
Submitted:
20 May 2024
Posted:
07 June 2024
You are already at the latest version
Abstract
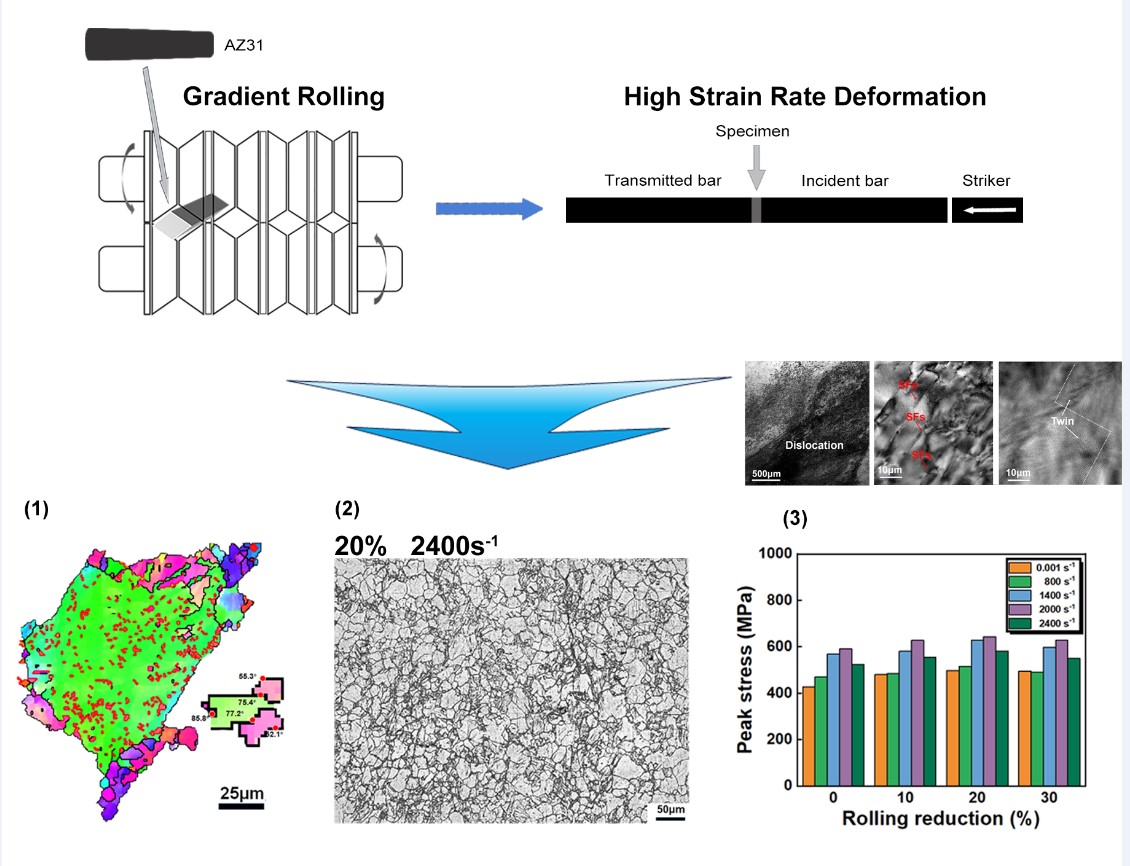
A dynamic impact test was performed on as-rolled AZ31 alloy with gradient microstructure under various strains. The microstructural evolution and mechanical properties were systematically investigated. As the strain rate gradually increases, an increasing number of twins are formed, facilitating dynamic recrystallization (DRX), and the mechanical properties are also gradually improved as well. The microstructure becomes heterogeneous at higher strain rates, but the peak stress decreases. The impact process results in significantly higher performance due to microstructural refinement, work hardening by dislocations and precipitates. In addition, both the adiabatic shear band and the adjacent crack experience a temperature rise that exceeds the recrystallization temperature of the alloy. This observation also explains the presence of ultrafine recrystallized grains within the adiabatic shear band and the appearance of molten metal around the crack.
Keywords:
AZ31
; high strain rate
; gradient rolling
; microstructure
; mechanical property
1. Introduction
Magnesium (Mg) is recognized as the fourth most abundant metal worldwide. Its lightweight nature, combined with enhanced strength and processing capabilities has led to Mg alloys widespread utilization across various industries such as aviation, automobiles, electronics, and medicine [1,2,3,4,5]. Particularly in the case of aerospace and automotive applications, magnesium alloys often experience dynamic loading, including impact, collision, and explosion, which necessitates the need to characterize and improve the mechanical properties of magnesium alloys at high strain rates. Typically, wrought Mg alloys manufactured by extrusion and rolling processes demonstrate superior properties [6,7,8,9,10]. While it also results in a distinct fiber texture, leading to noticeable anisotropy [11,12,13,14]. However, the experimental samples are small in size, and only a single microstructure can generally be formed after plastic deformation, while the actual magnesium alloy forgings are usually not uniformly microstructure due to the different degrees of deformation in each part. Gradient rolling can obtain samples with different deformation degrees at the same time, thus greatly reducing the test cost and experimental error. [15].
Recently, the majority of research efforts on the deformation behavior of Mg alloys primarily focus on quasi-static conditions, with fewer investigations under high strain rate deformation behavior [16]. In general, the deformation mechanism may be altered under high strain rate compression compared to quasi-static compression [17,18,19]. Thus, exploring the microstructural evolution of Mg alloys under high strain rates plays a crucial role in understanding such phenomenon, which in turn, for better understanding of related mechanical properties [20,21,22,23,24,25]. For instance, Yu et al. [26] conducted dynamic impact tests on the EW75 Mg alloy, demonstrating that an increase in strain rate correspondingly led to a higher number of twins and recrystallized grains, which resulted in improved mechanical properties. Moreover, Ji et al. [27] observed a diminishing basal texture trend in the edge and central regions of Mg alloy using the cross-rolling process.
However, existing literature primarily focuses on individual processing and lacks systematic experiments on the high strain rate deformation behavior of magnesium alloys.. Therefore, this study aims to bridge this research gap by conducting dynamic impact tests on AZ31 Mg alloys. All specimens underwent varying levels of deformation and were exposed to different strain rates. The main objective is to investigate how high strain rates influence the mechanical properties and microstructural evolution of gradient-deformed Mg alloys. The findings will not only contribute to a theoretical foundation but also provide technical insight for developing high performance Mg alloys used in dynamic load conditions.
2. Experimental
In this study, the material under investigation was the AZ31 Mg alloy (Mg-3.25Al-0.92Zn-0.34Mn, wt.%) from Dongguan Kuangyu Metal Co., Ltd. The methodology employed to achieve a gradient structure has been comprehensively described in our previous study [28]. Dynamic impact tests were conducted on samples with rolling reductions of 0%, 10%, 20%, and 30% (referred to as R0, R10, R20, and R30, respectively). These tests were performed utilizing a split Hopkinson bar testing setup (ARCHIMEDESALT 1000), with impact pressures set at 0.15 MPa, 0.2 MPa, 0.25 MPa, and 0.3 MPa, corresponding to strain rates of 800 s-1, 1400 s-1, 2000 s-1, and 2400 s-1, respectively.
For microstructural analysis, an optical microscope (OM, OLYCIA M3) and a scanning electron microscope (SEM, JSM-6510A) were employed. The Φ3 mm disk foils were carefully prepared by grinding and punching. Subsequently, the samples underwent electrolytic jet polishing and ion milling. Transmission electron microscope (TEM) analysis was conducted using a JEM2100F with an energy dispersive X-ray spectrometer (EDAX-TSL). The Electron backscatter diffraction (EBSD) samples were subjected to argon ion polishing using the Hitachi Implus400 system and characterized utilizing a SEM equipped with an Oxford C-nanoprobe (Zeiss Gemini 300). To ensure accurate acquisition of EBSD datasets, a scanning step of 0.8 mm was implemented.
3. Results and Discussion
3.1. Microstructural Evolution
Figure 1a-d shows the OM of the four strain samples before impact, Figure 1e-t illustrates the OM of the four AZ31 samples following impact at various strain rates. The evolution of the impacted samples can be categorized into four stages as the strain rate increases. (1) Strain rate of 800 s-1: a significant amount of twins form across all samples. (2) Strain rate of 1400 s-1: the previously formed deformation twins largely disappear, and further impact leads to grain size reduction. (3) Strain rate of 2000 s-1, the impacted specimen experiences further growth in grain size accompanied by a noticeable rise in temperature. (4) Strain rate of 2400 s-1, all samples undergo fracture, characterized by a prominent presence of adiabatic shear bands and deformation twins within the sample. Clearly, the extent of temperature rise is positively correlated with the magnitude of the strain rate [16,29,30], which in turn, the coarsening of grain size can be imaged.
Figure 2a-d presents the inverse pole figure (IPF) and grain size distribution diagram of samples that underwent different rolling reductions after impact at a strain rate of 2000 s-1. The impact-induced grain structure of the R0 and R30 appears relatively uniform, while the R10 and R20 exhibit significant variation in grain size. In particular, the maximum grain size observed in the R10 is approximately 14.5 times larger than the average grain size (AGS). This discrepancy can be attributed to two factors. On the one hand, the short impact deformation time results in some grains failing to promptly coordinate deformation, leading to significant disparities in grain distribution. On the other hand, the initial grain homogeneity also influences this phenomenon. It is important to highlight that irrespective of the AGS before impact deformation, the AGS of each sample converges to around 9 μm after impact at a strain rate of 2000 s-1. Even when the morphology varies considerably among all samples, the impact-induced deformation facilitates the formation of numerous fine grains within the coarse grains, enabling coordinated deformation and a remarkable reduction in AGS. This findings aligns with observations from previous dynamic impact studies on Mg alloys [31,32,33].
Figure 3 shows the texture distribution of the samples after impact at a strain rate of 2000 s-1. There are no significant variations of texture intensity. The (0001) pole figure (PF) demonstrates a predominantly parallel distribution in relation to the impact direction (ID). Additionally, an IPF reveals the formation of a non-fiber texture component that is roughly parallel to the transverse direction (TD). In addition, the texture components were also detected transitional orientations between the [10-10]∥TD and [11-20]∥TD.
During high-speed impact on Mg alloy, a considerable number of deformed grains are formed to accommodate the severe deformation [34]. Figure 4 presents the distribution and proportion of grains below the AGS in the impacted samples, along with their corresponding textures. The volume fraction (Vf) of grains below the AGS is approximately 13%, and highly uneven grain distribution can be found due to more unbreak coarse grains when comparing with Figure 2. Wang et al. [35] observed that when the compression direction (CD) aligns with the rolling direction (RD), the texture would be enhanced. Conversely, when the CD is perpendicular to the RD, the texture becomes weaker.
