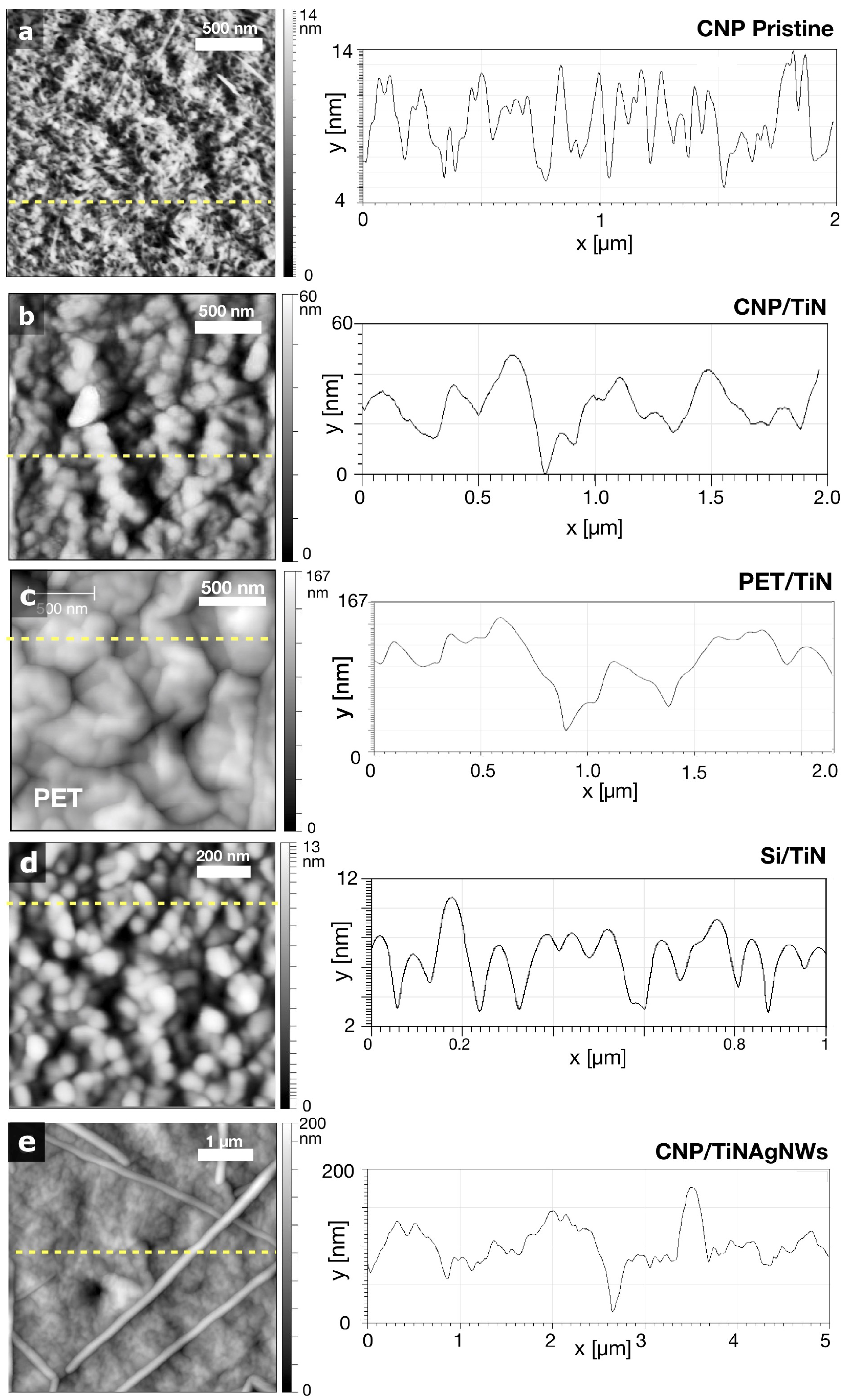
Figure 5.
a) Room temperature electrical resistivity of TiN-AgNW nano-composites on TEMPO substrates as function of the deposition time and synthesis temperature, using the Van der Pauw method. The samples were all prepared with the same AgNW layers of 0.3%, varying the TiN deposition parameters. b) Plot of the optical transmittance as a function of the sheet resistance of the nano-composites and pure AgNW coatings on CNP substrates. c) The relative electrical resistance during a continuous 24 h bending fatigue testing (770 cycles, = 1.5 %). d) the long-term stability of the conductive substrates. e) Zoom of the parabolic shape of the suggesting that the electrical conductivity is constant during the bending cycles. f) After cycling, exhibit excellent stability.
