Submitted:
13 June 2024
Posted:
14 June 2024
You are already at the latest version
Abstract
The microstructure of the substrate plays a crucial role in the anodizing process. Anodizing cast aluminum alloys is quite challenging due to the higher levels of alloying elements present compared to pure aluminum. Elements such as silicon, iron, and copper significantly impact the growth and quality of the anodic layer. Additionally, anodizing parameters such as electrolyte composition, current density, and temperature are critical in determining the morphology and thickness of the anodic film. The casting process, surface condition, and post-treatment also affect the properties of the anodic layer. Optimizing these parameters is essential to achieve a durable and high-quality anodic layer. This work aims to provide a comprehensive understanding of the various factors affecting the anodizing of cast aluminum alloys and the properties of the anodic layer, including its thickness, corrosion resistance, and wear resistance.
Keywords:
aluminum-silicon cast alloys
; anodizing
; anodic layer
; intermetallic compounds
; microstructure
; plasma electrolytic oxidation (PEO)
1. Introduction
Anodizing is an electrochemical process that uses an electrical current to induce the growth of an aluminum oxide layer on an aluminum surface. This layer is created through the reaction of the aluminum anode with the electrolyte, causing a continuous consumption of the aluminum anode. The growth of the anodic layer is then dependent on the substrate’s microstructure [1,2]. During anodizing, the primary elementary component that dissolves during such an electrochemical surface treatment is the base metal, i.e., the aluminum; in principle, all aluminum alloys can be surface-oxidized by this process. However, practical knowledge suggests that the anodization process of the substrate is affected by the presence of certain alloying elements, and the difficulty level rises when the alloy contains high amounts of them. Considering this, it is intriguing that cast alloys are considerably more difficult to anodize than wrought alloys of good quality [2].
The anodization of pure aluminum in aqueous solutions involves the movement of Al3+ cations and either O2- or OH- anions [2,3,4]. At the interface between the aluminum and oxide, aluminum oxidation occurs, leading to the generation of Al3+ cations. Simultaneously, at the interface between the oxide and solution, either O2- or OH- anions form as H+ ions are removed from H2O molecules [2].
The progression of the anodizing process, resulting in the formation of a porous oxide layer, can be succinctly outlined as follows:
- Initially, aluminum cations (Al3+) are generated from the aluminum substrate acting as the anode.
- In the presence of a strong electric field, aluminum cations undergo migration towards the cathode, while anions present in the aqueous solution (such as O2-, OH-, and electrolyte anions) move in the opposite direction. At the interfaces of the metal/oxide and oxide/electrolyte, the Al3+ cations react with the anions, giving rise to the formation of aluminum oxide (Al2O3).2Al3+ + 3O2- = Al2O3 (at the metal/oxide interface)2Al3+ + 3H2O= Al2O3+ 6H+ (at the oxide/electrolyte interface)
- Simultaneously, at the oxide/electrolyte interface, the aluminum oxide has the potential to dissolve within the electrolyte, leading to the creation of a porous structure. This chemical dissolution process is governed by the equation:Al2O3 + 6H+ = 2Al3+ + 3H2O
Consequently, a meticulously organized hexagonal cellular structure, characterized by self-assembly, is generated, wherein each cell is enclosed at its base and features a central pore that extends from the base to the apex. The oxide structure can be categorized into two distinct regions: the barrier layer located at the base and the porous layer, Figure 1. The thickness of the cell walls is equivalent to that of the base and is determined by the parameters employed during electrolysis, namely the applied voltage and current density. Conversely, the expansion of the porous layer, particularly the dimensions of the hexagonal cell and the internal pore, is contingent upon various anodizing parameters such as the electrolyte type, current density, and anodizing duration [5]. Hence, the performance of an anodized component is significantly influenced by the careful selection of anodizing parameters, the initial microstructure of the alloy, and any treatments conducted before and after the anodizing process [2].
When anodizing is carried out in electrolytes with a neutral pH and low reactivity towards the anodic film, a specific type of oxide film known as a barrier-type anodic film is formed. This occurs, for instance, in borate or tartrate solutions where the resulting oxide is insoluble [6]. Under these conditions, there is no loss of Al3+ cations into the electrolyte, enabling the growth of barrier oxides with high current efficiencies, reaching close to 100% [7]. Current efficiency is determined by calculating the ratio of the current utilized for oxide formation to the total current applied throughout the process [8]. During the process of barrier anodizing, the growth of the oxide layer transpires at both the aluminum/oxide interface and the oxide/electrolyte interface. Through investigation, it has been determined that approximately 60% of the total oxide growth occurs at the aluminum/oxide interface, while the remaining 40% of the film thickness is formed at the oxide/electrolyte interface [9], as visually represented in Figure 2. The film continues to grow until its resistance impedes the flow of current to the anode [10]. At this juncture, the barrier-type anodic film experiences a breakdown in dielectric properties [4].
The thickness of the barrier layer is directly proportional to the applied voltage, and once established, it remains constant throughout the anodizing process [6]. Despite its thinness, the barrier layer allows for continuous ionic flow [4]. This continuous ionic flow, in conjunction with the electrolyte’s accessibility and subsequent current flow to the oxide/metal interface via the porous structure, facilitates ongoing film growth [10]. It is important to note that continuous film growth does not imply a constant increase in film thickness. The rate of film growth gradually diminishes as electrical resistance escalates with the accumulation of film thickness [10,11]. When the rate of film growth matches the rate of film dissolution, the actual thickness of the film remains unaltered. This mechanism permits the formation of significantly thicker, porous anodic oxide layers compared to barrier oxides. Porous layers with typical thicknesses of several hundred microns can be achieved.
During the formation of a porous anodic film, Al3+ cations do not undergo a reaction with O2- anions at the oxide/electrolyte interface. Instead, they are expelled into the electrolyte through field-assisted dissolution or field-assisted direct anion ejection mechanisms [4,12]. As a result, the growth of the oxide exclusively occurs at the oxide/metal interface. The overall process efficiency is approximately 60% since approximately 40% of the Al3+ cations are lost into the electrolyte [12,13]. As the film growth progresses, the formed oxide is pushed away from the oxide/metal interface. Consequently, the outer portion of the film, which corresponds to the oxide generated during the initial stages of the process, remains in contact with the electrolyte throughout the anodizing duration. This scenario can result in significant chemical attack on the outer part of the film [10,11]. This attack leads to the thinning of pore walls and the widening of pore openings.
In the development of Al-Si alloys, the surface’s suitability for anodization is often overlooked. The main focus is on creating cast alloys that meet mechanical requirements like strength, hardness, and resistance to wear and fatigue while considering factors such as castability and structural integrity. Alloys are engineered to improve fluidity, minimize gas entrapment during melting, and make the casting process smoother upon solidification [1]. The mechanical properties heavily rely on the quality of the casting, so alloy formulation and processing methods are adjusted to reduce porosity and enhance surface quality. The mechanical attributes of aluminum castings, such as strength, hardness, and resistance to wear and fatigue, are primarily achieved through two metallurgical mechanisms: solid solution hardening and precipitation hardening. The evolution of microstructure, influenced by alloy composition, cooling rates, and tempering procedures, plays a crucial role in achieving these properties [2]. The microstructure of castings not only determines component quality but also significantly impacts the quality of the resulting anodic oxide layer. Due to their higher alloy content, castings often have more complex surfaces with reduced free aluminum compared to wrought alloys. This difference leads to a broader range of surface chemical potentials, which poses challenges for the anodization process. The response to anodization is influenced by the composition, casting technique, and casting quality. Therefore, achieving a casting with a uniform microstructure and fine particle size becomes crucial when aiming for a specific anodized finish for a particular application [14,15,16].
Recently, certain eutectic or near-eutectic Al-Si alloys like AlSi12 and AlSi10Mg have emerged as highly promising materials for additive manufacturing Al alloy products [17,18]. However, the relatively low hardness and inadequate corrosion and abrasion resistance properties impose significant limitations on the durability of such Al-Si alloy products [19,20]. Consequently, various surface technologies, including anodizing [21], laser remelting [22], plasma electrolytic oxidation (PEO) [23], and cathode plasma electrolytic deposition [24], have been employed to address these concerns. This review discusses the impact of secondary phase particles, casting processes, and anodizing parameters on anodic film formation. It emphasizes the role of microstructural consistency, alloy composition, and controlled anodizing conditions in improving anodic layer quality. Additionally, post-treatment processes like hydrothermal sealing and plasma electrolytic oxidation (PEO) were analyzed.
2. Effect of the Alloy Second-Phase Particles
Various as-cast substrates can influence the anodization process. Eutectic Si and intermetallic compounds, such as Mg2Si, -Al5FeSi, –Al(Fe, Mn, Cr)Si, and Al2Cu phases, prove detrimental to the anodization process [25,26,27,28]. These secondary phases cause localized changes in the composition and morphology of the interface between the bulk material and the oxide, influencing the thickness of the oxide layer [7]. Moreover, certain phases may reduce the hardness and thickness of the anodic film while increasing its porosity [25,27].
The primary components of the as-cast microstructure in Al-Si alloys consist of large grains of primary -Al, eutectic Si, coarse primary Si, and other harmful intermetallic phases such as needle-like -Al5FeSi. Furthermore, these alloys display uncontrolled and unevenly distributed porosities [29,30,31]. Table 1 provides an overview of the phase precipitation sequence in hypoeutectic Al-Si alloys [32].
Depending on the chemical composition of the alloy and cooling rate during solidification, intermetallic compounds may also be present in the interdendritic regions and along the grain boundaries[33]. The presence of alloying elements in solid solution typically does not have a significant effect on the anodizing response of Al alloys. However, the formation of precipitates or intermetallic particles within the -Al matrix or along grain boundaries can compromise the integrity of the oxide layer [34]. Intermetallic phases with more positive redox standard potentials (i.e., being nobler) than the -Al matrix exhibit slower oxidation rates and remain as unanodized particles at the end of the anodizing process. Conversely, intermetallic compounds with higher oxidation energies completely dissolve during anodization, forming excess porosities within the oxide layer [2].
2.1. Silicon Particles
During the anodization process, the presence of eutectic silicon (Si) particles can trigger the development of various defects within the anodic layer. These include:
- Formation of oxygen gas-filled voids: When the oxide front interacts with the silicon phase, it leads to the generation of both SiO2 and gaseous oxygen due to the semiconductor properties of the Si-O bond. Consequently, oxygen gas-filled voids emerge in the aluminum substrate in proximity to the Si particles [35,36,37] as depicted in Figure 3.
- Creation of un-anodized zones: Un-anodized zones form when the oxide front fails to entirely encircle the Si phase, possibly due to its shape or reduced spacing between particles. Consequently, the eutectic silicon phase acts as a barrier shielding the adjacent Al-matrix, preventing it from being reached by the oxide front and thus remaining un-anodized. Residual metallic Al phase is predominantly detected beneath or amid coarse and interconnected Si eutectic particles [36,37].
Fratila-Apachitei et al. [39] conducted hard anodization on an AlSi10 alloy under the process conditions (12% H2SO4, , 30.42 mA.cm-2, 3000 seconds). Through SEM and TEM analysis of the anodized samples, they discovered that second-phase particles in the substrate significantly influence the microstructure of the anodic alumina film. To modify the silicon particles in the alloy, they introduced strontium, resulting in well-modified particles measuring less than 5 µm and partially modified particles ranging from 5-20 µm. When the oxide encounters a well-modified silicon particle, it envelops the particle completely, leading to defect-free film formation. However, in the case of partially modified silicon particles, the oxide attempts to penetrate them, resulting in a non-uniform thickness of the anodic alumina film [39]. This unevenness is attributed to the lower anodization rate of silicon compared to the aluminum matrix, which causes the anodic alumina film to encroach beneath the silicon particle and partially envelop it within the film [35,37], Figure 3. Additionally, larger unaltered silicon particles were observed, displaying the presence of oxygen species. This suggests the development of silica (SiO2) accompanied by oxygen generation, creating oxygen gas-filled voids above the oxidizing particles [35]. The size and shape of these cavities depend on the particle morphology. Throughout the thickness of the anodic alumina film, cavities are present, indicating the distribution of silicon particles in the alloy [35,37]. Moreover, the presence of these particles influences the morphology of the anodic alumina film, with pore termination occurring above the particle and pore branching and deflection around and beneath the particle [35]. While fine silicon particles readily become enclosed in the film, coarse particles require prolonged anodizing times for adequate occlusion [35]. To address this situation, Fratila-Apachitei et al. [39] concluded that achieving a fine cell structure and well-modified silicon particle morphology is crucial for growing anodic alumina films with minimal defects and uniform thickness.
Li et al. [40] investigated the corrosion protection properties of anodic alumina films on an Al-Si alloy, with details of the hard anodizing process conditions (17% H2SO4, 16 mA.cm-2, 900 seconds) The film surface exhibited small cracks, which were believed to be primarily caused by internal stress generated during oxide growth at the substrate/oxide interface [38]. Within the anodic alumina film, needle-like iron-rich areas and silicon-rich areas were detected. The presence of iron-rich areas confirmed the survival of iron-bearing intermetallic during the hard anodizing process, locally inhibiting the growth of the anodic film [41]. In the vicinity of silicon-rich areas, the film displayed cracking due to alumina growth around the silicon particles, resulting in localized high stress within the film [38].
Aluminum in the eutectic phase is reported to exhibit primarily the same crystallographic characteristics as the primary -Al dendrites found in unmodified alloys [42]. Heterogeneous nucleation is the primary method for grain refinement, where grains nucleate on foreign nuclei sites and grow slowly within the melt. Effective grain refiners, such as TiAl3 and TiB2 , must have lattice structures that are perfectly coherent with the aluminum matrix to be effective. Conversely, particles with poor lattice matching have minimal impact on enhancing grain nucleation, leading to an unrefined grain structure [43]. Examples of the microstructures of unmodified, Sr-modified, and Sb-modified alloys are illustrated in Figure 4. Additives in the alloy can improve its ability to form a passive oxide layer, as demonstrated in a recent study by Shan-Liang Xu et al [44]. The addition of 0.03 wt% of Boron to an Al–Si–Mg alloy encourages the formation of a thicker and more uniform passive film, while also boosting the tensile strength of the base alloy [44]. Examining the anodizing behavior of these new alloys can offer valuable insights into the impact of these additives on the anodic layer film of Al-Si alloys.