The corresponding (0001) PF reveals that while certain grains maintain the orientation distribution with the c-axis parallel to the impact direction (ID), most grains tend to diffuse along the normal direction (ND) and form orientations offset by about 30° along the transverse direction (TD). The color distribution in the figure shows that the texture formed after impact becomes more pronounced as the rolling reduction increases. Weak texture components are observed in R0 and R10 samples, while R20 and R30 specimens exhibit distinct base poles. This illustrates that when the two deformations share the same direction, the deformation during the initial process also influences the texture generated by the subsequent deformation.
Generally, the deformation twins obseved at high strain rates directly contributes to an increase in the average orientation difference (known as KAM), as depicted in Figure 5. The impacted samples display remarkably high KAM values, and the distribution of KAM within the coarse grains exhibits notable heterogeneity. This phenomenon can be attributed to two factors: (1) the very short impact process limited the ability of some coarse grains to promptly undergo coordinated deformation. As a result, non-uniform strain emerges within these grains. (2) a multitude of small grains involving dynamic recrystallization (DRX) forms within the coarse grains subsequent to impact. These newly-formed grains exhibit relatively low KAM values and actively contribute to coordinating and influencing the KAM distribution to a significant extent. A similar finding was observed by Deng et al. [38], where they proposed twinning promotes the generation of slip to further achieve coordinated deformation. Thus, a substantial number of twins are indeed produced during the impact process to facilitate coordinated deformation, resulting in a reduction in the AGS.
In addition, the microstructure of the samples after impact predominantly contains tensile twins, while compression twins and double twins are nearly absent. These tensile twins are primarily observed within the coarse grains, which highlights that tensile twins dominate the initial twinning deformation at high strain rates, as suggested by Chen et al. [39]. Figure 6 illustrates the specific distribution and Vf of twins in specimen. For instance, in case of the impact samples at a strain rate of 2,000 s-1, the R20 specimen exhibits the highest number of tensile twins, with a Vf of 23.4%. The formation of tensile twins mainly arises from certain original grains with basal texture. Additionally, due to the low Critical Resolved Shear Stress (CRSS) value associated with activating tensile twins, the strains corresponding to the impact deformation stage are fully sufficient to induce the highest number of tensile twins.
Comparing the IPF in Figure 2, nearly all the tensile twins form within grains tend to exhibit a distribution aligned with the [11-20]∥TD, as illustrated in Figure 4. However, the actual orientation of the twins exhibits a noticeable deviation from this direction. As a result, the texture with a higher quantity of formed twins after impact significant weakening in the [11-20]∥TD. Furthermore, it is notable that in Figure 4e, no non-fiber texture parallel to the TD forms. Gao et al. [40] also discovered that twins not only reduce the intensity of the texture but also alter the type of texture. In addition, the formation of numerous tensile twins within specific coarse grains has largely affected the neighboring grain orientations. To conduct a comprehensive analysis, we focused on grains within two typical designated green rectangular frames in Figure 6. The details are presented in Figure 7, using “P” to denote the parent grain and “ETs” to represent the tensile twins.
In region A, a considerable number of tensile twins are observed within the P1 grains, and their orientations are generally consistent with the grains below the AGS. The corresponding texture components are formed near a 30° deviation from the ND to the TD in the (0001) PF. Conversely, the orientations of the grains surrounding P1 differ significantly from P1 itself. Some grains exhibit texture components similar to those of the tensile twins, while others align with the [10-10]∥TD. Particularly, the black rectangular frame in Figure 7a reveals compelling evidence of the influence of tensile twins on the orientation of surrounding grains. A discernible gradient trend is observed in the grain boundary (GB) orientation difference among the three small grains formed adjacent to the twins. Moreover, the colors of these grains undergo significant changes. These observations further emphasize that the formation of tensile twins substantially impacts the orientation changes of the surrounding grains [41,42].
In region B, a number of tensile twins are also formed within the P2 and P3 grains. However, unlike the twins in region A, only a few grains surrounding the parent grains of these twins exhibit similar orientations. The texture orientations of the majority of grains align with the [10-10]∥TD, with only a small number of grains sharing a similar orientation to their parent grains. Notably, it is important to highlight that grains with significantly different orientations form at higher twin densities within the P2 grains. The texture orientations of the small grains formed around these grains closely resemble their own orientations, differing from the P2 grains. These observations indirectly indicate a notable influence of the formation of tensile twins on the texture components of the surrounding grains.
3.2. Mechanical Property
Figure 8 presents the true strain-stress curves of gradient rolling samples with varying deformations after impact at different strain rates. All curves exhibit an S-shaped plot, which is characteristic of the twinning-dominated deformation mechanism in Mg alloys [43]. This kind of deformation process can be divided into three stages. Initially, during the early stage of impact, the alloy undergoes significant work hardening, with the stress rapidly increasing as strain accumulates. Once a certain threshold of strain is reached, a distinct yield platform becomes evident, and the stress exhibits a gradual upward trend. The presence of a low yield platform arises from the loading direction induced by impact, favoring the formation of tensile twins in the initial stages of deformation. The relatively low CRSS required for tensile twin formation allows the material to adjust its deformation by generating such twins, leading to an earlier attainment of the yield condition. As deformation progresses further, the stress continues to rise but the material experiences a competition between strain hardening and adiabatic temperature rise associated with high strain rates deformation. This competition results in fluctuations in the curve, leading to an oscillating behavior [44]. And the stress reaches its peak value. Subsequently, the stress gradually decreases until deformation ceases. Figure 8e represents the true strain-stress curve under quasi-static compression. It can be observed that the shape of the curve is similar like previous Figure 8a-d but the fluctuation region at the peak is absent, which indicates that there is no pronounced adiabatic temperature rise. Additionally, the peak stress is reduced, suggesting that higher strain rates contribute to work hardening.
Figure 9 illustrates the yield strength (YS) and peak compressive strength (CS) of all specimen in Figure 8. The R20 sample exhibits a higher YS compared to the other samples. Specifically, at a strain rate of 1400 s-1, the YS of the R20 sample reaches 175 MPa, surpassing the YS of the R0 sample at a strain rate of 0.001 s-1 by 65 MPa. In case of the peak CS within the range from 0.001 s-1 to 2000 s-1, the CS increases with higher strain rates. However, the impacted samples fractured when the strain rate reaches 2400 s-1, resulting in a significant decline in CS. Notably, the R20 sample consistently exhibits the highest CS across all strain rates. For example, the CS reaches 644 MPa at a strain rate of 2000 s-1, exceeding the CS of the same strain sample at a strain rate of 0.001 s-1 by 145 MPa. This also emphasize the pronounced sensitivity of the CS of the impacted samples to the strain rate [30,45].
Generally, the mechanical properties can be strengthened by solid solution strengthening, grain boundary strengthening, dislocation strengthening, and shear band strengthening [46,47,48,49]. The TEM characteristics was carried out for better understanding for such strengthening machinsm. Figure 10a displays the formation of high-density dislocations in the sample after impact, which agrees well with Figure 5 demonstrating numerous dislocations at high strain rates from KAM analysis. Furthermore, the presence of layered structures in the dislocation region (see Figure 10b) and lattice distortions in the high-resolution image (see Figure 10c) confirm the existence of stacking fault (SF) resulting from the interaction between SFs and a large number of dislocations. This interaction severely hinders the plastic deformation process, thereby improving the YS [50,51]. Additionally, twin-twin interaction is observed within the impact specimen (see Figure 10d, e), which also contributes to strengthening of AZ31 alloy. In addition to dislocations and twinning, Figure 10g reveals the presence of numerous nano-scale second-phase particles and some DRXed grains. Detailed EDS mapping indicates these second particles to be Al-Mn phases. Most of these particles are located near dislocations and hinder the movement of dislocations to some extent, thus enhancing the properties as well. Besides, companied with Figure 2 exhibited lots of fine grains, a decrease in grain size by DRX enhances the YS according to the well-known Hall-Petch equation. In case of quasi-static compression with low strain rates, the YS and CS of as-rolled sample remain low. However, when the strain rate reaches a medium level and the sample still does not fractured after impact, both the YS and CS increase significantly (i.e., R20 sample). When the strain rate reaches high level that causes specimen failure, the corresponding strength decreases dramtically, and the alloy exhibits negative strain rate sensitivity.
Figure 11 illustrates the Vickers hardness of AZ31 alloys subjected to different rolling reductions after impact. By examining the OM presented in Figure 1 and correlating it with these hardness values, it becomes apparent that the hardness values of all samples increase significantly with higher strain rates. However, at strain rates of 1400 s-1, 2000 s-1, and 2400 s-1, the hardness values do not exhibit a positive strain rate sensitivity. Specifically, both the R0 and R30 samples consistently exhibit hardness values of approximately 70 HV after impact. In contrast, the hardness values of the R10 and R20 samples demonstrate a negative strain rate sensitivity with an increase in strain rate from 1400 s-1 to 2000 s-1. This phenomenon is attributed to the significant increase in grain size observed in the R10 and R20 samples following impact at a strain rate of 2000 s-1. It is noteworthy that despite all samples fracturing at a strain rate of 2400 s-1, the hardness measurement on the fractured sample indicates that the hardness value remains higher than the value prior to impact. This suggests that a substantial amount of deformation energy was absorbed by the sample prior to fracture failure. Moreover, it is worth emphasizing that Figure 11 exhibits a significant hardness errorbar in shardow for the R10 sample following impact at a strain rate of 2400 s-1. Correlating it with the OM shown in Figure 1n, it becomes evident that the microstructure of the sample becomes highly heterogeneous after impact, primarily due to the presence of numerous shear bands. These measurements further support the well-established Hall-Petch relationship between hardness and grain size [53].