Figure 5.
a) Room temperature electrical resistivity of TiN-AgNW nano-composites on TEMPO substrates as function of the deposition time and synthesis temperature, using the Van der Pauw method. The samples were all prepared with the same AgNW layers of 0.3%, varying the TiN deposition parameters. b) Plot of the optical transmittance as a function of the sheet resistance of the nano-composites and pure AgNW coatings on CNP substrates. c) The relative electrical resistance during a continuous 24 h bending fatigue testing (770 cycles, = 1.5 %). d) the long-term stability of the conductive substrates. e) Zoom of the parabolic shape of the suggesting that the electrical conductivity is constant during the bending cycles. f) After cycling, exhibit excellent stability.
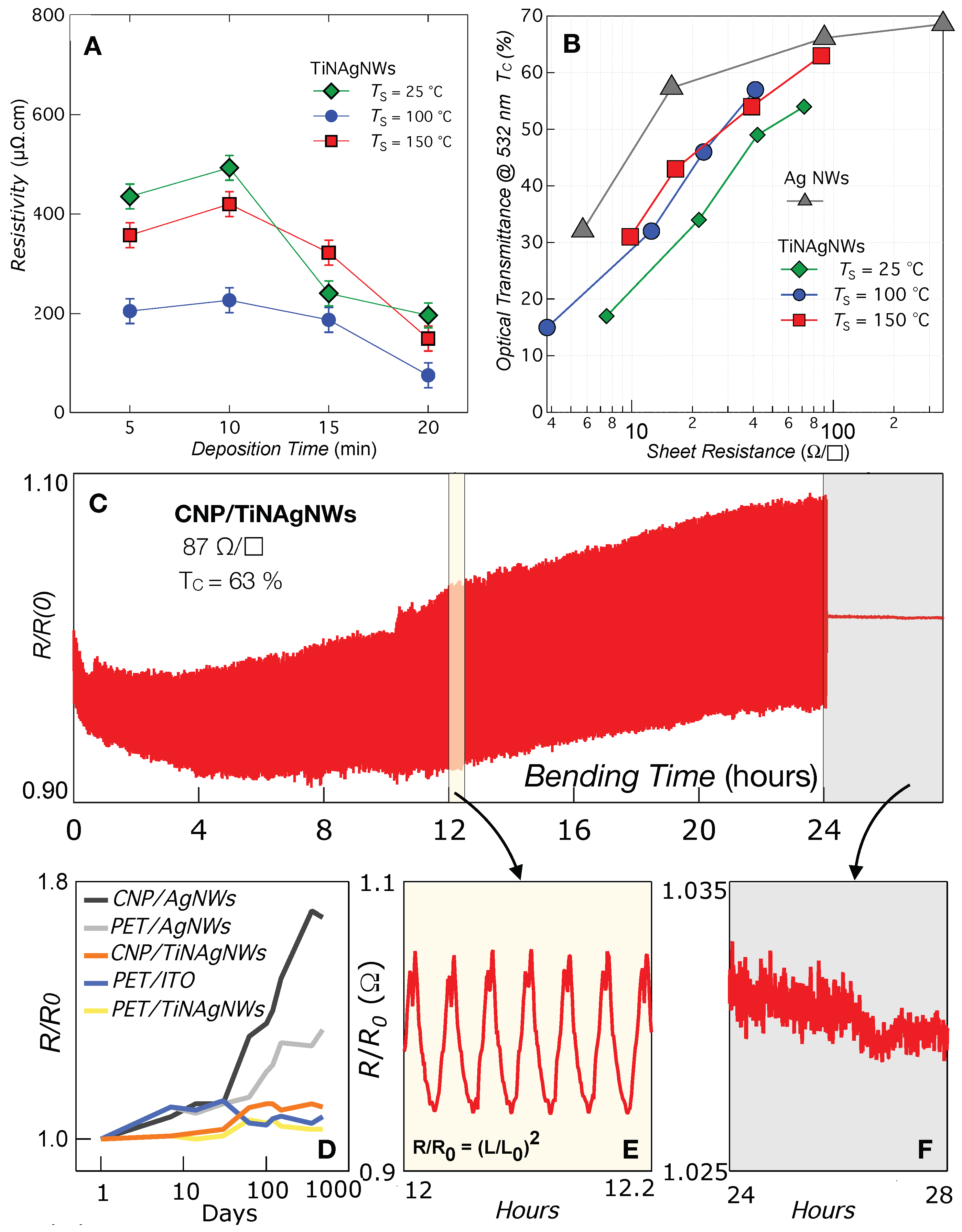

Table 1.
