
Submitted:
03 June 2024
Posted:
05 June 2024
You are already at the latest version
Abstract
The use of sustainable energy sources is a feasible alternative for fossil fuel products, which can represent a positive factor to alleviate many current environmental issues. In that sense, not only the sustainable industrial development is important, but also sustainable practices at local level, including households. Specifically, heating and cooking are one of the most important activities that require energy in households, where the role of biomass could be interesting, as it can provide an energy source with lower environmental impact. However, there is room for improvement in biomass stoves, whose adaptability to specific wastes, as well as their improvement in efficiency, should be accomplished. The aim of this work was to assess the improvement of combustion performance of a domestic stove by the implementation of a programmable logic converter for a better adaptation to different biomass samples (holm oak, pear tree, poplar and sugarcane bagasse pellets). Thus, the working regime of the stove was controlled, especially concerning the screw conveyor (to regulate pellet feeding) and flue gas fan (to change oxygen supply). As a result, better combustion performances were obtained, heat capacities from 5.66 to 8.67 kW for the selected samples. On the other hand, different improvements of the combustion stove to avoid blockages, for instance, are proposed as further steps.
Keywords:
biomass
; combustion
; bagasse
; poplar
; oak
; pear tree
; programmable logic converter
1. Introduction
1.1. Current Energy Problems
Currently, at international level, fossil fuels such as coal, petroleum or natural gas still contribute with a majority percentage to electricity production, with hydroelectric power, nuclear or renewable energy presenting increasing percentages. In that sense, renewable energy plays an important role nowadays, as our society has to face different challenges, like the following [1]:
- A disproportionate population growth, which demands higher and higher energy, especially in emerging areas.
- On the other hand, keeping rural population is essential to avoid overcrowding or mass tourism, which could negatively affect the environment.
- Linked with the above, the energy and raw material dependence (especially related to petroleum-based products), which could imply deep inequalities between countries.
- The economic growth of developing countries, where all the levels of production or exploitation (from households to industries) should be especially sustainable, in order to avoid past mistakes in developed countries.
- Related with the above, the typical environmental challenges are more relevant than ever, observing different problems such as desertification, climate change, air, soil and water pollution, etc. [4].
In this sense, it is no wonder that local and international agencies (for instance, the UN with its Sustainable Development Goals [5]) are concerned about these challenges, supported by global society in general. Thus, the relevance of renewable energy (solar, hydroelectric, wind or geothermal energy, among others) seems to be considerable at present, as many of the abovementioned points could be easily mitigated. For instance, the sustainable development of rural or poor areas would be possible thanks to the use of different renewable sources, which offers a wide variety of alternatives depending on the climate conditions. This way, the environmental impact would be less severe, as well as rural population would be fixed in a certain way. Also, more population would get access to clean energy, avoiding some problems related to overpopulation. Especially interesting is the impact of renewable energies in geopolitical factors, as it could contribute to a less energy (or material) dependence, making the effect of different events such as wars or political tension less negative in local economies. To sum up, it is clear that the use of renewable energies is going to be a recurring subject in the medium to long term [4,6].
This way, biomass is an interesting energy source, especially in the abovementioned cases where local economies could resort to this renewable energy [7,8]. Especially interesting is the fact that practically every single corner of the globe can take advantage of some kind of biomass resource, even as a waste, to be used as an energy source. This is due to the adaptability of different technologies to exploit these sources, and the adaptability of different sources to be easily accessible to a great extent, regardless of the climate conditions. In other words, most households or industries can access different biomass sources, and the development of existing and new technologies could be an important point for the suitable implementation of green practices all over the world. Thus, the use of pellet stoves is a clear example, as explained in following subsections. However, a real control of the emissions of these stoves should be thoroughly accomplished, considering the fact that many households resort to this kind of energy source for different purposes [9,10].
As a consequence, there has been a continuous increase in renewable energy demand, where the role of biomass as an energy source will presumably be essential. From an international perspective, as observed in Figure 1, a considerable growth in renewable energy demand was observed in the last two decades, exceeding 45 exajoules in 2022. This fact could be due to the growing concern about the environment, but also on account of geopolitical factors that might have influenced on the need of looking for local resources to avoid international energy dependence. In any case, as this growth shows an exponential trend, the near future seems to be equally promising for renewable energies.
In the case of Spain, its clear dependence on oil and natural gas has implied a promotion of the use of different renewable energies, whose share when it comes to energy production is continuously increasing. In this sense, biomass plants have spread all around the world, and in the case of the Iberian Peninsula, as observed in Figure 2, there is a uniform distribution of biomass plants, which points out the adaptability of this process to any region in this area as multiple biomass feedstocks can be used for this purpose. Indeed, the percentage of energy from renewable sources in Spain has considerably increased in the last two decades (from 8.35 % in 2004 to 22.12 % in 2022). Consequently, the use of biomass stove at local level could be feasible, as biomass supply (especially pellets and briquettes) would be assured in these areas, along with the continuous support and demand for renewable energies.
1.2. Biomass: Foundations and Conversion Processes
Different wastes from agricultural or forestry practices could be considered lignocellulosic wastes, that is, biomass. The energy use of biomass can be done directly or by transforming it in compounds that can be used as fuels. The origin of biomass is given by the sun, whose energy is absorbed by vegetation through photosynthesis, producing organic matter that present high energy content. For its energy use, agricultural waste seems to be one interesting kind of biomass, as observed in the literature.
The three main uses of biomass are the following:
- Heat production: This is the simplest way to exploit biomass, especially in households. There are some specific industrial uses, as in boilers or ceramic furnaces, but public centers or neighborhoods could feed stoves for heating.
- Electricity production: Electricity can be produced through combustion or anaerobic digestion of some wastes to produce biogas, to be used in thermal power plants.
- Clean fuel production: As in the case of biodiesel through transesterification of vegetable oils or bioalcohols from sugars (to produce ethanol through fermentation).
Even though the use of biomass implies CO2 release to the environment, it was previously captured by vegetation during its life cycle. As long as this natural cycle is kept, biomass can be considered as a renewable source with zero-net CO2 emissions not contributing to the greenhouse gas effect. On the other hand, sulfur (mainly H2S) or nitrogen (mainly NOx) emissions, as well as particulate matter, are hardly released in this process. Also, other advantages related to its use are the low risk of forest fires and pests, valorization of agricultural waste (avoiding its burning in countries), the use of fallow lands for the implementation of energy crops, etc. Also, biomass usually presents a lower environmental impact when compared to the use of natural gas or gasoil for heating, possibly presenting savings compared to petrol-based products depending on the context.
In order to obtain products with a high energy content from biomass, there are several processes, adapted to the nature of the raw material and providing several products, which vary from direct power or thermal energy to their different physical state. These processes require previous steps, like: physical processes to reduce particle size, dry or agglomerate biomass, as in the case of pelletizing (which is used to increase the energy content per volume of biomass, allowing the automatization of equipment); biochemical conversion, such as anaerobic digestion, which takes long periods of time to produce methane or ethanol, among others; thermal processes (combustion, pyrolysis or gasification, among others): taking place at high temperature and requiring sophisticated equipment, with typical products such as coal or hydrocarbons.
Regarding combustion of biomass, pellets (which can be obtained from a wide range of materials such as wood, bark, sawdust, etc.) present a high heating value between 4000-4500 kcal·kg-1 due to their high degree of compaction and their low moisture content (at around 6-8 %). Thus, this is considered as the most suitable format for biomass stoves.
1.3. Biomass Stove
Stoves can be classified according to multiple criteria, like the kind of clamping, combustion chamber, exhaust gas discharge, working temperature, heat production system, pollution level, biomass used, etc.
In the case of this study, a biomass stove is similar to a gas stove. The fuel is burned, generating an horizontal flame that enters the chamber, as it happens in gasoil systems. The heat generated during combustion (in this case, a natural fuel like biomass) is transferred to the water circuit in the heat exchanger included in the stove, using this hot water for different purposes (industry, sanitation, etc.). Heating can be carried out through conventional systems like fan convectors, underfloor heating or heaters. Biomass stoves require a container to store the biofuel, usually located near the boiler. Thus, a screw conveyor feed the boiler, where combustion takes place. In order to optimize the process, a heat accumulator can be installed. In that sense, different studies have been focused on these subjects, especially concerning the optimization of these stoves at industrial and local level, as in the case of the design of a 4-KW biomass stove to increase its efficiency [11]; the improvement of biomass stoves with low carbon monoxide emissions [12] or biomass cooking stoves with different biomass fuels [13,14]; or the use of biomass stove for heating [15], including flue gas recirculation systems in order to reduce NOX emissions [16].
1.4. Scientific Interest
Additionally, and considering these precedents, it is no wonder that the scientific interest in biomass stove has considerably increased in the last three decades (see Figure 3). As it can be noticed in this figure, this increase in scientific publications about this subject was especially noticeable from 2003-2008, achieving a stable publishing rate in the range of 120-160 published works in this current decade. This fact points out the relevance of this field, where concepts such as green chemistry, sustainable development or industrial implementation could be interesting purposes for these research works.
Considering the main countries devoted to this kind of research, Figure 4 shows a uniform distribution of these research works. Thus, apart from the obvious prevalence of leading research countries like the United States or China, it should be noted the relevance of many different countries, some of them belonging to developing areas in Africa, Asia or South America, which points out the important contribution of this field in these points, promoting the sustainable development regardless of the country. Another interesting point of view would be the adaptability of this technology from local to industrial levels, as many different biomass feedstocks from every region could be suitable for their possible implementation in biomass stove.
As previously mentioned, the nature of this research line could be multidisciplinary, as different subject areas seem to be interested in the use, implementation and environmental impact of biomass stoves. As observed in Figure 5, subject areas such as Environmental Sciences (obviously focused on emissions and environmental impact of biomass exploitation), Energy, Engineering (both of them devoted to the industrial implementation of this technology and its feasibility depending on the yield of the process), Medicine (focused on the use of stoves in household, where particulate matter and other pollutants could be dangerous if technical solutions are not taken), or Agricultural and Biological Sciences (where the role of raw materials is important), among others, prove the relevance of multiple research areas and professionals for the correct development of this technology.
On the other hand, if the main interrelations among the works devoted to biomass stove are taken into account, Figure 6 shows interesting results. Thus, the keywords of these words, and their connections with other works, has been considered, observing that many of the abovementioned challenges are included in this diagram. Thus, the role of biomass is essential (purple cluster), where its main characteristics should be considered for the correct biomass performance. Additionally, combustion process (red cluster) has a continuous prevalence in these works, highly related to the pellet stove and different aspects such as small/industrial scale, pelletizing or modelling. Finally, another interesting point is the emissions related to combustion (green cluster), where concepts such as air pollution, emission reduction, efficiency and emission factors related to the different nature of biomass (mainly as pellets) are included.
1.5. Aim and Scope
Considering the above, the aim of this work was to improve the combustion efficiency of different biomass waste in a 5-kW pellet stove. For this purpose, the implementation of programmable logic controllers was carried out to establish different working regimes depending on the combustion conditions. Also, a thorough characterization of the process was carried out, paying special attention to emissions. Thus, this work could provide interesting information about the performance of small facilities devoted to households, which is an essential point in sustainable development, especially in developing areas.
Specifically, the specific objectives of this work were the following:
- Study of combustion of different biomass waste (holm oak, pear tree, poplar, and sugarcane bagasse) in a stove to assess the combustion performance and applications for thermal purposes.
- Carry out suitable modifications in the combustion system for heat generation, trying to achieve higher energy yields. For that purpose, the components of the stove were controlled manually, avoiding the automatic working regime.
2. Materials and Methods
2.1. Raw Material
The raw materials used in this work were agricultural wastes (holm oak, pear tree, poplar, and sugarcane bagasse) provided by CICYTEX (Centro de Investigaciones Científicas y Tecnológicas de Extremadura). After drying and pelletizing, the resulting pellets (6 mm in diameter and < 5 % moisture) were suitable for their use in the commercial combustion stove used in this study according to the manufacturer. Different analyses (such as proximate and ultimate analysis) were carried out, and the samples were stored in a dry place before their processing in the stove.
2.2. Experimental Facility
The experimental facility used for this experience was a commercial combustion stove for heating purposes (Extraflame, Italy), with a nominal power of 5-kW (see Figure 7a). The main components of this facility are the following (apart from the temperature probe for room temperature measurement):
- Container. This is the place where pellets are stored before its combustion.
- Ash container. Once ash is generated during combustion, and accumulated in the ash container, with the subsequent removal (Figure 7d).
- Fuel feeding system. The system consists of a screw conveyor, which will be regulated by the use of the programmable logic controller (PLC).
- Control system. As previously mentioned, pellet supply to the combustion chamber will be controlled by the use of a PLC system, including temperature probes to control the whole process.
- Fan. The combustion chamber is equipped with a fan to provide air to the room. The power of this fan can be modified.
- Chimney (Figure 7e), for the removal of flue gas.
Thus, the operating conditions of some of these components (such as the fuel feeding system) will be optimized, as explained in following subsections. Figure 8 shows the general overview of the experimental facility, including the position of different temperature probes and the gas analyzer to obtain different results during combustion. The gas analyzer (Testo 335, Baden-Württemberg, Germany), was used to indicate the room temperature and outlet temperature (in °C), oxygen (%), NO (ppm) and CO (ppm), subsequently calculating the excess air coefficient (n), thermal efficiency (η), and loss through sensitive enthalpy in the flue gas (qa). The temperature probes (expressing temperature values in °C), were connected to a digital display (Elitech STC-1000,London, United Kingdom).
This way, there are two kinds of elements in this facility, like the following:
- Actuators: These are components that, on the contrary of sensors, can transform an electric input into a physical output (position, rotation, solenoid activation, etc.). Thus, a programmable logic controller (PLC) can manipulate the operation mode different components to adjust the optimum working regime of the equipment. In this case, the actuators are the screw conveyor and the fans.
- Sensors: These are devices that can detect physical (or chemical) inputs, called instrumentation variables, which are converted to electric signals. These variables can be temperature, light intensity, distance, acceleration, etc. These electric signals are sent to the PLC (motherboard), which interprets them and correct the working mode of actuators. In this case, the sensors are the temperature probes, oxygen probe (to measure flue gas) and the depressometer/manometer.