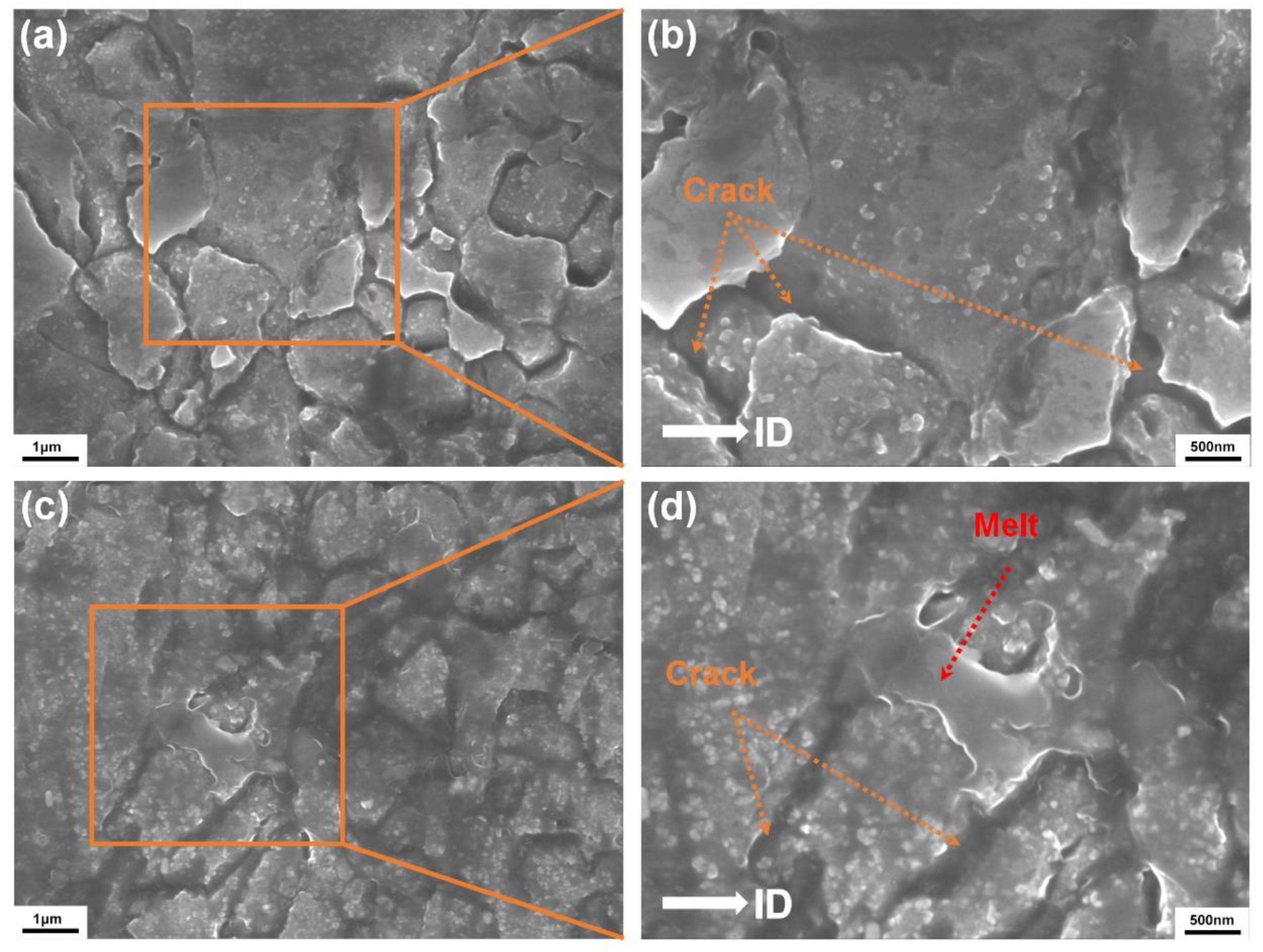
Further examination of the shear band are presented in Figure 12. It is observed that although the grains within the shear band remain unevenly distributed, their size is significantly smaller compared to previous structures. Additionally, some nanocrystals and numerous nano-scale second phases in the shear band as depicted in Figure 12b, d contributing to the improved performance. However, at high strain rates, the occurrence of molten metal can be seen in Figure 12d indicated by the red arrow, which due to the local generation of heat during impact, resulting in limited heat dissipation and elevated temperatures within the shear band. Moreover, Figure 12b,d highlight the presence of micro-cracks surrounding specific grains, as indicated by the orange arrows. These micro-cracks have a tendency to propagate along adiabatic shear bands and can act as precursors to failure [54,55], providing an explanation for the fracture at the strain rate of 2400 s-1.
In summary, when the as-rolled AZ30 alloy is subjected to high strain rates deformation, a substantial number of deformation twins are generated, leading to an increase in dislocation density and noticeable work hardening. Concurrently, shear bands form as dislocations slip along specific GBs, resulting in the accumulation and interaction of dislocations, thereby enhancing the final performance. Moreover, due to the limited dissipation of heat, there is a rapid rise in temperature during short impact, leading to grain recrystallization, occurrence of molten metal and enhanced work hardening. All these factors contribute to a reduction in the AGS and an improvement in the mechaincial properties. Additionally, the continued development of adiabatic shear bands is accompanied by the formation of cracks, which lead to the failure and fragmentation of alloys at excessively high strain rates.
4. Conclusion
In this study, we conducted a comprehensive investigation of the dynamic impact behavior of AZ31 alloy with different rolling reductions and subjected to different strain rates. Based on the above analysis and discussion of the microstructure and mechanical properties, the following conclusions can be drawn. With the escalation of strain rate, the formation of twins promotes DRX, and the microstructure becomes heterogeneous. These twins showed a remarkable effect in modifying the orientation of neighboring grains. Importantly, at very high strain rates, the specimens experience fractures resulting in the formation of numerous adiabatic shear bands and deformation twins. In addition, a positive strain rate sensitivity is observed in the mechanical properties of the specimens prior to fracture, with the 20% rolling reduction alloy exhibiting the highest strength at a strain rate of 2000 s-1. This increase in strength is attributed primarily to the combined influence of grain refinement, numerous dislocation formations and profuse precipitates.
Data Availability Statement
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
Acknowledgments
This work was supported by the Natural Science Foundation of Hebei province (No. E2022202158) and the foundation of strengthening program (2019-JCJQ-142-00).
Conflicts of Interest
The authors affirm that they do not have any competing financial interests or personal relationships that could have affected or influenced the work presented in this paper.
References
- Y. Zhao, G. Dong and B. Zhao, Nonferrous Metals Engineering 5, 23-27,43 (2015). https://doi.org/CSCD:5409879.
- K. Yu, W. Li and Z. Ma, The Chinese Journal of Nonferrous Metals 13, 277-288 (2003). https://doi.org/CSCD:1279225.
- Y. Yang, J. Li, H. Song and P. Liu, Hot Working Technology 42, 24-27 (2013). https://doi.org/CSCD:4840196.
- J. Wang, J. Ju, Z. Huang and Y. Shu, Hot Working Technology 43, 6-9,5 (2014). https://doi.org/CSCD:5319071.
- M. Ruoyu, Z. Daidong and Y. Hongjia, Hot Working Technology 37, 89-92 (2008). https://doi.org/CSCD:3274744.
- Z. Hou, B. Jiang, Y. Wang, J. Song, L. Xiao and F. Pan, Aerospace Shanghai (Chinese/English) 38, 119-133 (2021). https://doi.org/CSCD:7003867.
- H. Deng and B. He, Ordnance Material Science and Engineering 39, 125-129 (2016). https://doi.org/CSCD:5747736.
- W. Chen, M. Zhan, W. Chen, D. Zhang and Y. Li, Special Casting & Non-ferrous Alloys 27, 40-43 (2007). https://doi.org/CSCD:2797413.
- J. Bao, Q. a. Li, X. Chen, Q. Zhang and Z. Chen, Materials Review 2022, 36). https://doi.org/CSCD:7217131.