Zhu et al. [36] investigated the impact of the morphology of both unmodified and Sr-modified eutectic silicon particles on the anodizing response of Al-Si alloys [38]. Various levels of silicon content were examined (ranging from 2.4 to 5.5 wt%). The unmodified alloys exhibited polygonal flake silicon particles, forming a continuous branched network [45]. These entities are depicted in green in the energy-dispersive spectroscopy (EDS) element map, as shown in Figure 5. During the anodizing process, the anodic oxide front expanded between the silicon flakes. However, due to the limited space between the particles, a significant portion of the aluminum matrix remained unanodizing. Additionally, substantial localized intrinsic stresses were induced by the volumetric expansion of Al2O3, leading to the formation of cracks and voids, as indicated in Figure 5. Similar observations were reported by Fratila-Apachitei et al. [35] and Riddar et al.[46].
Razzouk et al. [37] discovered a direct correlation between the formation of oxide and the presence of alloying elements, particularly silicon particles. The size and distribution of these particles influence the regions of aluminum that remain unanodized. The unanodized aluminum areas enclosed by silicon particles are illustrated in Figure 6 in addition to the cavities associated with silicon particles.
Zhu et al. [47] investigated the corrosion resistance at the interface between the aluminum matrix and eutectic silicon particles. They conducted a corrosion attack by immersing anodized AlSi7Mg0.4 samples in a 3 wt% NaCl solution for 72 hours. The formation of a micro-galvanic cell between the aluminum and silicon phases led to corrosion penetration of the anodic layer and the formation of corrosion pits on the Al-Si interface. With an increase in the defect content within the oxide layer, galvanic corrosion beneath the oxide surface was observed to intensify. In their study, Chaukea et al. [48] and Menargues et al. [49] reported similar findings.
2.2. Iron-Rich Intermetallic Particles
Iron is frequently present in Al-Si alloys due to the recycling and casting processes. The presence of Fe is beneficial in preventing die soldering during high-pressure die casting (HPDC). However, Fe is considered an undesirable alloying element because it forms Fe-rich intermetallics like plate-like -Al5FeSi particles, leading to reduced ductility and corrosion resistance [31,50]. According to the chemical composition of the iron-rich intermetallic compounds, they may undergo partial or complete oxidation during the anodizing process [51]. Furthermore, they can become partially embedded in the anodic layer, creating a scalloped interface with the un-anodized aluminum substrate [39]. Specifically, the Al12(FeMn)3Si and Al6Fe phases hinder the growth of the anodic layer due to their higher oxidation energy [41]. However, L.E. Fratila-Apachitei et al. [39] and K. Shimizu et al. [52] reveal that the Al3Fe particles oxidized at the same rate as the aluminum matrix and could not be entrapped in the oxide layer. The dissolution of Fe-rich intermetallics during anodizing leads to the formation of voids and defects in the oxide layer, either partially or completely [47,53,54,55]. Fe-rich intermetallic compounds form a galvanic couple with the surrounding Al-Si eutectic, promoting and increasing the pit corrosion below the oxide layer [47,53]. Figure 7 shows the corrosion pits on the anodized Al7Si0.4 Mg samples. Some samples were ground to remove 20 µm of material from the surface before the anodizing process, while others were anodized without grinding, leaving the surface as-cast. The corrosion attack seems to have penetrated the oxide layer and was concentrated in the eutectic region, where Fe-rich intermetallic compounds are present within the Al–Si matrix. Removing the casting skin by mechanical grinding reduces the Fe content and Fe-rich intermetallics on the casting surface, leading to an improved oxide layer quality. [47].
2.3. Copper-Rich Intermetallic Particles
Copper forms an intermetallic phase with aluminum, which precipitates during solidification as either blocky CuAl2 or as alternating lamellae of -Al + CuAl2[56]. In the presence of iron during solidification, other copper-containing phases can form, such as -Al5FeSi [57]. The CuAl2 phase may appear as blocky forms or finely scattered -Al and CuAl2 particles within the interdendritic areas, as shown in Figure 8.
The high copper content in the alloy makes it one of the most difficult alloys to anodize [58], due to oxygen generation during the anodizing process, causing film cracking when thick porous films are produced [59].The anodizing behavior of Cu-rich compounds is influenced by their chemical composition [60]. Fratila-Apachitei et al. [39] conducted a study on the anodizing response of the Al2Cu phase in an AlSi10Cu3 alloy. This phase was observed as large globular compounds or irregular particles ranging from 3 to 20 . When the anodic front reached a Cu-rich particle, the current distribution favoured the Cu phase due to its lower oxidation energy than the surrounding Al matrix. This led to the formation of a preferential oxide growth path inside the particle, which persisted until complete oxidation of the Cu-rich compound occurred [39]. Additionally, the Cu-O bond exhibits semiconducting properties, resulting in the generation of gaseous oxygen during the oxidation reaction [32,35]. If the gas pressure becomes sufficient, film cracking may occur [35,61]. Another Cu-rich phase that exhibits anodic behavior relative to the Al matrix is the S-phase (Al2CuMg), as reported by Meng et al [62]. In contrast, intermetallic phases like Al7Cu2Fe exhibit cathodic behavior, accelerating the oxidation of the adjacent aluminum matrix. Additionally, these compounds facilitate oxygen reduction reactions, leading to the dissolution of the neighboring aluminum phase matrix, a phenomenon referred to as "trenching" [63,64]. Figure 3 illustrates the anodic and cathodic behaviour of Cu-rich intermetallic particles.
3. Influence of Processing Prior to the Anodizing Process
3.1. Casting Process
The development of the oxide layer is also associated with the casting technique employed. Labisz et al. conducted a study [65] comparing the anodizing process of Al-Si-based alloys manufactured through pressure die casting and sand casting. The results revealed that the anodized layer is thicker in the case of sand-cast materials compared to those produced by pressure die casting. In a separate investigation by Ridder et al. [46], anodized Al surfaces from four different fabrication methods (namely, extruding, permanent mold casting, sand casting, and high-pressure die casting (HPDC)) were examined. The aluminum foundry alloys used were: AlSi7Mg for sand casting and permanent mold casting, AlSi1Mg for extrusion, and AlSi9Cu3 for high-pressure die casting. These alloys were selected as they are typical for their respective production methods. The study indicated that the uniformity of the oxide layer on an extruded sample could be attributed to the low Si content of the alloy as well as the fabrication method. Conversely, materials produced by casting processes displayed non-uniform-thickness oxide layers on the surface, with the HPDC sample exhibiting the lowest mean value and the greatest scattering due to the high cooling rate associated with the HPDC process, Figure 9.
3.2. Machining Operations
The industry widely uses surface machining operations to cast products to achieve the necessary dimensions. Several studies have been conducted on rheocast and die-cast hypoeutectic Al-Si alloys to explore the impact of machining operations on the subsequent anodizing process, owing to the alloy’s heterogeneous microstructure and potential defects [66,67,68].
The machining operations are highly effective in removing the surface liquid segregation (SLS) enriched with Fe-rich compounds that form during the casting process. Due to the low amount of Fe-rich intermetallic embedded in the oxide layer, the machined substrate results in slightly thicker, harder, and more resistant to corrosion after anodizing [47]. The milled surfaces showed an excellent response to anodizing, regardless of the diecasting alloy used. One advantage of the milling process was removing the oxide skin naturally formed during High-Pressure Die Casting (HPDC) at relatively high temperatures. When die-castings are extracted from the die at around 300 °C, a thicker surface oxide skin is formed compared to the one formed naturally at room temperature [69]. This oxide skin has a passivation effect that negatively affects the thickness of the anodic oxide layer [69]. Chemical treatments done before anodizing are known to remove impurities from the casting surface, such as oil, dirt, and the oxide layer [70]. However, alkaline cleaners may remove the aluminum phase from the surface, exposing inner intermetallic compounds [70].
Caliari et al. [66] applied machining operation prior to the anodizing process for several diecast Al-Si alloys. Considering the AlSi9Cu3(Fe) and AlSi11Cu2(Fe) alloys, the milling operation removed the surface segregations and exposed surfaces with lower eutectic fraction and coarser plate-like Si particles. An Al alloy substrate without elemental segregations generally shows thicker anodic oxide layers [28,36,69]. The improved thickness of the anodic layer after milling operation on this alloy (AlSi12Cu1(Fe)) was mainly associated with the removal of the pre-existent oxide skin and the SLS layer [66] as shown in Figure 10.
The thickness of the anodic layer seems to be closely related to the aluminum phase. When the skin layer is ground and areas with a slower solidification rate are accessed, it leads to the presence of a large, homogeneous aluminum phase. This was mentioned by Razzouk et al. [37] in their study, where they removed varying amounts of material from the surface of the AlSi12Cu1(Fe) cast alloy using galvanostatic and potentiostatic modes. The Figure 11 shows an example of the differences between the regions containing a high amount of silicon compared with the aluminum phase regions, indicating that this alloy has a heterogeneous structure.
A thicker oxide film is not necessarily harder than a thinner one [71]. Yerokhin et al. [72,73] demonstrated that oxide film with low thickness are more effective in reducing friction and enhancing scratch resistance. Additionally, Fratila-Apachitei et al. [74] found that thicker oxide film are more prone to significant collapse under contact pressure. Caliari et al. [66] observed a decrease in abrasion resistance in the preliminary machined substrate compared to the as-diecast surface (Figure 10). This behavior can be understood by considering various facts: Aluminum oxide exists in several grades and allotropic forms, each exhibiting specific physical properties [75]. The hardness of pure alumina ranges from approximately 560 to 2200 HV. However, the aluminum oxide formed through anodizing can exhibit lower hardness values [76]. Makhlouf et al. [77] reported that the hardness of silicon particles measured 1200 ± 120 HV, which is higher than that of the aluminum oxide formed after anodizing. Consequently, it is expected that the eutectic silicon particles embedded in the anodic layer act as reinforcing particles, significantly influencing abrasion behavior. Gillin et al. [73] investigated the abrasion behavior of hard-anodic oxide films obtained from a gravity-cast AlSi7Mg0.3 alloy. They found that the excellent abrasion resistance of the films was partly due to free silicon being entrapped in the oxide film. It is generally recognized that substrates reinforced with coarse particles experience greater wear loss compared to those with fine particles [78]. This behavior accounts for the lower wear resistance observed in the anodic layer grown on milled surfaces. Additionally, coarser eutectic silicon particles are typically detrimental to anodic oxide growth [69], leading to the development of porosity upon oxidation. This characteristic contributes to the overall reduction in abrasion resistance of milled and hard anodized surfaces.
The impact of sandblasting operations on the anodizing process of diecast surfaces was also examined [66]. Generally, this procedure yields favorable results for anodizing by eliminating the passivating skin layer formed at temperatures between 200 and 300°C during the extraction of the casting from the die [79]. However, the growth of the oxide layer is significantly influenced by the surface microstructure exposed after sandblasting. Depending on the alloy’s chemical composition and the compounds’ morphology, sandblasting operations can either enhance or hinder the growth of the anodic layer. In Al-Si alloys with high copper content, such as AlSi9Cu3(Fe) alloys, the microstructure of the sandblasted surface resembles that of the as-diecast surface due to the high copper content, which encourages the refinement of silicon particles. Consequently, sandblasting operations positively impact the anodizing process by removing the skin layer and facilitating the growth of a thicker anodic layer. Conversely, in Al-Si alloys with lower copper content, such as AlSi11Cu2(Fe) and AlSi12Cu1(Fe) alloys, sandblasted substrates exhibit a more heterogeneous microstructure with coarser silicon particles compared to the as-diecast surface. As a result, the sandblasted substrate’s anodizing response is poor, which negates the benefits of skin layer removal [66].
4. Influence of Anodizing Parameters
The anodizing process requires specific conditions, which depend on the intended application of the metal part and the desired properties of the anodic film [80]. To ensure successful anodizing, it’s important to determine the best conditions, including the electrolyte solution, temperature, and potential or current density.
4.1. Electrolyte
The role of electrolytes is closely related to their composition and significantly influences whether the newly formed oxide layer is porous or a barrier. Electrolytes do not dissolve barrier oxides, or their dissolution rate is considerably slower than their deposition rate. Additionally, barrier layers tend to develop in the presence of non-acidic electrolytes, leading to the formation of an amorphous protective layer over the aluminum substrate surface [81]. A thin and dielectric compact film is produced when electrolytes solution like borate[82] . Table 2 contains a compilation of frequently utilized non-acidic electrolytes [83].
For the production of nanopores ranging in size from approximately 10 to 240 nm, researchers typically use oxalic, phosphoric, and sulfuric acids (see Table 3). The anodization voltage is crucial, as it is limited by the specific acid electrolyte and its concentration. Excessively high anodization voltage can cause the oxide barrier layer to burn, leading to non-uniform pore development. These three primary causes can account for this phenomenon: localized heating during production, increased conductivity in the oxide barrier layer at the pore tips, and ionization of atoms, resulting in the production of additional electrons due to the electric field’s energy. Finally, the breakdown of the oxide barrier layer occurs due to pre-existing fissures [81,82].
The order of conductivity for the most commonly used acid electrolytes In aluminum anodization is H2SO4 > (COOH)2 > H3PO4. Consequently, the anodization voltage ranges from 5 to 40 V for sulfuric acid (H2SO4), 30 to 140 V for oxalic acid ((COOH)2), and 80 to 200 V for phosphoric acid (H3PO4) [84].
This difference in the characteristics of the oxide layer formed under different electrolyte conditions has important implications for the surface properties and applications of anodized Al-Si alloys [60]. Chiang et al. [85] conducted a study on the hardness and abrasion resistance of a hypereutectic Al–Si alloy after pulse anodizing at 0°C. They used three different electrolyte compositions: sulfuric acid, a mixture of sulfuric and oxalic acids, and a mixed solution of sulfuric and oxalic acids with dissolved aluminum sulfate. The results showed that the addition of oxalic acid and dissolved aluminum sulfate to the sulfuric acid electrolyte led to a progressive increase in oxide thickness and improved mechanical properties. During the anodizing process, aluminum ions from the aluminum sulfate dissociate in the electrolyte, which enhances conduction efficiency. This results in the formation of a thick and refined oxide layer, leading to improved hardness and abrasion resistance.