2.3. Working Regime, Operating Conditions and Modifications
To start the combustion process, a minimum amount of pellets is added to the container, connecting the equipment and starting the automatic mode, which will be stopped when shutdown mode is activated. Thus, the container is connected to the combustion chamber through the screw conveyor. The motor that moves this screw conveyor is controlled by the PLC, which regulates the operation and stopping times. These times will be longer or shorter depending on the room temperature detected by the corresponding temperature probe (which can be above or below the set temperature of the equipment).
In that sense, the working regime of the screw conveyor can be regulated according to the percentage of pellets introduced in the combustion chamber. This regulation can be carried out by increasing 5 percentage units up to a maximum of 50. It should be noted that the power selected in the display affects the load capacity of the screw conveyor (which can reach 1-250 rph).
The flue gas fan, located on the back of the stove, extracts fumes or flue gas to the chimney, whereas the heating fan moves the hot air to the room. The speed of this fan will be regulated according to the selected power.
The ignition coil heats up pellets as much as possible once they are placed in the combustion chamber to avoid their moisture and, especially, to start combustion under the best possible conditions.
Concerning O2 probe, it is used to measure residual oxygen in flue gas in order to optimize the mixture composition of fuels, especially to control the air/fuel ratio in the combustion chamber. As observed in Figure 8, the analyzer is placed in the chimney, at the end of flue gas path. Thus, the probe, depending on the amount of oxygen, will send a signal to the PLC of the stove and, in turn, the PLC will send a signal to the screw conveyor, which will be regulated to supply pellets at faster or shorter rates (see Figure 9). It should be noted that the working regime of the screw conveyor has an influence on the fuel optimization in the stove, as the more pellets are supplied, higher consumption will be found.
A differential pressure sensor was used to check depression in homes (produced by the flue gas fan), as otherwise the flue gas could be expelled through the entrance of the stove, with the subsequent efficiency and safety problems.
Apart from the abovementioned components, some measurement equipment was used to assess the working conditions of different elements, like the following:
- Stroboscope: it is used to measure the rpm at which the flue gas fan rotates. For this purpose, a stroboscope Lutron (DT 2269, Coopersburg, PA, United States), capable of measuring from 5 to 10500 rpm, was selected.
- Programable logic controller: Once the behavior of the main components of the stove, another PLC was installed, apart from the factory installed PLC, to alternatively control the screw conveyor (see the functioning scheme in Figure 9). Thus, the operating and stopping times will be changed compared to the automatic working regime of the stove.
Considering the above, there will be three working regimes, where some components of the stove will work differently:
- Ignition stage: It usually takes 15 minutes, once the equipment is turned on, continuing with a countdown. At this point, the flue gas fan works at 1640 rpm (110 V and 0.09 A), whereas the screw conveyor works for 1.5 min (230 V and 0.23 A). Afterwards, it follows alternative working-stopping regimes for 13 minutes, with a rotation speed of 14.81 rph. Regarding the room fan, it will start working after 3.3 min, at 1640 rpm (230 V and 0.23 A). Finally, the ignition coil only works in this stage, at 230 V for 3.3 min.
- Operating stage: It starts after the countdown, continuing until the equipment shutdown. The room fan, flue gas fan and temperature probes will work as in the previous case. However, the screw conveyor will work depending on the following conditions (according to the difference between the temperature set and room temperature), included in Table 1.
- Phasing-out stage: It is the period taking place after shutdown, finishing when all the components are stopped due to safety reasons. Thus, the flue gas fan will work at 110 V and 0.08 A for 54 min, at 1640 rpm until the final shutdown, depending on flue gas composition. The screw conveyor will completely stop working, and the room fan will work approximately for 23 min (230 V and 0.23 A).
The behavior according to the working regime of these components will be studied during these three stages.
As a result, the signals generated by the alternative PLC are shown in Figure 10, Figure 11 and Figure 12, where the voltage over time is represented for each working regime (that is, ignition or starting stage, operating stage and phasing out stage, respectively).
Thus, as observed in Figure 11 and Figure 12, there are differences in the working regimes depending on room temperature (Troom) achieved. This way, when Troom was below the set temperature (Tset), the working regime is shown in Figure 11. Otherwise (that is, Troom > Tset), the working regimen was included in Figure 12. Basically, the rotation rate of the screw conveyor decreased for the latter (from 24 to 18.15 rph).
Thus, temperature and flue gas composition, especially concerning O2, CO, CO2 and NO, obtaining samples from the chimney. In that sense, 20 measurements including the three abovementioned operating stages were carried out, as observed in Table 2. For each measurement, the sampling time was 3 min, with 2-min intervals.
Equally, different fan speeds for the flue gas fan were selected, as observed in Table 3, in order to compare the combustion performance during the process.
In this sense, it should be noted that rotation speeds outside the selected experimental range were not considered, as the flame in the combustion chamber was put out (due to excess O2 in the case of >2000 rpm and on account of lack of O2 in the case of <320 rpm). Thus, flue gas composition was determined for each rotation speed, in order to place these values in the Ostwald diagram, which will be briefly explained in the following subsection.
2.4. Ostwald Diagram
For this experience, the Ostwald diagram was obtained according to previous works, which is used for the improvement of combustion processes (more information in the literature) [15]. Thus, for a certain process, the stage of combustion can be calculated by using flue gas composition (O2 and CO2 percentages). In this diagram, two interesting lines are represented, like air line and complete combustion line. The former divides the diagram into two parts: one representing the incomplete combustion due to the lack of air and another one representing the incomplete combustion due to excess air. Regarding the complete combustion line, it is the geometric line corresponding to VCO2 and VO2 , that is, corresponding to complete combustion
Thus, this line has a value of 0.21 at the abscissa axis, while its value at the ordinate axis is CO2 max. This first point, CO2 max, VO2 = 0, depends on the composition of a fuel, whereas the value at the abscissa axis is always 0.21, regardless of the fuel. Regarding air line, it is the line where excess air coefficient equals one. If n = 1 and CO2 max and O2 max are calculated, the intersection points with the abscissa and ordinate axis are obtained.
3. Results and Discussion
3.1. Combustion Performance
Concerning the temperature evolution during this experiment, there was a constant increase in flue gas temperature during the three first measurements, corresponding to the ignition stage. During the operating stage, the comparison between flue gas temperature and set temperature (30 °C) was essential to understand the different working regimes in this stage. Thus, once flue gas temperature was higher than set temperature, the rotation rate of the screw conveyor was different, as explained in previous sections, affecting the flue gas temperature, especially after 45 min. Finally, during the phasing-out stage, a constant decrease in temperature was found, due to the fact that the stove is off and some of its components are gradually disconnected, as previously explained.
It should be noted that flue gas temperature values were relatively low due to the fact that the pipe that connects the stove with the chimney is considerably long (around 6 m) and metallic, absorbing heat and, consequently, decreasing the temperature value at the point where the temperature probe is placed.
Regarding flue gas composition, the following figures (Figure 13, Figure 14, Figure 15 and Figure 16) show its evolution over time, being influenced by the working stage. Thus, in the case of carbon monoxide evolution (Figure 13), there was an increase from 0 to approximately 1600 ppm, corresponding to the operating stage. This peak corresponded to the maximum combustion intensity, as observed in oxygen depletion and temperature increase [18]. Afterwards, a constant decrease in CO content was found, including the phasing out stage, where CO concentration is below 50 ppm after 65 min of experience.
A similar trend was observed in the case of carbon dioxide (see Figure 14), where the peak concentration (exceeding 3.75 %) was observed at 40 min, in the operating stage, to drastically decrease from then on, with negligible values from 60 min to the end of the experiment.
Regarding NO content, (Figure 15), the highest concentrations (at around 120 ppm) were found for at least 15 minutes in the operating stage, followed by a considerable decrease up to 65 min, where the concentration was nearly negligible.
Finally, concerning oxygen evolution (Figure 16), there were two clear levels, with a decrease in O2 content during the ignition stage, keeping the lowest concentration constant (at around 15 %) practically during the whole operating stage to present an increase in the phasing-out stage, where atmospheric levels were found after 60 min of experience. These values were within the range found in the literature for the flue gas composition in a biomass pellet stove [19].
3.2. Biomass Characterization
The different biomass samples studied in this work should comply, at least partially, with the following requirements: high value of HHV, low moisture, low ash content, high fixed carbon percentage and low sulfur content. As observed in Table 3, the selected products had a high HHV, which makes them suitable for energy purposes. In that sense, poplar pellets presented the highest HHV (exceeding 17000 kJ·kg-1), whereas the lowest value was found for holm oak (slightly below 16000 kJ·kg-1). Another interesting property is the ash content, which is undesirable as its generation during combustion could imply technical problems. In that sense, pear tree and poplar pellets offered the best results, with values below 2.5 %, whereas sugarcane bagasse clearly exceeded these values, with 3.87 %. Regarding moisture levels, which should be as low as possible to avoid the impact of unnecessary pre-treatments to improve the combustion performance, as well as to improve the efficiency of transportation, two clear groups were found: on the one hand, holm oak and pear tree presented the highest moisture levels, exceeding 7 %, whereas poplar and sugarcane bagasse had values of around 3 %. When volatile matter values were compared, poplar pellets showed the highest value, exceeding 80 %, whereas holm oak pellets had the lowest volatile matter. Concerning C and H content, there were slight differences, ranging from 45.9 to 47.4 for the former and ranging from 5.77 to 5.99 for the latter. Other interesting parameters, such as N and S content, have a strong influence on some components in flue gas emissions, such as NO or sulfur compounds, respectively. In that sense, low values are desired, making the use of pear tree and holm oak pellets suitable for this purpose regarding N and S content, respectively. This way, ultimate analysis values were similar to those included in the literature [20]. Finally, bulk density, which is an essential parameter for the correct combustion performance in a boiler (as it determines the fuel flow, combined with the feeding rate of the screw conveyor), presented different values depending on the kind of biomass, with differences exceeding 15 % between the lowest value and the highest value (corresponding to holm oak and sugarcane bagasse pellets, respectively). It should be noted that the adjustment of the domestic stove to these circumstances will be essential to contribute for a better combustion performance. In general, most of these parameters are within the range observed for typical pellets, as observed in the literature [18,20], which makes them suitable for combustion processes.

Table 4.
Characterization of different raw materials for combustion in the commercial stove.
| Parameter | Holm oak | Pear tree | Poplar | Sugarcane bagasse |
|---|---|---|---|---|
| HHV, kJ·kg-1 | 15893 | 16443 | 17125 | 16216 |
| Ash, % | 3.17 | 2.41 | 2.17 | 3.87 |
| Moisture, % | 7.34 | 7.03 | 3.08 | 3.38 |
| Volatile matter, % | 74.23 | 76.24 | 81.64 | 77.11 |
| Fixed carbon, % | 15.26 | 14.32 | 15.26 | 15.63 |
| C, % | 47.3 | 47.1 | 47.4 | 45.9 |
| H, % | 5.77 | 5.95 | 5.99 | 5.91 |
| N, % | 0.46 | 0.36 | 0.44 | 0.41 |
| S, % | 0.031 | 0.045 | 0.048 | 0.171 |
| Bulk density, kg·m3 | 604.86 | 624.88 | 606.91 | 699.92 |
The information included in the previous table, along with the working regimes of the combustion stove, is important to calculate the corresponding thermal capacity of this facility.
Figure 18.
Feeding calibration for different biomass pellets: a) holm oak; b) pear tree; c) poplar; d) sugarcane bagasse.
Figure 18.
Feeding calibration for different biomass pellets: a) holm oak; b) pear tree; c) poplar; d) sugarcane bagasse.
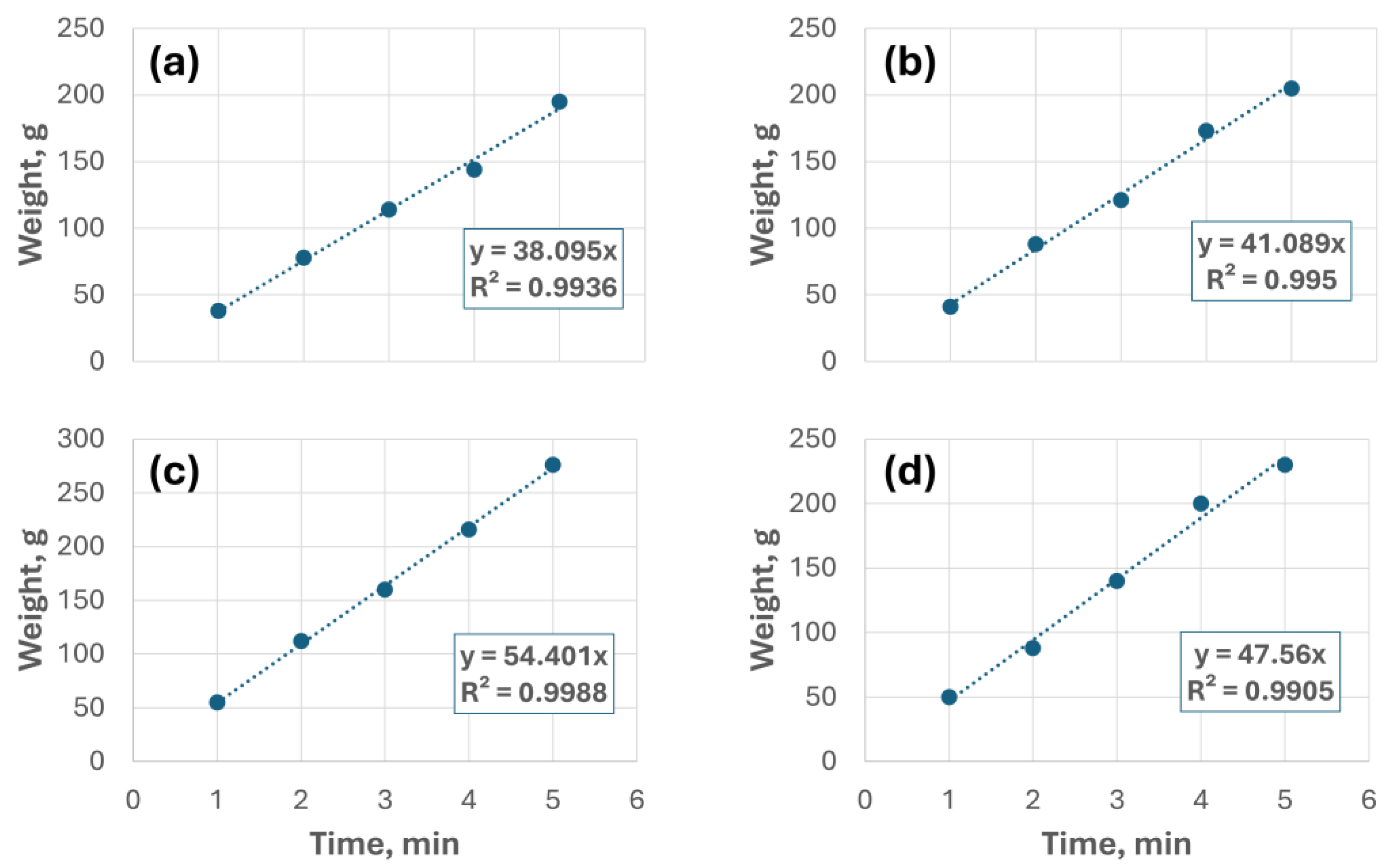
Thus, for each case, a specific linear equation was found, which can be used to obtain the thermal capacity for the different biomass samples. Thus, following the example of poplar pellets, Equation 1 was obtained:
Where “P” is the weight of biomass (expressed in kg) and “t” is the time, in mi(1)n or h. Considering this equation for 1 min, P = 54.401 g·min-1 = 9.06·10-4 kg·s-1. According to the working times of the screw conveyor established for the operating stage, 8.57 seconds per minute, the mass flow rate (expressed in kg·min-1) can be obtained (Equation 2):
Finally, the thermal capacity (expressed in kW) of the stove is given by Equation (3):
Thus, a thermal capacity of 2.22 kW was obtained for poplar pellets. According to this reasoning, Table 5 shows the main results for all the pellets included in this work.
