
Submitted:
04 June 2024
Posted:
07 June 2024
You are already at the latest version
Abstract
Civil construction is one of the oldest known activities in humanity, reports indicate that builders of the Roman Empire already sought the reuse of materials. Currently, considering the depletion of the supply of natural resources, the recycling of solid waste from construction and demolition (CDW), not only provides new products, but also offers ecological and economic alternative. In this context, this research seeks new variables for the disposal of waste from construction and demolition having in the composition of artificial finishing stones an odd possibility to be analyzed. In this research was developed and analyzed a new composite from the construction and demolition waste using as a binder an orthophthalic polyester resin. The residue was sieved and separated by granulometry by the simplex centroid method, the best compacted mixture was determined statically by ANOVA and the Tukey test. The residue was characterized by X-ray fluorescence and the resin by infrared spectroscopy by Fourier transform. Artificial rock plates were produced with 85% residue and 15% resin, by mass, by vibro system, compression and vacuum, later were cut for mechanical, physical and chemical tests. Analysis was performed by scanning electron microscopy of fractured compositions as well as grain sizes. The artificial stone with the best results presented density of 2,256 g/cm3, water absorption of 0.69%, apparent porosity of 1.55%; bending strength of 34.74 MPa and compression of 111.96 MPa; good results in the alterability and thermal tests. In this satisfactory scenario, the use of this waste in the composition of artificial rocks is promising because it directly meets the concept of sustainable development; replacing the concept of end-of-life of the linear economy, by new circular flows of reuse, restoration and renovation, in an integrated process the circular economy; as well as the quality of the final product with properties similar to the artificial rocks already marketed.
Keywords:
Construction waste
; Artificial rock
; Polyester resin
; Environment
1. Introduction
Construction is one of the oldest known activities in humanity. The production and application of concrete for use in buildings is present throughout the planet, regardless of the economic and geographical condition of each country, having in its composition the Portland cement, which is the second most consumed material in the world, behind only water (1). Thus, considering its high consumption, research seeks for long years to evaluate various conditions of technological performance (2), durability (3), potential for application of new materials (4), and issues related to its sustainability (5) materials, such as concrete and mortars. Construction and demolition waste is one of the main sources of production of recycled aggregates worldwide, due to its high availability and compatibility (6), (7).
Currently, focusing on the preservation of the environment intensified the reuse of solid waste in construction requiring regulations that sustain and guide the procedures for proper disposal and reuse of waste. The reuse directly ensures the reduction of extraction of natural resources. It is estimated that civil construction consumes between 14% and 50% of the available natural resources on the planet (8).
Numerous studies have been developed to evaluate the use of recycled aggregates in construction. It is a consensus in the scientific community that the generation of construction and demolition waste is considered unsustainable activity, because it causes constant deterioration to the environment. Up to 48% of total municipal solid waste generated on a global scale is estimated (9). The growth of the construction industry has considerably increased the consumption of natural raw materials and the production of waste, intensifying problems derived from inadequate procedures, such as the uncontrolled disposal of this waste in large cities (10). In Brazil, for example, construction companies are responsible for 52% of the civil construction waste generated, while the rest is generated informally. In addition, because they are bulky and high density materials, the disposal of construction waste generates a great environmental impact, irreversible (11).
Construction and demolition waste (class A) have become increasingly one of the targets of the technical-scientific environment, using it as an aggregate for numerous uses in construction and other (12). The use of this waste becomes an important tool in combating environmental degradation, directly and indirectly, by reducing the consumption of inputs from civil construction from the process of crushing rocks, gravel and artificial sand. And, on the other hand, through recycling not only adds value to the final product but also reinserts a material would be disposed in landfills for many years.
Studies have found that materials produced with recycled aggregates meet the required standards and specifications. Although, in several cases, there is a decrease in mechanical strength from substitution above 30%, with exceptions (13). Research shows improvement in the mechanical properties of these materials with the use of recycled aggregate. It was observed an increase in the compressive strength of concrete blocks with recycled small aggregates when compared to the reference blocks (14). They justified these best results by the presence of non-hydrated cement particles in the recycled aggregate, which could contribute to a better connection between the cement paste and the aggregates, due to its greater porosity. Other studies observed the mechanical performance of concrete produced with recycled aggregates and obtained similar results (15).
On the other hand, the type of recycled aggregate affects the performance of materials differently. Thus, (16) highlighted an increase in impact resistance when recycled coarse aggregates were used in concrete blocks. They also pointed out that the incorporation of recycled fine aggregates from construction and demolition waste can increase the mechanical strength of concrete due to the particles of non-hydrated cement in the recycled material. Remembering that the loss of mechanical strength is a limiting factor for the use of recycled aggregates and is greater when the water/cement ratio is lower. Notwithstanding the above, some authors justified the increase of compressive strength in concretes with recycled fine aggregates due to the pozzolanic effect of fine particles.
The higher content of fines in recycled aggregates can improve the transition zone between the cementitious matrix and the aggregate, which contributes to greater concrete compaction. Second (17) fine particles provide better packaging. As the recycled aggregate has greater absorption promotes greater adhesion between the cement paste and the aggregate, through the absorption of the paste and the precipitation of the hydration crystals in the pores of the aggregate. The presence of old mortar particles adhered to the grains of the recycled aggregate is a relevant characteristic that affects the behavior of the concrete, this presence can correlate a higher water absorption, higher porosity and lower resistance of the recycled concrete (18).
The use of recycled aggregates in paving is the best accepted alternative in the technical environment (19). The simplest form of recycling is the application of the rubble in the form of running gravel, on bases, sub-bases and primary paving coatings. The use of construction and demolition waste in the base layers, sub-base and primary coating, have numerous advantages and have significantly lower construction cost than those produced with graded gravel or added to the soil (20).
Artificial rocks are innovative materials that are manufactured with a polymer resin and a high percentage of natural aggregates, which can be replaced to some extent by waste. The mechanical properties of artificial rock surpass natural stones, since the use of resin in their production results in a less porous material, with a lower water absorption rate and better mechanical strength, making them suitable for more demanding applications, as as floors and walls (21,22).
Artificial rock is highly attractive for domestic environments due to its variety and consistency of colors and resistance to scratches, chips and stains. The popularity of artificial rock has increased rapidly worldwide. When analyzing the Brazilian market for ornamental stones, ABIROCHA (23) shows that imports of artificial rocks are twice as large as imports of natural stones, according to Figure 1, pointing out their incipience and highlighting the relevance of research conducted in this area, for the development of new materials for the Brazilian market.
However, it is deficient studies that seek to use the waste of civil construction and demolition in the elaboration of artificial rocks for use as finishing: kitchen and bathroom countertops, stair cladding and others; replacing natural (ornamental) rocks and even several artificial rocks commercialized today. Due to this scenario, this research seeks this niche; replace, in the production of artificial rocks, the standard raw material (waste of ornamental stones) by construction and demolition waste; results compared to numerous studies already developed in the area of artificial rocks. The choice of a thermosetting orthophthalic polyester resin for the polymer matrix occurred due to the relation: cost benefit. The resins produced with orthophthalic anhydride, that is, the so-called orthophthalic, are applied in most cases due to their low cost, although they have limited thermal stability and chemical resistance (24). Thus, its low cost combined with the primary conditions of mechanical, physical and chemical resistance were initially perfect for research.
A guiding study on artificial rocks was conducted in Taiwan (25), where it was presented results of the production of artificial stone slabs using glass waste, stone fragments and vacuum vibratory compaction. This research elaborated artificial stone plates with unsaturated polymer resin, glass powder and fine granite aggregates. The tests showed the composition with 50% glass powder and 50% granite aggregates with better results: compression (148.8 MPa), water absorption (below 0.02%), density (2,.45) and bending (51.1 MPa). In Turkey in 2018, a survey produced and characterized a polymer matrix composite hybrid (26). O composite elaborated by this research made use of epoxy resin, fiberglass and granite residue that went through mixer in propeller with vacuum and were poured into silicone mold. The composition called F5505 with 40% resin, 55% granite and 5% fiberglass obtained the best results in terms of high theoretical density, hardness, flexural strength, bending modulus and impact strength. Malaysia 2020, another research characterized and evaluated dolomite and kaolin as charge in Poly art marble properties. Twelve types of composition were molded with different percentages of polyester resin, dolomite and kaolin. The best results pointed to 3 types of compositions: D60K15 (resin 25% + Dolomite 60% + Kaolin 15%) better water absorption (0.11%); D60K10 (resin 30% + Dolomite 60% + Kaolin 10%) better compression (105.43 MPa) and flexion (34.1 MPa); D70% (resin + Dolomite 70%) best result for hardness Barcol (27).
Among the negative impacts of the large amount of CDW generated is the rapid occupation of landfills for the accommodation of waste in the environment, being the illegal dumping often used worldwide, such as China, Malaysia, Hong Kong, Israel and Brazil. Big cities like Shenzhen (China) and Chennai (India) and parents like Sri Lanka, were seriously affected by disastrous events due to the inadequate disposal of construction waste (28). This shows that the environmentally adequate disposal of waste is a challenge that grows due to economic development, a problem that affects even developed countries in Europe, where the results of waste management plans, differ depending on the quality of their implementation (29). The amount of CDW is a significant portion of municipal solid waste, studies by several authors, including: (30) e (31) show that there are concerns worldwide relating to the CDW with public policies, whether by economic, social or environmental bias.
In Brazil, about 48 million tons of construction and demolition waste (CDW) were produced in 2021, according to the Solid Waste Panorama in Brazil, published by the Brazilian Association of Public Cleaning Companies and Special Waste (32), that means 38.4 million tons could be recycled or reused. This same study shows that between 10% and 30% of the construction materials purchased for the work are discarded. This means that 10% to 30% of the investment made in construction is wasted. It pays to acquire, transport, break, collect and remove.
According to information from the Brazilian Association for the Recycling of Civil Construction and Demolition Waste, it is estimated that in 2021 520kg of waste per inhabitant per day was produced, however, of about 290.5 tons of rubble generated daily in the country, only 21% are recycled (33).
The recycling of solid construction waste varies depending on the waste that will be treated. This research addresses the Solid Waste Recycling of Civil Construction and Construction and Demolition Waste, established by resolution CONAMA 307, Class A waste (reusable or recyclable waste such as building aggregates, demolition, repairs and renovations of buildings, ceramic components, bricks, blocks, tiles, mortar and concrete, paving and precast) (34).
The recycling of construction waste has advantages related to environmental, technological and economic spheres. Among the advantages, include the reuse of materials, reducing the use of non-renewable resources; the reduction of inadequate disposal; the processing of products; and savings in replacing the purchase of natural raw material.
Considering the high use of concrete worldwide, the demand for aggregates of different diameters extracted from natural rocks and/or river beds (sand and gravel), causes a number of environmental damage, waste from this production chain. Moreover, in the not-so-distant future, the scarcity of these natural resources is evident, which will certainly cause serious economic damage, especially to developing countries such as Brazil.
More than cost efficiency, recycling contributes to the industry’s environmental goals. The 2022 Global Status Report for Buildings and Construction, United Nations Environment Program (35), points out that carbon dioxide (CO2) emissions in the sector hit a record 10 billion tons in 2021, 5% higher than in the previous year. The International Energy Agency’s Global Status Report 2019 (36), indicates that construction “accounted for 36% of final energy use and 39% of energy and process-related carbon dioxide emissions in 2018”.
In addition, according to the UN (37), construction accounts for about 11% of global CO2 emissions from human activities. This includes emissions associated with the production of building materials, the construction and demolition of buildings, and the operation and maintenance of buildings throughout their service life.
In this context, in order to relieve the pressure on the environment caused by the construction industry and also by the ornamental stone mining industry, this research seeks new variables for the disposal of waste from construction having in the composition of artificial rocks the addition of this waste an odd possibility to be analyzed, in an unprecedented way; directly evidencing the concept of sustainable development (environmental and economic), replacing the concept of end-of-life of linear economy, by new circular flows of reuse, restoration and renewal, in a process integrated circular economy. This possibility seeks not only to reduce costs in the production of artificial rocks, but also to promote the use, on a large scale, and with great added value, of solid waste from one of the fastest growing sectors on the planet, construction, which has massively its final disposal in landfills.
2. Materials and Methods
2.1. Materials
The construction and demolition waste (CDW) proposed for this research was collected at the Inert Waste Processing and Crushing Plant, located at CODIN, owned by the City Hall of Campos dos Goytacazes (Rio de Janeiro / Brazil)under grant from Vital Engenharia S/A. The Arazyn 25108T-10 polyester resin (orthophthalic, transparent, pre-accelerated low viscosity) of the Redelease brand (Lot: 117346) and the Mekp Butanox-M50 catalyst (methyl peroxide ethyl ketone, medium reactivity, desensitized with dimethylphthalate), also of the brand Redelease (Lot: 151011) were obtained in the local trade.
2.1.1. Parameters for Characterization of Materials
The chemical characterization of CDW was performed by XRF (X-ray fluorescence) at the SENAI Institute of Ceramic Technology in the city of Criciúma - SC/ Brazil; through an X-ray fluorescence spectrometer - Model: ZSX PRIMUS II (RIGAKU). The determination of the chemical analysis by XRF followed the method B100-PR CR 098. XRF is a semi-quantitative chemical analysis that provides the percentages of the elements present in the material structure.
The characteristics of the functional groups of the polyester resin components were confirmed by FTIR (Fourier transform infrared spectroscopy) at UENF/CCT/LAMAV. The test, using a KBR tablet and resin (powder), was performed by an IR Prestige-21 SHIMADZU equipment.
2.1.2. Development Parameters
The granulometric reduction of RCD was obtained by the fine screening method according to ABNT NBR 7181 (38), according to Table 1, in order to obtain three granulometric bands: coarse, medium and fine particles.
The packaging aims to find a particle size profile of the sample in order to optimize the packaging of its particles and also determine the main grain size ranges ideal of the waste to work experimentally in the manufacture of artificial rock proposal.