- Elambharathi, B.; Kumar, S.D.; Dhanoop, V.; Dinakar, S.; Rajumar, S.; Sharma, S.; Kumar, V.; Li, C.; Eldin, E.M.T.; Wojciechowski, S. Novel insights on different treatment of magnesium alloys: A critical review. Heliyon 2022, 8. [Google Scholar] [CrossRef] [PubMed]
- Che, B.; Lu, L.; Kang, W.; Luo, J.; Ma, M.; Liu, L. Hot deformation behavior and processing map of a new type Mg-6Zn-1Gd-1Er alloy. J. Alloy. Compd. 2021, 862. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Langdon, T.G. Deformation mechanisms in ultrafine-grained metals with an emphasis on the Hall–Petch relationship and strain rate sensitivity. J. Mater. Res. Technol. 2021, 14, 137–159. [Google Scholar] [CrossRef]
- Liu, Y.; Li, Y.; Zhu, Q.; Zhang, H.; Qi, X.; Wang, J.; Jin, P.; Zeng, X. Twin recrystallization mechanisms in a high strain rate compressed Mg-Zn alloy. J. Magnes. Alloy. 2020, 9, 499–504. [Google Scholar] [CrossRef]
- Long, J.; Xia, Q.; Xiao, G.; Qin, Y.; Yuan, S. Flow characterization of magnesium alloy ZK61 during hot deformation with improved constitutive equations and using activation energy maps. Int. J. Mech. Sci. 2020, 191, 106069. [Google Scholar] [CrossRef]
- Malik, A.; Wang, Y.; Huanwu, C.; Nazeer, F.; Khan, M.A. Dynamic mechanical behavior of magnesium alloys: a review. Int. J. Mater. Res. 2019, 110, 1105–1115. [Google Scholar] [CrossRef]
- Cui, K.; Xu, L.; Tao, T.; Huang, L.; Li, J.; Hong, J.; Li, H.; Chi, Y. Mechanical behavior of multiscale hybrid fiber reinforced recycled aggregate concrete subject to uniaxial compression. Journal of Building Engineering 2023, 71, 106504. [Google Scholar] [CrossRef]
- Jin, Z.-Z.; Cheng, X.-M.; Zha, M.; Rong, J.; Zhang, H.; Wang, J.-G.; Wang, C.; Li, Z.-G.; Wang, H.-Y. Effects of Mg17Al12 second phase particles on twinning-induced recrystallization behavior in Mg-Al-Zn alloys during gradient hot rolling. J. Mater. Sci. Technol. 2019, 35, 2017–2026. [Google Scholar] [CrossRef]
- Zhang, L.; Townsend, D.; Petrinic, N.; Pellegrino, A. Measurement of Pure Shear Constitutive Relationship From Torsion Tests Under Quasi-Static, Medium, and High Strain Rate Conditions. J. Appl. Mech. 2021, 88. [Google Scholar] [CrossRef]
- Zhou, S.; Deng, C.; Liu, S.; Liu, Y.; Zhu, J.; Yuan, X. Effect of strain rates on mechanical properties, microstructure and texture inside shear bands of pure magnesium. Mater. Charact. 2021, 184, 111686. [Google Scholar] [CrossRef]
- Zhang, S.; Hu, L.; Qiao, D.; Feng, D.; Wang, H. Vacuum tribological performance of phosphonium-based ionic liquids as lubricants and lubricant additives of multialkylatedcyclopentanes. Tribol. Int. 2013, 66, 289–295. [Google Scholar] [CrossRef]
- Pan, H.; Ren, Y.; Fu, H.; Zhao, H.; Wang, L.; Meng, X.; Qin, G. Recent developments in rare-earth free wrought magnesium alloys having high strength: A review. J. Alloy. Compd. 2016, 663, 321–331. [Google Scholar] [CrossRef]
- Zhang, S.; Hu, L.; Qiao, D.; Feng, D.; Wang, H. Vacuum tribological performance of phosphonium-based ionic liquids as lubricants and lubricant additives of multialkylatedcyclopentanes. Tribol. Int. 2013, 66, 289–295. [Google Scholar] [CrossRef]
- Cerreta, E.K.; Fensin, S.J.; Perez-Bergquist, S.J.; Trujillo, C.P.; Morrow, B.M.; Lopez, M.F.; Roach, C.J.; Mathaudhu, S.N.; Anghel, V.; Gray, G.T. The High-Strain-Rate Constitutive Behavior and Shear Response of Pure Magnesium and AZ31B Magnesium Alloy. Met. Mater. Trans. A 2021, 52, 3152–3170. [Google Scholar] [CrossRef]
- Liu, F.; Liu, X.; Zhu, B.; Yang, H.; Xiao, G.; Hu, M. Influence of Microstructure and Mechanical Properties on Formability in High Strain Rate Rolled AZ31 Magnesium Alloy Sheets. Met. Mater. Int. 2021, 28, 1361–1371. [Google Scholar] [CrossRef]
- Liu, X.; Wan, Q.; Yang, H.; Zhu, B.; Wu, Y.; Liu, W.; Tang, C. The Effect of Twins on Mechanical Properties and Microstructural Evolution in AZ31 Magnesium Alloy during High Speed Impact Loading. J. Mater. Eng. Perform. 2021, 31, 3208–3217. [Google Scholar] [CrossRef]
- Zhang, S.; Hu, L.; Qiao, D.; Feng, D.; Wang, H. Vacuum tribological performance of phosphonium-based ionic liquids as lubricants and lubricant additives of multialkylatedcyclopentanes. Tribol. Int. 2013, 66, 289–295. [Google Scholar] [CrossRef]
- Ji, Y.-F.; Duan, J.-R.; Yuan, H.; Li, H.-Y.; Sun, J.; Ma, L.-F. Effect of variable thickness cross rolling on edge crack and microstructure gradient of AZ31 magnesium alloy. J. Central South Univ. 2022, 29, 1124–1132. [Google Scholar] [CrossRef]
- Yu, H.; Wang, D.; Liu, Y.; Liu, Y.; Huang, L.; Jiang, B.; Park, S.; Yu, W.; Yin, F. Recrystallization mechanisms and texture evolution of AZ31 alloy by gradient caliber rolling. J. Mater. Res. Technol. 2023, 23, 611–626. [Google Scholar] [CrossRef]
- Guo, P.; Tang, Q.; Li, L.; Xie, C.; Liu, W.; Zhu, B.; Liu, X. The deformation mechanism and adiabatic shearing behavior of extruded Mg-8.0Al-0.1Mn alloy in different heat treated states under high-speed impact load. J. Mater. Res. Technol. 2021, 11, 2195–2207. [Google Scholar] [CrossRef]
- Li, Q. Mechanical properties and microscopic deformation mechanism of polycrystalline magnesium under high-strain-rate compressive loadings. Mater. Sci. Eng. A 2012, 540, 130–134. [Google Scholar] [CrossRef]
- Zhu, B.; Liu, X.; Xie, C.; Liu, W.; Tang, C.; Lu, L. The flow behavior in as-extruded AZ31 magnesium alloy under impact loading. J. Magnes. Alloy. 2018, 6, 180–188. [Google Scholar] [CrossRef]
- Nazeer, F.; Naqvi, S.Z.H.; Kalam, A.; Al-Sehemi, A.; Alrobei, H. Texture dependencies on flow stress behavior of magnesium alloy under dynamic compressive loading. Vacuum 2021, 191. [Google Scholar] [CrossRef]
- Tang, W.; Liu, S.; Liu, Z.; Kang, S.; Mao, P.; Zhou, L.; Wang, Z. Microstructure evolution and constitutive relation establishment of Mg–7Gd–5Y–1.2Nd–0.5Zr alloy under high strain rate after severe multi-directional deformation. Mater. Sci. Eng. A 2021, 809, 140994. [Google Scholar] [CrossRef]
- Du, Y.; Du, W.; Zhang, D.; Ge, Y.; Jiang, B. Enhancing mechanical properties of an Mg–Zn–Ca alloy via extrusion. Mater. Sci. Technol. 2021, 37, 624–631. [Google Scholar] [CrossRef]
- Wang, Q.; Zhai, H.; Xia, H.; Liu, L.; He, J.; Xia, D.; Yang, H.; Jiang, B. Relating Initial Texture to Deformation Behavior During Cold Rolling and Static Recrystallization Upon Subsequent Annealing of an Extruded WE43 Alloy. Acta Met. Sin. English Lett. 2022, 35, 1793–1811. [Google Scholar] [CrossRef]
- Zhang, S.; Hu, L.; Qiao, D.; Feng, D.; Wang, H. Vacuum tribological performance of phosphonium-based ionic liquids as lubricants and lubricant additives of multialkylatedcyclopentanes. Tribol. Int. 2013, 66, 289–295. [Google Scholar] [CrossRef]
- Zhang, S.; Hu, L.; Qiao, D.; Feng, D.; Wang, H. Vacuum tribological performance of phosphonium-based ionic liquids as lubricants and lubricant additives of multialkylatedcyclopentanes. Tribol. Int. 2013, 66, 289–295. [Google Scholar] [CrossRef]
- Deng, J.-F.; Tian, J.; Zhou, Y.; Chang, Y.; Liang, W.; Ma, J. Plastic deformation and fracture mechanisms of rolled Mg-8Gd-4Y-Zn and AZ31 magnesium alloys. Mater. Des. 2022, 223. [Google Scholar] [CrossRef]
- Chen, Y.; Mao, P.; Wang, Z.; Cao, G. Tensile twin evolution of Mg–3Al–1Zn magnesium alloy during high-strain rate deformation. Mater. Sci. Technol. 2021, 37, 1452–1464. [Google Scholar] [CrossRef]
- Gui, Y.; Cui, Y.; Bian, H.; Li, Q.; Ouyang, L.; Chiba, A. Role of slip and {10-12} twin on the crystal plasticity in Mg-RE alloy during deformation process at room temperature. J. Mater. Sci. Technol. 2021, 80, 279–296. [Google Scholar] [CrossRef]
- Han, X.; Xiao, T.; Yu, Z. Microstructure, Texture Evolution, and Strain Hardening Behaviour of As-extruded Mg-Zn and Mg-Y Alloys under Compression. J. Wuhan Univ. Technol. Sci. Ed. 2023, 38, 430–439. [Google Scholar] [CrossRef]
- Deng, G.; Li, A.; Li, W.; Chang, G.; Liu, Y. Deformation Mechanism and Microstructural Evolution of a Mg–Y–Nd–Zr Alloy under High Strain Rate at Room Temperature. J. Mater. Eng. Perform. 2023, 33, 3101–3114. [Google Scholar] [CrossRef]
- Dixit, N.; Xie, K.Y.; Hemker, K.J.; Ramesh, K. Microstructural evolution of pure magnesium under high strain rate loading. Acta Mater. 2015, 87, 56–67. [Google Scholar] [CrossRef]
- Yang, Y.; He, J.; Huang, J.; Lian, X. Difference in adiabatic shear susceptibility between pure copper and Cu–30% Zn solid solution alloy at different strain rate. J. Mater. Res. 2023, 38, 1410–1419. [Google Scholar] [CrossRef]
- Liu, X.Y.; Pan, Q.L.; Bin He, Y.; Bin Li, W.; Liang, W.J.; Yin, Z.M. Flow behavior and microstructural evolution of Al–Cu–Mg–Ag alloy during hot compression deformation. Mater. Sci. Eng. A 2009, 500, 150–154. [Google Scholar] [CrossRef]
- Wei, Q.; Yuan, L.; Shan, D.; Guo, B. Study on the microstructure and mechanical properties of ZK60 magnesium alloy with submicron twins and precipitates obtained by room temperature multi-directional forging. J. Mater. Sci. 2023, 58, 13236–13250. [Google Scholar] [CrossRef]
- Mottaghian, F.; Taheri, F. Strength and failure mechanism of single-lap magnesium-basalt fiber metal laminate adhesively bonded joints: Experimental and numerical assessments. J. Compos. Mater. 2022, 56, 1941–1955. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.; Wu, F.; Feng, B.; Liu, L.; Dong, C.; Zhao, Y.; Song, B. Enhancing mechanical properties of friction stir welded AZ31 alloys by post-weld compression. Sci. Technol. Weld. Join. 2023, 28, 468–477. [Google Scholar] [CrossRef]
- Ding, N.; Du, W.; Zhu, X.; Dou, L.; Wang, Y.; Li, X.; Liu, K.; Li, S. Roles of LPSO phases on dynamic recrystallization of high strain rate multi-directional free forged Mg-Gd-Er-Zn-Zr alloy and its strengthening mechanisms. Mater. Sci. Eng. A 2023, 864. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Okotete, E.A. Enhancing plastic deformability of Mg and its alloys—A review of traditional and nascent developments. J. Magnes. Alloy. 2017, 5, 460–475. [Google Scholar] [CrossRef]
- Zhu, S.; Ringer, S.P. On the role of twinning and stacking faults on the crystal plasticity and grain refinement in magnesium alloys. Acta Mater. 2018, 144, 365–375. [Google Scholar] [CrossRef]
- Tan, L.; Huang, X.; Wang, Y.; Sun, Q.; Zhang, Y.; Tu, J.; Zhou, Z. Activation Behavior of {10-12}-{10-12} Secondary Twins by Different Strain Variables and Different Loading Directions during Fatigue Deformation of AZ31 Magnesium Alloy. Metals 2022, 12, 1433. [Google Scholar] [CrossRef]
- Doiphode, R.; Murty, S.N.; Prabhu, N.; Kashyap, B. Grain growth in calibre rolled Mg–3Al–1Zn alloy and its effect on hardness. J. Magnes. Alloy. 2015, 3, 322–329. [Google Scholar] [CrossRef]
- Pedersen, K.O.; Børvik, T.; Hopperstad, O.S. Fracture mechanisms of aluminium alloy AA7075-T651 under various loading conditions. Mater. Des. 2011, 32, 97–107. [Google Scholar] [CrossRef]
- Zou, D.; Zhen, L.; Zhu, Y.; Xu, C.; Shao, W.; Pang, B. Deformed microstructure evolution in AM60B Mg alloy under hypervelocity impact at a velocity of 5kms−1. Mater. Des. 2010, 31, 3708–3715. [Google Scholar] [CrossRef]
Figure 1.
