
Submitted:
07 June 2024
Posted:
07 June 2024
You are already at the latest version
Abstract
Integrating nanomaterials like carbon nanotubes (CNTs) and iron oxide (Fe3O4) into epoxy composites has significant interest due to their potential to enhance mechanical properties. This study evaluates the impact of dispersion quality on the mechanical performance of CNT/Fe3O4/Epoxy composites, comparing stirring and sonication methods at three different loadings: 0.1, 0.3, and 0.5 wt.%. Tensile testing revealed that sonicated composites consistently outperformed stirred composites, with a significant increase in elastic modulus and ultimate tensile strength (UTS). However, fracture strain decreased in both composite types compared to pure epoxy, with sonicated composites experiencing a more significant reduction than stirred composites. These results underscore the importance of high-quality dispersion for optimizing mechanical properties.
Keywords:
Carbon nanotubes
; iron oxide
; hybrid composites
; dispersion
; mechanical properties
1. Introduction
In recent years, multi-functional composite materials have gained significant attention due to the combination of desired properties. Owing to its unique structure, excellent tensile strength and high electrical/thermal conductivity, carbon nanotubes (CNTs) are promising candidates to incorporate through polymer matrices. However, CNTs possess a hydrophobic nature, and their greater affinity to agglomerate tends to pose serious challenges to attain homogeneous dispersion through polymers, causing limitations to fully harness the inherent potential of CNTs [1,2]. On the other hand, the structural integrity of CNTs allows them to interlink with other filler materials [3]. Iron oxide (Fe3O4) nanoparticles, known for their magnetic responsiveness, significant mechanical strength, electrical conductivity, and thermal stability, present comprehensive properties when introduced through polymers [4,5,6]. Due to large surface area, crystalline nature, and surface characteristics, the introduction of Fe3O4 nanoparticles accompanied with CNTs as a hybrid filler in polymer matrices highly assists in achieving CNTs uniform dispersion, and interfacial bonding and thus synergistically improves the desired properties for different applications like electromagnetic interference shielding and data storage [7,8,9,10,11]. While incorporating epoxy composites, the presence of Fe3O4 nanoparticles plays a critical role in improving the thermal and mechanical properties. The alignment of Fe3O4 nanoparticles in epoxy via magnetic field strength results in outstanding anisotropic properties [12].
Tong et al. [6] prepared CNTs/Fe3O4 hybrids by modified co-precipitation method and used a magnetic field to induce the alignment of these hybrids in carbon fabrics reinforced epoxy composites (CFRPCs). It was observed that shear strength and hardness were greatly improved due to the alignment of hybrids. In another study Wu et al. [7] reported CNTs-Fe3O4/ poly(lactic acid) (PLA) composites via melt-blending and investigated the electrical and electromagnetic interference (EMI) properties. It was observed that with CNTs and nano-Fe3O4 ratio (50:50) electrical conductivity was 90.6 S·m−1 while EMI shielding effectiveness of ~40.5 dB was reported. However, CNTs and nano-Fe3O4 ratio (25:75) resulted in an EMI shielding effectiveness of 24.6 dB with a peak absorptivity of 40.3%. Liu et al. [8] synthesized MWCNTs/nano- Fe3O4/ PLA composite films with an optimized filler ratio to minimize agglomeration. The characterization results showed an increase in EMI shielding effectiveness ~22 dB. It was observed that the mechanical properties and conductivity notably increased by increasing MWCNTs content, while Fe3O4 increased the magnetic properties of PLA composite films.
In this study, CNTs/Fe3O4 /epoxy hybrid composites were successfully fabricated by using mechanical stirring and sonication approaches, respectively, by varying weight percentages of hybrid filler pointing to highlight the effectiveness of dispersion and synergistically improve the mechanical properties of epoxy composites. Later, the composite samples were characterized, and comparison results were discussed in detail.
2. Materials and Methods
2.1. Materials
The single-walled carbon nanotubes (SWCNTs), with an outer diameter of 1.6 ± 0.4 nm, a length of ≥5 μm, a surface area of 300 m2/g, and a carbon nanotube content of ≥80 wt.%, were obtained from Tuball. Iron oxide (Fe3O4) powder with a predominant size of 200 nm was purchased from INOXIA Ltd. Pure acetone (≥99.9%) was purchased from KEMIPOL SRL. IN2 Epoxy resin (Viscosity 325 mPa.s) and AT30 slow epoxy hardener (95-115 minutes pot-life) were purchased from Easy Composites. Non-toxic Silicon rubber liquid and hardener were acquired from Reschimica for mold making.
2.2. Preparation of CNT/Fe3O4/Epoxy Hybrid Composites
The fabrication of CNT/Fe3O4/Epoxy hybrid composites was performed using probe sonication and mechanical stirring to investigate the effectiveness of uniform dispersion on mechanical properties. The composites were prepared with different weight percentages i.e. (0.1,0.3, and 0.5 wt.%) of the CNT/Fe3O4 hybrid filler and three samples were prepared for each weight percentage for both methods. Figure 1. shows the complete schematic process of preparation.
In the sonication method, initially CNTs with a certain amount were dispersed in 100 g of acetone followed by a 30-minute sonication. Afterwards, a specified amount of Fe3O4 powder was added and sonicated for another half hour. Lastly, epoxy resin was introduced with gradually mixing and the whole solution was further sonicated for another half-hour Figure 1 (a).
Later, the subsequent solution was kept in an oven for 24 hours at 80 °C to evaporate the acetone. Subsequently, the resultant solution was placed in a vacuum oven for 5 hours at room temperature to remove air bubbles and voids. Afterward, a slow hardener was introduced and mixed, and the solution was returned to the vacuum for 1 hour. Then, this homogeneous solution was cast into silicon molds for curing at room temperature for 48 hours. Finally, the composite specimens were de-molded, and post cured for 6 hours at 100 °C. However, while processing the dispersion quality of CNTs and Fe3O4 was being monitored under microscope after each sonication duration and thus sonication durations were extended proportionally with increased weight percentages.
Conversely, the comparison composite samples with same wt.%s were prepared by mechanically stirring the CNTs in specific amount of epoxy, followed by the addition and stirring of Fe3O4 as shown in Figure 1 (b). This process was repeated for all three weight percentages, and the rest of the procedure was similar to previous practice. Moreover, pure epoxy samples were also produced for comparison results.
2.3. Characterization
To characterize the sample, a Zeiss AxioVert.A1 optical microscope was used to observe the dispersion quality of the composite solution. The mechanical properties of composite were analyzed using a Zwick-Roell Z010 universal testing machine at room temperature, with a load cell of 10 kN, 50 mm gauge length, and 5 mm/min crosshead speed. The obtained stress–strain curves were used to calculate elastic modulus, ultimate tensile strength (UTS), and strain at rupture.