Using the three particle size ranges (coarse, medium and fine), 10 particle mixtures with different compositions were proposed using the full cubic model ternary diagram, developed based on the Simplex-Lattice Design (SLD) numerical modeling systempresented in Figure 2, in which each point represents a mixture of a certain composition. The objective of these 10 mixtures was to obtain the one with maximum dry density, better packaging. The ternary diagram shown illustrates the simplex network of experimental numerical modeling for the 10 different mixtures. Each vertex of the triangle corresponds to 100%: coarse (G), medium (M) and fine (F) particles. The other points of the triangle show (in parentheses) the fractions corresponding to the mixtures. The density of each mixture was calculated according to the Brazilian standard (39).
Statistical treatments were performed on the results of the vibrada density test, using analysis of variance (ANOVA) of the completely randomized design (CRD) (p <0.05), to confirm the statistical significance of the data obtained. After validation of the statistical difference, the Tukey test (p <0.05) was applied to corroborate the mixture that obtained the best results, chosen to produce the artificial stone slabs. Factorial planning is applied in several scientific researches. Javorsky and others (40), used a complete factorial design in the study of adhesion of polyvinyl chloride (PVC) in stainless steel for automotive applications. Romli and others (41) used a complete factorial design with two levels for the cure time factor and three levels for the factors fiber volume, and compressive load, in a study that deals with a fiber reinforced epoxy composite.
Each mixture was packed in a steel container of 1,013.24 cm3 coupled to a weight of 10kg, under vibration of 60 Hz/ 10 minutes. Table 2 shows the vibration density of the 10 mixtures proposed in Figure 2.
Table 3 shows the result achieved by picnometry, of the 3 mixtures with higher dry apparent densities and consequently with better packaging: #4 (1/2 of coarse particles and 1/2 of medium particles); #5 (1/2 of coarse particles and 1/2 of fine particles) and #8 (4/6 of coarse particles and 1/6 of medium particles and 1/6 of fine particles).
2.2. Methods
To make the artificial stones, the volume of voids (VV) was initially calculated using equation 1, presented below:
Equation 1 – Volume of Voids (VV %)
Where the dry apparent density of the particles refers to the average packing density, and the residue density is the average packing density.
The minimum amount of resin (MAR) required to fill the volume of voids for the manufacture of artificial stones is presented by equation 2, shown below:
Equation 2 – Minimum amount of resin (MAR %)
Where ρ resin is the density of the resin and ρ residue is the density of the residue.
After the determination of VV and MAR, the value of 15% resin was received for the manufacture of the artificial stone plates of both packaging (4, 5 and 8) Table 4. The definition of this value takes directly into account the wettability in the residue/resin interaction process. Because in practice, there is loss of part of the resin in the transfer of the measuring vessel to the mixing system; as well as the choice of resin itself, polyester; where catalyzer is used in the proportion of only 1%, thus limiting the liquid part of the mixture.
2.2.1. Development Parameters of Artificial Rocks Slabs
The CDW, in the granulometries specified in Table 1, were dried in an oven at 100°C for 24 hours to remove the moisture; weighed in the appropriate proportions, reference to Table 2, and brought to the automatic cylindrical mixer with the polyester resin and the catalyst in the proportions 85% RCD and 15% resin, respectively. The mixture was placed in a metal mold, to make plates with dimensions of 100mm x 100mm x 10mm, connected to a vacuum system (600 mmHg), which was on a vibrating table for 2 minutes; this step favors the removal of air in the interstices of the grains that promote plasticity thus facilitating the wetting of the resin and better distribution of the particles (42). The mold, still under vacuum, for another 2 minutes, was positioned in a hydraulic press, where it was compressed (10 MPa) for 20 minutes under heating of 90°C, favoring the curing of the resin (43).
After finishing the compaction step, the plates were demolded, removed the burrs and placed in an oven at 100°C for 24 hours for subsequent cutting with diamond blade in the dimensions required by the standards for the proposed tests, Figure 3.
2.2.2. Physical Properties of the Plates (Packaging 4, 5 and 8)
Through the statistical treatment ANOVA and Tukey test, which consists of comparing all possible pairs of means and is based on the minimum significant difference, considering the percentiles of the group, where the variance and multiple comparison between means of experiments was analyzed, packaging (compositions) 4, 5 and 8 obtained the best results (more compacted mixtures). To perform the physical index tests, 10 specimens of 50mm x 50mm x 10mm were cut from the artificial stone plates of each packaging 4, 5 and 8. The bulk density, water absorption and apparent porosity were determined according to ABNT/NBR 15845-2 (44), as expressions shown in Figure 4.
2.2.3. Mechanical Property (Bending due to Three-Point Loading) of the Plates (Packaging 4, 5 and 8)
Seven specimens of each packaging (4, 5 and 8), with dimensions of 100mm x 25mm x 10mm were taken to the bending test by loading in three points according to ABNT/ NBR 15845-6 (45). The tests were performed in a universal test machine INSTRON 5582 at UENF/CCT/LAMAV, with press speed at 0.25mm/min, load cell of 100KN and distance of supports of 80mm. The bending test is one of the main mechanical tests to evaluate the mechanical properties of a material when subjected to an applied load that induces bending. This test plays a fundamental role in the analysis of the structural behavior of artificial rocks, allowing to understand their strength, stiffness and ability to withstand applied loads.
2.2.4. Mechanical Property (Bending by Three-Point Loading) of Polyester Resin
For comparative effect, a 3-point bending test was performed on the polyester resin used in this research. Eight specimens in dimensions 60mm x 12mm x 10mm were made and tested according to the American standard ASTM D790 (ASTM D790-15, 2016) In a INSTRON 5582 universal testing machine at UENF/CCT/LAMAV, with press speed at 2mm/min, 100KN load cell and 60mm support distance.
The composition 5 (1/2 coarse particles and 1/2 fine particles) showed better compaction and mechanical strength, directing this composition, which is renamed to RCD-5, for more detailed studies in the research.
2.2.5. Characterization of Artificial Rock RCD-5
The fracture surface of the CDW-5 that was submitted to the bending test was taken to the SEM (scanning electron microscope) for microstructural analysis. The test was performed UENF/CCT/LAMAV in a Super Scan SSX-550 of SHIMADZU, 15 kV of secondary electrons. Microstructural analysis is important to determine the quality of the anchorage between the CDW particles and the polyester resin, as well as the amount of presence of voids. For comparison, the fracture of compositions 4 and 8 were also analyzed micro structurally. The CDW powder, in the granulometries discriminated in Table 1, was also taken to the SEM for analysis of its morphology.
The test to determine the uniaxial compressive strength was performed with 08 specimens in dimensions 25mm x 25mm x 25mm, according to ABNT/ NBR 15845-5 (46) at UENF/CCT/LAMAV in a INSTRON 5582 universal test machine, with press speed at 0.25mm/min and 100KN load cell.
The resistance to chemical attack was performed according to ABNT/NBR 16596 (47). The test was directed to 10 specimens with dimensions 50mm x 50mm x 10mm. The specimens were exposed to 05 reagents for 24h and by other 04 reagents for 96h and a specimen for 96h in contact with distilled water in the laboratory of artificial rocks of UENF/ CCT/ LAMAV.
The thermal analysis was determined by Dilatometry in UENF/CCT/LAMAV. The dimensional variations of a specimen with dimensions of 7mm x 7mm x 10mm, under heating conditions, were evaluated in the Dilatometry test according to ABNT NBR 15845-3 (48); The test was performed on the Netzsch DIL402PC equipment under heating rate of 10°C/min and temperature range of 30-1.000°C.
As a final presentation, three plates were prepared to receive sanding, waterproofing and polishing as a final finish, to better portray the idealization of artificial stone, with composition of RCD and resin, as a product of fine workmanship. The plates were produced in natural form, with black pigmentation and white pigmentation.
3. Results and Discussion
3.1. CDW Chemical Characterization (XRF – X-Ray Fluorescence)
Table 5 shows, in percentage, the chemical composition performed by XRF of the CDW. The base of the composition, with 77.63% is related to the presence of oxides: Al2O3, CaO and SiO2; situation already expected, in view of being a residue with high concentrations of concreting and asphalting.
The basis of the composition of CDW is similar to the basis of the chemical composition of clinker (Table 6), which in turn is the basis of the composition of cement (49)
Another portion of the RDC composition, with 10.54% is related to the presence of Fe2O3, SO3, Na2O, K2O and MgO.
3.2. Characterization of Functional Groups - Resin (Fourier Transform Infrared Spectroscopy)
The Fourier transform infrared spectrum, presented in Figure 5, presents the characteristic bands of the functional groups present in the polymer, which are listed in Table 7.
The band at 744 cm-1 in the FTIR spectrum is related to ortho substituted benzene, due to the presence of phthalic anhydride in the resin, in order to regulate the amount of crosslinking. The double bond favors the formation of cross-linking, leaving the material with greater mechanical strength.
3.3. Physical Indexes and Flexural Resistance by 3-Point Loading
3.4. Flexural Resistance Due to 3-Point Loading (CDW-5 and Resin)
Table 9 presents the maximum flexural strengths due to 3-point loading of CDW-5 artificial stone and polyester resin.
Figure 7 shows the stress X strain curves obtained by the 3-point load bending strength test of the RCD-5 artificial stone and the polyester resin. The mechanical strength, or stress in which the material breaks, is the most important property of structural materials (50).
The hydration reaction of RCD in the presence of resin, consequently seeks the formation of hydrated calcium silicates and calcium hydroxide. In the presence of calcium sulfate, a substance called etringite is formed, which is a mixed oxide of calcium, aluminum and hydrated iron commonly associated with sulfate ions; present in the characterization of CDW by XRF. This substance is important because it forms chemical bonds with the other substances, making it harden (51).
When confronting the result (34.74 MPa +2.55) found in the resistance to bending by loading in 3 points of artificial stone RCD-5 with other results, similar artificial stones, found in the literature, Lee et al (25) 27.9-52.7 MPa; Ribeiro et al (52) 21.5 MPa; Hamizah et al (27) 34.1 MPa; Peixoto et al (53) 25.4 MPa; We concluded the standardization of the good performance of CDW-5 elaborated with 85% of RCD and 15% of polyester resin.
The standard ABNT/NBR 15845-6 (45) stipulates that the minimum flexural strength in a 3-point bending test should be 10 MPa for stones used in flooring, while ASTM C503 (54) has a value of 7 MPa, but according to Chiodi Filho and Rodriguez (55), ornamental stones used as coatings in construction, with flexural strength above 20 MPa, are classified as high strength materials. The RCD-5 presented a flexural result above this value (347.40 Kg/cm2), and can be classified as an artificial stone of high resistance, allowing its use in worktops and countertops.
3.5. Uniaxial Compression Strength
Figure 8 shows the maximum uniaxial compressive strength of CDW-5.
When comparing the result (111.96 MPa +5.24) found in the uniaxial compressive strength of artificial stone CDW-5 with other results of similar artificial stones found in the literature Lee et al (25) 78.70-151.30 MPa; Ribeiro et al (52) 77.9 MPa; Hamizah et al (27) 105,43 MPa; Agrizzi et al (56) 100.70 MPa; the same standardization already found in the flexural strength also found for the compressive strength, confirming the good performance of CDW-5.
Again, Chiodi Filho and Rodriguez (55), indicate that ornamental stones used as coatings in construction, with uniaxial compressive strength between 700 and 1,300 kg/cm2, are classified as medium strength materials. The CDW-5 showed results to uniaxial compression of 1,119.60 kg/cm² proving its potential for use in construction.
3.6. Scanning Electron Microscopy (SEM) Analysis
Figure 9, Figure 10 and Figure 11 show the micrographs of the CDW particle sizes (fine, medium and coarse) present in this research obtained by SEM.
In both micrographs it is possible to point out the morphology of the grains with rough surfaces, irregular shapes and protuberances on the contours. The shape of the grains, the surface roughness and the protrusions are responsible for the highest values of mechanical resistance, considering that these characteristics favor not only better internal locking, as well as better adhesion between the resin and the grains.
Figure 12 shows how the morphology of the grains of the RCD (thick) are shaped like a puzzle, forming a natural compaction as soon as the voids are filled, later, by fine grain size.
The morphology of the particles can change the packaging condition. The less spherical the particle, the lower the packing density of a distribution that contains it, because the friction between the particles from the contact of their irregular surfaces is verified. The smaller the size of the irregular particles, the greater this effect, due to the greater specific surface area (57).
Figure 13 presents the micrographs, obtained by SEM, of the fracture surfaces of the specimens (compositions 4, 5 and 8) from the flexion test.
The progression of packaging following micrographs is latent. Composition 8 presents cracks along the anchorage between the lattices, the interaction with the resin leaves empty “spaces” along the fracture. Composition 4 has an improved behavior as a function of position 8, its cracks are smaller and the interaction residue/ resin has a better adhesion, this translates into a more positive result compared to composition 8. But composition 5, even though scoring some micro flaws in the surface analyzed, it has infinitely a better anchoring of the lattice to the polymer matrix. The coating of the resin is more efficient with the granulometry proposed for this composition, translating into better results of density and mechanical strength. The quality of the interfacial interaction is directly related to the improvement of the mechanical strength of a composite. This is due to the fact that good interfacial wettability means higher adhesive strength (58).
3.7. Resistance to Chemical Attack
The reagents used in this test simulate the chemical composition of some substances present in food and cleaning products in general.
Observing the results presented in Figure 14, we can observe chromatic changes in several specimens that had exposure for 24h, as well as, for 96h; except the specimens 01 (ammonium chloride); 02 (sodium hypochlorite) and 10 (distilled water).
These chromatic modifications can be justified due to the composition of orthophthalic polyester resin, as they are used as modifiers acid, phthalic or its anhydride, so their chemical properties are inferior to the others, due to the difficulty of obtaining high molecular weight polymers (short molecular chains - Figure 15 Phthalic anhydride has a strong tendency to regenerate from phthalic acid esters (reversible reaction), fact that increases the presence of low molecular weight species, highly sensitive to chemical attack (59).