OM of AZ31 alloys with different rolling reductions of 0 %, 10 %, 20 % and 30 % under different strain rates: The (a-d) Initial state, (e-h) 800 s-1, (i-l) 1600 s-1, (m-p) 2000 s-1 and (q-t) 2400 s-1. ID: impact direction.
Figure 1.
OM of AZ31 alloys with different rolling reductions of 0 %, 10 %, 20 % and 30 % under different strain rates: The (a-d) Initial state, (e-h) 800 s-1, (i-l) 1600 s-1, (m-p) 2000 s-1 and (q-t) 2400 s-1. ID: impact direction.
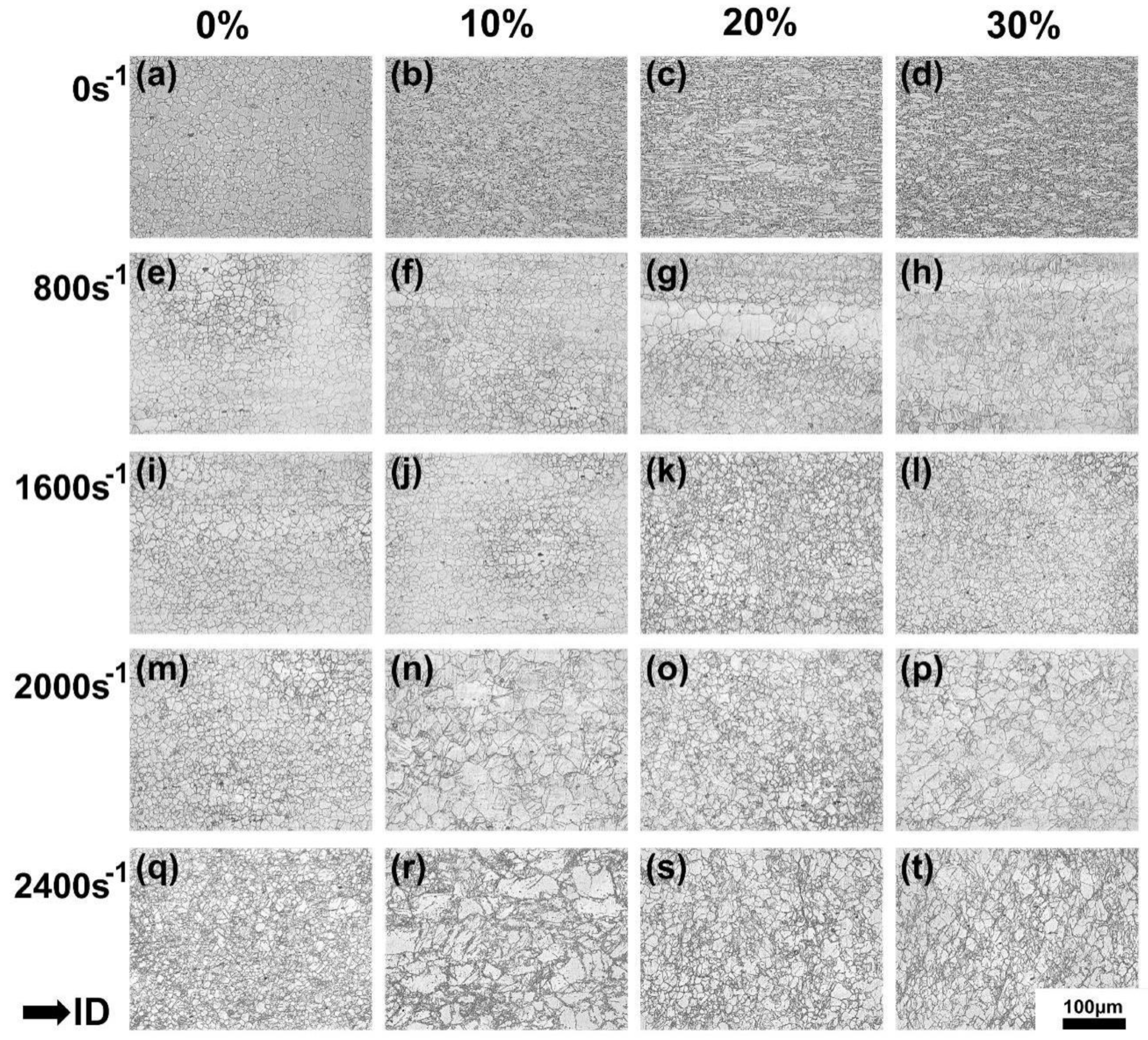
Figure 2.
IPF and grain size distribution of AZ31 alloys with various rolling reductions after impact at strain rate of 2000 s-1: (a) 0%; (b) 10%; (c) 20%; (d) 30%, respectively. ID: impact direction.
Figure 2.
IPF and grain size distribution of AZ31 alloys with various rolling reductions after impact at strain rate of 2000 s-1: (a) 0%; (b) 10%; (c) 20%; (d) 30%, respectively. ID: impact direction.
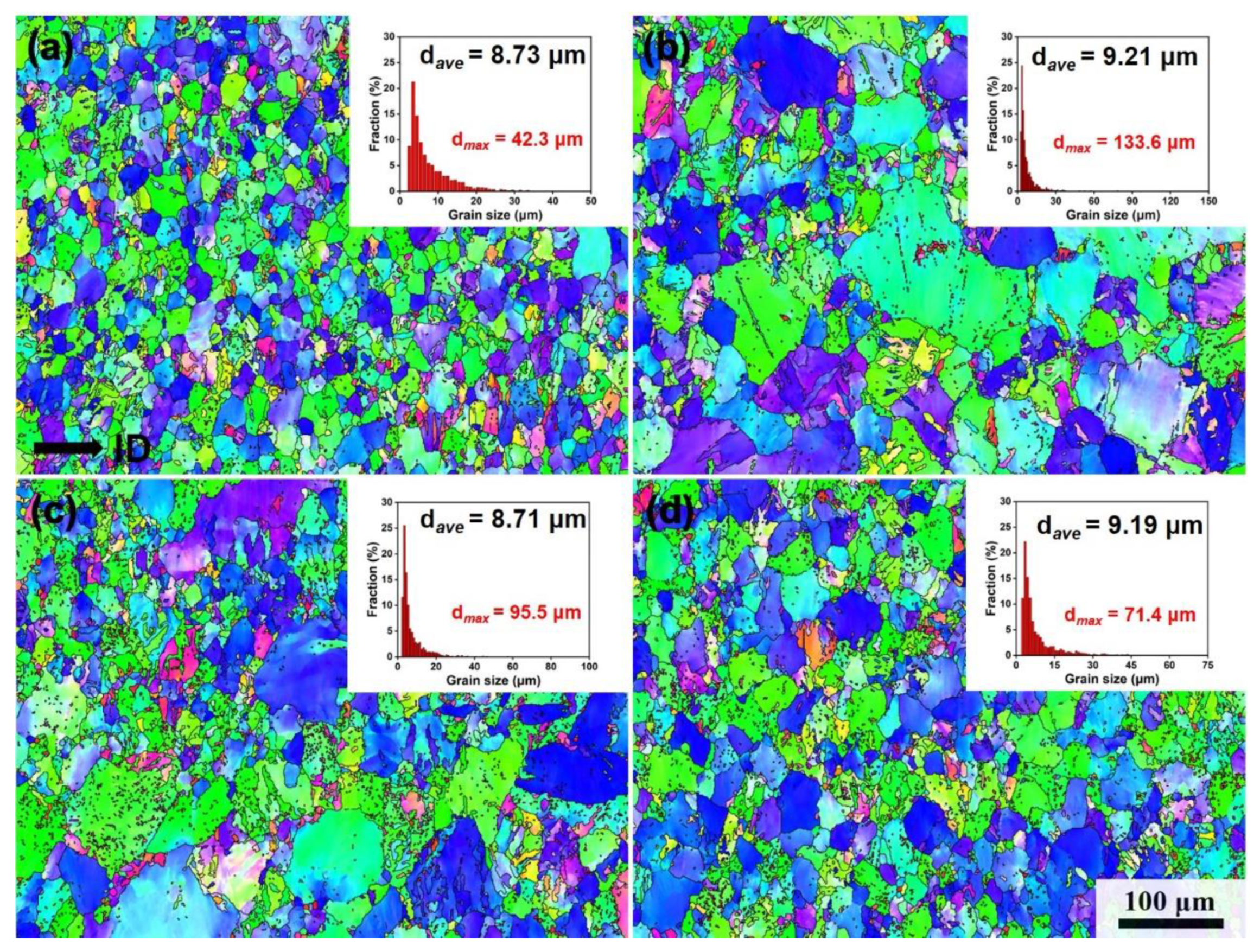
Figure 3.
(a, c, e, g) (0001) PF and (b, d, f, h) IPF of specimens with different reductions (0%, 10%, 20% and 30%) after impact at strain rate of 2000 s-1, respectively.
Figure 3.
(a, c, e, g) (0001) PF and (b, d, f, h) IPF of specimens with different reductions (0%, 10%, 20% and 30%) after impact at strain rate of 2000 s-1, respectively.