3. Results and Discussion
3.1. Dispersion Analysis
This study was meant to disperse CNT/Fe3O4/epoxy composites by two distinct approaches i.e., (sonication and stirring) and performance evaluation of composites. To better observe and compare the dispersion quality between the two fabrication techniques with gradually increasing the content of CNT/Fe3O4, the composite was observed from time to time using an optical microscope. Microscopic observations exhibited that the dispersion quality much improved with homogeneously dispersed CNT/Fe3O4 through epoxy matrix by sonication method, while at the same time, the composite solution prepared by stirring method showed poor dispersion with noticeable agglomerations of CNTs. The employed dispersion time was adjusted by varying weight percentages of CNT/Fe3O4. However, with increasing filler loading, the disparity in dispersion quality between the sonication and stirring techniques became more evident. The microscopic analysis provided valuable insights and exposed clear differences in the dispersion quality of the composites based on the fabrication method employed. Figure 2. shows the microscopic Images captured during the observation of dispersion features with escalating filler weight percentage (wt.%). Figure 2. represents the dispersion results of CNT/Fe3O4/epoxy composites with (a, a1) 0.1 wt.% sonicated. (b, b1) 0.1 wt.% stirred. (c, c1) 0.3 wt.% sonicated. (d, d1) 0.3 wt.% stirred. (e, e1) 0.5 wt.% sonicated and (f, f1) 0.5 wt.% stirred respectively. It can be perceived that even at higher filler loadings the dispersion phenomena are more prominent by the sonication method, while the presence of huge clusters and agglomerations of CNTs evident bad dispersion in the composites prepared by stirring method. Overall, the visual observations underscored valuable information on the morphology and structural integrity of the manufactured composite materials.
Furthermore, in Figure 3 (a), (b), and (c) the optical photographs visually compare the distribution quality of cured CNT/Fe3O4/epoxy composites prepared by stirring (left slight dark samples) and sonication (right dense black samples) showcasing the influence on CNT/Fe3O4 distribution at various loadings (0.1 wt.%, 0.3 wt.%, and 0.5 wt.%). The increasing agglomeration in the stirring composites corresponds to poor distribution as compared to the more uniform dispersion in sonicated composites. This visual narrative focuses on the critical role of production methods in determining filler dispersion and structural integrity, highlighting the importance of Fe3O4 inclusion in enhancing composite performance.
3.2. Tensile Testing
The fabrication method plays a fundamental role in shaping the mechanical properties of composite materials. The dispersion of fillers contributes to the creation of network structure; thus, good dispersion of fillers through polymer media enhances mechanical properties, whereas bad dispersion leads to deteriorated properties [13]. Moreover, filler loading also significantly influences the mechanical properties of polymer composites. For example, the elastic modulus measuring the stiffness of a material and tensile strength increases with increasing aspect ratios as the reinforcing effect elevates the connected structure. Conversely, the fracture strain decreases with increasing loading due to the reduced flexibility of the composites [14].
Herein, both types of CNT/Fe3O4/epoxy composites (stirred/sonicated) were examined by tensile testing to assess the mechanical performance of the composites and evaluate the role of dispersion quality on the tensile properties of these composites. Finally, the results were compared with pure epoxy.
Figure 4(a) presents a comparative illustration for stress-strain curves of epoxy enhanced with varying concentrations of CNT/Fe3O4, subjected to two distinct preparation methods: stirring and sonication.
A critical examination of the graph reveals that the integration of CNT/Fe3O4 significantly increases the mechanical properties of the epoxy. CNTs and Fe3O4 nanoparticles are known to enhance the mechanical properties of epoxy composites due to their high aspect ratio and strong interfacial bonding with the epoxy matrix [6,15]. Notably, at lower concentrations (0.1 wt.%), nanoparticles are more effectively dispersed within the matrix, which leads to a discernible increase in stress resistance compared to pure epoxy. This enhancement becomes more pronounced with increased concentrations, indicating a positive correlation between CNT/Fe3O4 concentration and the material's ability to withstand stress. The graph demonstrates that the preparation method is crucial in optimizing these mechanical properties. For each given concentration, samples prepared via sonication exhibit superior performance over their stirred counterparts. This behavior could be attributed to the more effective dispersion of nanoparticles within the matrix during sonication, leading to enhanced interfacial bonding and load transfer efficiency.
However, as the wt.% increases, the effect becomes less pronounced, likely due to nanoparticle agglomeration at higher concentrations [16]. When nanoparticles agglomerate, they form clusters that do not interact with the matrix as effectively as well-dispersed individual nanoparticles. This results in a reduction of the effective surface area for stress transfer and diminishes the reinforcing effect of the nanoparticles. Consequently, the increase in stress is less at higher wt.% compared to lower wt.%. It's important to ensure optimal dispersion of nanoparticles within the composite to maximize the enhancement of mechanical properties.
Figure 4(b) provides a comprehensive illustration of the elastic modulus of various compositions of epoxy, specifically pure epoxy, CNT/Fe3O4/Epoxy (stirred), and CNT/Fe3O4/Epoxy (sonicated), at different loadings of CNT/Fe3O4 (wt.%). The graph discloses that the sonicated mixtures exhibit a significant increase in stiffness with higher loadings of CNT/Fe3O4. At 0.5 wt.% loading, the sonicated mixture attains an elastic modulus of 7.164 GPa, markedly higher than pure epoxy's 1.843 GPa at 0 wt.% loading. Furthermore, the stirred mixtures also exhibit an increase in stiffness (3.259 GPa at 0.5 wt.%), which is consistently lower than their sonicated counterparts at equivalent loadings. This could be attributed to the dispersion of the CNTs in the epoxy matrix as stirring may cause more agglomeration, limiting the effective stress transfer, while sonication disrupts agglomerates and thus sonicated CNT/Fe3O4/epoxy composites likely have a larger effective surface area which enhances the interaction between nanoparticles and the matrix resulting in better dispersion and higher elastic modulus.
Figure 4(c) underscores the effectiveness of CNT/Fe3O4 incorporation in significantly improving the UTS of epoxy composites and provides a comparison of the ultimate tensile strength (UTS); maximum stress a material can withstand while being stretched or pulled before breaking, of pure epoxy, stirred CNT/Fe3O4/epoxy composites, and sonicated CNT/Fe3O4/epoxy, at different weight percentages (wt.%) of CNT/Fe3O4 loading.