Table 10 presents the results of visual inspection of the effects of chemical attack by reagent, requirements present in the NBR that guides the test, the absence of dissolution and mineral detachment is noted.
A punctual observation is necessary to the effect of chemical attack on the specimen n. 4 that was exposed for 24 hours to lactic acid, because in addition to the chromatic modification a layer of irregular whitish colour was formed by the liquid part that possibly leaked from the container onto the specimen during the test period, the presence of this irregular form probably occurred by the oxidation reaction of the primary carbon present in the reagent (60). There was no mineral detachment, as can be observed in Figure 16.
3.8. Thermal Analysis by Dilatometry
The dilatometric analysis measures the dimensional changes (contraction and expansion) that a material undergoes, as a function of temperature, when subjected to a controlled program of temperature in controlled atmosphere. In the development of artificial stone, thermal transformations occur in the curing phase due to the matrix/residue polymerization reaction (61). Figure 17 shows the dilatometric curve of the artificial stone CDW-5.
We can observe the structural behavior in heated environment in the temperature range of 0-350 and C. In the range of 0-200 and C the materials are adapting to the heated environment, expanding the pores and causing the structure to lose moisture. The first peak happens at 207 C where up to 322 C temperature (second peak) the material has its moment of retraction. From the second peak the material begins to decompose slowly, with weight loss, mostly of the resin, as reported in other research (62). Chiodi Filho and Rodriguez (55), indicate that the ornamental stones used as coatings in civil construction, with coefficient of thermal expansion between 8-10 are considered of medium standard, where the CDW-5 presented 8.33.
3.9. Final Product (Prototype)
Figure 18 presents the plates that received final finishing (sanding, waterproofing, polishing and pigmentation) to better represent the proposal of artificial rock produced with CDW and polyester resin, for use in kitchen countertops, leisure areas and bathrooms, as well as as flooring on stairs, for example.
3.10. Applicability
As a final note, through the website of the Brazilian Association of the Ornamental Rocks Industry (ABIROCHAS, 2024), we can through the section “Guides to Specification and Application of Ornamental Rocks and Coating”as a function of the results of the physical and mechanical index tests (bending 3 points and compression) determine the applications of RCD-5, as presented in Table 11 and Table 12.
3.11. Comparative
Table 13 presents comparative data between the results of bulk density, water absorption, flexural and compressive strength of CDW-5 and artificial rocks produced in several studies.
4. Conclusions
Through this research was developed, an artificial finishing rock called CDW-5, with construction and demolition waste and orthophthalic polyester resin, in the proportion 85% and 15%, respectively, through the vibro system, compression and vacuum. After the results presented we can draw the following conclusions:
- ▪
- The waste of construction and demolition being a heterogeneous waste, due to the diversity of existing material in its collection, the base must be of concrete and asphalting residue, so that the chemical composition parameters are met, minimally in order to achieve the expected results;
- ▪
- The composition of the CDW-5 presented itself as a light material with density of 2.256 g/cm³; this makes its transportation and the industrial park for its production with decreased cost. Porosity (1.55%) and water absorption (0.69%) classify CDW-5 as medium quality coating material for wet environments, referring to the need for an efficient waterproofing and polishing process for use in these environments.
- ▪
- The mechanical tests showed results above several other researches in the area. The bending strength of 34.74 MPa +2.55 classifies CDW-5 as a very high quality material due to its strength exceeding >20 MPa; and the compressive strength of 111.96 MPa +5.24 classifies CDW-5 as medium quality material. SEM micrographs of composition 5 support good matrix/charge adhesion;
- ▪
- The analysis of the alterability test, through chemical attack, shows that RDC-5 is vulnerable if there is no efficient process of waterproofing and polishing so that the material is used in everyday life, especially in wet environment. Another point that is necessary concerns the use, in this research, of an orthophthalic polyester resin, which due to its composition in short molecular chains has chemical properties inferior to other resins, facilitating chemical attack, for example. The choice for this resin was given by the cost X benefit, being the resin the material of greater cost in the processing of artificial rocks, but other resins, mainly with better properties to combat chemical agents and thermal requirements are welcome for future research;
- ▪
- In a general context, the RCD has enormous potential as raw material for the production of artificial rocks because it directly meets the concept of sustainable development (environmental and economic), reintroducing in the production chain a waste, widely produced on the planet, which has massively its final disposal in landfills; replacing the end-of-life concept of the linear economy with new circular flows of reuse, restoration and renewal in an integrated circular economy process; quality of the final product with properties similar to the artificial rocks already commercialized.
References
- Varshney, H.; Khan, R.A.; Khan, I.K. Sustainable use of different wastewater in concrete construction: A review. Journal of Building Engineering 2021, 41, 102411. [Google Scholar] [CrossRef]
- Galetakis, M.; Soultana, A. An analysis on the use of fine by-products from the quarry and ornamental stone industry in the construction sector. Constr Build Mater. 2016, 102, 769–781. [Google Scholar] [CrossRef]
- Salman Rais, M.; Ahmad Khan, R. Effect of the biomineralization technique on the strength and durability characteristics of recycled aggregate concrete. Constr Build Mater. 2021, 290, 123280. [Google Scholar] [CrossRef]
- Hamada, H.M.; Thomas, B.S.; Yahaya, F.M.; Muthusamy, K.; Yang, J.; Abdalla, J.A.; et al. Sustainable use of palm oil ash as supplementary cementitious material: A comprehensive review. Civil Engineering Journal 2021, 40, 102286. [Google Scholar] [CrossRef]
- Miranda de Souza, A.; Soares de Lima, G.E.; Nalon, G.H.; Salgado Lopes, M.M.; Luís de Oliveira Júnior, A.; Rodrigues Lopes, G.J.; et al. Application of desirability function for the development of new composite ecoefficiency indicators for concrete. Brazilian Journal of Civil Engineering. August 1, 2021, 40, 102374. [Google Scholar]
- LS Ferreira R, A. S. Anjos M, Maia C, Pinto L, R. G. de Azevedo A, de Brito J. Long-term analysis of the physical properties of mixed recycled aggregate and its effect on the properties of mortars. Constr Build Mater. March 8, 2021.
- Mendes, B.C.; Pedroti, L.G.; Fontes, M.P.F.; Ribeiro, J.C.L.; Vieira, C.M.F.; Pacheco, A.A.; et al. Technical and environmental evaluation of the incorporation of iron ore tailings in construction clay bricks. Constr Build Mater. 2019, 227, 116669. [Google Scholar] [CrossRef]
- Lamônica CH, Azambuja MDA, RAG Battalion. Construction Solid Waste Management: a bibliometric study based on Scopus and Web of Science (2009–2019). National Journal of City Management. 2019, 7.
- Xia, B.; Ding, T.; Xiao, J. Life cycle assessment of concrete structures with reuse and recycling strategies: A new framework and case study. Waste Management. 2020, 105, 268–278. [Google Scholar] [CrossRef] [PubMed]
- Ossa, A.; García, J.L.; Botero, E. Use of recycled construction and demolition waste aggregates (CDW): A sustainable alternative for the pavement construction industry. J Clean Prod. 2016, 135, 379–386. [Google Scholar] [CrossRef]
- Valente, D.; Antonio, S.; Cabral, E.B.; Bezerra Cabral, A.E. Technical Analysis of Construction Waste Recycling on a Construction Site. [Internet]. June 3, 2020 [cited May 3, 2023];20(3):363. Available at: http://www.scielo.br/j/a/WvypM8JqHNXRBDSVJd5dS/?lang=pt.
- Valle FRS, Gonçalves PC, Ranieri MGA, Melo M de LNM, Santos VC dos. Use of Recycled Aggregates from civil Construction in self-compacting Mortar. IBRACON Journal of Structures and Materials. 2022;15(1).
- Rodrigues, F.; Carvalho, M.T.; Evangelista, L.; De Brito, J. Physical-Chemical and mineralogical characterization of fine Aggregates from Construction and demolition Waste Recycling Plants. J Clean Prod. August 1, 2013, 52, 438–445. [Google Scholar] [CrossRef]
- Constructed, A.; Alegre, P. Durability of concrete with recycled aggregates: an application of hierarchical analysis Durability of Recycled Aggregate Concrete: an Analytical Hierarchy process application. 2015, 12, 125–134.
- Gomes, P.C.C.; de Alencar, T.F.F.; da Silva, N.V.; de MMoraes, K.A.; Angulo, S.C. Obtaining light concrete using recycled aggregates. Built Environment. 2015, 15, 31–46. [Google Scholar]
- Frotté, C.; Di Nubila, C.S.A.; Nagalli, A.; Mazer, W.; Macioski, G.; de Oliveira, L.O.S. Study of the physical and mechanical properties of concrete with partial replacement of natural aggregate by recycled aggregate from RCD. (New York). 2017, 22.
- Rodrigues, F.; Valle, S.; Gonçalves, P.C.; Maria Ranieri, G.A.; De, M.; et al. Use of Recycled Aggregates from civil Construction in self-compacting Mortar. IBRACON Journal of Structures and Materials [Internet]. 28 July 2021, 15, e15107. Available in: http://www.scielo.br/j/riem/a/jH5KgrrCrRDsjw3GH9mpkkj/–lang=en. [Google Scholar]
- Ferreira RLS, Anjos MAS, Pereira JES, Fonseca NJM, Nóbrega AKC. Evaluation of the physical, chemical and mineralogical properties of the fine fraction (<150 µm) of the recycled aggregate of RCD. Ceramics. 2019, 65, 139–146. [Google Scholar]
- CARNEIROAP Recycling of rubble for the production of construction materials. EDUFBA. 2001; 1st Edition (Salvador).
- FAGURY SC, GFM. Construction and demolition waste management (CDW) - general aspects of public management. Exact. 2007;volume 5 (São Paulo).
- Nunes Sales Barreto G, Pessanha Menezes Gomes ML, Santos Carvalho EA, Colorado Lopera HA, Neves Monteiro S, Fontes Vieira CM. Flexible artificial Stone developed with Waste tire and Waste Glass agglomerated by a biopolymeric Resin. Journal of Materials Research and Technology. 2023, 25, 7417–7429. [Google Scholar] [CrossRef]
- Lee, G.W.; Lee, N.J.; Jang, J.; Lee, K.J.; Nam, J.D. Effects of surface modification on resin transfer molding (RTM) of unsaturated fiberglass/polyester composites. Compos Sci Technol. 2002, 62, 9–16. [Google Scholar] [CrossRef]
- ABIROCHAS Brazilian Association of the Ornamental Rocks Industry [Internet]. 2024 [cited 6 October 2022]. Available in: https://abirochas.com.br/.
- Cheremisinoff, N.P. Processing of Unsaturated Polyesters. Advanced Polymer Processing Operations. 1998, 1–38. [Google Scholar]
- Lee, M.Y.; Ko, C.H.; Chang, F.C.; Lo, S.L.; Lin, J.D.; Shan, M.Y.; et al. Production of artificial stone slab using glass waste, stone fragments and vacuum vibrating compaction. [Internet]. 2008, 30, 583–587 Available in: https://wwwresearchgatenet/publication/2226786_Artificial_stone_slab_production_using_waste_glass_stone_fragments_and_vum_vibrator_compaction. [Google Scholar]
- Gökhan, Açıkbaş, Özcan, Selçuk, Çalış Açıkbaş, Nurcan. Production and characterization of a hybrid polymer matrix composite. Polym Compos [Internet]. 2018, 39, 4080–4093 Available at: https//onlinelibrarywileycom/doi/101002/pc24471. [Google Scholar] [CrossRef]
- Hamizah, A.S.; Rashita, A.R.; Malek, S. Characterization and evaluation of dolomite and kaolin as filling in the properties of poly marble art. Proc. 2020, 29, 173–178. [Google Scholar]
- Duan, Z.H.; Poon, C.S. Properties of recycled aggregate concrete made with recycled aggregates with different amounts of old mortars adhered. Mater Des. 2014, 58, 19–29. [Google Scholar] [CrossRef]
- Bakchan, A.; Faust, K.M.; Leite, F. Quantification and automated construction waste management in seven dimensions: Integration with project and site planning. Resour Conserv Recycl. 2019, 146, 462–474. [Google Scholar] [CrossRef]
- Esa, M.R.; Halog, A.; Rigamonti, L. Strategies to minimise construction and demolition waste in Malaysia. Resour Conserv Recycl. 2017, 120, 219–229. [Google Scholar] [CrossRef]
- War, B.C.; Bakchan, A.; Milk, F.; Faust, K.M. Automated construction waste estimation algorithms based on BIM: The case of concrete and drywall waste streams. Waste Management. 2019, 87, 825–832. [Google Scholar]
- ABREMA Brazilian Association of Waste and Environment [Internet]. 2024 [cited March 1, 2024]. Available at: https://www.abrema.org.br/.
- ABRECON Brazilian Association for Construction and Demolition Waste Recycling - Abrecon [Internet]. 2023 [cited 7 April 2023]. Available at: https://abrecon.org.br/.
- CONAMA, N. 307. http://conama.mma.gov.br/. 2023. Establishes guidelines, criteria and procedures for the management of construction waste.
- UNEP.ORG. 2023 Global Status Report for Buildings and Construction: Beyond Foundations - Mainstreaming Sustainable Solutions to cut Emissions from the Buildings sector [Internet]. United Nations Environment Programme; 2024. Available in: https://wedocs.unep.org/20.500.11822/45095.
- IEAORG International Energy Agency [Internet]. 2024 [cited 2 March 2024]. Available at: https://www.iea.org/.
- UNORG United Nations Organization [Internet]. 2024 [cited 1 April 2024]. Available at: https://www.un.org/.
- ABNT NBR 7181. ABNT NBR 7181. 2016 [cited 13 October 2023]. Brazilian Association of Technical Standards - ABNT NBR 7181: Soil - Granulometric Analysis. Available in: https://www.abntcatalogo.com.br/.