Romdhane et al. [86] conducted a study on the anodizing process of AS12 aluminum alloy using different alkaline electrolytes. The AS12 alloy behaves differently during anodization compared to pure aluminum because of its silicon content. The presence of silicon affects the insulating properties of the anodic alumina layer, requiring adjustments in the composition of the electrolyte for effective anodizing. To achieve the Micro-Arc Oxidation (MAO) regime for AS12 alloy, high current densities are typically needed. However, the addition of fluorides and silicates allows the MAO regime to be reached at lower current densities, making the process more practical and energy-efficient. When anodizing at a constant current, the addition of KF results in the formation of a thicker oxide layer, as fluorides in the electrolyte accelerate the initiation of the micro-arc regime. Furthermore, incorporating silicates in the electrolytic solution slightly improves corrosion resistance by acting as sealing/healing agents [86]. High levels of additives could have a negative effect on the anodic properties. In a study by Shang et al. [87], it was shown that adding an excessively high concentration of additives to the electrolyte can have a negative impact on the quality of the oxide layer of High silicon aluminum alloy (Al-12.7Si-0.7Mg). The study investigated the effects of three different organic acids added to the electrolytes for anodic oxidation, while keeping the sulfuric acid concentration, anodization temperature, anodization time, and current density constant. The results indicated that the weight and corrosion resistance of the anodic layer are significantly reduced when organic acids are added to the sulfuric acid electrolyte. However, a balanced mixture of additives improved the surface properties of the oxide film [87]. Gastón-García et al. [61] conducted a research on how the mechanical properties and oxide layer thickness are affected by electrolyte concentration and temperature. They performed anodization on an AlSi9Cu3(Fe)(Zn) alloy at 0°C using sulfuric acid electrolyte with concentrations of 5% and 15% by volume. Regardless of the current density, they observed no significant differences in oxide thickness with varying acid concentration. However, the anodic layer formed at the lower concentration exhibited fewer cracks and defects, leading to slightly higher microhardness and improved abrasion resistance. The comparable thicknesses of the two oxide layers suggested that the efficiency of the anodizing process was similar for both electrolyte concentrations.
4.2. Anodizing Duration and Electrolyte Temperature
Besides the electrolyte composition and concentration, temperature and anodizing duration play important roles in achieving the desired properties of the anodic layer produced. Anodizing time impacts the microstructure and immersion stability of anodized aluminum alloys [88]. An increased anodizing time can lead to a decrease in the layer quality. This is because the outer surface of the anodic layer generates more heating effects, which increase the temperature of the electrolyte and enhance its reactivity. Consequently, the dissolution rate increases, leading to the formation of defects and porosity on the external surface of the anodic layer, reducing its hardness and wear resistance. Several studies confirmed this mechanism [21,33]. In a study by Zhu et al. [21], the influence of anodizing time on a Sr-modified AlSi7Mg alloy was analyzed. The thickness of the oxide layer increased with anodizing time, but after 30 minutes, the hardness decreased. The heating effects formed on the oxide/electrolyte interface during long anodizing times made the local porous structure coarser, reducing its mechanical properties. The nanohardness of the anodic layer generally decreases from the oxide-metal interface to the electrolytic-oxide interface. Increasing the anodizing time produces a thicker but more stressed oxide layer, and these intrinsic stresses are released during the growth of the anodic layer. As a result, more cracks and porosities are formed and embedded in the anodic layer, decreasing the corrosion resistance.
When the electrolyte temperature is lower, the reactivity of the electrolyte decreases, and the dissolution rate of the anodic layer slows down. Additionally, the local heating effects on the oxide surface are reduced, resulting in a less porous oxide layer with improved mechanical properties [89]. Caliari et al. [90] studied the impact of electrolyte temperature below 0°C on the anodizing process of a machined AlSiCu(Fe) alloy substrate. Indeed, regardless of the alloy’s chemical composition, lowering the anodizing temperature from 0°C to -4°C led to the formation of a thinner anodic layer. At -4°C, under a current density of 2.5 A.dm-2, increased current flow resistance prevented the thickening of the anodic layer, resulting in a poorer anodizing response.
4.3. Voltage and Current
Galvanostatic anodizing is utilized to investigate the effect of electrical current on the anodizing response of the substrate. This technique involves imposing electrical current, while the voltage can vary depending on the system. Galvanostatic anodizing is particularly useful for studying the electrical response caused by the formation of cracks and voids in the oxide layer. The formation of defects inside the oxide layer can be identified by comparing the voltage variation over time with the electrical behavior of pure anodized aluminum. Oxygen gas-filled voids hinder the ionic transport process, increasing the resistivity of the substrate [38,61]. This increase in resistivity is reflected in an increase in the recorded voltage. Therefore, in the voltage-time graph, if the curve for Al alloy is higher than the curve for pure Al, it indicates the formation of voids inside the anodic layer [37]. Voltage fluctuations in the steady-state region of the voltage-time graph correspond to the formation of cracks in the anodic layer when it cracks and re-anodizes due to high levels of intrinsic stresses [61,91,92]. Fratila-Apachitei et al. [38,74,92] and Gastón-García et al.[61] used this technique to analyze the growth evolution of the oxide under different anodizing parameters. They studied the effect of the applied current density on the formation of the anodic layer and found that increasing the current density results in a thicker anodic layer [38]. However, local heating effects on the oxide surface also increase, resulting in porosities due to a higher thermal enhanced dissolution rate [61,89]. Therefore, the anodic layer is thicker but less hard. The influence of the current waveform on the hard anodizing of AlSi10 and AlSi10Cu3 casting alloys was investigated, and no significant variations in the oxide thickness and microhardness were detected by applying direct current with respect to pulse current in different waveforms [74]. In potentiostatic anodizing, the voltage applied not only affects the barrier layer but also impacts the growth of the porous layer [2]. As the applied voltage increases, the oxide layer thickens due to increased electrical current flowing in the anodizing system [21]. This results in an increase in current density and consequently, an increase in the oxide growth rate [93]. However, it is crucial to note that excessively high current densities can cause heating effects on the outer oxide surface, decreasing its quality and mechanical properties.
Razzouk et al. [37] investigated the effects of anodizing under galvanostatic and potentiostatic modes on the thickness and structure of the anodized AlSi12Cu1(Fe) die-cast alloy. The anodic layers were created in an electrolyte containing 181.1 g·L−1 sulfuric acid, 10.6 g·L−1 aluminum, and 7.1 g·L−1 oxalic acid. Figure 12 depicts the behavior of current density and voltage during the anodizing process. In potentiostatic mode, once the desired voltage (35 V, 1.6 A·dm−2 max) was reached, the current density gradually decreased, indicating an increase in resistance and a corresponding change in the anodic layer thickness over the 60-minute period. In contrast, under galvanostatic mode, Figure 12b shows that after reaching the desired current of 1.6 A·dm−2, the voltage continuously increased throughout the anodizing process. This increase in voltage is attributed to the insulating nature of the anodic oxide layer, indicating an increase in the anodic layer thickness. The thickest anodic layer was obtained under galvanostatic mode, although the structure of anodized samples exhibited the same characteristics under both modes [37].
5. Influence of Post-Treatment
Among the various post-treatment methods, two fundamental approaches have emerged as particularly promising: sealing using suitable solutions and utilizing the Plasma Electrolytic Oxidation (PEO) process.
The positive effects of the sealing process on the corrosion resistance of wrought aluminum alloys have been extensively studied [94,95,96]. However, there is limited research on the impact of sealing on anodized Al-Si foundry alloys. Zhu [53] investigated the influence of High-Temperature Sealing (HTS) on a rheocast AlSi5.5Mg alloy. The study observed a decrease in the alloy’s corrosion resistance after HTS due to the formation of numerous cracks, which facilitated the initiation and propagation of corrosive phenomena throughout the anodic layer. During the HTS process, volume expansion is associated with creating intrinsic stresses, particularly around the Si particles. This stress leads to the formation of additional cracks in the sealed oxide layer, especially in regions adjacent to the eutectic structure.
Giulia et al. [97] studied the impact of two sealing processes—hydrothermal sealing (HTS) and cold sealing in a nickel fluoride solution, on the wear and scratch resistance of High-pressure diecast AlSi9Cu3(Fe) alloy plates anodized in a sulfuric acid electrolyte at 16°C. The study shows that both sealing processes improve the wear and scratch resistance of the anodized surfaces. The milled substrates, with thicker oxide layers, exhibit greater wear resistance compared to the as-diecast surfaces. Hydrothermal sealing demonstrates better scratch resistance due to the formation of boehmite and bayerite within the porous structure, as opposed to the combined precipitation of multiple compounds in cold sealing based on nickel fluoride solutions.
Plasma electrolytic oxidation (PEO) can be used as a post-treatment for anodized aluminum alloys to enhance the properties of the anodic layer. Anodizing serves as a pre-treatment to reduce the energy consumption of the PEO process. PEO is an effective corrosion resistance improvement technique [98,99]. Also, nanoparticles could used in the electrolyte to incorporate inside the ceramic coating and modify its properties [99,100].
Limited studies exist on the application of PEO as a post-treatment for anodized Al-Si alloys. PEO is an effective method to mitigate the adverse effects of silicon and has the potential to address or reduce defects in the anodic layer. Mohedano et al. [101] studied the effect of different sealing processes on an AlSi7Mg0.3 alloy using sealing techniques based on cerium salts, nickel, potassium permanganate, and phosphonic acid. The study showed that all post-treatments improved corrosion resistance, with potassium permanganate and nickel acetate-based sealings demonstrating the best results.
In another study, M. Mohedano et al. [102] investigated the effect of pre-anodizing and frequency on the energy consumption and properties of the resulting PEO coating. Increasing the frequency and current density results in a decrease in the time to current drop, particularly for specimens with a precursor anodic film, indicating faster attainment of this critical point. In terms of energy consumption, the use of high frequencies and a precursor anodic film have a significant impact, while the applied current appears to have less influence. Remarkably, when employing a 20µm thick precursor anodic porous film, combined with high current (500mA.cm-2) and frequency (400 Hz) during PEO, energy savings of up to 76% are achievable compared to direct PEO treatment. The enhanced wear and corrosion performance can be attributed to microstructural refinement associated with high-frequency processing and early transition to the "soft-sparking regime." Notably, the influence of the frequency on corrosion response is more pronounced than the presence of the anodic precursor.
6. Conclusions
The anodizing process of aluminum-silicon (Al-Si) cast alloys poses several challenges, primarily due to the heterogeneous microstructure and the complex electrochemical reactions involved.
One major issue is the presence of alloying elements such as silicon, iron, and copper, which can form intermetallic compounds and secondary phase particles that significantly affect the anodization process. The size and distribution of Si particles influence the occurrence of defects in the anodic layer, such as cracks, cavities, and unanodized aluminum regions. The shape and size of Si particles can be modified by adding certain elements to the alloy, such as Sr and Sb. Investigating the anodizing behavior of new alloys (e.g., adding boron to an Al–Si–Mg alloy) can provide valuable insights into how these additives impact the anodic layer film of Al-Si alloys. Iron-rich intermetallic particles exhibit different behaviors depending on their chemical composition. They may undergo partial or complete oxidation during the anodizing process or hinder the growth of the anodic layer due to their higher oxidation energy. Copper-rich intermetallic particles can display both anodic and cathodic behaviors depending on their stoichiometry.
The microstructure of Al-Si cast alloys is significantly influenced by the casting process and the surface condition before anodizing. Removing the surface liquid segregation (SLS) enriched with Fe-rich compounds formed during casting enhances the anodizing response. A thicker anodic layer is achieved after removing the oxide skin from the casting surface. However, thicker anodic layers tend to have more defects than thinner ones, resulting in lower surface hardness and abrasion resistance.
Anodizing parameters control the morphology and thickness of the anodic layer. Generally, optimizing conditions such as electrolyte composition, temperature, and current density can mitigate some adverse effects of the heterogeneous structure.
Post-treatment processes like hydrothermal sealing and plasma electrolytic oxidation (PEO) have shown promise in enhancing the anodic layer’s properties. Hydrothermal sealing can improve scratch resistance by forming boehmite and bayerite within the porous structure of the anodic layer. PEO, when used as a post-treatment, can significantly improve the corrosion resistance and mechanical properties of the anodic layer. Studies have shown that using PEO after anodizing can lead to substantial energy savings and improved wear resistance by refining the microstructure and reducing defects in the oxide layer.
In summary, despite these advancements, anodizing Al-Si cast alloys remains inherently challenging. The intricate relationship between the alloy’s microstructure and the anodizing process requires a comprehensive understanding to achieve better control and improved outcomes. Continued research in alloy modification, anodizing techniques, and post-treatment processes is essential to overcome these challenges and enhance the durability and performance of anodized Al-Si cast components.
Author Contributions
Conceptualization, TI.T. and E.R.; methodology, E.R.; software, D.K-H. and E.R.; validation, TI.T., D.K-H. and E.R.; formal analysis, TI.T.; investigation, E.R. and D.K-H.; resources, TI.T., and D.K-H.; data curation, D.K-H. and E.R.; writing—original draft preparation, E.R.; writing—review and editing, TI.T.; visualization, E.R.; supervision, TI.T.; project administration, TI.T.; funding acquisition, TI.T. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Asensio-Lozano, Juan, Beatriz Suárez-Peña, and George F. Vander Voort. Effect of processing steps on the mechanical properties and surface appearance of 6063 aluminium extruded products. Materials 2014, 7, 4224–4242. [CrossRef]
- Runge, Jude Mary. The metallurgy of anodizing aluminum; Springer International Publishing: Cham, 2018. [Google Scholar]
- Diggle, John W., Thomas C. Downie, and C. W. Goulding. Anodic oxide films on aluminum. Chemical Reviews 1969, 69, 365–405. [CrossRef]
- Thompson, G. E. Porous anodic alumina: fabrication, characterization and applications. Thin solid films 1997, 297, 192–201. [Google Scholar] [CrossRef]
- O’sullivan, J. P.; Wood, G. C. The morphology and mechanism of formation of porous anodic films on aluminium. Proceedings of the Royal Society of London. A. Mathematical and Physical Sciences 1970, 317, 511–543. [Google Scholar]
- Valiev, R. Z.; Zhilyaev, A. P.; Langdon, T. G. Bulk nanostructured materials: fundamentals and applications; John Wiley & Sons, 2013. [Google Scholar]
- Abrahami, S.T. Cr (VI)-free pre-treatments for adhesive bonding of aerospace aluminium alloys. Delft University of Technology 2016. [Google Scholar]
- Voon, C. H., M. N. Derman, U. Hashim, K. R. Ahmad, and K. L. Foo. Effect of temperature of oxalic acid on the fabrication of porous anodic alumina from Al-Mn alloys. Journal of Nanomaterials 2013, 40.
- Paz Martínez-Viademonte, Mariana, Shoshan T. Abrahami, Theodor Hack, Malte Burchardt, and Herman Terryn. A review on anodizing of aerospace aluminum alloys for corrosion protection. Coatings 2020, 10, 1106. [CrossRef]
- Sheasby, P. G., S. Wernick, and R. Pinner. Surface treatment and finishing of aluminum and its alloys. Volumes 1 and 2. 1987.