Notably, at all weight fractions (0.1 wt%, 0.3 wt%, and 0.5 wt%), both composite types show higher UTS compared to pure epoxy. This enhancement can be attributed to two key mechanisms: improved stress transfer and enhanced packing density. The incorporation of CNTs likely facilitates the formation of a stress-transfer network within the epoxy matrix, effectively distributing the applied load and leveraging the superior strength of the CNTs. Furthermore, the presence of Fe3O4 nanoparticles could potentially enhance the interfacial bonding between the CNTs and the epoxy matrix. This improved interfacial adhesion could further contribute to more efficient stress transfer within the composite. This effect is potentially amplified in sonicated composites due to a more uniform CNT dispersion compared to the stirred method, as evidenced by their consistently higher UTS values. Additionally, the introduction of both CNTs and Fe3O4 nanoparticles contributes to a denser composite microstructure by effectively occupying voids within the epoxy matrix. This reduction in porosity minimizes stress concentrations and consequently enhances the overall load-bearing capacity of the composite.
However, the observed decrease in UTS at a loading of 0.5 wt% for both composite types suggests potential limitations to these mechanisms at higher CNT and Fe3O4 concentrations. Excessive nanoparticle loading might lead to agglomeration phenomena, where individual nanotubes and nanoparticles clump together. These agglomerates can act as detrimental stress concentrators, negating the benefits of improved packing density and potentially leading to a decline in UTS.
Figure 4(d) provides the comparison graph of fracture strain (amount of deformation a material can withstand before breaking) of pure epoxy, stirred CNT/Fe3O4/Epoxy composites, and sonicated CNT/Fe3O4/Epoxy composites. The graph shows that pure epoxy has the highest fracture strain, followed by stirred CNT/Fe3O4/Epoxy composite, and then sonicated CNT/Fe3O4/Epoxy composite. For example, at 0.1 wt% loading, pure epoxy has a fracture strain of 3.026%, while stirred and sonicated composites have a fracture strain of 2.563% and 1.705%, respectively. This trend continues at higher weight percentages as well i.e., the fracture strain of the composites decreases as the weight percentage of CNT/Fe3O4 filler material increases. For instance, the fracture strain of stirred CNT/Fe3O4/Epoxy composite goes from 2.563% at 0.1 wt.% loading to 1.807% at 0.5 wt.% loading. Similarly, for sonicated CNT/Fe3O4/Epoxy composite the fracture strain varies from 1.705% at 0.1 wt.% loading to 0.914% at 0.5 wt.% loading. This suggests that a higher concentration of CNT/Fe3O4 makes the epoxy composite more brittle. This behavior of composites could be due to the following two possible reasons: (1) stress concentration points i.e., as the filler content increases, the particles tend to clump together or agglomerate. These agglomerates create weak spots in the composite material. When stress is applied, these areas experience higher stress concentration compared to the matrix. This localized stress can initiate cracks more easily and propagate faster, leading to brittle failure at a lower strain [17]. (2) Reduced matrix domination i.e., at lower filler concentrations, the epoxy matrix dominates the composite's properties. The epoxy, being more ductile, allows for some deformation before breaking. However, with increasing filler content, the influence of the rigid filler particles becomes more significant. This restricts the mobility of the epoxy chains, hindering their ability to absorb stress and deform. The composite becomes stiffer but less able to bend or stretch, leading to a drop in fracture strain and increased brittleness [18,19,20].
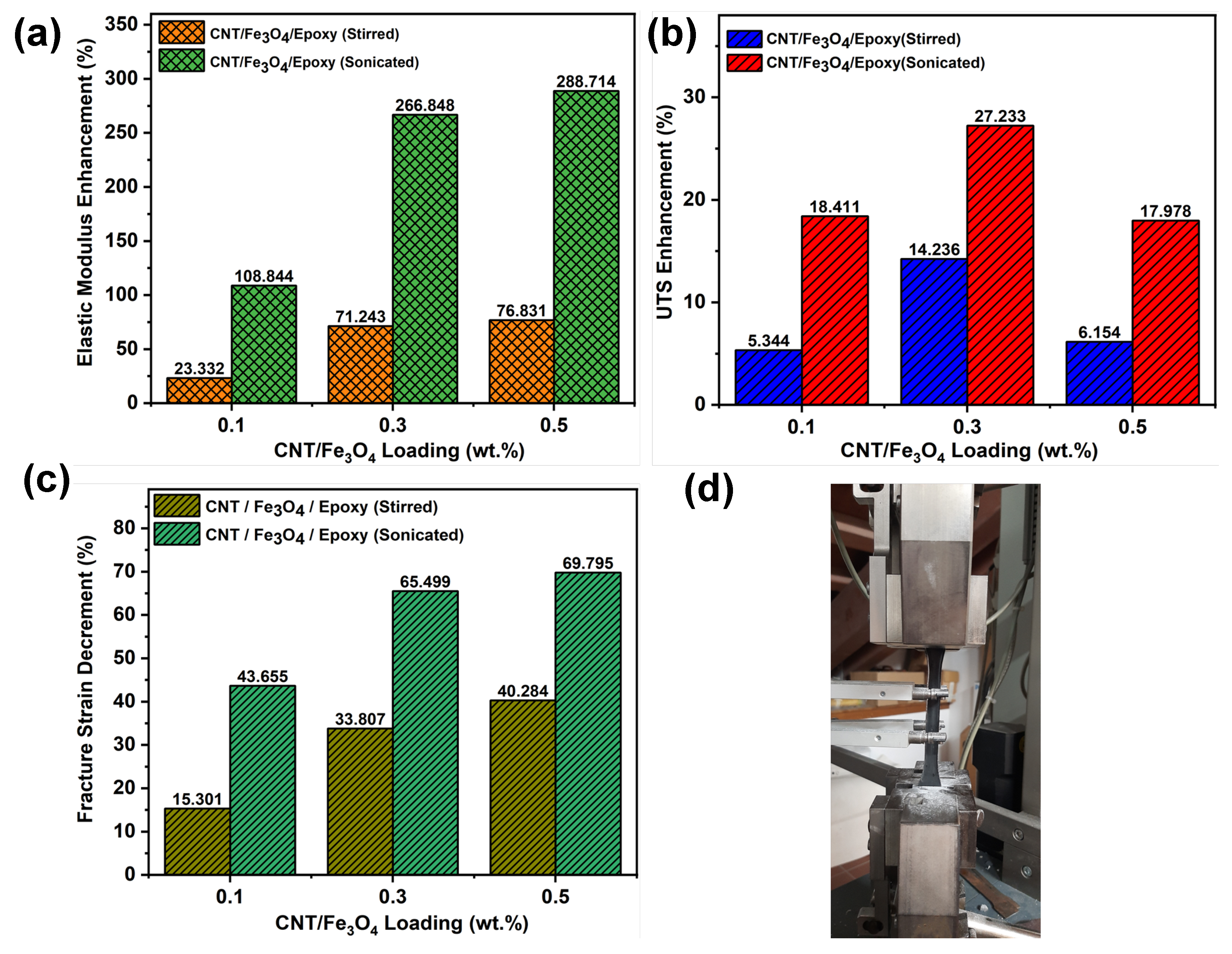
Figure 5. (a) The graph compares % enhancement in elastic modulus of CNT/Fe3O4/Epoxy composites, prepared by two different methods: stirring and sonication, compared to pure epoxy. The composites prepared by the sonication method exhibit a greater elastic modulus enhancement than those prepared by stirring, when measured against pure epoxy.