- ABNT NBR MB 3388. ABNT. NBR MB 3388. 1991 [cited 13 October 2023]. Brazilian Association of Technical Standards - ABNT NBR MB 3388: Soil - Determination of the Minimum Index of Voids of Non Cohesive Soils - Test Method. Available in: https://www.abntcatalogo.com.br/.
- Javorsky, J.; Franchetti, M.; Zhang, H. Determining the optimal binding parameters of polyvinyl chloride to stainless steel in automotive applications with the use of the complete factorial design of the experiment. CIRP J Manuf Sci Technol. 2014, 7, 151–158. [Google Scholar] [CrossRef]
- Romli, F.I.; Alias, A.N.; Rafie, A.S.M.; Majid, D.L.A.A. Factorial study on the tensile strength of a coconut fiber reinforced epoxy composite. AASRI Procedia. 2012, 3, 242–247. [Google Scholar] [CrossRef]
- Rodriguez, R.J.S.; Vieira, C.M.F.; de Carvalho, E.A.; Candido, V.S.; Monteiro, S.N. Production of Synthetic Ornamental Marble as Composite of Waste Marble Added Polyester. Materials Science Forum. 2014, 75–776, 341–345. [Google Scholar]
- Carvalho, E.A.S.; Marques, V.R.; Rodrigues, R.J.S.; Ribeiro, C.E.G.; Monteiro, S.N.; Vieira, C.M.F. Development of epoxy matrix artificial stone incorporated with sintering residues of the steel industry. Materials research. 2015, 18 (Suppl 2), 235–239. [Google Scholar] [CrossRef]
- ABNT NBR15845-2. ABNT NBR15845-2. 2015 [cited 13 October 2023]. Brazilian Association of Technical Standards - ABNT NBR15845-2: Stones for Coating. Part 2: Determination of Bulk Density, Apparent Porosity and Water Absorption. Available at: https://www.abntcatalogo.com.br/.
- ABNT NBR15845-6. ABNT NBR15845-6. 2015 [cited 13 October 2023]. Brazilian Association of Technical Standards -ABNT NBR15845-6: Stones for Coating. Part 6: Determination of the Rupture Module (three-point bending). Available in: https://www.abntcatalogo.com.br/.
- ABNT NBR 15845-5. ABNT NBR 15845-5. 2015 [cited 13 October 2023]. Brazilian Association of Technical Standards - ABNT NBR 15845-5: Rocks for coating Part 5: Determination of uniaxial compressive strength. Available in: https://www.abntcatalogo.com.br/.
- ABNT NBR 16596. ABNT NBR 16596. 2017 [cited 13 October 2023]. Brazilian Association of Technical Standards - ABNT NBR 16596 - Rocks for coating - Resistance to chemical attack - Test method. Available in: https://www.abntcatalogo.com.br/.
- ABNT NBR 15845-3. ABNT NBR 15845-3. 2015 [cited 13 October 2023]. Brazilian Association of Technical Standards - ABNT NBR 15845-3: Rocks for coating Part 3: Determination of the coefficient of linear thermal expansion. Available in: https://www.abntcatalogo.com.br/.
- de Castro, V.G. Portland Cement. In: Wood-cement composites: a sustainable product for the Future [Internet]. Ed UFERSA; 2021. p. 13–21. Available in: https://books.scielo.org/id/8skrw/pdf/castro-9786587108612-02.pdf.
- Barreto, G.N.S.; Carvalho, E.A.S.; de Souza V da, S.; Gomes, M.L.P.M.; de Azevedo, A.R.G.; Monteiro, S.N.; et al. Engineering Stone Produced with Waste Glass Packaging, Quartz Powder and Epoxy Resin. Sustainability (Switzerland). 2022, 14. [Google Scholar]
- Panzera, T.H.; AL, R. Sabariz, K. Strecker, P. H. R. Borges, D. C. L. Vasconcelos, W. L. Wasconcelos. Mechanical properties of composite materials based on Portland cement and epoxy resin. Ceramics. 2010, 56, 77–82. [Google Scholar] [CrossRef]
- Ribeiro, C.E.G.; Rodriguez, R.J.S.; Vieira, C.M.F. Production of Ornamental Composite Marble with Waste Marble and Unsaturated Polyester. Annual Meeting of TMS [Internet]. 2014 [cited 5 May 2023];129–36. Available in: https://onlinelibrary.wiley.com/doi/full/10.1002/9781118889664.ch16.
- Peixoto J, Carvalho EAS, Gomes MLPM, da Silva Guimarães R, Monteiro SN, de Azevedo ARG, et al. Incorporation of Industrial Glass in Polymer Resin for Development of Artificial Stones for Civil Construction. Arab J Sci Eng. 2022, 4313–4322. [Google Scholar]
- ASTMC503/C503M Standard specification for dimension marble stone. 2015.
- Chiodi Filho, Rodriguez. GUIDE TO THE APPLICATION OF ROCKS IN COATINGS [Internet]. São Paulo; 2009. Available at: www.abirochas.com.br.
- Agrizzi CP, Carvalho EAS, Gadioli MCB, Barreto GNS, de Azevedo ARG, Monteiro SN, et al. Comparison between Synthetic and Biodegradable Polymer Matrices on the Development of Quartzite Waste-Based Artificial Stone. Sustainability 2022, 14, 6388. Available in: https://www.mdpi.com/2071–1050/14/11/6388/htm. [Google Scholar] [CrossRef]
- Castro AL from, Pandolfelli VC. Review: concepts of particle dispersion and packaging for the production of special concrete applied in construction. Ceramics. 2009, 55, 18–32. [Google Scholar]
- Debnath, S.; Ranade, R.; Wunder, S.L.; McCool, J.; Boberick, K.; Baran, G. Interface effects on Mechanical properties of Particle-Reinforced Composites. Dental Materials. 2004, 20, 677–686. [Google Scholar] [CrossRef] [PubMed]
- SILAEXCOMBR Unsaturated Polyester [Internet]. 2023 [cited 4 November 2023]. Available at: http://www.silaex.com.br.
- 60. Amaral TD do, Taveira SF, Souza TP de, Noriega CL. Comparative methodologies of lactic acid production from sugarcane molasses and its application as biopolymer (PLA). Multidisciplinary Scientific Journal Núcleo do Conhecimento.
- Carvalho, E.A.S.; de Souza V da, S.; Barreto, G.N.S.; Monteiro, S.N.; Rodriguez, R.J.S.; Vieira, C.M.F. Incorporation of porcelain powder and mineral residues in epoxy matrix for purchase of artificial stone. In 2021. p. 435–43.
- Silva, F.S.; Ribeiro, C.E.G.; Rodriguez, R.J.S. Physical and Mechanical Characterization of Artificial Stones with Calcite Residues in Marble and Epoxy Resin. Materials Research 2017, 21. [Google Scholar]
Figure 1.
Demonstration of the evolution of imports of rocks (period 2011 to 2023).
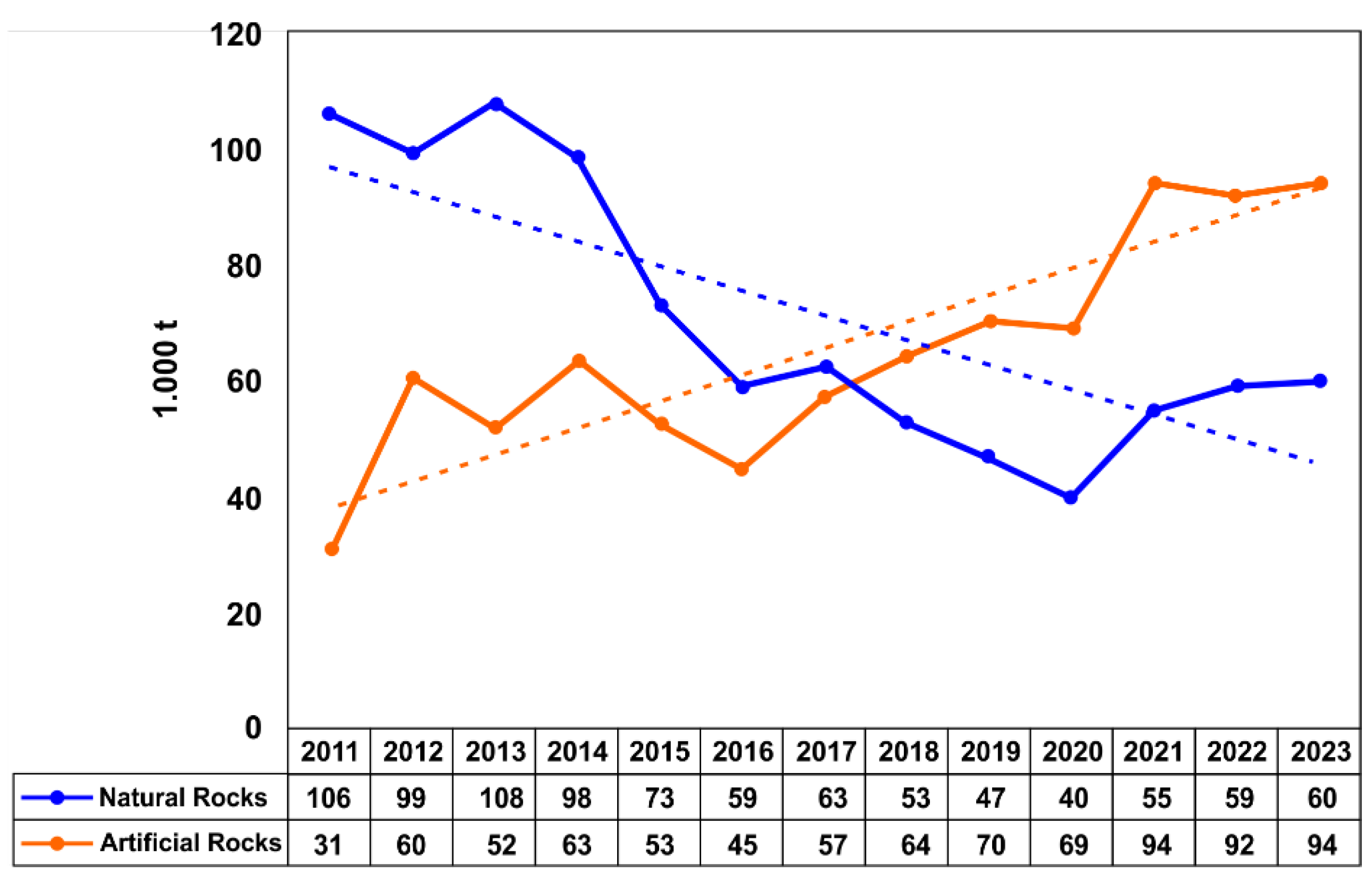
Figure 2.
Ternary diagram of the simplex centroid model.
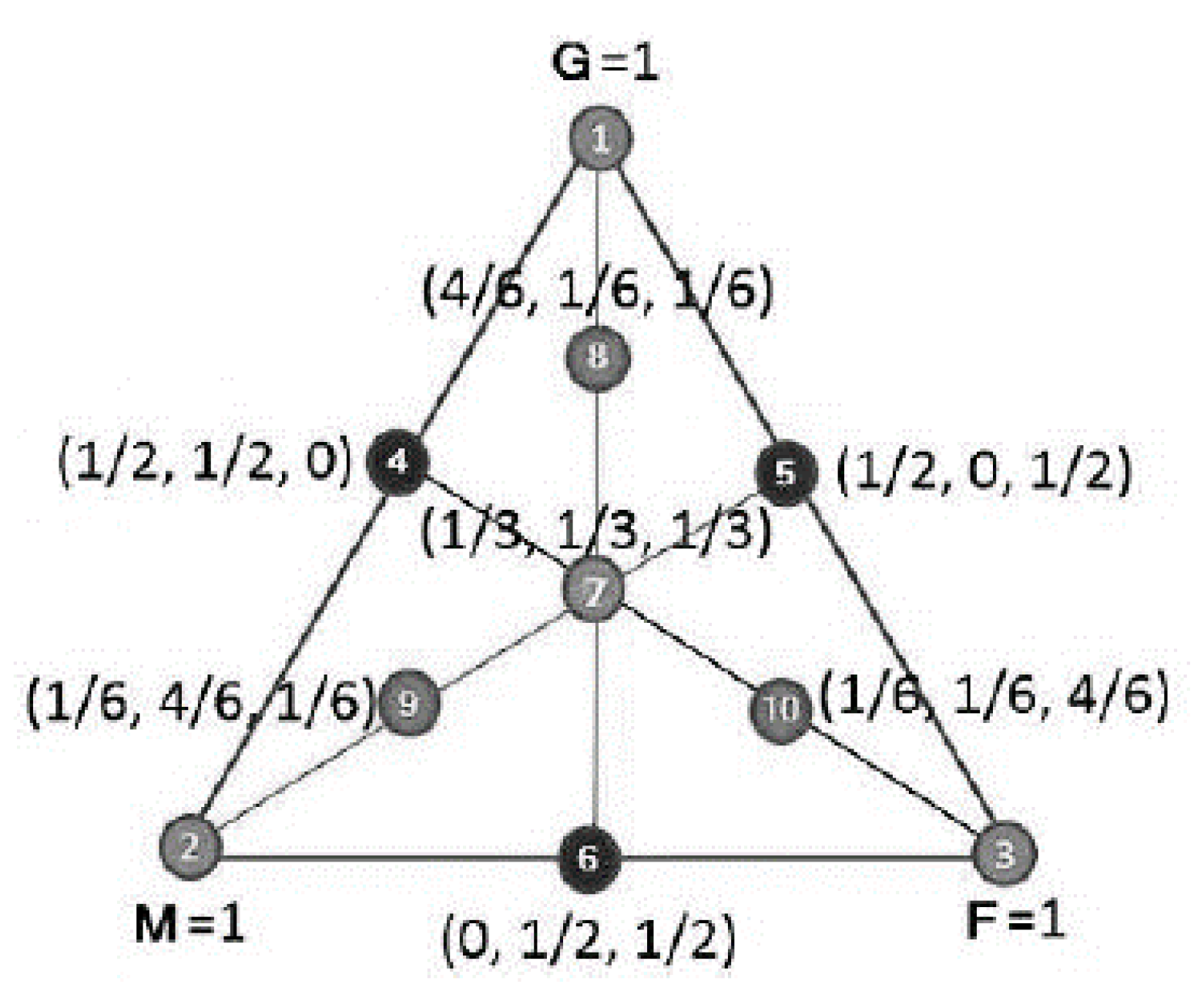
Figure 3.