- Emel, Razzouk, Dániel Koncz-Horváth, and Tamás I. Török. Anodic film changes during anodizing commercial pure aluminum. Doktorandusz Almanach PhD Students Almanach 2023, 34.
- Thompson, G. E.; Wood, G. C. Anodic Films on Aluminium. In Treatise on Materials Science and Technology; Elsevier, 1983; vol. 23, pp. 205–329. [Google Scholar]
- Takahashi, H.; Nagayama, M. The determination of the porosity of anodic oxide films on aluminium by the pore-filling method. Corrosion Science 1978, 18, 911–925. [Google Scholar] [CrossRef]
- Chesterfield, L.; Runge, J. Connecting theory to practice, the science of successfully anodizing aluminum die castings. In Proceedings of the 19th Annual Technical Conference and Exposition of the Aluminum Anodizers Council; 2010. [Google Scholar]
- Chen, Jiqiang, Feng Wen, Chao Liu, Weirong Li, Qiongyu Zhou, Wencai Zhu, Yinghui Zhang, and Renguo Guan. The microstructure and property of Al–Si alloy improved by the Sc-microalloying and Y2O3 nano-particles. Science and Technology of Advanced Materials 2021, 22, 205–217. [CrossRef]
- Huang, Jia-Min, Hai-Dong Zhao, and Zhen-Ming Chen. Microstructure and properties of A356 alloy wheels fabricated by low-pressure die casting with local squeeze. Journal of Materials Engineering and Performance 2019, 28, 2137–2146. [CrossRef]
- Martin, John H., Brennan D. Yahata, Jacob M. Hundley, Justin A. Mayer, Tobias A. Schaedler, and Tresa M. Pollock. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365–369.
- Cabrini, Marina, Sergio Lorenzi, Tommaso Pastore, Cristian Testa, Diego Manfredi, Massimo Lorusso, Flaviana Calignano, Matteo Pavese, and Francesco Andreatta. Corrosion behavior of AlSi10Mg alloy produced by laser powder bed fusion under chloride exposure. Corrosion Science 2019, 152, 101–108. [CrossRef]
- Rogov, Aleksey B., Huiling Lyu, Allan Matthews, and Aleksey Yerokhin. AC plasma electrolytic oxidation of additively manufactured and cast AlSi12 alloys. Surface and Coatings Technology 2020, 399, 126116. [CrossRef]
- Pezzato, L., M. Dabalà, Silvia Gross, and K. Brunelli. Effect of microstructure and porosity of AlSi10Mg alloy produced by selective laser melting on the corrosion properties of plasma electrolytic oxidation coatings. Surface and Coatings Technology 2020, 404, 126477. [Google Scholar] [CrossRef]
- Zhu, Baiwei, and Caterina Zanella. Hardness and corrosion behaviour of anodised Al-Si produced by rheocasting. Materials & Design 2019, 173, 107764.
- Lien, Huai-Hsun, Jyoti Mazumder, Jian Wang, and Amit Misra. Microstructure evolution and high density of nanotwinned ultrafine Si in hypereutectic Al-Si alloy by laser surface remelting. Materials Characterization 2020, 161, 110147. [CrossRef]
- Mora-Sanchez, H., R. Del Olmo, J. Rams, B. Torres, M. Mohedano, E. Matykina, and R. Arrabal. Hard anodizing and plasma electrolytic oxidation of an additively manufactured Al-Si alloy. Surface and Coatings Technology 2021, 420, 127339. [CrossRef]
- Wang, Ping, Qun Ma, Qianqian Yuwen, and Jianping Li. The differences in the formation mechanism of PEO and CPED composited ceramic coatings on Al-12Si alloy. Journal of Alloys and Compounds 2019, 788, 61–66. [CrossRef]
- Konieczny, J., L. A. Dobrzański, K. Labisz, and J. Duszczyk. The influence of cast method and anodizing parameters on structure and layer thickness of aluminium alloys. Journal of Materials Processing Technology 2004, 157, 718–723.
- Tsangaraki-Kaplanoglou, I., S. Theohari, Th Dimogerontakis, Yar-Ming Wang, Hong-Hsiang Harry Kuo, and Sheila Kia. Effect of alloy types on the anodizing process of aluminum. Surface and Coatings Technology 2006, 200, 2634–2641. [Google Scholar] [CrossRef]
- Shin, J. S.; Kim, B. H.; Lee, S. M. Effects of physical melt treatments on microstructural evolution and anodizing characteristics of Al-Si casting alloys. In Materials Science Forum; Trans Tech Publications Ltd., 2011; vol. 695, pp. 243–246. [Google Scholar]
- Chauke, Levy, Heinrich Möller, and Gonasagren Govender. Anodising of aluminium alloy plates from different series produced by rheo-high pressure die casting. Solid State Phenomena 2015, 217, 247–252.
- Aluminum and Magnesium Alloys Annual, vol. 02.02. ASTM standards. 2018.
- Arrabal, R., B. Mingo, A. Pardo, M. Mohedano, E. Matykina, and I. Rodríguez. Pitting corrosion of rheocast A356 aluminium alloy in 3.5 wt.% NaCl solution. Corrosion Science 2013, 73, 342–355. [CrossRef]
- Mingo, Beatriz, R. Arrabal, A. Pardo, E. Matykina, and P. Skeldon. 3D study of intermetallics and their effect on the corrosion morphology of rheocast aluminium alloy. Materials Characterization 2016, 112, 122–128. [CrossRef]
- Samuel, A. M., and F. H. Samuel. Modification of iron intermetallics by magnesium and strontium in Al-Si alloys. International Journal of Cast Metals Research 1997, 10, 147–157. [CrossRef]
- Fratila-Apachitei, L. E., J. Duszczyk, and L. Katgerman. Vickers microhardness of AlSi (Cu) anodic oxide layers formed in H2SO4 at low temperature. Surface and Coatings Technology 2003, 165, 309–315. [Google Scholar] [CrossRef]
- Zhang, Fan, Cem Örnek, Jan-Olov Nilsson, and Jinshan Pan. Anodisation of aluminium alloy AA7075–Influence of intermetallic particles on anodic oxide growth. Corrosion Science 2020, 164, 108319. [CrossRef]
- Fratila-Apachitei, L. E., F. D. Tichelaar, G. E. Thompson, Herman Terryn, P. Skeldon, J. Duszczyk, and L. Katgerman. A transmission electron microscopy study of hard anodic oxide layers on AlSi (Cu) alloys. Electrochimica Acta 2004, 49, 3169–3177. [CrossRef]
- Zhu, Baiwei, Salem Seifeddine, Per OÅ Persson, Anders EW Jarfors, Peter Leisner, and Caterina Zanella. A study of formation and growth of the anodised surface layer on cast Al-Si alloys based on different analytical techniques. Materials & design 2016, 101, 254–262.
- Razzouk, Emel, Dániel Koncz-Horváth, and Tamás I. Török. Microstructure Effects on Anodizing High-Silicon Aluminium Alloy AlSi12Cu1 (Fe) under Various Surface Conditions and Power Modes. Crystals 2024, 14, 352. [CrossRef]
- Fratila-Apachitei, L. E., J. Duszczyk, and L. Katgerman. Voltage transients and morphology of AlSi (Cu) anodic oxide layers formed in H2SO4 at low temperature. Surface and Coatings Technology 2002, 157, 80–94.
- Fratila-Apachitei, L. E., H. Terryn, P. Skeldon, G. E. Thompson, J. Duszczyk, and L. Katgerman. Influence of substrate microstructure on the growth of anodic oxide layers. Electrochimica Acta 2004, 49, 1127–1140. [CrossRef]
- Li, X., X. Nie, L. Wang, and D. O. Northwood. Corrosion protection properties of anodic oxide coatings on an Al–Si alloy. Surface and Coatings Technology 2005, 200, 1994–2000. [CrossRef]
- Mukhopadhyay, A. K., and A. K. Sharma. Influence of Fe-bearing particles and nature of electrolyte on the hard anodizing behaviour of AA 7075 extrusion products. Surface and Coatings Technology 1997, 92, 212–220. [CrossRef]
- Meyers, C. W.; Hinton, K. H.; Chou, J. S. Towards the optimization of heat-treatment in aluminium alloys. In Materials Science Forum; Trans Tech Publications Ltd., 1992; vol. 102, pp. 75–84. [Google Scholar]
- Dahle, A. K., Kazuhiro Nogita, S. D. McDonald, C. Dinnis, and L. Lu. Eutectic modification and microstructure development in Al–Si Alloys. Materials Science and Engineering: A 2005, 413, 243–248.
- Xu, Shan-Liang, Hai-Long Jia, Min Zha, Xiao-Li Zhou, Dan Gao, Pin-Kui Ma, and Dawei Wang. The effect of B and Sb on the corrosion behavior of T6-treated Al–Si–Mg alloys. Journal of Materials Research and Technology 2024, 30, 3611–3621. [CrossRef]
- Dinnis, Cameron M., Arne K. Dahle, and John A. Taylor. Three-dimensional analysis of eutectic grains in hypoeutectic Al–Si alloys. Materials Science and Engineering: A 2005, 392, 440–448. [CrossRef]
- Riddar, Frida, Sture Hogmark, and Å. Kassman Rudolphi. Comparison of anodised aluminium surfaces from four fabrication methods. Journal of Materials Processing Technology 2012, 212, 2272–2281. [CrossRef]
- Zhu, Baiwei, and Caterina Zanella. Influence of Fe-rich intermetallics and their segregation on anodising properties of Al-Si-Mg rheocast alloys. Surface and Coatings Technology 2021, 422, 127570. [CrossRef]
- Chauke, Levy, Kalenda Mutombo, and Gonasagren Govender. Corrosion behaviour of the anodised A356 aluminium alloy produced by the rheo-high pressure die casting process. Advanced Materials Research 2014, 1019, 67–73. [CrossRef]
- Menargues, S., J. A. Picas, E. Martin, M. T. Baile, M. Campillo, and A. Forn. Surface finish effect on the anodizing behaviour of Al-Si components obtained by sub-liquidus casting process. International Journal of Material Forming 2010, 3, 767–770. [CrossRef]
- Ceschini, Lorella, Iuri Boromei, Alessandro Morri, Salem Seifeddine, and Ingvar L. Svensson. Effect of Fe content and microstructural features on the tensile and fatigue properties of the Al–Si10–Cu2 alloy. Materials & Design (1980-2015) 2012, 36, 522–528.
- Jariyaboon, Manthana, Per Møller, Rafal E. Dunin-Borkowski, and Rajan Ambat. FIB-SEM investigation of trapped intermetallic particles in anodic oxide films on AA1050 aluminium. Anti-Corrosion Methods and Materials 2011, 58, 173–178. [CrossRef]
- Shimizu, K., G. M. Brown, K. Kobayashi, P. Skeldon, G. E. Thompson, and G. C. Wood. Ultramicrotomy—a route towards the enhanced understanding of the corrosion and filming behaviour of aluminium and its alloys. Corrosion science 1998, 40, 1049–1072. [CrossRef]
- Zhu, B. Casting and anodising of Al alloys-Alloy design, manufacturing process and material properties. PhD diss., Jönköping University, School of Engineering.
- Zhang, Fan, Jan-Olov Nilsson, and Jinshan Pan. In situ and operando AFM and EIS studies of anodization of Al 6060: influence of intermetallic particles. Journal of The Electrochemical Society 2016, 163, C609. [CrossRef]
- Wu, H., Y. Ma, W. Huang, X. Zhou, K. Li, Y. Liao, Z. Wang, Z. Liang, and L. Liu. Effect of iron-containing intermetallic particles on film structure and corrosion resistance of anodized AA2099 alloy. Journal of the Electrochemical Society 2018, 165, C573. [CrossRef]
- Mohamed, A. M. A.; Samuel, F. H. A review on the heat treatment of Al-Si-Cu/Mg casting alloys. Heat Treatment-Conventional and Novel Applications 2012, 55–72. [Google Scholar]
- Li, Z., A. M. Samuel, F. H. Samuel, C. Ravindran, and S. Valtierra. Effect of alloying elements on the segregation and dissolution of CuAl 2 phase in Al-Si-Cu 319 alloys. Journal of materials science 2003, 38, 1203–1218. [CrossRef]
- Zhou, X., G. E. Thompson, H. Habazaki, M. A. Paez, K. Shimizu, P. Skeldon, and G. C. Wood. Morphological development of oxygen bubbles in anodic alumina. Journal of the Electrochemical Society 2000, 147, 1747.
- Shimizu, K., K. Kobayashi, P. Skeldon, G. E. Thompson, and G. C. Wood. An atomic force microscopy study of the corrosion and filming behaviour of aluminium. Corrosion science 1997, 39, 701–718. [CrossRef]
- Scampone, Giulia, and Giulio Timelli. Anodizing Al–Si foundry alloys: A critical review. Advanced Engineering Materials 2022, 24, 2101480. [CrossRef]
- Gastón-García, B., E. García-Lecina, M. Díaz-Fuentes, J. A. Díez, and C. Müller. Sulphuric acid anodising of EN AC-46500 cast aluminium alloy. Transactions of the IMF 2011, 89, 312–319. [CrossRef]
- Meng, Qingjiang, and G. S. Frankel. Effect of Cu content on corrosion behavior of 7xxx series aluminum alloys. Journal of the Electrochemical Society 2004, 151, B271. [CrossRef]
- Saenz de Miera, M., M. Curioni, P. Skeldon, and G. E. Thompson. Preferential anodic oxidation of second-phase constituents during anodising of AA2024-T3 and AA7075-T6 alloys. Surface and Interface Analysis: An International Journal devoted to the development and application of techniques for the analysis of surfaces, interfaces and thin films 2010, 42, 241–246. [CrossRef]
- Birbilis, Nick, Mary K. Cavanaugh, and Rudolph G. Buchheit. Electrochemical behavior and localized corrosion associated with Al7Cu2Fe particles in aluminum alloy 7075-T651. Corrosion Science 2006, 48, 4202–4215. [CrossRef]
- Labisz, K., L. A. Dobrzański, and J. Konieczny. Anodization of cast aluminium alloys produced by different casting methods. Archives of Foundry Engineering 2008, 8, 45–50.