On the other hand, one of the ways to increase the yield in a domestic stove is the improvement of its combustibility. For this purpose, the percentage of oxygen supplied for combustion should be modified, which can be easily carried out by changing the rotation speed of the flue gas fan. In this fan, a potentiometer was installed in order to vary the power of this device. Thus, according to the different rotation speeds, flue gas composition was analyzed, representing these results in the Ostwald diagram, whose interpretation would give interesting steps to improve the combustion performance in this case.
Regarding the different rotation speeds of the flue gas fan, the main results are included in Figure 19. Thus, according to O2 evolution with rotation speed, its percentage decreased with the corresponding decrease in rotation speed (finding oxygen content similar to other studies [19]), whereas the opposite was observed in the case of CO2 percentage, with a slight increasing trend when the speed was reduced. Finally, CO and NO content did not show a clear trend with fan speed, which could be due to the low concentrations found for each compound, near the quantification limit of the analyzer. It should be noted that, for these experiments, the flue gas temperature was relatively similar regardless the rotation speed, which is due to the fact that the chimney was long (6 m) and metallic, which could have contributed to heat absorption from the flue gas. In any case, these values ranged from above 30 °C (for 2000 and 320 rpm) to above 35 °C in the other cases.
Concerning the Ostwald diagram obtained from experimental data, Figure 20 shows the main results found for this work at different rotation speeds of the flue gas fan. The aim was to be as close as possible to the optimum point at which all the carbon is completely oxidized without excess air. Thus, by observing this figure, it can be noted that as the rotation speed was decreased (with the subsequent decrease in O2 percentage), the corresponding points get closer to the optimum point, which is desired to obtain a better combustion performance.
4. Conclusions
The main findings of this work were the following:
- The best combustion performance was achieved when the flue gas fan worked at 320 rpm, as it was the operating condition at which almost all the carbon contained in biomass was completely oxidized.
- CO2 emissions increased when the flue gas fan speed decreased. On the contrary, O2 percentage decreased in this case.
- NO content in combustion gas resulting after combustion of biomass waste was relatively low.
- CO percentage was considerably low in fumes once biomass was burned.
- Concerning poplar pellets, the highest power supplied by the stove was 8.77 kW with a flow of 0.037 kg·min-1. This was the highest power obtained in this experience for all the different raw materials.
- Regarding holm oak pellets, the highest power was 5.66 kW, with a flow of 0.0215 kg·min-1. In this case, it was the lowest value found in this work.
- Considering sugar cane bagasse, the highest power found was 6.23 kW, with 0.0269 kg·min-1.
- In the case of pear tree, the highest power was 6.32 kW, with a flow of 0.0232 0.0269 kg·min-1.
Along with the modifications included in the facility to improve the combustion performance of the different biomass samples, further studies or improvements can be proposed to reduce particle matter and gas emissions and improve the power supplied by the stove, like the following:
- The implementation of a speed controller in the motor of the flue gas fan to regulate the air inlet in the system and, subsequently, improve the combustion process.
- Possibility of automatic disposal of fuel in the hopper, before or after each experience, in order to change biomass without completely emptying the hopper.
- Possibility of changing the rotation direction of the worm screw to unblock this device, if required.
According to the results obtained in this present work, it can be concluded that this facility, with the abovementioned considerations, could be a suitable alternative for the pre-established working parameters in this biomass system. With this adjustment, combustion process can be carried out in optimum conditions, increasing the yield of this facility.
Author Contributions
Conceptualization, A.A.M. and J.F.G.G.; methodology, A.A.M. and J.P.C.; validation, A.A.M. and J.F.G.G.; formal analysis, A.A.M. and J.P.C.; investigation, A.A.M. and J.P.C.; resources, J.F.G.G.; data curation, A.A.M. and S.N.; writing—original draft preparation, A.A.M., J.P.C and S.N.; writing—review and editing, A.A.M. and S.N.; visualization, A.A.M., J.F.G. and S.N.; supervision, A.A.M. and J.F.G.G.; project administration, A.A.M. and J.F.G.G.; funding acquisition, J.F. G.G. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
Data will be available once the article is finally published.
Acknowledgments
The authors would like to thank the Scientific and Technological Research Center of Extremadura, CICYTEX, for the supply of pellets.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Hao, F.; Liu, X.; Michaels, J.L. Social Capital, Carbon Dependency, and Public Response to Climate Change in 22 European Countries. Environ Sci Policy 2020, 114, 64–72. [Google Scholar] [CrossRef]
- Vakulchuk, R.; Overland, I.; Scholten, D. Renewable Energy and Geopolitics: A Review. Renewable and Sustainable Energy Reviews 2020, 122. [Google Scholar] [CrossRef]
- Palle, A. Bringing Geopolitics to Energy Transition Research. Energy Res Soc Sci 2021, 81. [Google Scholar] [CrossRef]
- Ji, X.; Long, X. A Review of the Ecological and Socioeconomic Effects of Biofuel and Energy Policy Recommendations. Renewable and Sustainable Energy Reviews 2016. [CrossRef]
- UN Sustainable Development Goals. 2019.
- Carfora, A.; Pansini, R.V.; Scandurra, G. Energy Dependence, Renewable Energy Generation and Import Demand: Are EU Countries Resilient? Renew Energy 2022, 195, 1262–1274. [Google Scholar] [CrossRef]
- Lewandowski, W.M.; Ryms, M.; Kosakowski, W. Thermal Biomass Conversion: A Review. Processes 2020, 8. [Google Scholar] [CrossRef]
- Karanja, A.; Gasparatos, A. Adoption of Improved Biomass Stoves in Kenya: A Transect-Based Approach in Kiambu and Muranga Counties. Environmental Research Letters 2020, 15. [Google Scholar] [CrossRef]
- Toscano, G.; Duca, D.; Amato, A.; Pizzi, A. Emission from Realistic Utilization of Wood Pellet Stove. Energy 2014, 68, 644–650. [Google Scholar] [CrossRef]
- Stanistreet, D.; Phillip, E.; Kumar, N.; Anderson de Cuevas, R.; Davis, M.; Langevin, J.; Jumbe, V.; Walsh, A.; Jewitt, S.; Clifford, M. Which Biomass Stove(S) Capable of Reducing Household Air Pollution Are Available to the Poorest Communities Globally? Int J Environ Res Public Health 2021, 18. [Google Scholar] [CrossRef] [PubMed]
- Shaisundaram, V.S.; Chandrasekaran, M.; Sujith, S.; Praveen Kumar, K.J.; Shanmugam, M. Design and Analysis of Novel Biomass Stove. In Proceedings of the Materials Today: Proceedings; Elsevier Ltd, 2020; Vol. 46, pp. 4054–4058.
- Harsono, S.S.; Tasliman; Fauzi, M.; Wibowo, R.K.K.; Supriyanto, E. Biomass Stove with Low Carbon Monoxide Emission Fueled by Solid Fuel Coffee-Husk Biopellet. Sustainability (Switzerland) 2022, 14. [CrossRef]
- Suresh, R.; Singh, V.K.; Malik, J.K.; Datta, A.; Pal, R.C. Evaluation of the Performance of Improved Biomass Cooking Stoves with Different Solid Biomass Fuel Types. Biomass Bioenergy 2016, 95, 27–34. [Google Scholar] [CrossRef]
- Betancourt Astete, R.; Gutiérrez-Cáceres, N.; Muñoz-Catalán, M.; Mora-Chandia, T. Direct Improvement in the Combustion Chamber and the Radiant Surface to Reduce the Emission of Particles in Biomass Cooking Stoves Used in Araucanía, Chile. Sustainability (Switzerland) 2021, 13. [Google Scholar] [CrossRef]
- González, J.F.; Álvarez Murillo, A.; Díaz García, D.; Nogales-Delgado, S. The Determination of Combustion for Different Pellets Based on Ostwald Diagrams in a Domestic Stove under Experimental Conditions. Applied Sciences 2023, 13, 12007. [Google Scholar] [CrossRef]
- Ciupek, B.; Urbaniak, R.; Kinalska, D.; Nadolny, Z. Flue Gas Recirculation System for Biomass Heating Boilers—Research and Technical Applications for Reductions in Nitrogen Oxides (NOx) Emissions. Energies (Basel) 2024, 17. [Google Scholar] [CrossRef]
- Scopus. Available online: https://www.scopus.com/home.uri (accessed on 29 May 2024).
- Karkania, V.; Fanara, E.; Zabaniotou, A. Review of Sustainable Biomass Pellets Production - A Study for Agricultural Residues Pellets’ Market in Greece. Renewable and Sustainable Energy Reviews 2012, 16, 1426–1436. [Google Scholar] [CrossRef]
- Deng, M.; Li, P.; Shan, M.; Yang, X. Optimizing Supply Airflow and Its Distribution between Primary and Secondary Air in a Forced-Draft Biomass Pellet Stove. Environ Res 2020, 184. [Google Scholar] [CrossRef] [PubMed]
- Rupasinghe, R.L.; Perera, P.; Bandara, R.; Amarasekera, H.; Vlosky, R. Insights into Properties of Biomass Energy Pellets Made from Mixtures of Woody and Non-Woody Biomass: A Meta-Analysis. Energies (Basel) 2024, 17. [Google Scholar] [CrossRef]
Figure 1.
Global renewable energy demand (expressed in exajoules).
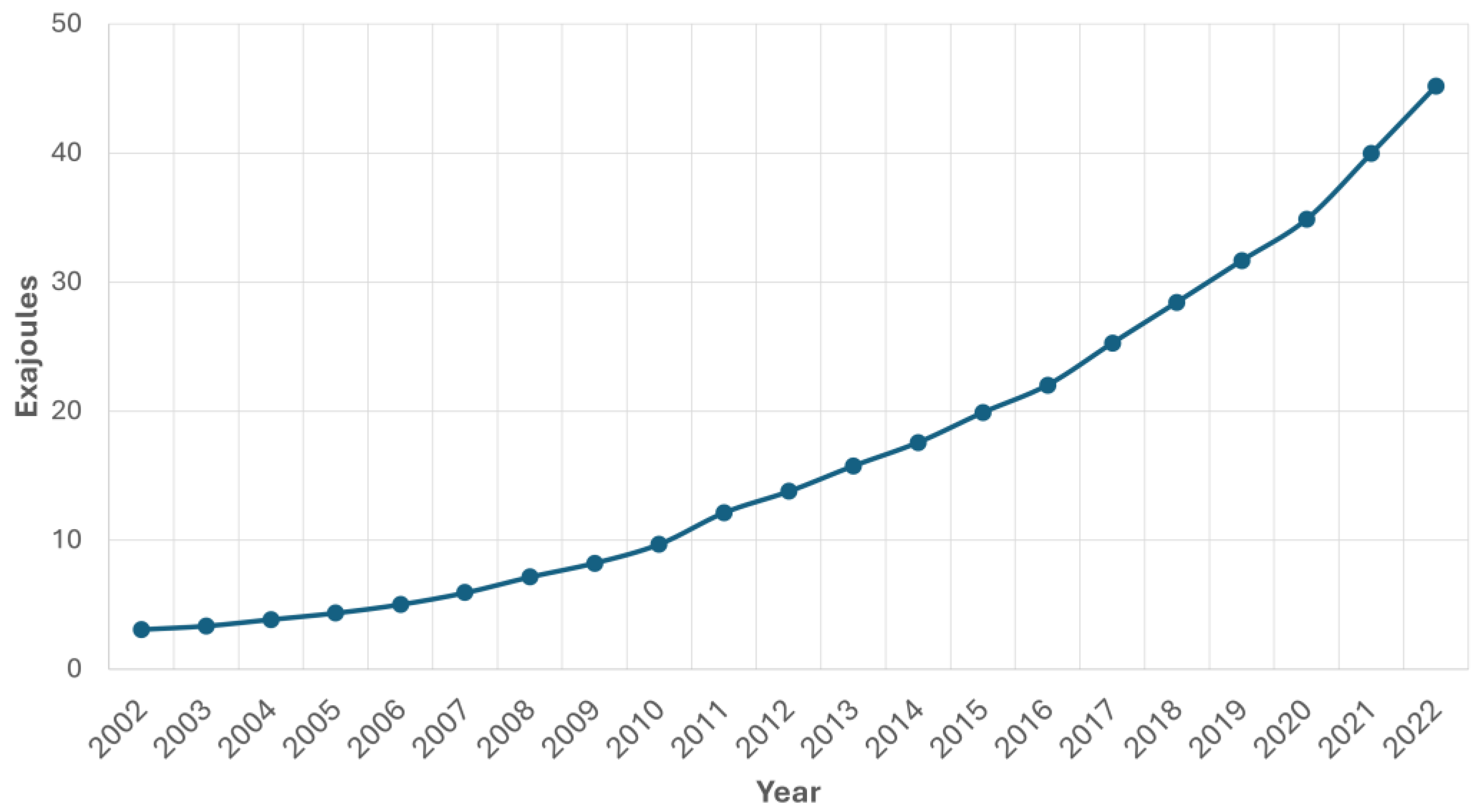
Figure 2.