Stages of manufacturing artificial stone slabs: (1) mixer; (2) vacuum molding in the mixer; (3) vacuum molding on the shaker; (4) vacuum compaction molding.
Figure 3.
Stages of manufacturing artificial stone slabs: (1) mixer; (2) vacuum molding in the mixer; (3) vacuum molding on the shaker; (4) vacuum compaction molding.

Figure 4.
Expressions for determination: apparent density, water absorption and apparent porosity.

Figure 5.
Fourier Transform Infrared Spectrum (Polyester Resin).
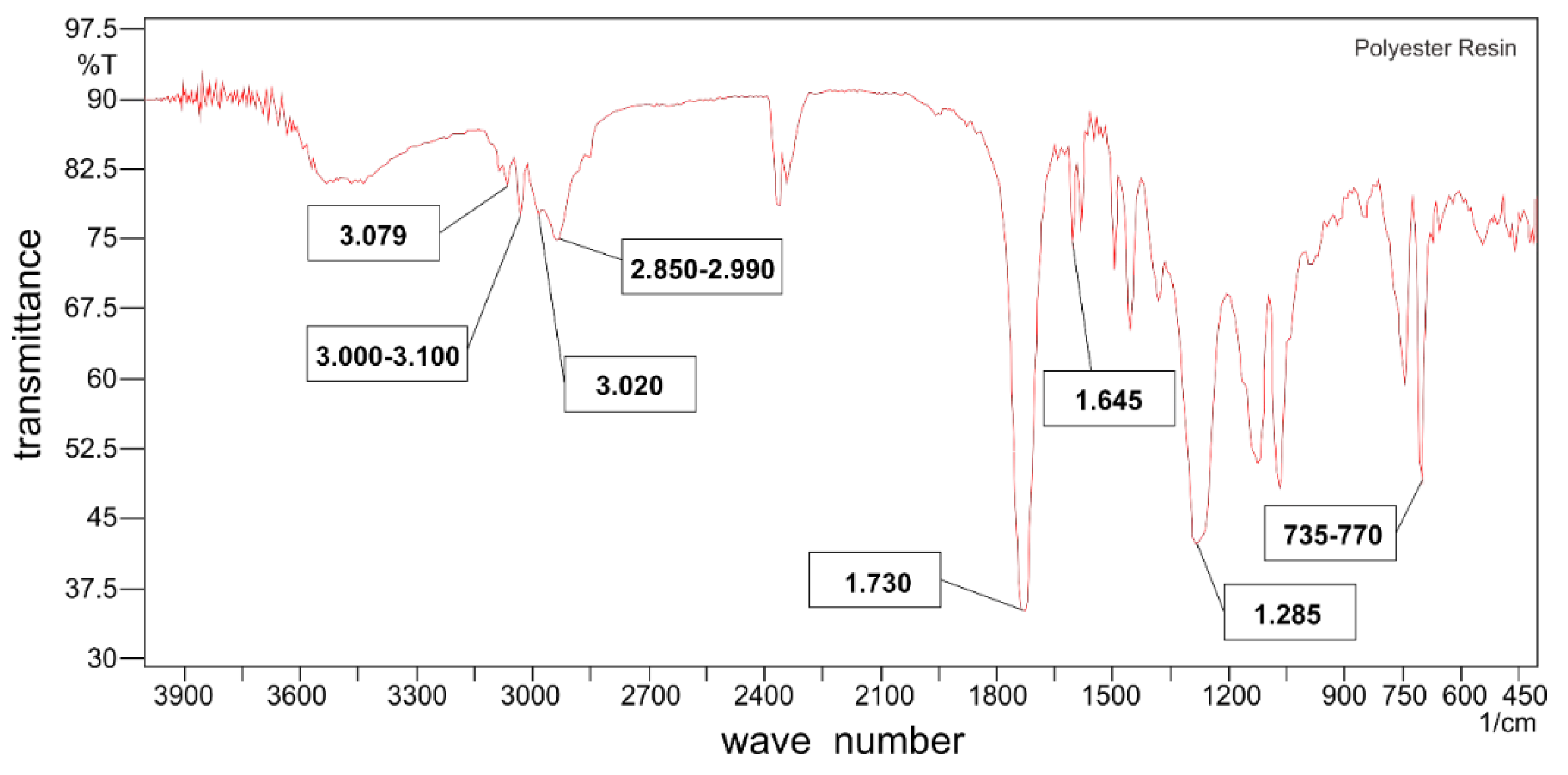
Figure 6.
Diagram (Bending Rupture Stress X Bending Deformation) Compositions 4, 5 and 8.
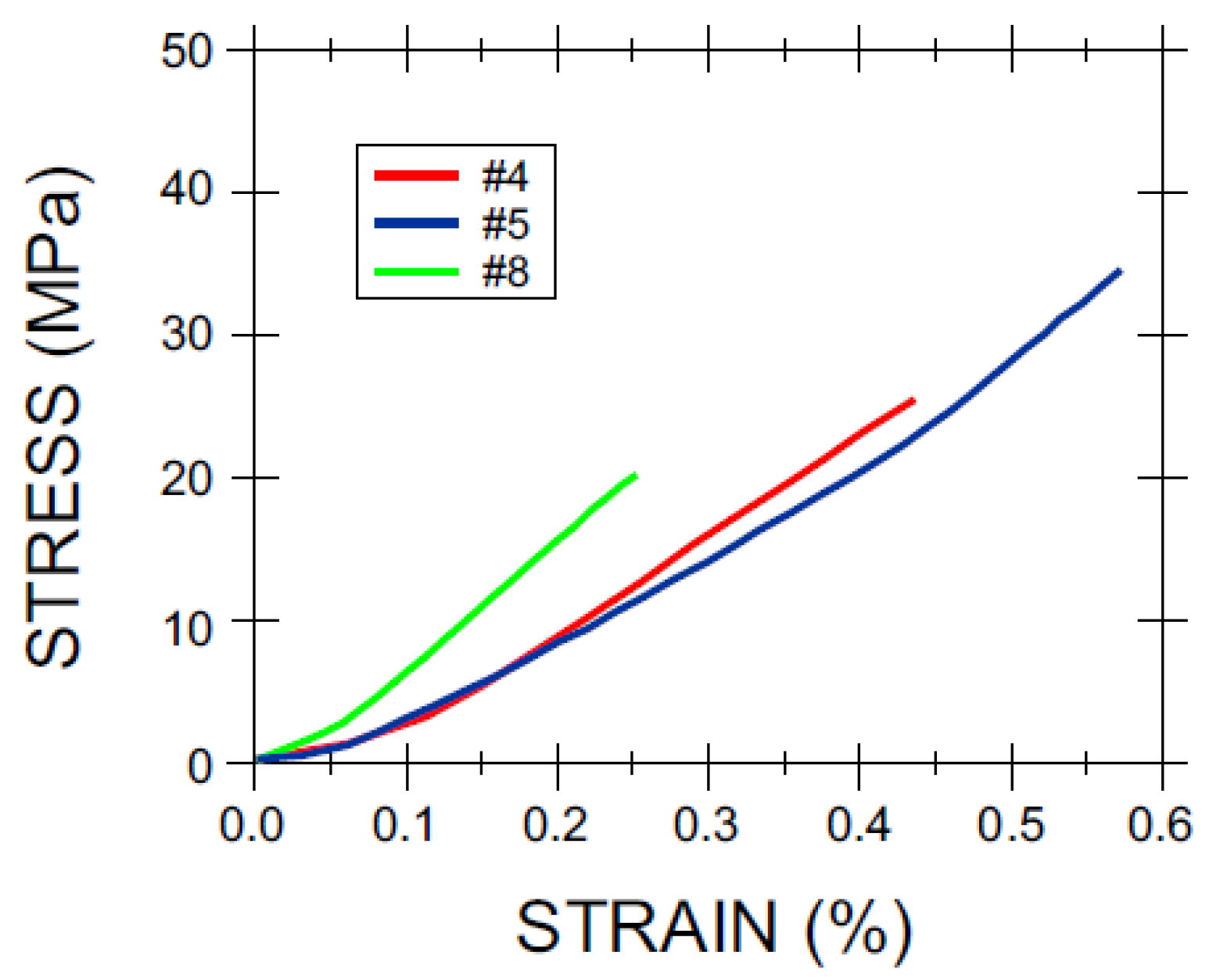
Figure 7.
Diagram (Bending Rupture Stress X Bending Deformation) RCD-5 and Polyester Resin.

Figure 8.
Diagram (Stress X Strain - Compression) CDW-5.
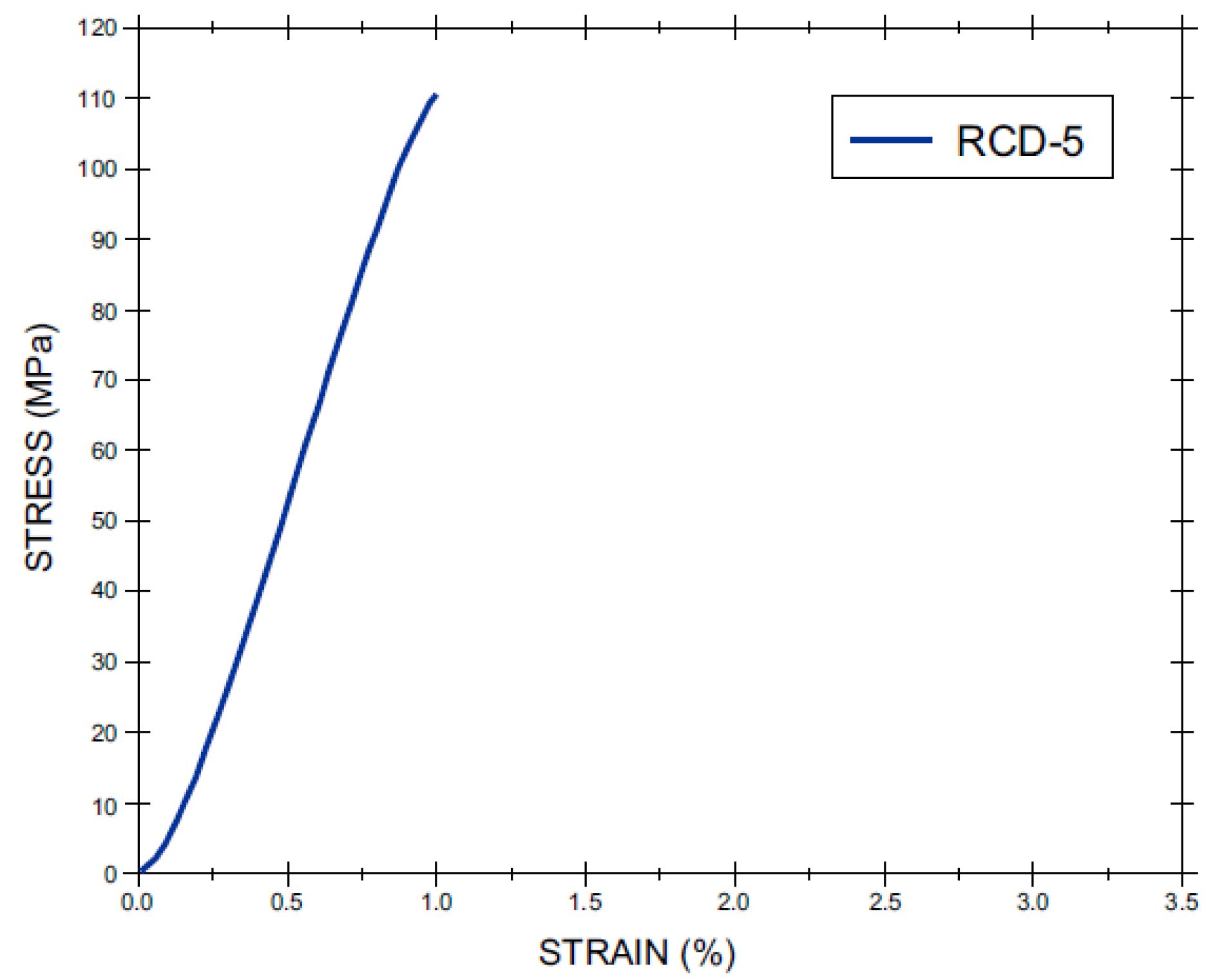
Figure 9.
CDW micrograph – grain size: fine (x50).