- Caliari, Daniele, Giulio Timelli, Borja Zabala, and Amaya Igartua. Microstructural and tribological investigations of diecast and hard anodized AlSiCu alloys. Surface and Coatings Technology 2018, 352, 462–473. [CrossRef]
- Chauke, L.; Möller, H.; Curle, U. A.; Govender, G. Anodising of Al-Mg-Si-(Cu) alloys produced by R-HPDC. In Materials Science Forum<; Trans Tech Publications Ltd, 2013; vol. 765, pp. 658–662. [Google Scholar]
- Caliari, D., G. Timelli, T. Salata, G. Cavagnini, S. Maestri, and A. Manfredini. Influence of microstructure and surface finishing on the hard anodizing of diecast Al-Si-Cu alloys. La Metallurgia Italiana 2019, 111, 23–31.
- Shin, J. S.; Kim, B. H.; Lee, S. M. A study on Surface Oxidation Coating Characteristic of Al-Si Casting Alloys. In Materials Science Forum; Trans Tech Publications Ltd, 2012; vol. 724, pp. 173–177. [Google Scholar]
- Mandich, N. V. Surface Preparation of Metals Prior to Plating. I: Metal Finishing 2003, 101, 8–10. [Google Scholar]
- Mohamed, A. Growth mechanism of porous anodic films formed on aluminium in sulphuric acid; The University of Manchester (United Kingdom), 2010. [Google Scholar]
- Yerokhin, A. L., X. Nie, A. Leyland, A. Matthews, and S. J. Dowey. Plasma electrolysis for surface engineering. Surface and coatings technology 1999, 122, 73–93.
- Guezmil, M., W. Bensalah, A. Khalladi, K. Elleuch, M. De-Petris Wery, and H. F. Ayedi. Effect of test parameters on the friction behaviour of anodized aluminium alloy. International Scholarly Research Notices 2014.
- Fratila-Apachitei, L. E., J. Duszczyk, and L. Katgerman. AlSi (Cu) anodic oxide layers formed in H2SO4 at low temperature using different current waveforms. Surface and Coatings Technology 2003, 165, 232–240.
- Davis, K. Material Review: Alumina (Al 2 O 3). School of Doctoral Studies European Union Journal 2010, 2. [Google Scholar]
- Auerkari, P. Mechanical and physical properties of engineering alumina ceramics. 1996. [Google Scholar]
- Makhlouf, M. M.; Apelian, D. Casting characteristics of aluminum die casting alloys; No. DOE/ID/13716; Worcester Polytechnic Institute (US), 2002. [Google Scholar]
- Arora, Rama, Suresh Kumar, Gurmel Singh, and O. P. Pandey. Influence of particle size and temperature on the wear properties of rutile-reinforced aluminium metal matrix composite. Journal of Composite Materials 2015, 49, 843–852. [CrossRef]
- Long, Alastair, David Thornhill, Cecil Armstrong, and David Watson. Predicting die life from die temperature for high pressure dies casting aluminium alloy. Applied thermal engineering 2012, 44, 100–107. [CrossRef]
- Sheasby, P. G.; Pinner, R. Introduction: Aluminium, its properties, alloys and finishes. Met. Finish 2001, 435–450. [Google Scholar]
- Eessaa, Ashraf K., and A. M. El-Shamy. Review on fabrication, characterization, and applications of porous anodic aluminum oxide films with tunable pore sizes for emerging technologies. Microelectronic Engineering 2023, 112061.
- Dong, H. Surface Engineering of Light Alloys: Aluminium. Magnesium and Titanium Alloys. 2010, 243–247. [Google Scholar]
- Talbot, D. E.; Talbot, J. D. Corrosion science and technology; CRC press, 2018. [Google Scholar]
- Jessensky, O., F. Müller, and U. Gösele. Self-organized formation of hexagonal pore structures in anodic alumina. Journal of the Electrochemical Society 1998, 145, 3735. [CrossRef]
- Chiang, Ming-Hung, Chi-Chen Yeh, and Chien-Liang Lee. Improvement in the abrasive wear resistance of an aluminum alloy casting for a continuously-variable transmission using heat treatment and pulsed anodizing. Wear 2020, 442, 203137.
- Romdhane, Anas Ben, Delphine Veys-Renaux, Mouhamadou Moustapha NDiaye, Stéphanie Bruyère, Khaled Elleuch, and Emmanuel Rocca. Anodizing of AS12 alloy in alkaline media. Applied Surface Science 2022, 572, 151436.
- Shang, Yan, Linshan Wang, Dun Niu, Zhaoyue Liu, Yuhong Wang, and Changsheng Liu. Effects of additive for anodizing electrolyte on anodic film of high silicon aluminum alloy. International Journal of Electrochemical Science 2016, 11, 1549–1557. [CrossRef]
- Raffin, Florian, Jacques Echouard, and Polina Volovitch. Influence of the anodizing time on the microstructure and immersion stability of tartaric-sulfuric acid anodized aluminum alloys. Metals 2023, 13, 993. [CrossRef]
- Aerts, Tom, Th Dimogerontakis, Iris De Graeve, Jan Fransaer, and H. Terryn. Influence of the anodizing temperature on the porosity and the mechanical properties of the porous anodic oxide film. Surface and Coatings Technology 2007, 201, 7310–7317. [CrossRef]
- Caliari, D. Development and optimization of surface hardening treatments and anodizing processes. 2018. [Google Scholar]
- Fratila-Apachitei, L. E., Iris De Graeve, I. Apachitei, H. Terryn, and J. Duszczyk. Electrode temperature evolution during anodic oxidation of AlSi (Cu) alloys studied in the wall-jet reactor. Surface and Coatings Technology 2006, 200, 5343–5353. [CrossRef]
- Fratila-Apachitei, L. E., I. Apachitei, and J. Duszczyk. Thermal effects associated with hard anodizing of cast aluminum alloys. Journal of applied electrochemistry 2006, 36, 481–486. [CrossRef]
- Li, Feiyue, Lan Zhang, and Robert M. Metzger. On the growth of highly ordered pores in anodized aluminum oxide. Chemistry of materials 1998, 10, 2470–2480. [CrossRef]
- Hao, Xue-Long, Ning Zhao, Hong-Hai Jin, Wen Ma, and Dong-Hui Zhang. Nickel-free sealing technology for anodic oxidation film of aluminum alloy at room temperature. Rare Metals 2021, 40, 968–974. [CrossRef]
- Yu, Shanwen, Lishi Wang, Chonggang Wu, Tao Feng, Yihang Cheng, Zhixiang Bu, and Shiqi Zhu. Studies on the corrosion performance of an effective and novel sealing anodic oxide coating. Journal of Alloys and Compounds 2020, 817, 153257. [CrossRef]
- Ono, Sachiko, and Hidetaka Asoh. Mechanism of hot water sealing of anodic films formed on aluminum. Corrosion Science 2021, 181, 109221. [CrossRef]
- Scampone, Giulia, and Giulio Timelli. The Influence of Sealing Processes and Machining Operations on the Scratch and Wear Resistance of Anodized AlSi9Cu3 (Fe) Diecasting Alloy. JOM 2024, 76, 196–208. [CrossRef]
- Fernández-López, P., S. A. Alves, A. López-Ortega, J. T. San José-Lombera, and R. Bayón. High performance tribological coatings on a secondary cast Al–Si alloy generated by Plasma Electrolytic Oxidation. Ceramics International 2021, 47, 31238–31250. [CrossRef]
- Kaseem, Mosab, Siti Fatimah, Nisa Nashrah, and Young Gun Ko. Recent progress in surface modification of metals coated by plasma electrolytic oxidation: Principle, structure, and performance. Progress in materials science 2021, 117, 100735. [CrossRef]
- Matykina, E., R. Arrabal, P. Skeldon, and G. E. Thompson. Incorporation of zirconia nanoparticles into coatings formed on aluminium by AC plasma electrolytic oxidation. Journal of Applied Electrochemistry 2008, 38, 1375–1383. [CrossRef]
- Mohedano, M., E. Matykina, R. Arrabal, B. Mingo, and A. Pardo. PEO of pre-anodized Al–Si alloys: Corrosion properties and influence of sealings. Applied Surface Science 2015, 346, 57–67. [CrossRef]
- Mohedano, Marta, E. Lopez, Beatriz Mingo, S. Moon, Endzhe Matykina, and Raul Arrabal. Energy consumption, wear and corrosion of PEO coatings on preanodized Al alloy: The influence of current and frequency. Journal of Materials Research and Technology 2022, 21, 2061–2075. [CrossRef]
Figure 1.
Schematic representation of an ideal porous anodic oxide of pure aluminium.
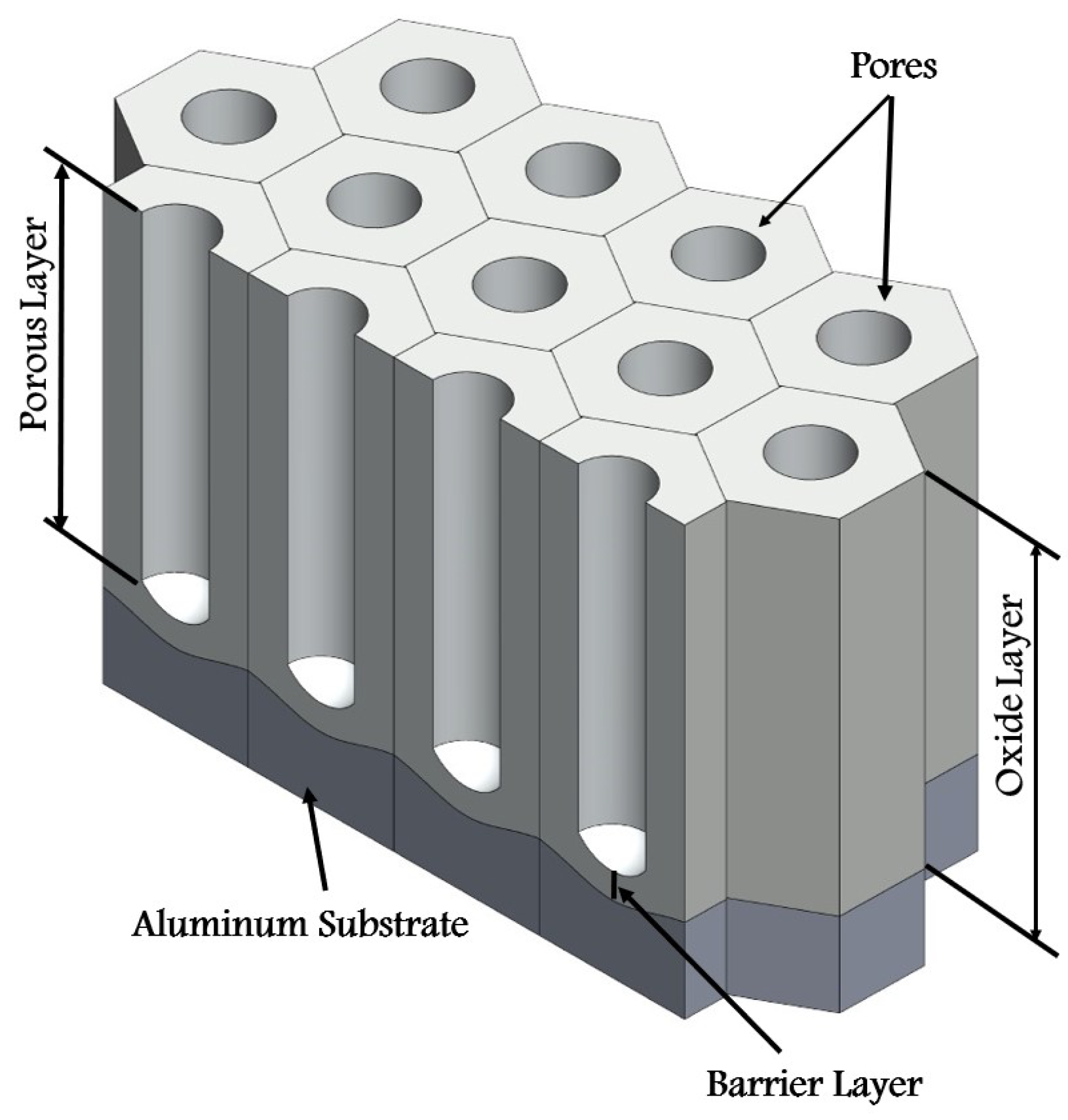
Figure 2.
Schematic representation of ionic processes taking place during barrier oxide growth.
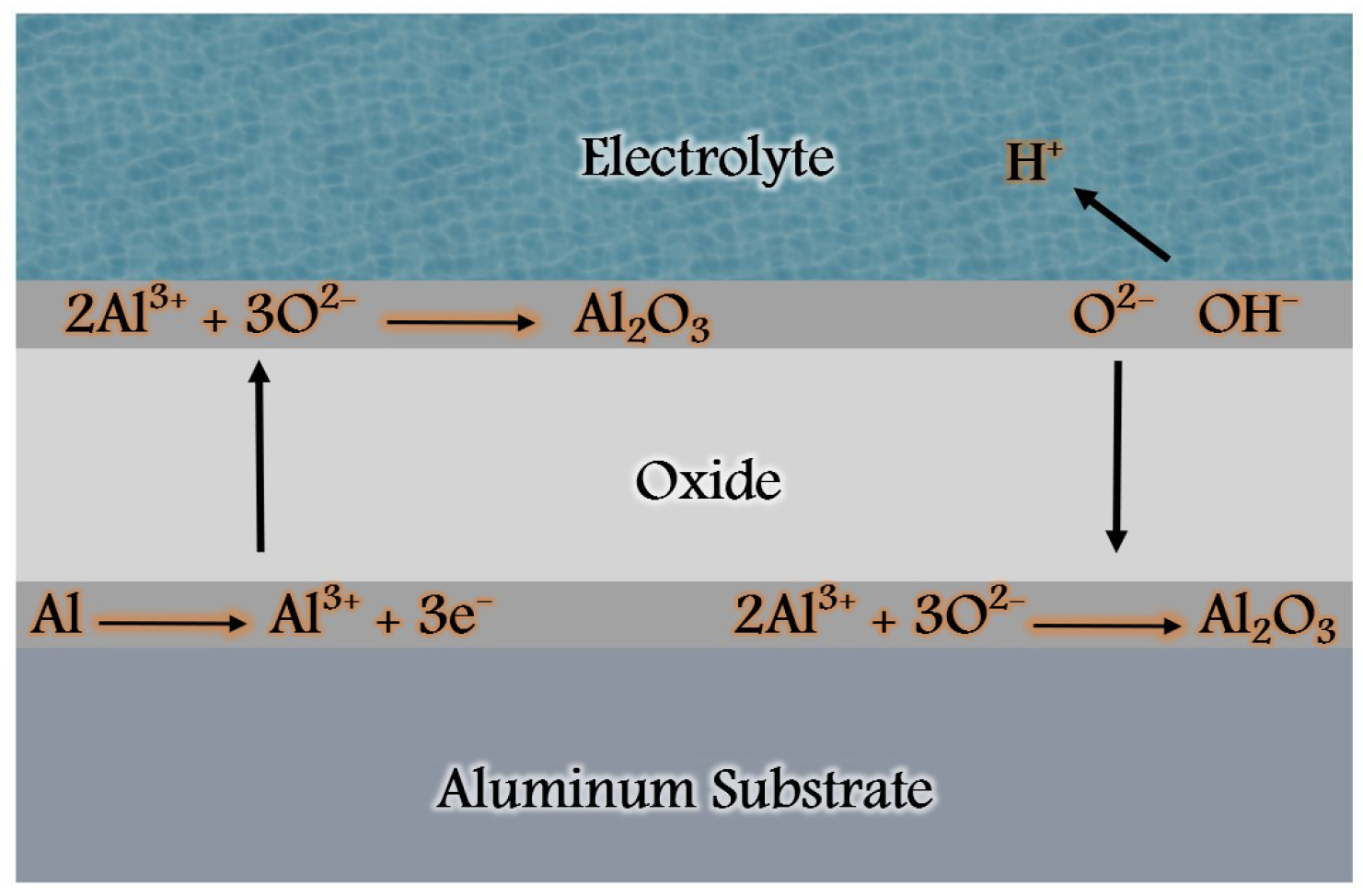
Figure 3.