Distribution of main biomass plants in the Iberian Peninsula.
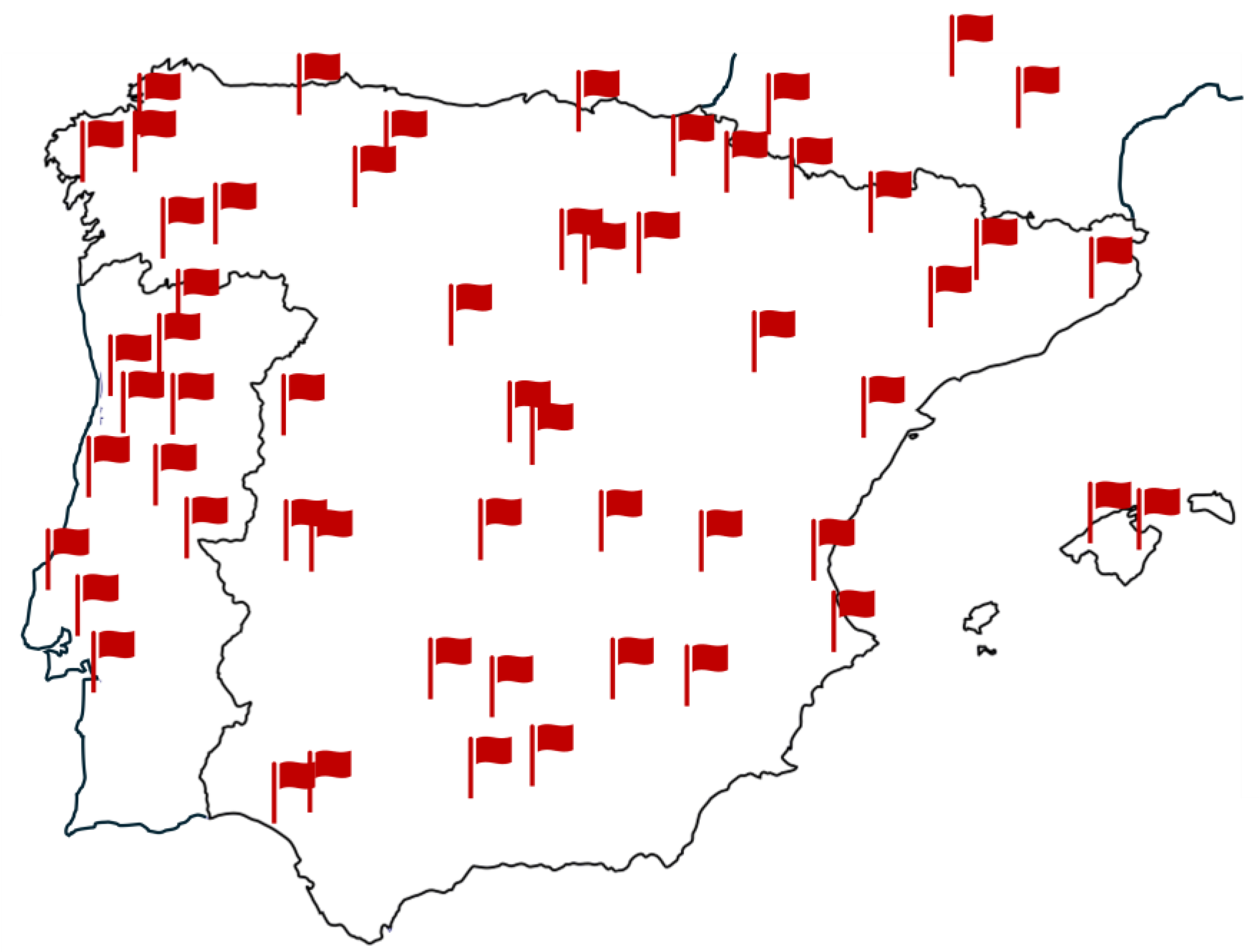
Figure 3.
Scientific publications related to biomass stove in the last 20 years. Source: Scopus [17].
Figure 3.
Scientific publications related to biomass stove in the last 20 years. Source: Scopus [17].
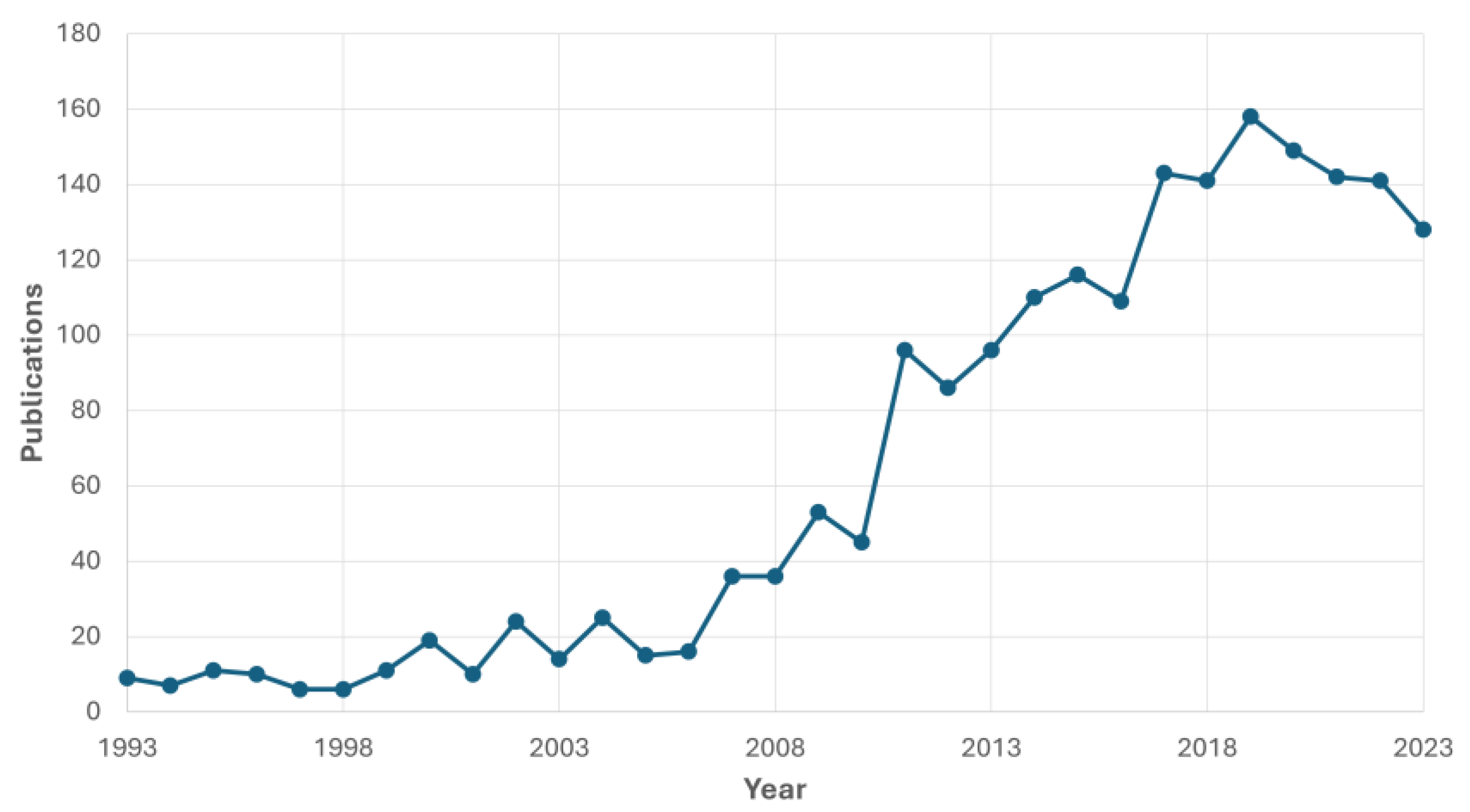
Figure 4.
Research works ranked by country. Source: Scopus [17].
Figure 4.
Research works ranked by country. Source: Scopus [17].
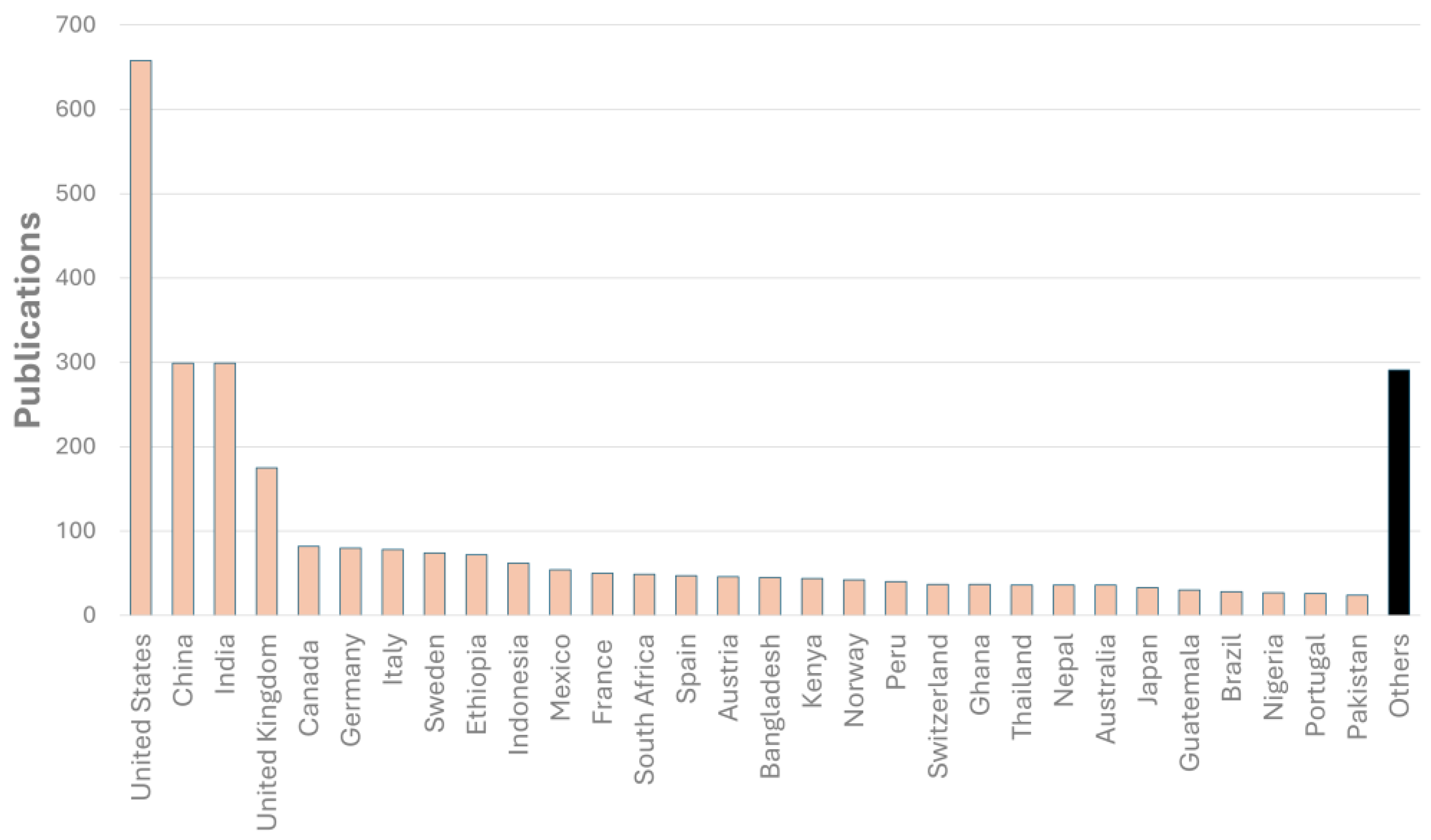
Figure 5.
Research works related to biomass stove ranked by subject area. Source: Scopus [17].
Figure 5.
Research works related to biomass stove ranked by subject area. Source: Scopus [17].
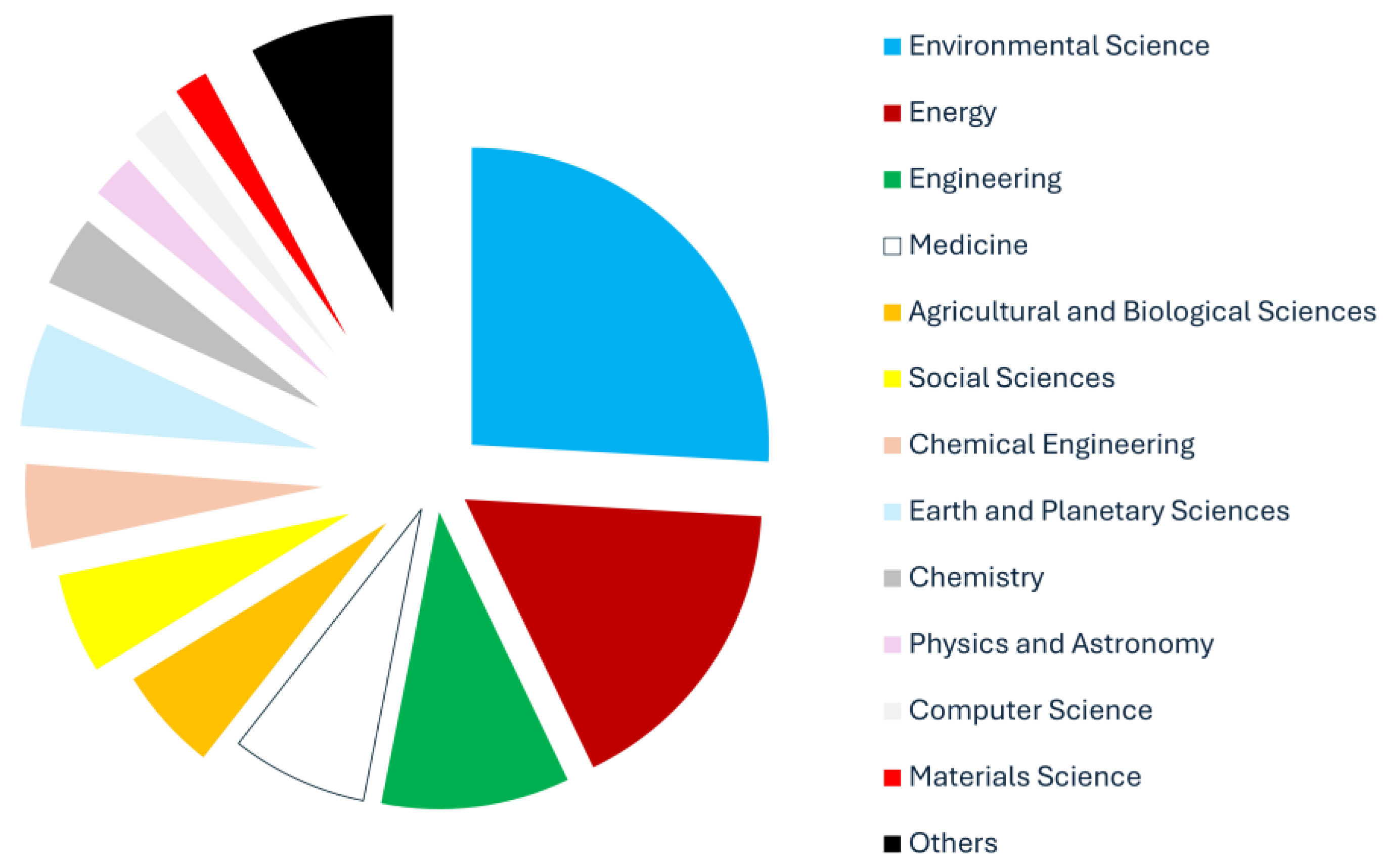
Figure 6.