The percentage (%) enhancement in elastic modulus is calculated using the formula:

The elastic modulus of the nanocomposite is enhanced with increasing CNT/ Fe3O4 loading. The data for sonicated samples is consistently higher than stirred samples, verifying that better dispersion leads to more effective stress transfer between the CNTs and the epoxy matrix, resulting in a greater enhancement of the elastic modulus. For example, at 0.5 wt.% loading, the stirred CNT/Fe3O4/Epoxy composites showed an elastic modulus enhancement of 76.831%, while sonicated CNT/Fe3O4/Epoxy composites achieved 288.714% enhancement as compared to pure epoxy.
On the other hand, Figure 5. (b) compares the % enhancement in UTS of composites. At the lowest loading (0.1 wt.%) of CNT/Fe3O4, the composites prepared by the stirring method show a modest increase in strength, with a 5.344% enhancement in UTS. In contrast, the sonication method significantly outperforms stirring at the same loading, with an 18.411% enhancement, suggesting that the sonication method is more effective at this concentration for improving the mechanical properties of the composite. As the loading increases to 0.3 wt.%, both methods show improved UTS enhancements. The stirring method's UTS enhancement more than doubled to 14.2%; however, the sonication method still leads with a remarkable 27.2% enhancement, maintaining its superior performance over stirring.
Interestingly, at the highest loading of 0.5 wt.%, there is a decrease in UTS enhancement for both methods. The stirring method drops to 6.1%, and the sonication method decreases to 18.0%. This reduction could be due to agglomeration or poor dispersion at higher loadings, which can negatively affect the mechanical properties. Figure 5. (c) shows the % decrement in fracture strain of composites compared to pure epoxy. The following formula measures the decrement:

The stirred method resulted in a 15.3% reduction in fracture strain for composites with a 0.1 wt.% CNT/Fe3O4 loading, while the sonication method led to a much higher reduction of 43.6%. This suggests that at low CNT/Fe3O4 loadings, the sonication method significantly affects the ductility of the composite.
The difference between the two methods became more pronounced as the CNT/Fe3O4 loading increased to 0.3 wt.%. The stirred composites showed a 33.8% decrement, whereas the sonicated composites exhibited a 65.5% reduction. This indicates that higher loadings of CNT/Fe3O4, when applied with sonication, greatly diminish the material's ability to undergo strain before fracturing. At the highest loading (0.5 wt.%), both methods resulted in similar decrements, with the stirred method at 40.3% and the sonicated method at 69.8%. Overall, across all levels of CNT/Fe3O4 loadings, the sonicated composites consistently demonstrated a higher % decrement in fracture strain compared to those prepared by stirring. The more uniform dispersion and better bonding of CNT/Fe3O4 within the epoxy matrix achieved through sonication might lead to less flexibility and a greater reduction in fracture strain. The graph clearly illustrates the impact of the preparation method and CNT/Fe3O4 loading on the mechanical properties of the composites. Figure 5. (d) shows the tensile testing setup with a composite sample clamped and attached with an extensometer.
4. Conclusions
Our study assessed the impact of dispersion quality on the mechanical properties of CNT/Fe3O4/Epoxy composites, comparing composites fabricated through stirring and sonication at varying filler loadings (0.1, 0.3, and 0.5 wt.%). The results showed that sonication provided superior dispersion, leading to greater enhancements in elastic modulus and ultimate tensile strength (UTS) compared to stirring. At 0.5 wt.% loading, sonicated composites exhibited a 288.714% increase in elastic modulus and a 27.233% increase in UTS at 0.3 wt.% loading, while stirred composites showed a 76.831% increase in elastic modulus at 0.5 wt.% and a 14.236% increase in UTS at 0.3 wt.% loading. However, fracture strain decreased for both composites, at 0.5 wt.% loading sonicated composites experiencing a more pronounced reduction (69.795%) while stirred composites (40.284%) compared to pure epoxy. These findings suggest that sonication improves stiffness and strength and can also lead to increased brittleness. Future research should explore strategies to maintain enhanced mechanical properties while mitigating the loss of ductility in these composite materials.
Author Contributions
Writing—original draft preparation, Z.A.; writing—review and editing, S.Y.; revision and analysis, A.D. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data is contained within the article.
Acknowledgments
Not applicable.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Turagam, N.; Mudrakola, D.P. Advantages and Limitations of CNT-Polymer Composites in Medicine and Dentistry. In Perspective of Carbon Nanotubes; IntechOpen: 2019.
- Huang, B. Carbon nanotubes and their polymeric composites: The applications in tissue engineering. Biomanuf. Rev. 2020, 5, 3. [CrossRef]
- Ma, P.-C.; Siddiqui, N.A.; Marom, G.; Kim, J.-K. Dispersion and functionalization of carbon nanotubes for polymer-based nanocomposites: A review. Compos. - A: Appl. Sci. Manuf. 2010, 41, 1345-1367. [CrossRef]
- Chao, Z.; Yu, Y.; Lei, F.; Hu, D. A lightweight and flexible CNT/Fe 3 O 4 composite with high electromagnetic interference shielding performance. Carbon Lett. 2021, 31, 93-97. [CrossRef]
- Vovchenko, L.L.; Len, T.A.; Matzui, L.Y.; Yakovenko, O.S.; Oliynyk, V.V.; Zagorodnii, V.V.; Ischenko, O.V. Electrical and shielding properties of epoxy composites with combined fillers (SiO2-Fe2O3)/CNT and (SiO2-Fe3O4)/CNT. Appl. Compos. Mater. 2023, 30, 635-651.