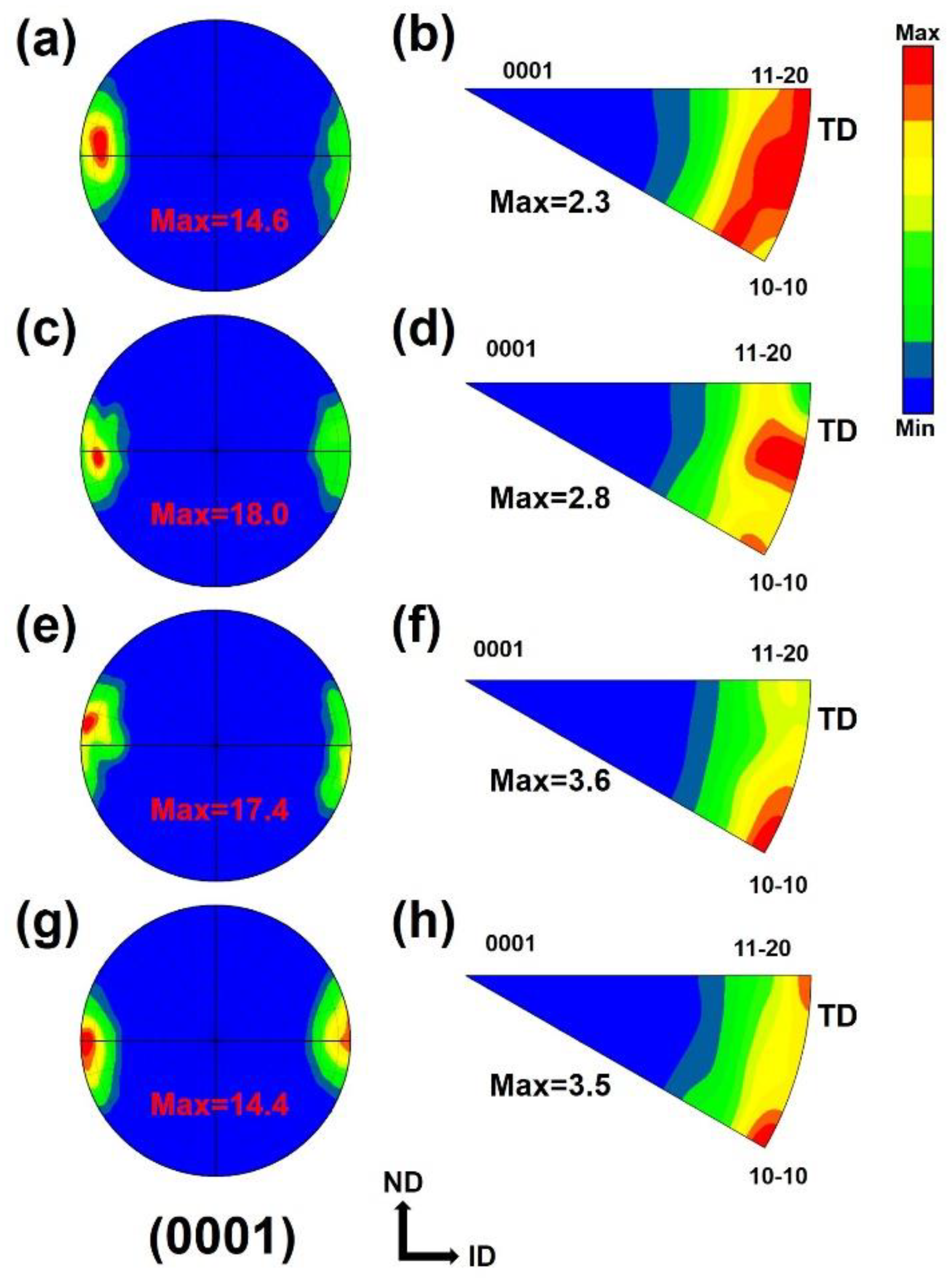
Figure 4.
(a-d) IPF and proportion of the area with grain size below AGS after impact of the samples with deformation of 0%, 10%, 20% and 30% at strain rate of 2000 s-1 and (e-h) corresponding texture.
Figure 4.
(a-d) IPF and proportion of the area with grain size below AGS after impact of the samples with deformation of 0%, 10%, 20% and 30% at strain rate of 2000 s-1 and (e-h) corresponding texture.
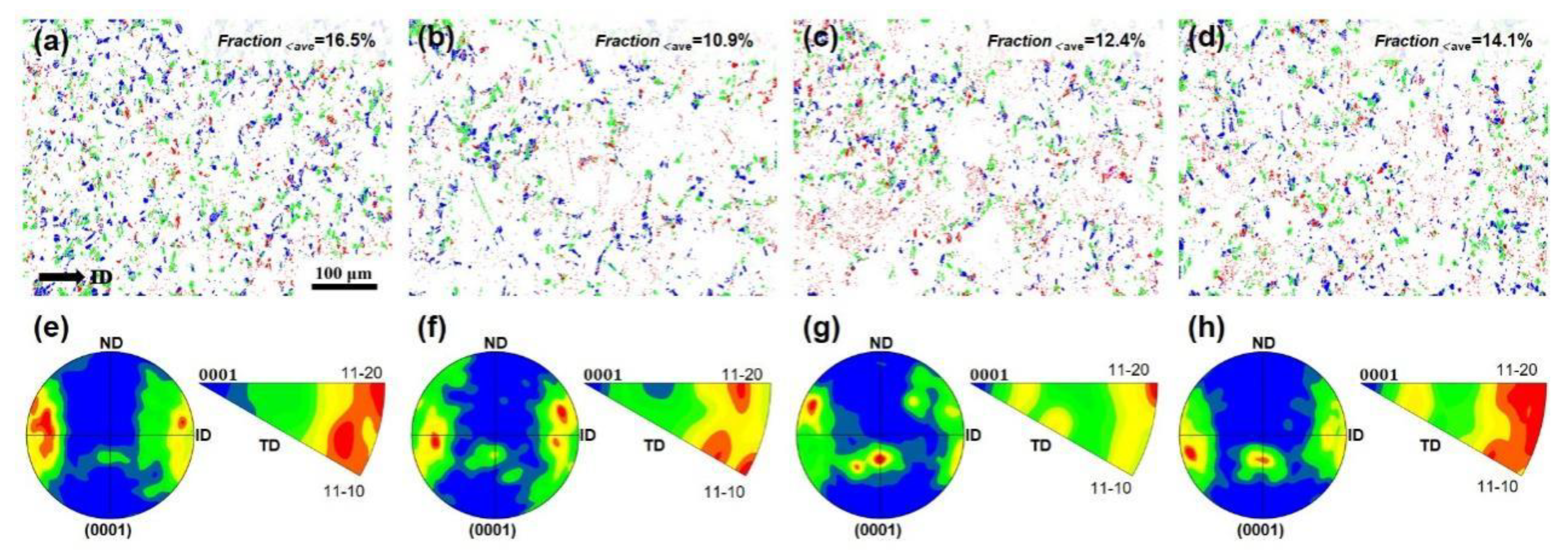
Figure 5.
KAM distribution and average KAM value of samples with various rolling reduction after impact at strain rate of 2000 s-1: (a) 0%; (b) 10%; (c) 20%; (d) 30%, respectively.
Figure 5.
KAM distribution and average KAM value of samples with various rolling reduction after impact at strain rate of 2000 s-1: (a) 0%; (b) 10%; (c) 20%; (d) 30%, respectively.
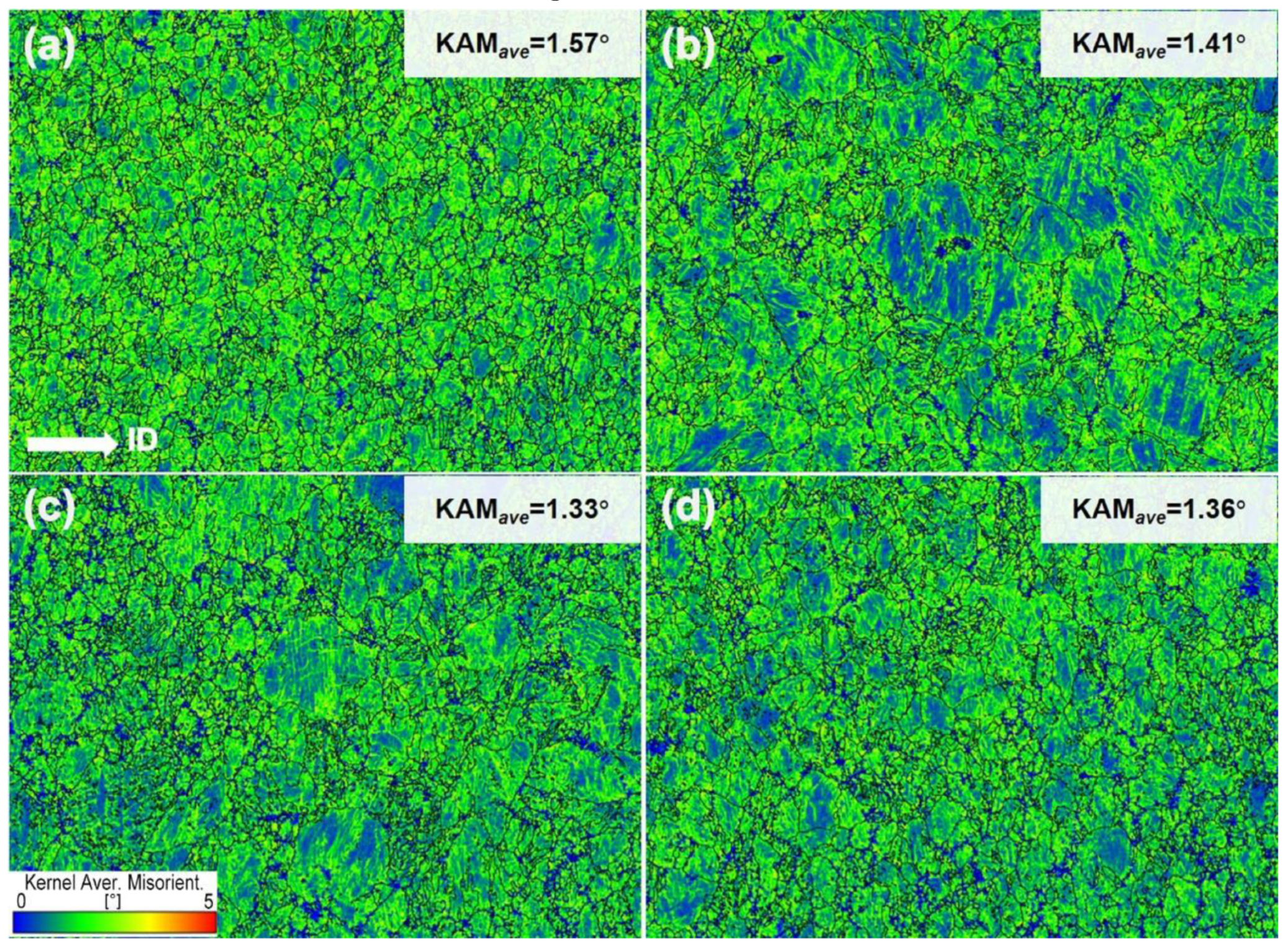
Figure 6.