Interrelation of keywords, according to VOS viewer. Source: Scopus [17].
Figure 6.
Interrelation of keywords, according to VOS viewer. Source: Scopus [17].
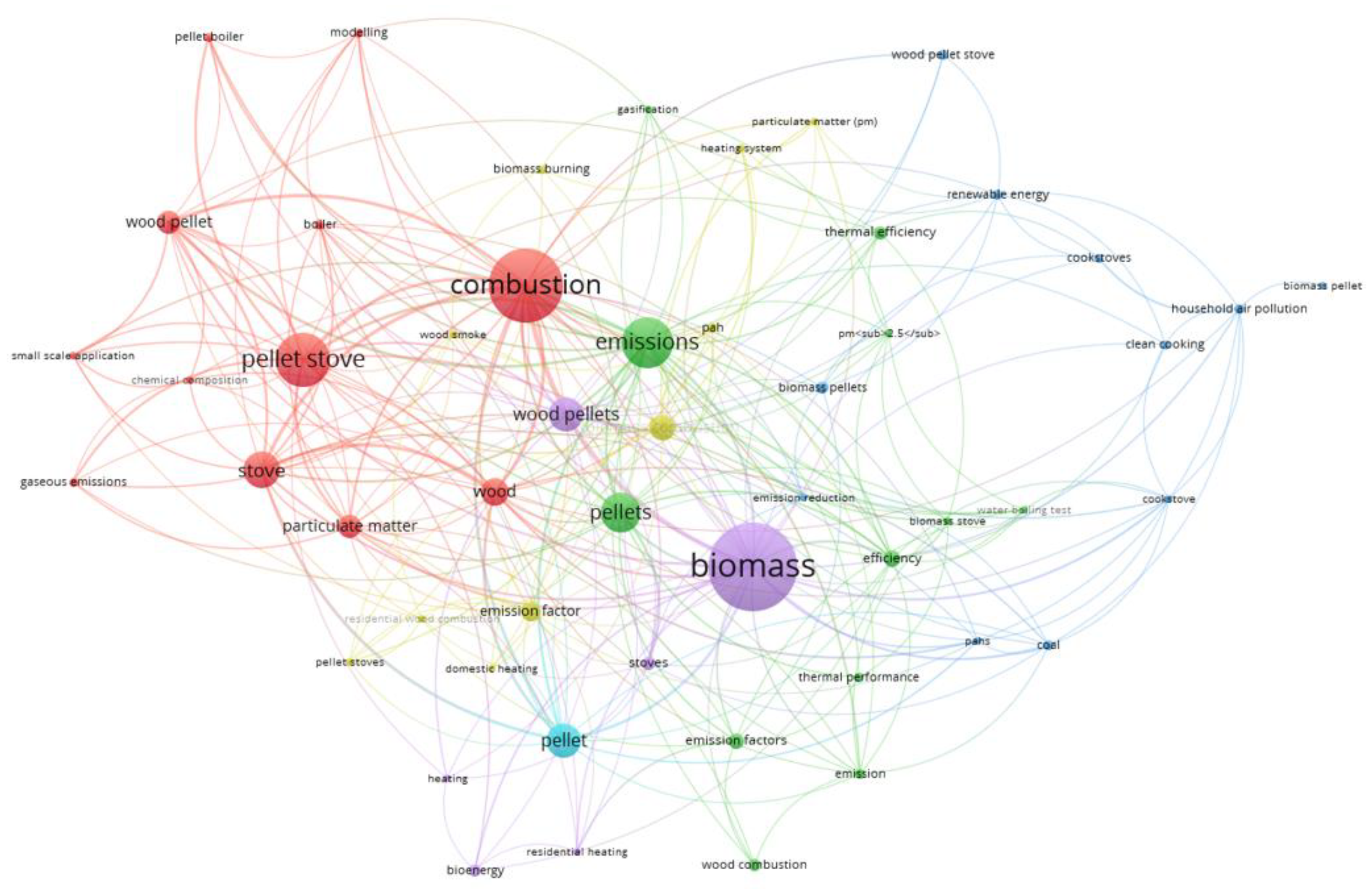
Figure 7.
Combustion stove (a) and different parts/stages of this equipment: (b) combustion chamber; (c) feeding the container; (d) ash removal; (e) chimney for flue gas.
Figure 7.
Combustion stove (a) and different parts/stages of this equipment: (b) combustion chamber; (c) feeding the container; (d) ash removal; (e) chimney for flue gas.
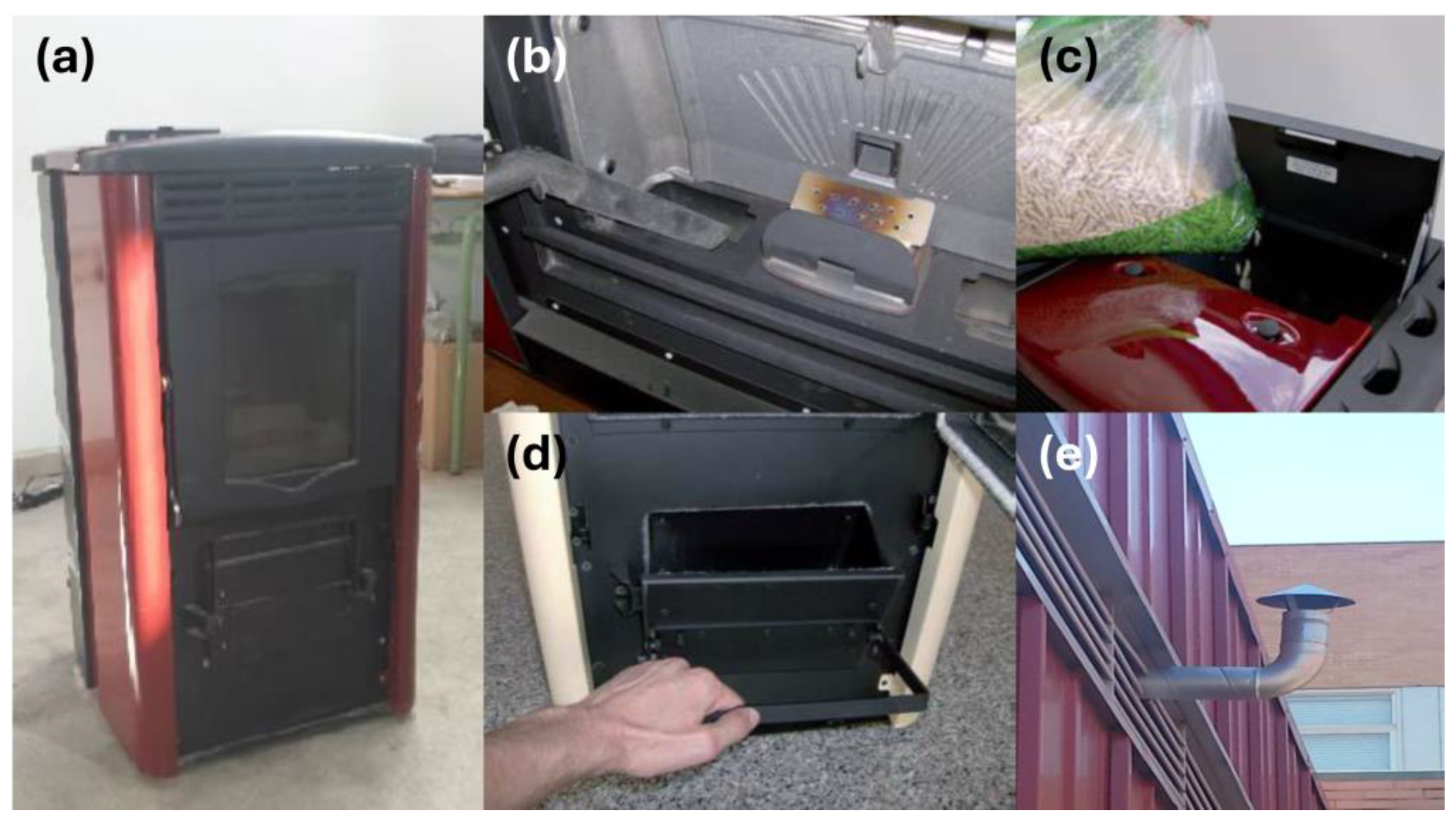
Figure 8.
Basic operation of the combustion stove (including measurement devices).
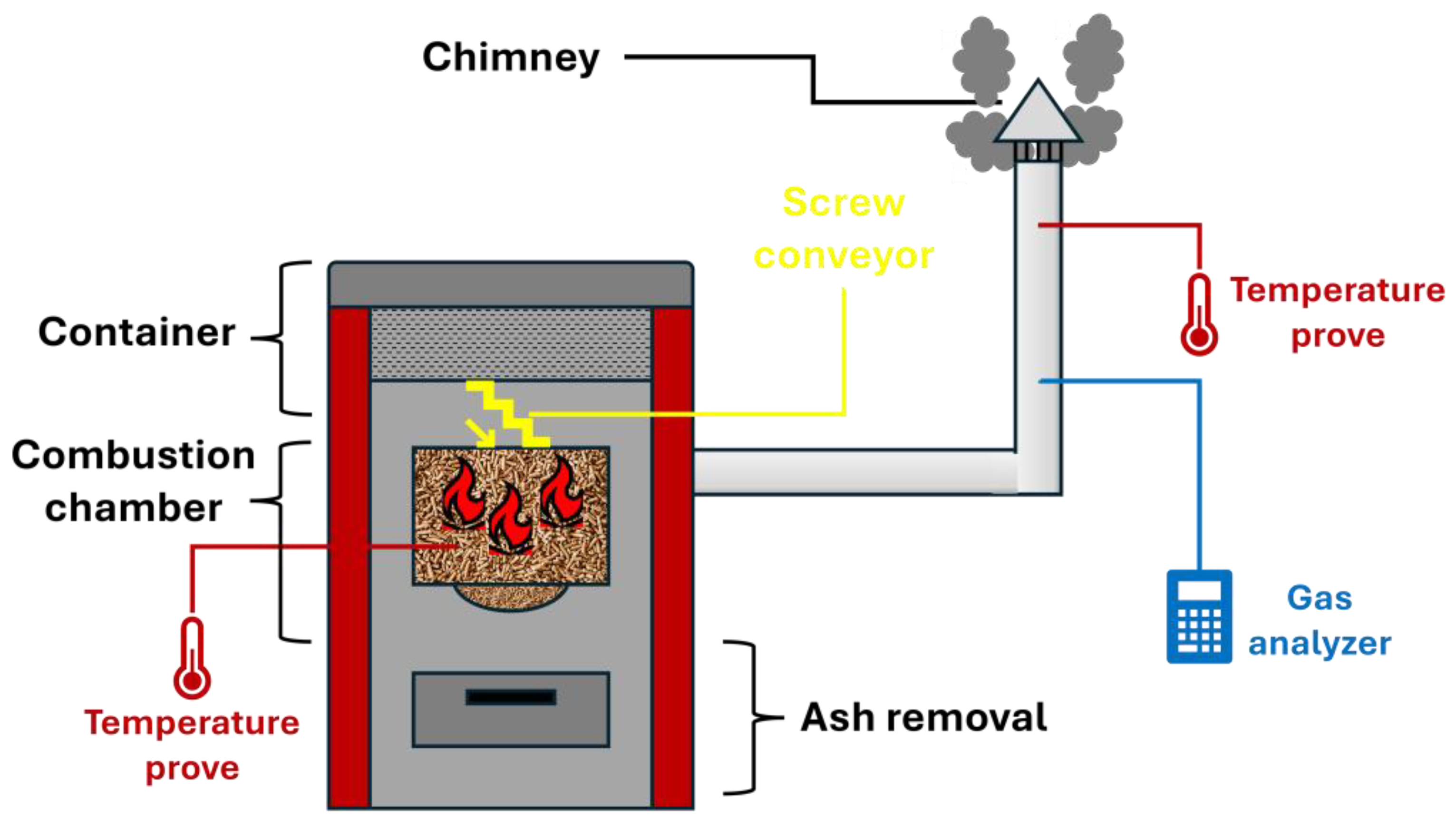
Figure 9.
Alternative programmable logic controller configuration for the stove.