- Tong, Z.; Lu, H.; Guo, F.; Lei, W.; Dong, M.; Dong, G. Preparation of small CNTs@ Fe3O4 and alignment in carbon fabrics/epoxy composites to improve mechanical and tribological properties. J. Mater. Sci. 2021, 56, 1386-1400. [CrossRef]
- Wu, B.; Zhu, H.; Yang, Y.; Huang, J.; Liu, T.; Kuang, T.; Jiang, S.; Hejna, A.; Liu, K. Effect of different proportions of CNTs/Fe3O4 hybrid filler on the morphological, electrical and electromagnetic interference shielding properties of poly (lactic acid) nanocomposites. E-Polym. 2023, 23, 20230006.
- Liu, S.; Wang, P.; Yang, Y.; Yang, Y.; Wu, G.; Li, H.; Wang, K.; Wang, B.; Liu, M.; Zhang, Y. Influence of MWCNTs and nano-Fe3O4 on the properties and structure of MWCNTs/Fe3O4/PLA composite film with electromagnetic interference shielding function. J. Polym. Res. 2020, 27, 1-8.
- Shankar, U.; Kumar, A.; Chaurasia, S.K.; Kumar, P.; Latif, F.; Yahya, M. Structural, Optical, and Magnetic Properties of PMMA-Magnetite (Fe3O4) Composites: Role of Magneto-Conducting Filler Particles. J. Electron. Mater. 2023, 52, 4375-4387. [CrossRef]
- Das, A.; Raffi, M.; Megaridis, C.; Fragouli, D.; Innocenti, C.; Athanassiou, A. Magnetite (Fe3O4)-filled carbon nanofibers as electro-conducting/superparamagnetic nanohybrids and their multifunctional polymer composites. J. Nanopart. Res. 2015, 17, 1-14. [CrossRef]
- Si, T.; Xie, S.; Ji, Z.; Wu, Z.; Ma, C.; Wu, J.; Wang, J. In situ anchoring of Fe3O4/CNTs hybrids on basalt fiber for efficient electromagnetic wave absorption. Nanotechnology 2023, 34, 405602.
- Geng, J.; Men, Y.; Liu, C.; Ge, X.; Yuan, C. Preparation of rGO@ Fe3O4 nanocomposite and its application to enhance the thermal conductivity of epoxy resin. RSC Adv. 2021, 11, 16592-16599.
- Yu, G.-C.; Wu, L.-Z.; Feng, L.-J.; Yang, W. Thermal and mechanical properties of carbon fiber polymer-matrix composites with a 3D thermal conductive pathway. Compos. Struct. 2016, 149, 213-219. [CrossRef]
- Pazourková, L.; Martynková, G.; Plachá, D. Preparation and Mechanical Properties of Polymeric Nanocomposites with Hydroxyapatite and Hydroxyapatite/Clay Mineral Fillers-Review. J. Nanotechnol. Nanomed. Nanobiotechnol. 2015, 2. [CrossRef]
- Roy, S.; Petrova, R.S.; Mitra, S. Effect of carbon nanotube (CNT) functionalization in epoxy-CNT composites. Nanotechnol. Rev. 2018, 7, 475-485. [CrossRef]
- Ashraf, M.A.; Peng, W.; Zare, Y.; Rhee, K.Y. Effects of size and aggregation/agglomeration of nanoparticles on the interfacial/interphase properties and tensile strength of polymer nanocomposites. Nanoscale Res. Lett. 2018, 13, 1-7. [CrossRef]
- Sun, C.; Saffari, P.; Sadeghipour, K.; Baran, G. Effects of particle arrangement on stress concentrations in composites. Mater. Sci. Eng. A 2005, 405, 287-295. [CrossRef]
- Bociong, K.; Szczesio, A.; Krasowski, M.; Sokolowski, J. The influence of filler amount on selected properties of new experimental resin dental composite. Open Chem. 2018, 16, 905-911. [CrossRef]
- Gonçalves, F.A.; Santos, M.; Cernadas, T.; Alves, P.; Ferreira, P. Influence of fillers on epoxy resins properties: A review. J. Mater. Sci. 2022, 57, 15183-15212. [CrossRef]
- Atteya, Y.M.; Barbadikar, D.R.; Mourad, A.-H.I.; Aly, M.F. Optimization of Nano and Micro Filler Concentration in Epoxy Matrix for Better Mechanical and Anticorrosion Properties. Metall. Mater. Trans. A 2024, 1-21. [CrossRef]
Figure 1.
Schematic preparation of (a) fully dispersed CNT-Fe3O4/epoxy composites by sonication method (b) Partially dispersed CNT-Fe3O4/epoxy composites by mechanical stirring.
Figure 1.
Schematic preparation of (a) fully dispersed CNT-Fe3O4/epoxy composites by sonication method (b) Partially dispersed CNT-Fe3O4/epoxy composites by mechanical stirring.