Twin distribution and its fraction with different rolling reductions after impact at strain rate of 2000 s-1: (a) 0%; (b) 10%; (c) 20%; (d) 30%, respectively.
Figure 6.
Twin distribution and its fraction with different rolling reductions after impact at strain rate of 2000 s-1: (a) 0%; (b) 10%; (c) 20%; (d) 30%, respectively.
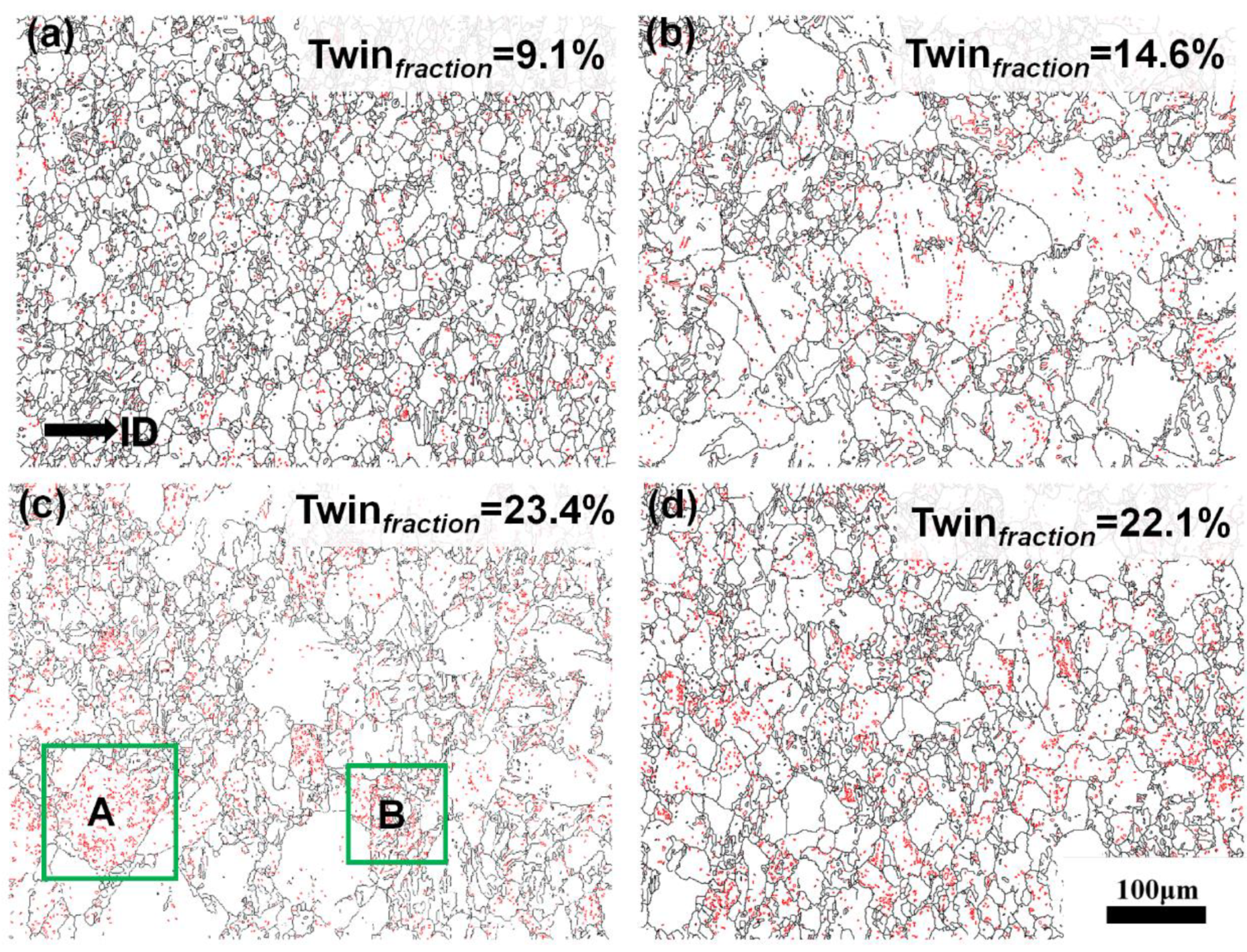
Figure 7.
The EBSD result of the green rectangular box region in Figure 9(c): (a, d) enlarged grains and (b, e) and (c, f) the corresponding (0001) PF and IPF, respectively.
Figure 7.
The EBSD result of the green rectangular box region in Figure 9(c): (a, d) enlarged grains and (b, e) and (c, f) the corresponding (0001) PF and IPF, respectively.
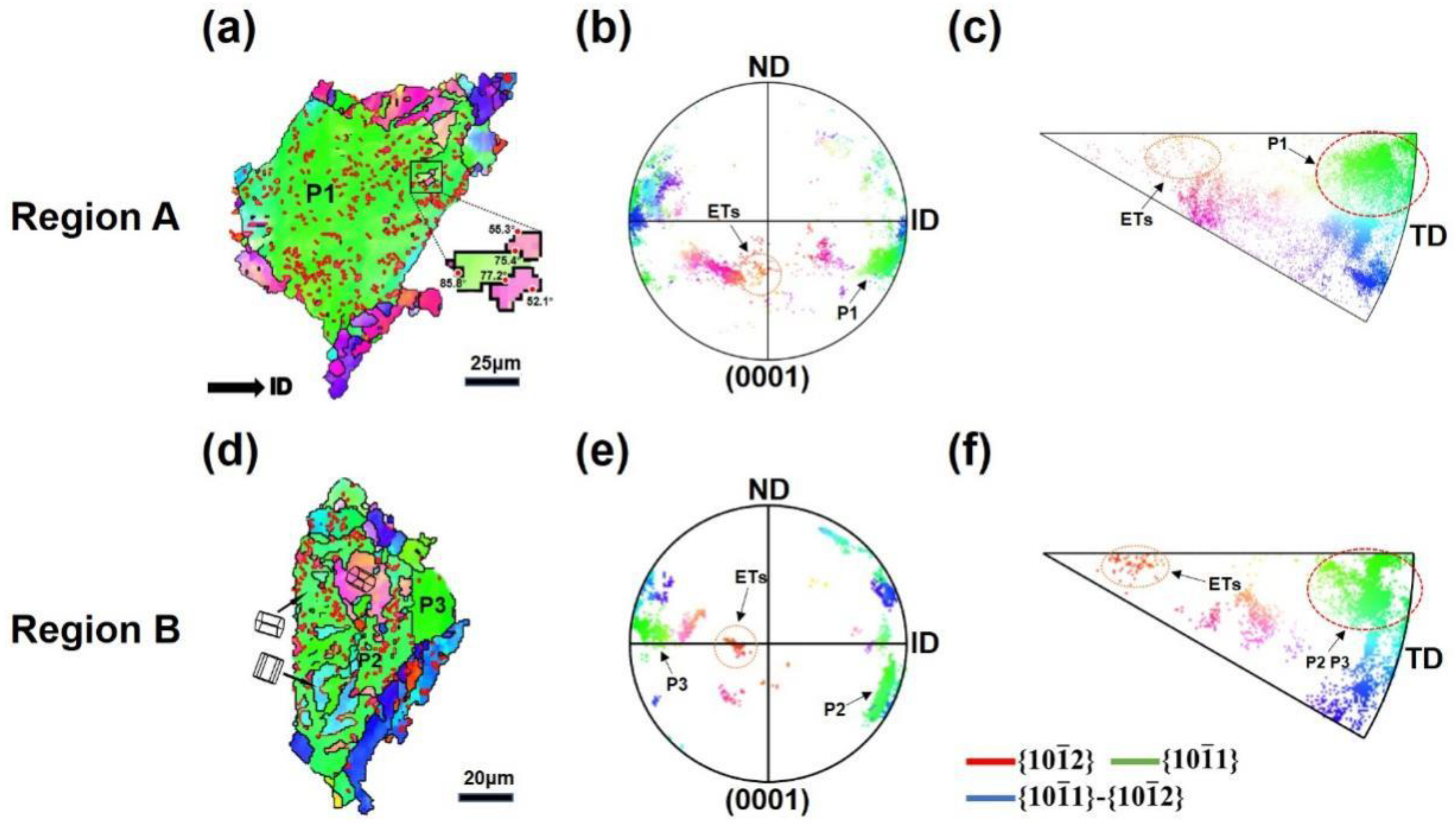
Figure 8.
The true strain-stress curves of gradient rolling AZ31 alloys with different rolling reductions at strain rates of (a) 800 s-1; (b) 1400 s-1; (c) 2000 s-1; (d) 2400 s-1; (e) 0.001 s-1.
Figure 8.
The true strain-stress curves of gradient rolling AZ31 alloys with different rolling reductions at strain rates of (a) 800 s-1; (b) 1400 s-1; (c) 2000 s-1; (d) 2400 s-1; (e) 0.001 s-1.