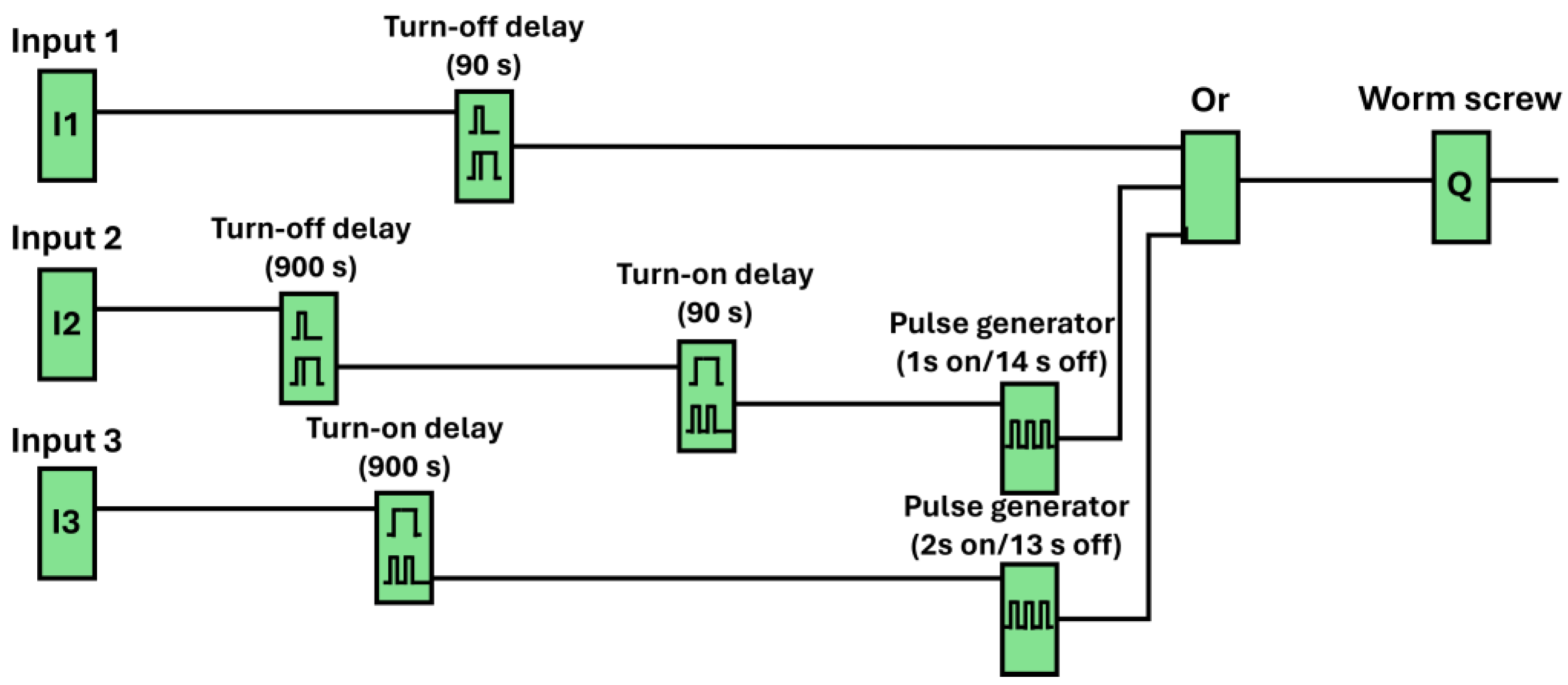
Figure 10.
Working regime of the screw conveyor during ignition stage.
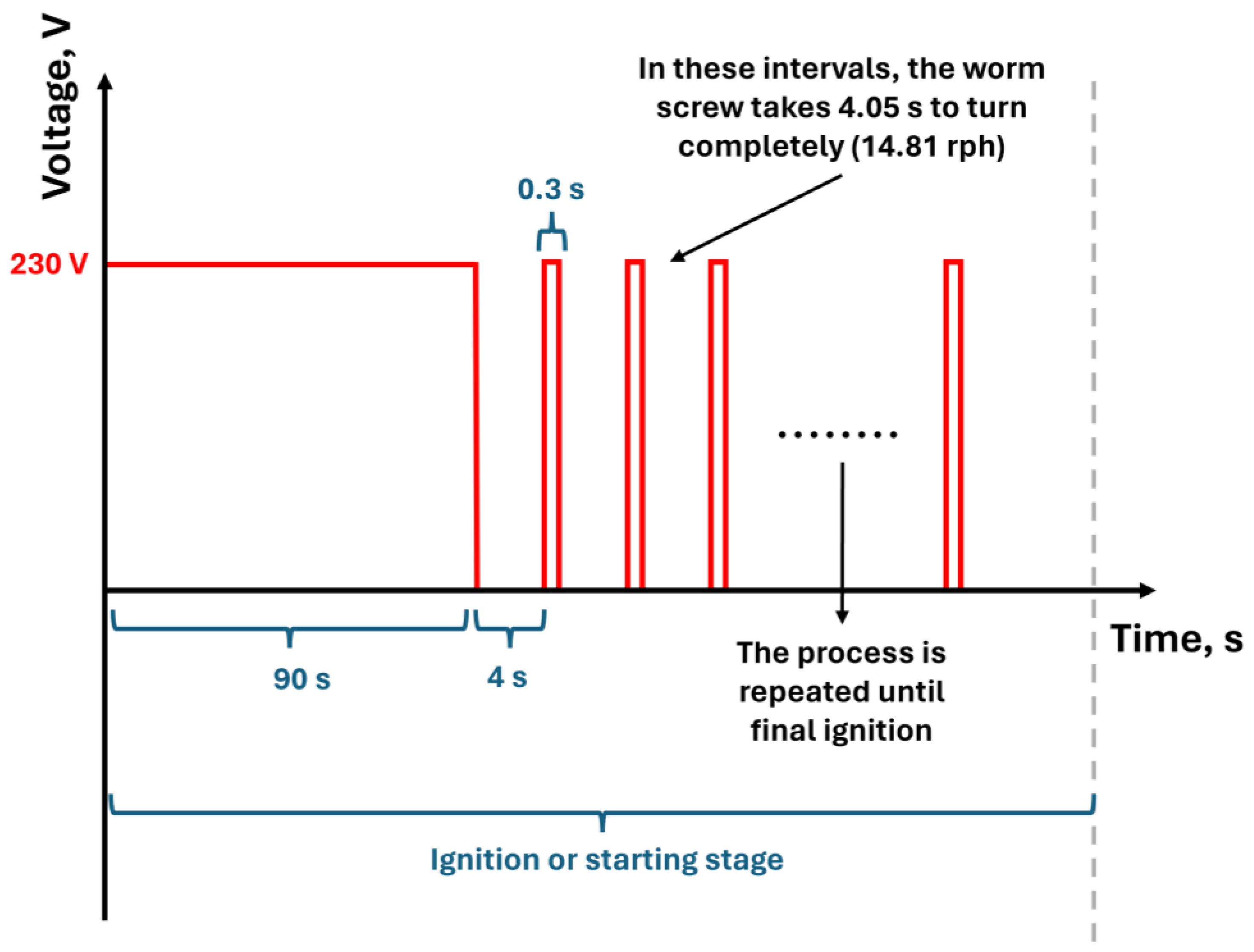
Figure 11.
Working regime of the screw conveyor in operating stage.
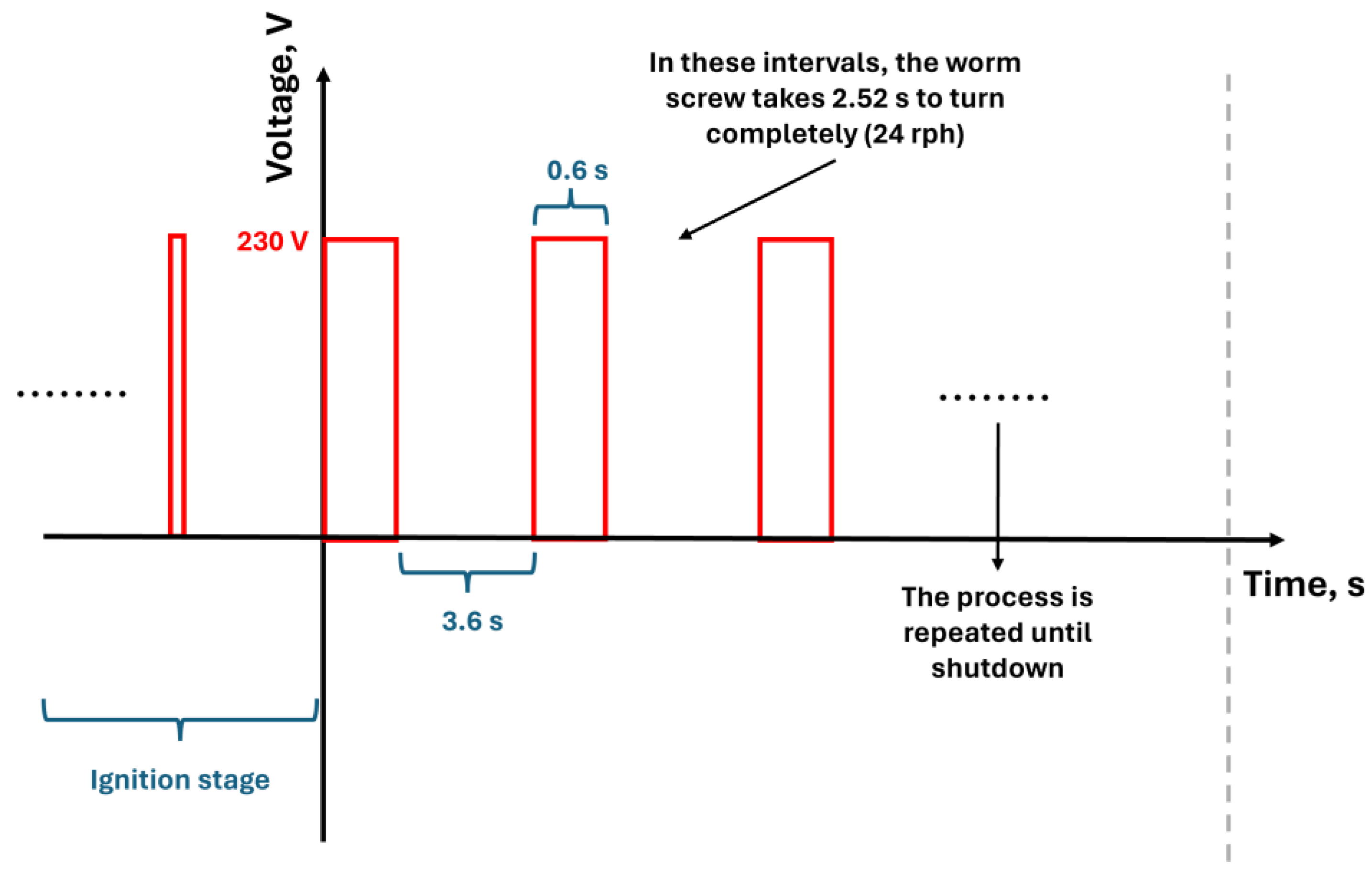
Figure 12.
Working regime of the screw conveyor when Troom ≥ Tset.
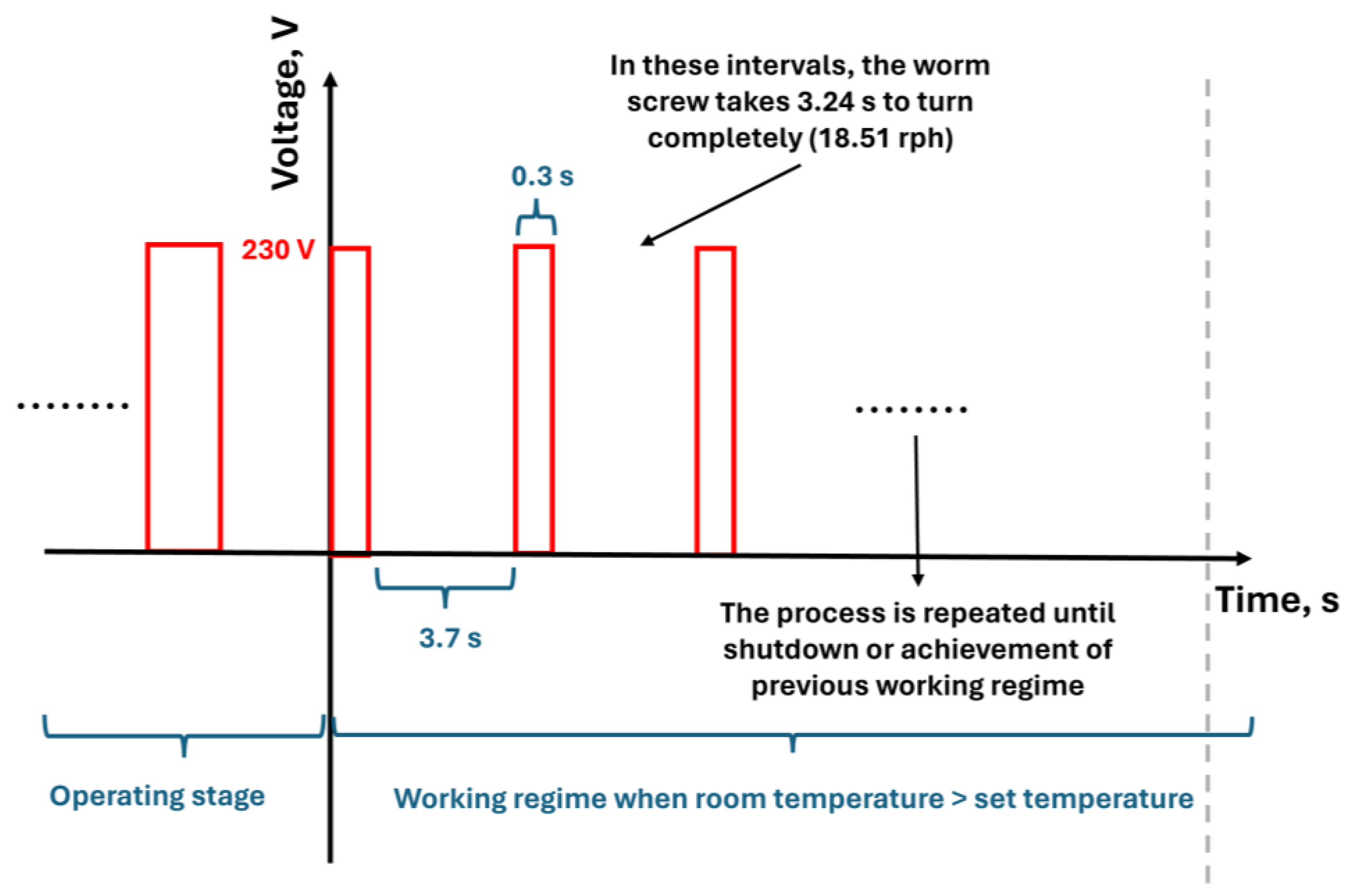
Figure 13.
Carbon monoxide concentration during different working regimes of the biomass stove.