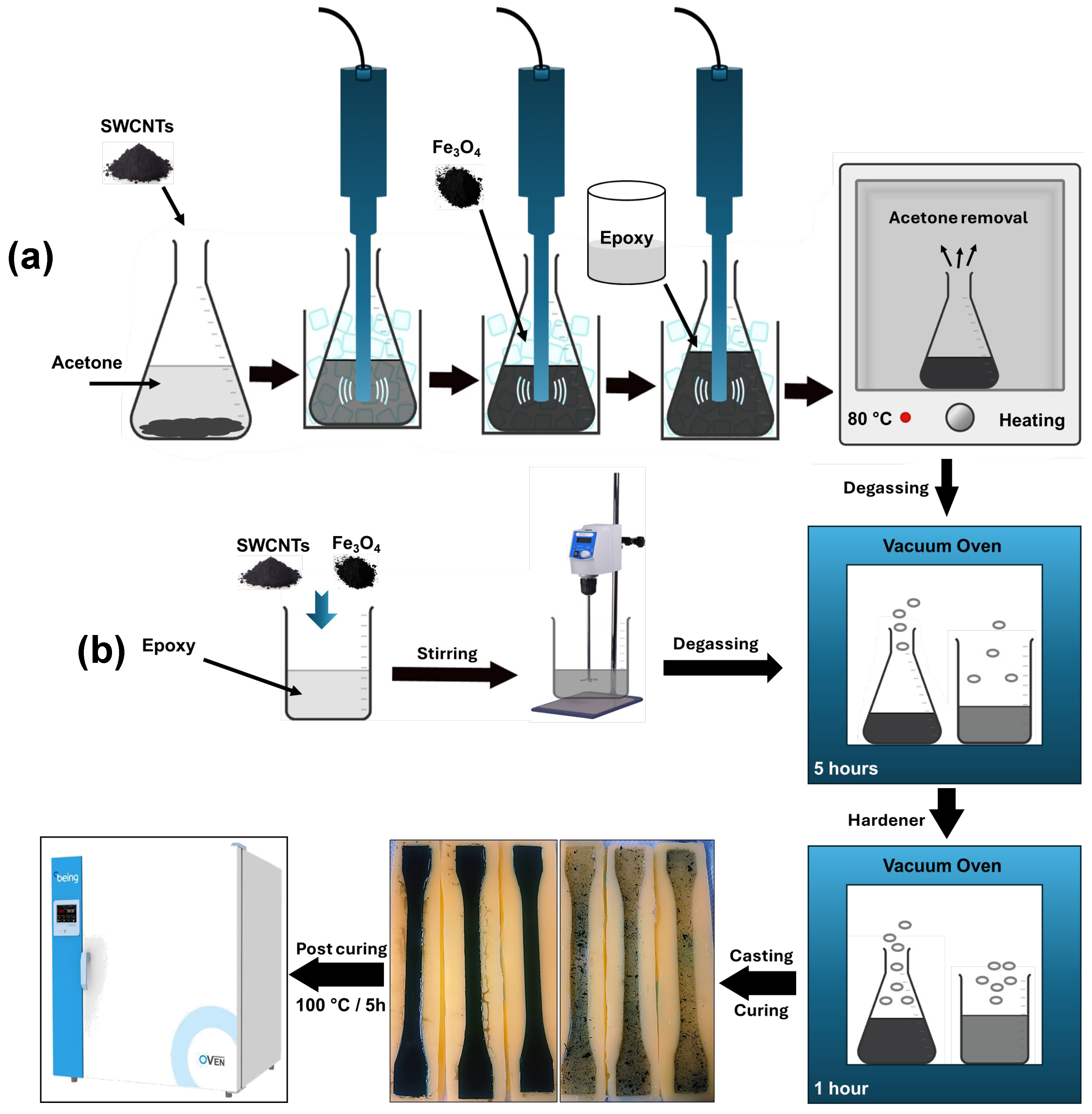
Figure 2.
Microstructural observations of CNT/Fe3O4/epoxy composites with varying content (a, a1) 0.1 wt.% sonicated. (b, b1) 0.1 wt.% stirred. (c, c1) 0.3 wt.% sonicated. (d, d1) 0.3 wt.% stirred. (e, e1) 0.5 wt.% sonicated and (f, f1) 0.5 wt.% stirred.
Figure 2.
Microstructural observations of CNT/Fe3O4/epoxy composites with varying content (a, a1) 0.1 wt.% sonicated. (b, b1) 0.1 wt.% stirred. (c, c1) 0.3 wt.% sonicated. (d, d1) 0.3 wt.% stirred. (e, e1) 0.5 wt.% sonicated and (f, f1) 0.5 wt.% stirred.