Sketch depicting the formation of principal defects, indicated by arrows, during the growth of the anodic layer in the Al-Si eutectic region.
Figure 3.
Sketch depicting the formation of principal defects, indicated by arrows, during the growth of the anodic layer in the Al-Si eutectic region.
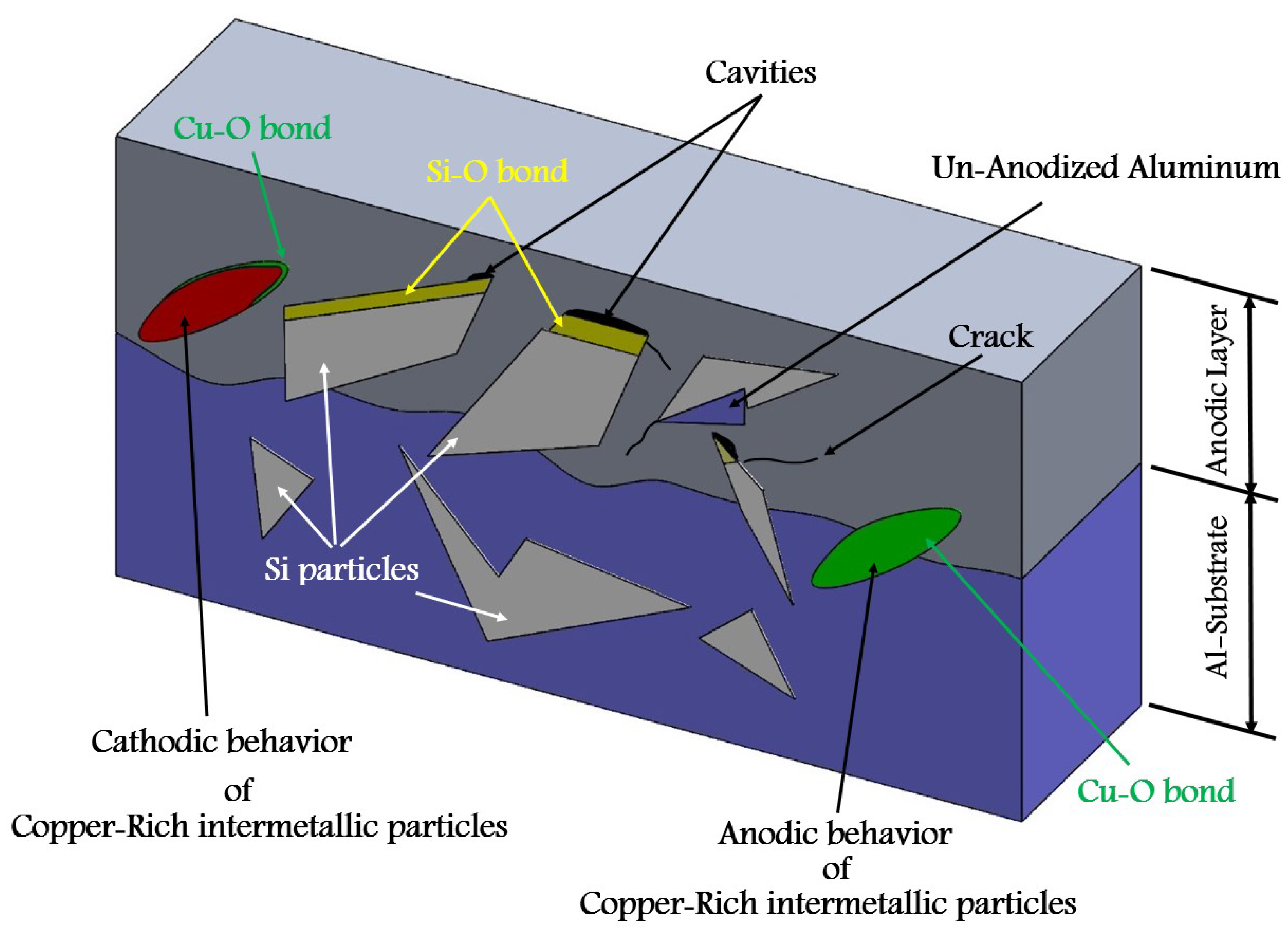
Figure 4.
Comparison of the silicon morphology in hypoeutectic aluminum-silicon alloys: (a) unmodified; (b) Sr-modified (300 ppm Sr); and (c) Sb-modified (2400 ppm Sb) [43].
Figure 4.
Comparison of the silicon morphology in hypoeutectic aluminum-silicon alloys: (a) unmodified; (b) Sr-modified (300 ppm Sr); and (c) Sb-modified (2400 ppm Sb) [43].
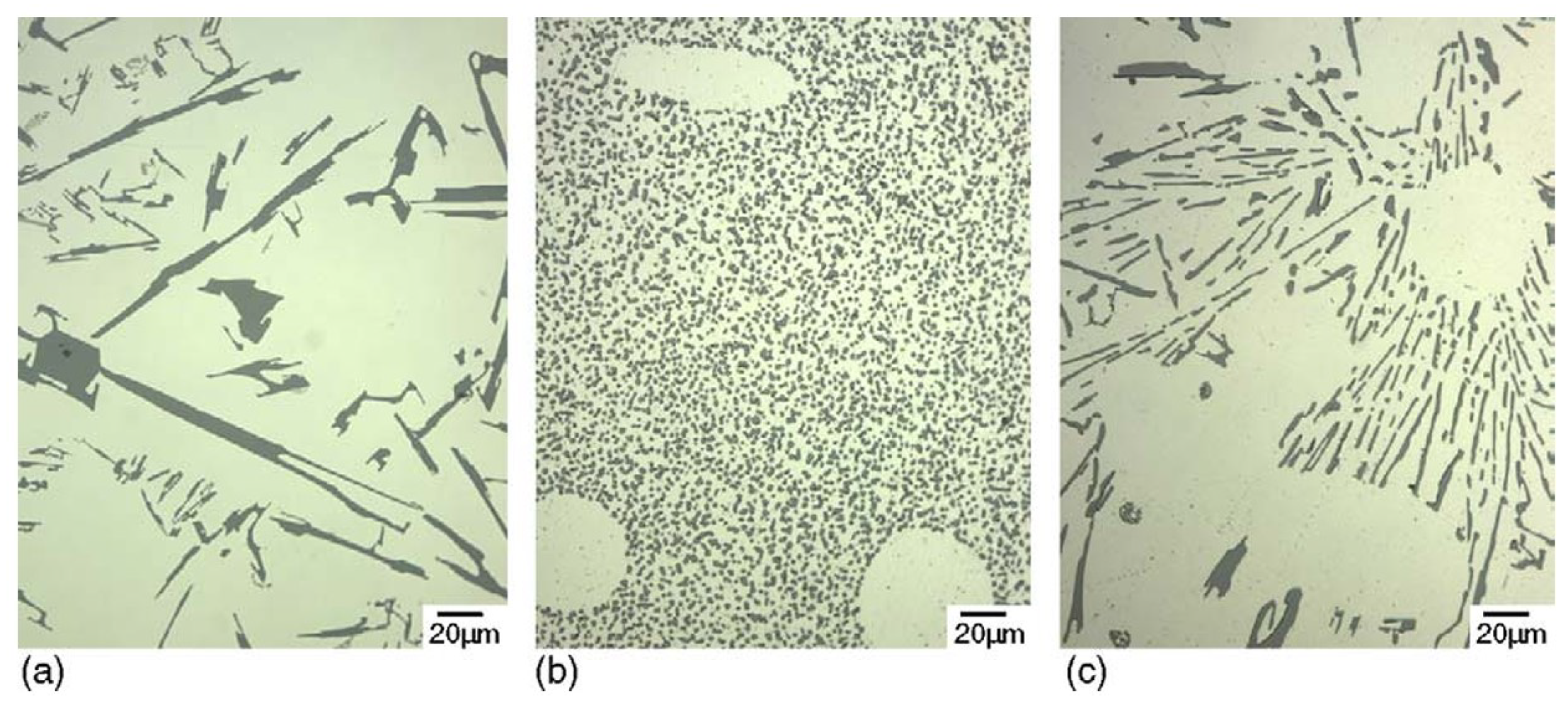
Figure 5.
EDS elemental maps of the anodized layer in Al–Si foundry alloys containing Si flake [36].
Figure 5.
EDS elemental maps of the anodized layer in Al–Si foundry alloys containing Si flake [36].
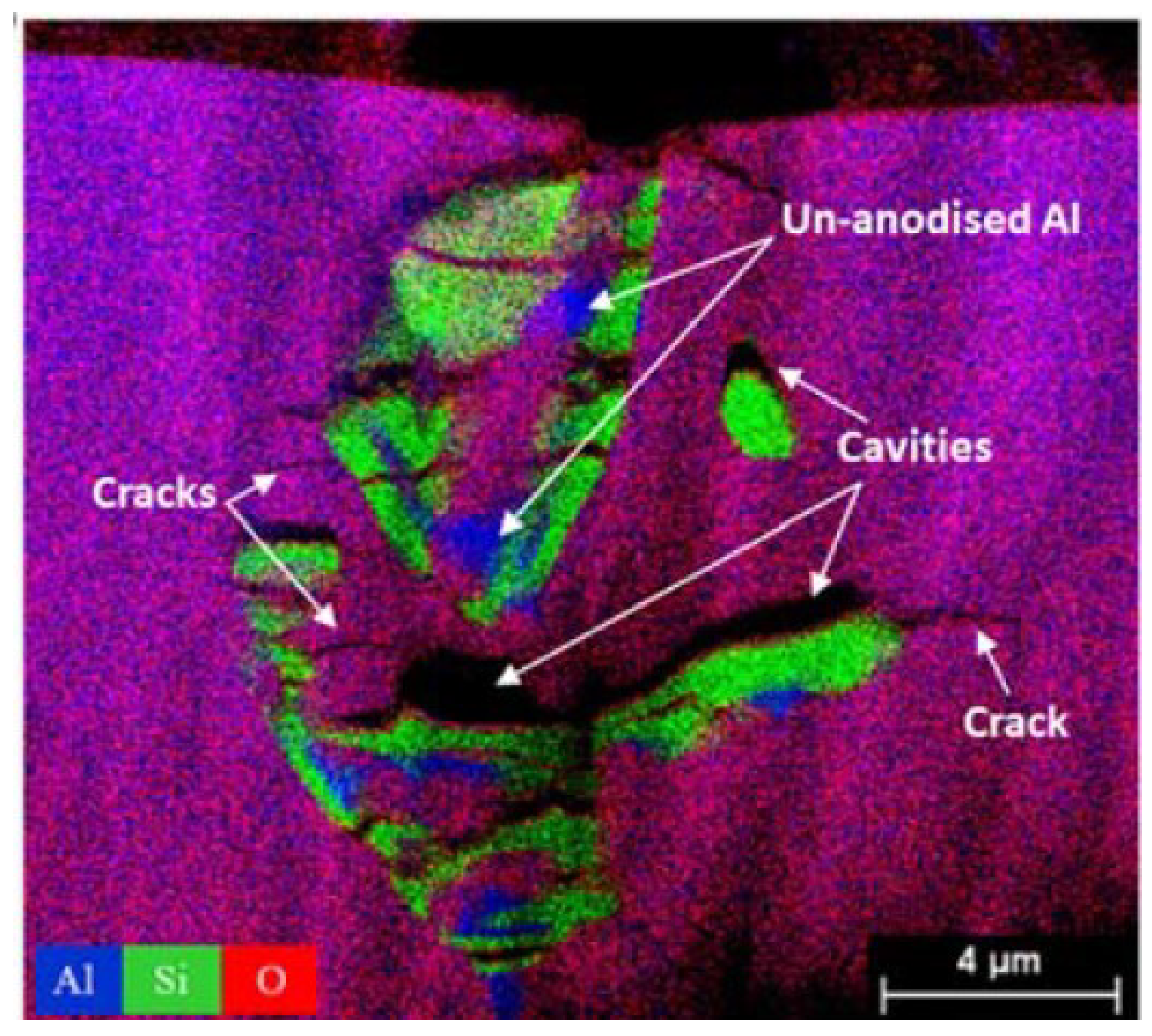
Figure 6.
EDS map micrographs of the cross-section reveal un-anodized aluminum regions and the cavities connected with silicon particles [37].
Figure 6.
EDS map micrographs of the cross-section reveal un-anodized aluminum regions and the cavities connected with silicon particles [37].