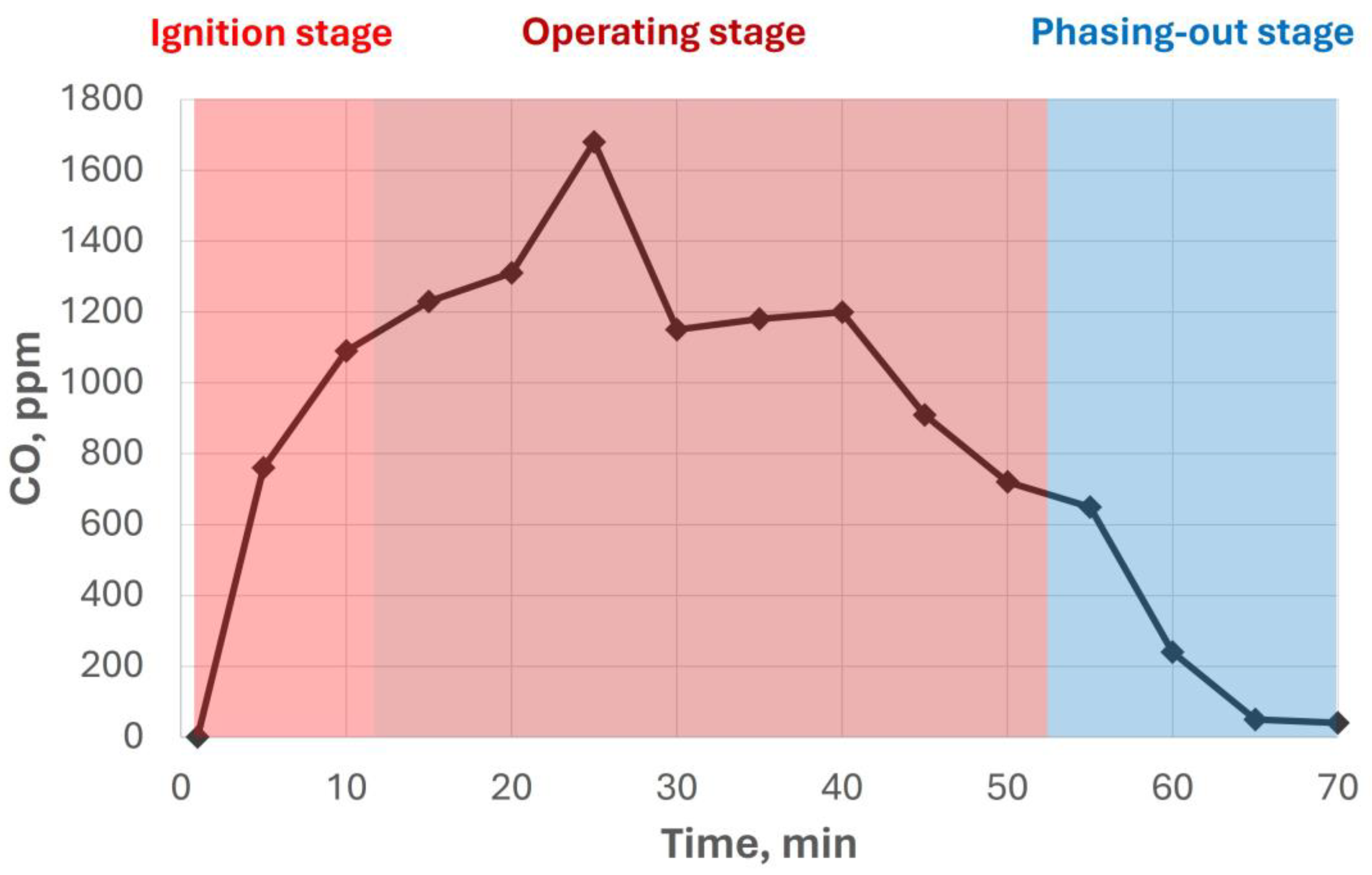
Figure 14.
Carbon dioxide concentration during different working regimes of the biomass stove.
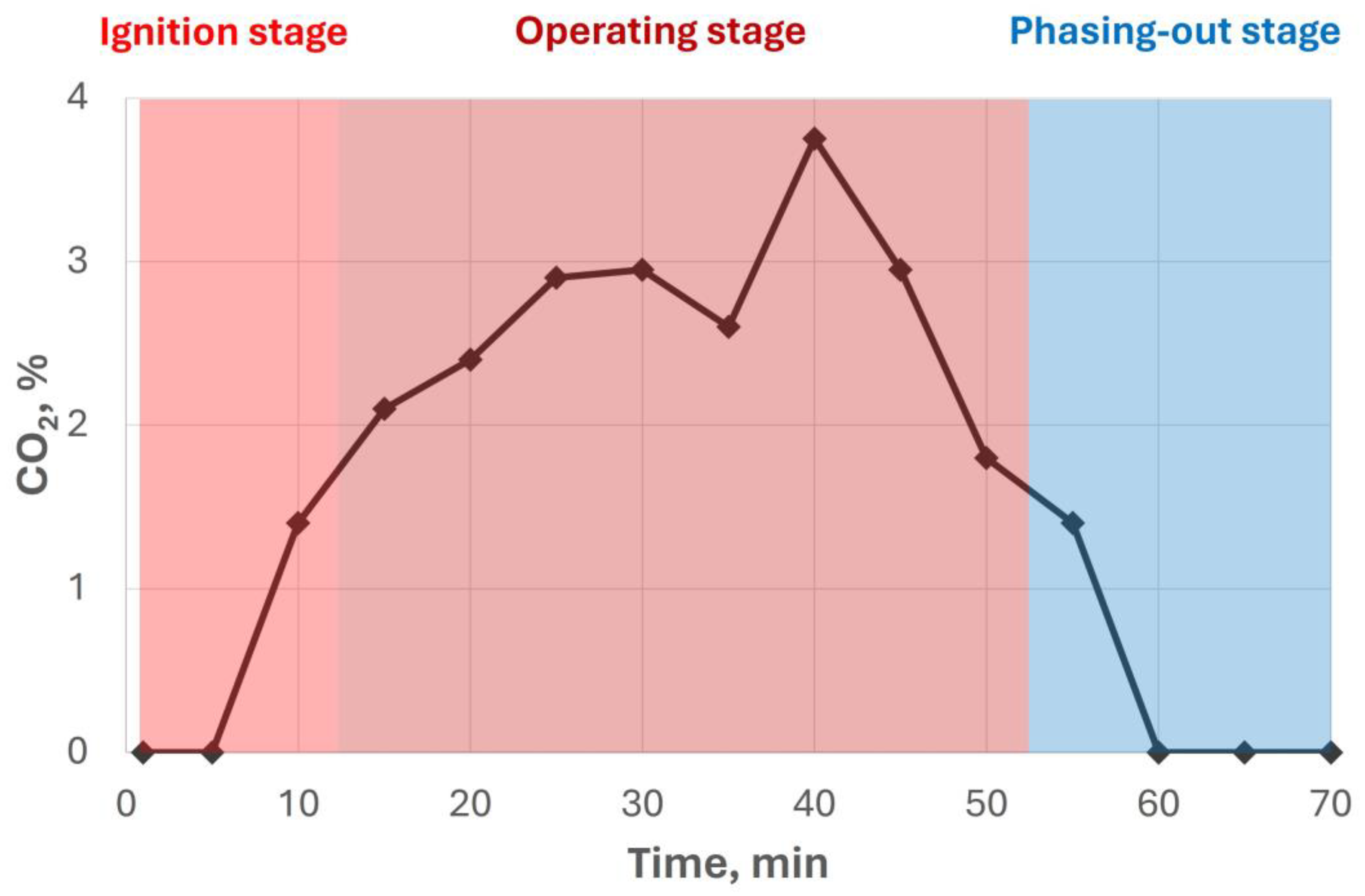
Figure 15.
Evolution of NO concentration during different stages of the biomass stove.
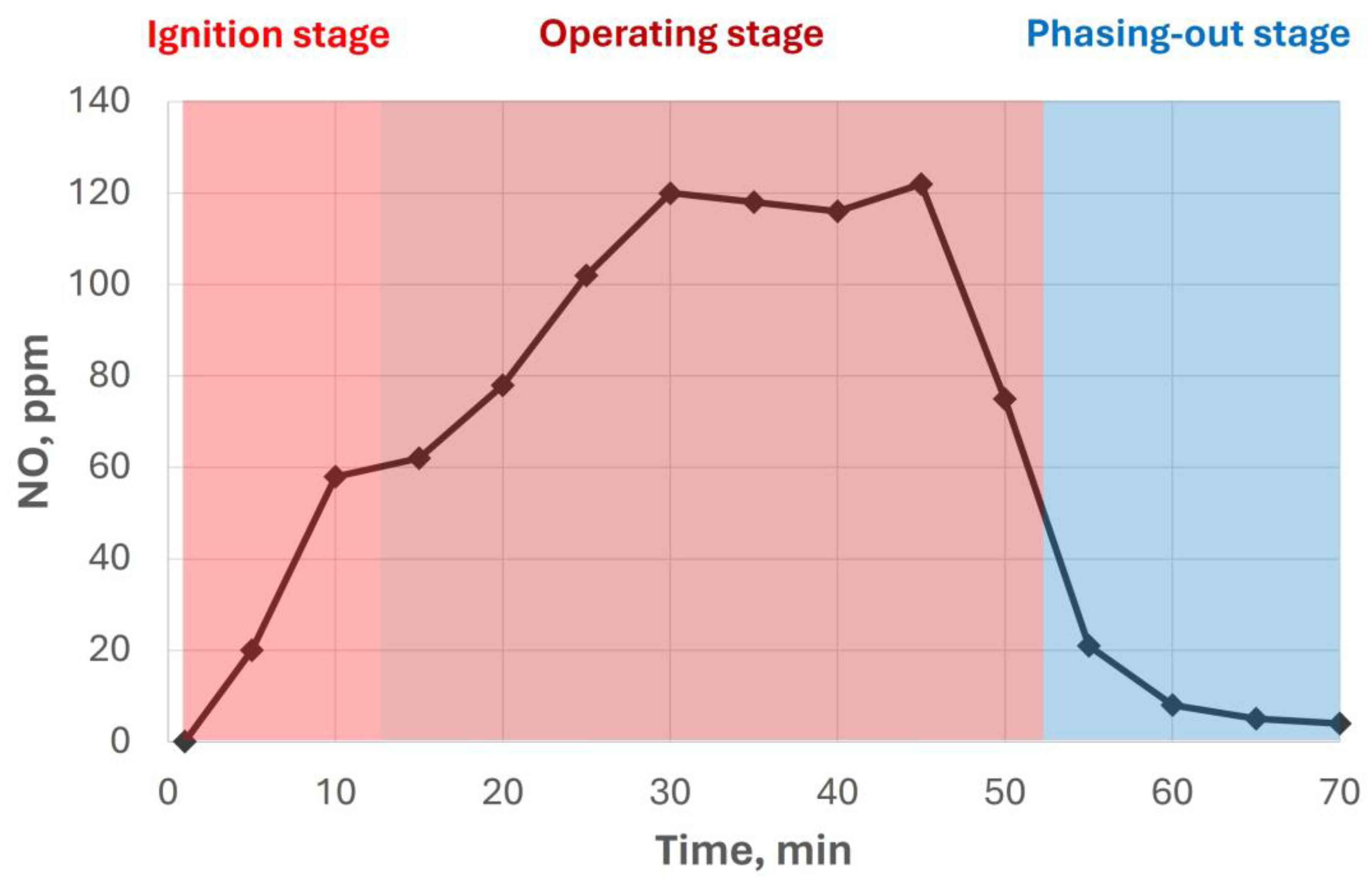
Figure 16.
Oxygen concentration during different working regimes of the biomass stove.
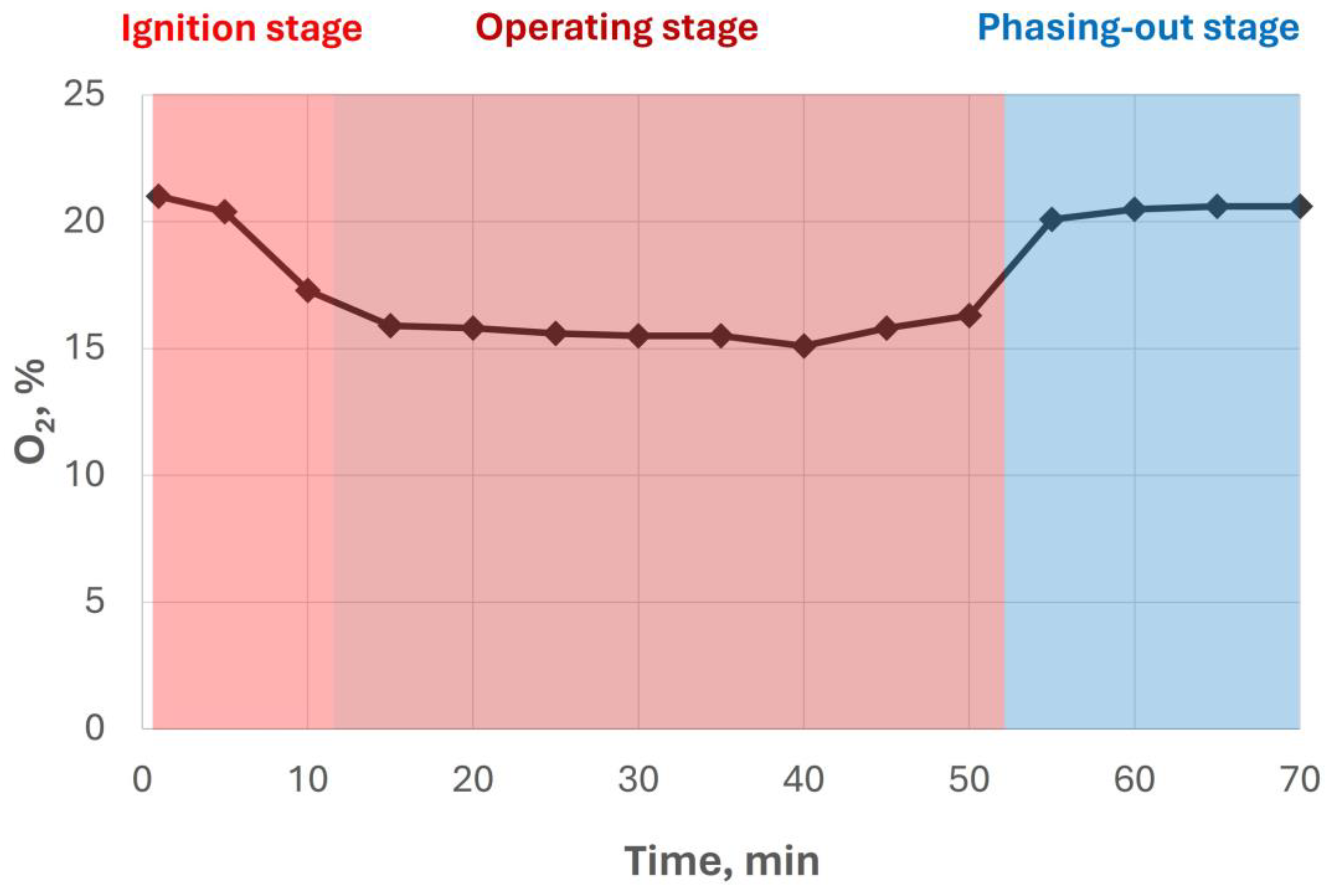
Figure 19.