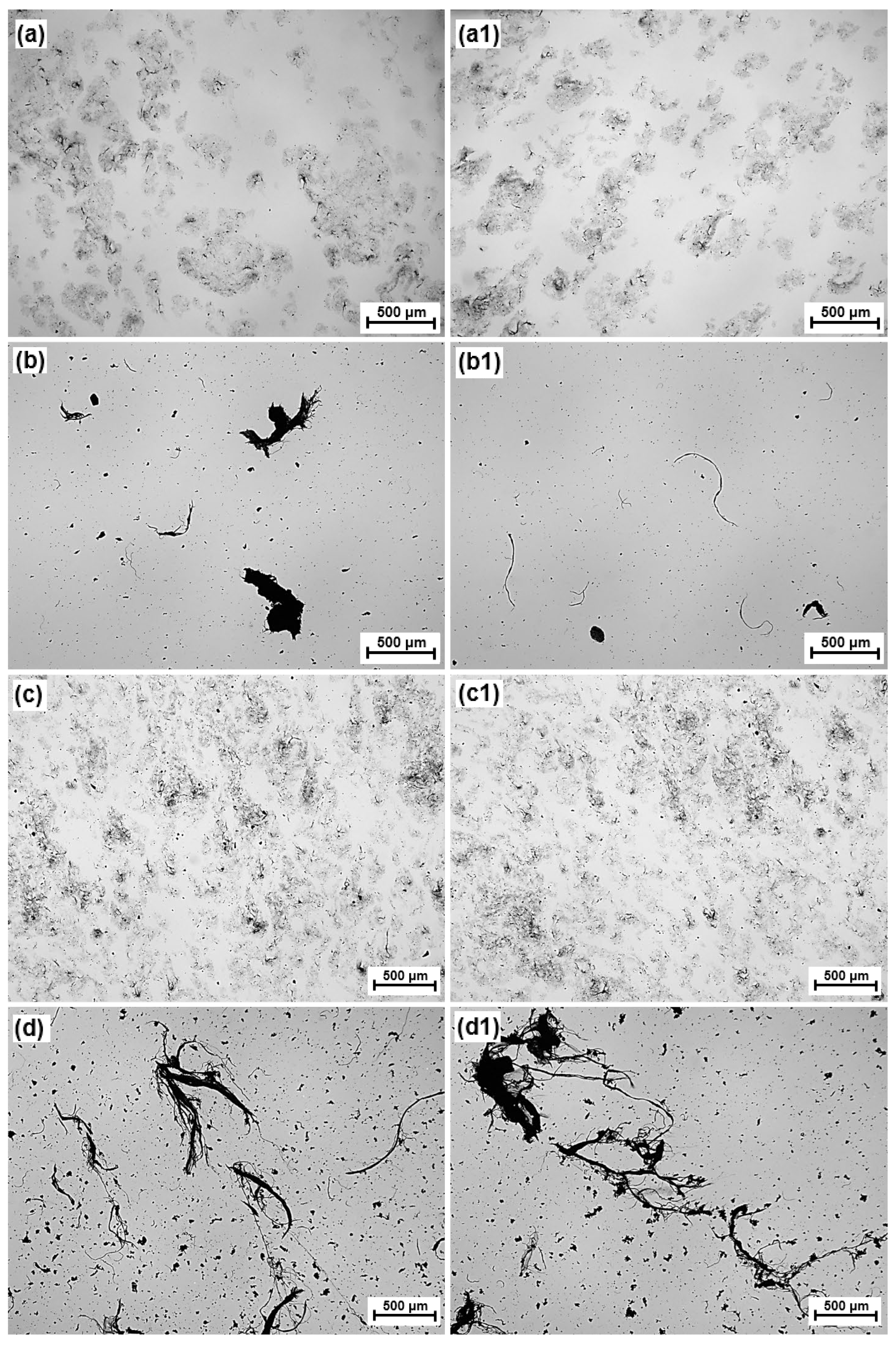
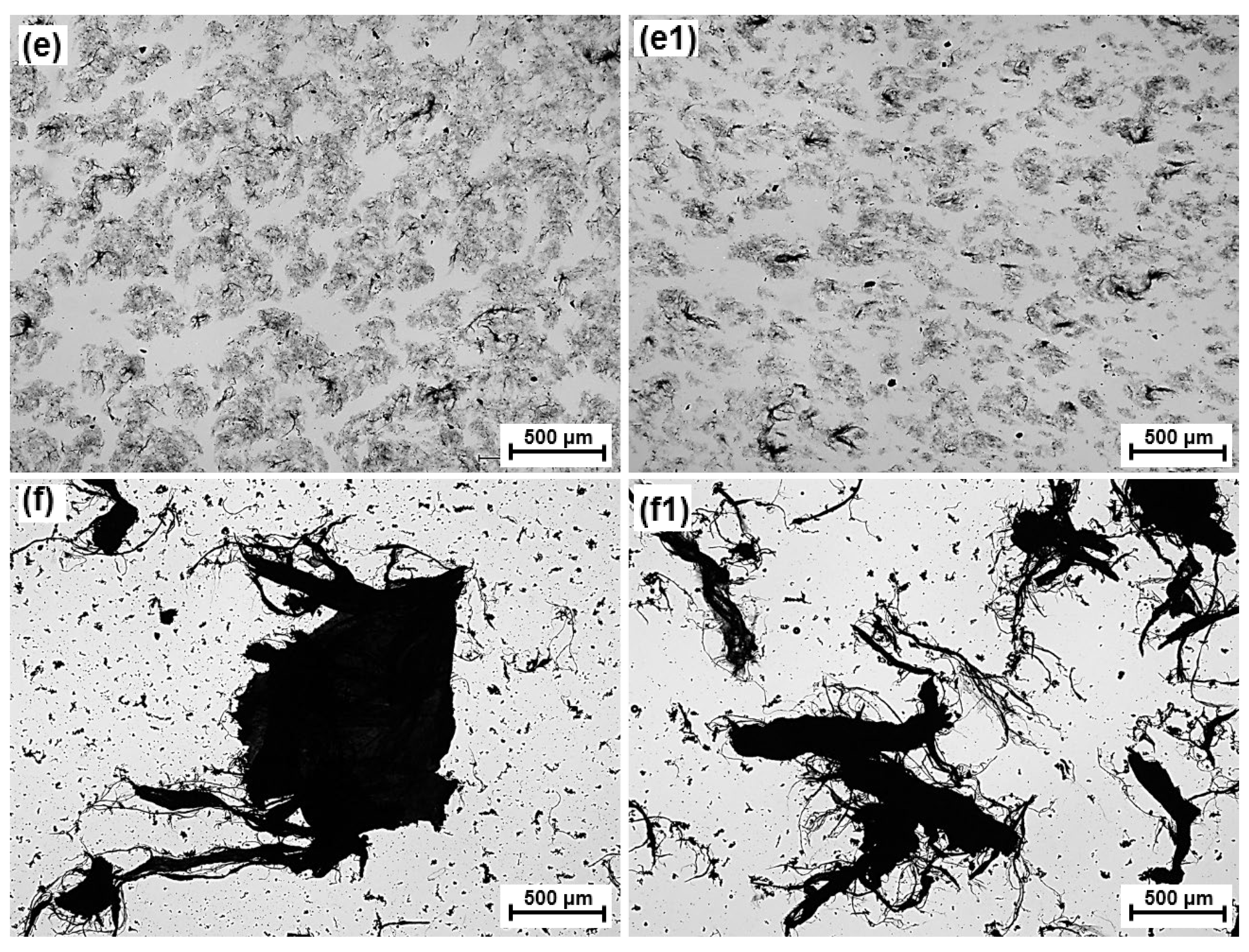
Figure 3.
Optical images of cured CNT/Fe3O4/epoxy composites by stirring (left samples) and sonicated (right samples) with (a) 0.1 wt.%, (b) 0.3 wt.%, and (c) 0.5 wt.%.
Figure 3.
Optical images of cured CNT/Fe3O4/epoxy composites by stirring (left samples) and sonicated (right samples) with (a) 0.1 wt.%, (b) 0.3 wt.%, and (c) 0.5 wt.%.
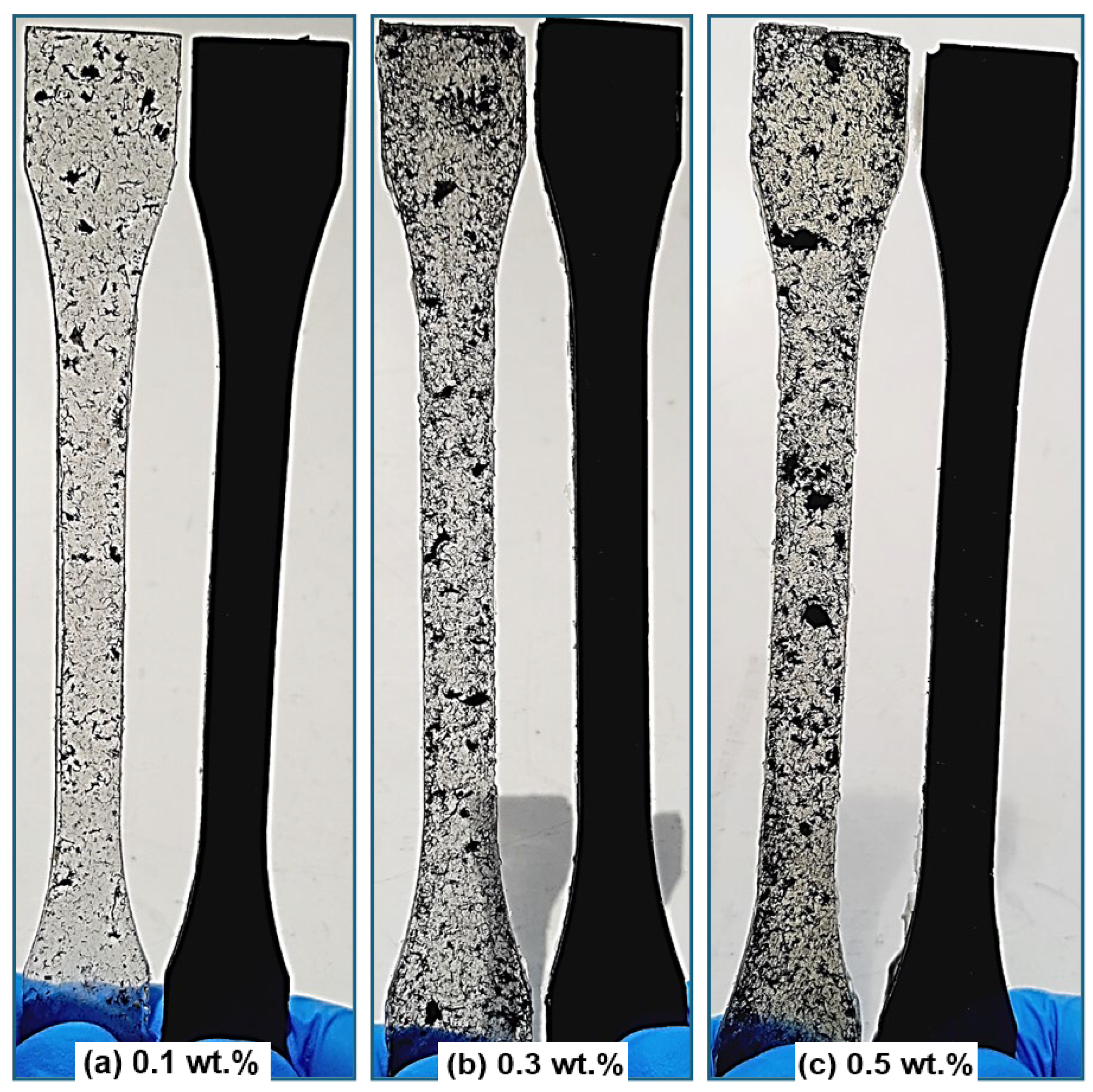
Figure 4.