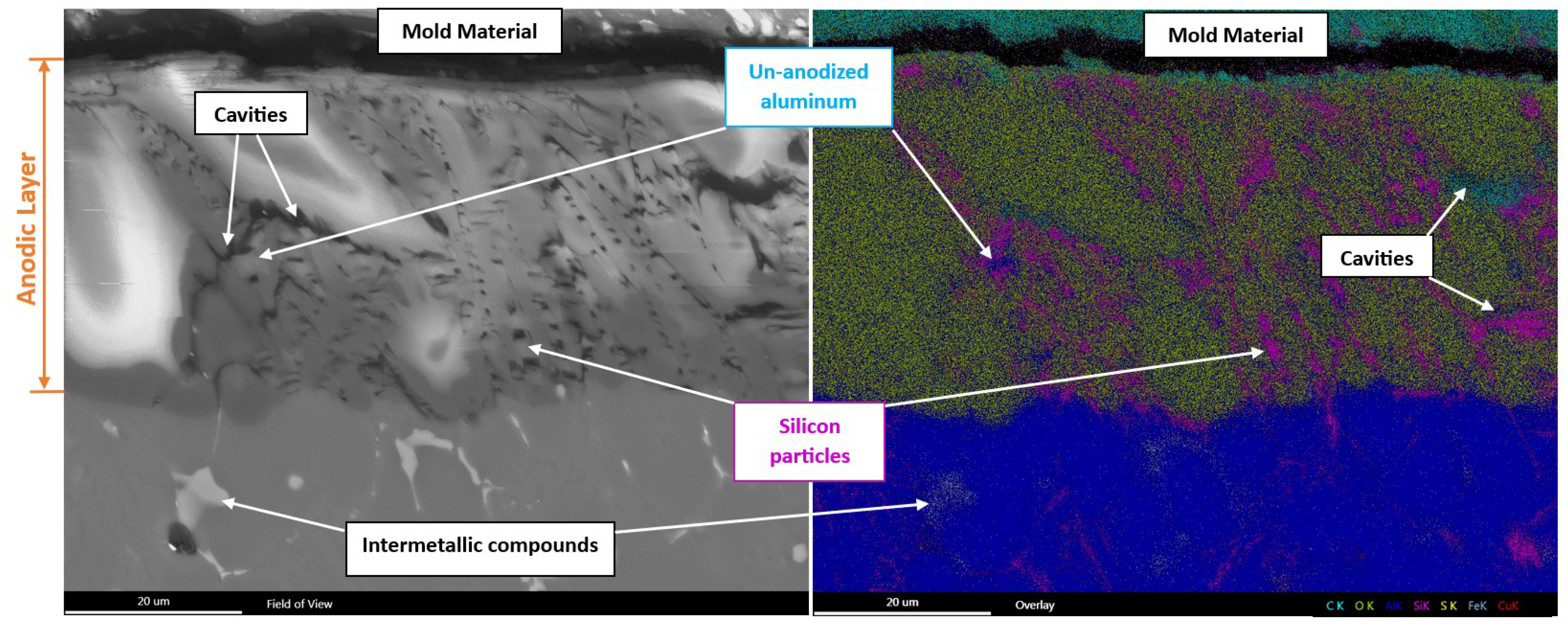
Figure 7.
SEM images and EDXS element mapping showing corrosion pits from a top view on (a) the unground surface and (b) the mechanically ground surface [47].
Figure 7.
SEM images and EDXS element mapping showing corrosion pits from a top view on (a) the unground surface and (b) the mechanically ground surface [47].
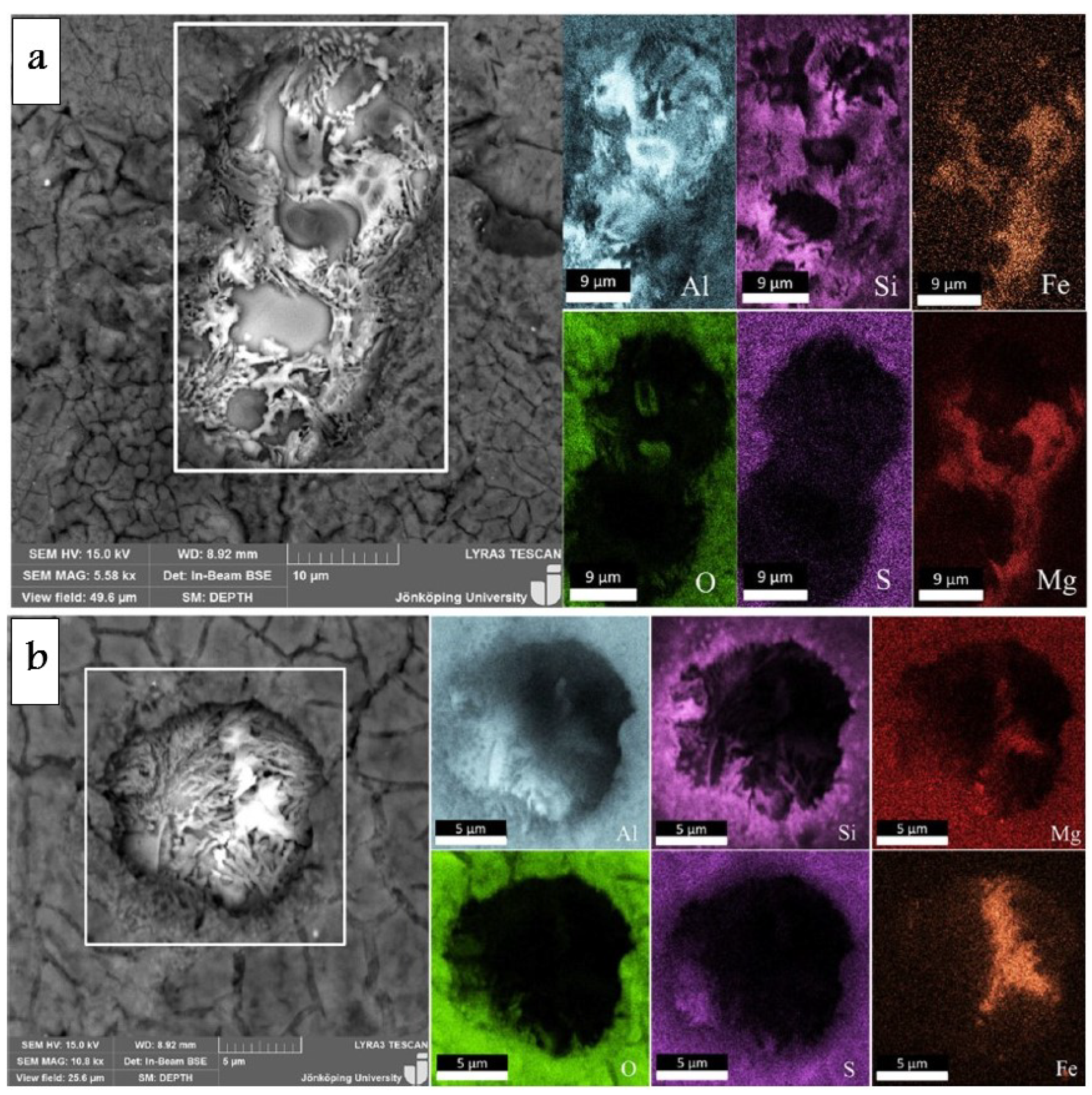
Figure 8.
Copper-rich phases in the as-cast 319 alloy: (a) Eutectic CuAl2 and (b) blocky CuAl2 [57].
Figure 8.
Copper-rich phases in the as-cast 319 alloy: (a) Eutectic CuAl2 and (b) blocky CuAl2 [57].
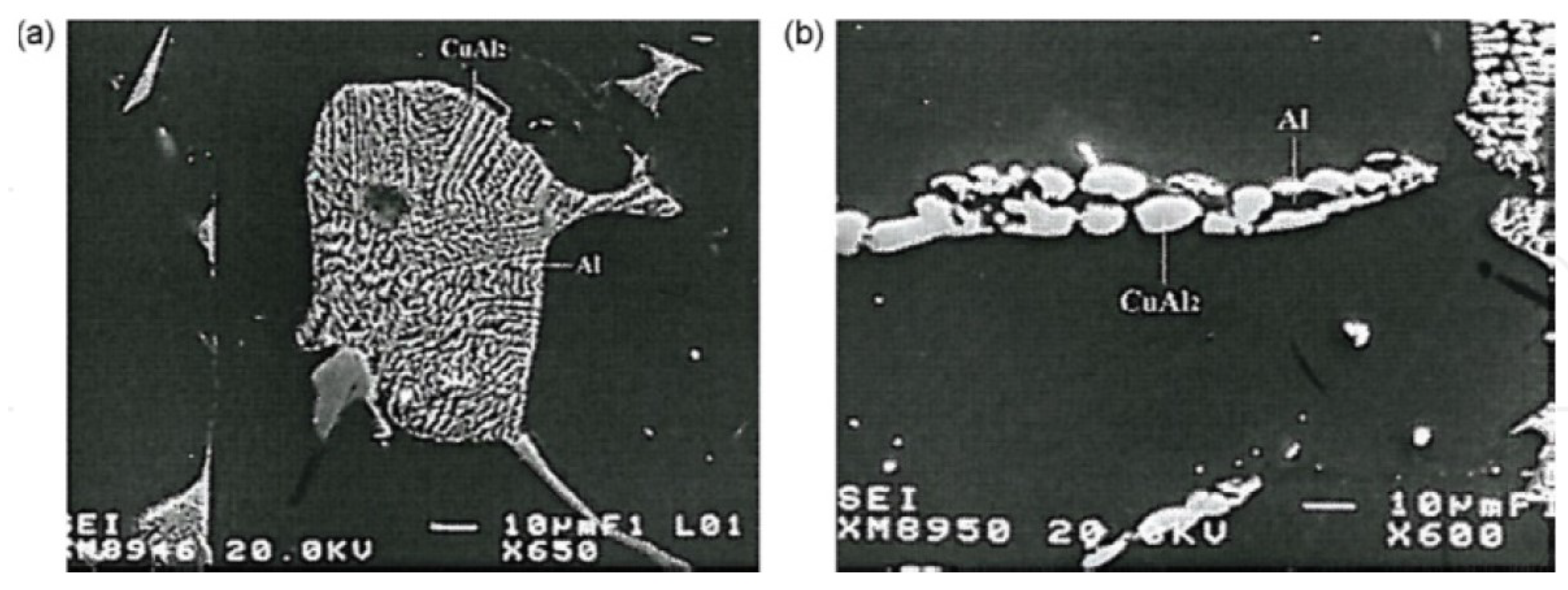
Figure 9.
Optical micrographs of cross-section of anodised layer of the (a) permanent mould cast, (b) sand cast, (c) extruded, and (d) high pressure die cast surfaces. [46].
Figure 9.
Optical micrographs of cross-section of anodised layer of the (a) permanent mould cast, (b) sand cast, (c) extruded, and (d) high pressure die cast surfaces. [46].
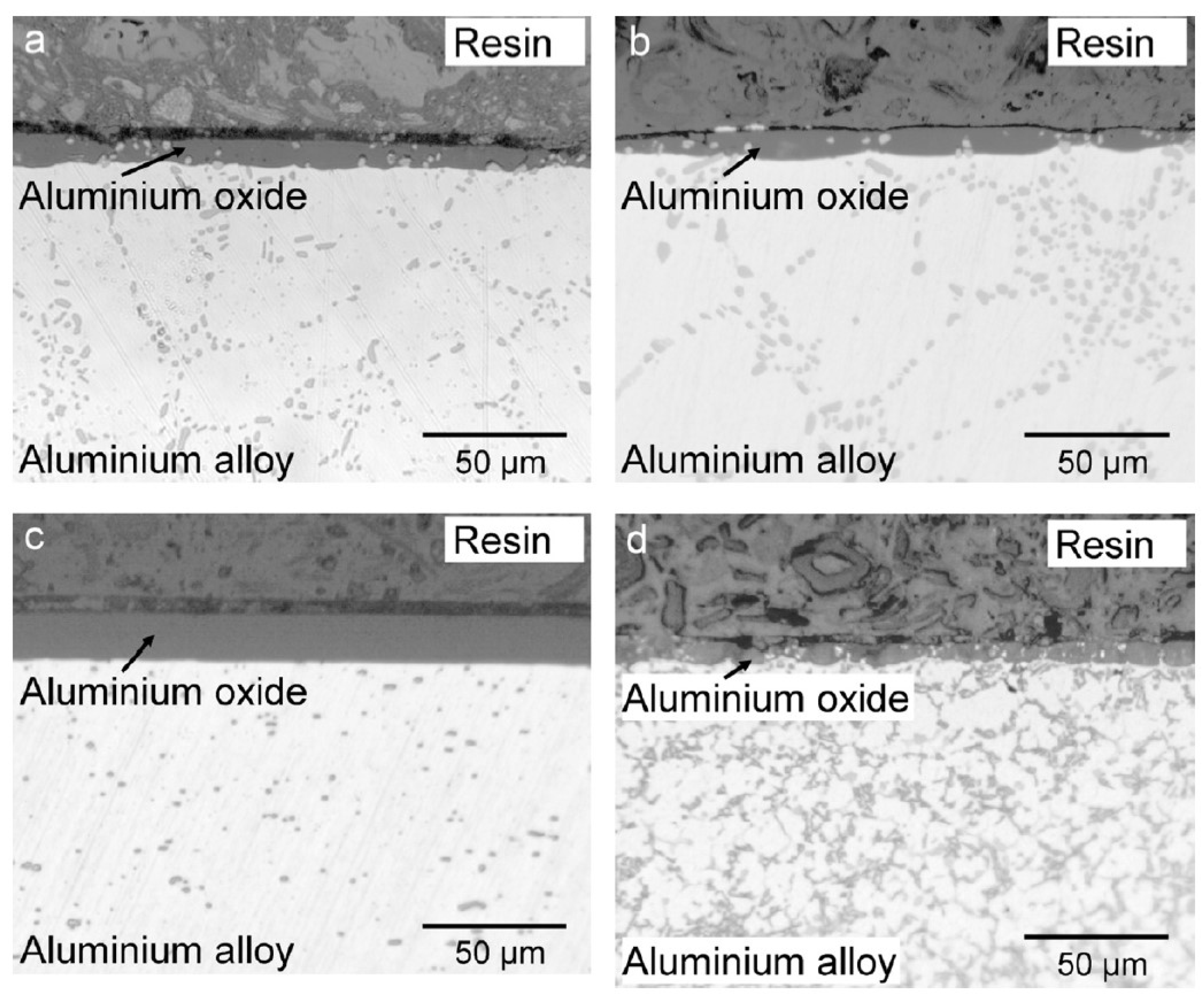
Figure 10.
Thickness of the oxide layer. Wear rate of the anodic oxide layer was measured on different investigated alloys, both in the as-diecast condition and after milling operations [66].
Figure 10.
Thickness of the oxide layer. Wear rate of the anodic oxide layer was measured on different investigated alloys, both in the as-diecast condition and after milling operations [66].