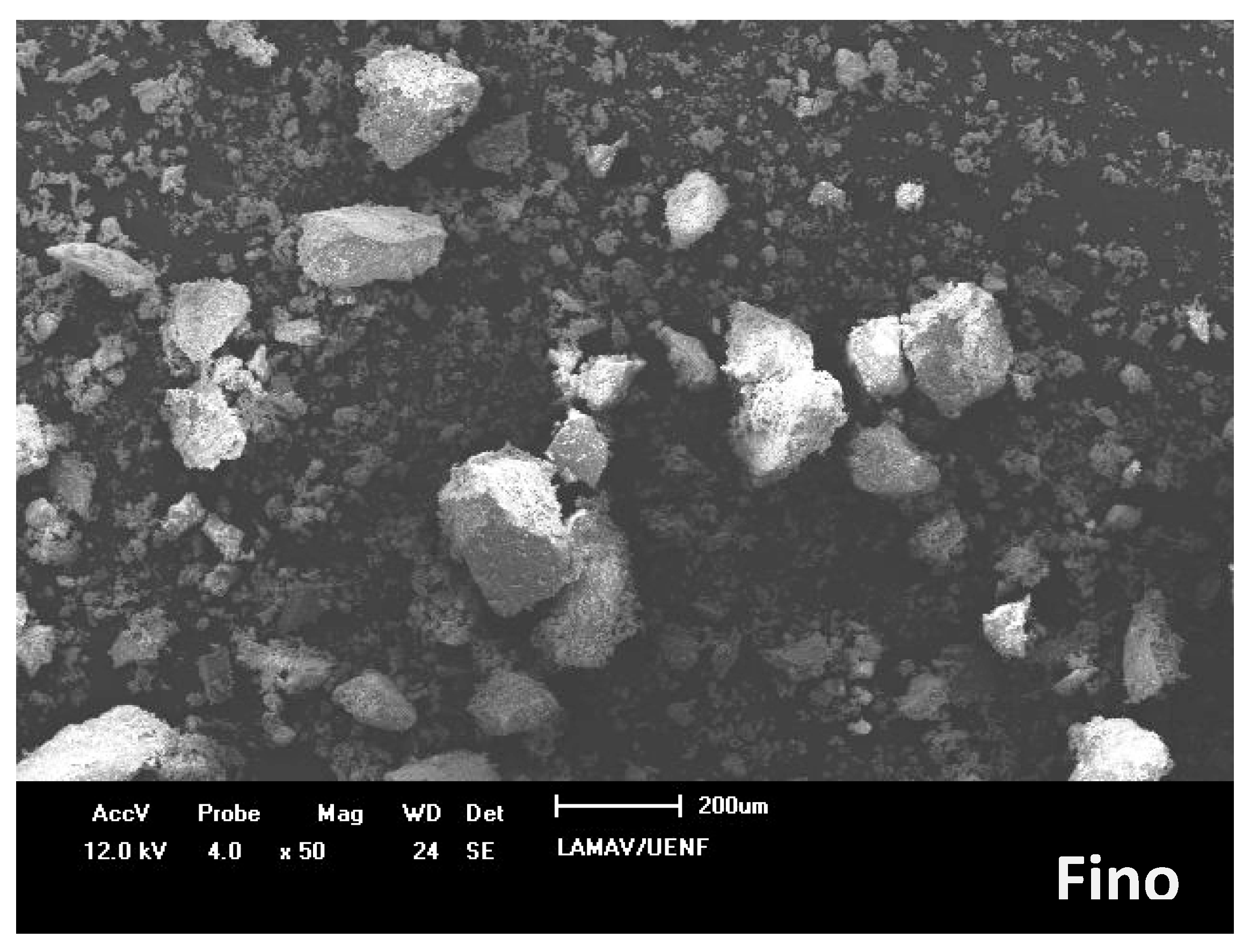
Figure 10.
CDW micrograph – granulometry: médium (x50).

Figure 11.
CDW micrograph – granulometry: coarse (x34).
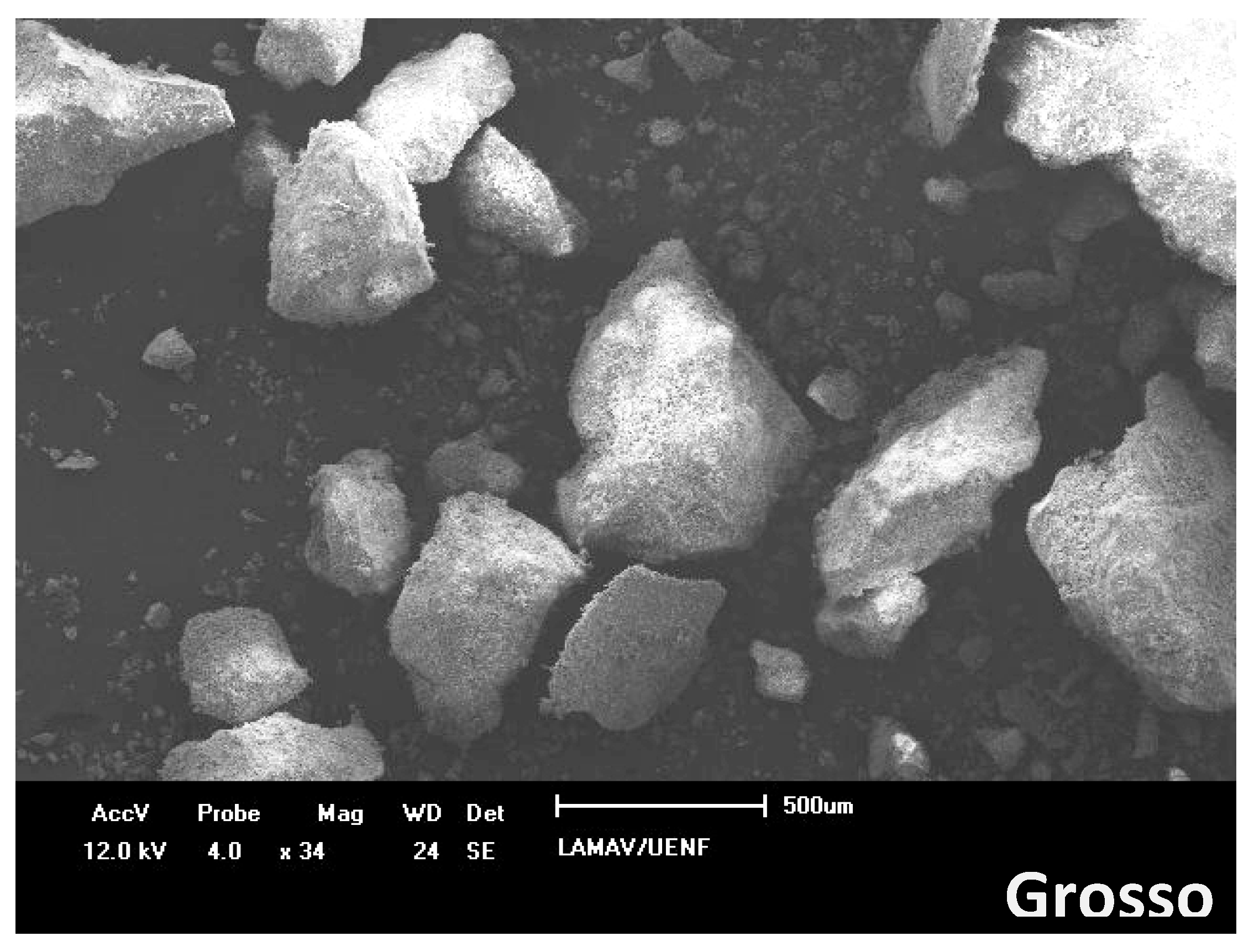
Figure 12.
CDW Digital Micrograph: (1) coarse grain size; (2) packaging – coarse/fine granulometry.
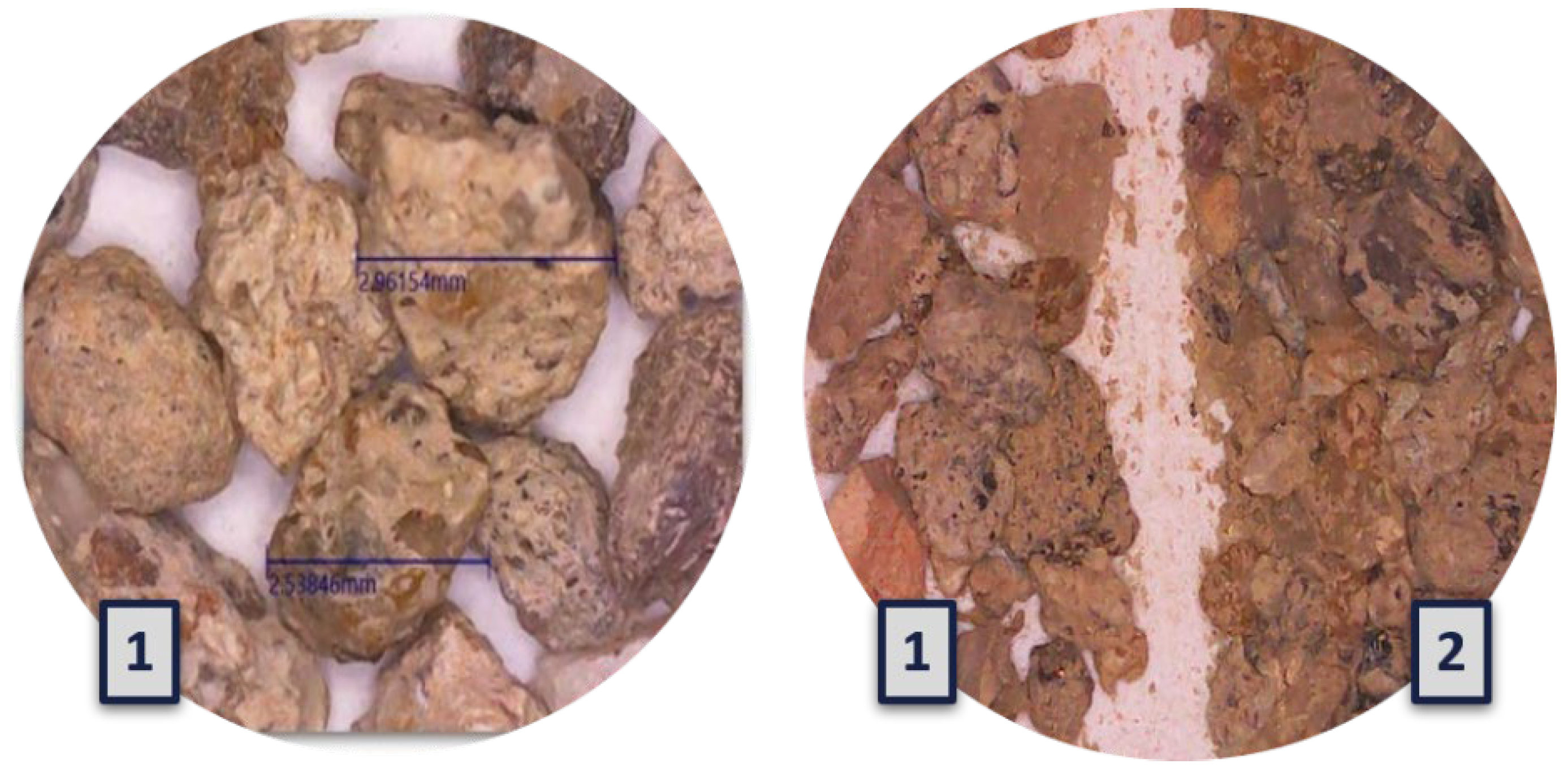
Figure 13.
Micrographs of fractures: compositions – 8, 4 and 5 (x200).
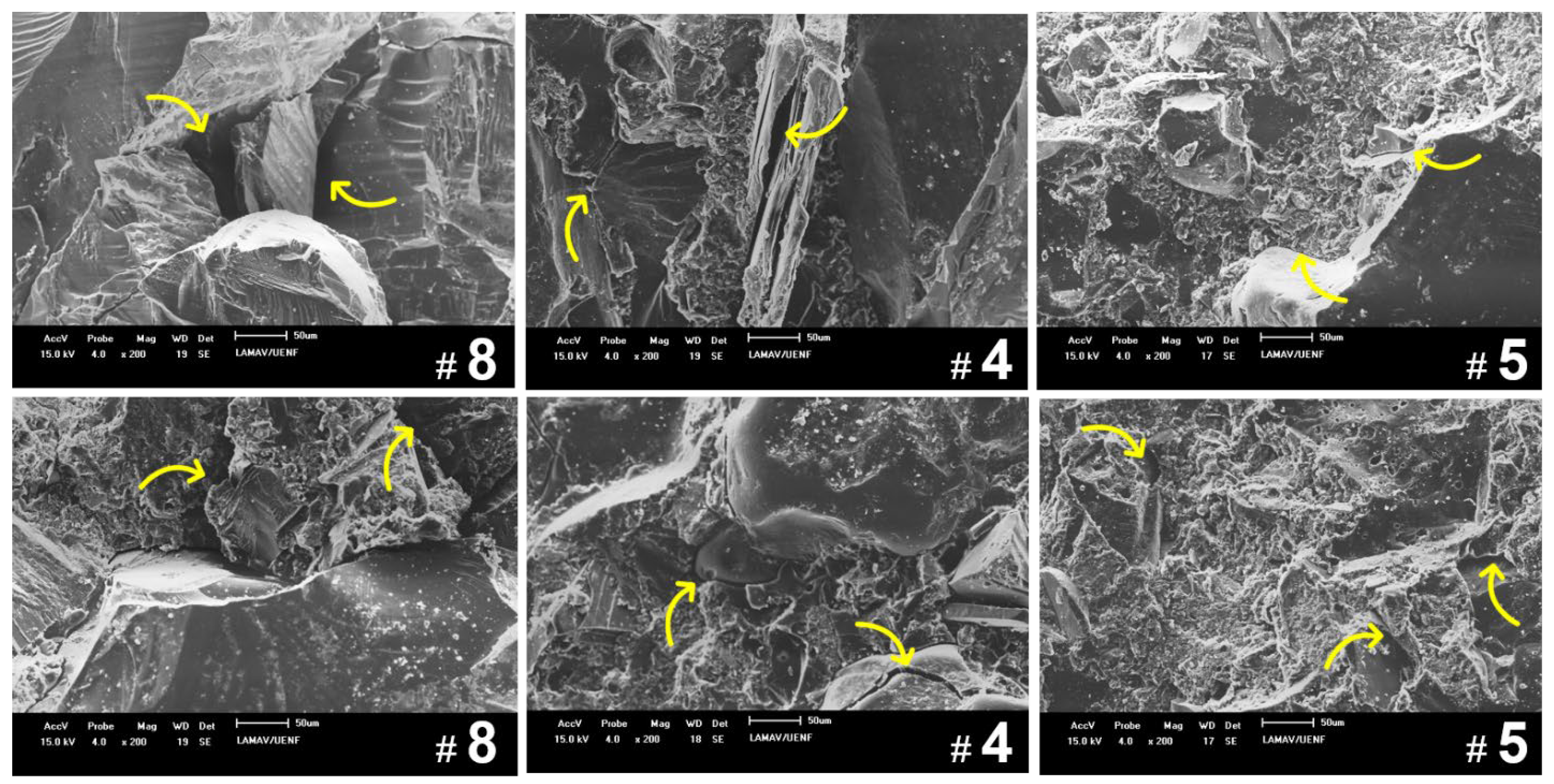
Figure 14.