Comparative results for tensile properties of pure epoxy and CNT/Fe3O4 epoxy composites prepared by two different stirring and sonication methods at various filler loadings (a) stress-strain curves (b) elastic modulus (c) ultimate tensile strength and (d) fracture strain.
Figure 4.
Comparative results for tensile properties of pure epoxy and CNT/Fe3O4 epoxy composites prepared by two different stirring and sonication methods at various filler loadings (a) stress-strain curves (b) elastic modulus (c) ultimate tensile strength and (d) fracture strain.
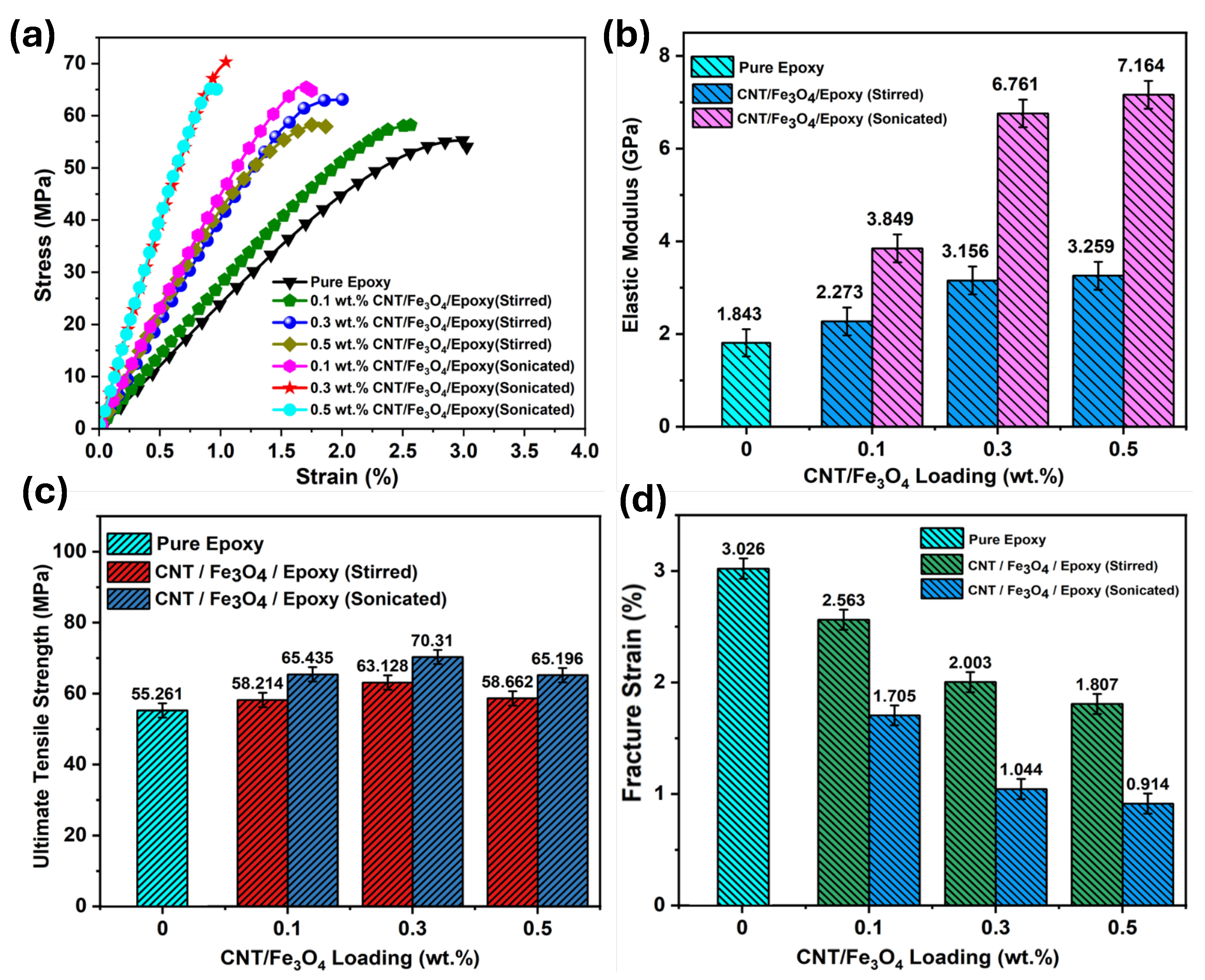
Figure 5.
Comparison of CNT/Fe3O4 epoxy composites with increasing filler loading to pure epoxy for (a) elastic modulus enhancement (%), (b) ultimate tensile stress (UTS) enhancement (%), (c) fractural strain decrement (%) and (d) tensile testing setup.
Figure 5.
Comparison of CNT/Fe3O4 epoxy composites with increasing filler loading to pure epoxy for (a) elastic modulus enhancement (%), (b) ultimate tensile stress (UTS) enhancement (%), (c) fractural strain decrement (%) and (d) tensile testing setup.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