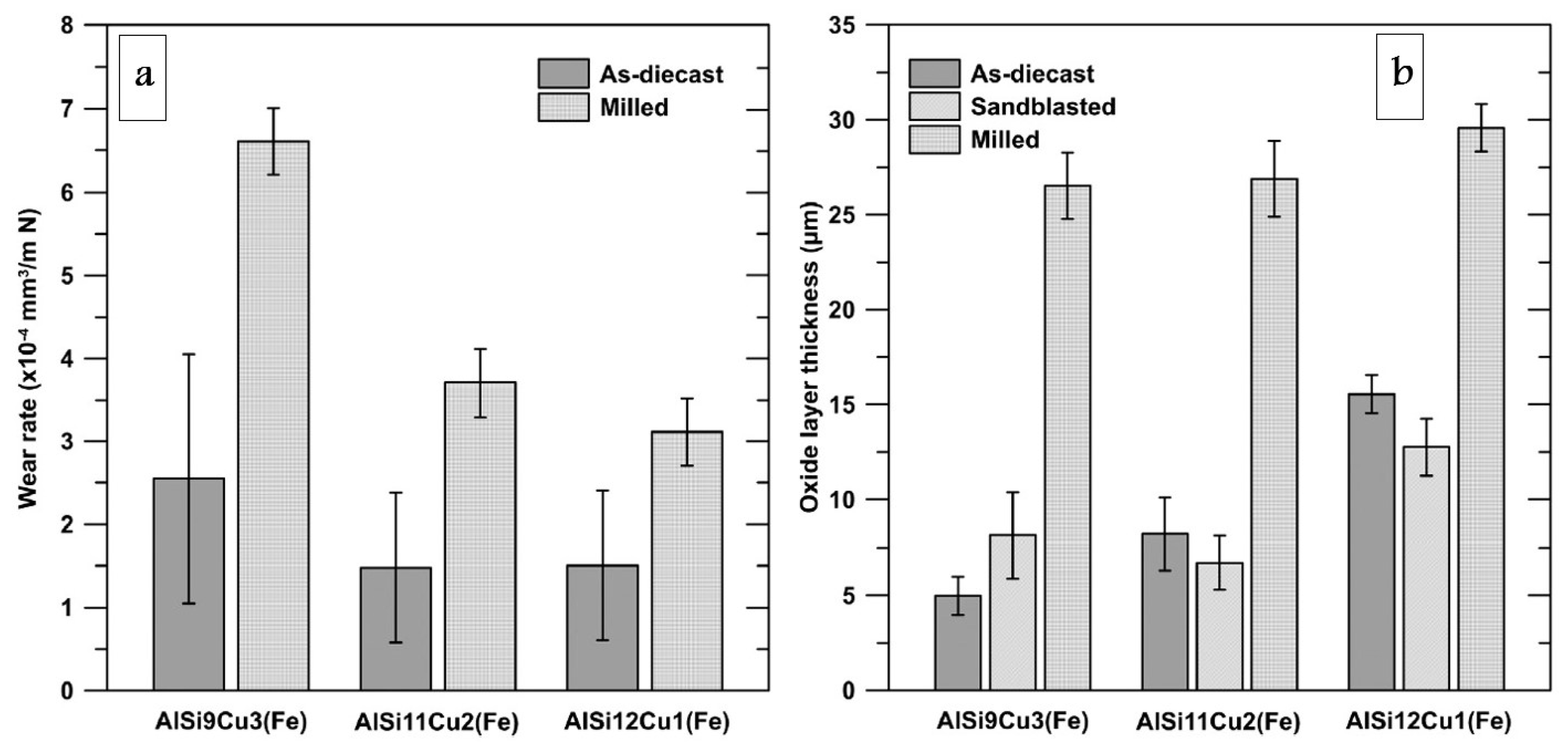
Figure 11.
The anodized layer structure obtained under a steady-state voltage of 20 V. (a) The as-die-cast surface. (b) The ground surface, removing 1 mm of material [37].
Figure 11.
The anodized layer structure obtained under a steady-state voltage of 20 V. (a) The as-die-cast surface. (b) The ground surface, removing 1 mm of material [37].
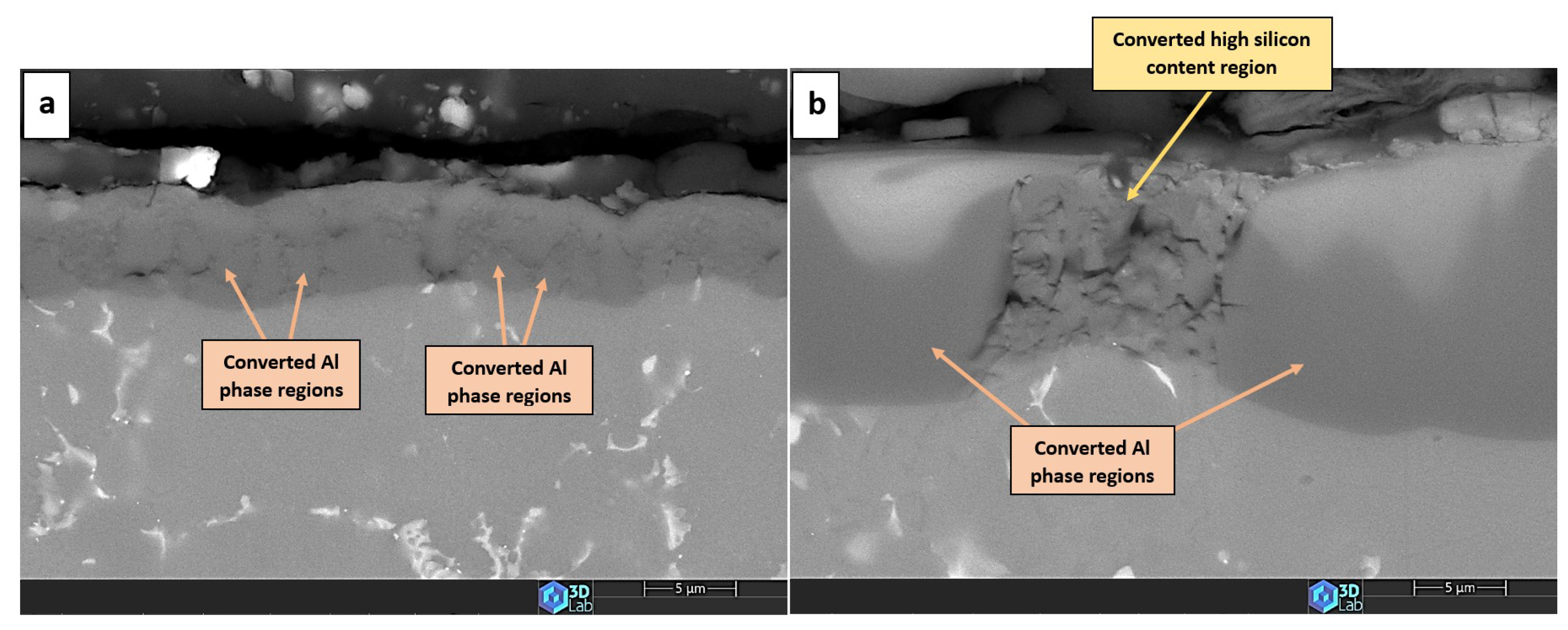
Figure 12.
Voltage–current density profiles of a die-cast sample (as-cast) as a function of anodization time at (a) potentiostatic mode and (b) galvanostatic mode.[37].
Figure 12.
Voltage–current density profiles of a die-cast sample (as-cast) as a function of anodization time at (a) potentiostatic mode and (b) galvanostatic mode.[37].
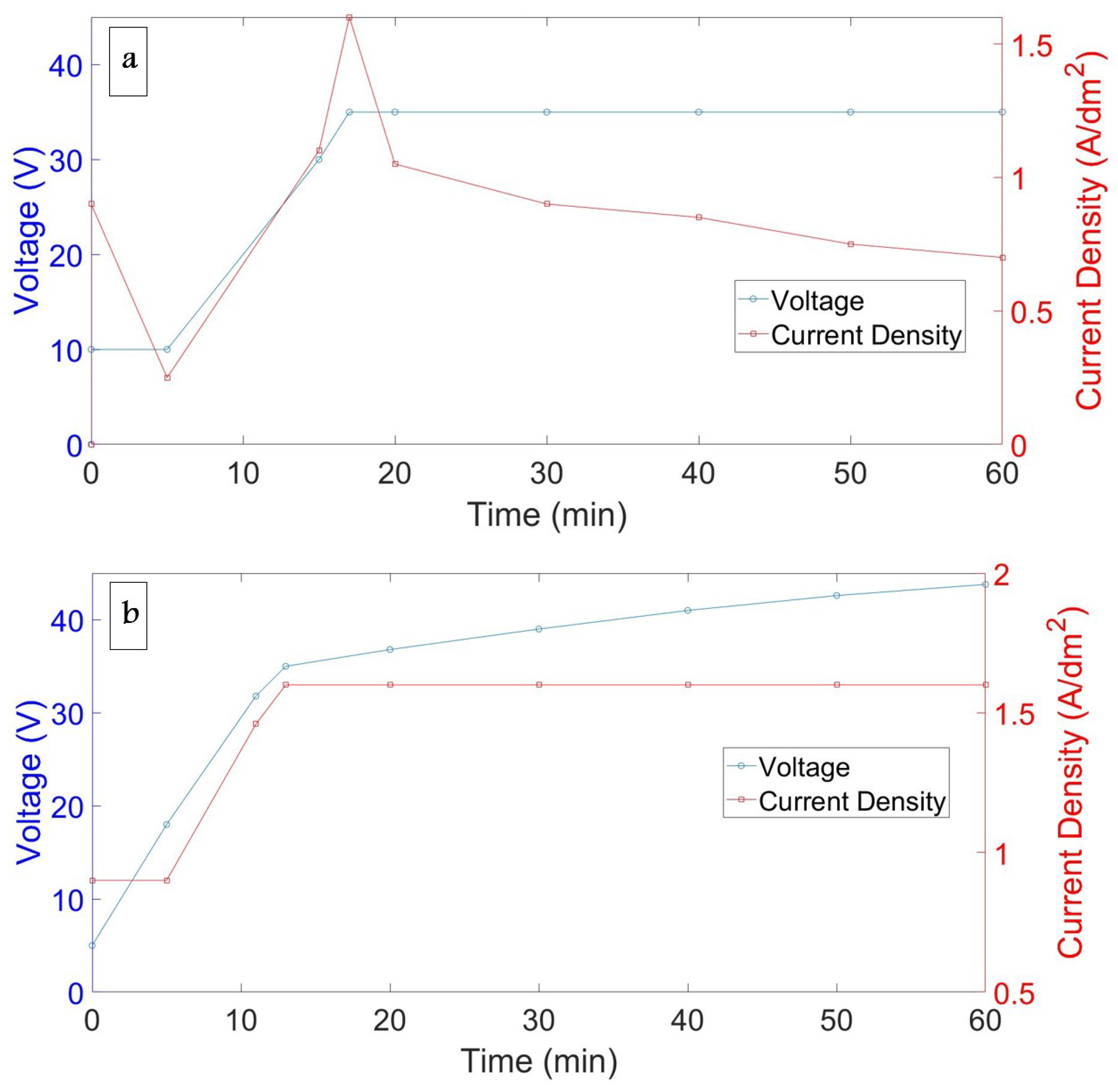

Table 1.
Sequence of phase precipitation in hypoeutectic Al-Si alloys [32].
Table 1.
Sequence of phase precipitation in hypoeutectic Al-Si alloys [32].
| Temperature °C | Phase precipitated | Suffix |
|---|---|---|
| 650 | Primary Al15(Mn, Fe)3Si2 (sludge) | Pre-dendrite |
| Aluminum dendrite and | Dendritic | |
| 600 | Al15(Mn, Fe)3Si2 and/or | Post-dendritic |
| Al5FeSi | Pre-eutectic | |
| Eutectic Al+Si | Eutectic | |
| 550 | and Al5FeSi | Co-eutectic |
| Mg5Si | Post-eutectic | |
| 500 | Al2Cu and more complex phases | Post-eutectic |
Table 2.
A collection of inert electrolytes used in the production of barrier layers [81].
Table 2.
A collection of inert electrolytes used in the production of barrier layers [81].
| Non-Acid | Chemical formula | Conc., (M) | pH |
|---|---|---|---|
| Ammonium Adipate | NH4OCO | 150 g/L | 6.4 |
| (CH2)4COONH4 | |||
| Sodium Borate | Na2B4O7 | 2.2 | 7 |
| Sodium Chromate | Na2CrO4 | 0.1 | 10 |
| Sodium Hydrogen Phosphate | Na2HPO4 | 0.1 | 9.4 |
| Sodium Hydroxide | NaOH | 0.01 , 0.03 & 0.1 | Not specified |
| Sodium Sulfate | Na2SO4 | 0.1 | 5.8 |
Table 3.
The voltage and durations for three commonly used electrolytes to create a porous oxide layer on an aluminum substrate are as follows [81].
Table 3.
The voltage and durations for three commonly used electrolytes to create a porous oxide layer on an aluminum substrate are as follows [81].
| Acid | Conc., (M) | Voltage, (Volts) | Pore Size, (nm) | Time, (hours) |
|---|---|---|---|---|
| 0.25 | 60 | 75 | 8.8 | |
| 0.3 | 40 | Not specified | Variable | |
| 0.3 | 40 | 80 | 8, Variable | |
| 0.3 | 40 | 50 | 10.5 min | |
| 0.3 | 60 | 80 | 3.8 | |
| Oxalic | 0.3 | 40 | 40- 50 | 40 min, 2 |
| 0.3 | 40, 50 | 20, 35 | Variable | |
| 0.3 | 30 | 40 | 8, 10 | |
| 0.4 | 40 | 50 | 8, 10 | |
| 0.5 | 50 | 80 | 8, 10 | |
| 0.3 | 40 | 22 | 12, 4, 8, 12 & 16 | |
| Not specified | 195 | 200 | variable | |
| 0.4 | 5 to 40 | 20 to 75 | 1 step/variable | |
| 0.4 | 80 | 80 | 1 step | |
| Phosphoric | 0.42 | 87 to 117 | 64 to 79 | 1 step/Variable |
| 0.5 | 18 | 70 | 4, variable | |
| 2.4 | 15 to 25 | 13 to 27 | 2-step/variable | |
| Sulfuric | Not specified | 12, 25, 40 | 25, 50, 100 | Not specified |
| 0.3 | 25 | 20 | 12, 4, 8, 12 & 16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