Chromatic Modifications - Test Specimens: (1) ammonium chloride; (2) sodium hypochlorite; (3) citric acid; (4) lactic acid; (5) acetic acid; (6) 3% hydrochloric acid; (7) 18% hydrochloric acid; (8) potassium hypochlorite 30g/L; (9) potassium hypochlorite 100g/L; (10) distilled water.
Figure 14.
Chromatic Modifications - Test Specimens: (1) ammonium chloride; (2) sodium hypochlorite; (3) citric acid; (4) lactic acid; (5) acetic acid; (6) 3% hydrochloric acid; (7) 18% hydrochloric acid; (8) potassium hypochlorite 30g/L; (9) potassium hypochlorite 100g/L; (10) distilled water.
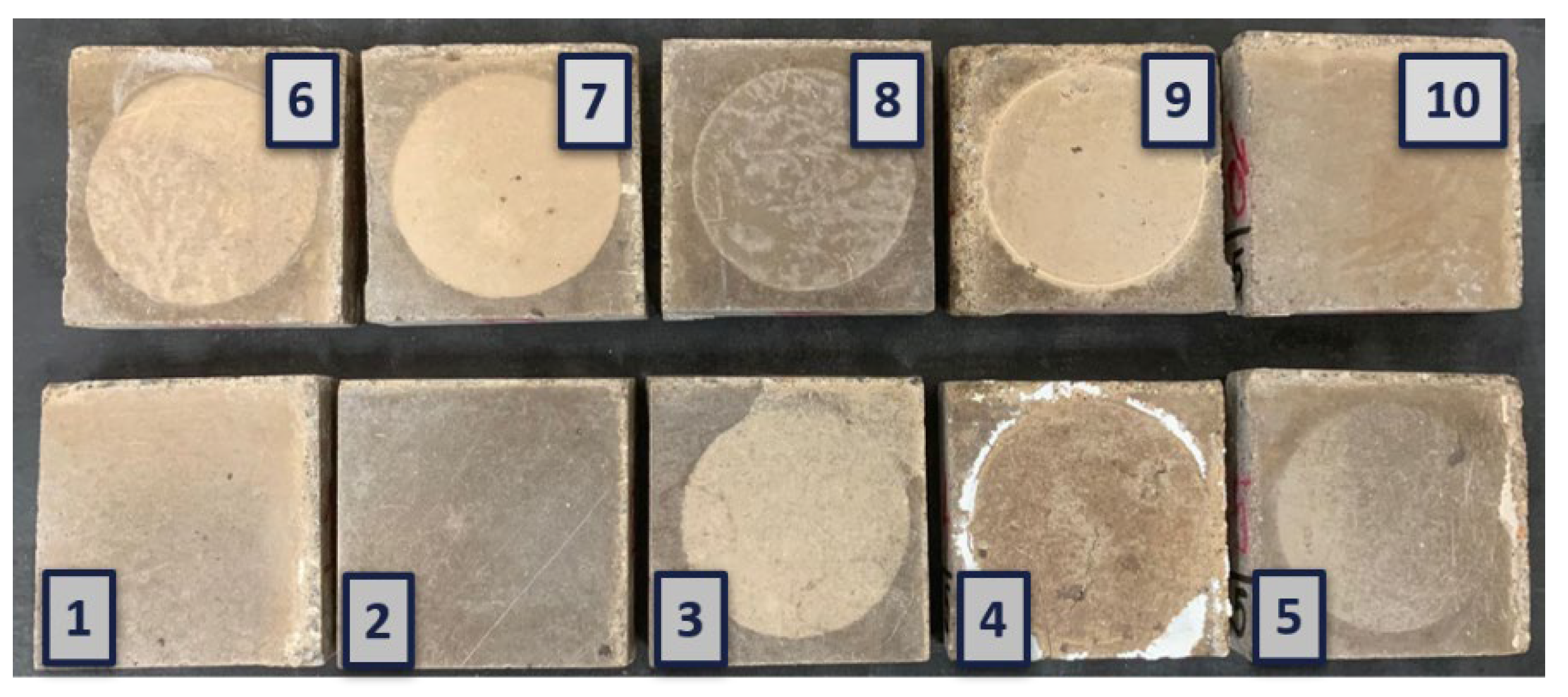
Figure 15.
Orthophthalic polyester molecular chain.
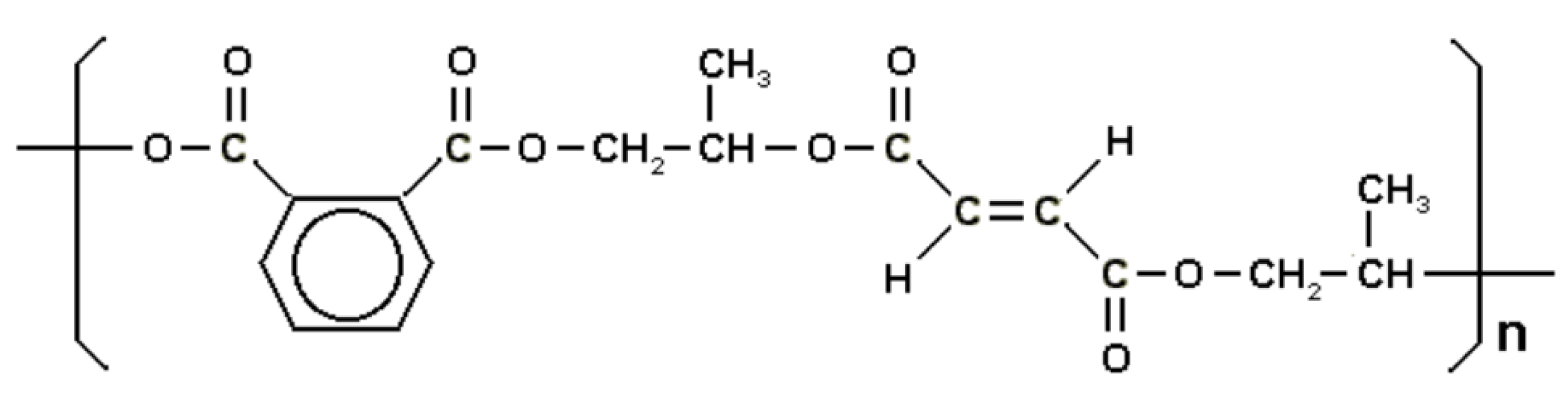
Figure 16.
Digital microscopy (Detail chemical attack N.04 – Lactic Acid).
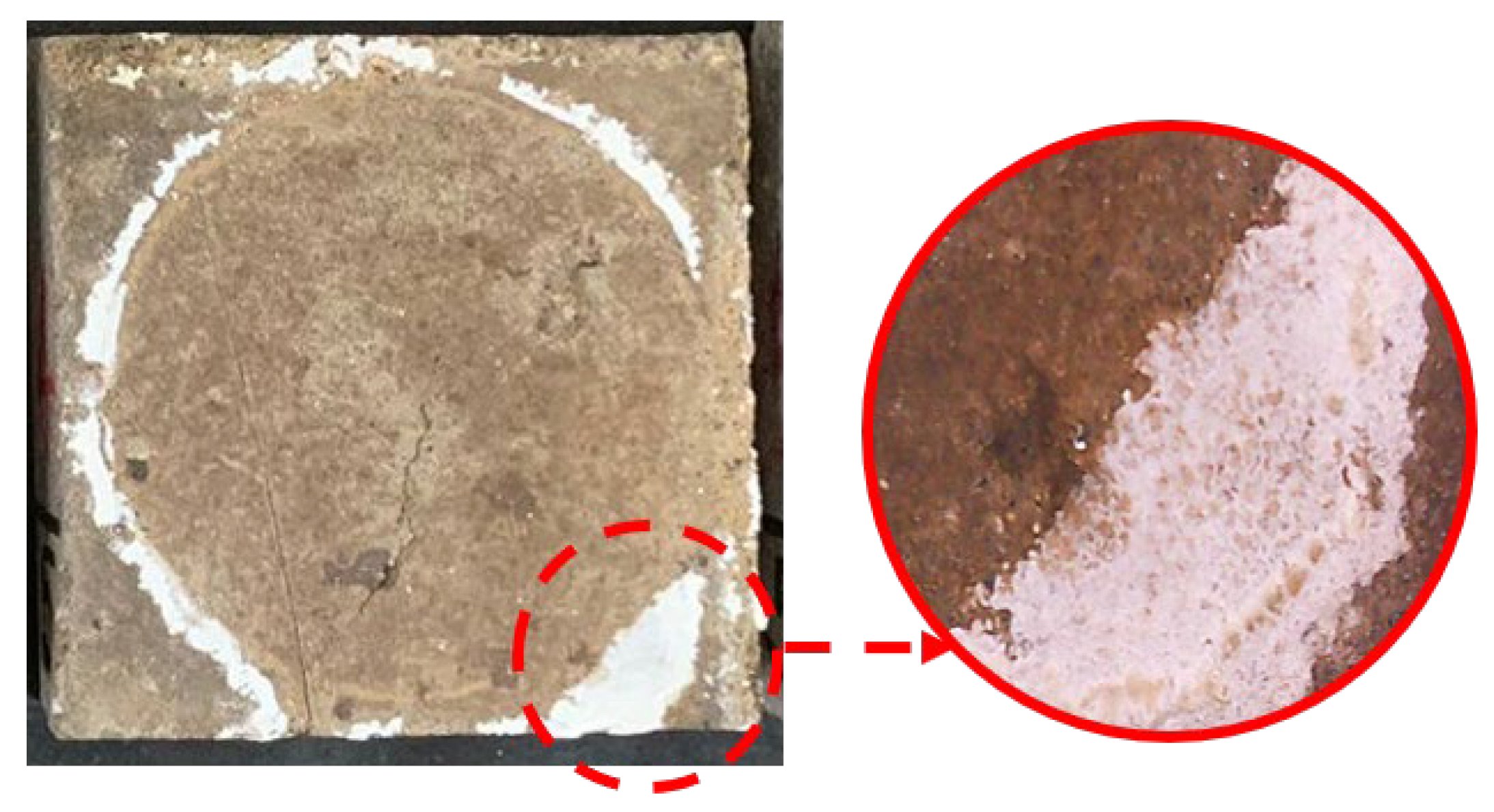
Figure 17.
CDW-5 dilatometric curve.
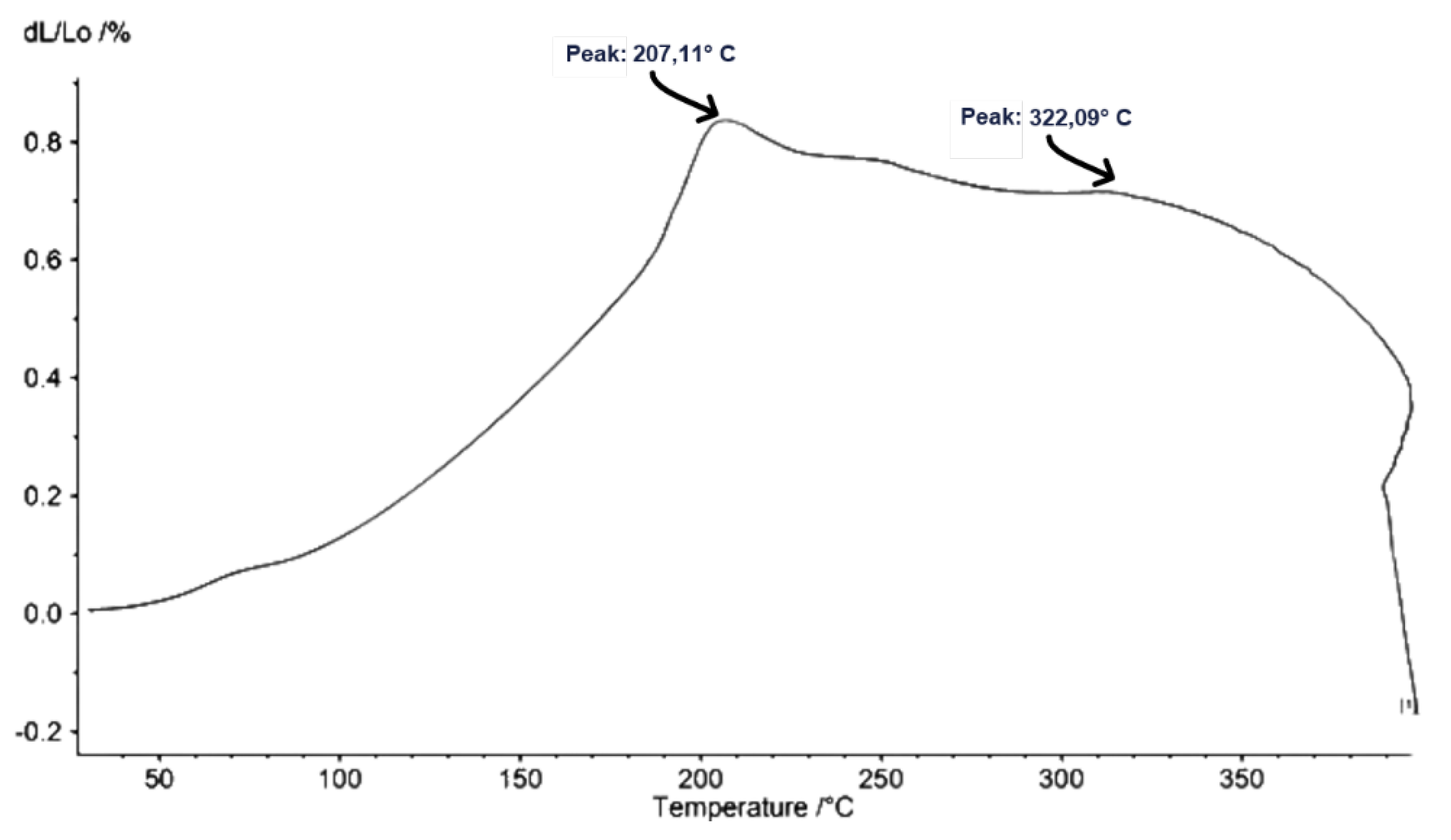
Figure 18.