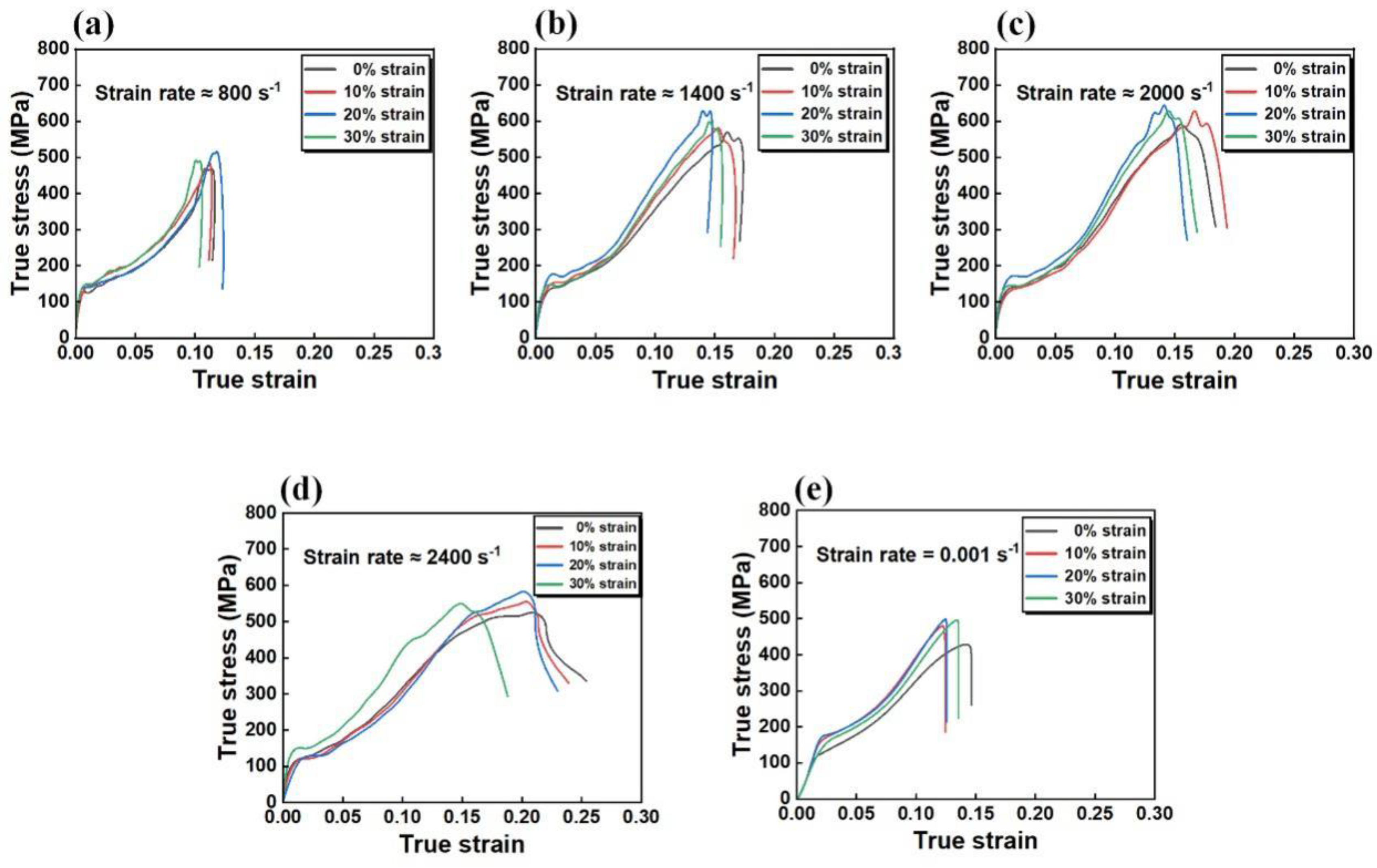
Figure 9.
Summary of mechanical properties of all samples with different rolling reduction at various strain rates: (a) yield strength and (b) compressive strength.
Figure 9.
Summary of mechanical properties of all samples with different rolling reduction at various strain rates: (a) yield strength and (b) compressive strength.
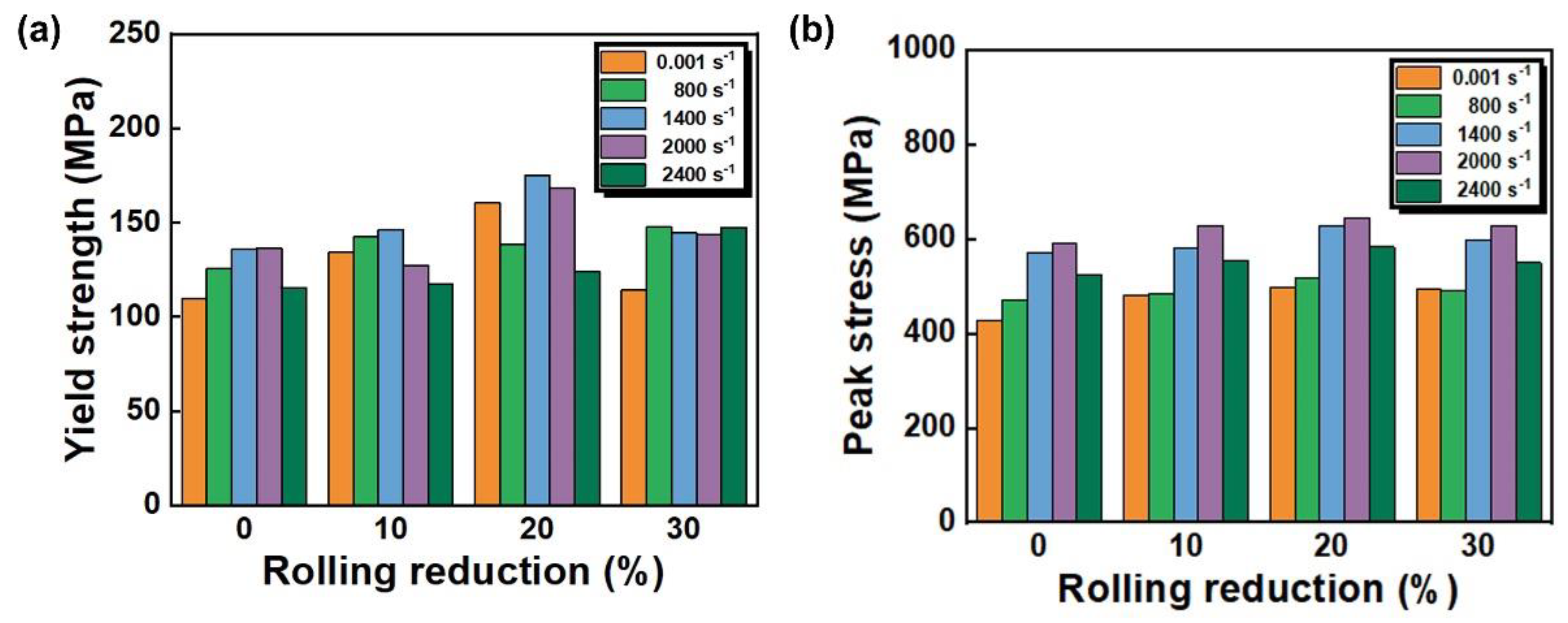
Figure 10.
TEM of the sample with 20% rolling reduction after impact at 2000 s-1 strain rate: (a, b, d, e, g) bright field image of defects and substructure; (c, f) high-resolution image corresponding to (b, e); and (h, i) EDS mapping of (g).
Figure 10.
TEM of the sample with 20% rolling reduction after impact at 2000 s-1 strain rate: (a, b, d, e, g) bright field image of defects and substructure; (c, f) high-resolution image corresponding to (b, e); and (h, i) EDS mapping of (g).

Figure 11.
Vickers hardness of AZ31 alloys with different rolling reductions after impact at various strain rates.
Figure 11.
Vickers hardness of AZ31 alloys with different rolling reductions after impact at various strain rates.
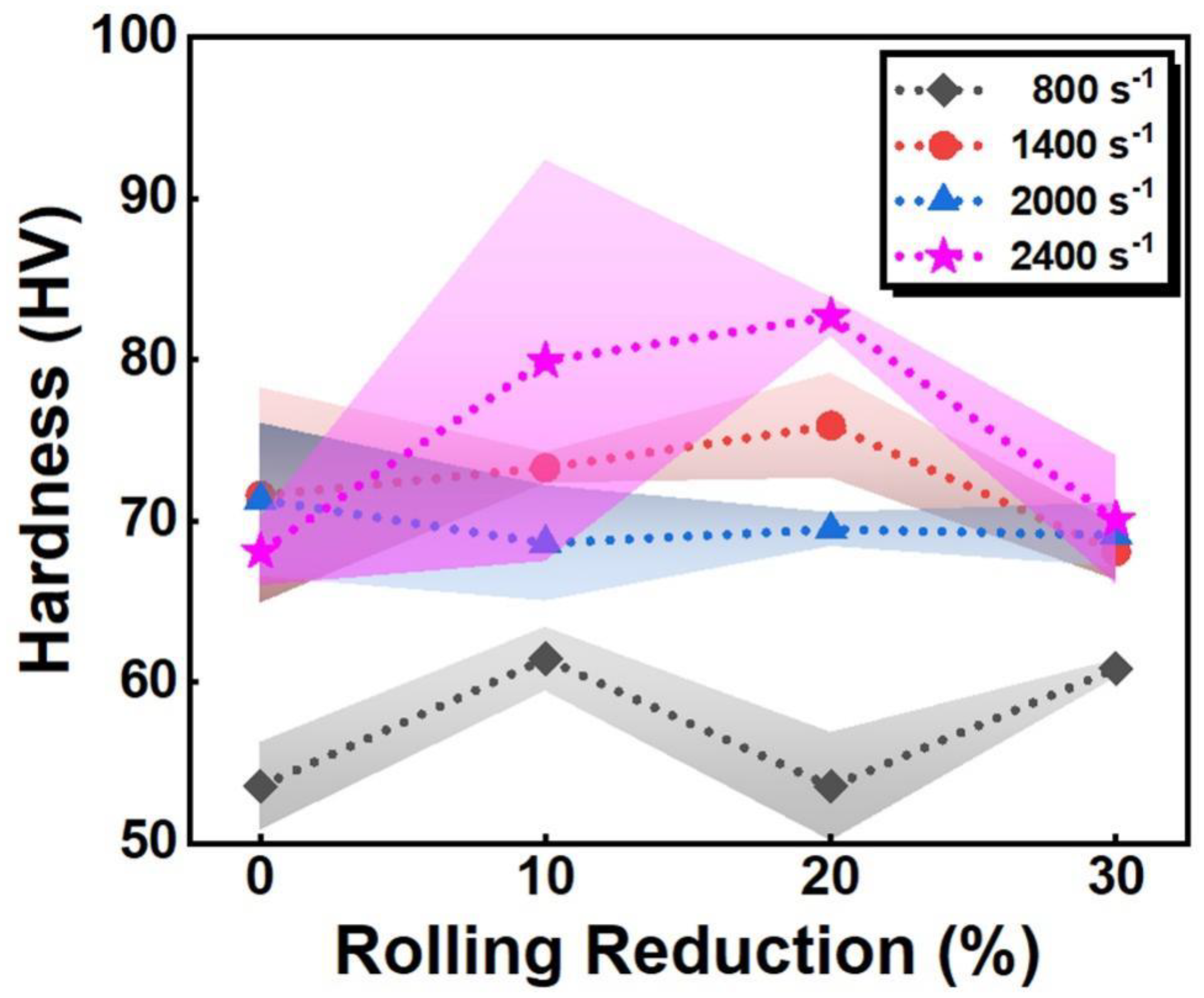
Figure 12.
SEM morphology of adiabatic shear band: (a, c) SEM images inside the shear band; (b, d) corresponding enlarged graph in (a, c).
Figure 12.
SEM morphology of adiabatic shear band: (a, c) SEM images inside the shear band; (b, d) corresponding enlarged graph in (a, c).
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