Combustion performance according to different rotation speeds of the flue gas fan.
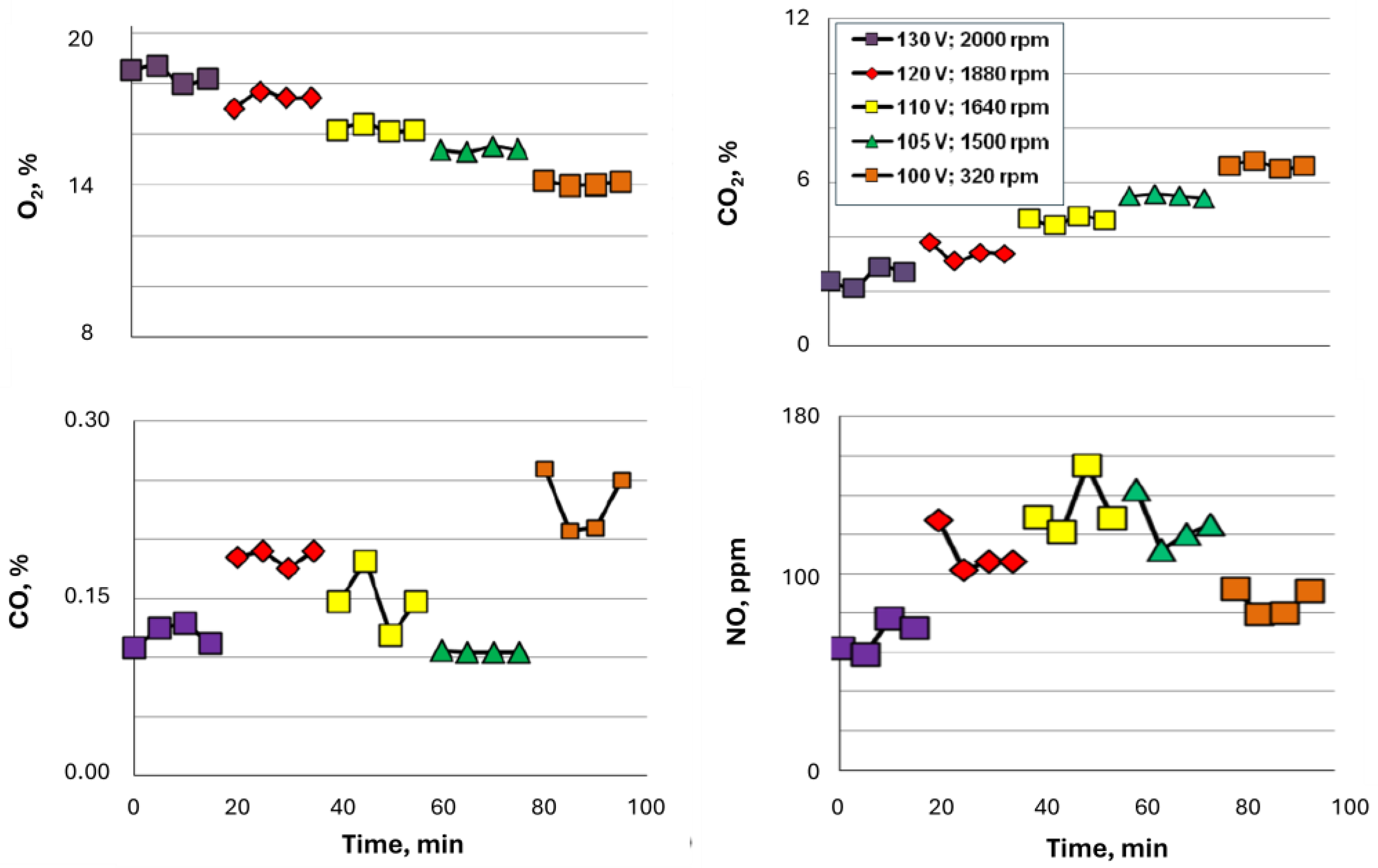
Figure 20.
Ostwald diagram including different flue gas composition according to different rotation speeds.
Figure 20.
Ostwald diagram including different flue gas composition according to different rotation speeds.
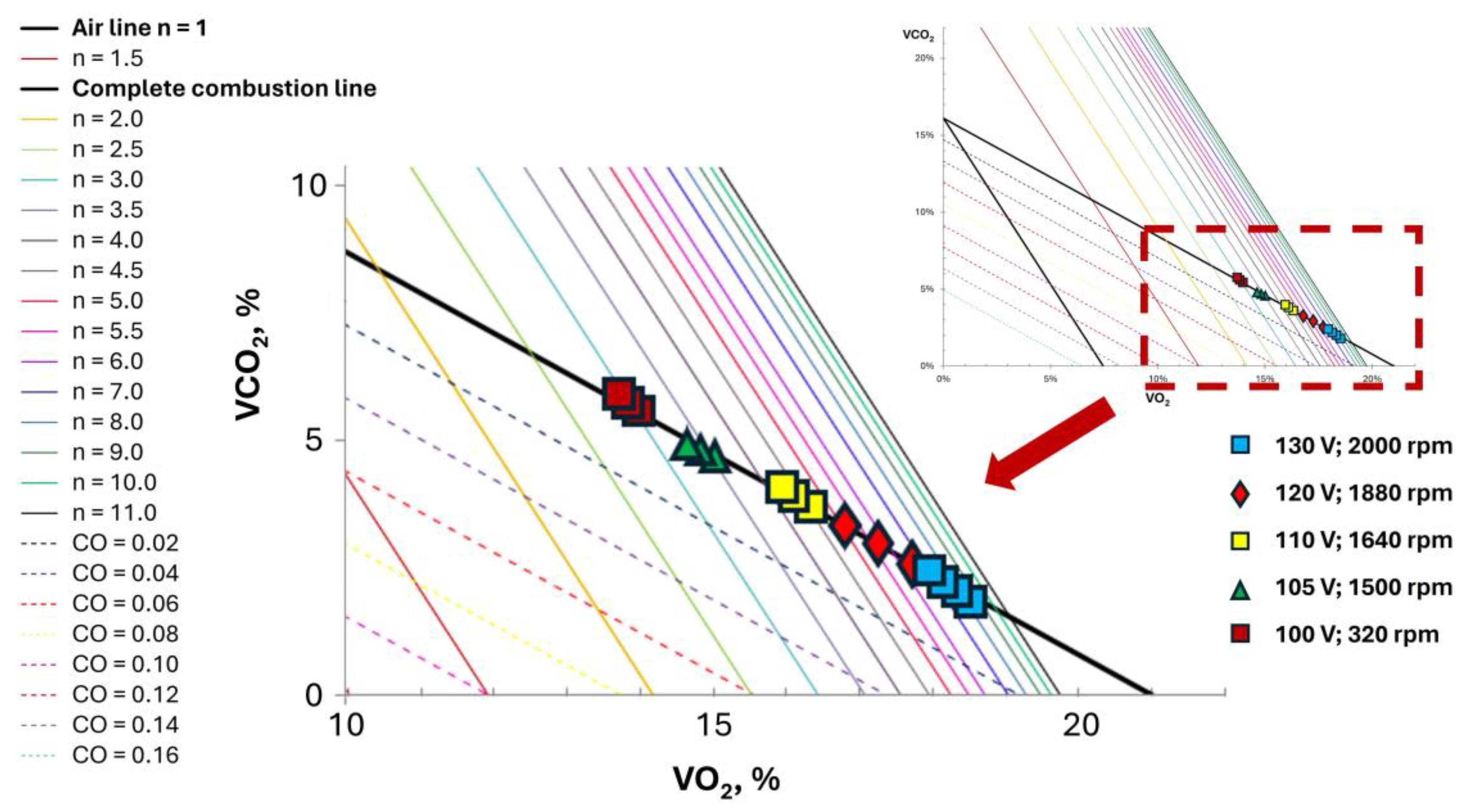
Table 1.
Different working regimes for the screw conveyor during operating stage.
| Parameter | Tset ≥ Troom1 | Tset < Troom |
|---|---|---|
| Voltage, V | 230 | 230 |
| Amperage, A | 0.23 | 0.23 |
| Working/Stopping time, s | 0.6/3.6 | 0.3/3.7 |
| Rotational speed, rpm | 24 | 18.51 |
1 Tset = Set temperature; Troom = Room temperature.
Table 2.
Measurements at different combustion times and working regimes.
| Working regime | Time, min | Gas sample number |
|---|---|---|
| Ignition stage | 0 | 1 |
| 5 | 2 | |
| 10 | 3 | |
| Operating stage | 15 | 4 |
| 20 | 5 | |
| 25 | 6 | |
| 30 | 7 | |
| 35 | 8 | |
| 40 | 9 | |
| 45 | 10 | |
| 50 | 11 | |
| Phasing-out stage | 55 | 12 |
| 60 | 13 | |
| 65 | 14 | |
| 70 | 15 | |
| 75 | 16 | |
| 80 | 17 | |
| 85 | 18 | |
| 90 | 19 | |
| 95 | 20 |
Table 3.
Calibration of the flue gas fan, including different rotation speeds.
| Voltage, V | Speed, rpm |
|---|---|
| 100 | 320 |
| 105 | 1500 |
| 110 | 1640 |
| 120 | 1880 |
| 130 | 2000 |
Table 5.
Thermal capacity of the stove according to different pellets.
| Holm oak | Pear tree | Poplar | Sugarcane bagasse | |
|---|---|---|---|---|
| Power, kW | 1.43 | 1.60 | 2.22 | 1.83 |
Table 6.
Real thermal capacity of the stove (expressed in kW) for different biomass samples, power states and percentage regulations.
Table 6.
Real thermal capacity of the stove (expressed in kW) for different biomass samples, power states and percentage regulations.
| Holm oak | |||||||||||
| % | 0 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 |
| Power 1 | 1.43 | 1.54 | 1.80 | 2.00 | 2.06 | 2.12 | 2.19 | 2.67 | 2.86 | 3.08 | 3.34 |
| Power 2 | 1.75 | 1.80 | 1.89 | 2.12 | 2.19 | 2.43 | 2.67 | 2.86 | 3.08 | 3.34 | 3.60 |
| Power 3 | 2.00 | 2.05 | 2.11 | 2.36 | 2.43 | 2.50 | 2.86 | 3.34 | 3.71 | 3.85 | 4.01 |
| Power 4 | 2.25 | 2.50 | 2.67 | 2.78 | 2.86 | 3.34 | 3.58 | 3.71 | 4.01 | 4.45 | 4.77 |
| Power 5 | 2.50 | 2.67 | 3.25 | 3.43 | 3.53 | 4.01 | 4.45 | 4.62 | 4.81 | 5.46 | 5.66 |
| Pear tree | |||||||||||
| % | 0 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 |
| Power 1 | 1.60 | 1.72 | 2.01 | 2.24 | 2.30 | 2.37 | 2.45 | 2.98 | 3.19 | 3.44 | 3.73 |
| Power 2 | 1.96 | 2.01 | 2.12 | 2.37 | 2.45 | 2.71 | 2.98 | 3.19 | 3.44 | 3.73 | 4.03 |
| Power 3 | 2.24 | 2.29 | 2.35 | 2.63 | 2.71 | 2.80 | 3.19 | 3.73 | 4.14 | 4.30 | 4.47 |
| Power 4 | 2.52 | 2.80 | 2.98 | 3.11 | 3.19 | 3.73 | 3.99 | 4.14 | 4.47 | 4.97 | 5.32 |
| Power 5 | 2.80 | 2.98 | 3.63 | 3.83 | 3.95 | 4.47 | 4.97 | 5.16 | 5.37 | 6.10 | 6.32 |
| Poplar | |||||||||||
| % | 0 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 |
| Power 1 | 2.22 | 2.39 | 2.78 | 3.10 | 3.19 | 3.29 | 3.39 | 4.14 | 4.43 | 4.77 | 5.17 |
| Power 2 | 2.72 | 2.78 | 2.94 | 3.29 | 3.39 | 3.76 | 4.14 | 4.43 | 4.77 | 5.17 | 5.59 |
| Power 3 | 3.10 | 3.18 | 3.27 | 3.65 | 3.76 | 3.88 | 4.43 | 5.17 | 5.75 | 5.97 | 6.21 |
| Power 4 | 3.49 | 3.88 | 4.14 | 4.31 | 4.43 | 5.17 | 5.54 | 5.75 | 6.21 | 6.90 | 7.39 |
| Power 5 | 3.88 | 4.14 | 5.03 | 5.32 | 5.48 | 6.21 | 6.90 | 7.16 | 7.45 | 7.39 | 8.77 |
| Sugarcane bagasse | |||||||||||
| % | 0 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 |
| Power 1 | 1.58 | 1.70 | 1.98 | 2.21 | 2.27 | 2.34 | 2.41 | 2.94 | 3.15 | 3.39 | 3.68 |
| Power 2 | 1.93 | 1.98 | 2.09 | 2.34 | 2.41 | 2.67 | 2.94 | 3.15 | 3.39 | 3.68 | 3.97 |
| Power 3 | 2.21 | 2.26 | 2.32 | 2.59 | 2.67 | 2.76 | 3.15 | 3.68 | 4.08 | 4.24 | 4.41 |
| Power 4 | 2.48 | 2.76 | 2.94 | 3.06 | 3.15 | 3.68 | 3.94 | 4.08 | 4.41 | 4.90 | 5.25 |
| Power 5 | 2.76 | 2.94 | 3.58 | 3.78 | 3.89 | 4.41 | 4.90 | 5.09 | 5.29 | 6.01 | 6.23 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