CDW-5 Artificial Stone: (1) Raw Slab; (2) White Pigment Stone; (3) Black Pigment Stone; (4) Natural Stone.
Figure 18.
CDW-5 Artificial Stone: (1) Raw Slab; (2) White Pigment Stone; (3) Black Pigment Stone; (4) Natural Stone.
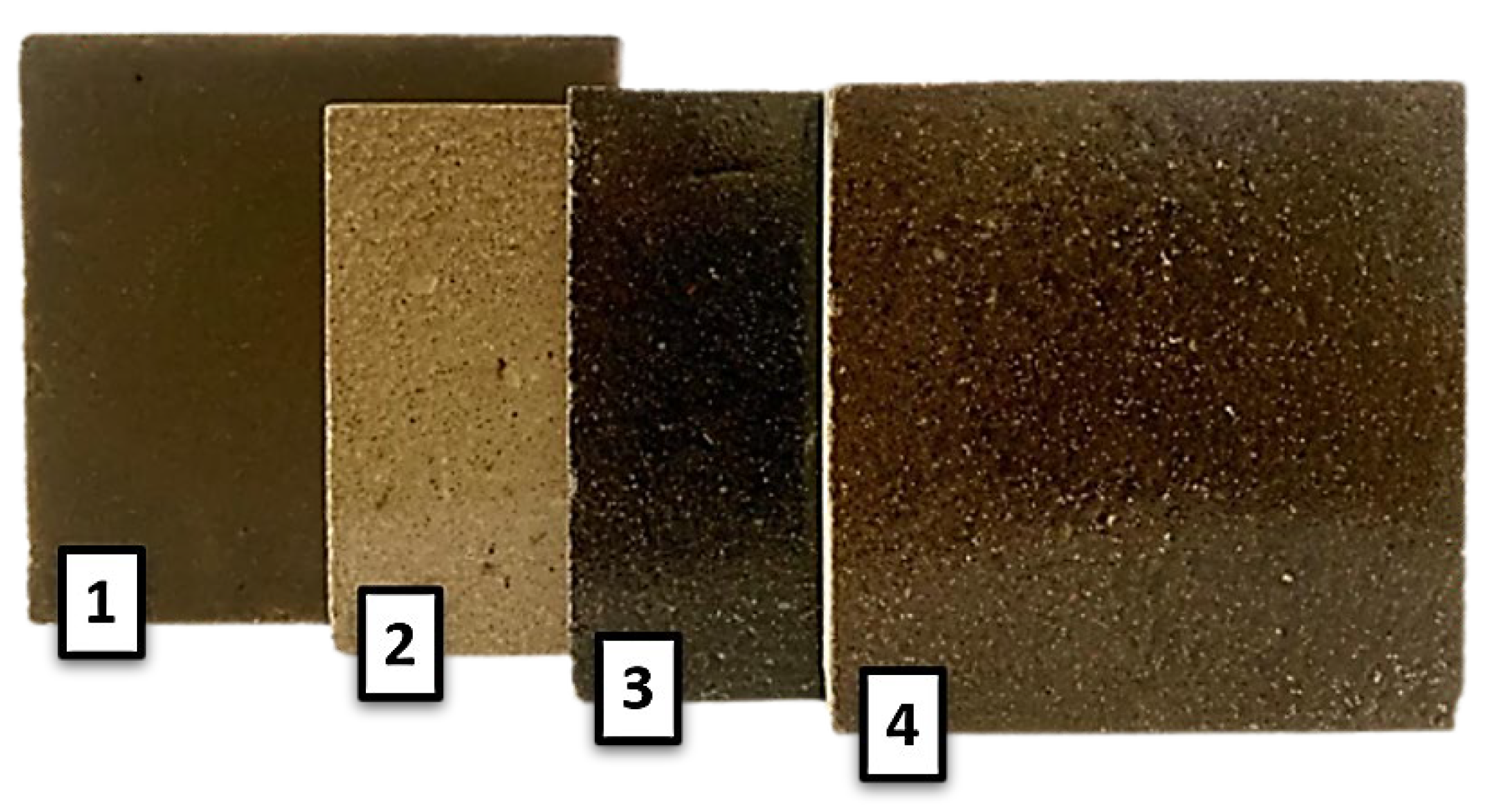

Table 1.
Granulometric compositions.
| Class | Sieve (Mesh #) | Granulometric Range (mm) |
|---|---|---|
| Coarse | 10 - 40 | 2.000 – 0.420 |
| Medium | 40 - 200 | 0.420 – 0.075 |
| Fine | < 200 | < 0.075 |
Table 2.
Density Vibrada - 10 mixtures.
| Mixture | Coarse (%) | Medium (%) | Fine (%) | Vibrada Density (g/cm3) | ||
|---|---|---|---|---|---|---|
| 1 | 1 | 0 | 0 | 1.5692 +0.0081 | ||
| 2 | 0 | 1 | 0 | 1.6301 +0.0199 | ||
| 3 | 0 | 0 | 1 | 1.4936 +0.0047 | ||
| 4 | 1/2 | 1/2 | 0 | 1.7798 +0.0047 | ||
| 5 | 1/2 | 0 | 1/2 | 1.7403 +0.0163 | ||
| 6 | 0 | 1/2 | 1/2 | 1.5544 +0.0040 | ||
| 7 | 1/3 | 1/3 | 1/3 | 1.6564 +0.0101 | ||
| 8 | 2/3 | 1/6 | 1/6 | 1.7386 +0.0222 | ||
| 9 | 1/6 | 2/3 | 1/6 | 1.6482 +0.0201 | ||
| 10 | 1/6 | 1/6 | 2/3 | 1.6005 +0.0101 | ||
Table 3.
Dry apparent density – 03 best mixtures.
| Packaging | Coarse | Medium | Fine | Density |
|---|---|---|---|---|
| 4 | 1/2 | 1/2 | --- | 2.510 g/cm³ |
| 5 | 1/2 | --- | 1/2 | 2.308 g/cm³ |
| 8 | 4/6 | 1/6 | 1/6 | 2.308 c/cm³ |
Table 4.
Values (VV% and MAR%).
| Packaging | VV% | MAR% |
|---|---|---|
| 4 | 29.09 | 13.14 |
| 5 | 24.67 | 12.22 |
| 8 | 24.67 | 12.22 |
Table 5.
Chemical Analysis by XRF (Civil Construction and Demolition Waste).
| Determination of Chemical Analysis by XRF Spectrometry - PR-CR-098 (Sample: CDW) % | |||||||||
| Al2O3 | CaO | Fe2O3 | K2O | MgO | Mno | Na2O | P2O5 | SiO2 | |
| 9.752 | 22.308 | 3.276 | 1.782 | 1.948 | 0.056 | 1.007 | 0.219 | 45.568 | |
| TiO2 | BaO | Co2O3 | PbO | SrO | ZnO | ZrO2/Hf | CI | SO3 | Fire Loss |
| 0.472 | 0.061 | <0.050 | <0.050 | 0.111 | <0.050 | <0.050 | 0.891 | 2.533 | 9.987 |
Table 6.
Chemical composition of clinker.
| Chemical Composition - Clinker (%) | ||||||
| CaO | SiO2 | Al2O3 | Fe2O3 | MgO | Na2O | SO3 |
| 61-67 | 17-24 | 3-8 | 1-6 | 0.1-4 | 0.5-1.5 | 1-3 |
Table 7.
Characteristic bands of functional groups – Polyester Resin.
| Wave Number | Bands |
|---|---|
| 3.000 - 3.100 | Aromatic C-H stretch |
| 3.079 | Stretch = asymmetrical CH2 |
| 3.020 | Stretch = asymmetrical CHR |
| 2.990 - 2.850 | -CH3 e -CH2 |
| 1.730 | Stretch = CH2 |
| 1.645 | RCH = CH2 |
| 1.285 | C-0 ester stretch |
| 770 - 735 | Replaced ortho benzene |
Table 8.
Physical Indices and Flexion 3 points.
| Composition | Density | Porosity | Water | Plates | |
| Apparent | Apparent | Absorption | Volume | Inflection | |
| Ꝓa (g/cm3) | ηa (%) | αa (%) | m³ | MPa | |
| # 4 | 2.129 | 1.46 | 0.66 | 0.0309 | 24.66 |
| 1/2 coarse +1/2 medium | +0.12 | +0.30 | +0.14 | +0.002 | +2.31 |
| # 5 | 2.256 | 1.55 | 0.69 | 0.0296 | 34,74 |
| 1/2 coarse +1/2 fine | +0,10 | +0.28 | +0.13 | +0.002 | +2.55 |
| # 8 | 2.252 | 2.32 | 1.03 | 0.0308 | 20.55 |
| 2/3 coarse +1/6 medium +1/6 fine | +0.98 | +0.28 | +0.13 | +0.001 | +2.41 |
Table 9.
Flexural strength 3 points: RCD-5 and Polyester Resin.
| Material | Flexural Strength 3 points |
|---|---|
| CDW-5 | 34.74 MPa +2.55 |
| Polyester Resin | 80.24 MPa +7.74 |
Table 10.
Effects of chemical attack by reagent.
| CP | REAGENT | EXPOSURE | MODIFICATION | DISSOLUTION | DETACHMENT |
| CHROMATIC | MINERAL | ||||
| 1 | Ammonium Chloride | 24h | absent | absent | absent |
| 2 | Sodium Hypochlorite | absent | absent | absent | |
| 3 | Citric Acid | presente | absent | absent | |
| 4 | Lattic Acid | presente | absent | absent | |
| 5 | Acetic Acid | presente | absent | absent | |
| 6 | Hydrochloric Acid 3% | 96h | presente | absent | absent |
| 7 | Hydrochloric Acid 18% | presente | absent | absent | |
| 8 | Potassium Hypochlorite 30g/L | presente | absent | absent | |
| 9 | Potassium Hypochlorite 100g/L | present | absent | absent | |
| 10 | distilled water | absent | absent | absent |
Table 11.
Adapted application (CDW-5).
| ROCKS FOR COATING OF TOPS / COUNTERTOPS* | ||
| Type of Coating | Technological Parameters | |
| TOPS/ COUNTERTOPS | Water Absorption (>0.4%) | Rupture Module (>8 MPa) |
| Class | Possibilities of Using the Rock Evaluated | |
| A2D1 |
|
|
| (*) Plates with minimum thickness of 2cm | ||
Table 12.
Adapted application (CDW-5).
| FLOORING ROCKS | ||
| Type of Coating | Technological Parameters | |
| FLOORS | Water Absorption (>0.4%) | Amsler Abrasive Wear (0.85 mm to 2 mm) |
| Class | Possibilities of Using the Rock Evaluated | |
| A2B2 |
|
|
Table 13.
CDW-5 X Rochas Artificiais found in literature.
| Authors | Apparent Density (g/cm³) | Water Absorption (%) | Flexural Strength (MPa) | Compressive Strength (MPa) |
| Lee, M. Y. et al. (2008) | 2.05 – 2.44 | 0.01 – 0.2 | 27.9 – 52.7 | 78.70 – 151.30 |
| Ribeiro, C. E. G. et al. (2014) | 2.27 ± 0.02 | 0.19 ± 0.02 | 4.21 ± 0.52 | 14.17 ± 1.03 |
| Carvalho et al (2015) | 2.68 ± 0.03 | 0.17 ± 0.04 | 57.57 ± 3.21 | N.D. |
| Ribeiro, C. E. G. et al. (2015) | 2.27 | 0.19 ± 0.02 | 21.5 ± 1.9 | 77.9 ± 6.1 |
| RMC Tradicional (2015) | 2.52 – 2.57 | 0.09 – 0.32 | 13.6 – 17.2 | 97 - 131 |
| Barani, K.; Esmaili, H. (2016) | 2.68 | 0.64 | 45 | 90 |
| Silva, F. S. (2016) | 2.23 ± 0,02 | 0.05 ± 0,01 | 31.8 ± 2,5 | 85.2 ± 7.8 |
| Vilela, N. F. (2016) | 2.35 ± 0,08 | 0.35 ± 0.09 | 30 ± 1.44 | N.D. |
| Aguiar, M. C. (2016) | 1.53 | 2.00 ± 0.19 | 37.75 ± 3.4 | 71.62 ± 1.31 |
| Peng, L.; Qin, S. (2018) | 2.41 | 0.01 | 73.5 | 170.9 |
| Gomes et al (2018) | 2.12 ± 0.01 | 0.38 ± 0.06 | 30 ± 3 | N.D. |
| Demartini et al (2018) | 2.1 ± 0.06 | 0.06 ± 0.01 | 33.93 ± 0.49 | 96.49 ± 2.82 |
| Carvalho, E. A. S. et al (2018) | 2.25 ± 0.08 | 0.25 ± 0.02 | 32 ± 3 | N.D. |
| Hamizah et al (2020) | N.D. | 0.11 | 34.10 | 105.43 |
| Gomes (2020) | 2.24 | 0.19 | 32.0 | N.D. |
| Silva (2023) | N.D. | 0.13 | 32.77 | N.D. |
| Barreto (2023) | 2.22 | 0.11 | 34.36 | N.D. |
| CDW-5 (2023) | 2.25 | 0.69 | 34.74 | 111.96 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