Roughness extracted from AFM measurements of pristine, TiN and TiNAgNW coated CNP substrates, after average plane levelling of the raw data. TiN layers were deposited at C, 20 W total RF power (=1).
Table 1.
Roughness extracted from AFM measurements of pristine, TiN and TiNAgNW coated CNP substrates, after average plane levelling of the raw data. TiN layers were deposited at C, 20 W total RF power (=1).
| Samples | TiN Thickness | ScanSize | ||
|---|---|---|---|---|
| (nm) | (nm) | (nm) | () | |
| CNP | - | 4.4 | 5.6 | 2x2 |
| TiN-100/PET | 100 | 20.5 | 25.6 | 2x2 |
| TiN-100/CNP | 100 | 5.9 | 7.6 | 2x2 |
| TiN-250/PET | 250 | 27.5 | 32.3 | 2x2 |
| TiN-250/CNP | 250 | 7.8 | 9.3 | 2x2 |
| TiNAgNW-100/CNP | 100 | 12.2 | 15.5 | 2x2 |
| TiNAgNW-250/CNP | 250 | 17.3 | 21.1 | 2x2 |
Table 2.
Standard values for the Poisson’s ratio, coefficient of thermal expansion (CTE) and Young’s modulus of indium tin oxide (ITO), titanium nitride (TiN), polyethylene therephtalate (PET) and cellulose nanopaper (CNP).
Table 2.
Standard values for the Poisson’s ratio, coefficient of thermal expansion (CTE) and Young’s modulus of indium tin oxide (ITO), titanium nitride (TiN), polyethylene therephtalate (PET) and cellulose nanopaper (CNP).
| Materials | Thickness | Poisson | CTE, | Young Modulus | References |
|---|---|---|---|---|---|
| (m) | Ratio | () | (GPa) | ||
| ITO | 0.100 | 0.15 | 10 | 1 | [41,42] |
| TiN | 0.25 | 6-9 | 400 | [43,44] | |
| PET | 75-180 | 0.35 | 35 | 3 | [37] |
| CNP | 50-100 | 0.23 | 7 | 1-8 | [45,46,47,48,49] |
Table 3.
Sheet resistance, optical transmittance at 550 nm and increase after 1000 bending cycles with a maximum strain . Samples were prepared with 0.3% AgNW solution and a variable thick TiN layer synthesized at = 100 °C.
Table 3.
Sheet resistance, optical transmittance at 550 nm and increase after 1000 bending cycles with a maximum strain . Samples were prepared with 0.3% AgNW solution and a variable thick TiN layer synthesized at = 100 °C.
| Samples | ( | (% @ 532 nm) | (Strain =2%) |
| PET | - | 87 | - |
| PET/AgNW | 32 | 78 | 1.27 |
| PET/ITO | 60 | 78 | 29090 |
| CNP/AgNW | 32 | 76 | 1.22 |
| CNP/TiN | 104 | 49 | 3.93 |
| CNP/TiNAgNW | 21 | 43 | 1.07 |
| CNP/TiNAgNW | 13 | 32 | 1.18 |
| CNP/TiNAgNW | 87 | 63 | 1.45 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



